Министерство образования и науки РФ
Федеральное государственное автономное образовательное учреждение высшего профессионального образования
«СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ»
Институт цветных металлов и материаловедения
Кафедра: ЛП
Группа: ТФ08-04
Отчет по лабораторной работе
«Литейные свойства сплавов»
Руководитель: Саначева Г.С.
Студент: Воронцова М.В.
Красноярск, 2010
Цель работы:
изучить литейные свойства сплавов.
Краткие теоретические сведения.
К основным литейным свойствам сплавов относятся жидкотекучесть и усадка.
Под жидкотекучестью
понимают способность сплава заполнять формы, воспроизводить полностью ее очертания. Жидкотекучесть зависит от большого количества факторов, которые можно объединить в три основные группы:
- факторы, связанные со свойствами сплава ( вязкость, поверхностное натяжение, теплота и интервал кристаллизации, теплопроводность, теплоемкость и др. );
- факторы, связанные о свойствами заполняемой формы ( шероховатость стенок формы, теплопроводность, газопроницаемость );
- факторы, зависящие от условий заполнения формы ( металлостатический напор, избыточное внешнее давление на расплав, перегрев расплава, температура литейной формы, конструкция литниковой системы).
Различают истинную, условно-истинную и практическую жидкотекучесть сплава.
Истинная жидкотекучесть сплавов определяется при одинаковом перегреве их выше температуры нулевой жидкотекучести, при которой сплав теряет подвижность. Нулевая жидкотекучесть наступает при температуре , лежащей между ликвидусом и солидусом сплава, при определенном количестве твердой фазы. В практических условиях трудно определить температуру нулевой жидкотекучести, поэтому определяют не истинную, а условно-истинную жидкотекучесть сплавов при одинаковом перегреве их выше температуры ликвидуса. Под практической понимают жидкотекучесть сплавов при постоянной температуре заливки. В этом случае перегрев выше температуры ликвидуса и нулевой жидкотекучести для различных сплавов не одинакова.
Жидкотекучесть определяют экспериментально по специальным технологическим пробам, которые можно разделить на три группы:
- пробы постоянного сечения ( спиральная, прутковая, U-образная и др. );
Реклама

- пробы переменного сечения ( клиновая, шариковая );
- комбинированные.
 Пробы постоянного сечения. Пробы постоянного сечения.
Мерой жидкотекучести в пробах постоянного сечения является длина полученного прутка для выбранных условий заливки и охлаждения сплава.
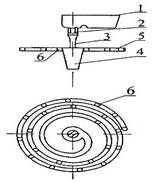
Спиральная проба
состоит из чаши 1, фильтра 2, стояка 3, металлоприемника 4 и спирального канала 5трапецеидального сечения с небольшими выступами 6. О величине жидкотекучести судят по пути, пройденному металлом до затвердевания, т.е. длине прутка. Небольшие выступы 6, нанесены через 50 мм, облегчают измерение спирали.
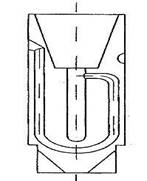 U
-образная проба
имеет вертикальное расположение канала постоянного сечения. Высота подъема металла в канале пробы является количественной характеристикой жидкотекучести. Эта проба позволяет одновременно оценить усадку сплава и склонность к образованию трещин. U
-образная проба
имеет вертикальное расположение канала постоянного сечения. Высота подъема металла в канале пробы является количественной характеристикой жидкотекучести. Эта проба позволяет одновременно оценить усадку сплава и склонность к образованию трещин.
Прутковая проба
имеет обычно цилиндрический канал диаметром 5 мм, выполненный в песчано-глинистой форме. Металл поступает в канал из буферного резервуара, заполняемого из литниковой воронки. Заполнение воронки и вхождение металла в канал значительно зависят от условий заливки. Проба должна устанавливаться точно по уровню. Воспроизводимость определения жидкотекучести в этой пробе низкая ( отклонения до 15% ).

Пробы переменного сечения.
Наибольшее распространение получили клиновая и шариковая пробы.
В клиновой пробе
полость формы переменного сечения в виде клина заполняется жидким металлом, который проникает в зависимости от жидкотекучести сплава на определенное расстояние. Показателем жидкотекучести является зазор, образующийся между вершиной конуса 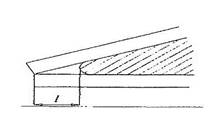 и вершиной затвердевшего металла: чем меньше это расстояние, тем жидкотекучесть больше. и вершиной затвердевшего металла: чем меньше это расстояние, тем жидкотекучесть больше.
Металлическая шариковая проба
имеет вертикальный разъем вставки 3, соприкасающейся с шариком 2 диаметром 20 мм, вмонтированным в одну из половинок металлической формы. Металл подводится в нижнюю часть формы через воронку 4 и литниковый канал 5. Он подтекает в пространство между планкой 3 и шариком 2, но не заполняет всего пространства, оставляя отверстие. Жидкотекучесть характеризуется площадью отверстия или его диаметром, чем меньше эти величины, тем больше жидкотекучесть. 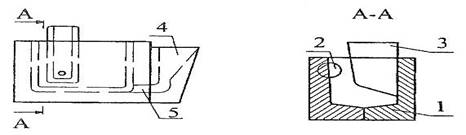
Наибольшей жидкотекучестью обладают эвтектические сплавы, чистые металлы и интерметаллиды, кристаллизующиеся при постоянной температуре. По мере увеличения интервала кристаллизации жидкотекучесть уменьшается.
Усадкой
называется уменьшение объема и линейных размеров отливки в период между заполнением формы расплавом и охлаждением отливки до температуры окружающей среды. Следует различать три периода усадки:
Реклама

- период в жидком состоянии до наступления температуры кристаллизации;
- при затвердевании в процессе кристаллизации ( в интервале температур ликвидус-солидус );
- в твердом состоянии.
Различают линейную и объемную усадку.
По мере подачи тепла в окружающую среду температура затвердевшей корки, или скелета кристаллов, понижается, в результате чего происходит сокращение линейных размеров отливки. Некоторые металлы и сплавы кристаллизуются с увеличением объема и линейных размеров отливки. Такое увеличение размеров называют предусадочным расширением.
Величина линейной усадки или расширения определяется изменением температуры, коэффициентом линейного расширения и коэффициентом термического сжатия.
Различают линейную и литейную усадку. Линейной усадкой принято называть сокращение линейных размеров, определяемое только свойствами сплава, протекающее без торможения со стороны формы. Литейной усадкой называют разницу между линейными размерами модели и отливки.
Литейная усадка отличается от линейной, так как она зависит не только от свойст и состояния металла, но и от конструкции отливки, конструкции формы.
Вывод: изучили литейные свойства сплавов.
|
