Лабораторная работа
Термомеханическая обработка сталей (ТМО)
Высокая прочность в сочетании с удовлетворительной вязкостью, ослабление или даже устранение отпускной хрупкости первого и второго рода достигается применением термомеханической обработки, которая заключается в пластическом деформировании аустенита с последующей закалкой на мартенсит и низким отпуском.
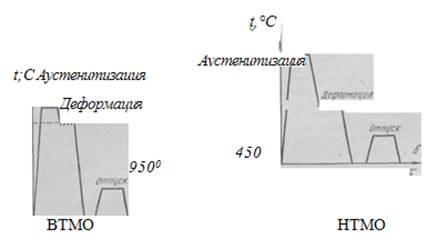
В зависимости от температуры, при которой деформируют аустенит, различают высокотемпературную термомеханическую обработку (ВТМО) и низкотемпературную (НТМО).
При ВТМО деформация аустенита происходит выше , при НТМО — при 400—500 °С, т. е. при температурах относительной стабильности аустенита .
В результате достигается высокая прочность при достаточной пластичности и вязкости.
Причиной упрочнения при ТМО является то, что из предварительно деформированного аустенитного зерна образуются более мелкие пластины мартенсита. При дроблении зерна аустенита создается блочная структура, которая фиксируется при закалке. Углерод при отпуске около 200 °С выделяется в виде дисперсных карбидов.
По сравнению с обычной термообработкой ВТМО повышает прочность примерно па 40 % при одновременном увеличении характеристик пластичности в 2 раза. Возрастает сопротивление усталости, увеличивается ударная вязкость, уменьшается склонность к образованию трещин и порог хладноломкости.
Еще большая прочность достигается при НТМО, но НТМО может применяться только для сталей с широким временным интервалом устойчивости аустенита ниже температуры его рекристаллизации. Сочетание высокого предела упругости и высокой циклической прочности позволяет использовать НТМО при изготовлении высокопрочных пружин, рессор и подвесок.
Хотя при НТМО достигается наибольшее упрочнение, но ее проведение более сложно по сравнению с ВТМО. При температурах 400—500 °С аустенит менее пластичен, что требует применения
Упрочнение поверхности методом пластического деформирования
Эффективными способами упрочнения поверхностного слоя являются дробеструйная обработка, позволяющая прорабатывать стальные детали на глубину до 0,7мм и обкатка поверхности роликами на глубину до 15мм. При этом происходит наклеп поверхности детали, позволяющий повысить ее усталостную прочность, не меняя материала и ее ТО. При дробеструйной обработке на поверхность деталей из специальных дробеметов с большой скоростью направляют поток стальной или реже чугунной дроби диаметром 0,5-1,5мм. Удары дроби вызывают пластическую деформацию поверхностного слоя, вследствие чего он становится более твердым, в нем остаются остаточные напряжения сжатия и тем самым повышается усталостная прочность. Такой обработке подвергаются поверхности рессор, пружин, зубчатых колес, звеньев гусениц, гильз и поршней.
Реклама

Обкатку роликами проводят на токарных станках с помощью специальных приспособлений. Давление на ролики осуществляется гидравлически или с помощью пружин. Применяют для обработки шеек валов, осей железнодорожных вагонов. Коленчатых валов и других деталей. Помимо упрочнения , обкатка повышает чистоту обработки поверхности.
Поверхностная закалка
Поверхностная закалка состоит в нагреве поверхностного слоя стали выше Ас3
с последующим охлаждением для получения высокой твердости и прочности в поверхностном слое детали в сочетании с вязкой сердцевиной.
Нагрев под закалку производят токами высокой частоты (ТВЧ) — наиболее распространенным способом, в расплавленных металлах или солях, пламенем газовых или кислородно-ацетиленовых горелок, а также лазерным излучением.
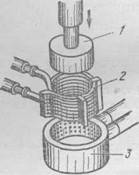
При нагреве ТВЧ магнитный поток, создаваемый переменным током, проходящим по проводнику (индуктору), индуцирует вихревые токи в металле детали, помещенной внутри индуктора. Форма индуктора соответствует внешней форме изделия. Индуктор представляет собой медные трубки с циркулирующей внутри водой для охлаждения. Скорость нагрева зависит от количества выделившегося тепла, пропорционального квадрату силы тока и сопротивлению металла.
Плотность тока по сечению детали неравномерна, на поверхности она значительно выше, чем в сердцевине. Основное количество тепла выделяется в тонком поверхностном слое. Глубина проникновения тока в металл зависит от свойств нагреваемого металла и обратно пропорциональна квадратному корню из частоты тока. Чем больше частота тока, тем тоньше получается закаленный слой. Обычно применяют машинные генераторы с частотой 500—15 000 Гц и ламповые генераторы с частотой доЮ6
Гц. При использовании машинных генераторов толщина закаленного слоя составляет 2—10 мм, ламповых — от десятых долей миллиметра до 2 мм.
После нагрева в индукторе деталь охлаждается с помощью специального охлаждающего устройства. Через имеющиеся в нем отверстия на поверхность детали разбрызгивается охлаждающая жидкость.
Реклама

Структура закаленного слоя состоит из мартенсита, а переходной зоны — из мартенсита и феррита. Глубинные слои нагреваются до температур ниже критических и при охлаждении не упрочняются. Для повышения прочности сердцевины перед поверхностной закалкой деталь иногда подвергают нормализации или улучшению. Нагрев длится обычно до 10 с, причем скорость нагрева составляет 100—1000 °С/с.
Преимуществами поверхностной закалки ТВЧ являются регулируемая глубина закаленного слоя; высокая производительность и возможность автоматизации; отсутствие обезуглероживания и окалинообразования; минимальное коробление детали. К недостаткам относится высокая стоимость индуктора, являющегося индивидуальным для каждой детали, и отсюда малая применимость ТВЧ к условиям единичного производства.
Для поверхностной закалки применяют обычно углеродистые стали, содержащие около 0,4 % С. Глубокая прокаливаемость при этом методе не используется, поэтому легированные стали обычно не применяют. После закалки проводят низкий отпуск при 200 °С или даже самоотпуск. После закалки и отпуска твердость стали HRC45—55 на поверхности и HRC25—30 в сердцевине.
Высокочастотной закалке подвергают шейки коленчатых валов, кулачковых валов, гильзы цилиндров, поршневые пальцы, детали гусениц, пальцы рессоры и т. д. Выбор толщины упрочняемого слоя зависит от условий работы детали. Если от детали требуется только высокая износостойкость, толщина упрочняемого слоя составляет 1,5—3 мм, в случае высоких контактных нагрузок и возможной перешлифовки оптимальная толщина возрастает до 5—10 мм.
Для поверхностной закалки может использоваться нагрев лазером. Лазеры — это квантовые генераторы оптического диапазона в основу работы которых положено усиление электромагнитных колебаний за счет индуцированного излучения атомов (молекул). Лазерное излучение распространяется очень узким пучком и характеризуется высокой концентрацией энергии. Источниками генерируемого излучения служат твердые тела (рубины, алюминиевые граниты, иттрий, стекла) и газы (Не, Ne, Аг, СО2
).
Под действием лазерного излучения поверхность деталей за короткий промежуток времени (10-3
—10-7
с) нагревается до высоких температур. После прекращения облучения нагретые участки быстро охлаждаются благодаря интенсивному отводу тепла холодными объемами металла. Происходит закалка тонкого поверхностного слоя.
Лазерная обработка поверхности стальных и чугунных деталей существенно увеличивает их износостойкость, предел выносливости при изгибе и предел контактной выносливости. Лазерная обработка — перспективный метод поверхностного упрочнения изделий сложной формы, работающих в условиях износа и усталостного нагружения.
|
