|
СИСТЕМА УПРАВЛЕНИЯ ИЗМЕРЕНИЯ ПРОЦЕССА ТОЛЩИНЫ КОРДНОГО ПОЛОТНА
Ю.Н. Яковенко (ООО «Воронежский шинный завод»)
Анализ показателей качества готовой продукции и основных видов брака показывает, что наиболее серьезные требования предъявляются к размерам кордного полотна, полимерной пленки. Низкие прочностные показатели получаются при недостаточной толщине полимерного материала, излишняя толщина означает значительный перерасход материала.
При каландровании автоматизация производственного процесса предусматривает автоматическое регулирование толщины.
В системе автоматического контроля и регулирования толщины листового материала предусмотрено активное воздействие на проведение производственного процесса. В измерительном устройстве 1 (рис. 1) происходит сравнение - контролируемой величины х
с ее заданным значением у. В случае неравенства этих величин появляется сигнал разбаланса z
. Устройство 2 усиливает его до величины, обеспечивающей управление исполнительным устройством 3. Под воздействием исполнительного устройства на объект контроля толщина листового материала изменяется до полного устранения рассогласования х и у.
Вязкоупругие свойства материала, переработанного на валковых машинах, сказываются на изменении калибра. В определенный период времени после каландрования толщина листового материала увеличивается и становится больше величины минимального зазора
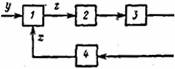
Рисунок1. Структурная схема контроля регулированием толщины материала
1 – преобразователь; 2 – усилитель; 3 – измерительный или регулирующий прибор; 4 – исполнительное устройство
В производстве полосовых полимерных материалов находят применение разнохарактерные способы контроля основных геометрических параметров [1], в частности, толщины ленты или профиля: механический; радиационный; электрический; оптический; ИК-излучения; волновой; газоразрядный; магнитный; гидропневматический. Применение большинства перечисленных методов имеет определенные ограничения по безопасности эксплуатации. Необходимость развития современного поточного оборудования производства полосовых полимерных материалов с позиции экологии и ресурсосбережения предопределяет потребность в новых, достаточно нетрадиционных устройствах. В этой связи перспективным является промышленное использование технических средств, реализующих принцип несущей прослойки [2], безопасных в эксплуатации.
Реклама

Ранее была предложена схема по осуществлению контроля толщины кордного полотна пневматическим способом, на данное техническое решение был получен патент РФ [3]. Устройство работает следующим образом (рис.2). Контролируемое по толщине и разнотолщинности кордное полотно 1 пропускается в зазор между парными плитами 2. Плиты выполнены с полостями для нагнетания туда сжатого воздуха. При этом плиты благодаря жестким стойкам 3 образуют параллельный зазор 4. Конструктивные особенности системы «плита – стойка – плита» позволяют устанавливать с помощью устройства 5 широкий спектр значений фиксированного зазора 4. Для исключения возможного контакта кордного полотна 1 с ребрами граней 6 входного контура и выходного, грани выполнены закругленными. На рабочих поверхностях парных плит 2 в шахматном порядке расположены прямоугольные карманы 7, которые сообщены посредством сквозных каналов 8 с полостями плит. Причем карманы одной плиты находятся в зеркальном соответствии другой. Следует отметить, что каждый карман пары плит соединен с датчиком давления (на рис. 1) не показано. Между карманами в поперечном направлении движения кордного полотна плиты оборудованы отводными каналами 9, которые в совокупности с соответствующими отверстиями 10 стоек 3 способствуют отводу отработанного воздуха в окружающую атмосферу. Обрезиненное кордное полотно 1 протягивается в зазор между плитами 2. В этот момент в полости плит нагнетается сжатый редуцированный воздух с постоянным значением расхода. Воздух, пройдя через каналы 8 в карманы 7, образует слой газовой смазки между поверхностями кордного полотна 1 и рабочими плоскостями плит 2. При этом шахматное расположение пневматических карманов 7 на рабочих поверхностях плит 1 позволяет организовать равномерный подвод сжатого воздуха в газосмазочные прослойки с последующим равномерным его отводом. Если кордное полотно 1 сохраняет заданную равнотолщинность, то живое сечение газовой прослойки пневмосистемы имеет фиксированную площадь. В этом случае величина давления в каждой соответствующей паре карманов 7 идентифицирует заранее известное (регламентное) значение толщины кордного полотна. Фактор разнотолщинности
полотна по длине и ширине приводит к варьированию величины живого сечения в газовой прослойке, что в свою очередь предопределяет перераспределение и изменение давления в измерительных карманах. Иными словами: при отклонении толщины кордного полотна в меньшую сторону величина живого сечения увеличивается, приводя к падению давления в карманах. И наоборот: увеличение толщины полотна способствует одновременному уменьшению проходного сечения в слое газовой смазки и росту давления в пневмокарманах 7. В ходе измерения давления сигнал от датчиков давления поступает на исполнительные устройства регулирования зазора между валками вальцев обрезинивания. Таким образом, происходит постоянная корректировка необходимой толщины обрезиненного кордного полотна.
Реклама

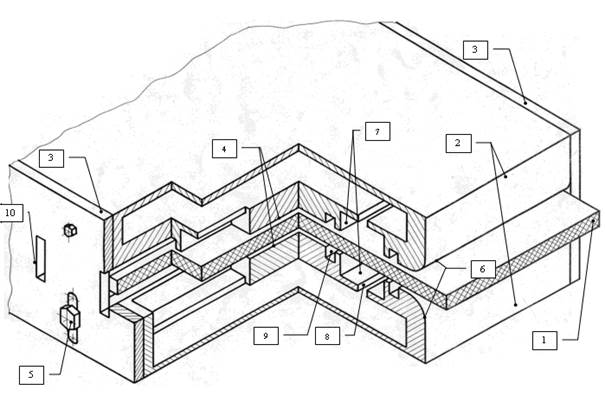
Рисунок 2. Пневматичесая система контроля толщины кордного полотна.
После прохождения батареи охлаждающих барабанов и компенсатора готовый полосовой материал закатывается в рулоны. Шахматное расположение питающих карманов “в стык” позволяет исключить «продавливание» кордного полотна плоской струёй сжатого воздуха. Кроме того, предложенная топография расположения питающих пневматических карманов спаренных плит позволяет организовать дублированный контроль толщины полосового обрезиненного материала, как в поперечном, так и в продольном направлениях.
Кроме измерительно-контролирующих функций разработанное устройство выполняет функцию газовой опоры, в которой бесконтактно (в механическом понимании смысла) происходит гашение возможных вибраций обрезиненного кордного полотна при его межоперационном транспортировании.
Предлагаемая система управления изменением толщины кордного полотна состоит из: 1,2 – датчики давления в первой и во второй плите; 3 – функциональный блок; 4 – логический блок; 5 – задатчик допустимого значения кордного полотна; 6 – датчик наличия материала в зазорах каландра; 7 – блок сравнения; 8 – управляющее устройство; 9 – регулятор соотношения; 10 – задатчик допустимого соотношения "толщина материала – величина распорных усилий между валками каландра".
Система работает следующим образом. От датчиков количества функциональной у и контаминирующей x популяций микроорганизмов 1 и 2 соответственно информация поступает на функциональный блок 3, где производится определение коэффициентов модели.
С блока 3 информация поступает на логический блок 4 для проверки условия устойчивости системы и попадания её в область притяжения точки равновесия [4]  . .
Если любое из условий не выполняется, то система находится в неустойчивом состоянии. Тогда с блока 4 сигнал поступает на управляющее устройство 8, которое выдаёт сигнал ZХЭ
на исполнительный механизм (ИМ) с регулирующим органом, который представляет собой ряд устройств, с помощью которых регулируется распорные усилия между валками каландра. Причем подается максимальное или минимальное значения усилия между определёнными парами валков или подаётся резина в то место, где её не хватает (в случае оголения материала) с целью перехода системы в устойчивое состояние.
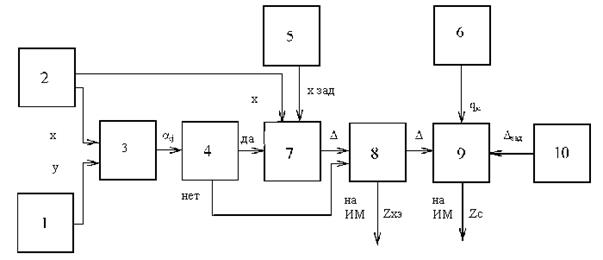
Рисунок 3 Структурная схема алгоритма управления изменения толщины кордного полотна
С блока 3 информация поступает на логический блок 4 для проверки условия устойчивости системы и попадания её в область притяжения точки равновесия [4] .
Если же условие выполняется, то со второго выхода логического блока 4 информация поступает в блок сравнения 7 для сравнения толщины с номинальной толщиной x (сигналы поступают от датчика 2 и задатчика допустимого значения количества хзад
контаминирующих микроорганизмов 5). В блоке 7 вычисляется разность D=( х – хзад
).
Вычисленное значение D поступает на управляющее устройство 8. При этом первый выход управляющего устройства, связанного напрямую с ИМ, расположенным на линии подачи стимулятора роста (ХЭ), закрывается, а второй выход, связывающий блок 7 с регулятором соотношения 9, открывается. В регуляторе 9 значение D сравнивается с показаниями датчика 6, т.е. с количеством резины, поступающей в каландр или распорных усилий, и вырабатывается регулирующее воздействие ZС
в соответствии с Dзад
- заданным соотношением "распорное усилие – толщина обрезиненного корда (ХЭ)", поступающим на ИМ.
Предлагаемая система управления позволяет обеспечить устойчивое состояние системы и подавить развитие разнотолщинности контролируемого полосового материала в каландре в процессе ведения технологического процесса.
Литература
1. Сырицын Л.М., Власов Г.Я., Крутских А.Н., Яковенко Ю.Н. Пневматические системы со смазочно-несущей прослойкой в заготовительном производстве протекторных заготовок. – М.: ГУП НИИШП, 2003, 202 с.
2. Болгова И.Н., Яковенко Ю.Н. Определение рациональных геометрических размеров пневматической системы контроля толщины кордного полотна / Материалы XLIII юбилейной отчетной научной конференции за 2004 год. – Воронеж: ВГТА. Ч. 2. 2005 г. С. 61-62.
3. Патент № 2249788 Устройство для измерения толщины полосового полимерного материала. Сырицын Л.М., Чемеринский В.Б., Яковенко Ю.Н., Власов Г.Я. Опубл. 10.04.2005. Бюл. № 10. Патентообладатель ООО «Амтел-Черноземье».
|
