Содержание
Введение ………………………………………………………………………………3
1. Общие положения и инструмент………………………………………………….3
2. Соединения заформовкой и запрессовкой………………………………………..7
3. Соединения с натягом и его тенденции…………………………………………..9
4. Расчет соединений и подбор посадки с натягом………………………………...11
5 Литература …………………………………………………………………………22
Введение
При монтаже различных конструкций слесарю приходится производить работы по сборке и разборке неразъемных соединений — прессовых, заклепочных, выполняемых при помощи пайки, склеивания и др. Разборка таких соединений связана с порчей самих сопряженных или соединяемых деталей. Заклепочные соединения в настоящее время в значительной степени вытеснены другими видами прочных и плотных соединений и оставлены для сравнительно небольшого класса изделий (котлы, краны, экскаваторы, монтажные конструкции и др.). Вместо заклепочных соединений все шире применяются сварные, выполняемые при помощи электрической или газовой сварки.
Соединения, в которых при любых комбинациях допусков вала и отверстия всегда получается натяг, называются соединениями с гарантированным натягом. Такие соединения находят широкое применение в машинах и механизмах при необходимости передачи значительных осевых усилий, крутящих моментов или нагрузок. Прочность и относительная неподвижность соединений с натягом обеспечиваются силами трения, зависящими от величины натяга. Они могут выполняться несколькими способами. Наиболее распространены прессовые соединения. При прессовых соединениях наружный диаметр охватываемой детали должен быть больше диаметра отверстия охватывающей детали, что обеспечивает при посадке необходимый натяг. В большинстве случаев такие посадки выполняются без дополнительного крепления сопрягаемых деталей.
1. Общие положения и инструмент.
Прессовое соединение деталей можно выполнить путем приложения осевого усилия, запрессовывающего одну деталь в другую, нагревания охватывающей детали или охлаждения охватываемой детали.
В табл. .1. приведены краткие характеристики и примерные области применения предпочтительных посадок с натягом.
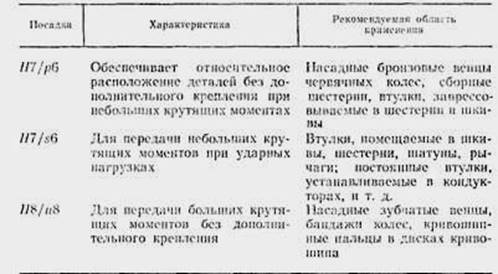
Табл. 1 - краткие характеристики посадок
В табл. 1 приведены краткие характеристики и примерные области применения предпочтительных посадок с натягом.
Реклама

Перед запрессовкой слесарь должен тщательно осмотреть поверхности соединяемых деталей. Царапины, забоины, заусенцы должны быть устранены. В процессе запрессовки необходимо применять покрытие поверхностей различными смазочными материалами для предохранения от задиров, уменьшения коэффициента трения и снижения необходимого усилия запрессовки. Торец вала должен иметь фаску под углом 7...10°, а торец ступицы — фаску под углом 30...45°. Наличие фасок облегчает центрирование деталей и предохраняет их от случайных заеданий при запрессовке.
Посадка деталей небольших размеров (штифтов, клиньев, втулок, шпонок) может производиться вручную ударами молотка весом 0,25...1,25 кг.
При этом способе необходимо применять приспособления, позволяющие точно центрировать соединяемые детали.
Крупные детали запрессовывают с помощью пневматических, гидравлических, винтовых или реечных прессов. Тип пресса определяется, исходя из необходимого для сборки усилия запрессовки, а также габаритных размеров соединяемых деталей. Небольшие усилия запрессовки (до 15 кН) могут быть обеспечены пневматическими прессами, а для больших усилий (до 800 кН) применяют гидравлические и механические прессы. При запрессовке деталей под прессом для обеспечения плотной посадки детали на место процесс следует сначала вести медленно, при небольших усилиях, а в конце резко увеличить давление па запрессовываемую деталь.
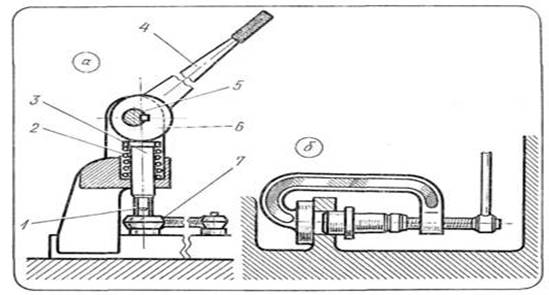
При запрессовке деталей типа втулок, заглушек, пробок, колец, зубчатых венцов и других используют прессы — ручные, гидравлические и пневматические. На рис.1,а представлена схема ручного эксцентрикового пресса. Пресс работает следующим образом. Рычаг 7, в который должна быть запрессована втулка 1, устанавливается на столе пресса, а втулка надевается на конец ползуна 3.
При запрессовке небольших деталей в тяжелые, крупные корпуса в труднодоступных местах наибольшее распространение получили винтовые приспособления типа струбцин или домкратов.
Прессовая посадка вала или втулки в крупногабаритные детали может осуществляться путем опускания краном груза . При этом вес груза на 20...25 % может превышать усилие запрессовки на прессе.
Кроме прессов ручного действия с эксцентриковым или реечным приводом для запрессовки применяются гидравлические прессы или домкраты. Одна из конструкций такого пресса показана на рис.3. К детали 1, в которую должна быть
запрессована втулка 2, при помощи стяжных болтов 7 прижимается через упорную плиту 3 плунжер пресса 4.
Реклама

Рис 1 - Устройств для запрессовки втулок: а — эксцентриковый пресс; б –струбцина
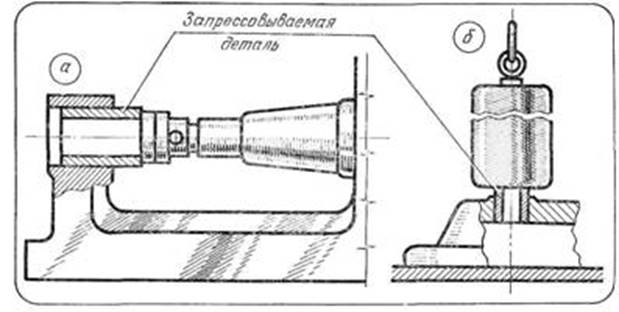
Рис. 2 – Устройств для запрессовки втулок.
Корпус пресса 5 упирается в одну из опорных планок 8. Давление жидкости от плунжерного насоса передается на плунжер через штуцер 6.
Удобство пользования как стационарными, так и переносными гидравлическими прессами состоит в том, что качество сборки, определяемое усилием запрессовки, легко контролируется величиной давления жидкости в цилиндре пресса.
Рис. 3 Гидравлический пресс
2.Соединения заформовкой и запрессовкой
Заформовка заключается в соединении металлических элементов (арматуры) со стеклом, пластмассами, резиной, легкоплавкими цинковыми, алюминиевыми и магниевыми сплавами путем погружения этих элементов в формуемый материал, находящийся в вязкотекучем пластичном или жидком состоянии. После застывания формуемого материала образуется неразъемное соединение.
Таким способом получают различные рукоятки (рис. 6), крышки, клеммовые держатели, детали для электроизмерительных, оптико-механических и электронных приборов. Заформовка является единственным способом получения газонепроницаемого соединения металлических электродов со стеклянными баллонами электровакуумных устройств.
Соединения заформовкой имеют следующие достоинства: не требуются высокие точность и чистота обработки погружаемых частей арматуры; можно получить необходимые, часто не совместимые местные свойства элементов узла – электро- и теплопроводность арматуры при сохранении изоляционных свойств узла; уменьшаются масса изделий и расход металла, стоимость.
Рис. 4 Виды заформовок
При заформовке практически отсутствует сцепление арматуры с формуемым материалом. Прочность и плотность соединений обеспечивают выбором соответствующих форм погружаемой арматуры в виде кольцевых проточек, впадин, уступов, уширений, загибов (см. рис. 4), увеличивающих поверхности контакта и препятствующих ее выдергиванию.
Соединения запрессовкойполучают путем создания гарантированного натяга между охватываемой и охватывающей поверхностями при сборке. После сборки вследствие упругих и пластических деформаций на поверхности контакта возникает удельное давление и соответствующие ему силы трения, препятствующие взаимному смещению деталей.
Сборка при соединении запрессовкой может осуществляться одним из трех способов: прессование без нагрева, с нагревом втулки или с охлаждением вала. Наиболее распространены соединения запрессовкой по цилиндрическим поверхностям. Они применяются для соединения зубчатых колес на валиках, при соединении зубчатого венца червячного колеса со ступицей. Для облегчения сборки на деталях выполняют направляющие фаски. Сборка с нагревом втулки может вызвать изменение структуры, коробление детали. Предпочтительнее сборка с охлаждением вала. Для охлаждения используют жидкий азот (–196 °С), сухой лед (–72 °С).
При малых размерах соединяемых деталей часто используют запрессовку на валик с накаткой, что значительно уменьшает стоимость соединения за счет снижения точности изготовления соединяемых поверхностей. На валу накатывают треугольные выступы (шлицы), при этом часть материала вала выдавливается инструментом и первоначальный диаметр вала увеличивается. Прочность соединения зависит от глубины вдавливания накатанных зубцов в цилиндрическую поверхность сопряженной детали. В процессе запрессовки материал втулки деформируется и заполняет впадины вала. Соединение с накаткой применяют для сборки стальных или латунных валиков с алюминиевыми или пластмассовыми деталями. Этот вид соединения хуже прессовых центрирует детали, но при этом не требуются высокие точность и чистота обработки поверхностей, упрощается сборка.
Чем больше натяг и параметры шероховатости поверхности, тем выше надежность соединения. К соединениям с гарантированным натягом относятся соединения с применением посадок H7/u7; H7/r6; Н7/p6 и др. Выбор необходимой посадки осуществляют из условий прочности по величине удельного давления.
Достоинствами соединений запрессовкой являются: отсутствие дополнительных креплений, простота конструкции, хорошая центровка сопрягаемых деталей, возможность передачи значительных осевых усилий и крутящих моментов. К недостаткам соединений относятся: высокие точность и стоимость изготовления соединяемых деталей, сложность сборки, влияние величины натяга, коэффициента трения и рабочих температур на прочность соединения.
3. Соединения с натягом и его тенденции
Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими поверхностями контакта.
Соединение деталей с натягом представляет собой сопряжение, в котором передача нагрузки от одной детали к другой осуществляется за счет сил трения на поверхностях контакта, образующихся благодаря силам упругости. Вследствие этого соединение имеет нежесткую фиксацию деталей в осевом и окружном направлениях.
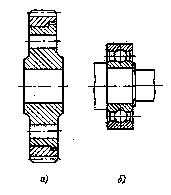
Рисунок 5 – Соединения с натягом венца червячного колеса с центром (а) и шарикоподшипника с валом (б)
Соединения используют сравнительно часто для посадки на валы и оси зубчатых колес, шкивов, звездочек и др.
Два способа соединения:
1) При сборке механическим способомохватываемую деталь с помощью пресса устанавливают в охватывающую деталь или наоборот. Этот способ используется при сравнительно небольших натягах.
2) Тепловой способ соединенияприменяется при больших натягах и производится путем нагрева охватывающей детали до температуры 300 °С в масляной ванне или охлаждения в жидком азоте охватываемой детали. Выбор способа зависит от соотношения масс и конфигурации деталей.
В настоящее время получают распространение так называемые термомеханические соединенияэлементами с памятью формы. Это свойство присуще сплавам, испытывающим обратимое мартенситное превращение, и характеризуется как способность материала, деформированного в мартенситном состоянии, полностью или частично восстанавливать свою форму в процессе последующего нагрева.
Для конструкционных элементов с памятью формы используют никель титановый сплав с температурами мартенситного превращения -80 - 150 °С и восстановления формы -140 - 60 °С. Сплав практически полностью восстанавливает заданную деформацию и развивает напряжение в условиях противодействия процессу формовосстановления до 200-400 МПа.
Для предупреждения быстрого нагрева деталь устанавливают монтажными клещами, губки которых либо изготовляют из материала с большей теплоемкостью, например, меди, либо имеют хлопчатобумажный вкладыш, впитывающий жидкий азот. Допускается сборка такими клещами в течение 2-3 мин.
Нагрев детали теплотой окружающей среды приводит к восстановлению ее прежних размеров и образованию натяга.
Достоинства соединенийс натягом очевидны: они сравнительно дешевы и просты в выполнении, обеспечивают хорошее центрирование сопрягаемых деталей и могут воспринимать значительные статические и динамические нагрузки. Области применения таких соединений непрерывно расширяются.
Недостатки соединений:
высокая трудоемкость сборки при больших натягах; сложность разборки и возможность повреждения посадочных поверхностей при этом; высокая концентрация напряжений; склонность к контактной коррозии из-за неизбежных осевых микросмешений точек деталей вблизи краев соединения и, как следствие, пониженная прочность соединений при переменных нагрузках; отсутствие жесткой фиксации деталей.
4. Расчет соединений и подбор посадки.
Основная задача расчета состоит в определении потребного натяга и соответствующей ему посадки по ГОСТ 25347-82 для передачи заданной сдвигающей нагрузки от вращающего момента или осевой силы.
Возможны случаи, когда посадка не может быть реализована в конструкции по условиям прочности (обычно охватывающей детали).
Поэтому при проектировании соединений должны быть обеспечены как требования взаимной неподвижности деталей соединения, так и условия прочности деталей.
Условие неподвижности деталей соединения. Выражает собой математически уравнение равновесия: при передаче внешней нагрузки соединяемые детали должны быть взаимно неподвижны.
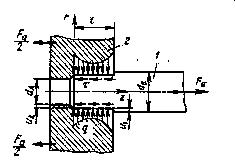
Рисунок 6 – Расчётная схема соединения с натягом
Рассмотрим соединение с натягом деталей 1 (в соответствии с рисунком 23) и 2 при действии сдвигающей силы, например, осевой Fа
.
Взаимное смещение деталей в соединении ограничено деформациями за счет сил сцепления, которые возникают благодаря контактным напряжениям q
от натяга.
Если принять, что отнесенная к площади контакта сила трения τ пропорциональна контактному напряжению q
между сопряженными деталями, то

где f
- коэффициент трения.
Условие взаимной неподвижности деталей соединения при действии сдвигающей нагрузки примет вид
где d
и l
- диаметр и длина посадочной поверхности.
Введем в рассмотрение номинальные контактные напряжения
 ; тогда ; тогда

Из неравенства следует, что нагрузочная способность соединения определяется номинальными контактными напряжениями и состоянием контактирующих поверхностей. Напряжения зависят от натяга в соединении и условий работы.
Детали соединения будут взаимно неподвижными, если средние контактные напряжения

где k
- коэффициент запаса сцепления, учитывающий возможное рассеяние значений коэффициентов трения, погрешности в форме контактирующих поверхностей и изгиб деталей, ослабляющие их сцепление.
Для соединений, подверженных изгибу, например, соединений валов и зубчатых колес редукторов, принимают значение k=
3,0?4,5,понижая таким образом склонность соединений к фреттинг-коррозии. В остальных случаях k=
I,5?2,0.Значение коэффициента сцепления в формуле следует принимать минимальным из или устанавливать экспериментально.
Нагрузочная способность соединения может быть увеличена также за счет повышения коэффициента трениямежду деталями. Эффективным оказывается осаждение на поверхности вала тонкого слоя из частиц карбида бора В4
С или карбида кремния SiC. Такой слой повышает коэффициент трения в соединении с натягом до 0,7 благодаря эффекту микрозацепления и, как следствие, в несколько раз увеличивает нагрузочную способность соединения при неизменном натяге.
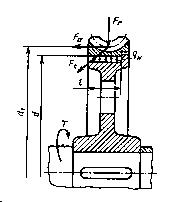
Рисунок 7 – Внешние силы действующие на соединение
Сдвигающая силаможет быть осевой, т. е.

или окружной (тангенциальной), т. е.

При совместном действии осевой силы и вращающего момента принимают
Уравнение выражает связь внешних и внутренних силовых факторов. Для решения задачи следует выразить контактные напряжения через смещения точек деталей.
Условие совместности перемещений сопряженных деталей. Предположим, что охватывающая деталь 2 запрессована на охватываемую деталь 1. Тогда в результате деформации точки поверхностей деталей 1 и 2 получат радиальные перемещенияu1
и u2
, а радиальный натяг δ
будет скомпенсирован этими перемещениями, т. е.

где Δ = dВ
- dА
- диаметральный натяг деталей.
Уравнение отражает геометрическую сторону задачи. Для ее решения необходимо выразить смещения в уравнении через контактные напряжения.
Связь смещений и контактных напряжений в соединении. Контактные напряжения q
в общем случае распределены по длине соединения существенно неравномерно, так как равномерной деформации препятствуют выступающие части деталей. Связь смещений и контактных давлений имеет вид
где  - функция влияния, показывающая перемещение точек контакта в сечении z
= с от единичной радиальной силы, приложенной в сечении z=
ζ; i= 1; 2 - номер детали. - функция влияния, показывающая перемещение точек контакта в сечении z
= с от единичной радиальной силы, приложенной в сечении z=
ζ; i= 1; 2 - номер детали.
Значения функции λ можно получить расчетом.
В предварительном расчете полагают, что контактные напряжения одинаковы во всех точках поверхностей контакта. Это эквивалентно допущению о сопряжении двух цилиндров одинаковой длины.
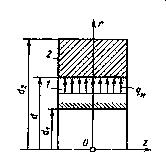
Рисунок 8 – Расчётная схема соединения с натягом
Задача о сопряжении с натягом двух толстостенных цилиндров бесконечной длины рассмотрена в сопротивлении материалов. Установлено, что радиальные перемещения точек контакта
 ; ; 
где λ1
и λ2
- коэффициенты радиальной податливости деталей 1 и 2; q
н
- номинальное контактное напряжение.
Смещение u
1
считают отрицательным, так как оно происходит в направлении, противоположном направлению оси r.
Соотношения отражают физическую сторону задачи. Коэффициенты радиальной податливости зависят от радиальных размеров и материалов деталей:
где d
- посадочный диаметр; Е
1
, ν1
и Е
2
, ν2
- модуль упругости и коэффициент Пуассона соответственно для охватываемой и охватывающей деталей; d
1
- диаметр отверстия в охватываемой детали; d
2
- наружный диаметр охватывающей детали.
Учитывая равенство, несложно получить:

Отметим, что натяг Δ в равенстве является расчетными соответствует разности посадочных диаметров деталей с идеально гладкими поверхностями.
Расчет требуемого натяга. Расчетное значение натяга, обеспечивающее передачу соединением внешней сдвигающей нагрузки, несложно найти, из соотношений:
Расчетный натяг Δ принимают в качестве минимального требуемого натяга
Δ*
(т. e. Δ=Δ*
) при тепловом способе сборки.

Где uR
– поправка на обмятие шероховатостей, мкм; uR
=5,5(Ra1
+Ra2
)=1,2(Rz1
+Rz2
); Ra1
и Ra2
, Rz1
и Rz2
- параметры шероховатостей деталей.
Если соединение работает при повышенной температуре, то ослабление натяга за счет нагреваучитывают поправкой на температурную деформацию:

где α1
и t1
соответственно коэффициент линейного расширения и рабочая температура охватываемой детали; α2
и t2
- то же, охватывающей детали.
В соединениях быстровращающихся деталей также происходит «потеря» натяга
где ρ - плотность материала; ν - коэффициент Пуассона материала детали; ω - угловая скорость.
При угловой скорости
натяг в соединении исчезнет (q
н
=0).
С учетом этих замечаний минимальный требуемый натяг:
при тепловом способе сборки
при механическом способе сборки

Значение минимального требуемого натяга, определяемого условиями нагружения и сборки, используется для подбора минимального натяга посадки (табличного натяга) Nmin
:

Тип посадки по ГОСТ 25347-82 задается минимальным N
min
и максимальным N
mах
табличными натягами. Для его назначения необходимо установить также наибольшее допустимое значение натяга, определяемое условиями прочности.
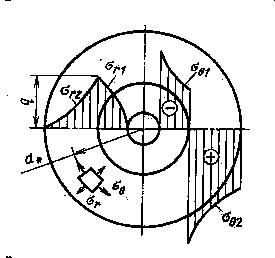
Рисунок 9 – Напряжение в поперечном сечении соединения
Расчет макcимального натяга. Натяг вызывает в соединяемых деталях радиальные σr
и окружные σθ
напряжения (в соответствии с рисунком 8).
Напряжения в охватываемой детали (вале)
Напряжения в охватывающей детали (ступице)
где d*
- диаметр сечения, в котором вычисляют напряжения.
Распределение напряжений в поперечном сечении деталей соединения. Наибольшие напряжения возникают у внутренней поверхности охватывающей детали (d*
=d
); здесь
 ; ; 
Условие отсутствия пластических деформаций по теории максимальных касательных напряжений
где  - предел текучести материала детали. - предел текучести материала детали.
Практика показала, что небольшие пластические деформации в контакте не понижают работоспособности соединений, поэтому в расчете максимального допустимого контактного напряжения принимают  , откуда , откуда

и соответствующий наибольший расчетный натяг

Наибольший допустимый натягΔ*max
при тепловом способе сборки равен расчетному, т. е. Δ*max
=Δmax
, а при механическом - Δ*max
=
Δmax
+uR
.
По условиям прочности Δ*max
≥Nmax
, где Nmax
- максимальный табличный натяг посадки.
Уменьшение внутреннего диаметра охватываемой детали
и увеличение наружного диаметра охватывающей детали
Сила запрессовки

Если  , то , то  , где , где  - наибольшая сдвигающая нагрузка. При этом наименьшая полезная сдвигающая нагрузка - наибольшая сдвигающая нагрузка. При этом наименьшая полезная сдвигающая нагрузка

При определении и  для соединений, выполненных механическим способом, необходимо из табличных значений натяга N
max
и N
min
вычесть значение u
R для соединений, выполненных механическим способом, необходимо из табличных значений натяга N
max
и N
min
вычесть значение u
R
Разность температур, необходимая при тепловом способе сборки (нагрев или охлаждение),
где  - зазор между деталями при сборке, мкм. - зазор между деталями при сборке, мкм.
Табличные натяги. Каждой стандартной посадке с натягом (ГОСТ 25347- 82) соответствуют определенные значения минимального N
min
и максимального N
max
натягов - табличные натяги. Для построения таблиц используют два метода расчета натягов и в соответствии с ними натяги называют предельными и вероятностными.
Предельные натяги определяются отклонениями отверстий и валов. При посадке по системе отверстий
где ES
и es
- верхнее отклонение соответственно отверстия и вала; ei
– нижнее отклонение вала.
Полученные таким образом натяги называют вероятностными.
При нормальном законе распределения размеров
 
где N
m
- средний натяг; u
р
- квантиль нормального распределения; S
N
- среднее квадратическое отклонение табличного натяга.
Средний натягопределяется средними значениями отклонений

где  ; ;  ; ;
Td и TD – допуски соответственно основного отверстия и вала.
Среднее квадратическое отклонение табличного натяга
где  
Квантиль нормального распределения u
р
принимает следующие значения в зависимости от вероятности Р
неразрушения соединения:
P
0,5 0,9 0,95 0,97 0,99 0,995 0,997 0,999
u
р
12 1,28 1,64 1,88 2,33 2,58 2,75 0,1
Литература
1. http://revolutionmanufacture/00044866_0.html
2 Сурин В.М. Техническая механика: Учебное пособие. – Мн.: БГУИР, 2004. – 292 с. 004
3. И.М Белкин. «Допуски и посадки» - М.:Машиностроение – 1992г.-528с
4. Н.Н Зябева и др. «Пособие к решению задач по курсу «взаимозаменяемость, стандартизация и технология измерения»-.:Высшая школа-1977г.-224с
|