| ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ. 2
II. Исследование валикокольцевых механизмов.. 3
2.1. Классификация механизмов раскладки. 3
2.2. Анализ схем валикокольцевых механизмов. 15
2.3. Синтез валикокольцевого механизма по схеме вал-кольца (BRD) 40
III. Технологическая часть. 44
3.1. Описание конструкции и назначения детали. Техконтроль технологичности конструкции. 44
3.2. Определение типа производства. Расчет количества деталей в партии. 44
3.3. Технико-экономическое обоснование выбранного маршрута обработки. 46
3.4. Специальная часть. Выглаживание. 47
3.5. Расчет припусков. 51
3.6. Расчет элементов режима резания и основного времени. 56
3.7. Расчет технической нормы времени. 60
3.8. Расчет технологической операции на точность. 61
3.9. Необходимое количество оборудования по операциям, коэффициенты его загрузки, использование по основному времени и по мощности. 62
3.10. Окончательный расчет себестоимости детали. 63
IV. Экономическая часть. 64
4.1. Введение. 64
4.2. Исходные данные. 64
4.3. Калькуляция технологической себестоимости изделия. 65
V. ОХРАНА ТРУДА
.............................................................................................75
Механизм раскладки предназначен для равномерной рядовой укладки кабеля (провода) или его элементов вдоль приемного барабана или катушки. Возвратно-поступательное движение раскладчика может осуществляться посредством различных приводных механизмов. Большое распространение в качестве привода получили валикокольцевые механизмы, благодаря своей простоте, надежности, точности выполнения раскладки.
В литературных источниках, посвященных анализу различных схем валикокольцевых механизмов [ ] каждый из авторов отдает предпочтение своей конструкции, не проводя сравнение с другими или проводя без учета различных факторов.
Необходимо объективное сравнение схем валикокольцевых механизмов, используя в комплексе различные факторы, влияющие на их нагрузочную способность.
Перед конструктором, занимающимся проектированием валикокольцевых механизмов, ставится цель – создать механизм, который бы обеспечивал заданное осевое усилие Ps
, выполняя заданный закон перемещения  , и имел бы при этом минимальные габариты. , и имел бы при этом минимальные габариты.
Реклама

II
. Исследование валикокольцевых механизмов
2.1. Классификация механизмов раскладки
В настоящее время для открытых намоток известны механизмы раскладки, отличающиеся своей кинематической связью со шпинделем намоточного станка или с приемным устройством кабельной машины. Эти механизмы можно разделить на три вида:
1) с жесткой кинематической связью;
2) без кинематической связи (независимые);
3) с гибкой кинематической связью.
Из них на практике применяют лишь первый и третий виды, второй вид механизмов применяют очень редко. На листе 1 графического материала приведена классификация наиболее распространенных механизмов раскладки для открытой намотки по указанным признакам.
1) Раскладчики станков для открытой намотки, имеющие жесткую кинематическую связь со шпинделем станка:
а) кулачковый механизм (Лист 1 рис. 1)
Такой раскладчик выполняет функции раскладки и реверса. От кулачка 1 в движение приводится кулиса 2, которая перемещает раскладчик 5. Длина намотки регулируется перемещением сухаря 3, микрометрическим винтом 4, а ее шаг – изменением передаточного отношения между шпинделем станка и кулачком 1 с помощью сменных зубчатых колес.
б) винтовой механизм (Лист 1 рис. 2)
Механизм раскладчика 2 имеет комбинированное движение, состоящее из вращения ходового винта и перемещения его с помощью кулисы 3, получающей движение от другого ходового винта 18 посредством упора в 19.
Таким образом, осуществлена комбинация ступенчатой регулировки шага с помощью сменных зубчатых колес в кинематической цепи, связывающей шпиндель с раскладчиком, и плавной регулировкой шага внутри этих ступеней кулисным механизмом.
От шпинделя с помощью зубчатых колес 9 и 8, связанных сменными зубчатыми колесами, движение сообщается колесам 10 и 13 соответственно сцепленным с зубчатыми колесами 7 и 5, свободно сидящими на ходовом винте 1 и заклиниваемыми на нем муфтой 6 механизма реверса. Зубчатые колеса 13 и 5 зацепляются через паразитное колесо и поэтому зубчатые колеса 5 и 7 вращаются в разные стороны. Через зубчатые колеса 4, 15, 16, 17, 11, 12 вращение сообщается гайке 14 ходового винта 18, несущего на себе нижний шарнир упоров 19 кулисы.
Верхний шарнир кулисы 3 охватывает винт 1, и при движении кулисы, которая качается относительно корпуса 22, ходовой винт 1 получает дополнительное перемещение. Это дополнительное перемещение регулируется путем изменения соотношения плеч кулисы с помощью винта 21 маховичком 20.
в) реечный механизм (Лист 1 рис. 3)
От приводного вала 3, получающего вращательное движение непосредственно от шпинделя станка, движение сообщается зубчатому колесу 4, которое находится в зацеплении с зубчатым колесом 2 и через паразитное зубчатое колесо 5 с зубчатым колесом 7.
Реклама

На одном валу с зубчатым колесом 2 и 7 соответственно, свободно сидят сцепленные с рейкой 8 зубчатые колеса 1 и 6. Каждое из зубчатых колес 2 и 7 несет на себе по 25 подпружиненных штырьков, в находящихся с ними на одной оси зубчатых колес 1 и 6 имеются соответствующие этим штырькам и соосные с ними отверстия (по 24).
Поскольку зубчатые колеса 2 и 7 постоянно вращаются, то стоит одному из зубчатых колес 1 или 6 быть соединенному с помощью одного штырька с зубчатым колесом 2 или 7, как это зубчатое колесо получает вращательное движение и заставляет перемещаться рейку 8 с закрепленным на ней раскладчиком 16. Если взамен одного из зубчатых колес (свободного от штырька) 1 или 6 штырек соединит другое зубчатое колесо, то движение рейки и раскладчика будет реверсироваться в другую сторону. На рейке 8 закреплены раскладчик 16 и вилка 15. Упоры 14, положение которых определяется заданной длиной укладываемого ряда витков, закрепляются на тяге 17. Когда вилка доходит дт одного из этих упоров, она перемещает тягу 17 механизма реверса. Тяга своим центральным пазом перемещает рычаг 10, снабженный пружиной 11. Верхний конец рычага 10 связан с тягой 13, которая в крайних положениях неподвижно фиксируется собачками. При перемещении тягача 10 по оси 9 в крайнее положение потенциальная энергия взведенной пружины 11 переносит тягу 13 в новое положение. Тяга 13 взаимодействует с двумя рычагами 12 и при изменении ее положения один из рычагов поднимается, другой опускается. Поднимаясь, рычаг освобождает соответствующее зубчатое колесо 1 или 6 от штырька, соединяющего его с зубчатым колесом, расположенным под ней, а опускаясь, соединяет этим штырьком другое зубчатое колесо с соответствующим ему колесом. Этим и достигается реверсирование перемещения раскладчика.
Недостатком раскладчиков, имеющих жесткую кинематическую связь со шпинделем станка, является ступенчатая регулировка шага намотки изделия, которая не обеспечивает высокой точности воспроизведения необходимого шага раскладки изделия. Ступенчатая регулировка шага требует большого количества сменных зубчатых колес или кулачков для получения различных шагов раскладки в широком диапазоне для разных кабельных изделий. В винтовом механиз ме раскладки хотя и предусмотрена плавная регулировка шага кулисным механизмом, все же требуется перестановка зубчатых сменных колес. Главная регулировка шага кулисным механизмом требует дополнительных затрат времени для настройки на шаг. Кинематические цепи механизмов раскладки и реверса, имеющих жесткую кинематическую связь со шпинделем станка, довольно длинны, что отрицательно сказывается на точности намотки и надежности механизма раскладки.
2) Раскладчики без кинематической связи (независимые) со шпинделем станка:
а) штанговый (Лист 1, рис. 4).
Штанговый абсолютно независимый раскладчик отличается тем, что кинематически совершенно не связан с механизмом станка и может быть пристроен к любому станку для рядовой намотки. Раскладка здесь осуществляется путем притормаживания стержня, связанного с наматываемым проводом и перемещаемого им по мере укладки каждого нового витка обмотки.
Натяжное устройство со спиральной пружиной несет на себе бобину с запасом провода и создает его натяжение. Свободный участок провода проходит внутри легкой трубки раскладчика, огибая ролики, и через наконечник попадает на оправу. Провод заводится внутрь трубки сквозь продольную прорезь в ней. Нижний конец штангового раскладчика шарнирно закреплен в основании, благодаря чему трубка может свободно качаться в двух взаимно перпендикулярных плоскостях параллельно оси вращения шпинделя и перпендикулярно к этой оси. Наконечник также шарнирно соединен с верхним концом трубки и может поворачиваться вокруг оси ролика в плоскости, перпендикулярной оси вращения шпинделя. В обойме, закрепленной на трубке снаружи, имеется свободно вращающийся ролик, ось вращения которого перпендикулярна оси шпинделя станка. Этот ролик катится пот торцу поворотной планки. Планка поворачивается на необходимый угол (относительно своей оси, закрепленной на столе станка) в плоскости, параллельной шпинделю станка, и фиксируется в заданном положении. Таким образом, в процессе намотки натянутый провод наматывается на оправу и каждый его виток, соскальзывая с предыдущего, перемещает штанговый раскладчик, который своим роликом катится вверх по наклонной плоскости торца планки и тем самым притормаживает провод при укладке. Если трение между роликом и планкой изменяется за счет изменения угла поворота планки, то провод наматывается с соответствующим этому трению шагом. Здесь шаг укладки зависит от угла поворота планки. Для реверсирования движения раскладчика на торце планки имеются два переставных упора, расстояние между которыми определяет длину намотки. Упоры несут на себе концевые выключатели. Когда в конце намотки штанга коснется выключателя, последний срабатывает и включает электромагнит, поворачивающий планку так, чтобы угол подъема ее в отношении оси вращения каркаса становится строго противоположным первоначальному, и раскладчик начинает двигаться в противоположном направлении.
б) пневмогидравлический раскладчик (Лист 1, рис. 5)
Одним из независимых раскладчиков является пневмогидравлический раскладчик. Привод шпинделя 1 и раскладчика 2 осуществляется от магистрали сжатого воздуха через редуктор, настраиваемый на давление, меньшее, чем в магистрали, и предохраняющий таким образом станок от перепадов давления. Вращение шпинделя осуществляется ротационным пневматическим двигателем, а движение раскладчика – пневмоцилиндром двойного действия.
Сжатый воздух от редуктора Р одновременно поступает в оба эти двигателя через дроссель Д, таким образом изменяя число оборотов шпинделя, одновременно изменяют и скорость перемещения раскладчика. Помимо этого движение раскладчика регулируется вторым дросселем 4, служащим для бесступенчатой регулировки шага намотки в широких пределах.
Движение раскладчика сообщается попеременно штоками 8, 10 пневматического цилиндра. Эти штоки входят в жидкость гидравлических демпферов 9 и 7 и заставляют соответствующий поршень 13, 14 перемещать свой шток 8 или 10 в направлении движения штанги 11 раскладчика со скоростью, меньшей, чем скорость движения штоков 6, 5, во столько раз, во сколько диаметр этих штоков меньше диаметров поршней 13, 14.
Реверсирование направления движения штанги 11 раскладчика производится с помощью передвижных упоров 12, снабженных концевыми выключателями 1К и 2К, переключающими электромагнит Э, а вместе с ним и золотник распределительного пневматического крана 3.
Функцию синхронизации механизмов вращения и движения раскладчика выполняет дроссель Д, питающий механизм вращения шпинделя и движения раскладчика. По существу рассмотренная выше схема отнесена к независимым схемам раскладчиков до некоторой степени условно, так как зависимость здесь существует, только выполняется она непривычными для намоточных станков элементами пневмопровода.
Независимые раскладчики на практике применяются очень редко. Явление самоукладки – сложное явление, требующее соблюдения специфических условий, например, изолированность механизма раскладки от случайных толчков и ударов, вибраций, что очень сложно на современном производстве. Пневмогидравлический раскладчик тоже не получил широкого распространения из-за своей относительной сложности, больших габаритов.
в) раскладчики с гибкой кинематической связью со шпинделем станка:
· фрикционный (Лист 1, рис. 6)
На валу ротора электродвигателя 1, который одновременно служит и шпинделем станка, закреплен диск 2. Второй диск 5 большего диаметра перемещается в осевом направлении под воздействием пружины 6. Между торцами этих двух дисков расположен свободно вращающийся ролик 4, положение которого относительно оси диска 5 можно изменить с помощью маховичка 3, вращающего винт, связанный с кареткой 12, на которой закреплен ролик 4. Изменяя место контакта ролика с диском 5, изменяют число оборотов диска, а следовательно и скорость вращения вала 7, на котором он закреплен. Этим и достигается регулирование величины шага намотки. Продолжением вала 7 служит ходовой винт, связанный с гайкой 11, расположенной на раскладчике 13, так что при вращении винта раскладчик осуществляет рабочее перемещение. Реверсирование перемещения раскладчика осуществляется следующим образом: второй ходовой винт 10 связан с первой парой зубчатых колес, из которых колесо 8 закреплено на валу 7, а колесо 9 – на ходовом винте 10. Таким образом, во время работы станка оба ходовых винта 7 и 10 вращаются во взаимно противоположных направлениях. Две полугайки, принадлежащие раскладчику 13, попеременно соединяются то с валом 7, то с валом 10; их переключение происходит при соприкосновении с одним из двух упоров, располагаемых на расстоянии длины ряда обмотки.В зависимости от того, с каким из винтов связан в данный момент раскладчик, происходит его перемещение вправо или влево.
· Фрикционный валикокольцевой с наружным прижимным роликом (в дальнейшем этот механизм будем обозначать «схема вал-ролик» или «схема US» - так как этот механизм был впервые использован в американских кабельных машинах) (Лист 1, рис. 7)
Валикокольцевой механизм с наружным прижимным роликом состоит из валика 1, к которому при помощи пружины 4 прижимается фрикционный ролик 2, установленный в каретке 3, на которой закреплен раскладчик 6. В процессе вращения валика 1 можно менять угол установки ролика В путем поворота оси каретки 5 и тем самым изменять скорость перемещения каретки V1
при неизменной скорости вращения валика V (рис. 1).
Передаточное отношение такого механизма без учета относительного скольжения контактирующих тел будет равно  (стр. 23 добавить) (стр. 23 добавить)
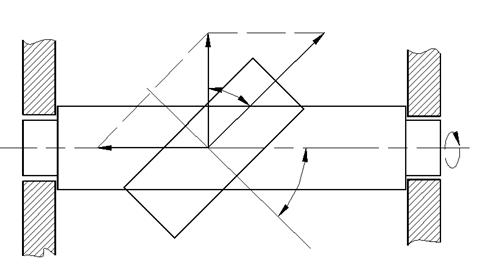
Рис.1.
Этот механизм довольно прост по конструкции, имеет минимальный износ (трения качения), относительно высокий КПД и позволяет легко регулировать даже на ходу скорость возвратно-поступательного движения каретки. Реверс механизма осуществляется простыми по конструкции переключающими устройствами, изменяющими угол  на угол строго противоположный первоначальному без реверса валика. на угол строго противоположный первоначальному без реверса валика.
Основной недостаток этого механизма – незначительное осевое усилие, передаваемое кареткой, которое пропорционально усилию прижима Р контактирующих тел и коэффициенту трения  , и большие нагрузки на опоры валика, вызванные усилием прижима ролика. , и большие нагрузки на опоры валика, вызванные усилием прижима ролика.
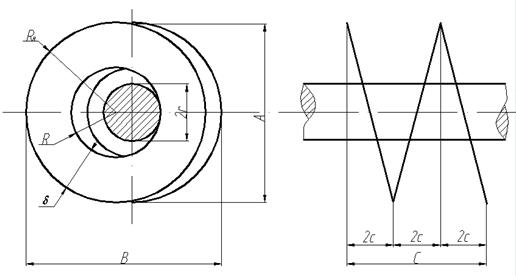
· Фрикционный валикокольцевой механизм с тремя кольцами – шарикоподшипниками (в дальнейшем этот механизм будем обозначать «схема вал-кольца» или «схема BRD» - так как этот механизм был впервые использован в западногерманских кабельных машинах) (Лист 1, рис. 8).
Валикокольцевой механизм с тремя кольцами-шарикоподшипниками состоит из валика 1, охватываемого тремя кольцами-шарикоподшипниками 2, которые кинематически связаны между собой зубчатыми колесами3, установленными в каретке 6. На каретке закреплен раскладчик 7. При помощи двух винтов 5 и планки 4 создается прижимное усилие Р в результате чего средний шарикоподшипник давит на валик сверху, а два других снизу. Наличие трех колец-шарикоподшипников в механизме позволяет полностью разгрузить опоры валика от действия усилий.
Для возможности разворота колец на валике отверстия во внутренних кольцах шарикоподшипников изготавливаются не цилиндрическими, а скругленными по радиусу r1
, называемый «оливажем».
При повороте среднего подшипника на угол  , два других также поворачиваются на угол , два других также поворачиваются на угол  , но в противоположные стороны. При угле =0 и вращающемся валике каретка с кольцами стоит на месте. Максимальный угол разворота зависит от соотношений радиуса валика r и радиусов R и r1
. , но в противоположные стороны. При угле =0 и вращающемся валике каретка с кольцами стоит на месте. Максимальный угол разворота зависит от соотношений радиуса валика r и радиусов R и r1
.
R – радиус отверстия внутреннего кольца шарикоподшипника
, r1
- радиус скругления внутреннего кольца шарикоподшипника (радиус оливажа).
Фрикционная передача с кольцами отличается простотой устройства и изготовления. Кольца изготовляют из подшипников путем доработки.
Усилие подачи Рs
зависит от силы, с которой кольца прижимаются к валу. При исполнении привода, как это показано на листе 1, рис. 8, среднее кольцо прижимается с силой Р, крайнее – с силой Р/2. Поэтому  , где , где  - коэффициент трения. - коэффициент трения.
· Фрикционный валикокольцевой механизм с роликами, расположенными внутри полого вала (лист 1, рис. 9)
Этот механизм работает по тому же принципу, что и предыдущие два валикокольцевых механизма. Отличие его заключается лишь в том, что каретка с роликами помещена внутри полого валика. Положительным качеством такого механизма является отсутствие выступающих частей. Но ему присущ и серьезный недостаток – трудность регулировки силы прижима роликов к трубе. На практике такой механизм почти не используется.
Возможности применения валикокольцевых механизмов очень многообразны. Практически эти механизмы можно применить во всех устройствах, где требуется превращение вращательного движения в возвратно-поступательное.
Такие механизмы применяются в многочисленных механизмах раскладки, в приводе вертикальной подачи сверлильного станка, счетно-решающих приборах, эвольвентомерах, каретках самописцев и пр.
Валикокольцевые механизмы имеют следующие преимущества перед соосными винтовыми, зубчатыми и кулачковыми механизмами:
- возможность осуществления на ходу бесступенчатого регулирования скорости перемещения каретки, т.е. передаточного отношения;
- возможность выполнения разнообразных функциональных зависимостей, так как движение каретки может происходить по любому закону с помощью дополнительных устройств;
- возможность реверсирования движения каретки без реверса валика;
- возможность регулирования усилия, передаваемого кареткой или валиком;
- бесшумность в работе.
Область применения валикокольцевых механизмов настолько обширна, что они находят применение в приборных механизмах и в тяжелом машиностроении. Так, например, эти механизмы устанавливаются в хвостовой части лентопрокатных станков и выполняют функции лентоводителей для крестовидной намотки стальной ленты.
Валикокольцевые механизмы просты по конструкции, имеют незначительный износ (трения качения), относительно высокий КПД.
· Раскладчик с импульсным перемещением (лист 1, рис. 10)
На шпинделе станка закреплен диск 1, имеющий по периметру требуемое число выступов 2, которые замыкают цепь питания электромагнита 5, вследствие чего сердечник 6 перемещается и поворачивает обгонную муфту 7 в сторону ее рабочего хода. Муфта поворачивает на заданный угол червяк 8 и находящееся с ним в зацеплении червячное колесо 9, на одной оси с которым рифленый ролик 10. Ролик вращается в пазу вилки 11, шарнирно связанной со штангой 13, перемещающей раскладчик 14. Если в верхний электромагнит 15 подается электрическое напряжение, то верхний зуб вилки 11 прижимается к поверхности ролика 10 и за счет силы трения заставляет вилку, а вместе с ней и укладчик равномерно перемещаться в сторону направления вращения ролика. Как только упор 12 нажмет на один из концевых выключателей К1
и К2
, управляющих электромагнитами 15, вилка 11 прижимается нижним или верхним зубом и при неизменном направлении движения ролика укладчик начинает перемещаться в прямом или обратном направлении. Регулировка шага здесь осуществляется весьма просто с помощью регулировочного микрометрического винта 3 через пружину 4, противодействующую сердечнику 6 электромагнита и изменяющую его ход, а следовательно, и угол поворота обгонной муфты 7. В зависимости от количества выступов 2 на диске 1 перемещения на заданный шаг обмотки могут быть соответственно расчленены по величине и на один оборот каркаса могут совершаться столько раз, сколько этих выступов на диске. Это уменьшает величину импульса и практически приводит к равномерной по углу подъема витка укладке.
Такой метод выполнения механизма раскладки позволяет широко, бесступенчато и быстро регулировать шаг укладки, значительно упрощает механизм раскладки и реверса.
Раскладчики, имеющие гибкую кинематическую связь со шпинделем станка, имеют важные преимущества перед раскладчиками других видов. Они позволяют бесступенчатое регулирование величины шага намотки, который может перестраиваться даже в процессе намотки. Эти механизмы бесшумные в работе, просты по конструкции, надежны, точно воспроизводят заданный шаг раскладки.
Известны три схемы конструктивного выполнения валикокольцевых механизмов:
- вал-ролики (US)
- вал-кольца (BRD)
- пустотельный вал-ролики
Необходимо провести объективное сравнение данных схем, используя в комплексе все факторы, влияющие на нагрузочную способность и определить область их практического применения в раскладчиках кабельных изделий.
Так как схема пустотельный вал-ролики из-за своих конструктивных недостатков малопригодна в кабельной технике, данную конструкцию рассматривать не будем.
Анализ схем вал-ролики и вал-кольца проведем по следующим критериям:
1. Габариты механизма. Во многих случаях практического использования валикокольцевых механизмов (раскладчики различных типов, механизмы кареток измерительных приборов и т.д.) габариты механизма стремятся уменьшить с целью снижения веса подвижных частей, а значит и уменьшения инерционных нагрузок, оказывающих влияние на погрешность выполняемого механизмом закона, особенно во время смены направления движения валикокольцевого механизма (реверс механизма).
2. Осевое усилие, передаваемое механизмом, которое прямопропорционально его нагрузочной способности.
Введем следующие обозначения:
r – радиус вала;
R – для схемы US это радиус наружного кольца шарикоподшипника (ролика), а для схемы BRD – радиус отверстия внутреннего кольца шарикоподшипника;
r1
– радиус скругления внутреннего кольца шарикоподшипника (радиус оливажа);
 - угол поворота ролика или кольца. - угол поворота ролика или кольца.
Для облегчения сравнения введем относительные величины:
 и и 
Сравнение ведем в следующих диапазонах:



Сравнение габаритов валикокольцевых механизмов
Оценим габариты одной из основных частей механизма – однорядного шарикоподшипника. Рассчитаем размер вдоль вала валикокольцевого механизма (величину С), занимаемой половиной шарикоподшипника при повороте его на угол  . Из рис. 2 следует, что . Из рис. 2 следует, что
С = С1
+ С2
(1)
 (2) (2)
 (3) (3)
где 
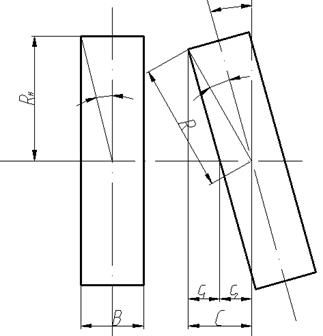
Рис. 2. К расчету габарита шарикоподшипника
После подстановки (2) и (3) в выражение (1) получим:
 , ,
где 
 Рассчитаем теперь габариты валикокольцевого механизма по схеме вал-кольца: Рассчитаем теперь габариты валикокольцевого механизма по схеме вал-кольца:
Рис. 3. К расчету габарита схемы вал-кольца (BRD)
Примем  R (рис. 3), тогда получим R (рис. 3), тогда получим
 (5) (5)
 (6) (6)
 (7) (7)
Перемножая (6), (7) и (8) получим габарит занимаемый схемой вал-кольца:
 (8) (8)
Рассчитаем габарит схемы вал-ролики:
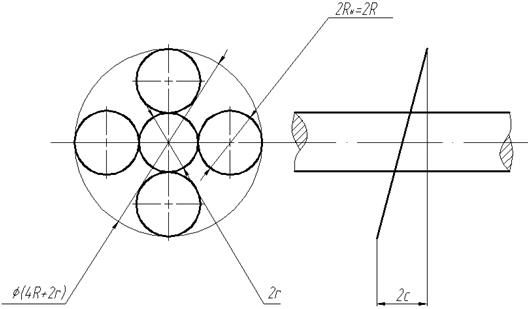
Рис. 4. К расчету габарита схемы вал-ролики (US)
 (9) (9)
 (10) (10)
Перемножив (9) и (10) получим габарит схемы вал-ролики:
 (11) (11)
Производим сравнение габаритов схем (8) и (11). Принимая r = 1 и отбрасывая в каждой зависимости одинаковые сомножители, получаем:
 (12) (12)
 (13) (13)
Задаваясь значениями a, вычисляем габарит механизмов, результаты вычисления сводим в табл. 1 и строим графики на рис. 5.
Таблица 1.
Вычисление габаритов схем валикокольцевых механизмов (ВКМ)
| a
|

|

|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
-
-
-
-
-
-
216,72
242,88
270,48
299,52
330
361,92
395,28
430,08
|
25,12
30,40
36,17
42,45
49,24
56,52
60,35
64,31
68,39
72,60
76,93
81,39
85,97
90,68
|
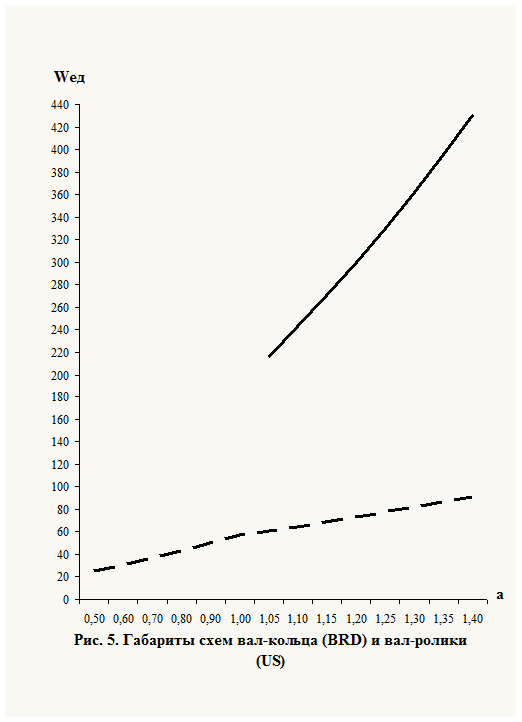
Из табл. 1 и рис. 5 видим, что габарит схемы вал-кольца значительно выше, чем схемы вал-ролики.
Сравнение по осевому усилию, передаваемому механизмом
Максимальная сила прижима ролика или кольца к валу определяется по формуле:
 кг (14) [ ] кг (14) [ ]
где  , , 
Е1
, Е2
– модуль упругости контактирующих тел.
Для стали Е = 2,12*106
кг/см2
 - допустимая величина контактного напряжения смятия - допустимая величина контактного напряжения смятия
 - приведенный радиус кривизны - приведенный радиус кривизны
 (15) (15)
 - величины, обратные радиусам главных кривизн в плоскостях I и II вала в точке касания; - величины, обратные радиусам главных кривизн в плоскостях I и II вала в точке касания;
 - величины, обратные радиусам главных кривизн в плоскостях I и II ролика (кольца) в точке касания; - величины, обратные радиусам главных кривизн в плоскостях I и II ролика (кольца) в точке касания;
 и и  - коэффициенты, являющиеся функциями эмпирических интегралов, определяемые по величине - коэффициенты, являющиеся функциями эмпирических интегралов, определяемые по величине 
 (16) (16)
где  - угол между соответствующими плоскостями главных сечений обоих соприкасающихся тел ( - угол между соответствующими плоскостями главных сечений обоих соприкасающихся тел ( ). ).
где  - привиденный радиус кривизны при условии r = 1. - привиденный радиус кривизны при условии r = 1.
[ ]П
и ]П
и  зависят от выбора материала контактирующих тел и являются величинами cons1, поэтому сравнивать схемы вал-колца и вал-ролики на максимальное усилие прижима будем по величине зависят от выбора материала контактирующих тел и являются величинами cons1, поэтому сравнивать схемы вал-колца и вал-ролики на максимальное усилие прижима будем по величине  . .
Рассчитаем приведенные радиусы кривизны для схем вал-кольца (BRD) по формуле (17):




при r = 1
 (17) (17)
Рассчитаем приведенные радиусы кривизны для схем вал-ролики (US) по формуле (18):






при r = 1
 (18) (18)
Значения  для схем ВКМ сведем в табл. 2. для схем ВКМ сведем в табл. 2.
Таблица 2.
Единичные приведенные радиусы кривизны для схем
BRD
и
US
.
| а
|

|

|
| b = 0.5
|
b = 1.0
|
b = 1.5
|
b = 2.0
|
b = 2.5
|
b = 3.0
|
| 0.50
0.60
0.70
0.80
0.90
1.00
1.05
1.10
1.15
1.20
1.25
1.30
1.35
1.40
|
-
-
-
-
-
-
0.488
0.478
0.469
0.462
0.455
0.448
0.443
0.438
|
-
-
-
-
-
-
0.955
0.917
0.885
0.857
0.833
0.813
0.794
0.778
|
-
-
-
-
-
-
1.400
1.320
1.255
1.200
1.154
1.114
1.080
1.050
|
-
-
-
-
-
-
1.826
1.692
1.586
1.500
1.429
1.368
1.317
1.273
|
-
-
-
-
-
-
2.234
2.037
1.885
1.765
1.667
1.585
1.517
1.458
|
-
-
-
-
-
-
2.625
2.357
2.156
2.000
1.875
1.773
1.688
1.615
|
0.333
0.375
0.412
0.444
0.474
0.500
0.512
0.524
0.535
0.546
0.556
0.565
0.574
0.583
|
Выведем  по формуле (16) для относительных величи а и b для схем BRD и US. по формуле (16) для относительных величи а и b для схем BRD и US.
Для схемы US:


 (19) (19)
Для схемы BRD:


 (20) (20)
Задаваясь значениями a, b и  =В по формулам (19) и (20) вычислим значения =В по формулам (19) и (20) вычислим значения  для схем US и BRD, затем по значениям найдем коэффициенты для схем US и BRD, затем по значениям найдем коэффициенты  и и  по таблицам 5, 6 и, наконец, найдем значения по таблицам 5, 6 и, наконец, найдем значения  для схем ВКМ. для схем ВКМ.
а) Зададимся = В = 00
.
 при = В = 00
: = 1 и при = В = 00
: = 1 и  - неопределенность. Контакт линейный. - неопределенность. Контакт линейный.
Для схем BRD формулу (20) упростим для данного случая  = В = 00
: = В = 00
:


 (21) (21)
Знак «+» при ab > a+b
и «-» при ab < a+b
Значение рассчитываем для схемы BRD при = В = 00
по формуле (21) и сводим в табл. 3.
Таблица 3.
Значения  при = В = 00 при = В = 00
| а
|
 при = В = 00 при = В = 00
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
0,9535
0,9130
0,8776
0,8462
0,8182
0,7931
0,7705
0,7500
|
0,9091
0,8333
0,7692
0,7143
0,6667
0,6250
0,5882
0,5556
|
0,8667
0,7600
0,6727
0,6000
0,5385
0,4857
0,4400
0,4000
|
0,8261
0,6923
0,5862
0,5000
0,4286
0,3684
0,3171
0,2727
|
0,7872
0,6296
0,5082
0,4118
0,3333
0,2683
0,2135
0,1667
|
0,7500
0,5714
0,4375
0,3333
0,2500
0,1818
0,1250
0,0769
|
По значениям находим  по таблицам (5, 6) и сводим в табл. 4. по таблицам (5, 6) и сводим в табл. 4.
Таблица 4.
Значения  при = В = 00 при = В = 00
| а
|
при = В = 00
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
1,655
1,465
1,370
1,311
1,269
1,239
1,215
1,197
|
1,452
1,291
1,214
1,169
1,137
1,115
1,095
1,084
|
1,347
1,206
1,141
1,102
1,079
1,062
1,050
1,039
|
1,281
1,153
1,094
1,067
1,047
1,033
1,024
1,018
|
1,233
1,117
1,069
1,042
1,027
1,017
1,010
1,006
|
1,197
1,089
1,049
1,027
1,014
1,007
1,004
1,002
|
Используя табл. 2 и 4 находим  и сводим в табл. 5 и рис. 6 и сводим в табл. 5 и рис. 6
Таблица 5.
Значения  при = В = 00 при = В = 00
| а
|
при = В = 00
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
1,080
0,718
0,566
0,481
0,423
0,382
0,352
0,329
|
2,792
1,809
1,401
1,173
1,020
0,916
0,828
0,771
|
4,790
3,056
2,340
1,927
1,673
1,486
1,350
1,237
|
7,009
4,388
3,294
2,733
2,344
2,063
1,862
1,710
|
9,355
5,783
4,341
3,524
3,010
2,643
2,371
2,164
|
11,818
7,175
5,366
4,333
3,665
3,210
2,884
2,624
|
а) Зададимся = В = 50
.
По формулам (19) и (20) рассчитаем и при = В = 50
. Значения сведем в табл. 6.
Таблица 6.
Значения и  при = В = 50
. при = В = 50
.
| а
|
при = В = 50
|
 при = В = 50
при = В = 50
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
-
-
-
-
-
-
0,9646
0,9240
0,8884
0,8569
0,8289
0,8037
0,7810
0,7605
|
-
-
-
-
-
-
0,9383
0,8621
0,7976
0,7424
0,6946
0,6528
0,6159
0,5832
|
-
-
-
-
-
-
0,9206
0,8130
0,7253
0,6524
0,5910
0,5386
0,4934
0,4542
|
-
-
-
-
-
-
0,9108
0,7758
0,6696
0,5841
0,5141
0,4560
0,4073
0,3663
|
-
-
-
-
-
-
0,9082
0,7493
0,6288
0,5350
0,4609
0,4016
0,3540
0,3159
|
-
-
-
-
-
-
0,9120
0,7323
0,6011
0,5029
0,4284
0,3719
0,3295
0,2683
|
0,9966
0,9964
0,9963
0,9962
0,9962
0,9962
0,9962
0,9962
0,9962
0,9962
0,9962
0,9963
0,9963
0,9963
|
По значениям и из табл. 6 найдем выражения  и сведем в табл. 7 и сведем в табл. 7
Таблица 7.
Значения и  при = В = 50
. при = В = 50
.
| а
|
при = В = 50
.
|
 при = В = 50 при = В = 50
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
-
-
-
-
-
-
1,746
1,504
1,395
1,329
1,285
1,251
1,226
1,207
|
-
-
-
-
-
-
1,567
1,338
1,244
1,190
1,155
1,128
1,110
1,093
|
-
-
-
-
-
-
1,492
1,263
1,177
1,128
1,097
1,079
1,065
1,053
|
-
-
-
-
-
-
1,463
1,221
1,139
1,093
1,071
1,054
1,041
1,033
|
-
-
-
-
-
-
1,450
1,196
1,117
1,078
1,055
1,040
1,031
1,024
|
-
-
-
-
-
-
1,461
1,181
1,102
1,068
1,047
1,034
1,027
1,022
|
2,736
2,706
2,692
2,678
2,678
2,678
2,678
2,678
2,678
2,678
2,678
2,692
2,692
2,692
|
Используя табл. 2 и табл. 7 находим и  и сводим в табл. 8 и рис. 7. и сводим в табл. 8 и рис. 7.
Таблица 8.
Значения  при = В = 50
. при = В = 50
.
Какая-то фигня, таблица перечеркнута (на стр. 48)
в) Зададимся = В = 100
.
По формулам (19) и (20) рассчитаем  и при = В = 100
. Значения сведем в табл. 9. и при = В = 100
. Значения сведем в табл. 9.
Таблица 9.
Значения и при = В = 100
.
| а
|
при = В = 100
.
|
 при = В = 100
при = В = 100
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
-
-
-
-
-
-
0,9970
0,9560
0,9200
0,8881
0,8597
0,8343
0,8114
0,7907
|
-
-
-
-
-
-
-
0,9423
0,8765
0,8202
0,7715
0,7290
0,6917
0,6586
|
-
-
-
-
-
-
-
0,9533
0,8627
0,7877
0,7249
0,6715
0,6258
0,5862
|
-
-
-
-
-
-
-
0,9829
0,8714
0,7822
0,7097
0,6499
0,6001
0,5582
|
-
-
-
-
-
-
-
-
0,8958
0,7955
0,7164
0,6530
0,6018
0,5600
|
-
-
-
-
-
-
-
-
0,9360
0,8210
0,7369
0,6715
0,6201
0,5793
|
0,9865
0,9858
0,9853
0,9850
0,9849
0,9848
0,9848
0,9848
0,9849
0,9849
0,9850
0,9851
0,9851
0,9852
|
По значениям и из табл. 9 найдем выражения  и сведем в табл. 10. и сведем в табл. 10.
Таблица 10.
Значения  и при и при  = В = 100
. = В = 100
.
| а
|
 при = В = 100
.
при = В = 100
.
|
 при
при  = В = 100 = В = 100
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
-
-
-
-
-
-
2,800
1,672
1,490
1,394
1,334
1,292
1,261
1,237
|
-
-
-
-
-
-
-
1,586
1,368
1,272
1,217
1,179
1,153
1,132
|
-
-
-
-
-
-
-
1,654
1,339
1,233
1,176
1,140
1,115
1,094
|
-
-
-
-
-
-
-
2,010
1,357
1,228
1,166
1,127
1,102
1,085
|
-
-
-
-
-
-
-
-
1,416
1,241
1,171
1,129
1,103
1,086
|
-
-
-
-
-
-
-
-
1,532
1,274
1,185
1,140
1,112
1,091
|
2,131
2,086
2,066
2,060
2,056
2,052
2,052
2,052
2,056
2,056
2,060
2,062
2,062
2,064
|
Пользуясь табл. 2 и табл. 10 находим  и сводим в табл. 11 и рис. 8. и сводим в табл. 11 и рис. 8.
Таблица 11.
Значения при = В = 100
.
| а
|
при = В = 100
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
5,228
1,068
0,728
0,578
0,491
0,433
0,394
0,363
|
-
3,355
2,005
1,512
1,251
1,083
0,966
0,878
|
-
7,884
3,781
2,699
2,166
1,839
1,617
1,444
|
-
23,248
6,286
4,167
3,237
2,679
2,321
2,070
|
-
-
10,088
5,954
4,462
3,615
3,088
2,723
|
-
-
16,714
8,271
5,850
4,657
3,918
3,387
|
г) Зададимся = В = 150
.
По формуле (19) рассчитаем  при = В = 150,
затем по значениям найдем и , наконец, при = В = 150,
затем по значениям найдем и , наконец,  . .
Все эти данные сведем в табл. 12 и отобразим график  при = В = 150
на рис. 6. при = В = 150
на рис. 6.
Таблица 12.
Значения , и  при = В = 150 при = В = 150
| а
|
 при = В = 150 при = В = 150
|
при =В=150
|
при =В=150
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
0,9698
0,9681
0,9670
0,9664
0,9660
0,9659
0,9659
0,9660
0,9661
0,9662
0,9664
0,9665
0,9667
0,9669
|
1,801
1,785
1,770
1,765
1,761
1,760
1,760
1,761
1,762
1,763
1,765
1,766
1,767
1,769
|
0,648
0,800
0,941
1,084
1,227
1,363
1,429
1,499
1,566
1,634
1,700
1,758
1,818
1,882
|
ВСТАВИТ РИС. (стр. 54-55)
Усилие подачи PS
зависит от силы прижима Р. При исполнении привода с тремя кольцами, средние кольца прижимается с силой Р, крайние – с силой Р/2 (лист 1, рис. 8), поэтому (формула 1)
 , ,
где  - коэффициент трения. - коэффициент трения.
В схеме US усилие подачи может быть увеличено за счет увеличения количества роликов. Поэтому
 (22) (22)
где к
– количество роликов,
- коэффициент трения.
Подставляя в формулу (1) и формулу (22) значение Р из формулы (14) и отбросив одинаковые сомножители из обоих получившихся выражений, получим при r = 1:
 (23) (23)
 (24) (24)
Используя табл. 5, табл. 8, табл. 11 и табл. 12 составим таблицы значений выражений  и и  для различных углов = В и строим графики на рис. 11, 12, 13. для различных углов = В и строим графики на рис. 11, 12, 13.
Таблица 13.
Значения  при = В = 00 при = В = 00
| а
|
 при = В = 00
при = В = 00
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
2,160
1,436
1,132
0,962
0,846
0,764
0,704
0,658
|
5,584
3,618
2,802
2,346
2,040
1,832
1,656
1,542
|
9,580
6,112
4,680
3,854
3,346
2,972
2,700
2,474
|
14,018
8,776
6,588
5,466
4,688
4,126
3,724
3,420
|
18,710
11,566
8,682
7,048
6,020
5,286
4,742
4,328
|
23,636
14,350
10,732
8,666
7,330
6,420
5,768
5,248
|
Таблица 14.
Значения при = В = 50
| а
|
при = В = 50
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
2,536
1,554
1,194
1,002
0,878
0,786
0,724
0,674
|
7,018
4,028
3,016
2,476
2,138
1,898
1,724
1,580
|
13,020
7,020
4,894
4,134
3,516
3,118
2,818
2,574
|
20,882
10,422
7,434
5,576
5,018
4,382
3,914
3,572
|
30,430
14,198
9,904
7,806
6,526
5,652
5,044
4,566
|
42,978
18,302
12,442
9,746
8,070
6,950
6,172
5,568
|
Таблица 15.
Значения  при = В = 100 при = В = 100
| а
|
при = В = 100
|
| b = 0,5
|
b = 1,0
|
b = 1,5
|
b = 2,0
|
b = 2,5
|
b = 3,0
|
| 1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
10,456
2,136
1,456
1,156
0,982
0,866
0,778
0,726
|
-
6,710
4,010
3,024
2,502
2,166
1,932
1,756
|
-
15,768
7,562
5,398
4,332
3,678
3,234
2,888
|
-
46,496
12,572
8,334
6,474
5,358
4,642
4,140
|
-
-
20,176
11,908
8,924
7,230
6,176
5,446
|
-
-
33,428
16,542
11,700
9,314
7,836
6,774
|
Таблица 16.
Значения  при = В = 50 при = В = 50
| а
|
 при = В = 50
при = В = 50
|
| k = 1
|
k = 2
|
k = 3
|
k = 4
|
k = 5
|
k = 6
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
2,271
2,786
3,311
3,786
4,315
4,801
5,035
5,273
5,497
5,726
5,937
6,228
6,428
6,631
|
4,542
5,572
6,622
7,572
8,630
9,602
10,070
10,546
10,994
11,452
11,874
12,456
12,856
13,262
|
6,813
8,358
9,933
11,358
12,945
14,403
15,105
15,819
16,491
17,178
17,811
18,684
19,284
19,893
|
9,084
11,144
13,244
15,144
17,260
19,204
20,140
21,092
21,988
22,904
23,748
24,912
25,712
26,524
|
11,355
13,930
16,555
18,930
21,575
24,005
25,175
26,365
27,485
28,630
29,685
31,140
32,140
33,155
|
13,626
16,716
19,866
22,716
25,890
28,806
30,210
31,638
32,982
34,356
35,622
37,368
38,568
39,786
|
Таблица 17.
Значения  при = В = 100 при = В = 100
| а
|
 при = В = 100
при = В = 100
|
| k = 1
|
k = 2
|
k = 3
|
k = 4
|
k = 5
|
k = 6
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
1,073
1,276
1,497
1,723
1,953
2,160
2,265
2,372
2,488
2,591
2,702
2,799
2,889
2,989
|
2,146
2,552
2,994
3,446
3,906
4,320
4,530
4,744
4,976
5,182
5,404
5,598
5,778
5,978
|
3,219
3,828
4,491
5,169
5,859
6,480
6,795
7,116
7,464
7,773
8,106
8,397
8,667
8,967
|
4,292
5,104
5,988
6,892
7,812
8,640
9,060
9,488
9,952
10,364
10,808
11,196
11,556
11,956
|
5,365
6,380
7,485
8,615
9,765
10,800
11,325
11,860
12,440
12,955
13,510
13,995
14,445
14,945
|
6,438
7,656
8,982
10,338
11,718
12,960
13,590
14,232
14,928
15,546
16,212
16,794
17,334
17,934
|
Таблица 18.
Значения при = В = 150
| а
|
при = В = 150
|
| k = 1
|
k = 2
|
k = 3
|
k = 4
|
k = 5
|
k = 6
|
| 0,50
0,60
0,70
0,80
0,90
1,00
1,05
1,10
1,15
1,20
1,25
1,30
1,35
1,40
|
0,648
0,800
0,941
1,084
1,227
1,363
1,429
1,499
1,566
1,634
1,700
1,758
1,818
1,882
|
1,296
1,600
1,882
2,168
2,454
2,726
2,858
2,998
3,132
3,268
3,400
3,516
3,636
3,764
|
1,944
2,400
2,823
3,252
3,681
4,089
4,287
4,497
4,698
4,902
5,100
5,274
5,454
5,646
|
2,592
3,200
3,764
4,336
4,908
5,452
5,716
5,996
6,264
6,536
6,800
7,032
7,272
7,528
|
3,240
4,000
4,705
5,420
6,135
6,815
7,145
7,495
7,830
8,170
8,500
8,790
9,090
9,410
|
3,888
4,800
5,646
6,504
7,362
8,178
8,574
8,994
9,396
9,804
10,200
10,548
10,908
11,292
|
Осевая нагрузка, передаваемая схемой US, как видно из вышеприведенного, может быть увеличена за счет увеличения количества роликов и за счет увеличения относительной величины a = R/r.
Рассмотрим, выигрышно ли с точки зрения увеличения передаваемой осевой силы увеличение количества роликов за счет уменьшения a = R/r.
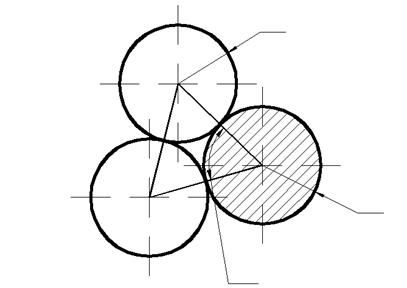 Определим максимальное значение a = R/r при заданном количестве роликов. Определим максимальное значение a = R/r при заданном количестве роликов.
Рис. 9. Максимальное заполнение габарита ВКМ роликами.
АО = R + r
Из треугольника  ОСА имеем ОСА имеем 
Домножим числитель и знаменатель на один и тот же член 1/2r, получим:
 , т.к. , т.к.  , то , то 
Домножим числитель и знаменатель правой части на один и тот же множитель а.
 (25) (25)
По значению  из формулы (25) найдем по формуле (19) , затем , из формулы (25) найдем по формуле (19) , затем ,  и наконец и наконец  , найдем также , найдем также  по формуле (13) и все данные сведем в табл. 19 и рис. 10. по формуле (13) и все данные сведем в табл. 19 и рис. 10.
Таблица 19.
| k
|

|

|
при =В=150
|
 при =В=150 при =В=150
|
при =В=150
|

при =В=150
|

|
| 2
3
4
5
6
7
8
|

6,46
2,41
1,43
1,00
0,785
0,611
|
-
0,866
0,707
0,588
0,500
0,434
0,383
|
-
0,9843
0,9718
0,9670
0,9659
0,9664
0,9679
|
-
2,036
1,826
1,774
1,764
1,769
1,783
|
-
6,329
3,043
1,917
1,363
|
-
18,988
12,173
9,586
8,178
|
-
1216,85
212,72
93,57
56,52
|
Добавить рис. На стр.64-66
Из табл. 19 и рис. 10 видим, что для схемы US увеличение количества роликов за счет уменьшения их диаметров (т.е. уменьшения a = R/r) уменьшает осевую силу, развиваемую механизмом, но в то же время значительно уменьшает и габариты механизма. Также замечаем, что для k = 6  =1,00, значит для однорядного расположения роликов при k = 6 a = R/r должно быть меньше 1. =1,00, значит для однорядного расположения роликов при k = 6 a = R/r должно быть меньше 1.
Рассмотрим работу валикокольцевых механизмов раскладки при максимальном рассматриваемом нами угле поворота В = 150
. Максимальное усилие прижима должно быть рассчитано при минимальной нагрузочной способности механизма, т.к. во время работы угол В изменяе6тся при реверсе механизма от максимального В = 150
до минимального В = 00
и снова до максимального В = 150
, но уже в противоположную сторону.
Минимальная нагрузочная способность ВКМ по схеме вал-ролики (US) при угле В = 150
, а по схеме вал-кольца (BRD) при угле В = 00
, поэтому усилие прижима роликов или колец к валу должно рассчитываться при этих углах. А значит и сравнение механизмов по передаваемой осевой силе нужно проводить при этих углах, т.е. при = В = 150
для схемы US. Сравнение по осувой силе, передаваемой ВКМ ведем по выражениям   . .
Выводы
1. При увеличении относительной величины a
= R/r нагрузочная способность, а значит и осевое усилие, которое может передать механизм, у схемы вал-ролики (US) возрастает, а у схемы вал-кольца (BRD) убывает.
2. Относительная величина  оказывает значительное влияние на нагрузочную способность схемы вал-кольца (BRD). При увеличении оказывает значительное влияние на нагрузочную способность схемы вал-кольца (BRD). При увеличении  осевое усилие, которое может передать механизм, возрастает и возрастает тем сильнее, чем меньеш a = R/r. осевое усилие, которое может передать механизм, возрастает и возрастает тем сильнее, чем меньеш a = R/r.
3. С увеличением угла разворота В нагрузочная способность схемы вал-ролики (US) убывает, а схемы вал-кольца (BRD) возрастает. Минимальная нагрузочная способность схемы US при В = 150
, схемы BRD
при В = 00
.
4. Сравнение схем по нагрузочной способности нужно вести при минимальной нагрузочной способности, т.е. при В = 150
для схемы US и В = 00
для схемы BRD.
5. Увеличение количества роликов для схемы US увеличивает нагрузочную способность и при большом количестве роликов k схема US может конкурировать по нагрузочной способности со схемой BRD. Но увеличение количества роликов значительно усложняет конструкцию механизма и может привести к появлению нежелательных напряжений в опорах вала, поэтому применение большого количества роликов нецелесообразно.
6. Увеличение количества роликов за счет уменьшения их диаметров при максимальном заполнении габарита уменьшает нагрузочную способность схемы US.
7. С увеличением  для схемы BRD максимальный угол разворота B’ уменьшается. для схемы BRD максимальный угол разворота B’ уменьшается.
8. Габарит схемы US значительно меньше, чем схемы BRD при одинаковом a = R/r.
9. Сравнивая схему US с одним роликом и схему BRD с тремя кольцами при минимальной нагрузочной способности, т.е. при В = 150
для US и В = 00
для BRD, замечаем:
a) если b = 0,5 для BRD, то при a > 1,09 осевое усилие, передаваемое схемой US выше, чем схемой BRD, при a <= 1,09 осевое усилие, передаваемое схемой BRD выше, чем схемой US.
b) если b = 1,0 для BRD, то при a > 1,31 осевое усилие, которое может передать механизм, схемы US больше, чем схемы BRD, при a <= 1,31 осевое усилие, которое может передать механизм, схемы BRD больше, чем схемы US.
c) если b => 1,5 для BRD осевое усилие, которое может передать механизм, схемы BRD выше, чем схемы US при всех сравниваемых значениях a = R/r.
Используя данные выводы можно дать некоторые рекомендации по выбору механизма, имеющие практическое значение:
1. Если определяющим фактором выбора механизма является габарит, то следует выбрать схему вал-ролик (US).
2. Ели габарит механизма не играет решающую роль, а определяющим фактором выбора механизма является возможно большее осевое усилие, которое может передать механизм, то следует выбрать схему вал-кольца (BRD).
Рассмотрим выбор геометрического параметра  из условий: из условий:
а) максимальной нагрузочной способности;
б) выполнения заданного закона перемещения. [ ]
а) Выбор геометрического параметра из условия максимальной нагрузочной способности.
На основании формулы (14) определим величину  как: как:
 для r = 1 для r = 1
Обозначим  , тогда , тогда
На рис. 14 строим график  , затем график , затем график  , где , где  , М1
- масштаб , М1
- масштаб  . .
И по этим двум графикам строим зависимость 
Радиус вала r берем в интервале  см. см.
Получаем область выбора геометрического параметра  в зависимости от
r и А = R/r. в зависимости от
r и А = R/r.
в) Выбор геометрического параметра  из условия выполнения заданного закона перемещения. из условия выполнения заданного закона перемещения.
Диапазон работы ВКМ определяется величиной аналога скорости механизма, равного  [ ] [ ]
Если задан радиус вала r, то для того, чтобы кольца ВКМ могли повернуться на угол, равный
 (26) (26)
необходимо определенное соотношение R, r и r1
. Для различных значений R, r и r1
существует определенное значение угла поворота кольца B’, определяемое величинами А = R/r, , до которого касание кольца и вала происходит в точке. Дальнейшее увеличение угла В ведет к тому, что контакт между телами происходит в двух точках. При этом существует некоторое предельное значение угла Впред
, которое будет максимальным для данных R, r и r1
.
Начиная с B’ дальнейшее увеличение угла В требует резкого увеличения момента МД
, затрачиваемого на преодоление момента от сил трения кольца о вал и действия силы Р.
Угол  недопустим при работе механизма раскладки. недопустим при работе механизма раскладки.
Значение угла B’ может быть найдено по формуле (27):
 (27) (27)
Необходимый угол разворота колец для сомкнутой намотки:
 (28) (28)
где  , , 
i
b
-
k
– передаточное отношение от вала раскладчика к катушке;
d – диаметр кабеля;
r – радиус вала раскладчика.
Передаточное отношение от вала раскладчика к катушке для изолировочной машины фирмы «Круп» на 32 бумажных ленты:
 , тогда , тогда
Теперь строим на осях  и и  на рис. 15 зависимость Ф. Угол наклона на рис. 15 зависимость Ф. Угол наклона  прямой к оси прямой к оси  найдем следующим образом: найдем следующим образом:
 (29) (29)
где  - масштаб ; - масштаб ;
 - масштаб tgB
’. - масштаб tgB
’.
На рис. 15 строим также графики  , , 
Задаваясь значением d – диаметра кабеля ( в нашем случае d = 5 см) мы можем построить график зависимости .
На основании графиков с рис. 14 и рис. 15 строим совмещенный график на рис. 16.
Получили семейство кривых . Точка пересечения кривых с одним и тем же значением «a» дает нам минимальное значение r для выполнения обоих условий:
а) максимальной нагрузочной способности;
б) выполнения заданного закона перемещения
при конкретном диаметре кабеля d = 5 см. А заштрихованная область есть зона выбора возможных значений r и b.
Аналогично можно провести выбор и для других значений d – диаметра кабеля.
Задаваясь максимальным диаметром кабеля dMAX
, который будет изготавливаться на машине, можно получить минимальное и макисмальное значения для выполнения обоих условий. Выбирать конкретное значение b из предполагаемого диапазона следует из максимальных значений, т.к. выполнение заданного закона будет обеспечено, а нагрузочная способность будет иметь коэффициент запаса сцепления на случай возможных перегрузок и механизм будет гарантирован от пробуксовок.
Таким образом, получено совместное решение двух поставленных задач о выборе относительной величины b, что имеет не только теоретическое, но и практическое значение.
III
. Технологическая часть
3.1. Описание конструкции и назначения детали. Техконтроль технологичности конструкции.
Деталь – шарикоподшипник № 111 изготовляется из стали ШХ 15 и используется в механизме раскладки.
Механизм раскладки предназначен для равномерной рядовой укладки кабеля или его элементов вдоль приемного барабана.
В последнее время для раскладки используют валикокольцевые механизмы. Ведущая каретка валикокольцевого механизма может иметь вертикальное или горизонтальное расположение, внутри ее проходит гладкий вал. На этом валу и находится разрабатываемая деталь – шарикоподшипник № 111 со специально обработанным внутренним кольцом. Подшипник в процессе работы прижимается к гладкому валу с усилием Р
и может поворачиваться на некоторый угол b
.
Деталь изготовлена из дорогой, дефицитной стали ШХ 15, твердость которой HRC 61…65. Сталь ШХ 15 – материал труднообрабатываемый.
Для обработки используют следующие инструменты: резцы с пластинками из керамики на основе нитрида кремния с покрытием.
Деталь имеет сложную геометрическую форму (наличие фасонной поверхности, в дальнейшем «оливаж»). Деталь может быть обработана при использовании одного специального приспособления. В целом конструкция детали технологична. Базирование детали производим по наружному кольцу и по торцу. Основное значение для служебного назначения детали имеет поверхность оливажа.
Исходные данные:
Годовая программа изделий N = 11 000 шт.
Режим работы предприятия – 2 смены
Действительный годовой фонд времени работы оборудования F
д
=4029 ч.
[ ]
Такт выпуска деталей:
 мин./шт (30) мин./шт (30)
Коэффициент серийности:
 (31) (31)
 (32) (32)
Длительность операций определяем на основе прикидочных расчетов [ ]
Токарная:
То
=2*0,18*593,9*6,5*10-3
= 0,14 мин.
Тш-к
=2,14*0,14 = 0,3 мин.
Шлифовальная:
То
=1,8*57*6*10-3
= 0,615 мин.
Тш-к
=2,1*0,615=1,293 мин.
Выглаживающая:
То
=0,18*57*5,9*10-3
= 0,061 мин.
Тш-к
=2,14*0,061 = 0,131 мин.
 =0,575 мин. =0,575 мин.
По формуле (31):
Производство – мелкосерийное.
Количество деталей в партии:
 шт. (33) шт. (33)
где а
– периодичность запуска-выпуска изделий
Скорректируем количество деталей в партии:
 = 1 смена = 1 смена
 шт. шт.
Принимаем n
= 662 шт.
Маршрут обработки:
Выбор баз: наружная поверхность и торец.
Операция 005. Токарная. За один установ обрабатывается конус под углом 200
с одной стороны. За второй установ обрабатывается конус под углом 200
с другой стороны. Для того, чтобы обработка проходила за 1 проход применяем широкие резцы.
Операция 010. Шлифовальная. Сфера обрабатывается фасонным шлифовальным кругом методом врезания на внутришлифовальном станке. Использование фасонного круга позволяет получить требуемую точность обработки и шероховатость.
Операция 015. Выглаживающая. Выглаживание уменьшает шероховатость поверхности, точность остается прежней. Используем приспособление для внутреннего выглаживания.
Операция 020. Слесарная. Обрабатываем острые кромки, получившиеся на токарной операции.
Операция 025. Промывочная. Деталь моем в моечном растворе в моечной машине конвейерного типа.
Операция 030. Контрольная. Используется специальное контрольное приспособление.
Рассмотрим у какого варианта сумма текущих и приведенных затрат на единицу продукции будет меньше.
 (34) (34)
1) Токарная операция:
Ст.ф.
=– рабочий V разряда
Сз.
= руб./час
 = =
2) Шлифовальная
3) Выглаживающая
Технологическая себестоимость обработки:
Поэтому разрабатываемый техпроцесс экономически более выгоден.
Экономический эффект на программу выпуска:
Заданные геометрические и физические параметры качества поверхности детали могут обеспечиваться с помощью разных методов упрочняюще – отделочной и упрочняющей обработки:
- механические (алмазное выглаживание, обкатывание, шариками или роликами, дробеструйная обработка, виброгалтовка и др.),
- термические (закалка ТВЧ, газопламенная закалка и др.),
- термохимические (цементация, азотирование и др.),
- электрохимические (хромирование, борирование и др.).
Упрочняюще-отделочная обработка наряду упрочнением металла поверхностного слоя обеспечивает благоприятный для эксплуатации рельеф поверхности детали.
Методы упрочняюще-отделочной обработки основаны на поверхностном пластическом деформировании, в результате которого изменяются микроструктура и физико-механические свойства металла поверхностного слоя. Это сопровождается повышением его твердости, прочности, а также формированием в поверхностном слое металла остаточных напряжений сжатия. Кроме того, изменяются геометрические характеристики рельефа поверхности, обуславливающие увеличение площади опорной поверхности, обуславливающие увеличение площади опорной поверхности. В итоге повышаются эксплуатационные свойства деталей: износостойкость, усталостная прочность и др.
Наиболее простым и эффективным методом упрочняюще-отделочной обработки является алмазное выглаживание. Особенностью этого метода является применение алмаза (природного или синтетического) и реже-твердого сплава в качестве формирующего элемента. Благодаря ряду преимуществ алмаза перед другими инструментальными материалами (высокие твердость и теплопроводность, низкий коэффициент трения по металлу и др.) алмазное выглаживание применимо для обработки большинства металлов и сплавов, в том числе и закаленных до твердости HRC 61…65.
Алмазное выглаживание можно рассматривать как процесс возникновения и развития физических явлений, происходящих в контактной зоне, и как технологический метод. Соответственно различают параметры процесса и технологические параметры.
Основным параметром процесса выглаживания, влияющим на качество поверхности детали, стойкости инструмента и производительности обработки являются:
- давление в контакте инструмента с заготовкой;
- площадь контакта;
- кратность нагружения каждого участка поверхности заготовки в процессе выглаживания;
- скорость деформирования;
- трение между инструментом и заготовкой;
- температура в контакте.
При правильно заданных и обеспеченных параметрах деталь приобретает высокие эксплуатационные свойства.
Параметры процесса взаимосвязаны, а также зависят от физико-механических свойств материала заготовки и инструмента и технологических параметров метода:
- формы и размера рабочей части инструмента;
- силы выглаживания;
- подачи;
- скорости выглаживания;
- смазочных и охлаждающих средств, применяемых при выглаживании.
Выберем технологические параметры:
1) Форма и размеры рабочей части алмаза влияют почти на все параметры процесса выглаживания (за исключением скорости деформирования). Инструменты при алмазном выглаживании применяются с различной формой рабочей части алмаза (сферической, торовой, конической). Сферическая форма наиболее универсальна, так как позволяет обрабатывать наружные и внутренние поверхности вращения, а также плоские поверхности. Недостаток сферической формы рабочей части выглаживателя – необходимость точной установки выглаживателя на станке и меньшая стойкость по сравнению с выглаживателями других типов. Наиболее распространена и нормализована сферическая форма с размерами радиуса R = 0,5…4,0 мм. При увеличении радиуса исходные поверхности сглаживаются в меньшей степени из-за уменьшения глубины внедрения выглаживателя.
В зависимости от физико-механических свойств обрабатываемого материала и заданных параметров качества поверхности детали выбираем сферическую форму рабочей части алмазного выглаживателя с размером радиуса R = 0,5…1,5 мм.
2) Те же параметры процесса зависят от другого технологического параметра – силы выглаживания Р. величина назначаемой силы связана с обеспечением заданного качества поверхности детали при допустимой стойкости инструмента и обусловлена физико-механическими свойствами металла, формой и радиусом рабочей части инструмента. Наиболее приемлемый диапазон Р = 5…25 кгс. Слишком малая величина силы не обеспечивает достаточного деформирования обрабатываемого материала заготовки из-за малой величины контактного давления. Превышение верхнего предела приводит к возникновению в контактной зоне высокого давления, что вызывает падение стойкости инструмента и ухудшение качества обрабатываемой поверхности. Шероховатость поверхности в наибольшей степени зависти от силы выглаживания. Вначале увеличение силы уменьшает высоту исходных неровностей вплоть до их полного сглаживания и образования нового рельефа с минимальной величиной неровностей. Дальнейшее увеличение силы приводит к возрастанию высоты неровностей в связи с ростом пластических искажений рельефа и частичным разрушением обрабатываемой поверхности (микротрещины, отслоение металла и др.)
С этой точки зрения и учитывая физико-механические свойства обрабатываемого материала выбираем силу выглаживания Р = 15 кгс
.
3) Подача при выглаживании – технологический параметр, влияющий на кратность приложения нагрузки, а также на производительность обработки. Для алмазного выглаживания характерны малые величины подачи: S = 0,02…0,10 мм/об. При подачах свыше верхнего предела на поверхности остаются необработанные участки, при чрезмерно малых подачах происходит усталостное разрушение металла заготовки.
Для стали ШХ 15 выбираем подачу S = 0,08 мм/об для обеспечения выглаживания.
4) Скорость выглаживания определяет такие параметры процесса как скорость деформирования, температура выглаживания, трение и давление в контакте. С увеличением скорости температура выглаживания растет и при значениях > 200 м/мин может подниматься выше 6000
С, что сопровождается повышенным износом алмаза.
5) Применение смазочно-охлаждающих средств при алмазном выглаживании сравнительно малоэффективно вследствие выдавливания их из контакта инструмента с заготовкой. Наилучшим образом зарекомендовали себя индустриальные масла и консистентные смазки (ЦИАТИМ, солидол).
Рекомендации на выглаживание сферы радиусом R30 0,02 из материала – сталь ШХ 15. 0,02 из материала – сталь ШХ 15.
1) Сферическая форма рабочей части алмазного выглаживателя с радиусом R = 1,5 мм.
2) Сила выглаживания Р = 15 кгс
3) Подача S = 0,08 мм/об
4) Скорость выглаживания n = 100 об/мин., V = 172,7 м/мин.
5) Смазочно-охлаждающие средства – солидол или ЦИАТИМ.
Расчет припусков на механическую обработку выполняем расчетно-аналитическим методом.
Подшипник отнесем к классу дисков и колец.
( ) )
Таблица 20.
К расчету припусков.
| Технологические операции
|
Элементы припуска, мкм
|
Расчетный припуск, 2zmin
,
мкм
|
Расчетный размер,
dр
, мм
|
Допуск,
 , мкм , мкм
|
Предельный размер, мм
|
Предельные значения припуска, мкм
|
| Rz
|
Т
|

|

|
dmin
|
dmax
|
2zmin
пр
|
2
zmax
пр
|
| Заготовка
Æ
Токарная
|
0,8
50
|
50
|
17
1
|
33
|
2*39
|
55,282
55,36
|
16
200
|
54,986
55,16
|
55,002
55,36
|
174
|
358
|
| Заготовка
Æ
Шлифовальная чистовая
|
0,8
2,5
|
5
|
17
0,68
|
33
|
2*39
|
54,952
55,03
|
16
30
|
54,986
55,00
|
55,002
55,03
|
14
|
28
|
Суммарное значение пространственных отклонений для заготовки [ ]:
 =17 мкм =17 мкм
 - допуск на цилиндричность - допуск на цилиндричность
 - радиальный зазор [ ] - радиальный зазор [ ]
Остаточные пространственные отклонения на обработанных поверхностях, имевших исходные отклонения, являются следствием копирования погрешностей при обработке. Для из определения можно воспользоваться эмпирической формулой:
 (35) (35)
где k
у
– коэффициент уточнения формы
 после токарной обработки: после токарной обработки:
 мкм мкм
после шлифования:
 мкм мкм
Погрешность установки  : :
 (36) (36)
 - погрешность базирования, - погрешность базирования,
 - погрешность закрепления, - погрешность закрепления,
 - погрешность положения заготовки в приспособлении. - погрешность положения заготовки в приспособлении.
а) Погрешность базирования:
При установке на охватывающую поверхность равна наибольшему зазору между базой и установочной поверхностью:
 (37) (37)
где  - максимальный предельный размер установочного элемента приспособления, - максимальный предельный размер установочного элемента приспособления,
 - наименьший предельный размер наружного кольца подшипника - наименьший предельный размер наружного кольца подшипника
По формуле (37) получим:
= 90,015 - 89,985 = 0,030 мм = 30 мкм
б) Погрешность закрепления:
В данном случае  возникает за счет биения внутреннего кольца подшипника. возникает за счет биения внутреннего кольца подшипника.
= 12 мкм [ ]
в) Погрешность положения в приспособлении:
 (38) (38)
 - погрешность изготовления отдельных деталей приспособления, - погрешность изготовления отдельных деталей приспособления,
 - погрешности, обусловленные наличием зазоров при посадке заготовок на установочные элементы приспособления, - погрешности, обусловленные наличием зазоров при посадке заготовок на установочные элементы приспособления,  = 0, = 0,
 - погрешность установки приспособления на станке из-за неточности изготовления посадочных мест деталей приспособления, = 0, - погрешность установки приспособления на станке из-за неточности изготовления посадочных мест деталей приспособления, = 0,
 - погрешность износа деталей приспособления. В расчетах не учитываем, - погрешность износа деталей приспособления. В расчетах не учитываем,  = 0. = 0.
Технологические возможности изготовления приспособлений в современных инструментальных ценах обеспечивают выдерживание составляющей в пределах 0,01…0,005 мм.
Примем =0,01 мм => =0,01 мм
По формуле (36):
 мм = 33 мкм мм = 33 мкм
Расчетные минимальные припуски на обработку определяем как:
 (39) (39)
Для токарной операции:
 = 2* 39 мкм = 2* 39 мкм
Для шлифовальной операции:
 = 2* 39 мкм = 2* 39 мкм
1) Для токарной операции:
Расчетный размер заготовки:
 = 55,36 – 2*0,039 = 55,282 мм = 55,36 – 2*0,039 = 55,282 мм
 = 55,3 – 0,2 = 55,1 мм = 55,3 – 0,2 = 55,1 мм


В нашем случае:
 =55,36 – 55,002 = 0,358 мм =55,36 – 55,002 = 0,358 мм
 =55,16 – 54,986 = 0,174 мм =55,16 – 54,986 = 0,174 мм
Проверка правильности расчетов:
 -= -=
-= 358 – 174 = 184 мкм
 = 200 – 16 = 184 мкм = 200 – 16 = 184 мкм
184 = 184
Общий номинальный припуск:

 =358 + 2 – 200 = 160 мкм =358 + 2 – 200 = 160 мкм
ДАБАВИТЬ РИС. 17 на СТР. 98
2) Для шлифовальной операции:
Для конечного перехода в графу «расчетный размер» записываем наибольший предельный размер детали по чертежу (часть допуска отдаем на выглаживание)
d
р
= 55,03 мм
Расчетный размер заготовки:
 =55,03 – 0,078 = 54,952 мм =55,03 – 0,078 = 54,952 мм
 = 55,03 – 0,03 = 55 мм = 55,03 – 0,03 = 55 мм
 28 мкм 28 мкм
 14 мкм 14 мкм
Проверка правильности расчетов:
 -= -=
- = 28 – 14 = 14 мкм = 28 – 14 = 14 мкм
= 30 – 16 = 14 мкм
14 = 14
Общий номинальный припуск:

=28 + 2 – 30 = 0
ДАБАВИТЬ РИС. 18 на СТР. 99
I. Токарная операция
1) Длина рабочего хода суппорта
 (40) (40)
где  - длина резания, - длина резания,
у
– подвод, врезание и перебег инструмента,
 - дополнительная длина хода - дополнительная длина хода
у
= 5 мм [15, с.300]
 6,5 + 5 = 11,5 мм 6,5 + 5 = 11,5 мм
2) Подача суппорта на оборот шпинделя:
S
0
= 0,3 мм/об [15, с.23] – при использовании широких резцов
3) Стойкость инструмента:
 (41) (41)
Тм
= 50 мин
 = 0,565 [15, с.27] = 0,565 [15, с.27]
 50 * 0,565 = 28,25 мин 50 * 0,565 = 28,25 мин
4) Расчет скорости резания
 [15, с.29] (42) [15, с.29] (42)
При использовании широких резцов
V
табл
= 65 м/мин [15, с.31]
к1
= 0,45
[15, с.32]
к2
= 2,0
[15, с.33]
к3
=0,85
[15, с.34]
V
= 65 * 0,45 * 2,0 * 0,85 = 49,725 м/мин.
5) Расчет рекомендуемого числа оборотов шпинделя станка
 = 263,93 об/мин. = 263,93 об/мин.
Уточняем число оборотов шпинделя по паспорту станка.
Принимаем n
=
250 об/мин.
Уточняем скорость резания:
 =47,1 м/мин =47,1 м/мин
6) Расчет основного машинного времени обработки
 =0,306 мин =0,306 мин
7) Расчет сил резания
 (43) (43)
 =75 кг [15, с.35] =75 кг [15, с.35]
к1
= 0,8
к2
= 1,1
 = 75 * 0,8 * 1,1 = 66 кг = 75 * 0,8 * 1,1 = 66 кг
8) Расчет мощности резания
 (44) (44)
 = 0,2 кВт [15, с.72] = 0,2 кВт [15, с.72]
 =2,3 (сталь ШХ 15, НВ 200) =2,3 (сталь ШХ 15, НВ 200)
 = 0,509 кВт = 0,509 кВт
Потребная мощность электродвигателя станка:
 (45) (45)
ч = 0,80…0,85 [9, с.95]
 = 0,6 кВт = 0,6 кВт
Фактическая мощность станка N = 4 кВт. Станок обеспечивает требуемую мощность.
II. Шлифовальная операция
1) Выбор характеристики круга [17, с.222]
Для получения шероховатости поверхности 7-го класса и при HRC < 50 круг 24А25НС17К1 фасонный.
2) Определение размеров шлифования круга
 [17, с.222] [17, с.222]
 40 мм 40 мм
3) Расчет числа оборотов круга
Принимаем скорость круга V = 30 м/с
 =14 331,21 об/мин =14 331,21 об/мин
По паспарту станка принимаем
 12 600 об/мин 12 600 об/мин
Уточняем скорость круга по принятым оборотам:
 =26,4 м/сек =26,4 м/сек
4) Определение частоты вращения изделия
 300 об/мин [17, с.224] 300 об/мин [17, с.224]
5) Определение поперечной подачи
 0,3 мм/мин 0,3 мм/мин
6) Определение основного времени
 =0,0467 мин. =0,0467 мин.
7) Определение эффективной мощности при врезном шлифовании
 , кВт , кВт
 =0,36 =0,36
r
=
0,35
у
= 0,4
q
= 0.3
z
= 0
 =0.835 кВт =0.835 кВт
где  =1,413 м/мин =1,413 м/мин
8) Потребная мощность электродвигателя
 =0,98 кВт =0,98 кВт
Фактическая мощность станка N = 3 кВт.
Станок обеспечивает требуемую мощность.
III.Алмазное выглаживание
1) Расчет длины рабочего хода
 6 + 1 = 7 мм 6 + 1 = 7 мм
2) Выбор радиуса рабочей поверхности алмазного инструмента
Для стали ШХ 15 рекомендуется R
=
1,5 мм
3) Назначение усилия выглаживания
Р =
15 кг
4) Назначение подачи на оборот шпинделя
Принимаем S
0
= 0,08
мм/об
5) Назначение скорости выглаживания
Принимаем V
= 200
м/мин
 =1158 об/мин =1158 об/мин
Принимаем n
= 1 000
об/мин по паспорту станка
Скорректированная скорость:
 =172,7 м/мин =172,7 м/мин
6) Расчет основного машинного времени обработки:
 =0,088 мин =0,088 мин
Для шлифовальной:

Для токарной и выглаживающей:

где Тп-з
– подготовительно-заключительное время
n
– количество деталей в партии
То
– основное время

Ту.с.
– время на установку и снятие детали,
Тз.о.
– время на закрепление и открепление детали,
Туп.
– время на измерение детали,
Тоб.
– время на обслуживание рабочего места,
Ттех.
– время на техническое обслуживание рабочего места,
Торг.
– время на организационное обслуживание рабочего места,
п –
размер партии, п = 662 шт.
Составляющие штучно-калькуляционного времени определены по [18].
Результаты сведены в табл. 21.
Таблица 21.
Технические нормы времени по операции
| Нормирование операции
|
То
|
Тв
|
Топ
|
Тоб
|
Тот
|
Тшт
|
Тп-з
|
n
|
Тш-к
|
| Ту.с.
+ Тз.о.
|
Туп
|
Тиз
|
Ттех
|
Торг
|
| Токарная
|
0,306
|
0,726
|
0,4
|
0,44
|
1,872
|
0,008
|
0,022
|
0,094
|
1,996
|
12
|
66
|
2,01
|
| Шлифовальная
|
0,0467
|
0,363
|
0,18
|
0,351
|
0,94
|
0,0176
|
0,0176
|
0,0176
|
0,975
|
11
|
66
|
0,99
|
| Выглаживающая
|
0,088
|
0,363
|
0,17
|
0,12
|
0,741
|
0,002
|
0,007
|
0,031
|
0,781
|
12
|
662
|
0,799
|
Операция получения сферы.
Заданная точность обработки будет обеспечена в том случае, если погрешности, возникающие при обработке детали не превысят допускаемых отклонений, т.е. если  , где , где
 - суммарная погрешность для каждого выдерживаемого размера, - суммарная погрешность для каждого выдерживаемого размера,
 - допускаемое отклонение выполняемого размера. - допускаемое отклонение выполняемого размера.
 (46) (46)
где  - погрешность установки детали в приспособлении, - погрешность установки детали в приспособлении,
 - погрешность настройки станка, - погрешность настройки станка,
 - погрешность обработки, - погрешность обработки,
= 0,033 мм (подробнее расчет погрешности установки см. в расчете припусков).
Используем динамическую настройку станка.
Погрешность динамической настройки:

 - смещение центра группирования размеров пробных деталей относительно середины поля рассеивания размеров. - смещение центра группирования размеров пробных деталей относительно середины поля рассеивания размеров.
 , ,
где m
–
количество пробных деталей.
 По [10, с.126] По [10, с.126]  =12 мкм =12 мкм

По [10, с.128]  = 4 мкм = 4 мкм
По [10, с.129]  = 6 мкм = 6 мкм
 =9 мкм =9 мкм
Погрешность обработки является функцией большого числа факторов. Рассчитать погрешность обработки затруднительно, поэтому при выполнении проектно-точностных расчетов величина этой погрешности принимается как некоторая часть средней экономической точности обработки  . .

к2
= 0,5
= 30
 =15 мкм =15 мкм
 = 33 + 9 + 15 = 57 мкм = 33 + 9 + 15 = 57 мкм
57 < 60
Следовательно, точность обработки будет обеспечена.
Такт выпуска изделия:
 = 0,719 мин/шт = 0,719 мин/шт
Расчеты сведем в табл. 22.
Таблица 22.
К расчету количества оборудования
| Операции
|
Тш-к
|
То
|
mр
|
mпр
|
Чз
|
Чо
|
Nпр
|
Nст
|
Чм
|
| Токарная
|
2,014
|
0,306
|
2,80
|
3
|
0,93
|
0,15
|
0,6
|
4
|
0,15
|
| Шлифовальная
|
0,992
|
0,0467
|
1,38
|
2
|
0,69
|
0,05
|
0,98
|
3
|
0,33
|
| Выглаживающая
|
0,799
|
0,088
|
1,11
|
2
|
0,56
|
0,11
|
-
|
4
|
-
|
Чз. ср
= 0,73
Чо. ср
= 0,10
Чм. ср
= 0,24
Операция 005
. Токарная
Станок 1Е61М.
Сп-з
=
183,516 руб/час (см. технико-экономическое обоснование выбранного маршрута обработки).
Тш-к
= 2,014 мин.
Операция 010.
Шлифовальная.
Станок 3А227.
Сп-з
=
235,883 руб/час
Тш-к
= 0,992 мин.
Операция 015.
Выглаживающая.
Станок 1Е61М
Сп-з
=
183,516 руб/час
Тш-к
= 0,799 мин.
Себестоимость детали:
С =
Экономический эффект на программу выпуска:
IV
. Экономическая часть
4.1. Введение
При работе механизма раскладки по схеме вал-ролики (US) наблюдается так называемое геометрическое скольжение в точках контакта из-за некоторого линейного контакта роликов и вала, которое уменьшается по мере увеличения угла разворота В роликов. Геометрическое скольжение ограничивает частоту вращения вала раскладчика, а значит и рабочую скорость движения кабеля из-за повышенного износа контактирующих частей и нагрева деталей передачи. Геометрическое скольжение вызывает также частичную потерю передаваемой мощности.
Замена механизма раскладки по схеме вал-ролики механизмом по схеме вал-кольца позволяет увеличить частоту вращения вала раскладчика, а значит и рабочую скорость движения кабеля, т.к. контакт в точках соприкосновения колец и вала точечный, что практически исключает геометрическое скольжение.
Таким образом, рабочая скорость движения кабеля  при использовании раскладчика по схеме вал-ролики может быть повышена до при использовании раскладчика по схеме вал-ролики может быть повышена до  при использовании раскладчика по схеме вал-кольца. при использовании раскладчика по схеме вал-кольца.
Жила кабеля – сечение 95 мм2
, 10 кВ;
Стоимость жилы кабеля – 40 000 руб. км
Фактическая скорость движения жилы:
- при использовании раскладчика по схеме вал-ролики - ;
- при использовании раскладчика по схеме вал-кольца - .
Ручное время на 1 км жилы – 78,48 мин.
Стоимость раскладчика по схеме вал-ролики – 42 160 руб.;
Стоимость раскладчика по схеме вал-кольца – 64 294 руб.
Годовая программа выпуска изделия
Определим годовую программу выпуска изделия по двум вариантам: при использовании раскладчика по схеме вал-ролики (US) и при использовании раскладчика по схеме вал-кольца (BRD).
 (№ формулы) (№ формулы)
 - эффективный фонд времени в год при трехмерной работе =5 730 час; - эффективный фонд времени в год при трехмерной работе =5 730 час;
 - выпуск продукции в час; - выпуск продукции в час;
 , ,
где В – норма выработки в смену;
 , ,
где  - эффективный фонд времени в смену, - эффективный фонд времени в смену,  =480 мин. =480 мин.
t
ШТ
– штучное время на 1 км. изделия,

При использовании раскладчика по схеме вал-ролики (US):

 мин. мин.
 мин. мин.
Норма выработки в смену:
 км км
 км км
 км км
При использовании раскладчика по схеме вал-кольца (BRD):

 мин. мин.
 мин. мин.
Норма выработки в смену:
 км км
 км км
 км км
Амортизация оборудования
Амортизация оборудования на 1 км изделия:
 (№ формулы) (№ формулы)
ЦМ
–
оптовая цена машины, руб.
КТ.З.
–
коэффициент, учитывающий транспортные расходы, КТ.З.
= 1,08
КМ
-
коэффициент, учитывающий затраты на монтаж, КМ
= 1,1
Кф
-
коэффициент, учитывающий затраты на фундамент, Кф
= 1,01
Nb
–
норма амортизации на восстановление, Nb
= 15%
Вгод
– годовой выпуск продукции
 =3,9624 руб/км =3,9624 руб/км
 =5,4687 руб/км =5,4687 руб/км
Затраты на силовую энергию
 , (№ формулы) , (№ формулы)
где ЦЭ
–
стоимость 1 кВт*ч, ЦЭ
=0,62 руб.
N
у
–
мощность установленного двигателя, N
у
= 22 кВт
КМ
–
коэффициент загрузки по мощности, КМ
= 0,9
КВР
–
коэффициент загрузки по времени, КВР
= 0,85
КОД
–
коэффициент одновременности, КОД
= 1
К
W
–
коэффициент, учитывающий потери электроэнергии в сети, К
W
= 1,05
Ч -
КПД электродвигателя, Ч = 0,75
t
МАШ
–
машинное время на 1 км изделия
 =14,6084*1,6835=24,5932 руб/км =14,6084*1,6835=24,5932 руб/км
 =14,6084*1,4005=20,4591 руб/км =14,6084*1,4005=20,4591 руб/км
Заработная плата основным рабочим
 (№ формулы) (№ формулы)
Счас
– часовая тарифная ставка изолировщика, Счас
= 25 руб.
Кд
–
коэффициент доплаты, Кд
= 1,55
t
ШТ
– штучное время на 1 км. изделия
 = 115,92 руб./км = 115,92 руб./км
 = 104.95 руб./км = 104.95 руб./км
Топливо и энергия на технические нужды
 , (№ формулы) , (№ формулы)
где
Счас
– часовая тарифная ставка изолировщика, Счас
= 25 руб.
t
ШТ
– штучное время на 1 км. изделия
 - величина расходов на топливо и энергия на технические нужды, = 102,88 % - величина расходов на топливо и энергия на технические нужды, = 102,88 %
 = 0,7694руб./км = 0,7694руб./км
 = 0,6966руб./км = 0,6966руб./км
Ремонт, содержание и эксплуатация оборудования
 , (№ формулы) , (№ формулы)
где
Счас
– часовая тарифная ставка изолировщика, Счас
= 25 руб.
t
ШТ
– штучное время на 1 км. изделия
 - величина расходов на ремонт, содержание и эксплуатацию оборудования, = 425,27 % - величина расходов на ремонт, содержание и эксплуатацию оборудования, = 425,27 %
 = 3,1804 руб./км = 3,1804 руб./км
 = 2,8796 руб./км = 2,8796 руб./км
Общецеховые затраты
 , (№ формулы) , (№ формулы)
где
Счас
– часовая тарифная ставка изолировщика, Счас
= 25 руб.
t
ШТ
– штучное время на 1 км. изделия
 - величина общецеховых затрат, = 155,19 % - величина общецеховых затрат, = 155,19 %
 = 1,1606 руб./км = 1,1606 руб./км
 = 1,0508 руб./км = 1,0508 руб./км
Общезаводские затраты
 , (№ формулы) , (№ формулы)
где
Счас
– часовая тарифная ставка изолировщика, Счас
= 25 руб.
t
ШТ
– штучное время на 1 км. изделия
 - величина общезаводских затрат, = 193,7 % - величина общезаводских затрат, = 193,7 %
 = 1,4486 руб./км = 1,4486 руб./км
 = 1,3116 руб./км = 1,3116 руб./км
Определение технологической себестоимости изделия и экономический эффект от внедрения другого механизма раскладки
 = 3,9624 + 24,5932 + 115,92 + 0,7694 + 3,18404 + 1,1606 + 1,4486 = 151,03824 руб./км = 3,9624 + 24,5932 + 115,92 + 0,7694 + 3,18404 + 1,1606 + 1,4486 = 151,03824 руб./км
 = 5,4687 + 20,4591 + 104,95 + 0,6966 + 2,8796 + 1,0508+ 1,3116 = 136,8164 руб./км = 5,4687 + 20,4591 + 104,95 + 0,6966 + 2,8796 + 1,0508+ 1,3116 = 136,8164 руб./км
Годовой экономический эффект:
 = (151,03824 – 136,8164)*2116 – 0,15 (64294 – 42 160) = 30093,41344- 3320,1 = 26773,3134 руб. = (151,03824 – 136,8164)*2116 – 0,15 (64294 – 42 160) = 30093,41344- 3320,1 = 26773,3134 руб.
Прибыль от выпуска дополнительной продукции:
 =(2116-1915)*40 000 * 12/100 = 964 800 руб. =(2116-1915)*40 000 * 12/100 = 964 800 руб.
Общий экономический эффект от замены раскладчика по схеме вал-ролики раскладчиком по схеме вал-кольца:
 = 964 800 + 26773,3134 = 991573,3134 руб. = 964 800 + 26773,3134 = 991573,3134 руб.
Срок окупаемости:
 = 0,73 года = 0,73 года
Таким образом, применение раскладчика по схеме вал-кольца для раскладки жилы кабеля «95-10 скрученный комбинированный» экономически более целесообразно, чем раскладчика по схеме вал-ролики.
V. ОХРАНА ТРУДА
5.1. Анализ вредных и опасных производственных факторов.
В соответствии с ГОСТ 12.0.003-74 вредные и опасные производственные факторы подразделяются по своему действию на следующие группы: физические, химические, биологические, психофизические.
5.1.1. Физически опасными и вредными производственными факторами в нашем случае могут служить движущиеся машины и механизмы; подвижные части производственного оборудования; передвигающиеся изделия, заготовки, материалы, разрушающиеся конструкции.
Процесс раскладки провода производится на сравнительно большой по габаритам машине и сопровождается движением массивных её узлов, а также высокой линейной скоростью провода. В процессе работы могут происходить поломки отдельных частей машины, от которых человек может получить травмы различной степени тяжести, увечья, а порой смертельный исход. При раскладке провода, в случае не согласованности вращательного и поступательного движений, либо выходе из строя тормозного или предохранительного устройств, может произойти обрыв изделия, при вращении последнего, человек также может получить травму.
В ходе производственного процесса может происходить изменение давления, температуры, влажности и подвижности воздуха, которые могут за собой повлечь ухудшение состояния здоровья, появляется сонливость, утомляемость, вялость, нарушается кровообращение и нормальная работа клеток организма.
5.1.2. Химические опасные и вредные производственные факторы.
В процессе раскладки может происходить завихрение потоков воздуха, при этом увеличивается концентрация частиц пыли в воздухе. Пыль через органы дыхания, кожные покровы и слизистые оболочки проникает в организм человека и может повлечь раздражающее действие. Также неблагоприятным воздействием могут обладать различные присадки, применяемые в механизме. В результате взаимодействия рабочего с рабочей средой может быть вызван воспалительный процесс на кожном покрове человека, а так же аллергические реакции.
5.1.3. Биологические опасные и вредные производственные факторы.
Пыль в своем составе может содержать патогенные микроорганизмы (бактерии, вирусы), которые могут оказать отрицательное действие на организм, вызывая кашель, тошноту, рвоту, отравления или в худшем случае хронические заболевания. Также источниками болезнетворных микроорганизмов и бактерий является грязное оборудование, грязное помещение, не стираная спецодежда. При попадании на кожный покров бактерии приводят к дерматологическим заболеваниям, попадание в глаза приводит к поражению слизистых оболочек, что может привести к потере зрения.
5.1.4. Психофизические опасные и вредные производственные факторы.
При намотке провода нужно четко следить за всеми узлами машины, чтобы избежать аварий, несчастных случаев или больших перерывов в работе. В связи с этим человек испытывает нервно–психические перегрузки, у него возникает умственное перенапряжение, эмоциональные перегрузки, поэтому в процессе работы нужно делать небольшие перерывы на отдых.
При правильном соблюдении правил техники безопасности человек ограждает себя и окружающих от травматизма, хронических заболеваний, а также способствует росту производительности труда.
5.2 Мероприятия по защите работающих от воздействия вредных и опасных факторов.
5.2.1. Мероприятия по технике безопастности направленные на предупреждение несчастных случаев.
В соответствии с ГОСТ 12.2.003—91 «ССБТ. Оборудование производственное. Общие требования безопасности» производственное оборудование должно обеспечивать требования безопасности при монтаже (демонтаже), вводе в эксплуатацию и эксплуатации как в случае автономного использования, так и в составе технологических комплексов, при соблюдении требований (условий, правил), предусмотренных эксплуатационной документацией.
Все движущиеся части, если они являются источниками опасности, надежно ограждаются. Съемные, откидные и раздвижные ограждения рабочих органов, а также открывающиеся дверцы, крышки, щитки снабжаются запорами, исключающими их случайное снятие и открывание (замки, снятие при помощи инструмента и др.); при необходимости предусматриваются блокировки, обеспечивающие прекращение рабочего процесса при съеме или открывании ограждения.
5.2.2. Санитарно- гигиенические мероприятия.
Для создания требуемых параметров микроклимата в производственном помещении применяют вентиляцию (СНиП 2.04.05-91), а также различные отопительные устройства. В цехе используется общеобменная система вентиляции. Она состоит из естественной и механической приточно- вытяжной вентиляции. Для защиты людей от переохлаждения в холодное время года в дверных проемах и воротах устраивают воздушно- тепловые завесы, а в помещениях используют водяную систему отопления.
5.2.3. Организационно профилактические мероприятия
Важным направлением обеспечения безопасности труда является профессиональный отбор. С точки зрения обеспечения безопасности труда, определяющим элементом профессионального отбора, является выявление профессиональной пригодности, то есть установление соответствия между психофизиологическими особенностями организма человека, принимаемого на работу, и требованиями, предъявляемыми ему выбранной профессии.
Инструктаж и проверку знаний по охране труда проводят ежеквартально.
К выполнению работ допускаются лица прошедшие предварительный медицинский осмотр. Повторный медицинский осмотр проводится раз в год.
Все рабочие проходят обучение в соответствии с требованиями ГОСТ12.0.004-90 ССБТ. Организация обучения работающих безопасности труда. Общие положения.
5.3 Защитная блокировка.
Предохранительные защитные средства предназначены для автоматического отключения агрегатов и машин при отклонении какого-либо параметра, характеризующего режим работы оборудования, за пределы допустимых значений. Таким образом, при аварийных режимах (увеличении давления, температуры, рабочих скоростей, силы тока, крутящих моментов и т. п.) исключается возможность взрывов, поломок, воспламенений. В соответствии с ГОСТ 12.4.125—83 предохранительные устройства по характеру действия бывают блокировочными
и ограничительными
.
Блокировочные устройства по принципу действия подразделяют на механические, электронные, электрические, электромагнитные, пневматические, гидравлические, оптические, магнитные и комбинированные.
Ограничительные устройства по конструктивному исполнению подразделяют на муфты, штифты, клапаны, шпонки, мембраны, пружины, сильфоны и шайбы.
Блокировочные устройства препятствуют проникновению человека в опасную зону либо во время пребывания его в этой зоне устраняют опасный фактор.
Особенно большое значение этим видам средств защиты придается на рабочих местах агрегатов и машин, не имеющих ограждений а также там, где работа может вестись при снятом или открытом ограждении.
Механическая блокировка представляет собой систему, обеспечивающую связь между ограждением и тормозным (пусковым) устройством. При снятом ограждении агрегат невозможно растормозить, а следовательно, и пустить его в ход (рис.22).
 Электрическую блокировку применяют на электроустановках с напряжением от 500 В и выше, а также на различных видах технологического оборудования с электроприводом. Она обеспечивает включение оборудования только при наличии ограждения. Электромагнитную (радиочастотную) блокировку применяют для предотвращения Электрическую блокировку применяют на электроустановках с напряжением от 500 В и выше, а также на различных видах технологического оборудования с электроприводом. Она обеспечивает включение оборудования только при наличии ограждения. Электромагнитную (радиочастотную) блокировку применяют для предотвращения
Рис. 22 Схема механической блокировки: попадания человека в опасную
1-
ограждение; 2
- рычаг тормоза; 3
- запорная зону.
планка; 4
-направляющая
Если это происходит, высокочастотный генератор подает импульс тока к электромагнитному усилителю и поляризованному реле. Контакты электромагнитного реле обесточивают схему магнитного пускателя, что обеспечивает электромагнитное торможение привода за десятые доли секунды. Аналогично работает магнитная блокировка, использующая постоянное магнитное поле.
Оптическая блокировка находит применение в кузнечно-прессовых и механических цехах машиностроительных заводов. Световой луч, попадающий на фотоэлемент, обеспечивает постоянное протекание тока в обмотке блокировочного электромагнита. Если в момент нажатия педали в рабочей (опасной) зоне штампа окажется рука рабочего, падение светового тока на фотоэлемент прекращается, обмотки блокировочного магнита обесточиваются, его якорь под действием пружины выдвигается и включение пресса педалью становится невозможным (рис.23)

Рис. 23. Защитная блокировка (фотоэлектрическая):
1
- освещаемый элемент; 2
- источник света с линзами; 3
- двухступенчатое реле (в нем катушка высокочувствительного поляризационного реле первой ступени отрегулирована так, что протекающий при освещении фотоэлемента ток вызывает размыкание выходных контактов реле и удерживает их в таком положении, пока фотоэлемент освещен; к выходным контактам этого реле подключена цепь катушки электромагнитного реле второй ступени); 4
- исполнительный механизм, цепь электромагнита которого подключена к выходным контактам реле; 5
- подвижные упоры; 6
- сигнальная лампа; 7
- трансформатор; 8
- выпрямитель.
Электронную (радиационную) блокировку применяют для защиты опасных зон на прессах, гильотинных ножницах и других видах технологического оборудования, применяемого в машиностроении (рис. 24).
Излучение, направленное от источника 5, улавливается трубками
Гейгера 1
. Они воздействуют на тиратронную лампу 2,
от которой приводится в действие контрольное реле 3.
Контакты реле либо включают, либо разрывают цепь управления, либо воздействуют на пусковое устройство. Контрольное реле 4
работает при нарушении системы блокировки, когда трубки Гейгера не работают в течение 20 с.

Рис. 24. Электронная (радиационная) блокировка
Пневматическая схема блокировки широко применяется в агрегатах, где рабочие тела находятся под повышенным давлением: турбинах, компрессорах, воздуходувках и т. д. Ее основным преимуществом является малая инерционность. На рис. 25. приведена принципиальная схема пневматической блокировки. Аналогична по принципу действия гидравлическая блокировка.

Рис. 25. Схема пневматической блокировки:
1
- реле давления; 2
- запорное устройство; 3
- электромагнит
В нашем случае целесообразно применить электрическую блокировку. При открывании защитного ограждения электрическая цепь машины прерывается, тем самым останавливается технологический процесс.
|
