Федеральное агенство по образованию
Министерство образования и науки Российской Федерации
Российский химико-технологический университет им. Д.И. Менделеева
__________________________________________________________________________________
Факультет химической технологии полимеров
Кафедра химической технологии
полимерных композиционных
лакокрасочных материалов и покрытий
Расчетно-пояснительная записка
к курсовому проекту на тему:
«Цех по производству
алкидного полуфабрикатного лака
марки «смола 336»
производительностью 6000 тонн в год»
Заведующий кафедрой д.х.н. профессор Г.М. Цейтлин
Руководитель проекта к.х.н. доцент Н.А. Апанович
Студентка группы П-55 Горбанович А.А.
Москва 2009
Содержание
Содержание. - 2 -
Введение. - 4 -
1. Технико-экономическое обоснование. - 5 -
1.1. Обоснование необходимости производства продукции проектируемого цеха- 5 -
1.2. Обоснование проектной мощности цеха. - 6 -
1.3 Обеспечение цеха сырьем, электроэнергией и топливом. - 6 -
2. Научные основы технологии. - 7 -
2.1. Характеристика олигоэфиров для полиуретанов. - 7 -
2.2.Модифицирование олигоэфиров (алкиды)- 8 -
2.3. Химические основы синтеза алкидов. - 11 -
2.4. Технологические способы получения алкидных олигомеров. - 17 -
2.5. Процессы пленкообразования лакокрасочных материалов на основе алкидных олигомеров. - 18 -
3. Технологическая часть. - 20 -
3.1. Характеристика готового продукта. - 20 -
3.2 Характеристика исходного сырья и материалов. - 20 -
3.3. Стадии технологического процесса. - 24 -
3.3.1. Прием и подготовка сырья;- 24 -
3.3.2. Синтез основы олигомера;- 24 -
3.3.3. Растворение основы олигомера и стандартизация;- 24 -
3.3.4. Фильтрация. - 24 -
3.3.5. Перекачивание в цех-потребитель.- 24 -
3.4. Обоснование аппаратурного оформления технологического процесса. - 25 -
3.5. Описание аппаратурно-технологической схемы.. - 25 -
3.6.Технологический расчет оборудования. - 26 -
3.6.1. Материальный баланс на 1тонну готовой продукции. - 26 -
3.6.2. Расходные нормы сырья. Потребность цеха в сырье. - 28 -
3.6.3. Нормы технологического режима. - 29 -
3.6.4. Контроль производства. - 30 -
3.6.5. Контрольно-измерительные приборы и средства автоматизации. - 34 -
3.6.6. Расчет количества основных аппаратов и вспомогательного оборудования- 35 -
Реклама

3.6.7. Тепловой расчет оборудования. - 36 -
3.6.8. Механический расчет оборудования. - 42 -
4. Охрана труда и техника безопасности. - 44 -
4.1. Возможные неполадки в работе и способы их ликвидации. - 44 -
4.2. Взрывопожарная и пожарная опасность, санитарные характеристики производственных зданий, помещений и наружных установок. - 44 -
4.3. Пожаро-взрывоопасные и токсичные свойства сырья, полуфабрикатов, готовой продукции и отходов производства. - 45 -
4.4. Характеристика опасностей, имеющихся в производстве и особые требования безопасности производства. - 47 -
4.5. Индивидуальные средства защиты, применяемые при изготовлении смол и лаков. - 48 -
4.6. Аварийное состояние производства, способы его предупреждения и устранения. - 49 -
4.7. Условия проведения и последовательность операций, обеспечивающих безопасность и соблюдение технологического режима. - 50 -
4.7.1. Основные правила плановой остановки производства:- 50 -
4.7.2. Основные правила аварийной остановки производства. - 51 -
4.7.3. Основные правила пуска оборудования в эксплуатацию после его остановки на ремонт. - 52 -
4.7.4. Правила пуска и установки производства в зимнее время. - 52 -
4.7.5. Основные правила приемки, складирования, хранения и перевозки сырья, материалов, полупродуктов и готовой продукции. - 53 -
4.7.6. Контроль воздуха на содержание в нем токсичных и пожаро-взывоопасных концентраций веществ.- 53 -
4.8. Перечень обязательных инструкций. - 53 -
5. Защита окружающей среды.. - 54 -
5.1 Твердые и жидкие отходы.. - 54 -
5.2. Сточные воды.. - 55 -
5.3. Выбросы в атмосферу. - 55 -
6. Список использованной литературы.. - 57 -
Введение
Промышленное производство алкидных смол началось в середине 30-х годов ХХ века и в настоящее время составляет более половины выпуска всех видов конденсационных смол. Несмотря на систематическое расширение ассортимента синтетических лаковых смол, алкидные смолы продолжают играть значительную роль в отечественной и зарубежной лакокрасочной промышленности. Они составляют более 60% всех выпускаемых синтетических смол.
Такая распространенность алкидов объясняется возможностью широко варьировать пленкообразующие свойства этих материалов при использовании различных исходных компонентов, путем модифицирования алкидных смол или получением композиции алкидов с другими пленкообразующими веществами. Модификаторами для композиции служат вещества, вступающие в реакцию с алкидами, например стирол, фенолы, формальдегид, изоцианаты, силиконовые и эпоксидные смолы, а также нереакционноспособные вещества, например нитрат целлюлозы, аминные смолы, хлорпарафины и хлоркаучуки. Не менее важным обстоятельством, обусловившими широкое применение алкидов, являются сравнительная дешевизна сырья для их синтеза, а также простота их получения и применения.
Реклама

Модифицированные олигоэфиры являются наиболее распространенным типом пленкообразующих веществ, применяемых в лакокрасочной промышленности. Это обусловлено сочетанием комплекса ценных свойств покрытий на основе этих олигомеров с наличием обширной и разнообразной сырьевой базы для их получения. При производстве модифицированных олигоэфиров наиболее полно реализуются условия широкого и направленного варьирования свойств лакокрасочных материалов. На основе модифицированных олигоэфиров получают эластичные атмосферостойкие покрытия с высокой механической стойкостью, способные в большинстве случаев отверждаться на воздухе. Благодаря хорошим технологическим свойствам и высокому качеству покрытий эти материалы составляют значительную долю всей синтетической лакокрасочной продукции.
Доступность и дешевизна сырья, сравнительная простота изготовления алкидных смол и применение их в составе лакокрасочных материалов, а также возможность значительного изменения пленкообразующих свойств в результате химической и физической модификации обусловили распространение этих смол почти во всех отраслях промышленности [5, с. 3-4].
1. Технико-экономическое обоснование
1.1. Обоснование необходимости производства продукции проектируемого цеха
Несмотря на бурное развитие в последние годы производства и потребления прогрессивных водоразбавляемых ЛКМ, а также достигнутые успехи в производстве красок на основе синтетических пленкообразователей (акриловых, перхлорвиниловых, эпоксидных, полиуретановых и др.), основой производства ЛКМ в нашей стране по-прежнему являются алкидные связующие, а на рынке лакокрасочной продукции преобладают ЛКМ на их основе. По оценкам специалистов, алкидные материалы составляют, включая масляные краски, не менее 60% общего потребления.
Значительно большее распространение в мировой лакокрасочной практике получила модификация алкидных связующих полиуретанами, осуществляемая в процессе синтеза уралкидов, которые используются в качестве плёнкообразующего в рецептурах паркетных лаков.
Лаки для защиты поверхности паркета (паркетные лаки) находят самое широкое распространение в практике ремонтно-строительных работ. Ещё сравнительно недавно модным считался дубовый паркет, регулярно натираемый мастикой. Но с появлением современных матовых и полуматовых лаков, сохраняющих рисунок паркета, а также надёжных, водостойких и долговечных полиуретановых лаков, полы с лаковым покрытием применяются почти повсеместно. Одновременно, с появлением на рынке широкой гаммы импортных паркетных лаков резко возросли требования к качеству выпускаемой отечественной продукции аналогичного назначения. Так, в течение долгих лет ассортимент выпускаемых отечественной промышленностью паркетных лаков практически исчерпывался двумя марками – алкидным лаком ПФ-231 и мочевиноформальдегидным с добавкой алкидной смолы лаком МЧ-0163 кислотного отверждения. Несмотря на то, что и в настоящее время эти лаки занимают доминирующее положение на российском рынке, в последние годы начал производиться и появляться на прилавках магазинов более современный ассортимент паркетных лаков - эпоксидноалкидных, уретановоалкидных, водных акриловых, акрилуретановых, одно- и двухупаковочных полиуретановых.
Наиболее дешёвыми являются алкидные лаки (ПФ-231) и лаки кислотного отверждения (МЧ-0163), однако модификация этих лаков эпоксидными (ЭП-2146) и уретановыми (АУ-271) смолами ненамного увеличивает их стоимость при существенном улучшении качества. Легко убедиться также и в том, что одна и та же продукция у различных фирм-продавцов и дилеров крупных заводов значительно, иногда почти в 2 раза отличается но цене. Это обстоятельство надо учитывать при покупке паркетных лаков, проводя маркетинговый поиск.
Наиболее дорогостоящими, правда, и обеспечивающими более высокую долговечность при применении, являются полиуретановые лаки и некоторые виды водных лаков. Хотелось бы подчеркнуть, что российские производители имеют все потенциальные возможности для производства всех видов паркетных лаков на современном техническом уровне. Анализируя данные по ценам на некоторые импортируемые виды паркетных лаков, легко убедиться в том, что по уровню цен продукция зарубежных фирм в 2-4 раза дороже лаков российских производителей, хотя и здесь наблюдается значительный разброс по ценам - от 3,0 до 19,8 у.е. за 1 л. лака.
В целом, прослеживается отмеченная выше общая зависимость цены и качества лака: наиболее дешёвыми и распространёнными являются алкидные и алкидноуретановые лаки, а наиболее дорогостоящими - уретановые и водные акриловые и акрилуретановые.
Правильный выбор паркетного лака зависит главным образом от целевого назначения покрытия и финансовых возможностей заказчика. При проведении ремонтно-строительных работ в жилых помещениях можно рекомендовать использование алкидных лаков типа ПФ-231 или, в случае требования повышенной долговечности, - двухкомпонентных лаков кислотного отверждения (типа МЧ-0163). В последнем случае, правда, надо считаться с токсичностью этого лака при нанесении, используя предписанные меры техники безопасности (респираторы, противогазы и др.). Для проведения работ в общественных зданиях, офисах, административных помещениях и других местах массового скопления людей следует предпочитать применение отечественных и импортных уралкидных лаков. В случае укладки паркета в элитных домах, театрах, музеях, концертных залах, для нанесения покрытий но паркету из редких пород дерева, художественному паркету целесообразно рекомендовать применение уретановых и водных акриловых или акрилуретановых лаков.
1.2. Обоснование проектной мощности цеха
Производительность цеха по производству смолы 336 составляет 6000 тонн в год. Это количество позволяет полностью обеспечить потребность цеха по производству уралкидов в полном объеме [7].
1.3 Обеспечение цеха сырьем, электроэнергией и топливом
В производстве смолы 336 используется триметилолпропан (этриол), фталевый ангидрид марки А и Б сорт высший, хлопковое масло рафинированное сорт высший, натр едкий технический, ксилол каменноугольный сорт высший, ксилол нефтяной марки А и Б, двуокись углерода. Поставки исходных сырьевых компонентов осуществляется железнодорожным транспортом. Обеспечение цеха электроэнергией осуществляется за счет подключения к сети Мосэнерго.
2. Научные основы технологии
2.1. Характеристика олигоэфиров для полиуретанов
Олигоэфиры для полиуретановых покрытий представляют собой разветвленные продукты с функциональными гидроксильными группами, за счет которых в дальнейшем происходит взаимодействие указанных олигоэфиров с полиизоцианатами, приводящее к образованию полиуретанов.
Олигоэфиры этой группы получают обычно на основе дикарбоновых кислот (или их ангидридов) и смеси двух- и трехатомных спиртов. В рецептуру водят кислотные компоненты – фталевый ангидрид, адипиновую и другие алифатические дикарбоновые кислоты. Из спиртов используют глицерин, гликоли и триметилолпропан [6, с. 122].
Функциональность по гидроксильным группам, молекулярная масса и разветвленность сложных олигоэфиров являются важными параметрами, определяющими степень сшивки, структуру и свойства полиуретанов. Обычно для получения полиуретанов используют слаборазветвленные олигомеры с молекулярной массой 500 – 1500 и содержанием гидроксильных групп 2,3 – 4,6%.
Учитывая особую чувствительность изоцианатов к побочным реакциям, для получения полиуретанов желательно использовать хорошо осушенные олигоэфиры, не содержащие свободных карбоксильных групп и с большой степенью чистоты. Карбоксильные группы и вода вызывают неконтролируемое расходование изоцианатных групп на протекание побочных процессов, что нарушает заданное соотношение NCO:OH. Кроме того, выделяющийся при взаимодействии изоцианатов с водой диоксид углерода приводит к появлению пузырей в пленке. В связи с этим при синтезе олигоэфиров вводятся ограничения по кислотному числу и содержанию воды. Для получения гидроксилсодержащих олигоэфиров применяются рецептуры с избытком спиртовых компонентов.
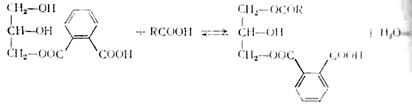
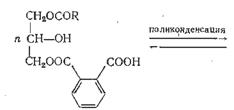
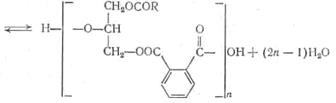
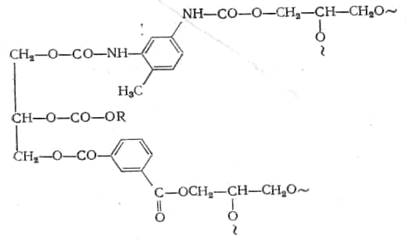
Для получения уралкидов используют низкомолекулярные модифицированные маслами алкиды с высоким содержанием гидроксильных групп. Алкид получают по глицеридному методу, по возможности избегая применения на стадии алкоголиза катализаторов, которые могут в дальнейшем ускорять побочные реакции изоцианатных групп. Полученный гидроксилсодержащий алкидный олигомер обрабатывают изоцианатом. Процесс ведут при небольшом избытке гидроксильных групп, вследствие чего конечный продукт реакции практически не содержит свободных изоцианатных групп. В состав молекулы уралкида, таким образом, входят как сложноэфирные, так и уретановые группы[6, с. 322]:
2.2.Модифицирование олигоэфиров (алкиды)
Алкиды представляют собой сравнительно высоковязкие продукты поликонденсации многоосновных кислот, многоатомных спиртов и жирных кислот растительных масел. Для производства Алкидов используются как растительные масла, представляющие собой эфиры жирных кислот и глицерина, так и свободные жирные кислоты (СЖК). Помимо жирных кислот растительных масел одноосновными кислотами могут служить канифоль, жирные кислоты талового масла (ЖКТМ), высшие изомерные карбоновые кислот, а также бензойные кислоты.
Как и при получении немодифицированных олигоэфиров, основная полимерная цепь алкидов образуется за счет поликонденсации многоатомных спиртов с полиосновными кислотами. Для этой цели используют такие спирты, как глицерин НОСН2
—СН(ОН)СН2
ОН, триметилолэтан СН3С(СН2ОН)3, триметилолпропан С2
Н5
С(СН2
0Н)3
, пентаэритрит С(СН2
ОН)4
и кислоты (или их ангидриды): ангидрид о-фталевой кислоты (фталевый ангидрид) С6
Н4
(СО)2
0, тримеллитовый ангидрид, адипиновая НООС(СН2
)4
СООН, себациновая НООС(СН2
)8
СООН кислоты и др.
Наиболее часто при синтезе алкидов используют глицерин, пентаэритрит, а также этриол в сочетании с фталевым ангидридом. Такие алкиды называют соответственно глифталями, пентафталями и этрифталями.
Модификация достигается в основном за счет использования кислотных модификаторов, представляющих собой различные монокарбоновые кислоты и их производные: растительные масла (или их жирные кислоты), синтетические жирные кислоты с линейной или α-разветвленной цепью, канифоль, ароматические монокарбоновые кислоты, талловое масло.
Модификация такого типа является наиболее распространенной. В последнее время наметилась и тенденция модификации алкидов за счет изменения структуры их спиртового фрагмента, которая осуществляется введением в рецептуру алкида α -оксидов, оксалей и др.
Растительные масла представляют собой смешанные триглицериды карбоновых кислот:
 , ,
где R', R", R"' — алифатические радикалы с прямой цепью ненасыщенных и насыщенных жирных кислот общей формулы СnН2n-х, в которых n=15—17; х = 0; 2; 4; 6.
К таким маслам относятся в первую очередь тунговое, льняное, подсолнечное, соевое, хлопковое. Применяемое иногда касторовое масло содержит в своем составе гидроксикислоту С17
Н32
(ОН)СООН с одной двойной связью. Жирные кислоты растительных масел используют и в свободном виде.
Синтетические жирные кислоты с линейной цепью — предельные одноосновные карбоновые кислоты, получающиеся путем окисления парафинов. Они представляют собой смесь кислот с различным числом атомов углерода. Промышленность выпускает их в виде фракций, например С10
—С13
, С10
—С16
. В промышленности синтетические жирные кислоты этого типа принято называть сокращенным термином СЖК.
Синтетические жирные кислоты с α-разветвленной цепью – высшие изомерные карбоновые кислоты (ВИКК), представляющие собой смесь α- и α,α-разветвленных предельных одноосновных карбоновых кислот С9
—С17
. Их можно получать инициируемой пероксидами теломеризацией этилена или других олефинов при участии кислот. Образование α-разветвленных кислот по этому методу обусловлено перегруппировкой радикалов с 1,5-миграцией водорода по схеме:
Канифоль — смесь изомерных одноосновных кислот терпенового ряда с общей формулой С19
Н29
СООН.
Талловое масло — побочный продукт сульфатно-целлюлозного производства. Вязкая жидкость от темно-красного до темно-бурого цвета с неприятным запахом. По химическому составу талловое масло — смесь одноосновных кислот терпенового ряда и одноосновных жирных кислот с нейтральными веществами и продуктами окисления. Оно не имеет устойчивых физико-химических констант, что обусловлено его непостоянным составом. Состав таллового масла зависит от вида и сорта перерабатываемой древесины, условий произрастания дерева, времени рубки, а также от метода переработки сульфатного мыла. Кислоты терпенового ряда, входящие в состав таллового масла, являются смесью изомеров кислот С19
Н29
СООН, близких по составу к кислотам канифоли. В состав жирных кислот таллового масла входят в основном ненасыщенные и в небольшом количестве насыщенные кислоты с числом углеродных атомов от 14 до 24. Нейтральные (неомыляемые вещества) таллового масла содержат фитостерины, высокомолекулярные алифатические спирты и смолы.
Обычно для модификации алкидных олигомеров используют не само талловое масло, а продукты его дистилляции. Наиболее часто для этой цели используют фракции, полученные при дистилляции (первая фракция не используется).
Вторая фракция — жирные кислоты таллового масла — (ЖКТМ) представляет собой смесь олеиновой и линолевой кислот со степенью чистоты 97—98%.
Третья фракция — дистиллированное талловое масло — (ДТМ) содержит 30% кислот терпенового ряда и 66% жирных кислот.
Четвертая фракция — кислоты терпенового ряда со степенью чистоты 94%.
Наибольшее практическое значение для модификации алкидов имеет вторая фракция ЖКТМ, состав которой по существу близок к жирнокислотному составу высыхающих растительных масел. Третья и четвертая фракции используются при получении алкидов, близких по свойствам к модифицированным канифолью.
Из бензойных кислот для модификации олигоэфнров используются:
Основными из приведенных выше модификаторов являются растительные масла, которые вводятся в состав алкидов в количестве от 30 до 70% (масс).
В зависимости от количества растительных масел, входящих в рецептуру алкида, различают: жирные, средние и тощие алкиды с содержанием жирных кислот соответственно более 45, от 35 до 45 и менее 35% (масс). Наличие в триглицеридах алифатических жирнокислотных остатков с длинной цепью придает алкидам в покрытиях исключительно высокие физико-механические свойства. Двойные связи, содержащиеся в большинстве масел, сообщают олигомерам важное в практическом отношении свойство — способность отверждаться на воздухе за счет окислительной полимеризации, но в то же время повышают склонность покрытий к старению и ухудшают светостойкость.
Применение других приведенных выше модификаторов (СЖК, ВИКК, канифоль, бензойные кислоты) вызвано прежде всего стремлением к экономии растительных масел. Несмотря на то, что ни один из этих модификаторов не содержит в своей структуре активных в реакции окислительной полимеризации двойных связей, при частичной замене масла этими модификаторами еще сохраняется способность алкидов отверждаться на воздухе. Канифоль и бензойные кислоты как самостоятельные модификаторы не применяют из-за высокой хрупкости получаемых продуктов.
Таким образом, варьируя состав модификаторов и их коли¬чество в рецептуре алкида, удается целенаправленно изменять свойства олигомеров в широких пределах. За счет модификации также значительно улучшается растворимость олигомеров в относительно дешевых неполярных углеводородах, что имеет важное значение с экономической точки зрения [6].
2.3. Химические основы синтеза алкидов
Основная полимерная цепь алкидов состоит из регулярно повторяющихся фрагментов полиатомных спиртов и полиосновных кислот. Возможность введения в состав алкидов монофункциональных кислот-модификаторов достигается использованием полиатомных спиртов с функциональностью больше двух (глицерин и пентаэритрит), за счет которых удается сохранить среднюю функциональность системы, по крайней мере, близкую к двум, несмотря на значительную долю монофункциональных модификаторов.
Так, при взаимодействии глицерина с одним молем кислоты-модификатора (или пентаэритрита — с двумя молями) образуются бифункциональные спирты, участвующие в дальнейшем в поликонденсации, например с фталевым ангидридом, с образованием продуктов линейного строения.
Поэтому, при введении монофункциональных модификаторов не исключается возможность получения олигомерных продуктов с достаточной степенью поликонденсации.
При использовании в качестве модификаторов растительных масел, представляющих собой триглицериды монокарбоновых кислот, не имеющих свободных функциональных групп, их предварительно превращают в спиртовые компоненты, содержащие жирнокислотные остатки, путем переэтерификации (алкоголиза) многоатомными спиртами (глицерином или пен-таэритритом).
Различная химическая природа модификаторов (свободные монокарбоновые кислоты, растительные масла или их смеси) определяет выбор метода синтеза алкидного олигомера.
Существуют следующие методы синтеза алкидов: глицеридный, жирнокислотный и комбинированный.
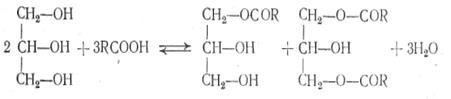
Глицеридный метод используется при получении алкидов, модифицированных маслами. По этому методу процесс проводят в две стадии.
Первая стадия — алкоголиз растительных масел (переэтерификация), в результате которого образуются неполные эфиры полиатомных спиртов, состав которых в первую очередь определяется мольным соотношением масло: многоатомный спирт. Так, например, при мольном соотношении масло: глицерин 1: 1 переэтерификат содержит в основном смесь моно- и диглицеридов:
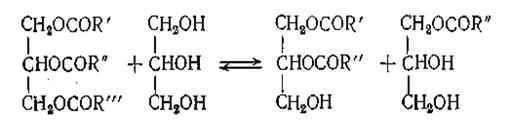
А при соотношении 1:2 — преимущественно моноглицериды:

Аналогичным образом протекает и переэтерификация масла пентаэритритом:
В состав пентафталей в этом случае будут входить фрагменты как четырех-, так и трехатомного спиртов.
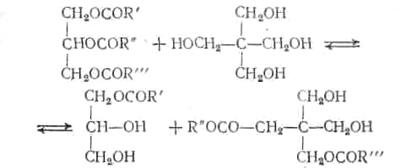
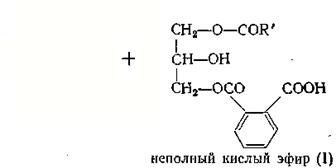
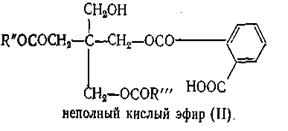
На второй стадии моно- и диглицериды взаимодействуют с фталевым ангидридом с образованием неполных кислых эфиров:
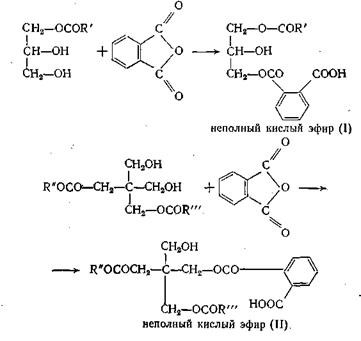
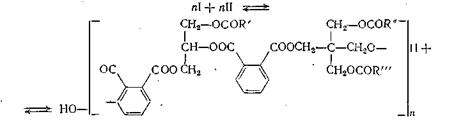
Эти неполные кислые эфиры (I) и (II) сразу же вступают в реакцию поликонденсации:
Переэтерификацию проводят при 210—240 °С в присутствии катализаторов РЬО, Nа2
С03
, СаО. Затем температуру понижают до 180 °С, вводят фталевый ангидрид и ведут процесс при постепенном повышении температуры до 240°С.
Иногда, например в полунепрерывном и непрерывном способах получения алкидов, оказывается целесообразным стадии получения неполных кислых эфиров и полиэтерификации разделять во времени и выполнять как отдельные операции. В этом случае на стадии образования неполных кислых эфиров температура реакционной массы не должна превышать 180 °С.
Для облегчения удаления низкомолекулярного побочного продукта (воды) из реакционной массы на завершающих стадиях реакции поликонденсации возможно применение вакуума. Воду можно также удалять в виде азеотропной смеси с толуолом или ксилолом.
Следует отметить, что приведенная схема образования алкида по глицеридному методу является упрощенной. Вследствие равновесного характера реакции переэтерификации переэтерификат имеет сложный состав: помимо моно- и диглицеридов в нем всегда содержится некоторое количество свободных полиатомных спиртов и триглицерида.
Вследствие этого в реакции поликонденсации помимо моно- и диглицеридов всегда принимают участие и другие компоненты, что значительно усложняет структуру образующегося алкидного олигомера. Существенное влияние на структуру олигомера и его молекулярно-массовое распределение оказывают также протекающие на второй стадии в условиях высокотемпературной равновесной полиэтерификации реакции межцепного обмена (эфиролиз, алкоголиз, ацидолиз).
Среди возможных побочных реакций при синтезе алкидов следует отметить также гомоконденсацию полиатомных спиртов, приводящую к образованию простых полиэфиров, например, полиглицеринов:

Эта реакция протекает при высоких (200°С) температурах, сопровождается выделением воды и катализируется теми же катализаторами, что и основной процесс полиэтерификации. Однако скорость ее на два порядка меньше скорости переэтерификации.
Синтез алкидов с использованием масел, содержащих в своем составе непредельные жирные кислоты, может также осложняться процессом окислительной полимеризации по двойным связям жирнокислотных остатков, что в свою очередь влияет на характеристики образующегося продукта. Относительную долю этого процесса можно уменьшить проведением синтеза в атмосфере инертного газа, не содержащего кислорода. Однако даже в отсутствие кислорода при температурах выше 200°С трудно избежать процессов термической полимеризации жирнокислотных остатков, протекающих в основном по реакциям диенового синтеза.
Жирнокислотный метод используется для получения алкидов, модифицированных свободными кислотами (кислоты растительных масел, СЖК и др.). Процесс проводят в одну или две стадии. При одностадийном способе все компоненты загружают одновременно и процесс ведут при постепенном подъеме температуры от 150 до 210°С.
В силу более высокой реакционной способности фталевого ангидрида в сравнении с кислотами вначале образуются неполные кислые эфиры фталевого ангидрида:

которые при дальнейшем подъеме температуры этерифицируются кислотой и подвергаются поликонденсации:
Двухстадийный процесс осуществляется по двум вариантам. По одному из них вначале в реакционную смесь вводят полиатомный спирт и фталевый ангидрид и после завершения реакции между ними — кислоту-модификатор.
По второму варианту на первой стадии при 200—210 °С проводят реакцию между полиатомным спиртом и монокарбоновыми кислотами, в результате которой получают неполные эфиры полиатомных спиртов:
а на второй стадии при 180—240°С проводят реакцию неполных эфиров с фталевым ангидридом, приводящую в конечном счете к образованию алкидных олигомеров. Процесс на этой стадии идет по той же схеме, что и в случае глицеридного метода.
Следует отметить, что жирнокислотный метод дает возможность получать алкиды более регулярной структуры с хорошо воспроизводимыми характеристиками. Этот метод позволяет также осуществлять синтез алкидов, не содержащих в цепи глицеридных фрагментов.
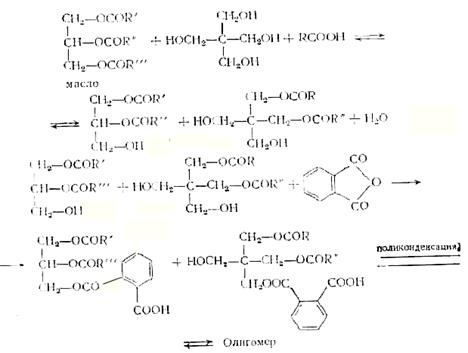
Комбинированный метод включает элементы и глицеридного и жирнокислотного методов. Он используется в том случае, если для модификации алкида применяются растительные масла в сочетании со свободными кислотами (СЖК, канифоль, бензойные кислоты). По этому методу процесс ведут в две стадии, причем на первой стадии проводят одновременно реакции алкоголиза растительного масла многоатомным спиртом и частичную этерификацию гидроксильных групп свободными кислотами; на второй — осуществляют взаимодействие полученных продуктов с фталевым ангидридом и поликонденсацию:
Для контроля реакции алкоголиза растительных масел, при которой концентрация функциональных групп не изменяется, -используют растворимость неполных эфиров полиатомных спиртов в этаноле. Иногда эту реакцию контролируют по электропроводности.
Процессы этерификации и полиэтерификации контролируются по изменению концентрации свободных карбоксильных групп в реакционной массе, которая оценивается кислотным числом. Полиэтерификация помимо кислотного числа контролируется также по изменению вязкости реакционной массы, так как именно этот показатель наиболее полно отражает увеличение молекулярной массы олигомера в процессе синтеза [6].
2.4. Технологические способы получения алкидных олигомеров
Синтез органорастворимых алкидных олигомеров можно вести в расплаве (блочным) или азеотропным способом. При выборе способа проведения конкретного процесса необходимо иметь в виду, что при азеотропном способе синтеза возможно ускорение процессов этерификации и полиэтерификации и замедление процесса полимеризации по двойным связям, а при ведении процесса в расплаве относительная доля реакции полимеризации возрастает [6].
Алкиды в настоящее время получают в основном по периодическим схемам. Выпускная форма алкидов – раствор в органическом растворителе. Алкидные лаки могут быть товарными (готовыми к употреблению) и полуфабрикатными, применяемыми для изготовления алкидных грунтов, эмалей, а также других лакокрасочных материалов. Технологический процесс производства алкидных лаков включает две основные операции: синтез олигомера и его растворение в органическом растворителе [3].
При производстве алкидных олигомеров глицеридным методом по периодической схеме синтез олигомера проводят в реакторе с высокотемпературным обогревом, в который на первой стадии (алкоголиза) загружают масло и полиатомные спирты. Алкоголиз ведут при 240—260 °С в присутствии катализатора (Na2
C03
, РЬО и др.) в токе инертного газа, контролируя процесс по растворимости продукта в спирте. По окончании алкоголиза температуру понижают до 180 °С и в реактор вводят расплавленный фталевый ангидрид. Полиэтерификацию проводят при 210—240 °С в зависимости от способа получения (блочный или азеотропный). В последнем случае в аппарат вводят 2—3% ксилола и соединяют аппарат с конденсатором и разделительным сосудом, в котором собирается отогнанная смесь воды и ксилола и происходит ее расслаивание: нижний слой (вода) отводится из разделительного сосуда через нижний штуцер, а ксилол возвращается в реактор. Растворение олигоэфира в смеси уайт-спирита и ксилола (до заданного сухого остатка) проводят в обогреваемом горизонтальном смесителе, в который он подается самотеком из реактора (после предварительного охлаждения до 180 °С) под слой предварительно загруженного растворителя. Готовый лак очищают на фильтре и отправляют на фасовку [3].
2.5. Процессы пленкообразования лакокрасочных материалов на основе алкидных олигомеров
Процессы пленкообразования алкидов в покрытиях могут происходить как за счет их дальнейшей поликонденсации, так и вследствие окислительной или радикальной полимеризации остатков ненасыщенных жирных кислот-модификаторов. Вклад того или иного механизма определяется химическим составом исходных продуктов, а также условиями отверждения олигоэфиров.
Окислительная полимеризация относительно легко протекает уже при комнатной температуре и может быть в еще большей степени ускорена при добавлении сиккативов.
В присутствии кислорода реакция радикального замещения по α-метиленовым группам жирнокислотных остатков триглицеридов приводит к образованию олигомерных и полимерных продуктов.
Под действием молекулярного кислорода, представляющего собой бирадикал, происходит гомолитический разрыв σС–Н
-связи α-метиленовой группы; образующийся при этом радикал R захватывает вторую молекулу кислорода:
На этом заканчивается собственно реакция радикального замещения Н на О2
. Поскольку продуктом замещения вновь является радикал ROO·, он вступает в последующую реакцию, при которой отщепляется атом водорода от другой α-метиленовой группы, в результате чего образуется гидропероксид и радикал, идентичные исходному:

Таким образом, возникает цепная реакция. Образующийся гидропероксид неустойчив и разлагается гомолитически с образованием радикалов, инициирующих цепь:

Поскольку в ходе реакций происходит накопление свободных радикалов, рассматриваемый процесс представляет собой разветвленную цепную реакцию. Увеличение молекулярной массы триглицеридов может происходить как за счет радикальной полимеризации под действием образовавшихся радикалов R·, RO·, ROO·, так и их рекомбинации.
В результате всех этих реакций молекулы триглицеридов оказываются связанными между собой связями —С—С—, —С—О—С— и —С—О—О—С—.
Относительная доля различных реакций определяется условиями проведения процесса (содержанием кислорода в системе, температурой, присутствием катализаторов, характером ненасыщенности жирнокислотных остатков, присутствием растворителя и его типом).
Рассмотренное сочетание процесса радикального замещения с участием кислорода и отчасти радикальной полимеризации обычно называют окислительной полимеризацией.
В качестве катализаторов окислительной полимеризации используют соли металлов переменной валентности, растворимые в углеводородных средах, — сиккативы. Присутствие сиккатива приводит к образованию окислительно-восстановительной системы гидропероксид — Me, обусловливающий значительное ускорение распада гидропероксидов:
или их образования:
Способность к «высыханию» в условиях комнатной температуры является преимуществом алкидов, модифицированных растительными маслами. Вместе с тем при введении непредельных жирных кислот в макромолекулу алкидов ухудшается светостойкость за счет процессов окислительной деструкции.
Для отверждения за счет поликонденсации необходимы высокие температуры (>150°С). При использовании алкидов в сочетании с олигомерами других типов (чаще всего, карбамидо- и меламиноформальдегидными) в процессах отверждения принимают участие функциональные группы олигомеров обоих типов. Как правило, это материалы горячего отверждения.
Особую группу полиуретановых материалов представляют собой уралкиды, отверждаемые по двойным связям без участия изоцианатных групп.
Уралкиды – продукты химической модификации алкидных олигомеров диизоцианатами путем частичной замены последними фталевого ангидрида.
Отверждение уралкидов происходит за счет окислительной полимеризации жирнокислотных остатков растительных масел, как и в случае обычных алкидных олигомеров.
Уралкидные полиуретановые материалы выпускаются как в виде традиционных растворов в органических растворителях, так и в виде водоразбавляемых систем. Для получения водоразбавляемых уралкидов в состав их молекул вводят карбоксильные группы, нейтрализация которых аминами и обеспечивает водоразбавляемость [6].
3. Технологическая часть
3.1. Характеристика готового продукта
Смола 336 представляет собой раствор в ксилоле алкида, полученного в результате взаимодействия фталевого ангидрида, этриола и растительных масел.
По внешнему виду – однородная прозрачная жидкость от светло-желтого до желтого цвета, с характерным запахом применяемого растворителя [7].
Олигомер применяется для производства уретановых лаков и эмалей.
Олигомер должен соответствовать требованиям и нормам ТУ 6-21-336-89,
указанных в таблице 1.
Таблица 1
| Наименование показателей |
Значение |
| 1. Внешний вид |
Однородная прозрачная жидкость, от светло-желтого до желтого цвета |
| 2. Массовая доля нелетучих веществ, % |
70-75 |
| 3.,Условная вязкость 40+1% раствора в ксилоле по вискозиметру типа ВЗ-246 с диаметром сопла 6 мм при температуре (20±0,5) о
С, с |
40-70 |
| 4. Кислотное число мгКОН/г не более (в пересчете на 100% продукт"), % |
10 |
| 5. Массовая доля гидроксильных групп (в пересчете на 100% продукт), % |
3,8-4,5 |
| 6. Массовая доля воды, % не более |
0,2 |
3.2 Характеристика исходного сырья и материалов
Этриол находит широкое промышленное использование в производстве высококачественных синтетических масел, алкидных и эпоксидных смол, лаков, поверхностно-активных веществ и пластификаторов. Особенности структуры этого многоатомного спирта (по сравнению с глицерином) придают их производным ряд уникальных свойств – высокую термостабилъность, влагоустойчивость, прочность, химическую стойкость.
Фталевый ангидрид — важный исходный продукт в производстве различных сложных эфиров, производных фталевой кислоты; фталимида, фталонитрила и др. Конденсацией фталевого ангидрида с фенолами получают красители, например фенолфталеин. Значительное количество фталевого ангидрида используется в производстве глифталевых и пентафталевых олигомеров (алкидов).
Хлопковое масло получают из семян хлопчатника прессованием или экстракцией. Содержание масла в семенах невелико, редко превышает 25%, а прессованием удается выделить его всего от 16 до 18%. Специфический компонент — пигмент госсипол (ядовитое вещество), содержание которого определяет цвет и качество масла. Химический состав и свойства хлопкового масла зависят от сорта хлопчатника, а также от района и условий его обработки. Применяется для производства олифы, рафинированное — в пищу, для модифицирования алкидов.
Технический едкий натр (гидроокись натрия) предназначается для химической, нефтехимической, целлюлозно-бумажной промышленности, цветной металлургии и других отраслей народного хозяйства. Технический едкий натр пожаро- и взрывобезопасен, по степени воздействия на организм относится к веществам 2-го класса опасности. Твердый продукт упаковывают в стальные барабаны. По согласованию с потребителем допускается упаковывать чешуированный твердый продукт в стеклянные или полиэтиленовые банки массой нетто 2-3 кг.
Ксилолы содержатся в каменноугольной смоле и в продуктах нефтепереработки. Применяются в синтезе фталевых кислот, а также как растворители и высокооктановые добавки к авиационным бензинам [5].
Характеристика исходного сырья, материалов и полупродуктов [7]
Таблица 2
| Наименование сырья, марка, сорт |
ГОСТ, ОСТ, ТУ |
Показатели, обязательные для проверки |
Регламентируемые показатели с допустимыми отклонениями |
| 1.Триметилолпропан (этриол) |
Импорт, ф. Байер, ФРГ |
1.Внешний вид
2.Массовая доля гидроксильных групп,мг КОН/г
3.Масовая доля влаги, %, не более
|
Белый кристаллический порошок
1230
0,1
|
| 2.Фталевый ангидрид марки А и Б сорт высший |
ГОСТ 7119-77 |
1.Внешний вид
2.Массовая доля фталевого ангидрида, %, не менее
3.Температура кристаллизации °С, не ниже
|
Марка А, в.с. марка Б, в.с. чешуйки и порошок белого цвета
99,8
130,8
|
| 3.Хлопковое масло рафинированное, сорт высший, сорт первый |
ГОСТ 1128-75 |
1.Прозрачность после отстаивания при 20°С в течение 24 часов
2.Цветное число, не более
3.Кислотное число, не более
4.Влага и летучие вещества, в %, не более
5.Йодное число
6.Неомыляемые вещества, в %, не более
|
Прозрачное
8
0,2
0,1
101-116
1,0
|
| 4. Натр едкий технический м. ТР |
ГОСТ 2263-79 |
1.Внешний вид
2.Массовая доля едкого натра, %, не менее
|
Чешуированная или плавленая масса белого цвета
98,5
|
| 5.Ксилол каменноугольный сорт высший, 1 |
ГОСТ 9949-76 |
1.Внешний вид
2.Плотность при температуре (20,0±0,5)°С, г/см3
3.Пределы перегонки 95% (по объему от начала кипния перегоняется в интервале температур), °С
4.Реакция водной вытяжки
|
Прозрачная однородная жидкость, не содержащая взвешенных частиц, в том числе капелек воды, не темнее цвета раствора 0,003г К2
Сr2
O7
в 1л воды
0,860 – 0,866
137 – 141
Нейтральная
|
| 6.Ксилол нефтяной марки: А, Б |
ГОСТ 9410-78 |
1.Внешний вид
2.Плотность при температуре (20,0±0,5)°С, г/см3
Марка А
Марка Б
3.Пределы перегонки 95% (по объему от начала кипния перегоняется в интервале температур), °С
Марка А
Марка Б
4.Реакция водной вытяжки
|
Прозрачная однородная жидкость, не содержащая взвешенных частиц, капелек воды, не темнее цвета раствора 0,003г К2
Сr2
O7
в 1л воды
0,862 – 0,868
0,860 – 0,870
137 – 141,2
136 – 143
Нейтральная
|
| 7.Двуокись углерода |
ГОСТ 8050-85 |
Не определяют |
3.3. Стадии технологического процесса
3.3.1. Прием и подготовка сырья;
Этриол и фталевый ангидрид поступают со склада в бумажных мешках, масло хлопковое и ксилол поступают со склада в бочках, натр едкий – в картонных барабанах.
3.3.2. Синтез основы олигомера;
3.3.3. Растворение основы олигомера и стандартизация;
3.3.4. Фильтрация
3.3.5. Перекачивание в цех-потребитель.
Олигомер производят азеотропным методом. Проверку на чистоту и исправность реактора и всей установки, а также включение аппаратурно-технологической схемы производят согласно инструкции.
Загрузку реактора производят равной примерно 70% его объема. По мере необходимости, но не реже чем после изготовления 5 партий олигомера, реактор и всю систему промывают раствором едкого натра, затем водой.
При изготовлении смолы надо тщательно следить за чистотой тары и готового продукта и исключить попадание влаги [7].
3.4. Обоснование аппаратурного оформления технологического процесса
Изготовление олигомера является высокотемпературным процессом, поэтому реакционный аппарат оснащен индукционным обогревом, который способен нагреть реакционную массу до необходимой температуры, а также является относительно недорогим и безопасным в эксплуатации; для охлаждения реакционной массы внутри аппарата находится змеевик, в который поступает охлаждающая вода.
Необходимым условием протекания процесса является перемешивание, которое проводится с целью обеспечения равномерного обогрева всей массы и смешения компонентов. Так как реактор подключен к вакуумной линии и к линии подачи инертного газа, присутствие которого позволяет свести к минимуму количество побочных реакций, протекающих при контакте реагентов с кислородом. Синтез ведется азеотропным способом. Реактор имеет комбинированную оснастку, которая включает в себя теплообменник, конденсатор и разделительный сосуд, предназначенные для удаления реакционной воды азеотропным методом. Также оснащен сублимационной трубой и мокрым уловителем погон, которые выполняют вспомогательную функцию: через нее реактор подключается к вакуумной линии во время загрузки твердого сырья для уменьшения пыления.
Хлопковое масло загружается в реактор через весовой мерник, триметилолпропан и фталевый ангидрид – установкой нагнетательного пневмотранспорта.
Ксилол для азеотропной смеси подается в реактор и разделительный сосуд непосредственно со склада ЛВЖ через жидкостной счетчик.
Ксилол для растворения подается также со склада ЛВЖ через жидкостной счетчик в горизонтальный смеситель, который предназначен для растворения готового олигомера, поступающего в него самотеком.
Смеситель снабжен обратным конденсатором и двумя турбинными мешалками. Для очистки готового раствора используется патронный фильтр типа Кюно, который обеспечивает исключительно высокую степень очистки. Перекачивание раствора, который является высоковязкой жидкость, производится шестеренчатым насосом [3].
3.5. Описание аппаратурно-технологической схемы
В реактор последовательно загружают хлопковое масло, этриол и катализатор NaОН при работающей мешалке. Синтез ведут в токе инертного газа. В специальный нижний штуцер подают СО2
, который, реагируя с NaОН, образует Na2
СО3
, и препятствует проникновению воздуха в реакционную массу. Во внутренний змеевик подается греющий пар, и реакционная масса нагревается до 150 °С. По достижении этой температуры подачу греющего пара прекращают и включают катушки, нагревая реакционную смесь до температуры 235 °С. При этой температуре проводят стадию переэтерификации. При этом вентиль на мокром уловителе погон закрыт, а конденсатор работает напрямую. По достижении заданных показателей по растворимости пробы в избытке этилового спирта, реакционную массу охлаждают до 180 °С подачей охлаждающей воды во внутренний змеевик.
Загружают фталевый ангидрид системой нагнетательного пневмотранспорта. При его загрузке работает линия мокрого уловителя погон. Линия конденсатора закрыта. Фталевый ангидрид загружают порционно. Одновременно вводят порцию ксилола для азеотропного метода (3 % от общей массы).
После загрузки всего рецептурного количества фталевого ангидрида, реакционную массу нагревают до температуры 210 °С. По достижении этой температуры, линию уловителя мокрого погона закрывают и открывают линию азеотропной отгонки.
При температуре 210 °С ведут поликонденсацию неполных кислых эфиров. При этом воду отгоняют азеотропном способом. По достижении заданного показателя КЧ, равным 10, реакционную массу охлаждают до 150 °С и приступают к азеотропной сушке, при этом вода отгоняется в виде смеси с ксилолом. Работает линия конденсатора и разделительного сосуда.
По содержании влаги не более 0,2 % (по реактиву Фишера), реакционную массу сливают в горизонтальный смеситель под слой растворителя ксилола. Горизонтальный смеситель оснащен двумя турбинными мешалками и обратным конденсатором. В нем происходит растворение основы и постановка «на тип» по вязкости, сухому остатку.
После стандартизации приступают к фильтрации лака, который осуществляется на патронном фильтре типа Кюно. Далее готовый олигомер поступает в цех-потребитель[7].
3.6.Технологический расчет оборудования
3.6.1. Материальный баланс на 1тонну готовой продукции
Таблица 3
| ВЗЯТО |
ПОЛУЧЕНО |
| Наименование |
кг |
% |
Наименование |
кг |
% |
| Алкоголиз |
| 1. Масло хлопковое |
194,12 |
52,38 |
1. Продукт алкоголиза |
363,3 |
98 |
| 2. Триметилолпропан |
176,46 |
47,56 |
2. Потери, в том числе |
7,3 |
2 |
| 3. Натр едкий |
0,02 |
0,06 |
• При подаче масла через весовой
мерник и т/п
• При загрузке триметилпропана
• При загрузке едкого натра
|
| ИТОГО: |
370,6 |
100 |
ИТОГО: |
370,6 |
100 |
| Полиэтирификация |
| 1. Продукт алкоголиза |
363,3 |
75,7 |
1. Олигоэфир |
420 |
84,4 |
| 2. Фталевый ангидрид |
102,3 |
21,3 |
2. Реакционная вода |
53,5 |
11,1 |
| 3. Ксилол на циркуляцию |
14,4 |
3 |
3. Потери |
6,5 |
1,5 |
| ИТОГО: |
480 |
100 |
ИТОГО: |
480 |
100 |
| Растворение олигомера и стандартизация |
1. Олигоэфир
2. Ксилол
|
420
630
|
40
60
|
1. Неотфильтрованный продукт
2. Потери растворителя
|
1030
20
|
98
2
|
| ИТОГО: |
1050 |
100 |
1050 |
100 |
| Фильтрация |
| 1. Олигомер нефильтрованный |
1030 |
100 |
1. Олигомер отфильтрованный
2. Потери
|
1015
15
|
98,5
1,5
|
| ИТОГО: |
1030 |
100 |
ИТОГО: |
1030 |
100 |
| Фасовка |
| 1.Отфильтрованный продукт |
1015 |
100 |
1. Олигомер расфасованный
2. Потери
|
1000
15
|
98,5
1,5
|
| ИТОГО |
1015 |
100 |
1015 |
100 |
Примечание:
количество воды, выделяющейся в результате реакции полиэтерефикации, рассчитывается, исходя из конечного кислотного числа, равного 10 мг КОН/г олигомера [7]:
КЧ ф.а. = МКОН * 1000 мг * f(ф.а.)
КЧ ф.а. = 2 * 56 * 1000 / 148 = 756,8
КЧ0
см = КЧ ф.а. * ω =756,8 * 0,2131 = 161,26
Р = (КЧ0
- КЧ) / КЧ0
Р = (161,26 - 10) / 161,26 = 0,94
m(H2
O) = P * M(H2
O) * f(ф.а.) * n(ФА) =
m(H2
O) = 0,94 * 18 * 2 * 234,41 / 148 = 53,48 (кг)
3.6.2. Расходные нормы сырья. Потребность цеха в сырье
Режим работы – периодический;
Производительность 6000 тн/год [7]
Таблица 4
| Наименование сырья |
На 1 тн |
На год, тн |
| Хлопковое масло |
0,19412 |
1644,585 |
| Триметилолпропан |
0,17646 |
1494,969 |
| Едкий натр |
0,00002 |
0,16944 |
| Ангидрид фталевый |
0,10230 |
866,6856 |
| Ксилол |
0,6444 |
5459,357 |
3.6.3. Нормы технологического режима
Таблица 5
| Наименование стадий |
Наименование технологических показателей |
Температура,
°С
|
Давление |
Время операции,
ч., мин.
|
Масса загружае - мых
компонентов, кг
|
| Изготовление алкидной смолы |
| 1. Подготовка оборудования |
Температура помещения |
атм. |
12 ч. |
2 Загрузка компонентов
2.1. Этриол
2.2. Хлопковое масло
|
-«»- |
-«»- |
1 ч.
|
78
85,95
|
| 3. Подъем температуры до |
180±5 |
атм |
1,5 ч. |
| 4. Загрузка натра едкого |
180±5 |
15 мин. |
0,1 |
| 5. Подъем температуры до |
235±5 |
-«»- |
1 ч. |
| 6. Переэтерификация |
235±5 |
3 ч. |
| 7. Охлаждение до температуры |
160±5 |
30 мин. |
| 8. Загрузка фталевого ангидрида |
160±5 |
-«»- |
15 мин. |
85, 95 |
| 9. Загрузка ксилола (1 порции) для азеотропного метода |
160-180 |
15мин.
|
5 |
| 10. Подъем температуры до |
210 |
2 ч. |
| 11. Полиэтерификация |
210±5 |
-«»- |
8 ч. |
| 12. Охлаждение до температуры |
180±5 |
30 мин. |
| Растворение в смесителе |
| 13. Загрузка ксилола в смеситель |
25±5 |
-«»- |
30 мин. |
89 |
| 14. Слив смолы в смеситель |
170+10 |
30 мин. |
250 |
| 15. Перемешивание |
не норм. |
-«»- |
2 ч. |
329 |
| 16. Постановка на тип |
не выше 40° |
4 ч. |
| 17. Фильтрация и слив в тару |
-«»- |
-«»- |
2 ч. |
| ИТОГО: |
37 ч. |
3.6.4. Контроль производства
Таблица 6
Наименование стадий процесса,
места измерений параметров или
отбора проб
|
Контролируемый параметр |
Частота и
способ контроля
|
Нормы и техи-ческие пока-затели |
Методы
испытания и
контроля
|
Кто контролирует |
| 1. Все сырье перед поступ- лением в цех |
Соот-ветст-вие ГОСТ, ТУ |
Каждая партия сырья |
Нормы ГОСТа, ТУ |
По паспортам ОТК |
Техно-лог,
мастер по сырью
|
| 2. Все сырье перед загрузкой в реактор |
Внешний вид, чисто-та,
запах
|
-«»- |
Отсутс-твие загряз-нений, внешний вид |
Органолептически, визуально |
Мастер,
аппа-ратчик
|
| 3. Подго-товка реактора |
Чисто-та иисправ-ность |
Перед загрузкой |
Должны быть исправ-ными |
Осмотр |
-«»- |
| 4.Загруз-ка компо-нентов |
а)масса загру-жаемых компо-нентов |
Каждая загрузка |
Согласно рецептуре регламента |
Весы типа РП-50Ш-13П-1 Пределы взвешивания от 2,5 до 50 кг. Погрешность в интервале от 2,5 до 10кг±10г, от 10 до 50 кг ± 0,1 % от измеряемой массы.
Весы РП-500Ш-13Н.
Пределы взвеши-
вания от 10 до 500 кг. Погрешность взвешивания 10-100кг±0,1 кг 400-500 кг±0,3 кг
Весы РН-10Ц-1 ЗУ Пределы измерения от 0,1 до 10 кг с погреш-ностью от
100 г до 2.5 кг ±2,5 г больше 2,5 кг ±0,5 г
|
Аппа-ратчик |
| 5. Изготовление алкидной смолы |
а)температура реактора
б)скорость подачи углекислого газа
|
Постоянно, с начала нагрева и до конца процесса с фиксацией не реже, чем через час
-на поверх-ность реакци-онной массы во время подъема темпе-ратуры, в стадии переэте-рефикации во время осажде-ния пере-этере-фиката
-внутрь реакцион-ной массы во время процесса полиэтер-ефикации
|
Согласно темпера-турному режиму настоящего регламента
0,6-0,8 м3
/г
1,1-1,З м3
/г
|
Контроль – пирометрический милливольтметр с пределом до 400 °С, класс точности–1,5. регистрация – само- пишущий милливольтметр с пределом измерения 20-400 °С
Ротометр РМ 1,0
(ГОСТ 13045-81)
|
Мастер-аппаратчик
Мастер-аппаратчик
|
| 5.1. Пере-этерифи-кация, проба из реактора |
Сепень переэ-терифика-ции |
По дости-жении температу-ры 230 °С и далее каждые 30 минут |
Проба раст-воряется в этиловом спирте в соотноше-нии 1:10 (по объему) при темпе-ратуре 25±5°С |
В пробирке типа П-1 или П-2
(ГОСТ 25336-86)
|
Аппаратчик, цех. лаборант |
| 5.2. Поли-этерефи-кация, проба из реактора |
а)кис-лотное число
б) мас-совая доля нелету-чих ве-ществ, %
|
По дости-жении температу-ры 205 °С и далее каждые 30 мин.
По достижении кислот-ного числа 10 мг КОН/г
|
Не более 10 мг КОН/г
По факти-ческим дан-ным
|
ГОСТ 23955-80 метод А
ГОСТ 17537-72 Навеску смолы массой 1,5 – 2,0 г взвешива-ют с погреш-ностью ±0,01 г, выдержи-вают в сушиль-ном шкафу при темпера-туре 150±30 °С 90 минут
|
Цеховая лабора-тория |
| 6. Раство-рение алкид-ного олигоме-ра, проба из смеси-теля |
а) тем-перату-ра сли-ваемой смолы
б) одно-род-ность раство-ра
в) массо-вая
доля нелету
чих веществ
г) кис-лотное
число
д) ус-ловная
вяз-кость
|
Перед сливом из реактора
После загрузки всех компонентов и перемешивания
По получе-нии однородного раствора или поста-новке на тип
То же
|
160–180 °С
Раст-вор должен быть однород-ным
70-75%
не более 10 мг КОН/г (на 100% смолу)
40-70
|
См. п.5а
Наливом на стекло (ГОСТ 683-85)
ГОСТ 17537-72 См п.5б
ГОСТ 23955-80
ГОСТ 8428-74 60±1% раствора в ксилоле по виско-зиметру ВЗ-246 с диаметром сопла 6 мм при темпе-ратуре 20±0,5°С
|
Мастер-аппарат-чик
цеховая лабора-тория
|
| 7. Фильт-рация и слив |
а) чис-тота и исправ-ность тары
б) чис-тота смолы
|
Каждая емкость перед сливом
Периоди-чески во время фильтра-ции
|
Должна быть чистой и исправной
Раствор смолы должен быть чис-тым, проз-рачным
|
Осмотром
Наливом на стекло ГОСТ 683-85
|
Мастер-аппарат-чик |
| 8. Готовый продукт |
Все показатели ТУ |
Каждая партия |
Показатели ТУ |
Согласно методикам ТУ |
ОТК |
| 9. Сани-тарный контроль воздуха в помеще-нии |
Концент-рация в воздухе рабочего помеще-ния паров ксилола |
Согласно графику |
Не более 50 кг/м3
|
ПО ТУ №2328-81 |
Санитар-ная лабора-тория |
3.6.5. Контрольно-измерительные приборы и средства автоматизации
Все реакторные линии снабжены системой датчиков уровня, температуры и пыления, связанные с центральным пультом управления и местным щитом управления. Управление технологическим процессом возможно осуществлять по двум вариантам:
– из центра управления с автоматическим изменением заданных технологических параметров и индикацией параметров и положений исполнительных органов на дисплее;
– с местного щита управления с ручным заданием установок с записью параметров на трехточечном самописце и с индикацией положения исполнительных органов на щите управления.
В настоящее время только некоторые операции технологического процесса управляются с центрального пульта, хотя контроль над процессом с его помощью осуществляется по всем параметрам, и проектом предусмотрено полное автоматизированное управление всеми стадиями процесса. В компьютерах ЦПУ фиксируется изменение во времени всех основных технологических параметров. Все данные на каждый синтез сохраняются и в графическом виде могут быть распечатаны.
Устойчивый режим работы оборудования обеспечивается благодаря наличию замкнутых контуров регулирования с отрицательной обратной связью.
По такому принципу работают следующие системы:
– система управления нагрева;
– система управления охлаждения:
– система управления вакуумирования;
– система управления заполнения мерников сыпучими и жидкими компонентами;
– система контроля отгона побочных продуктов.
Все изменения технологических параметров и аварийные ситуации отображаются в виде световой сигнализации на дисплее центра управления [1].
3.6.6. Расчет количества основных аппаратов и вспомогательного оборудования
Объемный расчет оборудования сводится к определению количества аппаратов, необходимых для обеспечения бесперебойной работы цеха при заданной производительности.
Формула для расчета количества аппаратов при периодическом способе ведения процесса имеет следующий вид [7]:
где n – количество аппаратов; G - годовая производительность цеха, т; а – максимальная загрузка исходных компонентов в рассчитываемый аппарат, кг/т (берется из материального баланса на 1 т готовой продукции); t– цикл работы аппарата, т.е. время его занятости от начала заполнения до полной выгрузки, ч (берется из норм технологического режима); k– коэффициент запаса мощности, позволяющий увеличить производительность цеха без установки дополнительного оборудования и на прежних площадях (обычно 1,15–1,25); Т – эффективный годовой фонд рабочего времени данного аппарата, ч; d– плотность массы, находящейся в рассчитываемом аппарате, кг/м3
; f – коэффициент заполнения аппарата, зависящий от характера процессов, протекающих в нем (обычно равен 0,60–0,75); V – объем выбранного аппарата, м3
.
Объемный расчет реакторов
Количество реакторов определяется из расчета, что реактор работает 3750 часов в год, производительность цеха по производству полуфабрикатного лака марки "смола 336" 6000 тн/год. На синтез основы лака отводится 18 часов. Возьмем реактор объемом 6,3 м3
, примем, что k = 1,2, af = 0,7.
 
Таким образом, применяем к установке 4 реактора V = 6,3 м3
.
Объемный расчет смесителей
Количество смесителей равно количеству реакторов. Найдем объем смесителя по обратной формуле:
где a = 1050 кг, t = 7 ч, T = T(реактора)/3= 3750/3=1250 часов в год, d = 892,76 кг/м3
[4], f = 0,75, k = 1,2.

Объемный расчет вспомогательного оборудования
Расчет емкостей-хранилищ и весовых мерников для дозирования сырья и полуфабрикатов обычно производят по формуле:

где V – объем аппарата, м3
; G – количество сырья, соответствующее разовой загрузке, кг; k– коэффициент запаса мощности (1,15-1,25); d– плотность находящегося в емкости продукта, кг/м3
; f – коэффициент заполнения, равный 0,7.
1. Автоматические порционные весы для загрузки фталевого ангидрида
Масса загружаемого фталевого ангидрида в реактор 85,95 кг (из норм технологического режима), его плотность – 1500 кг/м3
. Получаем объем порционных весов:
2. Автоматические порционные весы для загрузки этриола
Масса загружаемого этриола – 78 кг, его плотность – 1836 кг/м3
.
3. Весовой мерник для хлопкового масла
Масса загружаемого хлопкового масла – 85,95 кг, его плотность – 950 кг/м3
. Получаем объем весового мерника:
Выбираем объем весового мерника и порционных весов равным 0,5 м3
[1].
3.6.7. Тепловой расчет оборудования
Тепловой расчет реактора проводится с целью определения достаточной поверхности теплообмена индукционного нагревателя и змеевика для проведения технологической операции, а также для оценки затрат электроэнергии, пара и охлаждающей воды. Для этого нужно определить наиболее энергоемкую стадию процесса. Для определения энергоемкости процесса составляют в соответствии с нормами технологического режима тепловой баланс для каждой стадии процесса, протекающего в реакторе. При таком расчете используют график температурного режима.
График температурного режима для синтеза алкидных олигомеров.

Тепловую нагрузку в соответствии с заданными технологическими условиями находят из уравнения теплового баланса:

где Q – тепловая нагрузка, кДж; G – масса вещества, кг; c – средняя массовая теплоемкость вещества, кДж/(кг*град); tн
– начальная температура теплоносителя; tк
– конечная температура теплоносителя.
Удельная теплоемкость может быть вычислена по общей формуле:

где с1
, с2
, с3
– удельные теплоемкости компонентов реакционной массы; ω1
, ω2
, ω3
– массовые доли компонентов.
Удельные теплоемкости компонентов:
сэтриола
= 2,807 кДж / кг * град.
смасла
= 2,094 кДж / кг * град.
снатра
= 3,436 кДж / кг * град.
сксилола
= 1,886 кДж / кг * град.
солигоэфира
= 0,86 кДж / кг * град.
с пр.алкоголиза
= 2,8 кДж / кг * град.
Проведем тепловой расчет по стадиям теплового режима:
1. Нагрев этриола, хлопкового масла и едкого натра водяным паром до температуры 150 °С в течение 2,75 часа.


где r – удельная теплота парообразования, кДж / кг [4].
Тепловая нагрузка определяется по следующей формуле:

где t – продолжительность нагрева, сек.
2. Нагрев реакционной массы электроиндуктором до температуры 235 °С в течение 1,25 часа.

3. Выдержка реакционной массы при температуре алкоголиза в течение 3 часов.

4. Охлаждение реакционной массы до 180 °С перед загрузкой фталевого ангидрида в течение 1 часа.

Найдем расход охлаждающей воды по формуле: 
5. Нагрев электроиндуктором до температуры 210 °С в течение 2 часов.

6. Выдержка реакционной массы при температуре полиэтефикации в течение 8 часов.

7. Охлаждение готового олигомера перед сливом в смеситель до 150 °С в течение 30 минут.

Полученные данные сведены в таблицу 7.
Таблица 7
№
п/п
|
Наименование операции
|
Количество тепла
|
Расход греющего пара
|
Расход электро-энергии, кВт*ч.
|
Тепло-вая нагруз-ка, кВт
|
Расход охлажда-ющей воды |
| кДж |
кДж/ч |
кг |
кг/ч |
кг |
кг/ч |
1.
2.
3.
4.
5.
6.
7.
|
Нагрев водяным паром
Нагрев электро-индуктором
Выдержка при температуре алкоголиза
Охлаждение перед загрузкой ФА
Нагрев до температуры полиэтерифи-кации
Выдержка при температуре полиэтерифи-кации
Охлаждение готового олигомера
|
127093
47625
4997,2
43923
35712
6384
44100
|
46216
38097
1665,7
43923
17856
798
88200
|
56,34
–
–
–
–
–
–
|
20,50
–
–
–
–
–
–
|
35,30
13,23
1,38
12,20
9,92
1,77
24,50
|
12,83
10,58
0,46
12,20
4,96
0,22
12,25
|
–
–
–
698,8
–
–
701,7
|
–
–
–
698,8
–
–
1403
|
| ИТОГО |
∑ |
236755 |
∑ |
20,5 |
∑ |
41,25 |
∑ |
2102 |
Самая энергоемкая стадия – нагрев водяным паром. По ней проводим расчет поверхности теплообмена.
Проверочный расчет поверхности змеевика
Поверхность теплообмена находят по уравнению теплопередачи [4]:

где Q– поверхность теплообмена, Вт; k– коэффициент теплопередачи, Вт/м2
* К; Δtср
– средняя разность температур холодного и горячего теплоносителя, К.
Коэффициент теплопередачи находят по формуле [4]:
где αГ
– коэффициент теплоотдачи для горячего теплоносителя (греющего пара), αХ
– коэффициент теплоотдачи для холодного теплоносителя (реакционной массы в реакторе), Вт/(м2
* К); δ = 2,5мм, толщина стенки змеевика; λ = 46,5 Вт/(м*К), коэффициент теплопроводности материала стенки (нержавеющая сталь).
Коэффициент теплоотдачи теплоносителя в аппарате с мешалкой и змеевиком можно определить по уравнению [4, с. 159]:

где μ – динамический коэффициент вязкости жидкости при средней температуре 0,5*(tср.ж.
– tCT
.
), Па*с; D – диаметр реактора, м; dM
– диаметр, ометаемый мешалкой, м; n – частота вращения мешалки; μС
T
– динамический коэффициент вязкости жидкости при температуре стенки змеевика, Па*с; с, μ, λ, ρ – теплоемкость, динамический коэффициент вязкости, теплопроводность и плотность смеси в реакторе при средней температуре смеси, соответственно.

Значение коэффициента теплоотдачи греющего пара можно найти по уравнению [4, с. 162]:
где Аt = 7490, константа; Н = Dзмеевика
= 1,55 м ; Δt = Δtконд.
– ΔtCT
= 160 – 155 = 5 К;



Необходимая поверхность теплообмена змеевика:
Реальная поверхность теплообмена змеевика 7,2 м3
, что обеспечивает достаточную интенсивность теплообмена.
3.6.8. Механический расчет оборудования
Расчет толщины обечайки
Толщину обечайки реактора рассчитываем по формуле [1]:
где р = 0,1 МПа, внутреннее давление в аппарате; D = 1800 м, диаметр реактора; [σ]= 120 МПа, допускаемое напряжение для СТ-3; φ = 1, коэффициент прочности сварных швов.

Толщину стенки гладкой цилиндрической обечайки, нагруженной внешним давлением, выбирают большей из двух, рассчитанных по формулам [1]:

где k2
– коэффициент, определяемый по номограмме, k2
= 0,3


Таким образом, примем к установке обечайку S = 6 мм.
Расчет толщины днища и крышки
Толщину стенки элептического или полусферического днища рассчитывают по формуле [1]:
где R = D, радиус кривизны днища.

Таким образом, общую толщину стенок принимаем равной 6 мм.
Определение нагрузки на опоры
Так как реактор размещен между перекрытиями, то используют подвесные опорные лапы. Примем число опорных лап равное 4.
Нагрузку на одну опору рассчитывают по соотношению [1]:

где λ1
= 2, коэффициент, зависящий от числа опор z = 4; Р – вес аппарата.


4. Охрана труда и техника безопасности
4.1. Возможные неполадки в работе и способы их ликвидации
Таблица 8
| Наименование неполадки |
Причины |
Способы устранения |
| 1. Перегрев реакционной массы, интенсивное вспенивание реакционной массы |
Неисправность приборов, вследствие чего большая скорость нагрева против предусмотренной |
Охладить, уменьшить скорость нагрева, исправить измерительный прибор. До исправления процесс вести по контрольному термометру. В обоих случаях при перегреве продукт используется после проверки технологической пробе смолы |
| 2. Остановка мешалки |
Выключение электроэнергии, вынужденная остановка мешалки |
После включения электроэнергии мешалка включается осторожно, попеременным нажатием кнопок «ход» и «стоп» |
| 3. Переуплотнение основы смолы и желатинизация |
Несоблюдение температурного режима. Ошибки при определении кислотного числа и несвоевременная их проверка. Нарушение рецептуры |
Немедленно остановить процесс |
4. Сильное испарение растворителя в смесителе при изготовлении раствора
смолы
|
Недостаточная подача воды в обратный холодильник и рубашку смесителя |
Увеличить подачу холодной воды |
4.2. Взрывопожарная и пожарная опасность, санитарные характеристики производственных зданий, помещений и наружных установок
Таблица 9
Наименование
производственных
зданий, помещений,
наружных установок
|
Категория взывоопас-ности помещений
и зданий (ОНТП24-86)
|
Классификация зон внутри и вне помещений для выбора и установки электрооборудования (ПУЭ) |
Группа производственных
процессов по санитарной характеристике (СНиП
2.09.04-87)
|
Класс
взрывоопасной или пожароопасной зоны
|
Категория и
группа
взрыво-опасных
смесей
|
| Участок синтеза смол |
А |
В-1а |
В-ЗГ, оборудование взрывонепро-ницаемое Категория и группа взрывоопасно-сти ПА-ТЗ |
III гр. |
В соответствии с «Общими правилами взрывобезопасности для взрыво-пожароопасных химических, нефтехимических и нефтеперерабатывающих производств» все технологические блоки цеха относятся к III категории взрывоопасности с QB
< 10 [7].
4.3. Пожаро-взрывоопасные и токсичные свойства сырья, полуфабрикатов, готовой продукции и отходов производства
Таблица10
| п/п |
Наименова-ние сырья,
Полуфабри-катов,
готового продукта,
отходов производст-ва
|
Класс
опасности
|
Температура, С |
Пределы воспламенения |
Характе-ристика токсичности |
ПДК в
Возду-хе
Рабо-чей
зоны,
мг*м3
|
| Вспыш-ки |
Воспламенение |
Самовос-пламенения |
Нижний |
Верх-ний |
| 1. |
Этриол |
IV |
170 |
187 |
375 |
Веществo малоопас-ное, не проникает через поврежден-ную кожу, обладает маловыра-женной способ-ностью к кумуляции |
50 |
| 2. |
Фталевый ангидрид |
II |
152 |
Аэрозоль
160-580
|
580 |
1,7 |
10,4 |
Высокоопасное вещ-во. Пыль вызывает сильное раздражение слизистых оболочек глаз, верхних дыхатель-ных путей |
1 |
| 3 . |
Масло хлопковое |
не ниже 207-240 |
343-3S0 |
горючая жидкость |
Нетоксич-ное вещество |
| 4. |
Ксилол |
III |
29 |
19,5-
54,2
|
490 |
1,1 |
6,5 |
Вещ-во умеренно опасное Пары ксилола при высоких концентра-циях действуют наркотически, вредно влияют на нервную систему, оказывают раздражающее действие на кщжу, слизистые оболочки глаз. |
50 |
| 5. |
Едкий натр |
Не пожароопасен |
Едкое вещество. При попадании на кожу вызывает химические ожоги, а при длительном контакте может вызвать язвы и экземы. Сильно действует на слизистые оболочки. |
| 6. |
Смола 336 |
Пожароопасна
\г.
|
Токсичность смолы определяется входящими в ее состав компонента-ми |
| 7. |
Отходы производства |
Пожароопасны |
То же |
4.4. Характеристика опасностей, имеющихся в производстве и особые требования безопасности производства
Производство смол является пожароопасным и взрывоопасным, т.к. связано с пожароопасностью применяемого сырья и готовой продукции [7].
В производстве смол возможны:
-отравления при неправильном обращении с применяемыми токсичными веществами;
-химические ожоги при попадании на кожу, слизистые оболочки химически активных веществ;
-электротравмы при неправильном обслуживании электроустановок;
-механические травмы при нарушении правил обслуживания и ремонта оборудования.
Для безопасного ведения процесса необходимо выполнение следующих условий в соответствии с ГОСТ 12.3.002.75 «ССБТ. Процессы производственные. Общие требования безопасности»:
а) точное соблюдение всех положений данного регламента, производственных инструкций по технике безопасности и противопожарной безопасности согласно перечню;
б) работа приточно-вытяжной вентиляции;
в) герметичность оборудования и коммуникаций, исправность запорной арматуры, исправность электропусковой и контрольно-измерительной аппаратуры;
г) работа должна производиться только омедненным инструментом или
инструментом из цветных металлов;
д) во избежание накопления статического электричества аппараты, смесители
должны быть заземлены (нетоконесущие части);
е) во избежание поражения работающих электрическим током все электродвигатели, светильники, кнопки управления должны быть заземлены;
ж) в помещении цеха должен быть аварийный комплект спецодежды, перчаток, противогазов, защитных очков и средств пожаротушения;
з) работающий персонал должен быть обеспечен комплектом спецодежды,
индивидуальными средствами защиты (перчатки, защитные очки, респираторы,
противогазы и др.);
и) все работающие должны допускаться к работе только после проверки знаний квалификационной комиссией на право допуска к самостоятельной работе в соответствии с ГОСТ 12.0.004.90.
4.5. Индивидуальные средства защиты, применяемые при изготовлении смол и лаков
При работе в цехе применяются вещества, вредно действующие на организм человека, поэтому необходимо соблюдать меры предосторожности [7]:
а) одевать спецодежду, спецобувь ГОСТ 12.4.011-87, ГОСТ 12.4.103-83 и рукавицы ГОСТ 12.4.010-75, смазывать руки специальной пастой ГОСТ 12.4.068-79;
б) одежда не должна иметь свободно болтающихся концов, волосы должны быть убраны под головной убор;
в) при работе с гидроокисью натрия и его растворами (мытье полов, оборудования) необходимо кроме спецодежды надевать защитные очки ЗН ГОСТ 12.4.013-85, резиновые перчатки технические ГОСТ 20010-74 тип 1 вид А и фартук ГОСТ 12.4.029-79, резиновые сапоги ГОСТ 12.4.072-79;
г) во избежание попадания пыли пигментов в организм человека, а также паров растворителей следует применять СИЗОД по ГОСТ 12.4.034-S5, респираторы фильтрующие РУ-60 с патроном марки а ГОСТ 17269-71, «Лепесток», «Кама»;
д) при попадании на кожу химически вредных веществ - это место смыть сильной струей воды с мылом и обратиться в медпункт;
е) все пролитые и просыпанные вещества убрать в соответствии с инструкцией по технике безопасности при работе с этими веществами;
После работы обязательно: мытье рук, душ, смена платья и белья.
4.6. Аварийное состояние производства, способы его предупреждения и устранения
Таблица 11
| Вид аварийного состояния |
Предельно допустимые значения параметров,превышение которых может привести к аварии |
Действия персонала по предотвращению или устранению аварийного состояния |
| 1. Загорание |
Вэтом случае необходимо:
а) прекратить подачу сырья, а также перекачку и
слив продукции,
б)выключить приточно-вытяжную вентиляцию II
все оборудование,
в)сообщить по внутреннему телефону 3-00 в
охрану завода и по телефону 01 в городскую
пожарную охрану;
г)приступить к ликвидации загорания
имеющимися средствами пожаротушения: ГОСТ
12.4.009-83 -, пожарная техника (ОВПУ-100,
ОВПУ-250, ОХП-10, ОУ-5, ОУ-10) ТУ 22-4720-80
в зависимости от очага пожара. В случае
невозможности ликвидации пожара этими
средствами, пустить углекислотную установку.
|
| 2. Загазованность |
В этом случае необходимо одеть противогаз марки ФУ-13А и проделать следующее:
а) отключить все оборудование и перекрыть все
коммуникации;
б) открыть окна и двери;
в) проверить работу вентиляции;
г)приступить к ликвидации источника
загазованности.
|
| 3. Отключение электроэнергии |
В этом случае необходимо:
а)прекратить загрузку аппаратов и розлив готовой продукции;
б) отключить все оборудование и перекрыть все коммуникации;
в) открыть окна и двери для естественной вентиляции;
г)после включения электроэнергии включить приточно-вытяжную вентиляцию и после проветривания помещения приступить к работе вцехе.
|
4.7. Условия проведения и последовательность операций, обеспечивающих безопасность и соблюдение технологического режима
4.7.1. Основные правила плановой остановки производства:
- ремонт технологического оборудования, сооружений и коммуникаций проводится согласно плану-графику профилактического предупредительного ремонта (ППР), утвержденному главным инженером завода в соответствии с ТИХП-86;
- для подготовки и проведения ремонтных работ выделяются ответственные лица из числа инженерно-технических работников;
- подготовку оборудования, сооружений и коммуникаций к ремонту производят эксплуатационный персонал установки под руководством мастера;
- остановка оборудования на ремонт производится по письменному распоряжению начальника цеха, которое одновременно является распоряжением мастеру на подготовку оборудования к ремонту.
Перед сдачей оборудования в ремонт необходимо [7]:
а) остановить механизм, отключить его от питающей электросети, вывесить на рабочем месте плакаты: «Не включать, работают люди!»;
б) освободить оборудование и коммуникации от жидкостей, очистить от грязи и шлака;
в) отключить оборудование и все коммуникации от работающих аппаратов и
трубопроводов заглушками, проверить правильность и надежность их установки.
Руководствоваться «Инструкций по установке и снятию заглушек на аппаратах и коммуникациях химического оборудования».
Оборудование пропарить, провентилировать, продуть инертным газом (азотом) или воздухом:
- подготовленное к ремонту оборудование руководитель ремонтных работ принимает от мастера. Когда ремонт выполняется вне участка, оборудование в ремонт должен сдавать механик ПЛКМ с составлением соответствующего акта. В акте указываются все проделанные подготовительные работы.
Мастер в журнале «Сдача смен» против оборудования делает отметку «в ремонте».
При сдаче материалопроводов в ремонт для испытаний, а также на ревизию составляются акты установленной формы в соответствии с положением планово-предупредительного ремонта. Содержание выполненных подготовительных работ записывается в ремонтных журналах.
Работы внутри аппаратов производятся по письменному разрешению (наряду-допуску) начальника ПЛКМ в соответствии- с утвержденным главным инженером планом ведения работ, в котором должна быть указана степень подготовленности аппарата к ремонту.
Ремонт, связанный с огневыми работами, производить при остановке всего участка.
Огневые работы на отдельных узлах оборудования следует выполнять в специально отведенных и оборудованных для этой цели местах.
Подготовка к огневым работам и проведение огневых работ производится согласно инструкции завода на проведение огневых работ.
4.7.2. Основные правила аварийной остановки производства
В случае отключения электроэнергии необходимо:
- прекратить загрузку в аппараты сырья и полуфабрикатов, -открыть окна и двери для естественной вентиляции,
- перекрыть все коммуникации и максимально загерметизировать все емкости;
-после включения электроэнергии включить приточно-вытяжную вентиляцию и приступить к работе;
При загазованности в цехе необходимо:
-надеть противогаз соответствующей марки;
-открыть окна;
-проверить работу вентиляции;
-уступить к ликвидации источника загазованности;
При загорании в цехе:
-прекратить подачу сырья и растворителей в аппараты, а также слив готовой продукции;
-выключить приточно-вытяжную вентиляцию и все оборудование;
-сообщить по внутреннему телефону 3-00 в охрану и по телефону 01 в городскую пожарную охрану;
-приступить к ликвидации загорания имеющимися средствами пожаротушения.
При отключении воды необходимо прекратить работу бисерных мельниц. После подачи воды включить оборудование снова в работу.
4.7.3. Основные правила пуска оборудования в эксплуатацию после его остановки на ремонт
По окончании ремонтных работ необходимо:
-очистить рабочее место от остатков деталей, инструмента, мусора, убрать леса и т.д. ;
-проверить правильность установки оборудования, коммуникаций, арматуры, наличие и исправность заземления;
-снять заглушки, установленные до начала работы, восстановить ограждения.
Эти работы выполняются ремонтным персоналом под контролем механика.
Проверка герметичности системы или отдельных частей, подвергавшихся ремонту, работы запорной арматуры, механизмов КИП (контрольно-измерительных приборов) возлагаются на мастера.
Отремонтированное оборудование принимается из ремонта механиком и начальником ГОПСМ и представителем ОГМ (отдел главного механика) с составлением приемного акта.
После капитального ремонта оборудование испытывается вхолостую и под нагрузкой и принимается в рабочем состоянии технической комиссией, назначенной главным инженером предприятия, а основное оборудование, определяющее программу участка -комиссией завода в составе главного механика, начальника и механика ПЛКМ, а также лица, ответственного за проведение ремонта.
Акт приемки на ведущее оборудование утверждается главным инженером предприятия и хранится в паспорте оборудования.
Включение аппаратов в работу осуществляется с письменного разрешения начальника цеха.
После проведения ремонта (среднего и текущего) персоналом участка синтеза смол производится запись о производстве ремонта в цеховом журнале [7].
4.7.4. Правила пуска и установки производства в зимнее время
При пуске производства в зимнее время проводить работы в следующем порядке
- включить в работу приточные вентиляционные установки с подачей пара в
калориферы установок;
- включить в-работу вытяжные вентиляционные установки,
- при достижении температуры воздуха в производственном помещении +10 - +-15СС принять охлаждающую воду в рубашки аппаратов;
- после проведения указанных выше работ проводить технологические операции согласно регламенту и инструкциям по рабочим местам.
Остановку производства в зимнее время проводить в следующем порядке:
- освободить все технологические аппараты от продукта,
- прекратить подачу воды в рубашку аппарата, слить воду из трубопроводов;
- закрыть арматуру на трубопроводах пара.
4.7.5. Основные правила приемки, складирования, хранения и перевозки сырья, материалов, полупродуктов и готовой продукции
При складировании, хранении, перевозке сырья и готовой продукции в целях обеспечения безопасности производства следует соблюдать следующие правила:
1. Хранение на участке готовой продукции и сырья сверх установленных норм, запрещается;
2. Все сырье, поступающее на участок, принимается по паспортам ОТК и хранится в цеховом складе;
3. Все виды твердого сырья подаются в цеховой склад электропогрузчиками на поддонах;
4. Растворители подаются на участок в бочках на складе растворителей;
5. Готовая продукция, слитая в трубу, хранится на предцеховой площадке.
4.7.6. Контроль воздуха на содержание в нем токсичных и пожаро-взывоопасных концентраций веществ.
В связи с применением в производстве токсичных веществ производится систематический санитарный контроль воздуха рабочей зоны, в которой вредные вещества не должны превышать допустимые концентрации. Контроль за содержанием вредных веществ в воздухе рабочей зоны должен быть организован с учетом однонаправленного действия в соответствии с требованиями ГОСТ 12.1.005-76. Периодичность - 40 анализов в квартал в определенных местах на расстоянии 0,5-1,0 м от аппарата и 0,5-1 м от пола [7].
Пробы воздуха отбирают вручную, анализ проводят для:
Ксилола – по МУ 1650-77, 4167-86, 4168-86, 4169-86, 4834-SS.
4.8. Перечень обязательных инструкций
1. По эксплуатации приточно-вытяжных вентустановок №7;
2. По технике безопасности при работе с растворителями №22;
3. По обслуживанию электрооборудования и электроприборов №24;
4. По организации безопасного ведения огневых работ №60;
5. По технике безопасности водителя при работе на электрокарах и электропогрузчиках до 3-х тонн №62;
6. О движении внутризаводского транспорта №6;
7.Инструкция По технике безопасности по применению средств индивидуальной защиты органов дыхания №73;
8. По технике безопасности при работе с химически вредными веществами №58 ОСТ 6-28-011-84 «Обеспечение, выдача, эксплуатация, очистка от загрязнений, хранение и ремонт»;
9. По технике безопасности на проведение ремонтных, монтажных и наладочных работ ремонтными службами РМЦ и подрядными организациями №9;
10. По эксплуатации баллонов со сжатыми, сжиженными и растворенными газами №174;
11. По технике безопасности при проведении строительно-монтажных работ на высоте №100.
5. Защита окружающей среды
5.1 Твердые и жидкие отходы
Таблица 12
| Наименование отхода, отделение, аппарат |
Где складируется, транспорт, тара |
Кол-во отходов,
кг/т
|
Периодичность образования |
Характеристика твердых и жидких отходов |
химич.
состав, %
|
влажность |
физ. показа-тели, плот-ность,
кг/м3
|
1. Жидкие отходы: Реакционная вода, образующаяся при
синтезе смолы
|
Собирается и передается на уничтожение |
60,8 |
При изготовлении партии смолы |
Вода со следами ксилола |
2. Твердые отходы
а)бумажные пакеты, мешки после загрузки
сырья
б)отработанный фильтровочный материал с остатками смолы
|
Направляют-ся на
уничтожение
-«»-
|
20,0
5 шт. Фильтр Кюно
|
После загрузки сырья в реактор. После изготовления партии смолы и фильтрации |
5.2. Сточные воды
Таблица 13
| Наименование стока |
Куда сбрасыва-ется |
Масса стоков, кг/т |
Периодичность сброса |
Состав сброса, % |
При-мечание |
| Сточная вода, образующаяся от промывки реактора, смесителя |
Направляется в горкол-лектор в пределах ПДС. В случае превышения ПДС направляет-ся на уничтоже-ние |
375 |
Пятикратное использование после изготовления 5 партий смолы |
Омылен-ный раствор смолы - 2 Раствор едкого натра - 9S |
| Сточная вода, образующаяся от ополаскивания реактора |
Направляется в горколлектор в пределах ПДС |
то же |
то же |
Водопро-водная вода рН - 6,5-8,5 |
5.3. Выбросы в атмосферу
Таблица 14
| $
Наименование выброса |
Кол-во источников выброса |
Суммарный
объем отходящих газов, м3
/г
|
Периодичность |
Характеристика выброса |
Примеча-ние |
| температура, °С |
состав выбросов, % |
Отделение «К. Канцлер»
Реактор №9 и смеситель к
нему
Высота - 12м, диаметр -
0,02 5м
Воздух с примесью
ксилола
|
1 |
0,6 |
При изготовлении партии
смолы
|
20+5 |
Воздух с 99,0 углекис-лым
газом Ксилол - 1,0
|
| Отделение фильтрации ВУ-S. выста - 6м диаметр - 0,5 м |
1 |
В течение 24- при фильтрации раствора смолы |
20+5 |
Воздух - 99.8 Ксилол - 0.2 |
6. Список использованной литературы
1. Борисов Г.С., Брыков В.П., Дытнерский Ю.И. и др. Основные процессы и аппараты химической технологии. Пособие по проектированию. Под редакцией Ю.И. Дытнерского, 2е издание, переработанное и дополненное – М.; Химия, 1991.496 стр.
2. Касаткин А.Г. Основные процессы и аппараты химической технологии. Издание 9е. М.: Химия, 1973. 750 стр.
3. Кочнова З.А., Фомичева Т.Н., Сорокин М.Ф. Аппаратурно-технологические схемы производства пленкообразующих веществ. М.: Химия, 1987. 92 стр.
4. Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. Учебное пособие для вузов /Под ред. чл.–корр. АН СССР П.Г. Романкова. 10е издание, переработанное и дополненное–Л.; Химия 1987. 576 стр.
5. Паттон Т. Технология алкидных смол. Составление рецептур и расчеты: Пер. с англ./Под редакцией Беляевой. М.: Химия, 1970. 127 стр.
6. Сорокин М.Ф., Кочнова З.А., Шодэ Л.Г. Химия и технология пленкообразующих веществ. 2е издание, переработанное и дополненное – М.; Химия, 1989. 480 стр.
7. Технологический регламент № 4-99. Процесс производства "смолы 336". Опытный завод ОАО "НПФ "Спектр ЛК"". 1999. 21 стр.
|