Содержание
1. Анализ проектируемой детали и условия её работы
1.1 Описание детали
1.2 Анализ условий работы
1.3 Составление требований к деталям
1.4 Материалы для изготовления
1.4.1 Серый чугун
1.4.2 Алюминиевые сплавы
1.4.3 Табличные данные по материалам
2. Технология изготовления
2.1 Технологическая схема производства
2.2 Описание каждого технологического этапа
2.2.1 Добыча бокситов
2.2.2 Получение глинозема из руд
2.2.3. Основы электролиза криолитоглиноземных расплавов
2.2.4 Электротермическое получение алюминиево-кремниевых сплавов
2.3 Литье в песчаные формы
3. Улучшение механических свойств
3.1 Старение и закалка
4. Механическая обработка
4.1 Установка базовых точек
4.2 Получение коренных опор коленвала (постель коленвала) и установка гильз
Вывод по проделанной работе
Список использованной литературы
1. Анализ проектируемой детали и условия её работы
1.1 Описание детали
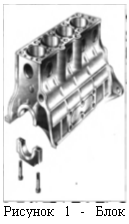
Блок цилиндров - литая деталь, служит основой двигателя внутреннего сгорания. К его верхней части крепится головка блока, нижняя часть является частью картера, в ней имеются опорные поверхности для установки коленчатого вала.
Блок цилиндров (или блок-картер) воспринимает нагрузки от вращающихся и поступательно движущихся деталей. Наиболее распространенные рядные четырехцилиндровые двигатели обычно имеют блок отлитый из серого легированного чугуна, реже – алюминия, блок показан на Рисунке 1. При этом гильзы цилиндров отлиты за одно целое с блоком, образуя рубашку охлаждения между гильзами и наружными стенками. Блок цилиндров имеет в нижней части отверстия - т.н. постели для вкладышей подшипников коленчатого вала. Постели обрабатываются на специальном прецизионном оборудовании с высокой точностью.
Сами цилиндры могут являться частью отливки (негильзованный блок), а могут иметь отдельные сменные гильзы, которые могут быть "мокрыми" или "сухими", схематично это показано на Рисуноке 2.
Сухие гильзы чаще всего запрессовывают в корпус блока, а мокрые гильзы дополнительно уплотняют кольцами из различных материалов таких как резина, или меди. Отвод теплоты через гильзы к охлаждающей жидкости зависит от свойств материала гильзы и её толщины (чем выше теплопроводность материала и тоньше стенки гильзы, тем лучше теплоотвод).
Реклама

Применение гильзованных цилиндров, с одной стороны, несколько увеличивает стоимость двигателя и усложняет его сборку, но с другой стороны, - упрощает ремонт блока, так как в этом случае достаточно заменить гильзы и поршневую группу.
В то же время у негильзованных блоков при износе зеркала цилиндра его необходимо растачивать и хонинговать, что существенно усложняет ремонт, так как требуется обязательная практически полная разборка двигателя. Кроме того, к негильзованным блокам предъявляются очень высокие требования к качеству материала и технологии отливки.

Рисунок 2 - Схематичное изображение сечения блоков различных
Вокруг каждого цилиндра выполнены резьбовые отверстия для болтов крепления головки блока как Рисуноке 3. Резьбовые отверстия не связываются напрямую с гильзой (что уменьшает деформацию гильзы при затяжке болтов головки. Небольшая деформация гильз при затяжке все равно проявляется, но обычно не превышает 0,010-0,015 мм, хотя может значительно увеличиться при излишнем затягивании болтов головки.

Рисунок 3 - Отверстия болтов крепления головки блока цилиндров: 1 — проточка; 2 — деформация при отсутствии проточки
Рабочие поверхности цилиндров и гильз, которые называют зеркалом цилиндра, обрабатываются с высокой точностью и имеют очень высокую чистоту. Иногда на зеркало цилиндра наносят специальный микрорельеф, высота которого составляет доли микрометров. Такая поверхность хорошо удерживает масло и способствует снижению трения боковой поверхности поршня и колец о зеркало цилиндра.
Зеркало цилиндра Зеркало цилиндра находится в постоянном контакте с поршнем и смазывается моторным маслом, которое разбрызгивается вращающимися элементами кривошипно-шатунного механизма. Высокие технологические свойства металла и качество его обработки обуславливают необходимое сопротивление поверхности.
Рубашка охлаждения Рубашка охлаждения предназначена для отвода тепла от стенок цилиндров и от головки двигателя. Целью применения водяной система охлаждения двигателя является не только отвод тепла от стенок цилиндров, но и поддержание расчетной рабочей температуры.
Картер коленчатого вала На картере блока цилиндров предусмотрены места креплений таких элементов как генератор, компрессор кондиционера, кронштейнов крепления, насоса гидроусилителя руля и др. Картер коленчатого вала может быть отлит с блоком цилиндров в едином корпусе, а может присоединяться к нему болтами. К нижней части картера блока крепится масляный поддон, который предназначен для хранения моторного масла. Поддон обычно изготавливается из стали или алюминиевого сплава.
Реклама

1.2 Анализ условий работы
Цилиндр двигателя предназначены для направления возвратно-поступательного движения поршня, восприятия энергии, выделяющейся при сгорании топлива, восприятия и отвода тепла от камеры сгорания к охлаждающей жидкости, а так же для крепления коленчатого вала для этого в блоке цилиндров выполнены каналы для смазки и охлаждения. В картере блока цилиндров выполнены постели для крепления коленчатого вала. Из этого следует, что блок-картер подвергается:
· Воздействию давления газов;
· Силы воздействия газов, которые воспринимаются резьбовыми соединениями головки блока цилиндров и опорами коленчатого вала;
· внутренние силы инерции (изгибающие силы), являющиеся результатом сил инерции при вращении и колебаниях;
· внутренние силы кручения (скручивающие силы) между отдельными цилиндрами;
· крутящий момент коленчатого вала и, как результат, силы реакции опор двигателя;
· свободные силы и моменты инерции, как результат сил инерции при колебаниях, которые воспринимаются опорами двигателя;
· Боковых сил трения возникающих при движении поршня;
· Изгибающим нагрузкам от сил давления газов и сил инерции, передаваемых через шатуны от поршней, от коленчатого вала нагрузки передаются на коренные опоры коленчатого вала и изгибают блок;
· Трение с элементами поршня (вызывает механический износ);
· Высокая температура (вызывает выжигание и коррозию металла) В том случае, если блок цилиндров изготавливается из алюминиевого сплава, зеркало цилиндра выполняется в специальной чугунной вставке (гильзе);
· Упругие деформации блока или вала приводит к искривлению осей постелей и шеек коленчатого вала. В этом случае появляется износ, неравномерный по ширине шейки;
· Нагрузка, передаваемая от вкладышей к постели, при периодическом искривлении осей приводит к износу поверхностей самих постелей (такая ситуация характерна, например, для шатунных подшипников длинных валов с малым количеством опор (например, четырехопорный вал рядного шестицилиндрового двигателя);
1.3 Составление требований к деталям
Проанализировав условия работы блока-картера, в предыдущем пункте, можно выдвинуть требования к свойствам блока цилиндров двигателя внутреннего сгорания, а именно:
· Жесткость является весьма важной характеристикой блока, которая определяет упругие деформации блока под действием различных сил. При работе двигателя коленчатый вал испытывает изгибающие нагрузки от сил давления газов и сил инерции, передаваемых через шатуны от поршней. От коленчатого вала нагрузки передаются на коренные опоры коленчатого вала и изгибают блок. При его недостаточной жесткости это может привести к ускоренному износу подшипников и выходу двигателя из строя. Жесткость блока на изгиб обычно увеличивается при увеличении расстояния от плоскости разъема коренных подшипников до нижней плоскости разъема блока и поддона картера как показано на Рисунке 4 , а также с увеличением ширины блока, толщины стенок. Особенно это важно для рядных многоцилиндровых двигателей (с числом цилиндров 5-6).
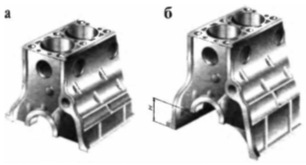
Рисунок 4 - Увеличение жесткости блок-картера (а) путем увеличения размера Н (б)
· соосность отверстий всех постелей блока;
· одинаковый размер (диаметр) всех постелей (за исключением специальных конструкций);
· перпендикулярность осей постелей и цилиндров;
· Параллельность плоскости разъема блока с головкой и оси постелей;
· Параллельность осей постелей вспомогательных и распределительного валов (если они установлены в блоке) оси постелей коленчатого вала;
· Практика показывает, что все отклонения от перпендикулярности и параллельности не должны превышать половины рабочего зазора деталей. При зазоре 0,04+0,06 мм это составляет не более 0,02+0,03 мм.
1.4 Материалы для изготовления
Блок-картер является одной из самых тяжелых деталей всего автомобиля. И занимает самое критичное место для динамики движения: место над передней осью. Поэтому именно здесь делаются попытки полностью использовать потенциал для уменьшения массы. Серый чугун, который в течение десятилетий использовался в качестве материала для блок-картера, все больше и больше заменяется в бензиновых так и в дизельных двигателях алюминиевыми сплавами. Это позволяет получить значительное снижение массы. Но, преимущество в массе не единственное отличие, которое имеет место при обработке и применении другого материала. Изменяется также акустика, антикоррозионные свойства, требования к производству обработке и объемы сервисного обслуживания.
1.4.1Серый чугун
Чугун - это сплав железа с содержанием углерода более 2 % и кремния более 1,5 %. В сером чугуне избыточный углерод содержится в форме графита. Для блок-картеров дизельных двигателей использовался и используется чугун с пластинчатым графитом, который получил свое название по расположению находящегося в нем графита. Другие составляющие сплава - это марганец, сера и фосфор в очень маленьких количествах. Чугун с самого начала предлагался как материал для блок-картеров серийных двигателей, т. к. этот материал не дорог, просто обрабатывается и обладает необходимыми свойствами. Легкие сплавы долго не могли удовлетворить этим требованиям. Автопроизводители используют для своих двигателей чугун с пластинчатым графитом вследствие его особенно благоприятных свойств. А именно:
· хорошая теплопроводность;
· хорошие прочностные свойства;
· простая механообработка;
· хорошие литейные свойства;
· очень хорошее демпфирование.
Выдающееся демпфирование - это одно из отличительных свойств чугуна с пластинчатым графитом. Оно означает способность воспринимать колебания и гасить их за счет внутреннего трения. Благодаря этому значительно улучшаются вибрационные и акустические характеристики двигателя. Хорошие свойства, прочность и простая обработка делают блок-картер из серого чугуна и сегодня конкурентоспособным. Благодаря высокой прочности, бензиновые двигатели М и дизельные двигатели и сегодня делаются с блок-картерами из серого чугуна. Возрастающие требования к массе двигателя на легковом автомобиле в будущем смогут удовлетворить только легкие сплавы.
1.4.2 Алюминиевые сплавы
Блок-картеры из алюминиевых сплавов пока еще относительно новы только для дизельных двигателей. Плотность алюминиевых сплавов составляет примерно треть по сравнению с серым чугуном. Однако, это не значит, что преимущество в массе имеет такое же соотношение, т. к. вследствие меньшей прочности такой блок-картер приходится делать массивнее.Другие свойства алюминиевых сплавов:
· хорошая теплопроводность;
· хорошая химическая стойкость;
· неплохие прочностные свойства;
· простая механообработка.
Чистый алюминий не пригоден для литья блок-картера, т. к. имеет недостаточно хорошие прочностные свойства. В отличие от серого чугуна основные легирующие компоненты добавляются здесь в относительно больших количествах.
Сплавы делятся на четыре группы, в зависимости от преобладающей легирующей добавки. Эти добавки:
· кремний (Si);
· медь (Си);
· магний (Мд);
· цинк (Zn).
Для алюминиевых блок-картеров двигателей используются исключительно сплавы AlSi. Они улучшаются небольшими добавками меди или магния. Кремний оказывает положительное воздействие на прочность сплава. Если составляющая больше 12 %, то специальной обработкой можно получить очень высокую твердость поверхности, хотя резание при этом осложнится. В районе 12 % имеют место выдающиеся литейные свойства. Добавка меди (2-4 %) может улучшить литейные свойства сплава, если содержание кремния меньше 12 %. Небольшая добавка магния (0,2-0,5 %) существенно увеличивает значения прочности. Для бензиновых и дизельных двигателей используют алюминиевый сплав AISi7MgCuO,5. Как видно из обозначения AISi7MgCuO,5, этот сплав содержит 7 % кремния и 0,5 % меди. Он отличается высокой динамической прочностью. Другими положительными свойствами являются хорошие литейные свойства и пластичность. Правда, он не позволяет достичь достаточно износостойкой поверхности, которая необходима для зеркала цилиндра. Поэтому блок-картеры из AISI7MgCuO,5 придется выполнять с гильзами цилиндров.
Прогрессивные исследователи задумываются об использовании еще более легкого материала - магниевого сплава. Были созданы прототипы двигателей, в которых металлические гильзы цилиндров устанавливались в легковесные пластиковые блоки, хотя эти двигатели оказывались ужасно шумными.
1.4.3 Табличные данные по материалам
Ниже я дам табличные сравнение 2х марок чугуна(СЧ25 и СЧ35), 2х марок алюминия(АЛ2 и АЛ4) и одной марки марганцевого сплава(МЛ4) из которых можно делать отливки блока-картера.
Таблица 1 - Классификация
| Материал |
Название |
Применение материалов |
| СЧ25 |
Чугун серый |
для изготовления отливок |
| СЧ35 |
Чугун серый |
для изготовления отливок |
| АЛ2 |
Алюминиевый литейный сплав |
для изготовления деталей малой нагруженности; сплав отличается высокой герметичностью |
| АЛ4 |
Алюминиевый литейный сплав |
для изготовления деталей средней и большой нагруженности; сплав отличается высокой герметичностью |
| МЛ4 |
Магниевый литейный сплав |
детали двигателей и других агрегатов, работающие в условиях высокой коррозионной стойкости, статических и динамических нагрузок; предельная рабочая температура: 150°C -длительная, 250°C -кратковременная |
Таблица 2 - Химический состав в % материала СЧ25 и СЧ35
| Материал |
C |
Si |
Mn |
S |
P |
| СЧ25 |
3.2 - 3.4 |
1.4 - 2.2 |
0.7 - 1 |
до 0.15 |
до 0.2 |
| СЧ35 |
2.9 - 3 |
1.2 - 1.5 |
0.7 - 1.1 |
до 0.12 |
до 0.2 |
Таблица 3 - Химический состав в % материала АЛ2
| Fe |
Si |
Mn |
Ti |
Al |
Cu |
Zr |
Mg |
Zn |
Примесей |
| до 1.5 |
10 - 13 |
до 0.5 |
до 0.1 |
84.3 - 90 |
до 0.6 |
до 0.1 |
до 0.1 |
до 0.3 |
всего 2.7 |
Таблица 4 - Химический состав в % материала АЛ4
| Fe |
Si |
Mn |
Al |
Cu |
Pb |
Be |
Mg |
Zn |
Sn |
Примесей |
- |
| до 1 |
8 - 10.5 |
0.2 - 0.5 |
87.2 - 91.63 |
до 0.1 |
до 0.05 |
до 0.1 |
0.17 - 0.3 |
до 0.2 |
до 0.01 |
всего 1.5 |
Ti+Zr<0.15 |
Таблица 5 - Химический состав в % материала МЛ4
| Fe |
Si |
Mn |
Ni |
Al |
Cu |
Zr |
Be |
Mg |
Zn |
Примесей |
| до 0.06 |
до 0.25 |
0.15 - 0.5 |
до 0.01 |
5 - 7 |
до 0.1 |
до 0.002 |
до 0.002 |
88.4 - 92.85 |
2 - 3.5 |
прочие 0.1; всего 0.5 |
Таблица 6 - Механические свойства при Т=20o
С
| S
в
|
S
T
|
5
|
Твердость по Бринеллю
|
| МПа |
МПа |
% |
МПа |
| СЧ25 |
250 |
HB 10 -1
= 156 - 260 |
| СЧ35 |
350 |
HB 10 -1
= 179 - 290 |
| АЛ2 |
160-170 |
80-90 |
5 |
HB 10 -1
= 55 |
| АЛ2 |
190 |
120 |
1.8 |
| АЛ4 |
260 |
200 |
4 |
HB 10 -1
= 70 |
| АЛ4 |
290 |
160 |
2 |
| МЛ4 |
250-255 |
85-115 |
6-9 |
HB 10 -1
= 50 - 75 |
Таблица 7 - Физические свойства материала СЧ25 и СЧ 35
| Материал |
T |
E 10- 5
|
10 6
|
|
|
C |
| - |
Град |
МПа |
1/Град |
Вт/(м·град) |
кг/м3
|
Дж/(кг·град) |
| СЧ25 |
20 |
1 |
50 |
7200 |
| 100 |
10 |
500 |
СЧ 35
|
20 |
1.4 |
42 |
7400 |
| 100 |
11 |
545 |
Таблица 8 - Физические свойства материала АЛ2 и АЛ4
| Материал |
T |
E 10- 5
|
10 6
|
|
|
C |
| - |
Град |
МПа |
1/Град |
Вт/(м·град) |
кг/м3
|
Дж/(кг·град) |
| АЛ2 |
20 |
0.7 |
2650 |
| 100 |
21.1 |
168 |
838 |
| АЛ4 |
20 |
0.7 |
2650 |
| 100 |
21.7 |
155 |
755 |
Таблица 9 - Физические свойства материала МЛ4
| T |
E 10- 5
|
10 6
|
|
|
C |
| Град |
МПа |
1/Град |
Вт/(м·град) |
кг/м3
|
Дж/(кг·град) |
| 20 |
0.43 |
79.5 |
1830 |
1046.7 |
| 100 |
27.6 |
Обозначения:
HB - Твердость по Бринеллю , [МПа]
T - Температура, при которой получены данные свойства , [Град]
E - Модуль упругости первого рода , [МПа]
a - Коэффициент температурного (линейного) расширения (диапазон 20o
- T ) , [1/Град]
l - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
r - Плотность материала , [кг/м3
]
C - Удельная теплоемкость материала (диапазон 20o
- T ), [Дж/(кг·град)]
R - Удельное электросопротивление, [Ом·м]
Вывод: Для своего алюминиевого блока-картера двигателя я буду использовать исключительно сплавы AlSi, а именно АЛ4. Они улучшаются небольшими добавками меди или магния. Кремний оказывает положительное воздействие на прочность сплава. Если составляющая больше 12 %, то специальной обработкой можно получить очень высокую твердость поверхности, хотя резание при этом осложнится. В районе 12 % имеют место выдающиеся литейные свойства. Добавка меди (2-4 %) может улучшить литейные свойства сплава, если содержание кремния меньше 12 %. Небольшая добавка магния (0,2-0,5 %) существенно увеличивает значения динамической прочности. Другими положительными свойствами являются хорошие литейные свойства и пластичность. Правда, он не позволяет достичь достаточно износостойкой поверхности, которая необходима для зеркала цилиндра. Поэтому блок-картеры из АЛ4 придется выполнять с гильзами цилиндров.
2.Технология изготовления
2.1 Технологическая схема производства


2.2 Описание каждого технологического этапа
2.2.1 Добыча бокситов
Рудами алюминия могут служить лишь породы, богатые глиноземом (Al2
O3
) и залегающие крупными массами на поверхности земли. К таким породам относятся бокситы, нефелины — (Na, K)2
OּAl2
O3
ּ2SiO2
, алуниты — (Na, K)2
SO4
ּAl2
(SO4
)3
ּ4Al(OH)3
и каолины (глины), полевой шпат (ортоклаз) — K2
OּAl2
O3
ּ6SiO2
.
Основной рудой для получения алюминия являются бокситы. Бокситы—важнейшая алюминиевая руда. На долю бокситов приходится основная часть мирового производства глинозема. Бокситы являются сложной горной породой, алюминий в которых находится в виде гидроксидов—диаспора и бемита (одноводные оксиды), гиббсита или гидраргиллита (трехводный оксид). Наряду с гидроксидами часть алюминия может находиться в бокситах в виде корунда, каолинита и других минералов.
Алюминий в них содержится в виде гидроокисей Al(OH), AlOOH, корунда Al2
O3
и каолинита Al2
O3
ּ2SiO2
ּ2H2
O. Химический состав бокситов сложен: 28-70% глинозема; 0,5-20% кремнезема; 2-50% окиси железа; 0,1-10% окиси титана. В последнее время в качестве руды стали применять нефелины и алуниты. Нефелин (KּNa2
OּAl2
O3
ּ2SiO2
) входит в состав апатитонефелиновых пород (на Кольском полуострове).
Наиболее важным является Североуральское месторождение бокситов в Свердловской области. Североуральскне бокситы — диаспор-бемитовые и диаспоровые; основная масса их характеризуется высоким содержанием А12
O3
(52—54 %) и низким содержанием кремнезема (3—5%); содержание Fе2
О3
в этих бокситах 21—28%. Добыча бокситов ведется подземным (шахтным) способом с глубины до 700 м. Содержание оксида углерода (IV) —СОа в добываемых бокситах (2,5—3,5%) и серы (около 1 %) высокое, что снижает их качество. Часть месторождений находится в районах, трудных для освоения, и непригодна для разработки более эффективным открытым способом.
Ряд месторождений бокситов бемит-диаспорового типа открыт на Южном Урале в Челябинской области и Башкирской области. Южноуральские бокситы характеризуются повышенным содержанием кремнезема и оксида углерода (IV), а также высокой твердостью. Их добывают также подземным способом. Добываемые бокситы в среднем содержат, % (по массе): А12
O3
50—53; SiO2
5—10 и Fе2
О3
21—22.
2.2.2 Получение глинозема из руд
Глинозем получают тремя способами: щелочным, кислотным и электролитическим. Наибольшее распространение имеет щелочной способ (метод К. И. Байера, разработанный в России в конце позапрошлого столетия и применяемый для переработки высокосортных бокситов с небольшим количеством (до 5-6%) кремнезема). С тех пор техническое выполнение его было существенно улучшено. Схема производства глинозема по способу Байера представлена на Рисунке 5.

Рисунок 5 - Схема производства глинозема по способу Байера
Сущность способа состоит в том, что алюминиевые растворы быстро разлагаются при введении в них гидроокиси алюминия, а оставшийся от разложения раствор после его выпаривания в условиях интенсивного перемешивания при 169-170о
С может вновь растворять глинозем, содержащийся в бокситах. Этот способ состоит из следующих основных операций:
1). Подготовки боксита, заключающийся в его дроблении и измельчении в мельницах; в мельницы подают боксит, едкую щелочь и небольшое количество извести, которое улучшает выделение Al2
O3
; полученную пульпу подают на выщелачивание;
2). Выщелачивания боксита (в последнее время применяемые до сих пор блоки автоклав круглой формы частично заменены трубчатыми автоклавами, в которых при температурах 230-250°С (500-520 К) происходит выщелачивание), заключающегося в химическом его разложении от взаимодействия с водным раствором щелочи; гидраты окиси алюминия при взаимодействии со щелочью переходят в раствор в виде алюмината натрия:
AlOOH+NaOH→NaAlO2
+H2
O
или
Al(OH)3
+NaOH→NaAlO2
+2H2
O;
содержащийся в боксите кремнезем взаимодействует со щелочью и переходит в раствор в виде силиката натрия:
SiO2
+2NaOH→Na2
SiO3
+H2
O;
в растворе алюминат натрия и силикат натрия образуют нерастворимый натриевый алюмосиликат; в нерастворимый остаток переходят окислы титана и железа, предающие остатку красный цвет; этот остаток называют красным шламом. По окончании растворения полученный алюминат натрия разбавляют водным раствором щелочи при одновременном понижении температуры на 100°С;
3). Отделения алюминатного раствора от красного шлама обычно осуществляемого путем промывки в специальных сгустителях; в результате этого красный шлам оседает, а алюминатный раствор сливают и затем фильтруют (осветляют). В ограниченных количествах шлам находит применение, например, как добавка к цементу. В зависимости от сорта бокситов на 1 т полученной окиси алюминия приходится 0,6-1,0 т красного шлама (сухого остатка);
4). Разложения алюминатного раствора. Его фильтруют и перекачивают в большие емкости с мешалками (декомпозеры). Из пересыщенного раствора при охлаждении на 60°С (330 К) и постоянном перемешивании извлекается гидроокись алюминия Al(OH)3
. Так как этот процесс протекает медленно и неравномерно, а формирование и рост кристаллов гидроокиси алюминия имеют большое значение при ее дальнейшей обработке, в декомпозеры добавляют большое количество твердой гидроокиси — затравки:
Na2
OּAl2
O3
+4H2
O→Al(OH)3
+2NaOH;
5). Выделения гидроокиси алюминия и ее классификации; это происходит в гидроциклонах и вакуум-фильтрах, где от алюминатного раствора выделяют осадок, содержащий 50-60% частиц Al(OH). Значительную часть гидроокиси возвращают в процесс декомпозиции как затравочный материал, которая и остается в обороте в неизменных количествах. Остаток после промывки водой идет на кальцинацию; фильтрат также возвращается в оборот (после концентрации в выпарных аппаратах — для выщелачивания новых бокситов);
6). Обезвоживания гидроокиси алюминия (кальцинации); это завершающая операция производства глинозема; ее осуществляют в трубчатых вращающихся печах, а в последнее время также в печах с турбулентным движением материала при температуре 1150-1300о
С; сырая гидроокись алюминия, проходя через вращающуюся печь, высушивается и обезвоживается; при нагреве происходят последовательно следующие структурные превращения:
Al(OH)3
→AlOOH→ γ-Al2
O3
→ α-Al2
O3
В окончательно прокаленном глиноземе содержится 30-50% α-Al2
O3
(корунд), остальное γ-Al2
O3
. Этим способом извлекается 85-87% от всего получаемого глинозема. Полученная окись алюминия представляет собой прочное химическое соединение с температурой плавления 2050 о
С.
2.2.3 Основы электролиза криолитоглиноземных расплавов
Электролиз криолитоглиноземных расплавов является основным способом получения алюминия, хотя некоторое количество алюминиевых сплавов получается электротермическим способом.
Первые промышленные электролизеры были на силу тока до 0,6 кА и за последующие 100 лет она возросла до 300 кА. Тем не менее, это не внесло существенных изменений в основы производственного процесса.
Общая схема производства алюминия представлена на Рисунке 5 Основным агрегатом является электролизер. Электролит представляет собой расплав криолита с небольшим избытком фторида алюминия, в котором растворен глинозем. Процесс ведут при переменных концентрациях глинозема приблизительно от 1 до 8 % (масс.). Сверху в ванну опущен угольный анод, частично погруженный в электролит. Существуют два основных типа расходуемых анодов: самообжигающиеся и предварительно обожженные. Первые используют тепло электролиза для обжига анодной массы, состоящей из смеси кокса-наполнителя и связующего – пека. Обожженные аноды представляют собой предварительно обожженную смесь кокса и пекового связующего.

Рисунок 6 - Схема производства алюминия из глинозема.
Расплавленный алюминий при температуре электролиза (950–960°С) тяжелее электролита и находится на подине электролизера. Криолитоглиноземные расплавы – очень агрессивны, противостоять которым могут углеродистые и некоторые новые материалы. Из них и выполняется внутренняя футеровка электролизера.
Для преобразования переменного тока в постоянный на современных заводах применяются полупроводниковые выпрямители с напряжением 850В и коэффициентом преобразования 98,5%, установленные в кремниевой преобразовательной подстанции (КПП). Один выпрямительный агрегат дает ток силой до 63 кА. Число таких агрегатов зависит от необходимой силы тока, так как все они включены параллельно.
Процесс, протекающий в электролизере, состоит в электролитическом разложении глинозема, растворенного в электролите. На жидком алюминиевом катоде выделяется алюминий, который периодически выливается с помощью вакуум-ковша и направляется в литейное отделение на разливку или миксер, где в зависимости от дальнейшего назначения металла готовятся сплавы с кремнием, магнием, марганцем, медью или проводится рафинирование. На аноде происходит окисление выделяющимся кислородом углерода. Отходящий анодный газ представляет собой смесь СО2
и СО.
Электролизеры обычно снабжены укрытиями, отводящими отходящие газы, и системой очистки. Это снижает выделение вредных веществ в атмосферу. Технологический процесс требует, чтобы укрытие было герметично для обеспечения отсоса газа в коллектор с помощью вентиляторов. В удаляемых газах от электролизеров преобладают диоксид углерода (большая часть оксида углерода дожигается либо над электролитом, либо в специальных горелках после газосборного колокола), азот, кислород, газообразные и твердые фториды и частицы глиноземной пыли. Для их удаления и возвращения в процесс применяются различные технологические схемы.
Современные электролизеры оборудованы системой автоматического питания глиноземом (АПГ) с периодом загрузки 10–30 мин.
Суммарная реакция, происходящая в электролизере, может быть представлена уравнением

Таким образом, теоретически на процесс электролиза расходуются глинозем и углерод анода, а также электроэнергия, необходимая не только для осуществления электролитического процесса – разложения глинозема, но и для поддержания высокой рабочей температуры. Практически расходуется и некоторое количество фтористых солей, которые испаряются и впитываются в футеровку. Количество сырья для получения 1 т алюминия представлено в Таблице 10:
Таблица 10 - Количество сырья для получения 1 т алюминия
| глинозема, кг |
1925 – 1930 |
| углерода анода, кг |
500 – 600 |
| фтористых солей, кг |
50 – 70 |
| электроэнергии (в переменном токе), кВт-ч |
14500 – 17500 |
Производство алюминия является одним из самых энергоемких процессов, поэтому алюминиевые заводы строят вблизи источников энергии.
Все материалы, поступающие на электролиз, должны иметь минимальное количество примесей более электроположительных, чем алюминий (железо, кремний, медь и др.), так как эти примеси при электролизе практически полностью переходят в металл.
2.2.4 Электротермическое получение алюминиево-кремниевых сплавов
Получить чистый алюминий непосредственным восстановлением его оксида невозможно. Карботермические процессы требуют высоких температур (около 2000°С) для восстановления глинозема и при отсутствии сплавообразующих компонентов металл связывается с углеродом, давая карбид алюминия (А14
С3
). Известно, что карбид алюминия и алюминий растворимы друг в друге и образуют весьма тугоплавкие смеси. Кроме того, А14
С3
растворяется в А12
О3
, поэтому врезультате восстановления оксида алюминия углеродом получаются смеси алюминия, карбида и оксида, имеющие высокие температуры плавления. Выпустить такую массу из печи обычно не представляется возможным. Даже если это и удается сделать, потребуются большие затраты на разделение.
В нашей стране впервые в мире разработан и осуществлен в промышленном масштабе с достаточно высокими технико-экономическими показателями способ получения силикоалюминия (алюминиево-кремниевых сплавов).
Общая технологическая схема производства алюминиево-кремниевых сплавов представлена на Рисунке 7. В качестве исходного сырья, кроме каолинов (Al2
O3
×2SiO2
×2H2
O), могут быть использованы кианиты (Al2
O3
×SiO2
), дистенсиллиманиты (Al2
O3
×SiO2
) и низкожелезистые бокситы.
Сплав после электроплавки поступает на очистку от неметаллических примесей. Для этого подают флюс, состоящий из смеси криолита и хлорида натрия, который смачивает эти примеси и "собирает" их. Рафинированный силикоалюминий имеет средний состав (%): А1 – 61; Si – 36; Fe – 1,7; Ti – 0,6; Zr – 0,5; Ca – 0,7. Этот сплав не годится для производства силумина и требует очистки от железа. Наиболее распространен способ очистки марганцем, который образует с железом тугоплавкие интерметаллиды.

Рисунок 7 - Общая схема производства алюминиево-кремниевых сплавов
Полученный сплав разбавляют техническим электролитическим алюминием или вторичным алюминием до состава, отвечающего различным сортам силуминов, и разливают в слитки.
Преимущества такого способа получения силумина перед сплавлением электролитического алюминия с кристаллическим кремнием состоят в следующем: большая мощность единичного агрегата – современные печи имеют мощность 22,5 MB×A, что примерно в 30 раз выше мощности электролизера на 160 кА, а, следовательно, уменьшение грузопотоков, снижение капитальных затрат и затрат труда; применение сырья с низким кремниевым модулем, запасы которого в природе достаточно велики.
Теоретически из алюминиево-кремниевого сплава можно выделить различными приемами чистый алюминий. Однако из-за сложности аппаратурного и технологического оформления в промышленности эти способы в настоящее время не реализуются.
2.3 Литье в песчаные формы
Этот способ литья очень разнообразен и применяется для изготовления отливок почти любой конфигурации из большинства известных литейных сплавов. В настоящее время литьем в песчаные формы изготавливается около 80 % всех отливок по массе. Технологический процесс производства отливок в данном способе литья разнообразен по уровню механизации (особенно при изготовлении литейных форм и стержней), начиная от ручного труда и кончая автоматизированными формовочно-заливочными комплексами с электронной схемой управления. Сущность процесса заключается в изготовлении отливок свободной заливкой расплавленного металла в песчаную форму. После затвердевания и охлаждения отливки осуществляется ее выбивка с одновременным разрушением формы. Однако литье в песчаные формы имеет крупный недостаток, отливки не имеют точных механических размеров, нужно давать припуск на механическую обработку и усадку.
Что касается точности, то литьем в песчаные формы можно получать отливки с шероховатостью поверхности Rа = 80–10 и с точностью, соответствующей 14–17-му квалитетам и грубее. В то же время, если форма изготовлена из обычной песчано-глинистой смеси, то шероховатость поверхности отливки находится в пределах Rа 80 – Rа 40. При использовании песчано-масляных смесей шероховатость отливок находится в пределах Rа 80 – Rа 20, а при использовании хромомагнезитовых смесей может достигать Rа 20 – Rа 5,0.
Для изготовления песчаных форм используют формовочные и стержневые смеси, приготовленные из кварцевых и глинистых песков (ГОСТ 2138—74), формовочных глин (ГОСТ 3226—76), связующих и вспомогательных материалов. Выполнение полостей в отливках осуществляют с помощью стержней, изготавливаемых в основном по горячим (220—300 °С) стержневым ящикам. Для этой цели используют плакированный кварцевый песок или смесь песка с термореактивной смолой и катализатором. Для изготовления стержней широко используют однопозиционные пескострельные автоматы и установки, а также карусельные многопозиционные установки. Стержни, подвергающиеся сушке, изготавливают на встряхивающих, пескодувных и пескострельных машинах или вручную из смесей масляными (4ГУ, С) или водорастворимыми связующими. Продолжительность сушки (от 3 до 12 ч) зависит от массы и размеров стержняи определяется обычно опытным путем. Температуру сушки назначают в зависимости от природы связующего: для масляных связующих 250—280 °С, а для водорастворимых 160—200 °С. Для изготовления крупных массивных стержней все большее применение получают смеси холодного твердения (ХТС) или жидкодвижные самотвердеющие смеси (ЖСС). Смеси холодного твердения в качестве связующего содержат синтетические смолы, а катализатором холодного твердения обычно служит ортофосфорная кислота. Смеси ЖСС содержат поверхностно-активное вещество, способствующее образованию пены.
Соединение стержней в узлы производят склейкой или путем заливки алюминиевых расплавов в специальные отверстия в знаковых частях. Усадка сплава при охлаждении обеспечивает необходимую прочность соединения.
Плавное без ударов и завихрений заполнение литейных форм обеспечивается применением расширяющихся литниковых систем с соотношением площадей сечений основных элементов Fст : Fшп : Fпит 1:2:3; 1:2:4; 1:3:6 соответственно для нижнего, щелевого или многоярусного подвода металла к полости литейной формы. Скорость подъема металла в полости литейной формы не должна превышать 4,5/6, где 6 — преобладающая толщина стенок отливки, см. Минимальную скорость подъема металла в форме (см/с) определяют по формуле А. А. Лебедева Vmin = 3/§.
Тип литниковой системы выбирают с учетом габаритов отливки, сложности ее конфигурации и расположения в форме. Заливку форм для отливок сложной конфигурации небольшой высоты осуществляют, как правило, с помощью нижних литниковых систем. При большой высоте отливок и тонких стенках предпочтительно применение вертикально-щелевых или комбинированных литниковых систем. Формы для отливок малых размеров допустимо заливать через верхние литниковые системы. При этом высота падения струп металла в полость формы не должна превышать 80 мм.
Для уменьшения скорости движения расплава при входе в полость литейной формы и лучшего отделения взвешенных в нем оксидных плен и шлаковых включений в литниковые системы вводят дополнительные гидравлические сопротивления — устанавливают сетки (металлические или из стеклоткани) или ведут заливку через зернистые фильтры.
Литники (питатели), как правило, подводят к тонким сечениям (стенкам) отливок рассредоточенно по периметру с учетом удобств и их последующего отделения при обработке. Подвод металла в массивные узлы недопустим, так как вызывает образование в них усадочных раковин, макрорыхлот и усадочных "провалов" на поверхности отливок. В сечении литниковые каналы чаще всего имеют прямоугольную форму с размером широкой стороны 15—20 мм, а узкой 5—7 мм.
Сплав АЛ4 с узким интервалом кристаллизации предрасположен к образованию концентрированных усадочных раковин в тепловых узлах отливок. Для выведения этих раковин за пределы отливок широко используют установку массивных прибылей. Для тонкостенных (4—5 мм) и мелких отливок масса прибыли в 2—3 раза превышает массу отливок, для толстостенных—до 1,5 раз. Высоту прибыли выбирают в зависимости от высоты отливки. При высоте менее 150 мм высоту прибыли Нприб принимают равной высоте отливки Нотл. Для более высоких отливок отношение Нприб/Нотл принимают равным 0,3-0,5. Соотношение между высотой прибыли и ее толщиной составляет в среднем 2—3. Наибольшее применение при литье алюминиевых сплавов находят верхние открытые прибыли круглого или овального сечения; боковые прибыли в большинстве случаев делают закрытыми. Для повышения эффективности работы прибылей их утепляют, заполняют горячим металлом, доливают. Утепление обычно осуществляют наклейкой на поверхность формы листового асбеста с последующей подсушкой газовым пламенем.
Заливку песчаных форм металлом ведут из ковшей, футерованных огнеупорным материалом. Перед заполнением металлом ковши со свежей футеровкой сушат и прокаливают при 780—800 °С для удаления влаги. Температуру расплава перед заливкой поддерживаю на уровне 720—780 °С. Формы для тонкостенных отливок заполняют расплавами, нагретыми до 730—750 °С, а для толстостенных до 700—720 °С.
Возможные дефекты отливок, причины и меры по их устранению.
· Недоливы и спаи. Образуются от не слившихся потоков металла, затвердевающих до заполнения формы. Возможные причины: холодный металл, питатели малого сечения.Усадочные раковины – закрытые внутренние полости в отливках с рваной поверхностью. Возникают вследствие усадки сплавов, недостаточного питания. Устраняют с помощью прибылей.
· Горячие трещины в отливках возникают в процессе кристаллизации и усадки металла при переходе из жидкого состояния в твердое при температуре, близкой к температуре солидуса. Склонность сплава к образованию горячих трещин увеличивается при наличии неметаллических включений, газов, серы и других примесей. Образование горячих трещин вызывают резкие перепады толщин стенок, острые углы, выступающие части. Высокая температура заливки также повышает вероятность образования горячих трещин. Для предупреждения образования горячих трещин в отливках необходимо обеспечивать одновременное охлаждение толстых и тонких частей отливок; увеличивать податливость литейных форм; по возможности снижать температуру заливки сплава.
· Пригар – трудноудаляемый слой формовочной или стержневой смеси, приварившийся к отливке. Возникает при недостаточной огнеупорности смеси или слишком большой температуре металла.
· Песчаные раковины – полости в теле отливки, заполненные формовочной смесью. Возникают при недостаточной прочности формовочной смеси.
· Газовые раковины – полости отливки округлой формы с гладкой окисленной поверхностью. Возникают при высокой влажности и низкой газопроницаемости формы.
· Перекос. Возникает из-за неправильной центровки.
Преимущества:
· Конфигурация 1…6 групп сложности.
· Возможность механизировать производство.
· Дешевизна изготовления отливок.
· Возможность изготовления отливок большой массы.
· Отливки изготовляют из всех литейных сплавов, кроме тугоплавких.
Недостатки:
· Плохие санитарные условия.
· Большая шероховатость поверхности.
· Толщина стенок > 3мм.
· Вероятность дефектов больше, чем при др. способах литья.
Целесообразность и область применения
Этот способ литья экономически целесообразен при любом характере производства, для деталей любых массы, конфигурации, габаритов, для получения отливок практически из всех литейных сплавов. Этот способ литья является основным для производства отливок из чугуна и стали в различных отраслях машиностроения. А для изготовления массивных, крупногабаритных отливок это единственный способ литья. Данный способ литья накладывает определенные ограничения на толщину стенок изготавливаемых отливок.
Литьем в песчаные формы не рекомендуется изготавливать отливки с толщиной стенок: для отливок из алюминиевых сплавов размерами до 200 мм –менее 3–5 мм; до 800 мм – менее 5–8 мм.
3. Улучшение механических свойств
3.1 Старение и закалка
Для сплава АЛ4 рекомендуются два режима термической обработки. Режим Т1 : старение при температуре 175±5°С в течение 5-17 ч, охлаждение на воздухе. Режим Т6: закалка - нагрев при температуре 535± 5°C в течение 2-6 ч, охлаждение в воде при 20- 100°С +старение при 175±5°С в течение 10-15 ч, охлаждение на воздухе.
Электронно-микроскопическое исследование структуры сплава АЛ4 показало, что старение закаленного сплава при температуре 175°С, 10 ч сопровождается выделением метастабильной β'-фазы и большого количества частиц кремния, равномерно распределенных в зернах твердого раствора.
При этом предварительный кратковременный высокотемпературный нагрев на первой ступени старения как бы затормаживает процесс выделения кремния. Это, возможно, связано с уменьшением количества вакансий, сохранившихся в процессе закалки и необходимых для локализации атомов кремния, предшествующей его выделению.
Нагрев на первой ступени способствует равномерному распределению игольчатых выделений метастабильной β'-фазы при более низких температурах и приводит к измельчению структуры, получаемой после нагрева на второй ступени при температуре 160°С.
Микроструктура сплава в литом состоянии: α-твердый раствор, кремний, входящий в состав эвтектики α+Si, при наличии примеси железа фаза AlSiFeMn, при малом содержании марганца фаза Al5
FeSi. Мелкодисперсные частицы фазы Mg2
Si можно наблюдать с помощью оптического (микроскопа лишь в очень медленно охлажденном при кристаллизации сплаве. Термическая обработка приводит к некоторой коагуляции кремния, растворению упрочняющей фазы Mg2
Si; железосодержащие фазы не изменяются. Пережог сопровождается коагуляцией частиц кремния; на отдельных участках наблюдается выплавление эвтектики α+Si, которая при вторичном выделении кристаллизуется в мелкозернистой форме.
4. Механическая обработка
Технология механической обработки блока предполагает:
· Соосность отверстий всех постелей блока;
· Одинаковый размер (диаметр) всех постелей (за исключением специальных конструкций);
· Перпендикулярность осей постелей и цилиндров;
· Параллельность плоскости разъема блока с головкой и оси постелей;
· Параллельность осей постелей вспомогательных и распределительного валов (если они установлены в блоке) оси постелей коленчатого вала.
Практика показывает, что все отклонения от перпендикулярности и параллельности не должны превышать половины рабочего зазора деталей. При зазоре 0,04+0,06 мм это составляет не более 0,02+0,03 мм.
4.1 Установка базовых точек
Базовой поверхностью или базовыми точками на детали называются поверхности и точки, которыми деталь ориентируется относительно режущего инструмента при обработке. Понятно, что и в литейном и в механическом цехах замер и обработка точных отливок должны производиться относительно одних и тех же баз.
Иногда за базу принимается литейная необрабатываемая поверхность, но в некоторых случаях первичной базой может служить и обработанная поверхность детали. В последнем случае для объективной оценки выпускаемых из литейного цеха отливок удобнее создавать эту первичную базу в литейном цехе, производя необхо димую механическую обработку базовой поверхности.
Серийное производство предусматривает обработку больших партий детали, поэтому неточность в наладке технологического процесса механической обработки может привести к браку большого количества отливок ввиду крайне ограниченных припусков на литье.
4.2 Получение коренных опор коленвала (постель коленвала) и установка гильз
Помощью ранее полученных базовых поверхностей на горизонтально расточном станке мы получили соосные отверстия всех постелей коленвала.
Постели в блоке образованы с помощью крышек коренных подшипников, болты которых перед обработкой затягиваются с определенным моментом. Форма и размер отверстий постелей после обработки обычно в той или иной степени зависит от момента затяжки болтов. Поэтому при сборке двигателя следует придерживаться рекомендаций завода-изготовителя. Крышки подшипников обычно стягиваются болтами диаметром 10+12 мм, редко - больше. Крышки коренных подшипников обязательно центрируются на блоке, чем обеспечивается необходимая форма постели после затяжки болтов (отсутствие перекосов, овальности и конусности). Это достигается различными способами которые показаны на Рисунке - 8. Наиболее распространено центрирование по боковым поверхностям (варианты а и б), как наиболее простое в производстве, хотя этот способ не обеспечивает идеальной геометрии постели. Довольно часто встречается и более точное, но сложное центрирование с помощью втулок, установленных в отверстиях блока и крышек (вариант в). Редко применяется центрирование крышки двумя штифтами (вариант г).

Рисунок - 8. Способы крепления крышек коренных подшипников коленчатого вала к блок-картеру
Так как мой блок картер отлит из алюминиево-кремниевого сплава он будет иметь конструкцию "алюминиевого блока с "сухими" гильзами.
На первом этапе для определения размеров и конфигурации гильз и их изготовления производится детальный обмер блока цилиндров.
Затем на специализированном расточном станке отверстия цилиндров растачивались под установку гильз. Далее положение блока на станке проверяют по верхней плоскости — в идеале она параллельна нижней и может быть также принята за базу. Иногда идут еще дальше: при поиске центра (оси цилиндра) проверяют с помощью индикатора положение стенки цилиндра по вертикали в двух направлениях — поперечном и продольном. Поэтому ставят блок на нижнюю плоскость и растачивают, настраиваясь по верхней части цилиндра. При этом в качестве технологической базы используются отверстия коренных опор блока, благодаря чему обеспечивалось строгое соблюдение перпендикулярности оси отверстий цилиндров относительно оси коленчатого вала.
В расточенные отверстия гильзы устанавливались с натягом 0,07-0,08 мм таким образом, чтобы выборки на гильзах под противовесы коленчатого вала совпали с соответствующими выборками блока цилиндров.
После установки гильз производилось их растачивание в номинальный размер (с учетом припуска на хонингование 0,06-0,08 мм), подрезка торцов и заходной фаски.
Финишная операция — хонингование выполнялось на хонинговальном станке. Хонингование выполнялось в три приема: черновое хонингование, чистовое хонингование (в обоих случаях керамическими брусками) и крацевание щетками, состоящими из нейлоновых волокон, армированных карбидами кремния.
Вывод по проделанной работе
В моей курсовой работе разработана сквозная технология производства блока цилиндров двигателя внутреннего сгорания. В которой я описал сам блок цилиндров и проанализировал условия его работы. После чего сформулировал требования предъявляемые к блоку ДВС и выбрал материал для изготовления(АЛ 4).
После анализа и выбора материала мной была составлена технология изготовления блока. Для нее я составил технологическую схему этапов его производства и описал их. В описании технологических этапов я подробно пишу о том как, производится выбранный мной материал для блока, а именно добыча бокситов, переработку глинозема, выплавка из него алюминия и получение готовых слитков нужного состава и с требуемыми физическими и механическими свойствами. Полученный материал идет на изготовление отливок блока ДВС путем литья в песчаные формы. Этот способ выбран мной потому как он экономически целесообразен при любом характере производства, для деталей любых массы, конфигурации, габаритов, для получения отливок практически из всех литейных сплавов. После получения отливок блока проходит их термическая и механическая доводка до готовой детали для сборки ДВС.
Список использованной литературы
1. Колодин Э. А., Свердлин В. А., Свобода Р. В. Производство обожженных анодов алюминиевых электролизеров. – М.: Металлургия, 1980, – 84 с.
2. Дальский А.Н., Арутюнова И.А., Технология конструкционных материалов, Учебник. – М.: Машиностроение 1985. – 450 с.
3. Справочник металлурга по цветным металлам "Производство алюминия".
4. Терентьев В.Г., Школьников Р.М., Гринберг И.С., Черных А.Е., Зельберг Б.И., Чалых В.И. "Производство алюминия", 1998.
5. Борисоглевский Ю.В., Галевский Г.В., Кулагин Н.М., Минцис М.Я., Сиратзутдинов Г.А., "Металлургия алюминия". М.: Металлургия, 1999.
6. Матюнин В.М. Карпман М.Г., Фетисов Г.П. Материаловедение и технология металлов, 2002.
7. Д. Парфенов "Обработка цветных металлов: борьба противоречий" - издание Аналитического центра "Национальная металлургия" 2004.
8. А.Э. Хрулев Ремонт двигателей зарубежных автомобилей 1999.
|
