Ультразвуковая размерная обработка материалов
1. Технология ультразвуковой размерной обработки материалов
Преимущества ультразвукового (УЗ) способа обработки перед другими заключаются в возможности обрабатывать непроводящие и непрозрачные материалы, а также в отсутствии после обработки остаточных напряжений, приводящих при использовании других способов к образованию трещин на обрабатываемой поверхности.
Ультразвуковым способом эффективно обрабатываются такие хрупкие материалы, как агат, алебастр, алмаз, гипс, германий, гранит, графит, карбид бора, кварц, керамика, корунд, кремний, мрамор, нефрит, перламутр, рубин, сапфир, стекло, твердые сплавы, термокорунд, фарфор, фаянс, ферриты, хрусталь, яшма и многие другие.
Ультразвуковой способ обработки представляет собой разновидность обработки долблением – хрупкий материал выкалывается из изделия ударами зерен более твердого абразива, которые направляются торцом рабочего инструмента, колеблющегося с ультразвуковой частотой. Применение ультразвуковых колебаний позволяет интенсифицировать процесс хрупкого разрушения обрабатываемого материала за счет создания сетки микротрещин и выколов на поверхности.
Технология ультразвуковой обработки заключается в подаче абразивной суспензии в рабочую зону, т.е. в пространство между колеблющимся с высокой частотой торцом рабочего инструмента и поверхностью обрабатываемого изделия. Зерна абразива под действием ударов колеблющегося инструмента ударяют по поверхности обрабатываемого изделия и проводят его разрушение. В качестве абразива обычно используются карбид бора или карбид кремния, в качестве транспортируемой жидкости – обычная вода.
Вследствие воздействия частичек абразива на поверхность рабочего инструмента происходит его разрушение. Для уменьшения износа рабочего инструмента его обычно выполняют из вязких материалов, не разрушающихся под действием ударных нагрузок.
Частицы абразива под действием ударов раскалываются. Поэтому в зону обработки непрерывно подается абразивная суспензия, несущая зерна свежего абразива и удаляющая частицы снятого материала и размельченный абразив.Для уменьшения шумового воздействия от работающих ультразвуковых аппаратов, рабочая частота выбирается достаточно высокой, обычно это 22 КГц или более.
Реклама

Подача рабочего инструмента в направлении колебаний обеспечивает формирование полости, копирующей форму рабочего инструмента. Таким образом, ультразвуковая размерная обработка базируется на двух основных процессах:
1. Ударном внедрении абразивных зерен, вызывающих выкалывание частиц обрабатываемого материала;
2. Циркуляции и смене абразива в рабочей зоне.
Обязательным условием высокопроизводительной ультразвуковой обработки материалов является интенсивное протекание этих двух процессов. Ограничения, возникающие для протекания одного из этих процессов, вызывают снижение эффективности всей ультразвуковой обработки. Производительность ультразвуковой обработки в значительной степени зависит от физико-механических свойств материалов, частоты и амплитуды колебаний рабочего инструмента, зернистости абразива и нагрузки на инструмент. Влияние всех этих факторов на процесс ультразвуковой размерной обработки будет рассмотрено далее. Способ ультразвуковой обработки начал применяться в промышленности уже в начале шестидесятых годов. С его помощью удалось существенно упростить и ускорить технологию изготовления фасонных деталей из твердых и хрупких материалов. Так, например, в сотни раз повысилась производительность вырезания пластин любой формы из различных керамик, полупроводниковых материалов, появилась возможность выполнять отверстия любой формы, упростилась технология изготовления матриц и пуансонов из твердых сплавов.
Однако уже в первых работах по промышленному применению был выявлен основной недостаток ультразвукового способа обработки – существенное уменьшение производительности процесса по мере увеличения глубины обработки. Для объяснения этого явления используется два предположения. Согласно первому, при увеличении боковой поверхности рабочего инструмента, контактирующей с обрабатываемым материалом, амплитуда колебаний инструмента уменьшается вследствие трения, а уменьшение амплитуды приводит к снижению производительности. Это предположение до настоящего времени не получило четкого экспериментального подтверждения.
При использовании сплошных инструментов и достаточном запасе мощности применяемых генераторов (что было ранее) рассматриваемое предположение не подтверждается экспериментально. Однако, при использовании трубчатых инструментов с тонкой стенкой в комплекте с маломощными генераторами амплитуда колебаний инструмента уменьшается и скорость обработки падает. Второе предположение, основанное на результатах многочисленных экспериментов, объясняет уменьшение скорости обработки с увеличением глубины, ухудшением условий подачи свежего абразива в зону обработки и удаления продуктов обработки. Экспериментально установлено, что при отсутствии подачи свежего абразива, имеющийся разрушается так, что за 0,5...0,6 секунд размеры частиц уменьшаются в пять раз. В начале 70-х годов были детально изучены основополагающие физические принципы ультразвуковой обработки хрупких материалов. Одновременно с исследованиями физических процессов шло создание УЗ станков для промышленного использования.
Реклама

Первые сведения о разработке оборудования и использовании УЗ станков относятся к 1955 г. Эти станки выполнялись на базе традиционных сверлильных и фрезерных станков и характеризовались очень малой эффективностью и надежностью.
Параллельно шло создание опытных образцов промышленных универсальных и специализированных ультразвуковых станков, и исследовались методические особенности их эксплуатации при решении различных задач. Типичная конструктивная схема станка для ультразвуковой обработки имеет ряд специфических узлов, отличающих его от традиционных металлорежущих станков (см. рисунок 1.1).
Ультразвуковой станок содержит генератор электрических колебаний ультразвуковой частоты 1, ультразвуковую колебательную систему 2, обеспечивающую преобразование электрических колебаний в механические ультразвуковые и их введение в обрабатываемое изделие 3. Для перемещения ультразвуковой колебательной системы используется механизм подачи 4. Система подачи абразивной суспензии включает в себя насос 5 и устройство подачи 6 суспензии в зону обработки.
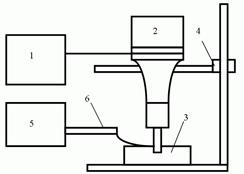
Рисунок 1.1 - Конструктивная схема ультразвукового станка
Кроме того, ультразвуковой станок имеет ряд узлов, используемых в обычных металлорежущих станках: стол 7, станину 8. Ультразвуковая колебательная система содержит электромеханический преобразователь (ранее обычно использовался преобразователь магнитострикционного типа), концентратор - усилитель амплитуды ультразвуковых колебаний и рабочий инструмент. Применение концентратора обеспечивает необходимую амплитуду колебаний рабочего инструмента (10...70 мкм) на заданной рабочей частоте. Механизм подачи прижимает рабочий инструмент к обрабатываемому изделию, укрепленному на столе, с небольшим усилием (до 3 ...-5 кг) и по мере съема материала осуществляет подачу инструмента, поддерживая течение процесса.
Система подачи абразивной суспензии обеспечивает непрерывное поступление свежего абразива в зону обработки, осуществляет удаление продуктов обработки и охлаждение зоны обработки. Генератор обеспечивает преобразование энергии сети переменного тока (50 Гц) в энергию электрических колебаний ультразвуковой частоты и предназначен для питания преобразователя ультразвуковой колебательной системы.
До начала 90 годов в нашей стране и за рубежом было создано несколько десятков установок и станков для размерной УЗ обработки деталей из твердых хрупких материалов. Мощность этих установок и станков варьировалась в очень широких пределах (от 0,03 до- 4 кВт), что позволяло вести обработку деталей различных размеров, например, выполнять сквозные и глухие отверстия диаметром от 0,1 до 60 мм. Минимальный диаметр выполняемых отверстий определялся прочностью инструмента, а максимальный - мощностью используемого генератора УЗ колебаний.
Все разработанные и использовавшиеся ультразвуковые станки подразделялись на две группы:
1. переносные, малогабаритные установки для выполнения отверстий диаметром до 1...3 мм;
2. стационарные промышленные установки для выполнения отверстий диаметром до 60 мм.
К первой группе относились небольшие УЗ установки с колебательной системой, которую во время работы можно было держать в руках (аналогично ручной электрической дрели). Такая установка применялась при выполнении малых отверстий (диаметром не более 3 мм) на небольшую глубину (не более 3... - 5 мм), а также при УЗ гравировании и клеймении. Мощность генераторов таких установок не превышала 100 Вт.
Типичным примером переносной ультразвуковой установки являлся аппарат в форме пистолета , разработанный НИИ кабельной промышленности и имеющий мощность генератора около 30 Вт. Аналогичные малогабаритные переносные установки для обработки и гравирования были созданы в Англии фирмой Миллард (модель L 274) и США фирмой Bendix - Aviation - Sheffild (модель 200-А).
Акустическим институтом АН СССР был разработан экспериментальный образец ручного УЗ станка модели УЗ - 45 на основе электрического генератора мощностью 200 Вт. Созданный станок работал в диапазоне рабочих частот 23...29 КГц, обеспечивал амплитуду колебаний рабочего инструмента 15...20 мкм. Габаритные размеры ультразвуковой колебательной системы составляли 195х20 мм и масса 0,5 кг. Станок использовался для ручной обработки (гравирование и маркировка). Следует отметить, что УЗ установки первой группы для обработки деталей из твердых хрупких материалов до настоящего времени не получили широкого развития. Обусловлено это было низкой надежностью и эффективностью самих установок, выполненных на основе ламповых генераторов, и использованием магнитострикционных преобразователей, требующих принудительного водяного охлаждения, с одной стороны, и практически полным отсутствием до 90-х годов потребностей в таких станках из-за отсутствия индивидуальных потребителей, малых предприятий и мелкосерийных производств.
Поэтому наибольшее распространение до 90-х годов получили стационарные УЗ станки (как универсальные, так и специализированные) с вертикальным расположением колебательной системы. Их условно подразделяли в зависимости от функциональных возможностей на три группы:
1. Станки малой мощности до 200 Вт;
2. Станки средней мощности от 250 до 1500 Вт;
3. Станки большой мощности от 1600 до 4000 Вт.
Станки малой мощности (наиболее типичный представитель – станок модели 4770А) выполнялись по образцу настольных сверлильных станков, применялись и применяются для обработки неглубоких отверстий (глубиной не более 5 мм) малых диаметров (0,2....6 мм). Габаритные размеры станков малой мощности сравнительно небольшие, а масса достигает 120 кг. Максимальная производительность по стеклу достигала 80 мм3/мин, что соответствовало энергоемкости технологического процесса при обработке стекла, равной 75 Дж/мм3
.
Наибольшее количество установок и станков, созданных и использующихся как в нашей стране, так и за рубежом, относились ко второй группе. Эти станки традиционно выполнялись с жесткой станиной и массивной фундаментной плитой, а по внешнему виду напоминали и на практике выполнялись на базе вертикальных или радиально-сверлильных и вертикально-фрезерных станков. Ультразвуковая колебательная система таких станков выполнялась на основе магнитострикционного преобразователя, имела значительные габариты (более 400х150 мм), требовала принудительного водяного охлаждения (расход воды не менее 1 л/мин) и жестко соединялась со станком.
Таким образом, ультразвуковые станки второй группы использовались исключительно в стационарных условиях, и на них обрабатывались только изделия, устанавливаемые на рабочем столе станка. Это существенно ограничивало функциональные возможности ультразвуковых станков, не позволяя, например, обрабатывать большие листы стекла, мрамора, обрабатывать изделия, не перемещаемые на рабочий стол, обрабатывать не горизонтально расположенные изделия, т.е. выполнять отверстия и пазы необходимой формы и размера на месте их расположения.
Станки мощностью 0,4 кВт (модель 4771А) обеспечивали выполнение отверстий диаметром от 0,5 до 15 мм с производительностью до 500 мм3
/мин, что соответствовало энергоемкости процесса - 50 Дж/мм3
. Станки мощностью 1,5 кВт (например, модели 4772А и Диатрон фирмы "Лефельдт") при собственной массе в 1000 кг обеспечивали выполнение отверстий диаметром до 40 мм и характеризовались энергоемкостью процесса, равной 75 Дж/мм3. Станки большой мощности получили незначительное распространение. Они были изготовлены в единичных экземплярах и применялись только в крупносерийном производстве для обработки деталей из твердых сплавов, твердой керамики, изготовления небольших матриц и заточки инструментов. Типичный представитель этой категории станков - станок модели 4773А массой 1500 кг., мощностю на входе преобразователя 4 кВт (потребляемая мощность более 10 кВт). Станок обеспечивал выполнение отверстий диаметром не более 60 мм и характеризовался энергоемкостью процесса прошивки, превышающей 70 Дж/мм3
(по стеклу).
Таким образом, разработанные в нашей стране и за рубежом ультразвуковые прошивочные станки обеспечили выполнение отверстий диаметром до 60 мм (обычное сверление алмазосодержащим инструментом - не более 25 мм). Сам технологический процесс обработки характеризовался энергоемкостью, превышающей 50...75 Дж/мм3
(энергоемкость снизилась в 25...40 раз по сравнению с алмазным сверлением).
Кроме того, практически все станки использовали сплошные ультразвуковые инструменты, что приводило к нерациональному использованию абразивных материалов (вместо выполнения отверстий путем вырезки по контуру осуществлялся съем полного объема материала выполняемого отверстия).
Большое число нерешенных проблем, высокие энергоемкость процесса и стоимость использовавшихся станков, не достаточно рациональное использование абразивных материалов, непрерывное появление новых задач, новых материалов и комплектующих не позволяют считать процесс совершенствования технологических процессов и создания многофункциональных малогабаритных, достаточно надежных и экономичных ультразвуковых станков завершенным. Кроме того, до настоящего времени не были преодолены некоторые существенные технологические трудности, возникающие при обработке хрупких материалов на УЗ станках и установках. Это в первую очередь, связано с невозможностью выполнения отверстий большого диаметра (более 60...80 мм) и отсутствием станков с переносными малогабаритными колебательными системами.
Вторая большая проблема связана с необходимостью обеспечения обработки на глубину более 15....30 мм , поскольку производительность традиционного УЗ способа обработки на такой глубине падает практически до нуля из-за ухудшения условий поступления свежего абразива, удаления продуктов обработки и снижения амплитуды колебаний за счет бокового трения. К недостаткам существующих ультразвуковых станков относится большая энергоемкость процесса (из-за низкого КПД), невысокая производительность. Так, по данным Акустического института АН СССР наиболее широко распространенный станок модели 4771А (относящийся ко второй группе) характеризуется КПД не более 3...5 %, при номинальной мощности 400 Вт обеспечивает выполнение отверстий диаметром до 15 мм на глубину не более 10 мм .
В связи с этим возникает необходимость существенного повышения КПД станков для снижения энергоемкости технологического процесса ультразвуковой прошивки.
Энергетически выгодным может быть применение процесса ультразвуковой прошивки, характеризуемого при обработке стекла энергоемкостью в пределах 2...10 Дж/мм3
(что приблизительно соответствует энергоемкости традиционного сверления металлов). Для реализации такого низкоэнергоемкого процесса (в 10 раз менее энергоемкого, чем реализуемые в настоящее время) необходимо применение ультразвуковых станков, обеспечивающих выполнение:
· отверстий диаметром до 5 мм глубиной не менее 20 мм при номинальной мощности генератора не более 50 Вт и производительности процесса не менее 5 мм/мин;
· отверстий диаметром до 25 мм на глубину до 10...15 мм при использовании генераторов с номинальной мощностью не более 150 Вт с производительностью не менее 3 мм/мин;
· отверстий диаметром до 40...60 мм при номинальной мощности используемого генератора не более 250 Вт с производительностью не менее 2 мм/мин;
· отверстий диаметром до 120 мм при номинальной мощности ультразвукового генератора не более 400 Вт с производительностью не менее 1 мм/мин.
Наряду с необходимостью создания эффективных малогабаритных ультразвуковых станков, пригодных для выполнения отверстий диаметром более 80 мм, необходимо решить проблему выполнения отверстий глубиной до 30...40 мм и более.
Экспериментальные исследования, проведенные ранее с использованием алмазного инструмента, вращающегося с частотой от 600 до 2500 оборотов в минуту и колеблющегося на ультразвуковой частоте с амплитудой 10 – 11 мкм, позволили выполнить отверстия диаметром от 2,5 до 6 мм на глубину до 400 мм.
Применение алмазного инструмента обеспечило значительное повышение точности, качества поверхности и производительности обработки.
Однако ультразвуковая обработка алмазным инструментом с одновременным вращением пока не получила широкого распространения из-за недостаточного уровня теоретических знаний и экспериментальных результатов о физических процессах, происходящих при такой обработке, а главное, из-за отсутствия лабораторных и промышленных установок для проведения необходимых экспериментальных работ и промышленного применения. Известно, что при воздействии УЗ колебаний в зоне контакта алмаза с образцом, на поверхности последнего образуется зона повышенной трещиноватости - зона предварительного разрушения. Роль УЗ колебаний заключается в интенсификации процесса хрупкого разрушения обрабатываемого материала за счет создания сетки трещин и выколов на его поверхности.
Основным механизмом локального разрушения хрупких материалов при абразивных методах обработки является возникновение и распространение на некоторую глубину микро - и макротрещин. Эти микротрещины, пересекаясь между собой, создают механически ослабленный слой, легко разрушающийся при повторном воздействии абразивных зерен. При вдавливании алмазного зерна вначале образуется кольцевая трещина, переходящая в дальнейшем (на второй стадии разрушения) в конусообразную трещину. Глубина распространения трещин определяется величиной приложенной нагрузки, состоянием поверхностного слоя и свойствами обрабатываемого материала. Изучение кольцевых трещин под микроскопом и в поляризованном свете показало, что на первой стадии (возникновение кольцевых трещин) действие ультразвука незначительно. Наибольший эффект от воздействия ультразвуковых колебаний наблюдается во второй стадии. На этой стадии ультразвуковые колебания способствуют расклиниванию микротрещин, ускоряя процесс обработки в десятки раз.
Глубина проникновения микротрещин при алмазном сверлении без ультразвукового воздействия оказалась на 10...15% меньше, чем с применением ультразвукового воздействия. В ходе исследований было выявлено, что производительность зависит от удельной статической нагрузки на инструмент и достигает максимума при определенной нагрузке для каждого материала, прочности и площади используемого инструмента. Производительность также возрастала при увеличении частоты вращения инструмента от 600 до 2500 оборотов в минуту.
Максимальная производительность достигалась при амплитуде колебаний от 10 до 11 мкм. Дальнейшее увеличение амплитуды приводило к снижению производительности. При достижении амплитуды колебаний 15 мкм и более происходило разрушение алмазного слоя из-за высоких циклических нагрузок.
Большое влияние на эффективность процесса УЗ обработки оказывает концентрация алмазов, их зернистость и тип связки. Наилучшие результаты были получены при использовании инструментов из природных и синтетических алмазов марки АСК на металлических связках М5-10 и М5-6 при обработке твердых материалов (металлокерамика, рубин и т.п.). Для обработки менее твердых материалов (например, технического стекла) целесообразным оказалось использование инструментов из алмазов марок АСВ и АСР на тех же связках. Величина оптимального размера алмазных зерен различна для различных материалов и обычно изменяется в пределах от 50 до 250 мкм.
Шероховатость обрабатываемой поверхности при режимах, соответствующих максимальной производительности обработки, находилась в пределах 4...5 классов.
При оптимальных режимах обработки температура на торце рабочего инструмента не превышала 220 °С, а температура на контактной поверхности алмазного зерна была не более 750 °С. Ультразвуковая алмазная обработка с вращением требует обязательного наличия интенсивного водяного охлаждения. В противном случае наблюдаются прижоги на торце инструмента, которые ведут к его полному разрушению. Применение ультразвука при алмазном сверлении показало очевидные преимущества при сверлении отверстий малого диаметра:
· не менее чем в четыре раза возрастает производительность;
· в 8...10 раз снижается износ рабочего инструмента;
· в 2...3 раза уменьшается общая стоимость обработки;
· в десятки раз возрастает глубина обработки без существенной потери производительности.
Для осуществления алмазного сверления требуется специальное оборудование, обеспечивающее колебания алмазного инструмента с заданной амплитудой и достаточно высокой частотой вращения самого инструмента. Для практической реализации технологии алмазного ультразвукового вращения в Англии и США разработаны несколько типов станков малой мощности для обработки отверстий на глубину 50...100 мм.
В нашей стране предпринимались попытки создания нескольких вариантов вращающихся ультразвуковых колебательных систем для установки и использования совместно с обычными металлорежущими станками. При этом, все колебательные системы выполнялись на основе магнитострикционных преобразователей, имеющих низкий КПД, использовались специальные системы водяного охлаждения и токосъемники для передачи электрических сигналов, имеющих большие значения тока, на магнитострикционные преобразователи. Эти проблемы затрудняли создание устройств, пригодных для практического применения, а низкая эффективность созданного оборудования не позволила распространить и использовать очень эффективный способ ультразвуковой обработки алмазным инструментом с одновременным вращением рабочего инструмента.
В связи с тем, что ультразвуковая обработка алмазным инструментом с обеспечением вращения рабочего инструмента является наиболее эффективной, возникает необходимость в создании простых, надежных и эффективных малогабаритных устройств для ультразвуковой обработки. Устройства должны быть пригодны для комплектации стандартных станков. Также необходимы изучение процессов такой обработки, отработка технологии и промышленное применение разработанных устройств. В связи с тем, что ультразвуковая прошивка является наиболее эффективной при амплитуде колебаний не менее 30 мкм, а алмазосодержащие инструменты разрушаются при амплитуде более 15 мкм, очевидным было бы использование процесса ультразвуковой прошивки металлическим вращающимся рабочим инструментом с применением традиционных абразивных материалов. Однако этот, очевидно эффективный, способ до настоящего времени на практике не реализуется из-за отсутствия специализированного оборудования и методических рекомендаций по его применению.
Таким образом, требования современных производств обуславливают необходимость дальнейшего совершенствования технологии УЗ обработки и создания малогабаритных, высокоэффективных и многофункциональных станков, пригодных как для стационарного использования, так и для обработки различных изделий без их перемещения на рабочий стол станка. Из анализа современного состояния ультразвуковой техники, накопленного опыта, современного уровня развития электроники и в связи с созданием новых материалов для излучателей УЗ колебаний следует, чтобы преодолеть вышеуказанные недостатки разработанных ранее станков и апробированных способов обработки необходимо использовать следующие перспективные направления развития:
1. Исходя из необходимости решения ряда конкретных задач в заданных условиях и наличия вполне определенных возможностей у различных потребителей необходимо создание ряда УЗ станков, способных удовлетворить потребности современных высокоэффективных производств и других потребителей;
2. Для снижения энергоемкости УЗ обработки разработать и применить колебательные системы на основе современных пьезоэлектрических материалов, обладающих высоким КПД (более чем в два раза выше, чем у магнитострикционных материалов) и не требующих принудительного водяного охлаждения;
3. Для снижения энергоемкости процесса, повышения надежности и снижения массогабаритных характеристик генераторов УЗ колебаний разработать и использовать новые принципиальные схемные технические решения (обеспечение работы в ключевом режиме, с применением систем автоматической стабилизации номинальной рабочей частоты и стабилизации амплитуды) на основе новых электронных элементов (например, высоковольтных, высокоскоростных транзисторов большой мощности);
4. Для повышения эффективности станков разработать ультразвуковые колебательные системы с высоким КПД на основе использования новых конструктивных схем преобразователей, концентраторов, рабочих инструментов и материалов для их изготовления;
5. Для повышения производительности обработки и снижения энергоемкости процесса использовать полые трубчатые рабочие инструменты и развивать и совершенствовать УЗ обработку вращающимся рабочим инструментом в виде полой металлической трубки с применением абразивной суспензии;
6. Для увеличения глубины обработки без существенной потери производительности усовершенствовать и применить безабразивное сверление глубоких отверстий рабочими инструментами из природных или синтетических алмазов на металлических связках;
7. Для повышения эффективности ультразвуковой обработки совершенствовать технологию УЗ обработки и методики применения станков (проведение обработки за несколько проходов с постепенным увеличением диаметра рабочего инструмента, последовательная прошивка с двух сторон и т.п.).
2
. Общие требования к ультразвуковым станкам
Требования современных производств обуславливают необходимость дальнейшего совершенствования технологии УЗ обработки и создания малогабаритных, высокоэффективных и многофункциональных станков, пригодных как для стационарного использования, так и для обработки различных изделий без их перемещения на рабочий стол станка. Разнообразие современных производителей различных видов продукции (от частника, занимающегося индивидуальной трудовой деятельностью до крупных многопрофильных современных производств с широким спектром производимой продукции), многообразие и различия в спектрах решаемых ими технических задач, а также существенные различия в финансовых возможностях различных групп производителей обуславливают необходимость создания серии специализированных ультразвуковых станков, характеризуемых различными функциональными возможностями и доступностью для различных потребителей.
1. Для индивидуального потребителя и мелкосерийных производителей ювелирных изделий, украшений и сувениров из поделочных, камнецветных, полудрагоценных и драгоценных камней и минералов, выполняющих штучные отверстия и пазы в камнях для крепления и осуществляющих ручную гравировку путем выполнения неглубоких матовых линий узоров, достаточно малогабаритного ультразвукового станка низкой стоимости, способного выполнять сквозные и глухие отверстия диаметром от 0,4 до 5 мм на глубину до 20 мм с производительностью (по стеклу) не менее 2...3 мм/мин. Электрическая мощность генератора такого станка должна быть не более 50 Вт, и станок должен комплектоваться ручным механическим узлом (ручным инструментом) небольшого размера (удобным для работы).
2. Для мелкосерийных производств, малых предприятий, деятельность которых связана с изготовлением и использованием изделий из стекла, зеркал, обработкой стеклянных листов, а также при выполнении отверстий малого диаметра в стекле, мраморе, отделочных плитках, стеклах автомобилей, при решении задач однократного выполнения сквозных и глухих отверстий (по месту) диаметром от 1 до 15 мм, необходим малогабаритный переносной ультразвуковой станок с ручным механическим узлом и комплектом сменных рабочих инструментов. Выполнение отверстий указанного диаметра должно осуществляться с производительностью не менее 3...5 мм/мин с использованием ультразвукового станка с потребляемой мощностью не более 100 Вт.
3. Малые предприятия с мелкосерийным производством, связанные с производством мебели, обработкой стекла, разрезкой деталей из керамических материалов, выполнением рисунков не профилированным и профилированным инструментом, вырезкой заготовок для полупроводниковых приборов, кварцевых резонаторов, фильтров, обработкой ферритов под крепежные болты и электрические обмотки, изготовлением памятных значков и сувениров, выполнением подложек интегральных гибридных микросхем, изготовлением волок, обработкой технических камней (опоры, подпятники) из рубина, лейкосапфира и агата, нуждаются в высокоэффективном малоэнергоемком станке для ручного использования и применения в составе стандартных стационарных сверлильных и фрезерных станков.
4. Такой станок должен обеспечивать выполнение сквозных и глухих отверстий диаметром до 20...25 мм и пазов длиной до 20...25 мм с производительностью не менее 2...3 мм/мин на глубину не менее 10 мм. Номинальная электрическая мощность генератора, потребляемая от сети, не должна превышать 150 Вт. Станок должен надежно работать в течение рабочей смены (8 часов) без перерывов и иметь надежные системы защиты электронных схем и человека при возникновении не регламентных режимов работы. Для комплектации станка необходимо использовать большое количество различных рабочих инструментов. В серийном производстве изделий из стекла, керамических отделочных плит, гравировании объемных рисунков на твердых хрупких материалах, вырезании дисков среднего диаметра из кремния и германия, вырезании заготовок для производства линз, изготовлении матриц небольших размеров, пресс-форм для производства мелких деталей из пластмасс, разрезки деталей групповым инструментом необходим стационарный ультразвуковой станок, обеспечивающий выполнение отверстий диаметром до 40...60 мм на глубину до 15....20 мм и производительностью не менее 1...2 мм/мин. Потребляемая электрическая мощность генератора при этом не должна превышать 250 Вт.
5. При серийном специализированном производстве изделий из стекла, зеркал, мраморных и керамических плит и т.п., необходимо выполнять в твердых хрупких материалах сквозные отверстия диаметром до 120 мм на глубину до 10 ...15 мм с производительностью не менее 1 мм/мин. Такая обработка должна обеспечиваться применением генераторов мощностью не более 400 Вт.
6. Если в серийном производстве с большим объемом обрабатываемых изделий из твердых хрупких материалов и особо твердых сталей и сплавов возникает необходимость в выполнении сквозных и глухих отверстий диаметром до 5...25 мм и глубиной 40...100 мм с повышенной производительностью - не менее 5 мм/мин, или же производственная необходимость требует выполнения отверстий в слоистых конструкциях из чередующихся слоев хрупких и пластичных материалов (бронестекло, многослойный стеклотекстолит, многослойный фольгированный фторопласт и т.п.), то для решения перечисленных задач необходимо использовать ультразвуковые станки с вращающимся инструментом для абразивной обработки и алмазосодержащие инструменты без абразивной обработки. Электрические генераторы для подобных станков должны характеризоваться небольшой потребляемой мощностью - не более 150...250 Вт.
Рассмотренные типы УЗ станков сведены в таблицу 2.1.
Таблица 2.1 - Параметры ультразвуковых станков
| Назначение |
Потребляемая мощность, Вт |
Диаметр выполняемых отверстий, мм |
Максимальная глубина отверстия, мм |
Производительность, мм/мин |
| Индивидуальный потребитель |
50 |
0,4...5 |
20 |
5 |
| Малое предприятие с разовым выполнением работ |
100 |
1...15 |
20 |
3...5 |
| Малое предприятие с мелкосерийным производством |
150 |
1...25 |
20 |
3...5 |
| Серийное производство |
250 |
до 40...60 |
20 |
2...3 |
| Специализированное производство |
400 |
до 120 |
20 |
1...5 |
| Крупносерийное производство |
250 |
до 25 |
100 |
5...10
с вращением
|
Приведенная классификация потребителей является одновременно классификацией необходимых современному потребителю малогабаритных, малоэнергоемких, высокопроизводительных ультразвуковых станков для обработки особо твердых и хрупких материалов.
Таким образом, для удовлетворения потребностей современных потребителей необходимы шесть типов УЗ станков, характеризуемых приведенными в таблице 2.1 параметрами.
3. Анализ внешних влияний на параметры электрических генераторов ультразвуковых станков
Генератор ультразвуковых колебаний и колебательная система должны рассматриваться как единое целое, так как между ними существует достаточно тесная связь. Максимальная эффективность работы ультразвукового технологического аппарата (станка) может быть достигнута только при согласовании между собой всех его узлов и компонентов.
Ультразвуковая колебательная система, являясь частью ультразвукового технологического аппарата, одновременно входит в состав генератора электрических колебаний, являясь, фактически, его электрической нагрузкой. Один из основных узлов УЗ технологических аппаратов и генераторов - колебательная система, представляет собой настроенную резонансную систему, к главным характеристикам которой относят резонансную частоту и добротность. Параметры такой колебательной системы очень чувствительны к воздействию на неё различных факторов.
Следует отметить, что любое воздействие на колебательную систему приводит к изменению основных её характеристик, и это приводит к изменению параметров генератора. То есть на работу генератора УЗ колебаний оказывает влияние изменение параметров колебательной системы. Зная возможные изменения параметров колебательной системы, можно предопределить необходимые параметры УЗ генератора.
Все факторы, влияющие на работу генератора (т.е., приводящие к нежелательным изменениям его параметров), можно разделить на четыре группы :
1. факторы, влияющие на работу генератора со стороны внешней среды, за счет изменения параметров колебательной системы;
2. факторы, влияющие на работу генератора со стороны концентратора за счет изменения его параметров;
3. влияние рабочих инструментов на параметры колебательной системы;
4. факторы, влияющие на параметры электрического генератора за счет изменения режимов работы и технических характеристик отдельных элементов электронной схемы генератора.
Для установления причин, снижающих эффективность работы ультразвуковых технологических аппаратов, и анализа влияния перечисленных выше факторов рассмотрим и проанализируем влияние каждого отдельно.
3.1 Влияние обрабатываемых материалов на параметры электрического генератора
Рассмотрим, каковы внешние факторы, и каким образом они влияют на работу генератора.
Под внешними факторами понимаются воздействия различных сред, которые контактируют с рабочим инструментом колебательной системы. Контакт с внешней средой происходит посредством колебательной системы, и поэтому внешние воздействия, прежде всего, влияют на колебательную систему, на ее параметры, с изменением которых происходит изменение параметров всего генератора. Работа на газовую среду (воздух) считается работой генератора вхолостую. Однако такой режим может возникать в ходе технологических процессов обработки твердых хрупких материалов и его необходимо учитывать.
Что же происходит при работе генератора на газовую среду? Такой режим работы характеризуется малым потреблением энергии от генератора, поскольку газовая среда является для ультразвуковой колебательной системы малой нагрузкой. При работе генератора на воздух ультразвуковая колебательная система свободно колеблется. Влияния внешней среды на нее нет, и поэтому добротность практически не изменяется.
Однако за счет механических потерь внутри материала происходит разогрев колебательной системы, что приводит к изменению её механических и геометрических свойств и, как следствие, приводит к изменению частоты собственного механического резонанса. Вместе с там происходит нагрев и самой керамики. Это приводит к изменению электрической емкости пьезокерамического элемента и его резонансной частоты.
В таблице 3.1 в качестве примера приводятся параметры колебательной системы с пьезоэлементами из материала ЦТС–24 при различной ее температуре.
Так как процесс нагревания происходит достаточно медленно (несколько минут), параметры колебательной системы будут изменяться также постепенно. Следует отметить, что температурное воздействие на колебательную систему при работе в газовой среде максимально, так как отвод тепла в этом случае минимален из-за низкой теплопроводности воздуха.
Таблица 3.1 - Изменение параметров колебательной системы в зависимости от температуры
| Температура керамики |
Ёмкость пьезоэлемента |
Резонансная частота |
| 20 °С |
2,74 пФ |
22,2 кГц |
| 60-70 °С |
3,26 пФ |
21,5 кГц |
| 150-200 °С |
5,26 пФ |
19,8 кГц |
При анализе работы генераторов следует учитывать один важный момент, связанный с работой колебательной системы в газовой среде. Если генератор был нагружен на некую среду (например, жидкость или твердое тело), а затем эта среда сменилась на воздух, происходит резкое уменьшение отбора энергии средой, а поступление энергии от генератора остается прежним. В таком случае происходит значительное повышение амплитуды механических колебаний, очень быстрый разогрев колебательной системы, и завершается этот процесс механическим разрушением концентратора, рабочего инструмента и пьезоэлементов. Итак, в случае стационарной работы колебательной системы в газовой среде происходит медленный уход собственной частоты колебательной системы и изменение емкости керамики. Потребление энергии от генератора в этом случае минимальное. Промежуточной акустической нагрузкой между газовой средой и твёрдым телом при размерной обработке является жидкая (а точнее, жидкодисперсная) среда.
Чем же характеризуется такая акустическая нагрузка?
1. Условия ввода ультразвуковых колебаний из колебательных систем с помощью металлических рабочих инструментов в жидкости наиболее благоприятные по сравнению с введением колебаний в газовые среды. Обусловлено это тем, что удельное волновое сопротивление жидких сред в несколько тысяч раз больше (для воды в 3500 раз) больше, чем у газов и, соответственно, в несколько тысяч раз большая мощность попадет из колебательной системы в жидкость при одинаковой амплитуде колебаний рабочего инструмента колебательной системы.
2. В жидких средах возникает и протекает специфический физический процесс – ультразвуковая кавитация, обеспечивающий максимальные энергетические воздействия как на сами жидкости, так и на твердые тела в жидкостях. Кавитационный процесс обеспечивает эффективность ультразвуковой размерной обработки.При акустической нагрузке в виде жидкой среды различают три основных режима:
1. работа в докавитационной жидкости;
2. работа в момент возникновения кавитации;
3. работа при развитой кавитации.
Работа ультразвуковой колебательной системы на докавитационную жидкость является самым энергоемким режимом генератора. В жидкостях поглощение акустической энергии, отвод тепловой энергии идет сильнее, чем в воздухе. Работа в докавитирующей жидкости, как и работа на воздух, происходит без резких изменений параметров ультразвуковой колебательной системы. При помещении рабочего инструмента колебательной системы в жидкую среду меняется добротность и резонансная частота колебательной системы. При дальнейшей работе не происходит резких изменений этих параметров.При работе на воду так же происходит прогрев колебательной системы из-за внутренних механических потерь в системе. Это, как при работе на воздух, приводит к плавному изменению резонансной частоты и изменению электрической емкости керамики в связи с её прогревом.
С точки зрения динамики изменения параметров концентратора от прогрева работа генератора на жидкость в докавититационном режиме схожа с работой на воздух. Единственное отличие состоит в том, что отбор энергии от колебательной системы больше, соответственно подача энергии от генератора должна быть больше.
Большой отбор энергии обусловлен тем, что акустическая энергия от колебательной системы лучше передается в жидкую среду, чем в воздух. Работа генератора на докавитирующую жидкость характерна плавным уходом механической резонансной частоты и изменением электрической емкости керамики, а так же большим отбором энергии. Этот режим, как отмечено в первой главе, при ультразвуковой размерной обработке не используется. Так как не обеспечивает эффективного обмена абразивной суспензии в месте контакта рабочего инструмента с обрабатываемым твердым материалом.
При определенной интенсивности УЗ колебаний в воде возникает кавитация.
В момент зарождения кавитации меняются свойства обрабатываемой жидкости. При этом вблизи излучающей поверхности колебательной системы возникает облако воздушных пузырьков. Это препятствует переходу акустической энергии из колебательной системы в обрабатываемый материал. С увеличением интенсивности излучения облако из пузырьков увеличивается. В то же время уменьшается отдача акустической энергии в обрабатываемый материал, то есть возникает необходимость в увеличении подводимой к колебательной системе мощности. При реализации такого режима условия работы колебательной системы усложняются. Появляется необходимость увеличения подводимой мощности в процессе развития кавитации.
Работа генератора на воду и на воздух является, соответственно, самым энергетически тяжелым и самым энергетически легким режимами работы УЗ генератора. С точки зрения динамики изменения параметров УЗ колебательной системы оба этих режима являются самыми легкими. Однако есть такие режимы работы колебательной системы, при которых их параметры меняются относительно динамично - это процессы сварки и обработки хрупких материалов (сверление). В процессе сверления на колебательную систему действует статическое давление, которое меняется в процессе работы. Изменение статического давления также влияет на добротность системы и ее резонансную частоту.
При сверлении могут возникать ситуации заклинивания рабочего инструмента, что приводит к резкому уходу резонансной частоты.Кроме того, в процессе ультразвуковой обработки меняется площадь акустического контакта рабочего инструмента, при изменении глубины обработки изменяется количественный и качественный состав абразивной суспензии. В этих случаях происходит не только изменение рабочей частоты колебательной системы, но меняется амплитуда колебаний рабочего инструмента
Из вышесказанного следует, что работа на различные среды приводит к изменению добротности колебательной системы и уходу ее резонансной частоты. Самым главным при этом является знание динамики изменения этих параметров, так как это необходимо для создания систем автоматической подстройки параметров генератора.
3.2 Влияние колебательных систем на работу электронного генератора
Выбор конструкции колебательной системы - одна из главных задач при конструировании ультразвуковых генераторов. Типичная ультразвуковая колебательная система технологического назначения, рассмотренная в предыдущей главе, состоит из преобразователя, согласующего элемента и излучателя (рабочего инструмента). В преобразователе (активном элементе колебательной системы) создается знакопеременная механическая сила. Согласующий элемент системы (пассивный) осуществляет трансформацию скоростей, согласование механического сопротивления внешней нагрузки и внутреннего сопротивления активного элемента. Излучатель создает ультразвуковое поле в обрабатываемом объекте или непосредственно действует на него.
Важнейшей характеристикой колебательной системы является резонансная частота, так как только при возбуждении на резонансной частоте достигаются наибольшие значения колебательных смещений и скоростей, определяющих эффективность технологического процесса.
Характеристикой колебательной системы является добротность – отношение накопленной в резонансной системе энергии к затратам её за период. Добротность определяет остроту пиков и вид амплитудно-частотной зависимости, а также ширину рабочего частотного диапазона, если система работает при изменяемой частоте, например, вследствие изменения нагрузки, размеров инструментов и др. Обычно колебательная система нагружена по одной из граничных поверхностей, а возбуждающая сила приложена к другой. Тогда, рассматривая действие возбуждающей силы на нагрузку, можно приписать системе свойства трансформатора скорости и ввести понятие коэффициента трансформации.
В колебательной системе всегда имеются соединения, обеспечивающие механическую связь ее элементов. Соединения могут быть неразъемными, а при необходимости замены концентратора, инструмента и т.п. – разъемными. Колебательную систему с корпусом и устройствами токоподвода, охлаждения, и др. часто выполняют в виде отдельного узла. Этот узел должен удовлетворять ряду требований: работать в заданном диапазоне частот и изменения механической нагрузки, обладать достаточной мощностью, обеспечивать необходимую интенсивность излучения или амплитуду колебаний инструмента, быть прочным и износостойким и пр. Обязательны соблюдение требований техники безопасности и достижение возможно более высокого КПД.
Качество работы всякой колебательной системы зависит от величины внутренних механических потерь. Необратимые потери, возникающие в стержневой системе, определяются значениями колебательной скорости и активного сопротивления. В свою очередь, активное сопротивление характеризуется внутренним трением в материале, из которого сделана данная система. Так как величина колебательной скорости зависит от вводимой в систему энергии упругих колебаний, единственным параметром, характеризующим данный материал с точки зрения его способности поглощать энергию, является активное сопротивление, эквивалентное потерям в этом материале.
Потери в ультразвуковых колебательных системах зависят, прежде всего, от материала, из которого они сделаны.
Однако, материал не является единственным фактором, определяющим потери. Существенными являются также особенности и качество конструкции колебательной системы и отдельных ее элементов. Нерациональное осуществление тех или иных элементов системы или некачественное ее выполнение может значительно увеличить потери даже при применении материала с малым затуханием. Потери, обусловленные внутренними дефектами или качеством выполнения конструкции, назовем кратко “конструкционными потерями”. К ним также относят потери в соединениях и опорах.
Под соединением (или скреплениями) имеются в виду конструкции, обеспечивающие механическую связь между звеньями стержневых систем друг с другом.
Рассмотрим механизм потерь в соединениях. Если два звена стержневой системы соединяются с помощью резьбы, то не все точки поверхностей резьбы, гаечной и болтовой части, соприкасаются друг с другом, и не формируется идеального акустического контакта. В итоге на границе перехода упругих колебаний из одного звена в другое возникают отражения энергии.
В результате повреждения резьбового соединения акустический контакт еще более ухудшается, т.е. увеличиваются отражения, растут усилия, стремящиеся оторвать звенья друг от друга. Присоединенное звено, являющееся нагрузкой для предыдущего звена, становится тормозящим. Подводимая к нему энергия теряется, главным образом, в контактном соединении (в скреплении) и частично отражается. Доля энергии, передаваемой в присоединённое звено, уменьшается, а потери резко возрастают. Таким образом, процесс нарушения контакта является нарастающим и может привести к полному разрушению соединения. Некачественное резьбовое скрепление может вызвать значительные потери. Кроме того, может измениться собственная резонансная частота всей системы, так как величина входного сопротивления присоединяемого звена при нарушении контакта изменяет свое значение.
Для уменьшения потерь в резьбовом скреплении необходимо, прежде всего, улучшить качество и конструкцию последнего. Поверхность резьбы должна быть максимально большой. Чем тверже материал резьбового скрепления (соединения), тем меньше оно вносит потерь. Для уменьшения потерь на трение в местах контакта соединений необходимо обеспечить качественную шлифовку контактных поверхностей.
Опоры в конструкции колебательных систем могут так же быть причиной увеличения активных потерь. Назначением опор является поддержание стержневой системы в определенном положении и соединение этой системы с остальной конструкцией ультразвуковой установки. Любая опора, независимо от ее типа и конструкции, механически связывается с колебательной системой. Если опоры активные, т.е. входят в колебательную систему в качестве ее элементов, то потери, обусловленные затуханием колебаний в этих опорах, увеличивают общие потери в колебательной системе. Поэтому уменьшать потери, возникающие вследствие влияния активных опор, возможно путем улучшения качества этих опор и, в частности, уменьшая их собственные потери.
Следует заметить, что активные опоры должны быть связаны со стержневой колебательной системой хорошим акустическим контактом. Всякое нарушение этого контакта вносит дополнительные потери в месте скрепления опоры с колебательной системой.
В случае применения пассивных опор, т.е. конструкций, не входящих в колебательную систему, причинами возможных потерь являются: неточный выбор места присоединения опоры к колебательной системе и неправильный выбор размеров этих опор.
Первое обстоятельство нарушает нормальный режим работы колебательной системы и приводит к потерям за счет перехода энергии в опору.
Неправильный выбор размеров опоры может создать условия, при которых эта опора вносит заметную реакцию в работу колебательной системы.
3.3 Влияние рабочих инструментов колебательных систем на работу электронного генератора
Как отмечалось выше, колебательная система может иметь ряд сменных рабочих инструментов. Непосредственная передача УЗ колебаний от преобразователя через концентратор в обрабатываемые среды осуществляется с помощью рабочих инструментов. Для УЗ станка рабочие инструменты должны быть сменными. Сменный рабочий инструмент выполняется в виде отдельного элемента (узла) колебательной системы и соединяется торцевой поверхностью цилиндрического участка концентратора посредством резьбового соединения. Всякое резьбовое соединение ослабляет сечение цилиндрического участка концентратора и приводит к повышению механических напряжений на данном участке сечения. Кроме того, как отмечалось выше, всякое резьбовое соединение в колебательной системе приводит к дополнительным потерям акустической энергии. Несмотря на неизбежные потери энергии в резьбовых соединениях и необходимость выполнения вышеперечисленных требований, УЗ колебательные системы выполняются со сменными инструментами. Это обусловлено следующими факторами:
1. В процессе эксплуатации УЗ колебательных систем на поверхности рабочих инструментов развивается интенсивный кавитационный процесс, разрушающий поверхность. За счет этого происходит практически полное разрушение поверхности рабочих инструментов в течение нескольких сотен часов эксплуатации. Износ поверхности рабочего инструмента приводит к изменению резонансной частоты колебательной системы;
2. При ультразвуковой размерной обработке происходит разрушение рабочего инструмента.
Применение разных сменных рабочих инструментов приводит к следующему:
· уходу механической резонансной частоты;
· изменению добротности колебательной системы;
· необходимости варьирования подводимой к концентратору мощности.
Таким образом, сменные рабочие инструменты оказывают влияние на параметры генераторов, и при создании специализированных УЗ станков это необходимо учитывать.
3.4 Влияние пьезоэлектрических элементов колебательных систем на работу электронного генератора
При проектировании и изготовлении ультразвуковых колебательных систем на основе пьезоэлектрических элементов необходимо уменьшить влияние еще одного дестабилизирующего фактора - зависимости собственных электрических параметров пьезоматериалов от времени. Известно, что при нагревании пьезоэлементов колебательной системы в процессе эксплуатации до температуры 120°С, их собственная электрическая емкость возрастает примерно на 50% (см. таблицу 3.1) и после охлаждения не возвращается к исходному значению. При длительной эксплуатации станков (до 3....12 месяцев) происходит постепенное увеличение собственной емкости пьезоэлементов в холодном состоянии приблизительно в полтора раза и соответствующее 50% увеличение при эксплуатации (из-за нагрева во время работы станка). Такая ситуация приводит к потере эффективности используемых станков в процессе длительной эксплуатации, выходу из строя электронных схем и требует или длительной технологической приработки при изготовлении станков с последующей окончательной настройкой, или перенастройки станков в ходе эксплуатации у потребителя. Оба эти пути на практике не реализуемы.
Поэтому, для уменьшения влияния дестабилизирующих факторов, обусловленных изменениями собственных электрических параметров пьезоматериалов, используется предварительная стабилизация собственной емкости и собственных потерь пьезоэлементов. Осуществляется это путем предварительного прогрева пьезоэлементов до температуры 200...220°С с последующим медленным охлаждением и выдержкой в нормальных условиях до начала эксплуатации не менее 2…3 месяцев. После выдержки пьезоэлементов в нормальных условиях в течение трех месяцев собственная емкость стабилизируется и в дальнейшем, при эксплуатации, не изменяется. Пример результатов предварительной стабилизации различных пьезоэлементов представлен в таблице 3.2.
Таблица 3.2 - Результаты стабилизации параметров пьезоэлементов
| Собственная емкость пьезоэлемента, пФ |
| № пьезоэлемента |
Исходное состояние
(заводская поставка)
|
Нагрев до 200 °С и охлаждение |
После трех месяцев выдержки в нормальных условиях |
Среднее значение между исходным значением и после нагрева |
| 1 |
1,12 |
2,09 |
1,63 |
1,62 |
| 2 |
1,14 |
2,13 |
1,68 |
1,64 |
| 3 |
1,17 |
2,58 |
1,91 |
1,88 |
| 4 |
1,15 |
2,77 |
1,89 |
1,96 |
| 5 |
1,12 |
2,09 |
1,63 |
1,61 |
| 6 |
1,09 |
2,05 |
1,58 |
1,57 |
| 7 |
1,45 |
2,06 |
1,64 |
1,76 |
| 8 |
1,46 |
2,76 |
2,12 |
2,11 |
| 9 |
1,17 |
2,56 |
1,89 |
1,87 |
| 10 |
1,07 |
2,03 |
1,56 |
1,55 |
Полученные результаты показывают, что стабилизированное значение собственной емкости достаточно точно соответствует среднему значению между исходным значением емкости и значением емкости после нагревания и охлаждения. Эти данные позволяют осуществлять предварительную настройку станков, зная какой будет емкость пьезоэлементов в момент эксплуатации.
3.5 Влияние отдельных узлов и элементов электронного генератора на изменение его параметров
Одно из главных требований к электронной части УЗ генератора это стабильность частоты. Она должна быть как можно ближе к механической резонансной частоте колебательной системы. Известно, что емкость керамики входит в электрический резонансный контур, который тоже имеет свой электрический резонанс. В процессе работы неизбежно происходит нагрев компонентов этого контура от протекающих по ним токов или от нагревания от других компонентов схемы, что приводит к изменению их номиналов и, следовательно, это приводит к расстройке данного контура.
С другой стороны, как говорилось выше, с прогревом пьезокерамических элементов меняется ее электрическая емкость, которая также является частью этого контура. Это приводит к его дополнительной расстройке.
Существует большое количество различных схем электронных генераторов, предназначенных для работы в составе ультразвуковых аппаратов. Их параметры в процессе эксплуатации могут изменяться по-разному. И поскольку изменения параметров различных схем зависят от используемых схемных решений, для создания ультразвукового станка необходимо решить проблему автоматической подстройки параметров генераторов при всех возможных изменениях параметров акустической нагрузки, происходящих при размерной обработке и при всех возможных изменениях параметров самих электронных генераторов.
4. Разработка электронных генераторов для ультразвуковых станков
При осуществлении процесса сверления хрупких материалов могут выполняться отверстия, размеры которых ограничены определенным диапазоном (например, от 0,5 до 5 мм или от 5 до 15 мм). Если требуется обеспечить выполнение отверстий в более широком диапазоне (например, от 0,5 до 25 мм), то возникает необходимость в нескольких специализированных аппаратах, совокупность диапазонов сверления которых составляет требуемый диапазон, или в создании аппарата, позволяющего перекрыть весь диапазон необходимых отверстий. Таким образом, неизбежно мы приходим к необходимости создания специализированных УЗ станков с расширенными функциональными возможностями по диапазону выполняемых отверстий. В станках должны сочетаться все достоинства уже созданных ранее специализированных и имеющихся многофункциональных УЗ аппаратов. Спектр выполняемых функций позволил бы заменить множество имеющихся специализированных аппаратов одним или несколькими.
Применение таких станков экономически выгодно, так как их стоимость существенно меньше, чем стоимость нескольких узкоспециализированных УЗ аппаратов с ограниченным диапазоном выполняемых отверстий. Кроме того, вероятность выхода из строя одного аппарата значительно меньше вероятности выхода из строя одного из множества аппаратов.
Для создания таких УЗ станков необходимо разработать соответствующий электронный генератор, учитывающий и устраняющий влияние внешних воздействий.
В предыдущих подразделах главы рассматривались вопросы влияния свойств различных обрабатываемых сред на колебательную систему, на ее основные параметры. Там же было показано, что из-за изменения параметров колебательной системы происходит рассогласование генератора электрических УЗ колебаний с колебательной системой, что приводит к снижению эффективности УЗ воздействий. Рассмотрим, при каких условиях УЗ генератор будет работать наиболее эффективно, выявим причины, снижающие производительность, эффективность работы УЗ станков.
Технологический процесс размерной обработки, протекающий под действием УЗ колебаний, будет протекать наиболее эффективно, если в рабочую зону будут вводиться ультразвуковые колебания необходимой интенсивности и со временем эта интенсивность не меняется. Однако из-за изменения физических свойств обрабатываемой среды под действием УЗ колебаний неизбежно меняются свойства колебательной системы: изменяется ее механическая резонансная частота, как следствие меняется напряжение, питающее колебательную систему, механические колебания затухают, падает акустическая мощность. В генераторах с автоматической подстройкой частоты, разработанных для многофункциональных аппаратов, проблема ухода резонансной частоты решается.
Однако, это не решает всех проблем. При наличии автоматической подстройки резонансной частоты и при изменении внешней нагрузки эффективность УЗ воздействия так же изменяется вследствие изменения амплитуды колебания рабочего инструмента.
У существующих в настоящее время генераторов существует верхнее ограничение по мощности, обусловленное некоторыми причинами, что не позволяет их применять при энергоемких технологических процессах и тормозит дальнейшие перспективы повышения производительности и повышения производственной мощности. Особенно это проявляется при выполнении больших глубоких отверстий. Одной из ответственных частей УЗ аппарата является колебательная система. Составляющей частью колебательной системы является концентратор, назначение которого состоит в усилении амплитуды колебаний и в согласовании генератора со средой. Производительность и эффективность УЗ воздействия во много зависят от формы, материала концентратора. Основное требование к концентратору – минимальные потери в нем энергии.
Решение проблемы автоматической подстройки параметров генератора при всех возможных изменениях параметров обрабатываемых сред и разработка электрического генератора для специализированного ультразвукового станка является сложной проблемой.
К этой проблеме нельзя подходить сразу, в целом. Необходимо декомпозировать данную задачу на составляющие и в дальнейшем работать над частными задачами.
Наиболее интересной и перспективной является схема генератора с независимым возбуждением и автоматической подстройкой частоты.
К достоинству таких схем относятся все достоинства схем генераторов с независимым возбуждением, плюс к этому добавляется возможность автоматической подстройки частоты в соответствии с изменением механической частоты колебательной системы.
Однако у всех разработанных к настоящему времени генераторов с автоподстройкой частоты есть следующие общие недостатки:
1. Ограничение по максимальной развиваемой мощности, обусловленное длительным временем рассасывания зарядов в базах современных высоковольтных транзисторов при протекании больших токов;
2. Диапазон перестройки рабочей частоты генератора меньше возможного диапазона изменения собственной рабочей частоты колебательной системы при размерной обработке;
3. Ограниченный диапазон изменения или полное отсутствие регулировок выходной мощности генераторов;
4. Полное отсутствие или недостаточное быстродействие систем автоматического поддержания амплитуды механических колебаний колебательной системы;
5. Отсутствие систем защиты от нерегламентных режимов работы;
6. Отсутствие ультразвуковых колебательных систем, способных обеспечить максимально эффективное согласование выходного электрического сопротивления электрического генератора и механического сопротивления обрабатываемых сред в широком диапазоне;
7. Снижение производительности (эффективности ультразвукового воздействия) при изменении влияния обрабатываемых сред даже при наличии системы автоматической подстройки рабочей частоты.
Устранение перечисленных недостатков существующих генераторов позволит создать специализированные ультразвуковые станки.
4.1 Разработка базового варианта электронного генератора для ультразвуковых станков
На основании результатов создания электронных генераторов для многофункциональных аппаратов и исследований, проведенных выше, был разработан электрический генератор для УЗ станков, удовлетворяющий рассмотренным ранее требованиям.
Очевидно, что степень универсальности аппарата в значительной степени определяется сложностью его конструкция. В создаваемой конструкции соотношения универсальности и сложности должны быть определены на основании разумной достаточности для решения большинства проблем современных производств.
Разрабатываемое схемное решение должно обеспечивать работоспособность ультразвуковых станков во всех возможных случаях его использования. Это может достигаться за счет обеспечения автоматической подстройки режимов работы электронной схемы генератора при всех возможных изменениях условий ультразвукового технологического воздействия, при использовании различных колебательных систем с большим числом разнообразных инструментов. Универсальность разрабатываемого генератора позволит легко решить проблему создания специализированных аппаратов, предназначенных для решения конкретных технологических задач в определенных условиях, например, для использования в индивидуальном или мелкосерийном производстве. Естественно, что в этом случае схему можно упростить, исходя из специфики эксплуатации и возможностей потребителя.
Прежде чем приступить к анализу полной принципиальной электронной схемы УЗ станка, рассмотрим его структурную схему, представленную на рисунке 4.1.
Блок-схема ультразвукового станка включает в себя:
1-фазовыйкомпаратор;
2–генератор, управляемый напряжением;
3–выходные каскады УЗгенератора;
4–электрический LCконтур;
5–ультразвуковую колебательную систему;
6 – устройство, фиксирующее амплитуду напряжения на колебательной системе;
7-датчикидляснятиясигналовобратнойсвязи;
8–регулятор;
9–тиристорный регулятор;
10 – устройство для формирования уставки, задающей стабилизируемую мощность;
11–блок питания низковольтной части;
12–устройство защиты и автоматики.
При включении УЗ станка низковольтная часть его питается с помощью источника питания 11, блок автоматики 12 запускает генератор 2 на максимально возможной частоте из диапазона перестройки генератора, и тот начинает поиск резонансной частоты колебательной системы. Это происходит следующим образом: сигнал с выхода генератора 2 подается на выходные ключевые каскады 3, этот же сигнал (опорный) поступает на один из входов фазового компаратора 1, на ключевые каскады нагружен колебательный контур 4, резонанс которого близок к резонансной частоте механической колебательной системы. Работая как фильтр, контур 4 выдает первую гармонику прямоугольного сигнала, который на него подается, то есть на колебательную систему подается синусоидальное напряжение.
В электрическую цепь питания колебательной системы включены датчики 7 для снятия сигналов обратной связи. Один из датчиков включен таким образом, что сигнал (ток), снимаемый с него, имеет ту же частоту и фазу, что и ток в механической ветви ультразвуковой колебательной системы. Сигнал с этого датчика подается на второй вход фазового компаратора 1.
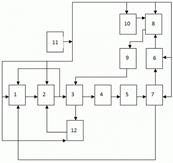
Рисунок 4.1 - Блок-схема многофункционального ультразвукового технологического аппарата
При неравенстве фаз и частот на входах фазового компаратора на его выходе формируется соответствующее напряжение, подаваемое на ГУН 2, который перестраивается в соответствии с подаваемым напряжением. Когда равенство фаз и частот будет достигнуто, данный генератор будет работать в условии резонанса, и любое изменение фазы и частоты будет скомпенсировано. Выходные каскады 3 питаются постоянным напряжением, которое поступает с тиристорного регулятора 9. Напряжение, которым питаются выходные каскады, определяется видом работы и устанавливается устройством 10.
В результате работы на различные среды и при смене нагрузок происходит изменение напряжения на колебательной системе. Для стабилизации этого напряжения, а, следовательно, для стабилизации амплитуды механических колебаний системы, напряжение на колебательной системе отслеживается датчиком 7, затем в блоке 6 фиксируется его амплитуда, и этот сигнал, пропорциональный амплитуде питающего напряжения колебательной системы, подается на пропорциональный регулятор 8. Это регулятор, сравнивая уровень, задаваемый устройством 10, с приходящим от блока 6 сигналом, вырабатывает управляющий сигнал для тиристорного регулятора. В результате происходит автоматическая стабилизация амплитуды механических колебаний системы.
Устройство защиты и автоматики 12 служит для ручного пуска генератора, выключения его при аварийных ситуациях, повторного перезапуска генератора, при срыве частоты и при срабатывании токовой защиты.
На рисунке 4.2 представлена принципиальная схема выходных каскадов УЗ генератора, блоков питания и регулятора мощности. На рисунке 4.3 представлена принципиальная схема задающей части УЗ генератора, блоков автоматической подстройки и автоматики.
Рассмотрим более подробно разработанную принципиальную электрическую схему. УЗ генератор питается сетевым напряжением 220 В. При включении тумблера «СЕТЬ» сетевое напряжение подается на понижающий трансформатор TR1 и на выпрямительный диодный мост VD6-VD9, с которого оно подается на тиристорный регулятор А4. Пониженное трансформатором TR1 сетевое напряжение выпрямляется мостиком VD1-VD4, затем оно сглаживается конденсатором С1 и подается на интегральный стабилизатор напряжения DA1. Стабилизированное напряжение фильтруется конденсатором С2 и этим напряжением питается низковольтная часть УЗ генератора. На элементах R3, R2, VT1, VT2, VT3, VT4, R4, R5, TR2 по схеме с самовозбуждением собран задающий генератор электрических колебаний. С одной из обмоток трансформатора TR2 снимается напряжение для питания схемы рассасывания зарядов из баз выходных транзисторов VT14, VT18.
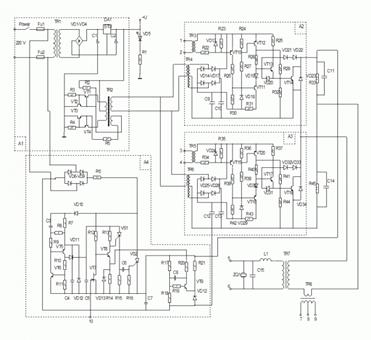
Рисунок 4.2 - Выходные каскады (силовая часть) УЗ генератора
В момент появления напряжения питающего низковольтную часть схемы, запускается генератор электрических УЗ колебаний, собранный на микросхеме DD1. Частота этих колебаний задается элементами С26, R71, R72, R74 и напряжением на конденсаторе С27. С микросхемы DD1 этот сигнал подается на вход С элемента DD2.1, на котором собран делитель на два. На прямом и инверсном выходах этого элемента формируются сигналы одинаковой частоты, но противоположной фазы, предназначенные для управления выходными каскадами УЗ генератора. Управляющие сигналы с выходов элемента DD2.1 поступают на ключевые логические элементы DD3.1 и DD3.3, которые могут быть закрытыми для прохождения управляющих сигналов или открытыми. К логике их работы обратимся позже и для примера предположим, что эти элементы открыты, то есть управляющие сигналы проходят через них, инвертируясь при этом.
Элементы R76, VD47, C28, DD3.2 и R77, VD48, C29, DD3.4 обеспечивают небольшое укорачивание управляющих сигналов для устранения сквозных токов в выходной полумостовой схеме в момент ее переключения.
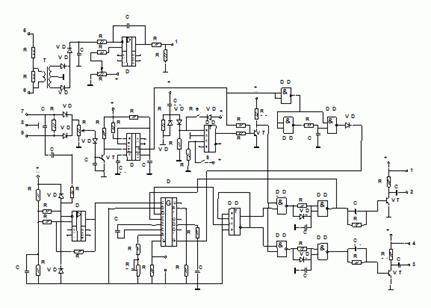
Рисунок 4.3 - Задающая часть УЗ генератора
С выходов логических элементов DD3.2 и DD3.4 управляющие сигналы через соответствующие цепочки C30, R78 и C31, R79 подаются на эмиттерные повторители, собранные на транзисторах VT21, VT22, в коллекторные цепи которых включены резисторы R80 и R81 соответственно, с них снимаются сигналы для управления выходными схемами А2 и А3, представляющие собой плечи полумостовой схемы.
Назначение блоков А2 и А3 состоит в уменьшении времени рассасывания зарядов в базах выходных транзисторов VT14 и VT18. Блоки А2 и А3 одинаковы, и их подробное описание выполнено в разделе 2. Стоит отметить, что эти блоки гальванически полностью развязаны с низковольтной частью УЗ генератора как по питанию, так и по управлению, что полностью удовлетворяет требованиям техники безопасности.
К выходу полумостовой схемы последовательно включены обмотки трансформаторов TR7 и TR8. TR7 служит для гальванической развязки колебательного контура L1, C15 от полумостовой схемы. TR8 является токовым датчиком, с выхода которого снимается сигнал той же фазы и частоты, что фаза и частота механической колебательной системы.
На микросхеме DD1 собран не только задающий генератор УЗ частоты, она так же является устройством фазовой подстройки частоты. Сравниваются фазы и частоты сигнала, снимаемого с выхода элемента DD3.2 (опорный сигнал), и сигнала, приходящего по обратной связи. Рассмотрим цепь обратной связи для фазовой автоподстройки частоты. Она состоит из токового трансформатора TR8, сигнал с которого подается на резистор R53, цепочки C19, R66, по которой сигнал подается на компаратор уровня, собранный на операционном усилителе DA3. С выхода этого компаратора снимается прямоугольный сигнал той же фазы и частоты, что и фаза и частота сигнала, снимаемого с токового трансформатора, то есть, на один из входов фазового компаратора С2 микросхемы DD1 приходят прямоугольные импульсы, несущие в себе информацию о фазе и частоте механической колебательной системы.
Рассмотрим, каким образом функционирует фазовая автоподстройка частоты. Резистором R74 определяется полоса удержания резонансной частоты колебательной системы, резистором R72 определяется полоса захвата резонансной частоты колебательной системы. При включении генератора может оказаться так, что частота задающего генератора и резонансная частота колебательной системы не совпадают. Вращением ручки резистора R72 перестраиваем частоту задающего генератора. В некоторый момент эти частоты совпадут, и начнется процесс уравнивания фаз возбуждающих сигналов и сигналов, приходящих по обратной связи. Результат сравнения фаз сигналов присутствует на выходе Q3 микросхемы DD1, с которого через фильтр R75, C27 подается на вход генератора, управляемого напряжением (ГУН) G1, микросхемы DD1. То есть генератор автоматически подстраивает частоту и фазу генератора в соответствии с результатами сравнения фазового компаратора.
Рассмотрим схему регулировки мощности и узел стабилизации амплитуды колебательного органа. Регулировка мощности осуществляется варьированием напряжения, которым питаются выходные каскады. Это напряжение снимается с конденсатора С7, зарядка которого ограничивается тиристорным устройством А4.
Тиристорный регулятор управляется потенциалом на базе транзистора VT8. В его базу включен делитель, одно плечо которого составляет резистор R12, а второе канал полевого транзистора VT7.
Регулировка и стабилизация мощности осуществляется следующим образом: параллельно пьезокерамическим элементам колебательной системы включен делитель напряжения R46, R47. С резистора R47 снимается пониженное напряжение, которое подается на развязывающий трансформатор TR9. С выхода трансформатора напряжение выпрямляется диодами VD35, VD36, оно затем подается на пиковый детектор VD37, C16. Таким образом, на конденсаторе С16 присутствует напряжение, которое пропорционально амплитуде напряжения на пьезоэлементах колебательной системы.
В качестве устройства, вырабатывающего управляющий сигнал для тиристорного регулятора, используется интегратор, собранный на элементах DA2, R48, R49, С17. Если напряжение на конденсаторе С16 и на среднем выводе переменного резистора R50 равны, то на выходе интегратора присутствует постоянный уровень, который через делитель R51, R52 подается на управляющий полевой транзистор VT7 тиристорного регулятора. Как только напряжение на конденсаторе С16 превысит или понизится относительно уровня, заданного резистором R50, напряжение на выходе интегратора начнет возрастать или понижаться, соответственно. То есть это приведет к перестройке питающего напряжения тиристорным регулятором.
Таким образом, происходит процесс стабилизации напряжения на пьезокерамике колебательной системы в соответствии с задатчиком уровня R50.
Схема стабилизации напряжения на пьезоэлементах колебательной системы выполняет не только функцию стабилизации амплитуды механических колебаний, но и одну из защитных функций. При выполнении энергоемких операций могут возникать моменты снятия нагрузки с колебательной системы. Это влечет резкое увеличение напряжения на пьезоэлементах, возрастание токов в выходных транзисторах, что может привести к механическому разрушению колебательной системы или выходу из строя выходных транзисторов. Например, известно, что самый энергоемкий процесс это работа на жидкость, а самый малоэнергоемкий – работа на воздух, то есть перенос колебательной системы из жидкости в воздух может привести к выходу УЗ генератора из строя по указанным выше причинам.То есть устройство стабилизации амплитуды вдобавок несет в себе функции ограничения мощности генератора при резкой смене рабочей среды.
Запуск и остановка генератора происходит с помощью кнопок «ПУСК» и «ВЫКЛЮЧЕНО» соответственно. При нажатии кнопки «ПУСК» происходит переключение триггера DD2.1 в состояние, когда на его прямом выходе появится низкий логический уровень, который через резистор R61 закроет транзистор VT20, то есть ключевые элементы DD3.1 и DD3.3 откроются для прохождения управляющих сигналов. Нажатие кнопки «ВЫКЛЮЧЕНО» возвращает триггер DD2.2 в исходное состояние, и УЗ генератор останавливается.
В данном УЗ генераторе предусмотрена защита от перегрузок по току и схема автоматического перезапуска генератора при срабатывании защиты.
Рассмотрим, как это происходит: используется сигнал, снимаемый с трансформатора TR8, который пропорционален амплитуде тока, протекающего через выходные транзисторные ключи VT14 и VT18. Он выпрямляется диодами VD38, VD39 и подается на пиковый детектор VD40, C20. Порог срабатывания транзистора VT19 выставляется резистором R82. Таким образом, при превышении определенного уровня по току в выходных транзисторах открывается транзистор VT19 и запускает мультивибратор, собранный на таймере DA3, который формирует положительный импульс, длительность которого задается элементами R56, C22. Этот импульс через резистор R60 открывает транзистор VT20, благодаря чему блокируется работа генератора (закрываются логические ключи DD3.1, DD3.3). По заднему фронту этого импульса логические ключи открываются и элементами DD4.1, DD4.2, DD4.3, R63, C24 формируется короткий запускающий генератор импульс. Этот импульс через диод VD44 заряжает конденсатор С27 до напряжения питания, который начинает разряжаться, то есть с разрядкой этого конденсатора происходит изменение потенциала на входе ГУНа, и идет процесс поиска резонанса.
Таким образом, работа данного генератора на колебательную систему, подстройка под уход ее параметров вследствие различных причин происходит в автоматическом режиме.
Электронная часть генератора выполнена на печатном монтаже, причем она выполнена поблочной. Все блоки крепятся внутри корпуса. Схемы рассасывания зарядов из баз выходных транзисторов выполнены в виде отдельных блоков и крепятся на задней внутренней панели корпуса вместе с выходными транзисторами, которые крепятся на теплорассеивающие радиаторы. Задающий генератор с целью уменьшения влияния на него сильных электрических полей так же выполнен в виде отдельного блока и закреплен на боковой стенке. Крупногабаритные элементы (развязывающий ВЧ трансформатор и корректирующий LC фильтр) так же расположены на отдельной печатной плате.
Все электрические соединения между электронными блоками сделаны монтажным проводом.
Внешний вид электронной части базового генератора ультразвукового станка представлен на рисунке 4.4.
Колебательная система (рабочий инструмент) соединяется с УЗ генератором с помощью высоковольтного кабеля, который с одной стороны жестко соединяется с колебательной системой, а к генератору присоединяется с помощью стандартного разъема. При выполнении различных технологических операций, требующих смену колебательной системы, последняя может быть легко сменена с помощью этого разъема.
Рисунок 4.4 - Внешний вид электронной части базового генератора ультразвукового станка
Полная автоматизация подстройки параметров УЗ генератора, автоматическая защита электронной части от перегрузок позволяет свести к минимуму действия оператора, связанные с перестройкой генератора и аварийными ситуациями. При проведении определенной работы от оператора требуется лишь включить в сеть аппарат, выставить требуемую для данного процесса мощность и кнопкой пуска запустить на работу данный генератор. Далее все идет в автоматическом режиме. При замыкании кабеля, соединяющего УЗ колебательную систему и электронный генератор, не происходит выхода из строя генератора. Это обусловлено тем, что при нормальной работе УЗ генератор работает на резонансный LC контур в условии его резонанса, то есть нагрузка практически имеет активных характер. При коротком замыкании электродов пьезоэлементов колебательной системы нагрузка становится чисто индуктивной, а это, наоборот, является более легким режимом работы для УЗ генератора.
Рассмотренный базовый вариант генератора используется в специализированных станках четвертого, пятого и шестого типа (см. таблицу 3.1).
4.2 Генераторы специализированных станков
При создании ультразвуковых станков для индивидуального потребителя и малых предприятий с разовым выполнением работ (см. таблицу 3.1) принципиальные схемы существенно упрощаются за счет исключения блоков регулировки мощности, систем защит от перегрузок. Внешний вид электронных генераторов ультразвуковых станков для индивидуального потребителя и малых предприятий с разовым выполнением работ показан, соответственно, на рисунках 4.5 и 4.6. Генераторы ультразвуковых станков для индивидуального потребителя и малых предприятий с разовым выполнением работ выполнены по схемам с независимым возбуждением и автоматической подстройкой частоты.
Это обеспечивает оптимальное согласование собственной рабочей частоты генераторов с резонансными частотами колебательных системы с различными рабочими инструментами.

Рисунок 4.5 - Внешний вид электронного генератора ультразвукового станка для индивидуального потребителя

Рисунок 4.6 - Внешний вид электронного генератора ультразвукового станка для малых предприятий с разовым выполнением работ
5. Разработка ультразвуковых колебательных систем для реализации технологического процесса размерной обработки
5.1 Конструктивные схемы и состав ультразвуковых колебательных систем
В состав любой ультразвуковой технологической установки, в том числе и в состав ультразвуковых аппа-ратов для размерной обработки материалов, входят источник энергии (генератор электрических колебаний) и ультразвуковая колебательная система.
УЗ колебательная система состоит из преобразователя, согласующего элемента и рабочего инструмента (излучателя). В преобразователе (активном элементе) колебательной системы происходит преобразование энергии электрических колебаний в энергию упругих колебаний ультразвуковой частоты, и создается знакопеременная механическая сила.
Согласующий элемент системы (пассивный концентратор) осуществляет трансформацию скоростей и обеспечивает согласование внешней нагрузки и активного внутреннего элемента. Рабочий инструмент создает ультразвуковое поле в обрабатываемом объекте или непосредственно воздействует на него.
Важнейшей характеристикой УЗ колебательных систем является резонансная частота. Обусловлено это тем, что эффективность технологических процессов определяется амплитудой колебаний (значений колебательных смещений), а максимальные значения амплитуд достигаются при возбуждении УЗ колебательной системы на резонансной частоте. Значения резонансных частот УЗ колебательных систем должны быть в пределах разрешенных диапазонов (для УЗ аппаратов для размерной обработки это частоты соответствуют 18, 22, 44 кГц).
Отношение накопленной УЗ колебательной системой энергии к энергии, используемой для технологического воздействия за каждый период колебаний, называется добротностью колебательной системы. Добротность определяет максимальную амплитуду колебаний на резонансной частоте и характер зависимости амплитуды колебаний от частоты (т.е. ширину частотного диапазона).
Внешний вид типичной ультразвуковой колебательной системы показан на рисунке 5.1. Она состоит из преобразователя - 1, трансформатора (концентратора) - 2, рабочего инструмента - 3, опоры - 4 и корпуса - 5. Распределение амплитуды колебаний А и сил (механических напряжений) F в колебательной системе име-ет вид стоячих волн (при условии пренебрежения потерями и излучением). Как видно из рисунка 5.1, существуют плоскости, в которых смещения и механические напряжения всегда равны нулю. Эти плоскости называются узловыми. Плоскости, в которых смещения и напряжения минимальны, называются пучностями. Максимальные значения смещений (амплитуд) всегда соответствуют минимальным значениям механических напряжений и наоборот. Расстояния между двумя соседними узловыми плоскостями или пучностями всегда равны половине длины волны.
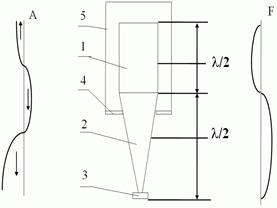
Рисунок 5.1 - Двухполуволновая колебательная система и распределение амплитуд колебаний А и действующих механических напряжений F
В колебательной системе всегда имеются соединения, обеспечивающие акустическую и механическую связь её элементов. Соединения могут быть неразъемными, однако при необходимости смены рабочего инструмента соединения выполняются резьбовыми. УЗ колебательная система вместе с корпусом, устройствами подвода питающего напряжения и вентиляционными отверстиями выполняется обычно в виде отдельного узла. В дальнейшем, используя, термин УЗ колебательная система мы будем говорить обо всем узле в целом. Используемая в УЗ аппаратах технологического назначения колебательная система должна удовлетворять ряду общих требований:
1. Работать в заданном частотном диапазоне;
2. Работать при всех возможных в ходе технологического процесса изменениях нагрузки;
3. Обеспечивать необходимую интенсивность излучения или амплитуду колебаний;
4. Иметь максимально возможный коэффициент полезного действия;
5. Части УЗ колебательной системы, контактирующие с жидкостью должны обладать кавитационной стойкостью;
6. Иметь жесткое крепление в корпусе;
7. Должна иметь минимальные габариты и массу;
8. Должны выполняться требования техники безопасности.
Ультразвуковая колебательная система, показанная на рисунке 5.1, является двухполуволновой колеба-тельной системой. В ней преобразователь имеет резонансный размер, равный половине длины волны УЗ коле-баний в материале преобразователя. Для увеличения амплитуды колебаний и согласования преобразователя с обрабатываемой средой используется концентратор, имеющий резонансный размер, соответствующий половине длины волны УЗ колебаний в материале концентратора. Если показанная на рисунке 5.1 колебательная система выполнена из стали (скорость распространения УЗ колебаний в стали более 5000 м/с), то ее продольный размер более 23 см.
Для удовлетворения требований обеспечения высокой компактности и малого веса используются полуволновые колебательные системы, состоящие из четвертьволновых преобразователя и концентратора. Такая колебательная систем схематично показана на рисунке 5.2. Обозначения элементов колебательной системы соответствуют обозначениям рисунка 5.1.
При реализации конструктивной полуволновой схемы удается обеспечить минимально возможные продольный размер и массу УЗ колебательной системы, а также уменьшить число механических соединений. Недостатком такой колебательной системы является соединение преобразователя с концентратором в плоскости наибольших механических напряжений. Однако этот недостаток, как будет показано далее, удается частично устранить путем смещения активного элемента преобразователя от точки максимальных действующих напряжений. УЗ колебания высокой интенсивности в технологических аппаратах создаются при помощи магнитострикционных и пьезоэлектрических преобразователей.

Рисунок 5.2 - Полуволновая колебательная система и распределение амплитуд колебаний А и действующих напряжений F
Магнитострикционные преобразователи способны обеспечить большие мощности излучения УЗ колебаний, однако требуют применения принудительного водяного охлаждения. Это делает их непригодными для использования в многофункциональных малогабаритных аппаратах широкого применения.
Пьезокерамические материалы характеризуются очень высокой рабочей температурой (более 200°С) и поэтому используются без принудительного охлаждения. Поэтому, преобразователи мощностью до 1 кВт, как правило, изготавливаются из искусственных пьезокерамических материалов на основе цирконата-титаната свинца с различными добавками.
Современные пьезокерамические материалы типа ПКР-8М, ЦТС-24 предназначенные для использования в высокоинтенсивных технологических установках, по своим мощностным характеристикам не уступают магнитострикционным материалам, а по КПД значительно превосходят их. Кроме того, из пьезокерамики могут быть изготовлены пьезоэлементы практически любой формы - круг-лые диски, квадратные пластины, кольца и др. Поскольку пьезокерамические элементы при изготовлении под-вергаются специальной технологической операции - поляризации в электрическом поле с напряженностью око-ло 5 кВ/мм, изготовление пьезоэлементов диаметром более 70 мм и толщиной более 30 мм технологически не-возможно, и поэтому на практике они не применяются. Из пьезокерамики изготавливаются круглые пластины и кольцевые элементы, имеющие размеры, пред-ставленные в таблице 5.1.
Продольный размер пьезоэлемента (его толщина) определяется свойствами материала и заданной рабочей частотой. При использовании пьезоматериалов типа ЦТС или ПКР, характеризуемых скоростью распространения продольных УЗ колебаний ³ 3500 м/с, полуволновой резонансный преобразователь на частоту 22 кГц будет иметь продольный размер, равный
Таблица 5.1 - Типоразмеры изготавливаемых пьезоэлементов
| Диаметр внешний, мм |
50 |
40 |
30 |
20 |
| Диаметр внутренний, мм |
0...20 |
0...16 |
0...12 |
0...10 |
| Толщина, мм |
1...10 |
1...10 |
1...10 |
1...10 |
Пьезоэлементы такой толщины промышленностью не производятся. Поэтому в УЗ колебательных систе-мах, выполненных на основе пьезокерамических материалов применяются преобразователи типа «сэндвич», предложенные Ланжевеном.
Такие преобразователи состоят из двух металлических накладок цилиндрической формы, между которыми закреплен активный элемент из пьезокерамики. Металлические накладки действуют как добавочные массы и определяют резонансную частоту преобразователя.
Возбуждение активного элемента осуществляется таким образом, что вся система работает как полуволновой резонансный преобразователь. Типичная схема полуволнового преобразователя показана на рисунке 5.3.
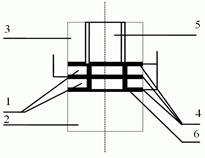
Рисунок 5.3 - Полуволновой пьезоэлектрический преобразователь
Преобразователь состоит из двух пьезокерамических кольцевых элементов 1, излучающей накладки 2, от-ражающей накладки 3, прокладок из мягкой проводящей фольги 4 и стягивающего болта 5. Для электрической изоляции внутренней цилиндрической поверхности пьезоэлементов от металлического стягивающего болта применяется изолирующая втулка 6. Поверхности соединения пьезоэлементов и накладок при сборке преобразователей тщательно притираются. Стягивающий болт и мягкие (обычно - медные) прокладки обеспечивают прочное механическое соединение. Создание предварительного механического напряжения в пьезоэлементах (более 20 МПа/см2) позволяет повысить эффективность работы преобразователя. Для создания необходимых стягивающих усилий используются стягивающие болты М12...М18 с мелкой резьбой. Необходимость использования болтов указанных диаметров обуславливает необходимость применения в преобразователях кольцевых пьезоэлементов с внутренним диаметром более 14 мм (с учетом необходимости применения изолирующих втулок).
Медь под действием стягивающих давлений растекается, заполняет микронеровности поверхностей пьезоэлементов (обтюрация) и накладок и тем самым обеспечивает надежный акустический контакт. Для снижения напряжения возбуждения, питающего УЗ преобразователь, а также для обеспечения возможности заземления верхней и нижней накладок активный элемент собирается из двух пьезоэлементов одинаковой толщины. Пьезоэлементы установлены таким образом, что их вектора поляризации направлены встречно. При этом необходимое напряжение возбуждения снижается в два раза, а сопротивление преобразователя на резонансной частоте составляет четвертую часть сопротивления преобразователя с одной пластиной. На эффективность работы преобразователя влияет положение пьезоэлементов в системе (в узловой плоскости, в пучности или при промежуточном положении между узлом и пучностью колебаний), толщина пьезо-элементов, соотношение удельных волновых сопротивлений (произведения плотности материала на скорость распространения УЗ колебаний в нем) пьезоэлементов и накладок.
Наиболее тяжелые условия по прочностным характеристикам создаются при расположении пьезоэлемен-тов в узловой плоскости колебаний, т.е. в плоскости максимальных механических напряжений. Удельная мощность излучения преобразователя в этом случае ограничивается прочностью пьезоматериала. Помещение пьезоэлементов в конце преобразователя (в пучности колебаний) дает возможность получить максимальный КПД. Уменьшаются механические напряжения в рабочем сечении, что позволяет увеличить подводимую к пьезоэлементам мощность электрического сигнала. Однако высокое входное сопротивление преобразователя в этом случае требует значительного повышения питающего напряжения, что для многофункциональных аппаратов, используемых, в частности, в бытовых условиях, нежелательно.
Большое значение при использовании преобразователей с активными пьезокерамическими элементами имеет стабильность их работы. Потери в пьезокерамическом материале, накладках, опорах приводят к собственному нагреву преобразователя. Кроме того, в ходе технологического процесса происходит нагрев обрабатываемых материалов, изменение внешней нагрузки за счет изменения свойств обрабатываемых материалов. Эти дестабилизирующие факторы приводят к изменению резонансной частоты преобразователя, его входного сопротивления и излучаемой мощности. Влияние этих дестабилизирующих факторов оказывается максимальным при расположении пьезоэлементов в узловой плоскости.
Оптимальным вариантом работы составного преобразователя является размещение пьезоэлементов между узловой плоскостью и торцом отражающей накладки. При этом получаются промежуточные усредненные условия по прочности пьезоматериала, КПД и стабильности работы преобразователя. Максимальная амплитуда колебаний пьезоэлектрических преобразователей даже в резонансном режиме небольшая (обычно не более 3...10 мкм). Поэтому для увеличения амплитуды колебаний рабочего инструмента и согласования преобразователя с нагрузкой (обрабатываемой средой) применяются УЗ концентраторы. Для получения высокого электроакустического КПД необходимо, чтобы отношение сопротивления обрабатываемой среды (отношение излучаемой акустической мощности к квадрату колебательной скорости) к внутреннему сопротивлению преобразователя приблизительно соответствовало 10. На практике преобразователи при интенсивности 3...10 Вт/см2
имеют это отношение равным 0,65....0,85.
Поэтому максимальная эффективность согласования преобразователя с обрабатываемой средой обеспечивается при использовании концентраторов с коэффициентом усиления, приблизительно равным 10 (точнее от 12 до 15).
Концентраторы представляют собой цилиндрические стержни переменного сечения, выполненные из металлов. По форме образующей концентраторы подразделяются на конусные, экспоненциальные, катеноидаль-ные и ступенчатые. Внешний вид концентраторов, а также распределения амплитуд колебаний и механических напряжений показаны на рисунке 5.4. Как следует из рисунка 5.4, наиболее выгодными в отношении возможности получения значительных амплитуд смещений при малой нагрузке являются ступенчатые концентраторы, у которых коэффициент уси-ления амплитуды равен отношению площадей входного и выходного сечений (т.е. квадрату отношения диамет-ров выходного и входного сечений). Но в отношении способности согласования преобразователя со средой такие концентраторы значительно уступают коническим, экспоненциальным и катеноидальным.
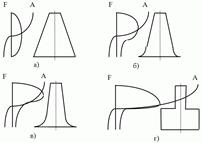
Рисунок 5.4 - Концентраторы ультразвуковых колебаний и распределения амплитуд А и механических напря-жений F: а - конусный, б - экспоненциальный, в - катеноидальный, г – ступенчатый
УЗ колебательная система со ступенчатым концентратором характеризуется узкой полосой рабочих частот и, следовательно, очень ограниченной возможностью подстройки по частоте при изменениях нагрузки. Незначительные отклонения резонансной частоты колебательной системы от резонансной частоты ступенчатого концентратора приводят к резкому возрастанию входного сопротивления и, следовательно, к снижению эффективности всей колебательной системы. Большие механические напряжения, возникающие в зоне перехода между участками различного диаметра при работе с амплитудами более 20 мкм, обуславливают сильный нагрев концентратора и, как следствие, значительные изменения частоты колебаний системы. Поэтому ступенчатые концентраторы не обладают достаточной прочностью и срок их эксплуатации очень мал из-за появления усталостных трещин.
Перечисленные недостатки исключают возможность применения ступенчатых концентраторов в колеба-тельных системах, обеспечивающих формирование высокоинтенсивных УЗ колебаний с амплитудой порядка 30...50 мкм и более.
Концентраторы конической, экспоненциальной и катеноидальной формы обеспечивают более благо-приятные условия для передачи УЗ колебаний в нагрузку и для получения необходимых прочностных характе-ристик колебательных систем. Однако, коэффициенты усиления таких концентраторов не превышают отноше-ния диаметров выходного и входного сечений. Поэтому, при значительных поверхностях выходного сечения (до 5 см2
и более), и следовательно, рабочего инструмента, для получения достаточно высоких значений коэффициента усиления необходимы такие большие размеры входного сечения, которые практически предопределяют невозможность применения подобных концентраторов в многофункциональных аппаратах.
Более совершенными конструктивными формами обладают составные концентраторы. Особенно пер-спективными из них являются ступенчатые концентраторы с плавными экспоненциальными или радиальными переходами (рисунок 5.5).
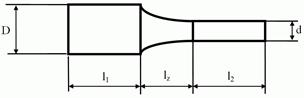
Рисунок 5.5 - Составной ступенчато-экспоненциальный концентратор
Такие концентраторы позволяют при относительно небольших размерах входного сечения получать коэффициенты усиления, практически соответствующие коэффициентам усиления ступенчатого классического концентратора. Наличие переходного экспоненциального участка уменьшает концентрацию напряжений и обеспечивает более благоприятные условия для распространения УЗ колебаний, улучшает прочностные свойства концентраторов. Кроме того, наличие экспоненциального участка позволяет трансформировать нагрузку без существенного изменения резонансного режима УЗ колебательной системы. Использование при проектировании ступенчатых концентраторов с плавными переходами теоретических соотношений, приведенных в работе, весьма трудоемко и требует громоздких вычислений. Поэтому обычно используется методика расчета, полученная в результате экспериментальных исследований исходных аналитических выражений в широкой области изменения размерных параметров концентраторов. В следующем подразделе показывается, как осуществляется практический расчет УЗ колебательных систем с рассмотренными ступенчатыми составными концентраторами.
5.2 Малогабаритная ультразвуковая колебательная система для ручных инструментов
При создании ультразвуковых колебательных систем для многофункциональных аппаратов необходимо обеспечить увеличение амплитуды колебаний рабочего инструмента не менее чем в 10 раз с помощью концентратора и выполнить требования повышенной компактности. В этом случае, как отмечалось ранее, используются колебательные системы с четвертьволновыми преобразователем и концентратором. Недостатком таких систем является соединение преобразователя (пьезоэлектрического) с концентратором в плоскости наибольших механических напряжений. Этот недостаток устраняется в колебательной системе, выполненной в виде тела вращения, образованного двумя металлическими накладками, между которыми выше узла смещения ультразвуковой волны расположены пьезоэлектрические элементы.
Усиление амплитуды колебаний обеспечивается за счет того, что образующая тела вращения колебательной системы выполнена в виде непрерывной кривой, например катеноиды, экспоненты и пр., обеспечивающей концентрацию ультразвуковой энергии. При подведении электрического напряжения к электродам пьезоэлементов возникают механические колебания, которые усиливаются за счет выполнения накладок в виде непрерывной кривой, а затем передаются рабочему инструменту. С точки зрения обеспечения оптимального согласования входного сопротивления активного элемента и сопротивления обрабатываемой среды необходимо выполнение образующих отражающей и излучающей рабочих накладок в форме тела вращения с образующей, выполненной в виде катеноиды. Коэффициент усиления при этом будет максимальным и может достигать значений, равных:
K=0,9N
(при N
>2),
где N
=D/d
,
D
- максимальный диаметр (диаметр отражающей накладки);
d
- минимальный диаметр (диаметр излучающей рабочей накладки на участке соединения с инструментом).
Для ультразвуковых колебательных систем, выполненных в форме тела вращения с экспоненциальной или конической образующей, коэффициент усиления будет еще меньше.
В рассматриваемой колебательной системе пьезоэлектрические элементы расположены, как отмечалось, выше узла смещения. Расстояние между ними и торцом колебательной системы выбирается таким, чтобы в области размещения пьезоэлементов динамические напряжения имели значения, не превышающие 0,3 Fmax, что повышает надежность и стабильность системы в работе.
Рассмотрим, можно ли использовать рассмотренную колебательную систему для многофункциональных аппаратов технологического назначения. Так, для получения коэффициента усиления K, равного 10, при диаметре торцевой поверхности излучающей рабочей накладки, равном 10 мм, согласно приведенной выше формуле необходимо использование тыльной накладки диаметром 90 мм. Такое значительное увеличение габаритов колебательной системы не только приводит к возникновению радиальных колебаний, существенно уменьшающих коэффициент усиления, но и практически не реализуемо вследствие отсутствия пьезоэлектрических элементов больших диаметров (более 70 мм). Поэтому предложена и разработана УЗ колебательная система в виде тела вращения из двух накладок и двух пьезоэлектрических элементов, расположенных между этими накладками, так что образующая тела вращения выполнена в виде непрерывной кусочно-гладкой кривой, состоящей из трех участков. Первый участок - цилиндрический длиной l1
, второй - экспоненциальный длиной lz
, третий - цилиндрический длиной l2
.
Пьезоэлектрические элементы расположены между экспоненциальным участком и торцом отражающей накладки. Длины участков отвечают следующим условиям:

где с1
, с2
- скорости распространения ультразвуковых колебаний в материалах накладок,(м/с);
с - скорость распространения ультразвуковых колебаний в материале пьезоэлемента, (м/с);
h-толщинапьезоэлемента,(м);
k1
, k2
- коэффициенты, выбираемые из условия обеспечения максимального (или требуемого) коэффициента усиления К при заданном N.
Рассматриваемая УЗ колебательная система схематично показана на рисунке 5.6. На этом же рисунке показано распределение амплитуд колебаний и механических напряжений F в системе при условии пренебрежения потерями и излучением энергии. Пучностям смещений приблизительно соответствуют узлы механических напряжений, и наоборот, т.е. распределение смещений и сил имеет вид стоячих волн.
УЗ колебательная система содержит корпус 1, в котором посредством крепежных элементов через опору 2 в узле смещений закреплена ультразвуковая колебательная система, состоящая из отражающей металлической накладки 3, пьезоэлектрических элементов 4, к электродам которых через соединительный кабель подается электрическое возбуждающее напряжение излучающей металлической накладки 5. К последней присоединен рабочий инструмент 6.
Образующая тела вращения, состоящего из накладок и пьезоэлементов колебательной системы, выполнена в виде непрерывной кусочно-гладкой кривой, содержащей три участка. Первый - цилиндрический - включает отражающую накладку 3 и пьезоэлементы 4. Второй (экспоненциальный) и третий (цилиндрический) участки представляют собой рабочую накладку 5.
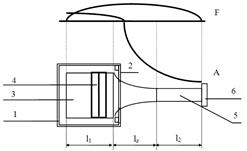
Рисунок 5.6 - Ультразвуковая колебательная система
Длины участков выбираются в соответствии с приведенными выше формулами.
Получение аналитических соотношений для практических расчетов при конструировании колебательных систем затруднено отсутствием ряда точных данных о распространении колебаний в стержнях переменного сечения из чередующихся различных материалов. Приблизительные расчеты требуют громоздких вычислений, таким образом, приведенные соотношения используются совместно с графическими зависимостями, полученными в результате практических исследований концентраторов с различными соотношениями параметровl1
,lz
,l2
.
Полученные результаты, показывающие зависимость коэффициента усиления сложной ступенчато-экспоненциальной колебательной системы от коэффициентов k1
и k2
, определяющих длины входного и выходного участков, представлены на рисунке 5.7.
При условии равенства коэффициента сужения экспоненциального участка от диаметра D до d величине N, меньшей чем 3, максимальный коэффициент усиления системы обеспечивается при k1
= k2
=1,15....1,2 и по своему значению приближается к коэффициенту усиления ступенчатого концентратора. В случае N > 3 максимальный коэффициент усиления колебательной системы обеспечивается при поправочных коэффициентах k1
и k2
, равных 1,1, и не достигает на практике значений, соответствующих коэффициенту усиления ступенчатого концентратора. При N = 3 коэффициент усиления сложной ступенчато - экспоненциальной колебательной системы достигает 85% коэффициента усиления ступенчатого классического концентратора и падает при дальнейшем увеличении N.
Приведенные экспериментальные данные показывают, что максимальный коэффициент усиления рассматриваемой колебательной системы достигается при k1
= k2
= k и достаточно хорошо описывается формулой

Можно показать, что в предложенной колебательной системе при диаметре торцевой поверхности рабочей накладки d, равном 12 мм и диаметре отражающей накладки D, равном 40 мм (т.е. при использовании наиболее широко применяемых кольцевых пьезоэлементов внешним диаметром 40 мм), разработанная колебательная система обеспечит усиление ультразвуковых колебаний, выработанных пьезоэлементами не менее чем в 10 раз. При использовании кольцевых пьезоэлементов с внешним диаметром 50 мм (внутренний диаметр обычно равен 14...20 мм) в предложенной колебательной системе и обеспечении коэффициента усиления 10 диаметр торцевой поверхности рабочей накладки может быть равен 16 мм.
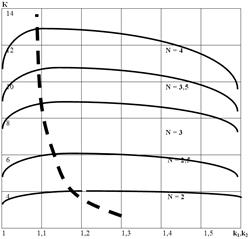
Рисунок 5.7 - Зависимость коэффициента усиления ступенчато-экспоненциальной колебательной системы от коэффициентов k1
и k2
, определяющих длины входного и выходного участков
Таким образом, предложенная ультразвуковая колебательная система при практически реализуемых размерах отражающей накладки (и, соответственно, пьезоэлементов) позволяет обеспечить высокие значения коэффициента усиления при больших диаметрах рабочего инструмента. Длина каждого из участков колебательной системы определяется по приведенным формулам. Изменение диаметра сечения экспоненциального переходного участка определяется уравнением
 - коэффициент сужения экспоненциального участка. - коэффициент сужения экспоненциального участка.
Выполнение экспоненциального перехода между двумя цилиндрическими участками в рассмотренной колебательной системе достаточно сложная и не всегда оправданная операция. Проведенные экспериментальные исследования по замене экспоненциального участка колебательной системы плавным радиусным переходом показали, что параметры колебательной системы изменяются весьма незначительно (коэффициент усиления снижается не более чем на 5%), а стоимость изготовления колебательной системы снижается существенно (до 30%).
Длина цилиндрического участка излучающей накладки (концентратор) на практике уменьшается на величину продольного размера рабочего инструмента (в случае выполнения его сменным). Ультразвуковая колебательная система работает следующим образом. При подведении от генератора к электродам пьезоэлементов 4 электрического напряжения в последних возникают механические колебания, которые распространяются в колебательной системе и усиливаются за счет выполнения накладок в форме тела вращения с образующей в виде непрерывной кусочно-гладкой кривой, описанной выше.
Предложенная колебательная система легко реализуема на практике: промышленность выпускает пьезоэлементы нужного размера, значительно уменьшены массогабаритные характеристики, отсутствие радиальных колебаний приводит к увеличению КПД системы.
Продольный размер отражающей металлической накладки для каждого случая будет определяться соотношением l1
-2h. Длина цилиндрического участка излучающей накладки (концентратор) на практике уменьшается на величину продольного размера рабочего инструмента (в случае выполнения его сменным).
Теоретические расчеты по приведенной выше методике и практическая отработка различных вариантов УЗ колебательных систем для ручных механических узлов (инструментов) позволили выбрать оптимальные конструкции, характеризуемые техническими параметрами, представленными в таблице 5.3. В ней приведены параметры двух колебательных систем, предназначенных для комплектации различных ультразвуковых станков. Система с коэффициентом усиления, равным 10, предназначена для комплектации станков первых двух типов. Система с коэффициентом усиления, равным 7, предназначена для использования во всех остальных станках, если они комплектуются ручным рабочим инструментом или узлом вращения колебательной системы.
Таблица 5.2 - Параметры колебательных систем
| Размер пьезоэлемента, мм |
Максимальный диаметр системы, мм |
Минимальный диаметр системы, мм |
Коэффициент усиления системы |
Длина колебательной системы (без рабочего инструмента), мм |
| O40xO16x5 |
40 |
12 |
10 |
105 |
| O40xO16x5 |
40 |
15 |
7 |
100 |
Приведенные практические формулы и рекомендации позволили сконструировать и изготовить УЗ колебательные системы для комплектации первых трех типов станков, имеющие следующие технические характеристики.
| Принцип преобразования электрических колебаний в механические ультразвуковые |
пьезоэффект |
| Частота колебательной системы, кГц |
22±1,6 |
| Система охлаждения системы |
воздушная |
| Габаритные размеры с корпусом без учета рабочих инструментов, не более, мм |
O50х130 |
| Масса, не более, кг |
0,3 |
| Количество сменных рабочих инструментов, шт. |
по необходимости |
| Амплитуда на торце рабочего инструмента при максимальной мощности, не менее, мкм |
30 |

Рисунок 5.8 - Малогабаритная ультразвуковая колебательная система для ручных инструментов
5.3 Колебательная система ультразвуковых станков, обеспечивающих вращение рабочего инструмента
Для реализации технологии ультразвукового сверления вращающимся алмазосодержащим рабочим инструментом без применения абразивной суспензии или рабочим инструментом в виде металлической полой трубки с применением абразивной суспензии создан специальный узел вращения разработанной малогабаритной колебательной системы. Узел вращения ультразвуковой колебательной системы ультразвукового станка предназначен для обеспечения вращения рабочего инструмента при ультразвуковой обработке и обеспечивает повышение эффективности обработки за счет реализации более совершенной технологии обработки. Эта технология позволяет существенно интенсифицировать процесс размерной ультразвуковой обработки за счет совмещения долбления обрабатываемого материала рабочим сменным инструментом при помощи ультразвуковых колебаний и абразивной суспензии с одновременным вращением самого инструмента.
Кроме того, использование узла вращения позволяет исследовать и применять наиболее перспективный вариант ультразвуковой обработки - алмазное сверление хрупких материалов на высоких частотах вращения инструмента с наложением ультразвуковых колебаний. Вращение ультразвуковой колебательной системы, совершающей колебания с ультразвуковой частотой и заданной амплитудой, может осуществляться при помощи ручной электрической дрели или стандартного сверлильного станка. Одновременное применение простого по геометрии и несложного в изготовлении инструмента из обычной конструкционной стали (например, Ст 3) позволяет производить обработку многослойных конструкций, состоящих из чередующихся листов твердых хрупких и вязких материалов.
Основными несущими деталями узла вращения (см. рисунок 5.9) ультразвуковой колебательной системы являются: стальной разборный наружный корпус, остающийся неподвижным при работе станка. В нем на двух подшипниках качения установлен внутренний корпус, выполненный из алюминиевого сплава.
Внутренний корпус узла вращения предназначен для размещения ультразвуковой колебательной системы и передаче ей электрических сигналов от генератора электрических колебаний. Это обеспечивает ее свободное вращение вокруг оси.

Рисунок 5.9 - Конструкция узла вращения ультразвуковой колебательной системы
Изготовление корпуса из дюралюминия (материала с высоким коэффициентом теплопередачи) и специальная система сквозных отверстий способствуют максимальному отводу тепла от колебательной системы, которая в процессе работы может нагреваться до 100 °С. Ультразвуковая колебательная система крепится внутри корпуса при помощи системы прокладок (чередующиеся слои металла и полимера), тем самым исключается передача ультразвуковых колебаний на внешний корпус. На внешней поверхности внутреннего корпуса размещена вращающаяся часть узла токосъемника, состоящая из двух токопроводящих колец, выполненных из бронзы с высоким содержанием меди, находящихся на изоляционном кольце и разделенных изоляционными кольцами.
Токопроводящие кольца электрически соединены с электродами пьезоэлементов колебательной системы.
Внутренний корпус состоит из двух деталей, соединенных между собой резьбовым соединением. В месте соединения предусмотрена центрирующая поверхность, обеспечивающая наилучшую соосность соединения. В верхнюю часть внутреннего корпуса ввернут стальной хвостовик. Он предназначен для передачи узлу вращения крутящего момента от электрической дрели или сверлильного станка. Хвостовик может выполняться любой формы и размера для закрепления в патронах имеющихся станков.
Внутренний корпус в сборе с подшипниками устанавливается по посадочным поверхностям во внешний корпус, неподвижный при работе.
Внутренний и наружный корпуса имеют специальную систему отверстий, предназначенных для отвода тепла от работающей колебательной системы. На поверхности наружного корпуса предусмотрена платформа для установки неподвижной части узла щеточного токосъемника, состоящего из двух упругих проводящих пластин из бериллиевой бронзы, играющих роль токосъёмных щеток, резиновых прокладок, изолирующего корпуса и электрического разъема. Токосъемные пластины прижимаются к контактным кольцам внутреннего корпуса за счет собственной упругости. Они припаяны к монтажной плате и соединены проводами с контактами электрического разъема. Узел токосъемника обеспечивает передачу электрических сигналов от генератора электрических колебаний на электроды активного элемента вращающейся ультразвуковой колебательной системы. Механический и электрический контакт вращающихся токопроводящих колец и неподвижных щеток обеспечивается конструкцией пластин щеток.
Разработанный и изготовленный узел вращения ультразвукового станка в комплекте с ручной дрелью показан на рисунке 5.10.

Рисунок 5.10 - Узел вращения ультразвукового станка в комплекте с ручной дрелью
Ультразвуковая обработка твердых хрупких материалов (долбление рабочим инструментом с частотой в десятки тысяч ударов в секунду) коренным образом отличается от обработки других материалов резанием, где обязательно должны присутствовать такие элементы схемы резания, как режущий клин и срезаемый слой, а, следовательно, и потребная мощность резания.
Таким образом, мощность привода вращения ультразвукового станка практически не имеет значения. В кинематической схеме устройства для обработки хрупких материалов при помощи ультразвука с вращением инструмента отсутствует необходимость в мощном выходном крутящем моменте, т. к. сам процесс традиционной размерной ультразвуковой обработки (без применения вращения инструмента) осуществляется даже без главного движения обработки обычного резания - вращения инструмента или заготовки. Целью вращения рабочего инструмента в ультразвуковом станке является интенсификация второго главного принципа ультразвуковой обработки - процесса смены абразива и выноса продуктов износа (выколотых частиц материала и отработанного абразива) из зоны обработки. Таким образом, мощность привода узла вращения станка при ультразвуковом сверлении не превышает 30...50 Вт.
5.4 Рабочие инструменты для малогабаритных ультразвуковых колебательных систем
Непосредственная передача УЗ колебаний от преобразователя через концентратор в обрабатываемые хрупкие твердые материалы осуществляется с помощью рабочих инструментов. Для ультразвуковых станков рабочие инструменты должны быть сменными. Сменные рабочие инструменты выполняются в виде отдельных элементов (узлов) колебательной системы и соединяются с торцевой поверхностью цилиндрического участка концентратора посредством резьбового соединения.
Существуют и другие виды соединений рабочего инструмента с концентратором - цанговые зажимы и пайка. Однако они не позволяют передавать УЗ колебания высокой интенсивности (колебания с амплитудами более 30 мкм) и вносят значительные дополнительные потери энергии, поэтому используются только для крепления рабочих инструментов диаметром не более 3 мм. Всякое резьбовое соединение ослабляет сечение цилиндрического участка концентратора и приводит к повышению механических напряжений на участке соединения. Кроме того, всякое резьбовое соединение в колебательной системе приводит к дополнительным потерям акустической энергии. Поэтому при разработке и изготовлении рабочих инструментов, соединяемых с концентраторами посредством резьбовых соединений, необходимо учитывать следующее:
1. Резьбы должны быть высокого качества во избежание усталостных разрушений, поскольку в области резьбовых соединений действуют циклические знакопеременные нагрузки. В колебательных системах мощностью от 0,1 до 0,5 кВт обычно используются резьбы М8.....М16;
2. Для предотвращения самопроизвольного отвинчивания необходимо использовать резьбы с мелким шагом;
3. Для лучшего акустического контакта стыкуемых поверхностей их подвергают местной закалке и шлифовке;
4. Для улучшения акустического контакта при сборке часто используют мягкие медные прокладки толщиной 0,1...0,2 мм;
5. Для обеспечения необходимого акустического контакта рабочих инструментов с концентраторами следует выбирать осевое усилие затяжки из расчета обеспечения давления на поверхности контакта 0,1...0,25 МПа.
Кроме того, сами рабочие инструменты должны отвечать следующим требованиям:
1. Диаметр или длина большей стороны рабочего инструмента должна быть меньше четверти длины волны изгибных колебаний в инструменте. При игнорировании этого требования в рабочих инструментах возникают изгибные колебания;
2. Продольный размер (толщина) рабочего инструмента должен быть меньше четверти длины волны продольных колебаний в инструменте. При невыполнении этого требования в зоне соединения рабочего инструмента и концентратора возникают большие механические напряжения, приводящие к образованию усталостных трещин и разрушению колебательной системы.
3. Оба требования легко выполняются при изготовлении рабочих инструментов диаметром до 25 мм при продольном размере до 45 мм для малогабаритных ультразвуковых колебательных систем. Для стационарных ультразвуковых колебательных систем (что будет рассмотрено в следующих разделах) эти требования легко выполняются при изготовлении рабочих инструментов диаметром до 60 мм при продольном размере до 45 мм.
Несмотря на неизбежные потери энергии в резьбовых соединениях и необходимость выполнения вышеперечисленных требований, УЗ колебательные системы выполняются со сменными инструментами. Это обусловлено следующими факторами:
1. В процессе эксплуатации УЗ колебательных систем рабочие инструменты подвергаются ударам абразивных зерен. За счет этого происходит разрушение поверхности рабочих инструментов;
2. При реализации технологических процессов ультразвуковой обработки твердых материалов в производственных условиях необходимо выполнять различные технологические операции (выполнять сквозные или глухие отверстия различного диаметра или различной формы). Каждая из таких технологических операций осуществляется наиболее эффективно при использовании специализированных рабочих инструментов. Наличие резьбового соединения позволяет легко и быстро установить необходимый рабочий инструмент.
Для комплектации ультразвуковых малогабаритных станков и станков с вращающимися рабочими инструментами разработаны следующие типы рабочих инструментов, показанные на рисунке 5.10:
Рисунок 5.10 - Рабочие инструменты ультразвуковых станков
1. Рабочий инструмент №1 (рисунок 5.11а) для гравировки трудно обрабатываемых материалов (полудрагоценных минералов) и прошивки сквозных и глухих отверстий малого диаметра. Инструмент №1, показанный на рисунке 5.12а, снабжен цанговым зажимом для крепления дополнительного рабочего органа в виде иглы и позволяет выполнять отверстия диаметром от 0,4 до 1 мм. Цанговый зажим обеспечивает быструю смену рабочего органа (иглы), но характеризуется высокими потерями акустической энергии в зажиме. Поэтому при использовании вместе с цанговым зажимом рабочих органов диаметром более 1 мм происходит перегрев и разрушение зажима;
2. Для выполнения отверстий диаметром до 3 мм используется рабочий инструмент №2 (рисунок 5.11б) с осевым отверстием, в которое впаивается рабочий орган (игла) необходимого диаметра (см. рисунок 5.12б). В качестве дополнительного рабочего органа наиболее эффективно использование стальных тонкостенных трубок, например, игл от использованных медицинских шприцов и систем переливания крови. Однако, из-за большого износа таких дополнительных рабочих органов (достигающего 5% от глубины выполняемых отверстий) используется стальная проволока необходимого диаметра. Меньший износ рабочих органов при использовании сплошных инструментов сопровождается снижением производительности сверления.
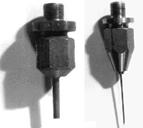
Рисунок 5.11 - Рабочие инструменты для выполнения отверстий диаметром от 0,4 до 3 мм с цанговым зажимом (а) и с впаиваемой иглой (б)
Применение инструментов №1 и №2 позволяет выполнять отверстия с искривленной осью сверления (например, сверлить по дуге). Для выполнения таких отверстий рабочему инструменту предварительно придается необходимая форма;
3. Для выполнения отверстий диаметром от 3 до 12...15 мм используется металлический трубчатый рабочий инструмент №3 (рисунок 5.10в). Для передачи колебаний из концентратора в рабочий инструмент торцевая, нерабочая часть инструмента выполнена диаметром, соответствующим диаметру цилиндрической части используемой колебательной системы. Рабочая часть инструмента выполняется в виде полого цилиндра и имеет внешний диаметр, соответствующий выполняемому отверстию. Толщина стенки рабочего инструмента составляет 0,5...1 мм. Выполнение рабочего инструмента с более тонкой стенкой приводит к его быстрому разрушению. Выполнение стенки рабочего инструмента толщиной более 1 мм приводит к снижению производительности процесса сверления и повышению его энергоемкости;
4. Для выполнения отверстий диаметром более 15 мм (диаметром, превосходящим диаметр рабочей части концентратора используемой колебательной системы) применяются специальные рабочие инструменты №4 (рисунок 5.10г), выполненные в виде полых трубок необходимого диаметра. Рабочие инструменты такой конструкции для УЗ станков имеют максимальный диаметр 25 мм. Выполнение рабочих инструментов большего диаметра при использовании колебательных систем с диаметром цилиндрической части 15 мм не позволяет обеспечить необходимую скорость сверления из-за возникновения паразитных колебаний рабочего инструмента;
5. Для выполнения отверстий диаметром от 3 до 12...15 мм в листовых материалах значительной толщины (более 10 мм) используется металлический трубчатый рабочий инструмент №5, показанный на рисунке 5.10д. Для передачи колебаний из концентратора в рабочий инструмент торцевая, нерабочая часть инструмента выполнена диаметром, соответствующим диаметру цилиндрической части используемой колебательной системы. Рабочая часть инструмента выполняется в виде полого обратного конуса, заканчивающегося полым цилиндром, имеющим внешний диаметр, соответствующий диаметру выполняемого отверстия. Толщина стенки цилиндрической части рабочего инструмента также составляет 0,5...1 мм. Длина цилиндрической части рабочего инструмента должна превосходить толщину обрабатываемого материала;
6. Для выполнения отверстий диаметром от 3 до 15 мм в многослойных конструкциях, состоящих из чередующихся слоев хрупкого твердого материала и эластичного полимерного материала или металла (триплекс, бронестекло, многослойный фольгированный текстолит и т.п.) используется металлический трубчатый рабочий инструмент №6 (рисунок 5.10е), аналогичный показанному на рисунке 5.10в. Рабочая часть этого инструмента выполняется в виде полого цилиндра и имеет внешний диаметр, соответствующий выполняемому отверстию. Толщина стенки рабочего инструмента также составляет 0,5...1 мм. Для обеспечения возможности механического резания слоев полимера при выполнении отверстий в многослойных конструкциях или для улучшения условий поступления абразивной суспензии к рабочей поверхности при сверлении глубоких отверстий в цилиндрической части рабочего инструмента, вдоль его диаметра выполнен продольный паз шириной 0,5 мм и длиной, приблизительно, соответствующей толщине обрабатываемого материала;
7. Для реализации технологии ультразвукового сверления алмазосодержащими рабочими инструментами применяются стандартные алмазные сверла необходимого диаметра, закрепляемые с помощью сварки или пайки в переходных устройствах. Рабочие инструменты №7 и №8 для ультразвуковых станков, выполненные на основе стандартных алмазных сверл, показаны на рисунке 5.10ж и рисунке 5.10з;
8. Рабочий инструмент №9 (рисунок 5.10и) имеет рабочую поверхность прямоугольной формы (например, размером 10х1 мм) и предназначен для выполнения пазов и резки твердых хрупких материалов. Размер рабочей поверхности может выполняться в соответствии с необходимостью решения конкретных задач. Такой рабочий инструмент может быть использован для автоматизированных систем резки (например, в составе фрезерных станков).
Для выполнения пазов необходимой формы (ромбических, прямоугольных, квадратных, треугольных, многоугольных, эллиптических и т.п.) рабочий инструмент выполняется с соответствующей рабочей поверхностью. При этом наиболее предпочтительно выполнение инструмента полым, со стенкой, толщиной не более 1 мм;
9. Рабочий инструмент №10 (рисунок 5.10к) предназначен для выполнения объемных рисунков на поверхности твердых хрупких материалов, имеет круглую рабочую поверхность (например, диаметром 10, 20, 30 мм и толщиной до 2 мм), на которой или выполняется профиль изображения, переносимого на поверхность обрабатываемого материала, или имеется углубление для помещения в него металлических дисков, на рабочей поверхности которых нанесено копируемое объемное изображение. Диаметр рабочей поверхности выполняется в соответствии с требуемым диаметром получаемого изображения. На рабочей поверхности выполняется необходимое объемное зеркальное изображение. Такой рабочий инструмент может быть использован для выполнения объемных изображений на обрабатываемых образцах, создания надписей и маркировки продукции. Разработанные и изготовленные для комплектации малогабаритных ультразвуковых колебательных систем рабочие инструменты показаны на рисунке 5.13.
Рассмотренные рабочие инструменты позволяют обеспечить выполнение отверстий практически любой формы или дают представление об изготовлении рабочих инструментов для выполнения отверстий любой формы или пазов. Например, очевидно, что для выполнения конусных углублений или сложных по профилю отверстий в керамических волоках необходимо взять за основу рабочие инструменты №№ 1,2,3,4, сохранить узел соединения инструмента с концентратором, а рабочей части инструмента придать нужный профиль.

Рисунок 5.12 - Рабочие инструменты для комплектации малогабаритных ультразвуковых колебательных систем
Для расширения функциональных возможностей ультразвуковых станков рабочие инструменты выполняется сменными. Поэтому в состав любого ультразвукового станка входит большое количество различных рабочих инструментов, предназначенных для выполнения отверстий необходимого диаметра или необходимой формы. Максимальная скорость выполнения отверстий достигается при использовании полых рабочих инструментов.
Необходимость использования большого количества рабочих инструментов различного размера обуславливает широкий диапазон собственных рабочих частот всей колебательной системы.
В настоящее время наиболее широко используется способ управления процессом ультразвуковой размерной обработки, при котором измеряется текущее значение резонансной частоты ультразвуковой колебательной системы в процессе обработки материала и, в соответствии с ним, подстраивается частота электрических колебаний генератора, т.е. осуществляется автоматическая подстройка частоты (АПЧ).
При этом не обеспечивается стабильная работа колебательной системы в условиях изменения технологической нагрузки, в частности, происходящей при изменении площади контакта торцевой поверхности различных по диаметру рабочих инструментов с поверхностью обрабатываемого материала, т.е. при использовании различных рабочих инструментов.
За счет этого при изменении площади торцевой поверхности рабочего инструмента (например, при изменении его внешнего диаметра или толщины стенки) происходит изменение амплитуды колебаний на его торцевой поверхности.
Общепринятым считается, что при изготовлении всех перечисленных типов инструментов, предназначенных для выполнения различных по диаметру или форме отверстий, необходимо обеспечивать равенство резонансных частот колебательной системы со всеми рабочими инструментами. Для этого масса рабочих инструментов должна быть одинаковой. Однако на практике выполнение различных рабочих инструментов одинаковыми по массе не обеспечивает равенства резонансных частот. Рабочие инструменты большего диаметра (особенно, в тех случаях, когда диаметр рабочего инструмента превосходит диаметр выходного цилиндрического участка концентратора) при равных массах имеют значительно меньшую рабочую частоту. Так при изготовлении рабочих инструментов диаметрами 15 и 25 мм на одну рабочую частоту массу большего по диаметру инструмента необходимо уменьшать на 25...30% по сравнению с массой меньшего инструмента. Теоретические расчеты, основанные на получении одинаковых рабочих частот различных по диаметру и форме рабочих инструментов за счет установления зависимости частоты от их массы, не позволяют получить приемлемых для практики зависимостей. Поэтому выполнение различных рабочих инструментов на одну рабочую частоту представляет сложную технологическую задачу и осуществляется на практике путем подбора их геометрических размеров.
Однако выполнение всех рабочих инструментов на одну рабочую частоту решает только одну, наиболее простую, проблему. А именно, при использовании электронного генератора, настроенного на рабочую частоту, близкую к резонансной частоте колебательной системы (совпадение электрической рабочей частоты генератора и механической частоты колебательной системы обуславливает неустойчивость системы и на практике не используется), происходит максимально эффективное возбуждение колебательных систем с различными рабочими инструментами. Таким образом, обеспечивается стабильность работы колебательных систем. При незначительных отклонениях рабочих частот отдельных рабочих инструментов от некоторого среднего значения стабильность работы станков обеспечивается автоматической подстройкой рабочей частоты электронного генератора.
При этом не решается проблема обеспечения стабильной работы колебательных систем в условиях изменения технологической нагрузки, в частности, происходящей при изменении площади контакта торцевой поверхности различных по диаметру рабочих инструментов с поверхностью обрабатываемого материала. За счет этого при изменении диаметра рабочего инструмента происходит изменение амплитуды колебаний на его торцевой поверхности.Рассмотрим, к чему это приводит.
Так, при необходимости создания ультразвукового станка, способного обеспечить выполнение отверстий диаметром, например, от 5 до 25 мм используются рабочие инструменты в виде полых трубок необходимого диаметра, имеющие стенки толщиной 0,5...1 мм. Площадь торцевой рабочей поверхности таких рабочих инструментов (при толщине стенки в 1 мм) изменяется от 12,5 мм2
до 75,5 мм2
(в шесть раз). Следовательно, при подведении к колебательной системе от генератора постоянной энергии интенсивность ультразвуковых колебаний, вводимых в обрабатываемый материал с помощью различных по диаметру инструментов, будет отличаться в шесть раз.
Известно, что при ультразвуковой обработке твердых материалов максимальная производительность достигается при интенсивности ультразвуковых колебаний в пределах от 2 до 5 Вт/мм2
. При интенсивности ультразвуковых колебаний менее 2 Вт/мм2
производительность сверления незначительно превышает производительность традиционного сверления вращающимся алмазным инструментом, и применение ультразвуковых станков теряет смысл. При увеличении интенсивности ультразвуковых колебаний более 5 Вт/мм2
не происходит роста производительности сверления из-за распыления значительной части абразивной суспензии поверхностью колеблющегося рабочего инструмента. Кроме того, при интенсивности ультразвуковых колебаний выше 5 Вт/мм2
происходит очень быстрое разрушение рабочего инструмента.
В рассматриваемом примере для обеспечения приемлемой производительности сверления отверстий диаметром 25 мм (интенсивность ультразвукового воздействия 2 Вт/мм2
) необходимо подводить к колебательной системе мощность не менее 150 Вт (при КПД, близком к 100%). При этом самый маленький из рабочих инструментов обеспечит интенсивность ультразвукового воздействия - 12 Вт/см2
. Очевидно, что в этом случае произойдет разрушение рабочего инструмента или абразивная суспензия не будет достигать торца колеблющегося инструмента из-за её интенсивного распыления.
Если же обеспечить на малом рабочем инструменте максимальную предельно допустимую интенсивность 5 Вт/мм2
(т.е. подвести к колебательной системе мощность не более 60 Вт), то интенсивность ультразвукового воздействии с большого инструмента будет менее 1 Вт/мм2
и, следовательно, производительность сверления будет ниже допустимого предела, а применение ультразвукового станка для сверления отверстия с такой производительностью не будет иметь смысла. Приемлемая производительность выполнения отверстий (при минимальной интенсивности 2 Вт/мм2
) будет обеспечена только при использовании рабочего инструмента диаметром 13 мм.
На практике рассматриваемый способ, реализуется настройкой электронного генератора таким образом, что при выполнении минимального из необходимых отверстия обеспечивается максимальная допустимая интенсивность УЗ колебаний (и, соответственно, производительность выполнения отверстия). В этом случае станок комплектуется максимальным по диаметру инструментом, при котором еще обеспечивается приемлемая интенсивность УЗ колебаний (и, соответственно, приемлемая производительность).
Для решения проблемы необходимо обеспечить возможность эффективной работы ультразвукового станка при выполнении отверстий необходимого максимального диаметра, а при использовании инструментов меньшего диаметра обеспечить соответствующее автоматическое уменьшение подводимой к колебательной системе от генератора электрической мощности.
К сожалению, вопрос стабилизации амплитуды механических колебаний разработан слабо и в настоящее время практически не выпускается ультразвуковых станков, в которых использовались бы устройства, обеспечивающие автоматическую регулировку амплитуды механических колебаний в зависимости от нагрузки.
Для стационарных станков большой мощности могут быть разработаны электронные схемы, достаточно точно и быстро определяющие акустическую нагрузку (площадь рабочей поверхности используемого рабочего инструмента) и обеспечивающие регулировку в требуемых пределах без значительной потери эффективности генератора (например, при использовании систем широтно-импульсной модуляции). Однако они сложны в изготовлении, настройке и очень существенно повышают стоимость станков.
Для повышения эффективности (расширения диапазона выполняемых отверстий и обеспечения равной производительности) малогабаритных ультразвуковых станков с ручным рабочим инструментом предложен и разработан способ обеспечения равной производительности сверления отверстий различного диаметра с использованием рабочих инструментов, имеющих различные собственные рабочие частоты механического резонанса (т.е. колебательная система с каждым из используемых инструментов имеет различные рабочие частоты). Рассмотрим далее, каким образом выбираются собственные частоты механических резонансов различных инструментов для обеспечения равной эффективности их работы (создаваемой интенсивности ультразвуковых колебаний).
Путь решения поясняется рисунками 5.14 и 5.15, на которых схематично показаны схема включения колебательной системы с помощью корректирующего фильтра и распределение электрических напряжений, возбуждающих колебательную систему с различными по размеру диаметра рабочими инструментами.
Согласование генератора электрических колебаний, усилительные элементы которого работают в ключевом режиме, с ультразвуковой колебательной системой осуществляется с помощью корректирующего фильтра. Фильтр представляет собой резонансный электрический колебательный контур, настроенный на рабочую частоту колебательной системы с максимальным диаметром рабочего органа. В качестве корректирующего фильтра используется цепь из реактивных элементов. На рисунке 5.14 показана схема включения ультразвуковой колебательной системы с активными пьезоэлектрическими элементами с помощью корректирующего фильтра.
Рисунок 5.14 - Схема включения колебательной системы
В такой схеме включения корректирующий фильтр образуется собственной электрической емкостью пьезоэлементов С и индуктивностью дросселя L. Электрическое соединение собственной емкости пьезоэлементов С и активного сопротивления потерь R совместно с индуктивностью L дросселя обеспечивает электрический резонанс на частоте, близкой или соответствующей механической частоте, используемой ультразвуковой колебательной системы.
Амплитудно-частотная характеристика электрического колебательного контура, соединяющего генератор электрических колебаний и ультразвуковую колебательную систему, показана кривой 1 на рисунке 5.15. Добротность этого электрического колебательного контура не превышает нескольких единиц. Из рисунка 5.15 следует, что f
эл соответствует резонансной частоте электрического колебательного контура и на нем возникает некоторое электрическое напряжение Uс.
Ультразвуковая колебательная система с каждым из используемых рабочих инструментов обладает собственной резонансной частотой механического резонанса.
Рисунок 5.14 - Распределение электрических напряжений
В качестве примера рассмотрим ультразвуковую колебательную систему с пятью различными рабочими инструментами (для выполнения отверстий диаметрами 25, 20, 15, 10, и 5 мм), характеризуемыми собственными частотами механического резонанса f
1, f
2, f
3, f
4, f
5. Частота f
5 больше частоты f
1. При отсутствии корректирующего фильтра, представляющего собой электрический колебательный контур, и совпадении электрической частоты генератора с собственной частотой механических колебаний каждого из рабочих инструментов на колебательные системы будут подаваться одинаковые электрические напряжения U1, и все рабочие инструменты будут обеспечивать ввод в обрабатываемые объекты ультразвуковых колебаний равной мощности.
При наличии согласующего электрического колебательного контура, характеризуемого наличием собственной амплитудно-частотной характеристики (схематично показанной на рисунке 5.15 кривой 1), и рабочих инструментов, обеспечивающих различные собственные частоты механических резонансов колебательных систем, возбуждение колебательных систем будет происходить различными электрическими напряжениями. На рисунке 5.15 показано, что низкочастотные колебательные системы с большими по диаметру рабочими инструментами будут возбуждаться большими электрическими напряжениями.
Из приведенных рассуждений очевидно, что выполнение рабочих инструментов с большей рабочей поверхностью (например 75,5 мм2) низкочастотными, а рабочих инструментов с меньшей рабочей поверхностью (до 12,5 мм2) более высокочастотными, обеспечивает их возбуждение различными электрическими напряжениями и позволяет получить равные амплитуды колебаний (или интенсивности) всех рабочих инструментов. Обеспечение равных интенсивностей обеспечивает равную производительность и энергоемкость процесса ультразвуковой обработки хрупких твердых материалов.
Кроме обеспечения равной производительности и энергоемкости, предложенный способ управления процессом ультразвуковой размерной обработки позволяет расширить функциональные возможности ультразвуковой размерной обработки за счет резонансного повышения амплитуды электрического напряжения, воздействующего на колебательную систему с большими по размеру выполняемых отверстий рабочими инструментами. Практически это позволяет выполнять отверстия диаметром до 25 мм с помощью ультразвукового генератора, позволявшего ранее выполнять отверстия диаметром до 13…15 мм.
Следует отметить, что симметричность амплитудно-частотной характеристики электрического колебательного контура позволяет выполнять большие по диаметру рабочие инструменты более высокочастотными (приближая их рабочую частоту к резонансной частоте электрического колебательного контура), а меньшие по диаметру рабочие инструменты выполнять все более низкочастотными по мере уменьшения их диаметра. Однако такой путь менее практичен, так как большие по диаметру и, следовательно, по массе рабочие инструменты легче выполнить более низкочастотными, чем меньшие по диаметру и более легкие инструменты.
Для установления аналитических зависимостей между площадью рабочей поверхности инструмента и собственной рабочей частотой ультразвуковой колебательной системы рассмотрим электрическую схему корректирующего фильтра, представляющего собой последовательный резонансный электрический колебательный контур. Этот электрический колебательный контур состоит из последовательно включенных активного сопротивления собственных потерь R, индуктивности дросселя L и электрической емкости пьезоэлектрических элементов С. Параметры контура на практике легко измеряются по известным методикам. Для установления величины электрического напряжения, обеспечивающего воздействие на ультразвуковую колебательную систему, определим электрическое напряжение Uc
на собственной емкости пьезоэлементов С.
Это напряжение воздействует на пьезоэлектрические элементы и обеспечивает преобразование энергии электрических колебаний в энергию механических колебаний колебательной системы. Мощность акустических колебаний P, формируемых колебательной системой, определяется электрическим напряжением, действующим на пьезоэлектрические элементы. Это электрическое напряжение соответствует Uc
и, соответственно, акустическая мощность равна:

Коэффициент k является постоянной величиной для конкретной выбранной колебательной системы и определяется параметрами пьезоэлектрических элементов колебательной системы. Мощность акустических колебаний P, формируемых колебательной системой, определяет интенсивность ультразвуковых колебаний I, необходимых для обеспечения процесса экстракции с помощью рабочего органа, имеющего площадь рабочей поверхности S

И тогда

Приравнивая имеющиеся выражения для Uc
, получим следующее соотношение
Решение полученного биквадратного уравнения относительно ω позволяет получить следующую аналитическую зависимость между рабочей частотой ультразвуковой колебательной системы и площадью рабочей поверхности используемого инструмента:
где



Таким образом, полученное аналитическое выражение позволяет определить рабочую частоту колебательной системы по заданной площади рабочего инструмента колебательной системы. На основе выше изложенной методики были проведены расчеты частоты рабочего органа колебательной системы, которая питается генератором электрических колебаний с частотой 22 кГц. Внешний (рабочий) диаметр рабочего инструмента в расчетах принимался различным от 3 до 25 мм, и ставилось условие обеспечения интенсивности ультразвукового поля на излучающей поверхности рабочего органа, равной 5 Вт/см2
. Толщина стенки рабочего инструмента цилиндрической формы для обеспечения заданной интенсивности варьировалась от 0,5 до 1 мм. В результате теоретических расчетов были определены рабочие частоты колебательной системы с различными рабочими инструментами. Для быстрой смены всех инструментов используются лыски на боковой поверхности вблизи места контакта с поверхностью концентратора. На цилиндрическом участке поверхности концентратора также выполняются лыски под ключ.
5.5 Ультразвуковая колебательная система стационарных станков
Как было отмечено в предыдущих разделах, при проектировании ультразвуковых колебательных систем для ультразвуковых станков необходимо обеспечить увеличение амплитуды колебаний рабочего инструмента приблизительно в 10 раз при помощи концентраторов. Однако, при создании стационарных ультразвуковых станков для серийных и специализированных производств (станки четвертого и пятого типа), предназначенных для выполнения отверстий диаметром более 40 мм (до 120 мм), разработанные ранее малогабаритные колебательные системы оказываются непригодными.
Обусловлено это тем, что максимальный диаметр используемых в них пьезоэлементов составляет 40 мм. Для получения коэффициента усиления, приблизительно равного 10 при диаметре инструмента 40 мм необходимо использовать пьезоэлектрические элементы диаметром не менее 120 мм. Применять такие пьезоэлементы невозможно, т.к. максимальный диаметр выпускаемых промышленностью пьезоэлементов не превышает 70 мм. Поэтому, при создании ультразвуковой колебательной системы стационарных станков для серийных и специализированных производств используется классическая двух полуволновая схема построения колебательной системы.
В двух полуволновой УЗ колебательной системе, выполненной на основе пьезокерамических материалов, применяются преобразователи типа "сэндвич", предложенные Ланжевеном. Такие преобразователи состоят из двух металлических накладок цилиндрической формы, между которыми закреплены активные элементы из пьезокерамики. Металлические накладки действуют как добавочные массы и определяют резонансную частоту преобразователя. Возбуждение активного элемента осуществляется таким образом, что вся система работает как полуволновой резонансный преобразователь.
Типичная схема полуволнового преобразователя показана на рисунке 5.16. Преобразователь состоит из двух пьезокерамических кольцевых элементов 1, излучающей накладки 2, отражающей накладки 3, и стягивающего болта 4. Для электрической изоляции внутренней цилиндрической поверхности пьезоэлементов от металлического стягивающего болта применяется изолирующая втулка.
Рисунок 5.16 - Полуволновой пьезоэлектрический преобразователь
Отражающая накладка выполнена стальной, а для изготовления излучающей накладки использованы титановый сплав типа ВТ3 или алюминий. Выбор материалов накладок с отличающимся в три раза удельным волновым сопротивлением позволяет повысить приблизительно в три раза амплитуду колебаний на рабочей поверхности излучающей накладки без применения концентраторов.
Для дальнейшего увеличения амплитуды колебаний применены, ступенчато-экспоненциальные концентраторы и использована методика расчетов, изложенная в предыдущих разделах. Теоретические расчеты по методике, изложенной во втором разделе, и практическая отработка различных вариантов концентраторов позволили выбрать оптимальные конструкции и создать показанную на рисунке 5.16 практическую конструкцию концентратора для выполнения отверстий диаметром до 60 мм.
Для исключения неизбежных потерь в резьбовых соединениях рабочий инструмент выполнен заодно с концентратором.
Внешний вид колебательных систем для стационарных ультразвуковых станков показан на рисунке 5.17 на переднем плане. Корпус разработанных колебательных систем выполняется из алюминиевого сплава и имеет вентиляционные отверстия для охлаждения колебательной системы. В торцевой поверхности корпуса колебательной системы выполнен стандартный хвостовик для крепления преобразователя в стандартных патронах обычных обрабатывающих станков. Для сравнения на этом же рисунке представлены малогабаритная колебательная система, выполненная по полуволновой ступенчато-экспоненциальной схеме (в центре), и двух полуволновая колебательная система со сменными рабочими инструментами. Представленные на рисунке 5.17 четыре колебательные системы входят в комплект ультразвуковых станков для серийных производств. Ультразвуковые колебательные системы для выполнения отверстий диаметром 24…60 мм (показанные на переднем плане на рисунке 5.17) выполнены в двух вариантах - для ручного сверления и для крепления в патронах металлообрабатывающих станков. Для ручного выполнения отверстий диаметром до 20 мм без переноса обрабатываемого материала на рабочий стол используется колебательная система, выполненная по двух полуволновой схеме со сменными рабочими инструментами (на заднем плане справа на рисунке 5.17).
Рисунок 5.17 - Концентратор ультразвуковой колебательной системы стационарных станков
Приведенные ранее практические формулы и рекомендации позволяют сконструировать и изготовить УЗ колебательные системы для комплектации станков для серийных производств, показанные на рисунке 5.18 и имеющие следующие технические характеристики:
| Принцип преобразования электрических колебаний в механические ультразвуковые |
пьезоэффект |
| Частота колебательной системы, кГц |
22±1,6 |
| Габаритные размеры с корпусом без учета рабочих инструментов, мм, не более |
90x250 |
| Масса, кг, не более |
3 |
| Амплитуда колебаний рабочего инструмента при максимальной мощности, мкм, не менее |
30 |

Рисунок 5.18 - Ультразвуковые колебательные системы стационарных станков
Для комплектации ультразвуковых специализированных станков, предназначенных для выполнения отверстий диаметром более 60 мм, разработаны и изготовлены различные варианты концентраторов, показанные на переднем плане на рисунке 5.19.

Рисунок 5.19 - Концентраторы и ультразвуковые колебательные системы специализированных станков
Показанные на рисунках концентраторы выполнялись по двум различным схемам: в виде концентратора, выполненного заодно с большим по диаметру рабочим инструментом (на рисунке 5.18 справа) и в виде расходящихся конусов с внутренней концентрирующей экспоненциальной или ступенчатой поверхностями (на рисунке 5.18 в центре и справа). На практике лучшие результаты были получены с помощью концентраторов первого типа. Они обеспечили выполнение отверстий диаметром 120 мм с производительностью не менее 1 мм/мин.
6.
Основные результаты исследований ультразвуковых способов сверления отверстий
Для определения технических возможностей и выбора оптимальных условий и режимов реализации технологических процессов были проведены сравнительные исследования следующих вариантов ультразвуковых способов сверления (на примере обработки стекла):
1. Ультразвукового способа обработки стекла с применением абразивной суспензии - вращающимися рабочими инструментами в виде полых металлических трубок и без применения абразивной суспензии - алмазосодержащими рабочими инструментами в виде цилиндров, и определение технических возможностей созданного оборудования при сверлении хрупких листовых материалов различной толщины;
2. Ультразвукового способа обработки многослойных конструкций, выполненных из чередующихся слоев хрупкого и вязкого материалов вращающимися рабочими инструментами в виде полых металлический трубок с внешними цилиндрическими или конусными поверхностями и алмазосодержащим рабочим инструментом в виде цилиндра, и определение технических возможностей созданного оборудования при сверлении хрупких листовых материалов различной толщины.
6.1 Методика ультразвукового сверления, используемое оборудование и материалы
В состав экспериментальной установки для исследований процессов ультразвуковой обработки хрупких твердых материалов входят:
1. Малогабаритная ультразвуковая колебательная система и узел вращения ультразвуковой колебательной системы с токосъемником для передачи электрических колебаний на электроды вращающегося пьезоэлектрического преобразователя;
2. Ручная электрическая дрель модели BUR 102E фирмы Sparky, имеющая плавную регулировку скорости вращения от 0 до 3000 оборотов в минуту, для обеспечения вращения УЗ колебательной системы;
3. Перестраиваемый генератор электрических колебаний ультразвуковой частоты;
4. Различные рабочие инструменты, входящие в комплект экспериментальной установки:
o рабочий инструмент в виде полой металлической трубки, имеющей внешний диаметр 9 мм, а внутренний диаметр - 8 мм;
o рабочий инструмент в виде полой металлической трубки, имеющий внешний и внутренние диаметры 9 и 8 мм, соответственно, и паз вдоль цилиндрической поверхности глубиной 15 мм. Ширина паза 1 мм;
o рабочий инструмент в виде полой трубки с указанными выше параметрами и спиральной канавкой, выполненной на внешней поверхности металлической трубки;
o рабочий инструмент в виде полой металлической трубки, внешняя поверхность которой имеет форму обратного конуса, расширяющегося к торцевой рабочей поверхности с диаметра 7 мм до диаметра, равного 9 мм;
o рабочий инструмент в виде цилиндра диаметром 4 мм, длиной 6,2 мм, выполненный из алмазных зерен, связанных металлическим сплавом. Средний размер алмазных зерен составляет 70...100мкм. Процентное содержание алмаза (по объему) в материале инструмента не превышает 30%. Рабочий инструмент соединяется с ультразвуковой колебательной системой посредством металлического стержня диаметром 3 мм, длиной до 15 мм, припаиваемого к торцевой поверхности концентратора;
5. Абразивная суспензия, состоящая из 30% абразивного порошка (по объему) карбида кремния и 70 % воды. Средний размер зерен абразива равен 70 мкм;
6. Листы натриевого стекла стандартной различной толщины (3,4,5 мм) и многослойные композиции, состоящие из двух и трех слоев стекла толщиной 6 мм, соединенных полимерной эластичной связкой, толщиной 1 мм.
Проведение экспериментов на стекле обусловлено доступностью материала и тем, что параметры обработки всех других материалов нормируются относительно стекла (т.е., зная параметры обработки стекла по существующим тарировочным графикам легко определяются параметры обработки любых материалов).
Для получения сравнительных характеристик эффективности различных вариантов ультразвукового сверления (не вращающимися и вращающимися алмазосодержащими и трубчатыми металлическими инструментами) использовались специально подобранные рабочие инструменты, позволяющие обеспечить одинаковое ультразвуковое воздействие на обрабатываемый материал.
Сравнение рассматриваемых вариантов ультразвукового сверления является достаточно корректным, т.к. использовавшиеся в экспериментах рабочие инструменты имели одинаковую площадь обработки стекла и совершали ультразвуковые колебания на одной частоте с одинаковой амплитудой.
6.2 Ультразвуковое сверление листового материала
Целью проведенных исследований являлось установление функциональных возможностей ультразвуковой обработки стекла вращающимися рабочими инструментами в виде полых металлических трубок и алмазосодержащими рабочими инструментами в виде цилиндров и определение технических возможностей созданного оборудования при сверлении хрупких листовых материалов различной толщины.
Результаты, полученные вращающимся инструментом, сравнивались с параметрами ультразвуковой обработки не вращающимся инструментом.
В таблице 6.1 приведены результаты сверления листов стекла различной толщины при использовании рабочего инструмента в виде полой металлической трубки и абразивной суспензии.
Таблица 6.1 - Результаты ультразвукового сверления листов стекла различной толщины рабочим инструментом в виде металлической трубки с применением абразивной суспензии
| Частота вращения, об/мин |
Производительность сверления листов стекла различной толщины, мм/мин |
Средняя производительность, мм/мин |
| 3 мм |
4 мм |
5мм |
| 0 |
3,2 |
3,0 |
2,8 |
3,0 |
| 300 |
4,9 |
3,3 |
3,0 |
3,7 |
| 1500 |
6,9 |
5,0 |
4,0 |
5,3 |
| 3000 |
7,5 |
6,2 |
5,4 |
6,4 |
Из анализа полученных результатов следует:
1. Скорость сверления стекла вращающимся рабочим инструментом в виде полой металлической трубки с применением абразивной суспензии растет с увеличением частоты вращения рабочего инструмента;
2. За счет придания вращения рабочему инструменту скорость сверления возрастает в 2...3 раза. Среднее значение скорости сверления возросло в 2,2 раза;
3. С увеличением глубины сверления производительность процесса падает.
Вторая серия экспериментов была посвящена исследованию процесса сверления стеклянных листов разной толщины содержащим алмаз рабочим инструментом.
Полученные результаты представлены в таблице 6.2.
Таблица 6.2 - Результаты ультразвукового сверления листов стекла различной толщины алмазосодержащим рабочим инструментом без применения абразивной суспензии
| Частота вращения, об/мин |
Производительность сверления листов стекла различной толщины, мм/мин |
Средняя производительность, мм/мин |
Производительность сверления без УЗ, мм/мин |
| 3 мм |
4 мм |
5 мм |
| 0 |
0 |
0 |
0 |
0 |
0 |
| 300 |
3 |
2,7 |
2,5 |
2,7 |
0,1 |
| 1500 |
9 |
8 |
7,5 |
8,2 |
0,3 |
| 3000 |
12 |
12 |
12 |
12 |
0,5 |
Из анализа полученных результатов следует:
1. Скорость сверления стекла алмазосодержащим рабочим инструментом с водой без применения абразивной суспензии и без наложения УЗ колебаний растет с увеличением частоты вращения рабочего инструмента очень незначительно;
2. За счет придания вращения рабочему инструменту скорость сверления возрастает от 0 до 12 мм/мин, Среднее значение скорости сверления возрастает в 6 раз при увеличении частоты вращения от 300 до 3000 об/мин;
3. С увеличением глубины сверления производительность процесса падает на малых частотах вращения;
4. При частоте вращения рабочего инструмента 3000 об/мин скорость сверления не изменяется при увеличении глубины сверления.
Таким образом, сравнение полученных результатов позволяет сделать следующие выводы:
1. Производительность ультразвукового сверления рабочим инструментом в виде полой металлической трубки с применением абразивной суспензии на малых оборотах вращения превосходит производительность ультразвукового сверления алмазосодержащим инструментом;
2. Производительность ультразвукового сверления двумя анализируемыми способами сравнивается при частоте вращения, приблизительно равной 600 об/мин;
3. При высокой частоте вращения рабочего инструмента разница в производительности двух рассматриваемых способов растет, и скорость сверления алмазосодержащим инструментом превышает в два раза скорость сверления инструментом в виде полой металлической трубки с применением абразивной суспензии.
Следовательно, при выполнении отверстий в хрупких листовых материалах ультразвуковое алмазное сверление является более предпочтительным при обеспечении высокой скорости вращения рабочего инструмента.
6.3 Ультразвуковое сверление многослойных конструкций, состоящих их слоев хрупкого и полимерного пластичного материалов
Целью исследований являлось установление функциональных возможностей ультразвуковой обработки многослойных конструкций, выполненных из чередующихся слоев хрупкого и вязкого материалов (каковыми могут быть бронестекла, многослойные фольгированные текстолиты, многослойные звукоизолирующие плиты и т.п.). Выполнение отверстий осуществлялось вращающимися рабочими инструментами в виде полых металлических трубок с внешней цилиндрической или конусной поверхностями и алмазосодержащими рабочими инструментами в виде цилиндров.
Следует сразу отметить, что применение рассмотренных выше рабочих инструментов в виде полых металлических трубок не обеспечило сверление многослойных конструкций, так как после просверливания первого слоя хрупкого материала инструмент начинал скользить по слою вязкого полимерного материала, практически не углубляясь и не прорезая его. Поэтому, для сверления многослойных конструкций из стеклянных листов, соединенных слоем нетвердеющего полимерного материала использовались трубчатые рабочие инструменты с пазом, выполненным вдоль диаметра рабочего инструмента. Наличие паза обеспечивало быстрое разрезание полимерного слоя и возможность ультразвукового сверления многослойных конструкций.
Результаты, полученные при выполнении отверстий вращающимися инструментами в виде цилиндрической и конусной полых металлических трубок с продольным пазом, сравнивались с параметрами ультразвуковой обработки вращающимися алмазосодержащими инструментами.
В таблице 6.3 приведены результаты сверления листов стекла различной толщины при использовании рабочего инструмента в виде полой металлической трубки и абразивной суспензии, а также при использовании алмазосодержащего инструмента.
Таблица 6.3 - Скорость ультразвукового сверления многослойных стеклянных композиций различной толщины рабочими инструментами в виде цилиндрической и конусной металлической трубки с применением абразивной суспензии и алмазосодержащего инструмента
Частота вращения
инструмента, об/мин |
Скорость сверления многослойных стеклянных конструкций, мм/мин |
| двухслойная (13 мм) |
трехслойная (20 мм) |
| цилиндрический |
конусный |
алмзосодержащий |
цилиндрический |
конусный |
алмзосодержащий |
| 300 |
2,6 |
2,3 |
1,8 |
2,5 |
2,2 |
1,4 |
| 1500 |
4,6 |
3,8 |
7,6 |
4,2 |
2,8 |
4,9 |
| 3000 |
8,2 |
6,1 |
11,5 |
6,5 |
4,8 |
7,0 |
Из полученных результатов следует:
1. Скорость сверления многослойных композиций алмазосодержащим рабочим инструментом с водой без применения абразивной суспензии и цилиндрическими металлическими инструментами с применением абразивной суспензии растет с увеличением частоты вращения рабочего инструмента;
2. За счет придания вращения рабочему алмазосодержащему инструменту скорость сверления возрастает от 0 до 11,5 мм/мин при сверлении двухслойной стеклянной композиции и от 0 до 7 мм/мин при сверлении трехслойной композиции. Среднее значение скорости сверления возрастает в 5...6 раз при увеличении частоты вращения от 300 до 3000 об/мин;
3. За счет придания вращения рабочему цилиндрическому и конусному инструментам скорость сверления возрастает до 6,1....8,2 мм/мин при сверлении двухслойной стеклянной композиции и до 4,8….6,5 мм/мин при сверлении трехслойной композиции при увеличении частоты вращения от 300 до 3000 об/мин;
4. Производительность ультразвукового сверления рабочими инструментами в виде полых цилиндрических и конусных металлических трубок с применением абразивной суспензии на малых частотах вращения превосходит производительность ультразвукового сверления алмазосодержащим инструментом;
5. Производительность ультразвукового сверления алмазосодержащим инструментом при больших частотах вращения незначительно превосходит производительность ультразвукового сверления рабочим инструментом в виде полых цилиндрической и конусной металлических трубок с применением абразивной суспензии;
6. Производительность ультразвукового сверления алмазосодержащим инструментом сравнивается с производительностью сверления металлическим рабочим инструментом с применением абразивной суспензии при частоте вращения, приблизительно равной 1000 об/мин.
Полученные результаты хорошо согласуются с результатами ультразвукового сверления листовых материалов.Следовательно, при сверлении многослойных изделий из чередующихся хрупких и вязких материалов ультразвуковое алмазное сверление является более предпочтительным при обеспечении высокой скорости вращения рабочего инструмента.
Выбор способа ультразвукового сверления как листовых материалов, так и многослойных конструкций для практического использования в условиях серийного производства определяется исходя из полученных результатов по производительности сверления, а также исходя из стоимости рабочих инструментов и стоимости абразивного материала.
Самые общие оценки эффективности использования рассмотренных способов сверления вращающимися рабочими инструментами свидетельствуют о преимуществах сверления рабочими инструментами в виде металлических полых трубок с применением абразивных суспензий при мелкосерийном производстве и выполнении штучных отверстий.
Это объясняется меньшей общей стоимостью инструмента и абразива по сравнению с алмазосодержащим инструментом и возможностью изготовления рабочего инструмента любого необходимого диаметра.
В серийном специализированном производстве, более высокая производительность алмазного сверления может обеспечить его большую эффективность. Таким образом, проведенные экспериментальные исследования ультразвукового способа при сверлении листов стекла и многослойных конструкций различной толщины рабочими инструментами в виде полых цилиндрических трубок с применением абразивной суспензии и рабочими алмазосодержащими инструментами позволили установить следующее:
1. Обеспечение вращения рабочего инструмента повышает производительность сверления не менее чем в 3 раза, для металлических инструментов и не менее чем в 5 раз, при использовании алмазосодержащих инструментов;
2. Повышение частоты вращения рабочего инструмента от 0 до 3000 об/мин приводит к росту производительности сверления до 7 мм/мин для трубчатого инструмента и до 12 мм/мин при использовании алмазосодержащего инструмента;
3. Ультразвуковое сверление с применением трубчатых металлических рабочих инструментов является более эффективным при частоте вращения рабочего инструмента до 600…1000 об/мин, а при частоте вращения от 1000 об/мин до 3000 об/мин более эффективным становится ультразвуковое сверление алмазосодержащим инструментом.
7. Конструкции специализированных ультразвуковых станков
Выработка общих требований к ультразвуковым станкам для размерной обработки на основании анализа потребностей современных высокотехнологичных производств и индивидуальных потребителей, исследование внешних влияний на параметры электронных блоков ультразвуковых генераторов, устранение этих влияний путем решения проблем автоматической подстройки параметров генераторов, а также разработка ультразвуковых колебательных систем и специализированных рабочих инструментов позволили предложить разработать и изготовить серию ультразвуковых станков.
Проведенные экспериментальные исследования функциональных возможностей различных вариантов ультразвукового сверления, анализ возможных областей применения, выработка общих требований к осуществлению процессов ультразвуковой обработки материалов позволили применить разработанные специализированные ультразвуковые станки в производственных условиях.
7.1 Ультразвуковой станок для индивидуального потребителя и мелкосерийных производителей
Для индивидуального потребителя и мелкосерийных производителей ювелирных изделий, украшений и сувениров из поделочных, камнецветных, полудрагоценных и драгоценных камней и минералов, выполняющих штучные отверстия и пазы в камнях для крепления, и осуществляющих ручную гравировку путем выполнения неглубоких матовых линий узоров, разработан малогабаритный ультразвуковой станок низкой стоимости, способный обеспечить выполнение сквозных и глухих отверстий диаметром от 0,4 до 5 мм глубиной до 20 мм с производительностью (по стеклу) не менее 5 мм/мин.
Внешний вид электронного блока созданного станка показан на рисунке 7.1.
Функционально станок состоит из двух блоков – генератора электрических колебаний ультразвуковой частоты (электронного блока) и колебательной системы. Электронный блок ультразвукового станка содержит генератор электрических колебаний, выполненный по схеме с независимым возбуждением и автоматической подстройкой частоты по принципиальной схеме, показанной на рисунке 4.2.

Рисунок 7.1 - Внешний вид электронного блока ультразвукового станка для индивидуального потребителя и мелкосерийных производителей
Корпус электронного блока имеет форму параллелепипеда со скругленными углами. Панель управления электронного блока имеет скругленные края и на ней размещены: клавиша «СЕТЬ» включения сетевого питания, индикатор включения сетевого питания, ручка регулятора «НАСТРОЙКА», светодиодный индикатор настройки, кнопки регулятора времени работы «ВРЕМЯ», обеспечивающие включение станка на заданное время. На передней панели электронного блока расположен выходной электрический разъем для подключения колебательной системы.
Ультразвуковой станок укомплектован шнуром со стандартной сетевой вилкой для подключения к сети переменного тока напряжением 220 В. Аппарат не требует заземления и может использоваться в различных помещениях, в том числе и в домашних условиях при соблюдении правил техники безопасности.
Колебательная система малогабаритного ультразвукового станка выполнена по полуволновой схеме, размещена в пластмассовом корпусе, имеет вид, показанный на рисунке 5.8, и снабжена рабочими инструментами, показанными на рисунке 5.13.
Разработанный и изготовленный ультразвуковой станок характеризуется следующими техническими характеристиками.
Технические характеристики
| Мощность, потребляемая от сети, Вт |
50±5 |
| Напряжение питания, В |
220±22 |
| Частота питающей сети, Гц |
50 |
| Рабочая частота аппарата, кГц |
22±1,65 |
| Амплитуда колебаний рабочего инструмента, мкм, не менее |
50 |
| Диаметр выполняемых отверстий, мм |
0,4...5 |
| Толщина обрабатываемых изделий, мм, не более |
20 |
| Производительность сверления (по стеклу), мм/мин, неменее |
5 |
| Время непрерывной работы, мин, не более |
40 |
| Габаритные размеры: |
| генератора, мм, не более |
160х100х95 |
| колебательной системы, мм, не более |
130х50 |
| Масса аппарата, кг, не более |
3 |
Разработанный станок при перечисленных технических параметрах и выполнении отверстий в стеклянных листах толщиной 5 мм характеризуется энергоемкостью процесса, равной 3 Дж/мм3
, что не превышает энергоемкости традиционного сверления металлов на стандартных металлообрабатывающих станках. Разработанные ультразвуковые станки в течение нескольких лет успешно эксплуатируются на ряде предприятий страны при производстве изделий из поделочных и драгоценных камней. В частности, на предприятиях «Литос» (г. Бийск), «Галт» при НПК «Алтай» (г.Бийск), Камчатской геологоразведочной партии (г. Петропавловск-Камчатский) для выполнения отверстий в изделиях различной формы при производстве бус. Успешной обработке при производстве бус подвергаются изделия из мрамора, порфира, яшмы, изумруда и аналогичных материалов.
7.2 Ультразвуковой станок для малых предприятий с разовым выполнением отверстий
Для мелкосерийных производств и малых предприятий, деятельность которых связана с изготовлением и использованием изделий из стекла, зеркал, обработкой стеклянных листов, а также при выполнении отверстий малого диаметра в стекле, мраморе, отделочных плитках, стеклах автомобилей, при решении задач выполнения сквозных и глухих отверстий (по месту) диаметром от 1 до 15 мм разработан малогабаритный переносной ультразвуковой станок с ручным механическим узлом и комплектом сменных рабочих инструментов, показанный на рисунке 7.2.

Рисунок 7.2 - Внешний вид ультразвукового станка для малых предприятий
Функционально станок состоит также из двух блоков – электронного генератора и колебательной системы. Электронный блок ультразвукового станка содержит генератор электрических колебаний, выполненный по схеме с независимым возбуждением и автоматической подстройкой частоты (показанный на рисунке 4.3). Корпус электронного блока имеет форму параллелепипеда со скругленными углами и выполнен из алюминиевого сплава. Панель управления электронного блока имеет скругленные края и на ней размещены: клавиша «СЕТЬ» включения сетевого питания, индикатор включения сетевого питания, клавиша «РАБОТА» включения генератора, ручка регулятора «НАСТРОЙКА», светодиодный индикатор настройки. На задней панели электронного блока размещён выходной электрический разъем для подключения колебательной системы.
Колебательная система малогабаритного ультразвукового станка выполнена по полуволновой схеме, размещена в металлическом корпусе. При выполнении отверстий в штучных изделиях колебательная система крепится на специальном штативе. При необходимости выполнения отверстий в крупногабаритных изделиях, листах, по месту их расположения колебательная система снимается со штатива и переносится в место выполнения отверстий. Разработанный и изготовленный ультразвуковой станок имеет следующие технические характеристики.
Технические характеристики
| Мощность, потребляемая от сети, Вт |
100±5 |
| Напряжение питания, В |
220±22 |
| Частота питающей сети, Гц |
50 |
| Рабочая частота аппарата, кГц |
22±1,65 |
| Амплитуда колебаний рабочего инструмента, мкм, не менее |
50 |
| Диаметр выполняемых отверстий, мм |
1...15 |
| Толщина обрабатываемых изделий, мм, не более |
20 |
| Производительность сверления (по стеклу), мм/мин, неменее |
3...5 |
| Время непрерывной работы, мин, не более |
60 |
| Габаритные размеры: |
| генератора, мм, не более |
260х200х95 |
| колебательной системы, мм, не более |
150х50 |
| Масса аппарата, кг, не более |
7 |
Рассматриваемый станок предназначен для эксплуатации в следующем временном режиме: 1 час работы, 15 минут охлаждение с последующим повторением цикла в течение 8 часов.
Разработанный станок при перечисленных технических параметрах и выполнении отверстий в стеклянных листах толщиной 3…10 мм характеризуется энергоемкостью процесса, не превышающей 1…10 Дж/мм3
, что приблизительно соответствует энергоемкости традиционного сверления металлов на стандартных металлообрабатывающих станках. Станки, обеспечивающие выполнение отверстий диаметром до 15 мм успешно эксплуатируются на Бийском машиностроительном заводе при производстве и ремонте стекол автомобилей, на предприятии «Жизель» (г. Бийск) при производстве торгового оборудования из стекла, на предприятии «Вакрус» (г. Новосибирск) при производстве мебели, зеркал, производстве отделочных зеркальных панелей.
7.3 Ультразвуковой специализированный станок для малых предприятий с мелкосерийным производством
Для малых предприятий с мелкосерийным производством, связанных с производством мебели, обработкой стекла, разрезкой деталей из керамических материалов, выполнением рисунков не профилированным и профилированным инструментом, вырезкой заготовок для полупроводниковых приборов, кварцевых резонаторов, фильтров, обработкой ферритов под крепежные болты и электрические обмотки, изготовлением памятных значков и сувениров, выполнением подложек интегральных гибридных микросхем, изготовлением волок, обработкой технических камней (опоры, подпятники) из рубина, лейкосапфира и агата предложен и разработан высокоэффективный малоэнергоемкий станок для ручного использования и применения в составе стандартных стационарных сверлильных и фрезерных станков.
Созданный станок обеспечивает выполнение сквозных и глухих отверстий диаметром до 25 мм и пазов длиной до 20...25 мм с производительностью не менее 2...3 мм/мин, на глубину не менее 10 мм. Номинальная электрическая мощность генератора, потребляемая от сети, не должна превышать 150 Вт.
Станок предназначен для надежной работы в течение рабочей смены (8 часов) без перерывов и имеет надежные системы защиты электронных схем и человека при возникновении не регламентных режимов работы. Для комплектации станка используется большое количество различных рабочих инструментов. Внешний вид электронного блока станка показан на рисунке 7.3. Внешний вид ультразвуковой колебательной системы с комплектом рабочих инструментов для выполнения круглых отверстий показан на рисунке 7.4.
Функционально ультразвуковой станок также состоит из двух блоков – электронного (генератора электрических колебаний) и колебательной системы. Электронный блок ультразвукового станка содержит генератор электрических колебаний, выполненный по схеме с независимым возбуждением и автоматической подстройкой частоты, показанной на рисунках 4.2 и 4.3. Корпус электронного блока выполнен из стали. Панель управления электронного блока имеет скругленные края и на ней размещены: клавиша «СЕТЬ» включения сетевого питания, индикатор включения сетевого питания, клавиша «РАБОТА» включения генератора, ручка регулятора «НАСТРОЙКА», светодиодный индикатор настройки.

Рисунок 7.3 - Ультразвуковой специализированный станок для малых предприятий с мелкосерийным производством
На задней панели электронного блока расположен выходной электрический разъем для подключения колебательной системы. Колебательная система малогабаритного ультразвукового станка выполнена по полуволновой схеме, размещена в пластмассовом корпусе.
Разработанный и изготовленный ультразвуковой станок имеет следующие технические характеристики.

Рисунок 7.4 - Внешний вид ультразвуковой колебательной системы с комплектом рабочих инструментов для выполнения круглых отверстий
Технические характеристики
| Мощность, потребляемая от сети, Вт |
150±5 |
| Напряжение питания, В |
220±22 |
| Частота питающей сети, Гц |
50 |
| Рабочая частота аппарата, кГц |
22±1,65 |
| Амплитуда колебаний рабочего инструмента, мкм, не менее |
50 |
| Диаметр выполняемых отверстий, мм |
1...25 |
| Толщина обрабатываемых изделий, мм, не более |
20 |
| Производительность сверления (по стеклу), мм/мин, неменее |
3...5 |
| Время непрерывной работы, мин, не менее |
480 |
| Габаритные размеры: |
| генератора, мм, не более |
300х180х140 |
| колебательной системы, мм, не более |
150х70 |
| Масса аппарата, кг, не более |
10 |
Созданный станок предназначен для непрерывной эксплуатации в течение не менее 8 часов. Разработанный станок при перечисленных технических параметрах и выполнении отверстий в стеклянных листах толщиной 3…10 мм характеризуется энергоемкостью процесса, не превышающей 1…10 Дж/мм3
, что также удовлетворяет сформулированным ранее требованиям по энергоемкости процесса. Станки, обеспечивающие выполнение отверстий диаметром до 25 мм успешно эксплуатируются на предприятии «Отражение» (г. Новосибирск) при производстве торгового оборудования из стекла, на предприятии «Тюменьмебель» (г. Тюмень) при производстве мебели, зеркал, производстве отделочных зеркальных панелей.
7.4 Ультразвуковой специализированный станок для серийного производства
Для серийного производства изделий из стекла, керамических отделочных плит, гравирования объемных рисунков на твердых хрупких материалах, вырезания дисков среднего диаметра из кремния и германия, вырезания заготовок для производства линз, изготовления матриц небольших размеров, пресс-форм для производства мелких деталей из пластмасс, разрезки деталей групповым инструментом разработан стационарный ультразвуковой станок, обеспечивающий выполнение отверстий диаметром до 40...60 мм на глубину до 15....20 мм и производительностью не менее 1...2 мм/мин.
Внешний вид такого станка представлен на рисунке 7.5. Станок предназначен для надежной работы в течение рабочей смены (8 часов) без перерывов и имеет надежные системы защиты электронных схем и человека при возникновении нерегламентных режимов работы.
Станок укомплектован тремя различными колебательными системами: двумя колебательными системами, выполненными по двух полуволновым схемам и предназначенными для выполнения отверстий диаметром 25….60 мм (одна для стационарного крепления в патроне обрабатывающего станка, вторая для ручного выполнения отверстий), и одной колебательной системой для выполнения отверстий диаметром до 25 мм. Колебательная система для выполнения отверстий диаметром до 25 мм выполнена по полуволновой схеме, размещена в металлическом корпусе и имеет стандартный хвостовик для крепления в патронах стандартных обрабатывающих станков.
При необходимости выполнения отверстий в изделиях без их перемещения на рабочий стол стандартного сверлильного или фрезерного станка малая колебательная система может использоваться в качестве ручной. При большом объёме таких работ станок дополнительно комплектуется (по отдельному заказу) малогабаритной колебательной системой в пластмассовом корпусе, показанной на рисунке 5.8.

Рисунок 7.5 - Внешний вид ультразвукового специализированного станка для серийного производства
Разработанный и изготовленный ультразвуковой станок характеризуется следующими техническими характеристиками.
Технические характеристики
| Мощность, потребляемая от сети, Вт |
250±5 |
| Напряжение питания, В |
220±22 |
| Частота питающей сети, Гц |
50 |
| Рабочая частота аппарата, кГц |
22±1,65 |
| Амплитуда колебаний рабочего инструмента, мкм, не менее |
50 |
| Диаметр выполняемых отверстий, мм |
1...60 |
| Толщина обрабатываемых изделий, мм, не более |
20 |
| Производительность сверления (по стеклу), мм/мин, неменее |
2...3 |
| Время непрерывной работы, мин, не менее |
480 |
| Габаритные размеры: |
| генератора, мм, не более |
300х180х140 |
| колебательной системы для выполнения |
| отверстий диаметром более 25 мм, мм, не более |
250х90 |
| колебательной системы для выполнения |
| отверстий диаметром до 25 мм, мм, не более |
160x70 |
| Масса аппарата, кг, не более |
20 |
Созданный станок предназначен для непрерывной эксплуатации в течение не менее 8 часов. Станок, при перечисленных технических параметрах и выполнении отверстий в стеклянных листах толщиной 3…10 мм характеризуется очень малой энергоемкостью процесса, не превышающей 2…10 Дж/мм3, что значительно меньше энергоемкости сверлильных станков при выполнении аналогичных по диаметру отверстий в металлах.
Такой ультразвуковой станок в течение нескольких лет успешно эксплуатируется на ряде предприятий страны (предприятие «Бартко» г. Новосибирска, предприятие «Отражение» г. Новосибирска, предприятии «Ультразвук» г. Бийска) в производстве мебели при изготовлении стеклянных и зеркальных створок мебельных гарнитуров. Крепление створок в таких гарнитурах осуществляется с помощью специальных шарниров. Для крепления таких шарниров в листах стекла выполняются отверстия диаметром 26, 32 или 36 мм, в зависимости от типоразмера используемого шарнира. Для избежания сколов при выходе рабочего инструмента из отверстия диаметром более 25 мм выполняются прошивкой с двух сторон.
7.5 Ультразвуковой станок для специализированного производства
Для серийного специализированного производства изделий из стекла, зеркал, мраморных и керамических плит и т.п., где необходимо выполнять в твердых хрупких материалах сквозные отверстия диаметром до 120 мм на глубину до 10...15 мм с производительностью не менее 1 мм/мин. Разработан специализированный ультразвуковой станок, внешний вид электронного блока которого показан на рисунке 7.6.
Станок предназначен для надежной работы в течение рабочей смены (8 часов) без перерывов и имеет надежные системы защиты электронных схем и человека.
Станок укомплектован следующими колебательными системами:
- колебательной системой для выполнения отверстий диаметром 25….60 мм;

Рисунок 7.6 - Внешний вид электронного блока ультразвукового станка для специализированного производства
- колебательной системой для выполнения отверстий диаметром до 25 мм. Колебательная система для выполнения отверстий диаметром до 25 мм выполнена по полуволновой схеме, размещена в металлическом корпусе и имеет стандартный хвостовик для крепления в патронах обрабатывающих станков;
- набором сменных концентраторов необходимого диаметра (показаны на рисунке 5.18.) для выполнения отверстий диаметром более 60 мм до 120 мм.
Разработанный и изготовленный ультразвуковой станок обладает следующими техническими характеристиками.
Технические характеристики
| Мощность, потребляемая от сети, Вт |
400±5 |
| Напряжение питания, В |
220±22 |
| Частота питающей сети, Гц |
50 |
| Рабочая частота аппарата, кГц |
22±1,65 |
| Амплитуда колебаний рабочего инструмента, мкм, не менее |
20 |
| Диаметр выполняемых отверстий, мм |
1...120 |
| Толщина обрабатываемых изделий, мм, не более |
10...20 |
| Производительность сверления (по стеклу), мм/мин, неменее |
1...5 |
| Время непрерывной работы, мин, не менее |
480 |
| Габаритные размеры: |
| генератора, мм, не более |
400х250х160 |
| колебательной системы для выполнения |
| отверстий диаметром 60...120 мм, мм, не более |
250х120 |
| колебательной системы для выполнения |
| отверстий диаметром более 25 мм, мм, не более |
250x90 |
| колебательной системы для выполнения |
| отверстий диаметром до 25 мм, мм, не более |
160x70 |
| Масса аппарата, кг, не более |
20 |
Разработанный станок при перечисленных технических параметрах и выполнении отверстий в стеклянных листах толщиной 3…10 мм характеризуется очень малой энергоемкостью процесса, не превышающей 3…10 Дж/мм3
. Это значительно меньше энергоемкости фрезерных станков при выполнении аналогичных по диаметру отверстий в металлах.
Ультразвуковой станок для выполнения отверстий диаметром до 120 мм эксплуатируется в серийном производстве на предприятии «Отражение» г. Новосибирска для выполнения отверстий в зеркальных плитах для крепления светильников и потолочных зеркалах для крепления люстр. В мелкосерийном производстве подобные станки используются для разового выполнения отверстий в стекле, например, для крепления оконных вентиляторов.
7.6 Ультразвуковой станок для крупносерийного производства
Для серийного производства с большим объемом обрабатываемых изделий из твердых хрупких материалов и особо твердых сталей и сплавов возникает необходимость в выполнении сквозных и глухих отверстий диаметром до 5...25 мм и глубиной 40...100 мм с повышенной производительностью - не менее 5 мм/мин, или же для производств, где необходимо выполнять отверстия в слоистых конструкциях из чередующихся слоев хрупких и пластичных материалов (бронестекло, многослойный стеклотекстолит, многослойный фольгированный фторопласт и аналогичные конструкции), разработаны и применены ультразвуковые станки с вращающимся инструментом для абразивной обработки и алмазосодержащие инструменты для безабразивной обработки.
Внешний вид разработанного станка в комплекте с узлом вращения ультразвуковой колебательной системы показан на рисунке 7.7.Функционально ультразвуковой станок, как и все предыдущие, также состоит из двух блоков – электронного генератора и колебательной системы.
Электронный блок ультразвукового станка содержит генератор электрических колебаний, выполненный по принципиальной электрической схеме с независимым возбуждением и автоматической подстройкой частоты, показанной на рисунках 4.2 и 4.3. Корпус электронного блока выполнен стальным. Панель управления электронного блока имеет скругленные края и на ней размещены: клавиша включения сетевого питания «СЕТЬ», индикатор включения сетевого питания, клавиша включения генератора «РАБОТА», ручка регулятора «НАСТРОЙКА», стрелочный индикатор настройки.
На задней панели электронного блока расположен выходной электрический разъем для подключения колебательной системы.
Колебательная система ультразвукового станка выполнена по полуволновой схеме и размещена в узле вращения, рассмотренном ранее.

Рисунок 7.7 - Ультразвуковой станок в комплекте с узлом вращения ультразвуковой колебательной системы
Разработанный и изготовленный ультразвуковой станок характеризуется следующими техническими характеристиками.
Технические характеристики
| Мощность, потребляемая от сети, Вт |
250±5 |
| Напряжение питания, В |
220±22 |
| Частота питающей сети, Гц |
50 |
| Рабочая частота аппарата, кГц |
22±1,65 |
| Амплитуда колебаний рабочего инструмента, мкм, не менее |
30 |
| Диаметр выполняемых отверстий, мм |
1...25 |
| Толщина обрабатываемых изделий, мм, не более |
100 |
| Производительность сверления (по стеклу), мм/мин, неменее |
5...10 |
| Время непрерывной работы, мин, не менее |
480 |
| Габаритные размеры: |
| генератора, мм, не более |
300х180х140 |
| колебательной системы, мм, не более |
150x70 |
| Масса аппарата, кг, не более |
10 |
Разработанный станок предназначен для непрерывной эксплуатации в течение не менее 8 часов. Станок при перечисленных технических параметрах и выполнении отверстий в стеклянных листах толщиной 3…10 мм характеризуется энергоемкостью процесса, не превышающей 1…10 Дж/мм3
, что также удовлетворяет сформулированным ранее требованиям по энергоемкости процесса. Наиболее ярким примером успешной эксплуатации рассмотренного станка является выполнение сквозных отверстий диаметром до 25 мм в бронестеклах, состоящих из нескольких слоев (до 6 слоев) стекла толщиной 6 мм, соединенных между собой полимерной нетвердеющей пленкой толщиной 1 мм. Разработка способа сверления таких изделий и создание специализированного станка позволило впервые решить проблемы крепления блоков бронестекла между собой и крепления к ним различных элементов (например, бойниц).
|
