Министерство образования и науки Российской Федерации
Кафедра «Машины и технологии обработки материалов давлением»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по дисциплине
“Кузнечно-штамповочное оборудование”
Тема:
Обрезной однокривошипный закрытый пресс усилием 16 МН
Руководитель:
Автор проекта
Проект защищен
с оценкой:
«___»_________200г.
АННОТАЦИЯ
Обрезной однокривошипный закрытый пресс усилием 16 МН –, 2005, 48 с., 22 ил. Библиография литературы – 6 наименований, 3 чертежа формата А1.
В расчетно-пояснительной записке к курсовому проекту приведены техническая характеристика и кинематическая схема обрезного однокривошипного закрытого пресса усилием 16 МН, на основе которой объясняется их устройство и принцип работы. Приведены расчеты кинематических параметров пресса и результаты статического расчета сил, действующих на кривошипно-ползунный механизм. Выполнен прочностной расчет основных узлов конструкции пресса. Определены энергетические затраты, мощность электродвигателя и момент инерции маховика. В графической части проекта представлены чертежи общего вида пресса и двух узлов – ползун-шатун и муфта
СОДЕРЖАНИЕ
Введение
1 Техническая характеристика обрезного однокривошипного закрытого пресса
2 Описание устройства и принцип работы
3 Определение основных размеров главного вала эксцентрикового типа
4 Кинетостатический расчет
4.1 Кинематический расчет
4.2 Статический расчет
5 Расчет привода
5.1 Расчет затрат энергии приводом
5.2 Расчет клиноременной передачи
6 Расчет узла муфта-тормоз
6.1 Расчет муфты
6.2 Расчет тормоза
7 Расчет станины на прочность
8 Расчет цилиндрической зубчатой передачи на прочность
9 Расчет приводного вала
10 Расчет узла ползун-шатун на прочность
10.1 Расчет шатуна
10.2 Расчет ползуна
10.3 Расчет направляющих
10.4 Расчет уравновешивателя
10.5 Расчет пальца
Список используемой литературы
Заключение
Приложение
В
ВЕДЕНИЕ
Технологические машины для разделительных операций применяют как для резки заготовок под последующую штамповку, так и для получения готовых изделий и полуфабрикатов из металлического листа; рулона; сортового проката круглого, прямоугольного, квадратного профилей; специального проката фигурного профиля и штампованных полуфабрикатов.
Большая часть прессов для разделительных операций в штампах имеет ряд общих признаков и отличается от универсальных прессов небольшой закрытой высотой и ее регулировкой, наличием в ряде случаев специальных устройств прижима заготовки и противодавления, средств автоматизации технологических процессов, средств подготовки материала под технологический процесс (правильные валки, смазочные устройства и т. п.).
Реклама

Экономически эффективнее использовать непосредственно предназначенные для разделительных операций машины, лучше противодействующие динамическим нагрузкам. Применение таких машин взамен универсальных листоштамповочных прессов дает возможность резко снизить уровень шума и вибрации, повысить производительность труда, уменьшить затраты на изготовление, ремонт и обслуживание оборудования, повысить качество изделий.
1. Т
ЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА пресса однокривошипного простого действия двухстоечного ненаклоняемого КД2114А
Техническая характеристика пресса однокривошипного простого действия двухстоечного ненаклоняемого КД2114А приведена в таблице 1.
Таблица 1
Основные технологические параметры пресса однокривошипного простого действия двухстоечного ненаклоняемого КД2114А
| № |
Наименование параметра |
Размерность |
Величина |
| 1 |
Номинальное усилие |
кН |
25 |
| 2 |
Ход ползуна
|
наибольший |
мм |
36 |
| наименьший |
4 |
| 3 |
Число ходов ползуна
|
непрерывных |
ход/мин |
200; 250;
315; 400.
|
| одиночных |
50 |
| 4 |
Наибольшее расстояние между столом и
ползуном при его нижнем положении при наибольшем ходе
|
мм |
180 |
| 5 |
Расстояние от оси ползуна до станины (вылет) |
мм |
100 |
| 6 |
Расстояние между стойками станины в свету |
мм |
90 |
| 7 |
Величина регулировки расстояния между столом и ползуном |
мм |
32 |
| 8 |
Толщина подштамповой плиты |
мм |
36 |
| 9 |
Угол наклона станины |
град |
_ |
| 10 |
Размеры
стола
|
слева-направо |
мм |
280 |
| спереди-назад |
мм |
180 |
| 11 |
Размеры отверстия
в столе
|
слева-направо |
мм |
_ |
| спереди-назад |
мм |
_ |
| диаметр |
мм |
90 |
| 12 |
Размеры ползуна |
слева-направо |
мм |
120 |
| спереди-назад |
100 |
| 13 |
Размеры отверстия в ползуне |
диаметр |
мм |
25Н8 |
| глубина |
мм |
50 |
| 14 |
Максимальный ход выталкивателя в ползуне |
мм |
5 |
| 15 |
Высота стола над уровнем пола |
мм |
800 |
| 16 |
Наибольшая площадь среза |
при  |
мм |
50 |
при  |
40 |
при  |
33,3 |
| 17 |
Технологическая работа |
при непрерывных ходах |
кгс см |
0,7 |
| при одиночном ходе |
1,4 |
| 18 |
Приводные ремни |
тип |
клиновой |
| Размер по ГОСТ 1284-68 |
А-1800Ш |
| количество |
1 |
| 19 |
Электродвигатель главного привода |
тип |
4АА63В4 |
| мощность |
кВт |
0,37 |
| частота вращения |
 |
1370 |
| 20 |
Габаритные размеры пресса: слева-направо |
мм |
780 |
| спереди-назад |
мм |
850 |
| высота |
мм |
1640 |
| 21 |
Масса пресса |
кг |
450 |
2. ОПИСАНИЕ УСТРОЙСТВА И ПРИНЦИП РАБОТЫ
Пресс однокривошипный простого действия двухстоечный ненаклоняемый КД2114А:
От электродвигателя 1 крутящий момент передается через шкив 2 и клиноременную передачу 3 маховику 4, который находится в шарикоподшипниках 5 через муфту-тормоз 7 к главному валу 6. Главный вал опирается на роликовые подшипники 8. На валу установлена эксцентриковая втулка 9, входящая в зубчатое зацепление с шатуном 15 ( шатун регулируемой длины, регулировка осуществляется с помощью винта 11) с помощью гайки 10. Ползун 12 соединён с шатуном через сферическую головку. 13–планка выталкивателя, 14–упор выталкивателя, 16–призматические направляющие ползуна.

Рисунок 1 – Кинематическая схема пресса однокривошипного простого действия двухстоечного ненаклоняемого КД2114А.
3. КИНЕМАТИЧЕСКИЙ РАСЧЁТ ИСПОЛНИТЕЛЬНОГО МЕХАНИЗМА
Для расчета зададимся исходными данными:
Нахождение законов движения исполнительного механизма сводится к построению графиков:

Закон перемещения [2]:
 , ,
|
(1) |
где  - радиус кривошипа, - радиус кривошипа,
 - коэффициент шатуна, - коэффициент шатуна,
 - угол поворота кривошипа. - угол поворота кривошипа.
|
Коэффициент шатуна  для кривошипных универсальных простого действия с регулируемым ходом прессов находится в интервале для кривошипных универсальных простого действия с регулируемым ходом прессов находится в интервале  , принимаем , принимаем  [3]. [3].
Реклама

Радиус кривошипа рассчитывается по формуле (2):
 , ,
|
(2) |
 . .
Длина шатуна рассчитывается по формуле (3):
 , ,
|
(3) |
 , ,
Принимаем  . .
Закон изменения скорости:
 , ,
|
(4) |
где 
|
Закон изменения ускорения:
 , ,
|
(5) |
Графики приведены на рисунках 3, 4,5 Результаты расчетов в таблице 2.

Рисунок 3 – График перемещения

Рисунок 4 – График скорости

Рисунок 5 – график ускорения
4.
РАСЧЁТ ГЛАВНОГО ВАЛА
4.1 Определение основных размеров главного вала
Определим исполнительные размеры главного вала:
Исходя из производственного опыта, примем  . .
 . .
  . .
 . .
 . .

Принимаем  , ,  . .
Эксцентрицитет втулки определим по формуле [3]:
 , , |
(6) |
При выборе эксцетрикового вала необходимо проверить диаметр эксцентрика  на условие отсутствия подрезки вала в месте перехода эксцентрика в коренные шейки: на условие отсутствия подрезки вала в месте перехода эксцентрика в коренные шейки:


Эскиз главного вала представлен на рисунке 6.

Рисунок 6– Эскиз главного вала
4.2 Статический расчет исполнительного механизма
Для эксцентриковых валов применяют улучшенную сталь 45
 . .
По формуле (7) определяем относительный крутящий момент  , [2]: , [2]:
 , , |
(7) |
где  - относительное плечо идеального механизма, м; - относительное плечо идеального механизма, м;
 - относительное плечо сил терния, м. - относительное плечо сил терния, м.
|
 , ,
|
(8) |
где  - коэффициент трения, - коэффициент трения,  . . |
 . .
Относительное плечо идеального механизма рассчитывается по формуле (9), [2]:
 . .
|
(9) |
Усилие деформации  ,действующее по ползуну рассчитывается по формуле (10), [3]: ,действующее по ползуну рассчитывается по формуле (10), [3]:
 ; ;
 ; ;
|
(10) |
где  − коэффициент запаса прочности, [3], − коэффициент запаса прочности, [3],
 − коэффициент эквивалентной нагрузки, [3], − коэффициент эквивалентной нагрузки, [3],
 − коэффициент концентрации напряжений при изгибе, [3], − коэффициент концентрации напряжений при изгибе, [3],
 − коэффициент концентрации касательных напряжений [3], − коэффициент концентрации касательных напряжений [3],
 − масса муфты в сборе с маховиком − масса муфты в сборе с маховиком
 −предел выносливости при изгибе. −предел выносливости при изгибе.
|
Для определения крутящего момента на главном валу воспользуемся формулой (11), [2]:
 . . |
(11) |

Рисунок 7 – График приведенного плеча силы

Рисунок 8 – График усилия деформации

Рисунок 9 – График крутящего момента
5. РАСЧЕТ УЗЛА ШАТУН ─ ПОЛЗУН
5.1 Расчет шатуна
Шатун является ответственным элементом пресса, посредством которого осуществляется передача усилия со стороны ползуна на коленчатый вал. Чугунные шатуны дополнительно рассчитываются в сечении I-I.
Сжимающее напряжение:

Рисунок 10 − Эскиз шатуна
 и и 
Кроме сжимающих нагрузок шатун воспринимает изгибающий момент:
 , , |
(13) |
где  - расстояние от оси малой головки до опасного сечения - расстояние от оси малой головки до опасного сечения
|


Напряжение от изгиба:
 , , |
(14) |
где  - момент сопротивления изгибу сечения. - момент сопротивления изгибу сечения.
|
Момент сопротивления изгибу сечения:
 и и  . . |
(15) |
 и и 
Напряжение от изгиба:
Результирующее напряжение в сечении:
 . . |
(16) |


Для шатунов универсальных прессов: стальной винт (сталь 45) и чугунный шатун (СЧ 25) и чугунный шатун (СЧ 25)  . Шатун удовлетворяет условию. . Шатун удовлетворяет условию.
У шатунов регулируемой длины дополнительно проверяется резьба на смятие и изгиб.
Напряжение смятия резьбы:
 , , |
(17) |
где  - число витков; - число витков;
 - коэффициент, учитывающий неравномерность - коэффициент, учитывающий неравномерность
распределения нагрузки по виткам;
 - шаг резьбы. - шаг резьбы.
|

Напряжение изгиба витков резьбы:
 , , |
(18) |
где  - коэффициент толщины витка. - коэффициент толщины витка.
|

Для шатунов из чугуна СЧ 25  , ,  . Шатун удовлетворяет условию. . Шатун удовлетворяет условию.

Рисунок 10− резьба шатуна
5.
2 Расчет ползуна
5.2.1 Расчет направляющих ползуна
Хорошая работа кривошипной машины во многом зависит от правильной конструкции узла, в котором крепится инструмент, от правильной конструкции ползуна и его направляющих.
 , т. к. расчет ведется для случая , т. к. расчет ведется для случая  . .
Сила, приложенная со стороны ползуна к направляющим ( см. рисунок 11) [1 стр. 33]:

Рисунок 11 – Эскиз направляющих
 , , |
(19) |
 . .
Сочленение ползуна с шатуном посредством шаровой головки:
 , , |
(20) |
где  – длина направляющих ползуна, – длина направляющих ползуна,  ; ;
 – от оси малой головки до верхней кромки ползуна, – от оси малой головки до верхней кромки ползуна,
 ; ;
 , ,
 , ,
 . .
|
 . .
 . .
 . .
 . .
Удельные усилия на направляющие:
а) от силы  : :
 . .
б) от момента  : :
 , , |
(22) |

Суммарное удельное усилие:
 , ,
|
(23) |
 . .
Максимальное удельное усилие в основном определяет износ направляющих, поэтому это усилие необходимо сравнивать с допускаемым удельным усилием. Перекос ползуна зависит от величины  . Чем больше эта составляющая удельного усилия, тем больше износ по краям направляющих и тем больше возможный перекос ползуна. . Чем больше эта составляющая удельного усилия, тем больше износ по краям направляющих и тем больше возможный перекос ползуна.
Наибольшее допускаемое удельное усилие  для бронзовых планок (Бр. О5Ц5С5) составляет для бронзовых планок (Бр. О5Ц5С5) составляет  , условие выполняется. , условие выполняется.
Отношение:  , , |
(24) |
где  . . |
 . .
 − условие выполняется. − условие выполняется.
5.2.2 Расчет ползуна
Хотя в быстроходных кривошипных прессах ползун испытывает удар при соприкосновении с заготовкой, но, как показывают расчеты, усилие не превышает  . В связи с этим расчет ползунов однокривошипных прессов ведут на усилие . В связи с этим расчет ползунов однокривошипных прессов ведут на усилие  . .
Сжимающие напряжения в опасном сечении ползуна под шатуном равны [1 стр.35]:
 , , |
(25) |
где  - наименьшая площадь сечения ползуна. - наименьшая площадь сечения ползуна.
|
Рисунок 12 − Опасное сечение ползуна
 . .
 . .
В качестве материала для ползуна используется сталь 35Л  . Ползун удовлетворяет требованиям прочности. . Ползун удовлетворяет требованиям прочности.
В ползуне пресса предусмотрен разрушающийся предохранитель чашечного типа поэтому необходимо произвести его расчёт.
5.2.3 Расчет предохранителя
В начале расчёта зададимся диаметрами предохранителя:
 и и 
Толщина пластины чашечного предохранителя вычисляется по формуле [2]:

6. РАСЧЁТ ЗАТРАТ ЭНЕРГИИ ПРИВОДОМ ПРЕССА
Выбор оптимального варианта затрат энергии приводом пресса является одним из важнейших элементов расчета прессов.
На рисунке 13 представлен график усилия штамповки в зависимости от хода ползуна. Исходя из него, может быть определена полезная работа:
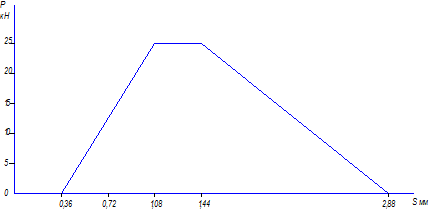
Рисунок 13 – График усилия штамповки в зависимости от хода ползуна
Полезная работа Апп
=
F
, где F
– площадь графика.
 . .
В соответствии с кривой  (рис.13) и кривой (рис.13) и кривой  перемещения ползуна в зависимости от угла поворота кривошипа (рис.3) строится кривая усилия зависимости штамповки перемещения ползуна в зависимости от угла поворота кривошипа (рис.3) строится кривая усилия зависимости штамповки  от угла поворота кривошипа (рис.14), для удобства подсчёта переведём градусы в радианы. от угла поворота кривошипа (рис.14), для удобства подсчёта переведём градусы в радианы.
В соответствии с графиком (рис.14) и графиком приведенного крутящего момента  (рис.7) строится кривая крутящих моментов (рис.7) строится кривая крутящих моментов  на рабочем валу в зависимости от угла поворота кривошипа (рис.15). на рабочем валу в зависимости от угла поворота кривошипа (рис.15).
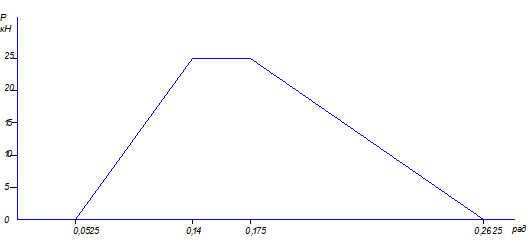
Рисунок 14 – График усилия штамповки в зависимости от угла поворота кривошипа
По графику крутящего момента определяется работа, затраченная на трение в кривошипно-шатунном механизме:
 . .
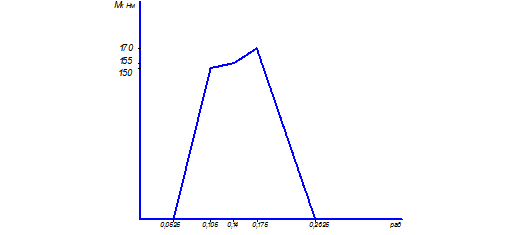
Рисунок 15– График крутящих моментов в зависимости от угла поворота кривошипа
Полная технологическая работа пресса без учета работы выталкивания:
 . . |
(27) |
 . .
Работа холостого хода:
 . . |
(29) |
 . .
Работа на включение муфты:
 . . |
(30) |

Мощность электродвигателя определяется по формуле:
|
(31) |
где  коэффициент запаса мощности, коэффициент запаса мощности,  =1,3; =1,3;
 - время цикла. - время цикла.
|
Время цикла определяется по формуле:
 . . |
(32) |
где  - число ходов пресса в мин; - число ходов пресса в мин;
 - коэффициент использования числа ходов. - коэффициент использования числа ходов.
|
 . .
 кВт кВт
Выбираем электродвигатель с  и частотой вращения 1370 и частотой вращения 1370 тип 4АА63В4. тип 4АА63В4.
Момент инерции маховика определяется по формуле [2]:
 |
(33) |
где  – коэффициент неравномерности; – коэффициент неравномерности;
 – частота вращения маховика; – частота вращения маховика;
 – коэффициент формы графика. – коэффициент формы графика.
|
Коэффициент неравномерности определим:
Коэффициент формы графика находим по формуле:
 |
(35) |
где  –угол поворота кривошипа за время рабочего хода (определяется по рис.15) –угол поворота кривошипа за время рабочего хода (определяется по рис.15)
|


По рассчитанному моменту инерции маховика определяют его размеры:
Диаметр маховика определим по формуле:

|
(36) |
Массу маховика определим по формуле:
 |
(37) |
6
.
РАСЧЁТ КЛИНОРЕМЁННОЙ ПЕРЕДАЧИ
[5]
Большинство прессов имеет клиноременные передачи. Широкое использование клиноременных передач обусловлено их преимуществами по сравнению с ранее применявшимися плоскоременными передачами. Они обеспечивают меньшее межосевое расстояние между валами, большую тяговую способность и безопасность при обрыве ремня, увеличивают диапазон передаточных чисел, уменьшают силы натяжения ремней и силы, действующие на валы и опоры.
Расчет клиноременной передачи производится в следующей последовательности:
Мощность, передаваемая ремнями: . .
Число оборотов электродвигателя: . .
Задаются диаметры шкивов: , ,  .[3 с.15 табл. 3.3] .[3 с.15 табл. 3.3]
Передаточное число:
 , , |
(38) |
 . .
Определяется скорость ремней:
 . . |
(39) |
 . .
Межцентровое расстояние определяется из формулы:
 и и 
 . .
Определяется длина ремней:
 . . |
(41) |
 . .
Число изгибов ремня определяется по формуле (42) и не должно превышать 40:
 . . |
(42) |
 , ,  условие выполняется. условие выполняется.
По мощности, передаваемой ремнями, определяем сечение ремня – сечение А.
По ГОСТ 1284-79 определяем длину ремня, округляя расчетную длину до ближайшей величины:  . .
Угол обхвата на шкиве электродвигателя находят по формуле:
 . . |
(43) |
 . .
Коэффициент угла обхвата:
 . . |
(44) |
Число ремней в передаче определяют по формуле:
 . .
|
(45) |
где  − мощность, передаваемая одним ремнем, − мощность, передаваемая одним ремнем,
 ,[с.150 рис. 5.7]; ,[с.150 рис. 5.7];
 − коэффициент режима работы ремней, − коэффициент режима работы ремней,  ,[с.149]; ,[с.149];
|
 . .
Принимается 1 ремень.
Рисунок 16 – Сечение ремня
Усилие, действующее на вал оси клиноременной передачи, равно [7 с. 198]:
 . . |
(46) |
где  - коэффициент, учитывающий предварительное натяжение - коэффициент, учитывающий предварительное натяжение
ремней.
|
 . .
7. РАСЧЕТ УЗЛА МУФТА─ТОРМОЗ [4]
7.1 Расчет муфты
Из конструкций фрикционных муфт наиболее распространены дисковые муфты.
Дисковые муфты бывают одно-, двух- и многодисковые. В настоящее время наиболее распространены муфты с фрикционными вставками [3].
Момент, передаваемый муфтой, рассчитывается по формуле (15):
 . .
Исходя из рассчитанного момента, передаваемого муфтой пресса, определим допускаемое усилие по ползуну:
 . . |
(48) |
 . .
Согласно нормам машиностроения передаваемый момент должен быть равен  [1]. [1].
В качестве материала фрикционных вставок выбираем 143-66.
По таблице 14: давление  , коэффициент взаимного перекрытия , коэффициент взаимного перекрытия  , относительная ширина кольца трения , относительная ширина кольца трения  . .
По рисунку 100: коэффициент трения  . .
По таблице 12: коэффициент формы  . .
Приведенный коэффициент трения:
 . . |
(49) |
 . .
Определим средний радиус трения:
 . . |
(50) |
где  – число поверхностей трения. – число поверхностей трения.
|
 . .
Определим наружный и внутренний радиусы накладок:
 и и  |
(51) |
 и и 
Полученные значения округляем до ближайших целых чисел. Далее уточняем параметры  и и  по формулам: по формулам:
 и и 
Определим суммарную площадь трения:
 |
(53) |

Число вставок определим из формулы:
 |
(54) |
где  – коэффициент трения трения, принимаемый равным 0,35; – коэффициент трения трения, принимаемый равным 0,35;
 – допускаемое давление на вкладки, 0,3 МПа; – допускаемое давление на вкладки, 0,3 МПа;
– количество поверхностей трения.
|

Толщина ведомого диска зависит от типа фрикционных элементов.
Для муфт с накладками толщина диска должна обеспечивать необходимую его жёсткость. Практика прессостроения показала, что жёсткость диска получается вполне удовлетворительной, если выдерживается условие:


Определяем габаритные размеры пневмоцилиндра:
Принимаем расчетное рабочее давление  , давление , давление  . .
Определяем площадь поршня пневмоцилиндра:
 . . |
(55) |
 . .
Диаметр поршня будет равен:
 . . |
(56) |

Находим полный ход поршня:
 . . |
(57) |
Для регулируемых муфт величина износа  . .
 . .
Рассчитываем рабочее усилие затяжки одной пружины:
 , ,
|
(58) |
где  − количество пружин, − количество пружин,  . .
|
 . .
Принимаем пружины с усилием сжатия  . .
Муфту проверяют по показателю износа и удельному усилию на трущихся поверхностях:
Коэффициент износа:
 . . |
(59) |
 , ,
усл. выполняется.
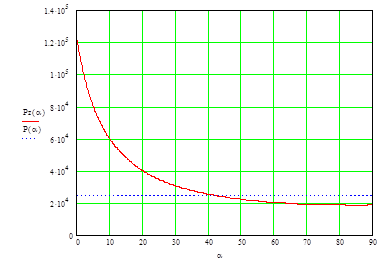
Рисунок 17– Допускаемое усилие на обкладках муфты
7
.2 Расчет тормоза
Тормоз предназначен для выключения, остановки привода и исполнительного механизма после выключения муфты.
Расчет тормоза сводится к определению тормозного момента и выбору силовых элементов, которые будут обеспечивать получение требуемого момента. При этом также определяют показатель износа и удельное давление на обкладках [2].
Тормозной момент определяется по формуле:
 . .
В качестве материала фрикционных накладок выбираем 143-66.
По таблице 19: давление  , коэффициент взаимного перекрытия , относительная ширина кольца трения . , коэффициент взаимного перекрытия , относительная ширина кольца трения .
По рисунку 100: коэффициент трения .
По таблице 12: коэффициент формы .
Приведенный коэффициент трения:
| . |
(61) |
 . .
Так как муфта сблокирована с тормозом наружный и внутренний радиусы накладок принимаем равными соответствующим радиусам накладок муфты:
 и и 
Число вставок определим из формулы:

|
(63) |
где – коэффициент трения трения, принимаемый равным 0,35;
– допускаемое давление на вкладки, 0,2 МПа;
– количество поверхностей трения.
|

Толщина ведомого диска зависит от типа фрикционных элементов.
Практика прессостроения показала, что жёсткость диска получается вполне удовлетворительной, если выдерживается условие:


Приведённый радиус трения найдём по формуле:
 |
(64) |
где  – коэффициент трения в шлицах, равен 0,1-0,12; – коэффициент трения в шлицах, равен 0,1-0,12;
|

Рабочее усилие одной пружины:
Расчётным усилием пружины тормоза является усилие сжатия пружины:
 , , |
(66) |
где  − зазоры между дисками при отключении, [ с.201] − зазоры между дисками при отключении, [ с.201]
 ; ;
 – коэффициент для тормозных пружин, должен быть больше или равен 0,75 – коэффициент для тормозных пружин, должен быть больше или равен 0,75
|

Определяем габаритные размеры пневмоцилиндра:
Принимаем расчетное рабочее давление  , давление , давление  . .
Определяем площадь поршня пневмоцилиндра:
 . . |
(67) |
 . .
Диаметр поршня по ф. 22 будет равен:

Находим полный ход поршня:
 . .
|
(68) |
Величина износа  . .
 . .
Коэффициент износа, по ф. 33:
 , ,
усл. выполняется.
7. РАСЧЁТ СТАНИНЫ
Станины открытого типа любого конструктивного варианта подвергаются внецентренному растяжению, в силу чего возникает перекос направляющих ползуна по отношению к столу. Основная цель при проектировании – уменьшить этот перекос, поэтому размеры станин выбирают на базе имеющегося опыта так, чтобы расчётные напряжения в опасных сечениях не превосходили определённого, весьма низкого предела.[2]
Начинают расчёт с сечения II-II как наиболее опасного.
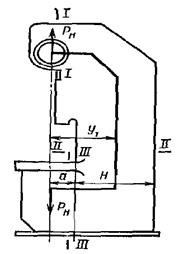
Рисунок 18– Схема станины
Для чугунных литых станин минимальная площадь устанавливается по эмпирическим соотношениям:
 |
(69) |
где  − коэффициент, равный 1,5. − коэффициент, равный 1,5.
|

Высота берётся в зависимости от величины вылета по формуле:
 |
(70) |
где  − вылет станины. − вылет станины.
|

Ширина сечения берётся по соотношению:
 |
(71) |
Для чугунных литых станин толщина боковых стенок принимается в пределах 8-40 мм.
|
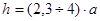
Рисунок 19– Расчётное сечение
II-II станины
Центр тяжести сечения станины:
y = = |
(72) |
y=
Моменты инерции фигур сечения:
1: 
2: 
3: 
4: 
 |
(73) |
где − вылет станины.
|

Для литых станин из СЧ 25 допускаемое напряжение в растянутых волокнах не должно превышать 12-15 МПа [1 с. 97]. Условие выполняется.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Кузнечно-штамповочное оборудование: Учебник для машиностроительных вузов/ А.Н. Банкетов, Ю.А. Бочаров, Н.С. Добринский и др.; Под ред. А.Н. Банкетова, Е.Н. Ланского. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1982. – 576 с., ил.
2. Ланской Е.Н., Банкетов А.Н. Элементы расчёта деталей и узлов кривошипных прессов. – М.: Машиностроение, 1996. – 376с.
3. Кузнечно-штамповочное оборудование. Учебное пособие по курсовому проектированию/ Составитель В.И. Трусковский. –, 2004. – 50 с.
4. Власов В.И. Системы включения кривошипных прессов. Расчет и проектирование. М.: Машиностроение, 1969. – 272 с.
5. Кривошипные кузнечно-прессовые машины/ В.И. Власов, А.Я. Борзыкин, И.К. Букин-Батырев и др. Под ред. В.И. Власова. – М.: Машиностроение, 1982. 424 с., ил.
6. Ровинский Г.Н., Злотников С. Л. Листоштамповочные механические прессы.–М.: Машиностроение, 1968.–376 с.
7. Трусковский В.И., Барков Л.А. Прессы-автоматы для обработки порошковых материалов–1994.–304 с.
|
