Содержание
Задание работы
1. Общее сведение о станке
1.1 Назначение, область применения и расшифровка станка 6Р82Г
1.2 Состав станка
2. Кинематические цепи станка
2.1 Механизм главного движения.
2.2 Механизм подачи стола, салазок и консоли
2.3 Автоматическая подача
2.4 Ускоренные автоматические подачи стола, салазок и консоли.
2.5 Механизмы управления автоматическим циклом работы станка
2.6 Ручные подачи стола, салазок и консоли
2.6 Вспомогательные механизмы и системы
2.7 Расчеты и ответы на вопросы по заданию
3. Условия компоновки
Литература
1. Общее сведение о станке
1.1
Назначение, область применения и расшифровка станка 6Р82Г
Фрезерные станки предназначены для обработки плоских и фасонных поверхностей с помощью фрез – многолезвийных инструментов с режущими кромками. Фрезы могут быть различной конструкций, наиболее распространенными являются цилиндрические, дисковые, концевые, торцевые, фасонные и т.д.
В зависимости от расположения узлов станка, т.е. компоновки, различают консольные и бесконсольные фрезерные станки.
Станок 6Р82Г относится к консольной компоновке, т.к. имеет конструктивные отличии от бесконсольных станков (Рис.1).
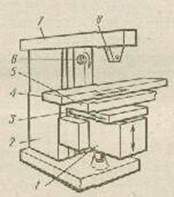 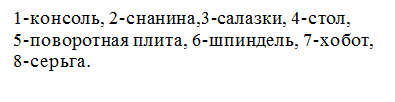
Рис.1 6Р82Г – горизонтально-фрезерный станок
Цифра 6 стоящая в впереди показывает группу (фрезерная); Р – модернизирован, Г – означает горизонтально
-фрезерный станок; 82-означает 820 мм габарит детали, которую можно обрабатывать.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, зубчатые колеса и т. п. Технологические возможности станков могут быть расширены с применением делительной головки, поворотного, круглого стола, и других приспособлений.
Модель 6Р82Г представляет собой упрощенный тип базового универсально-фрезерного станка 6Р82.
Общий вид и система охлаждения
Рис.2 Горизонтально-фрезерный станок 6Р82Г:
общий вид
1-плита, 2- механизм переключения подачи, 3- коробка подачи, 4- крышка с электроаппаратурой, 5- механизм управления коробкой скоростей, 6- станина, 7- хобот, 8- кронштейн, 9- продольный стол, 10- салазки, 11-консоль
схема охлаждения инструмента
12- насос, 13- трубопровод, 14,17- шланг, 15- сопло, 16- кран, 18- кронштейн.
2.
Кинематические цепи станка
1. главное движение - вращательное движение шпинделя;
2. движение подач:
автоматическое движение подачи - обеспечивающее перемещение стола, салазок и консоли в продольном направлении;
Реклама

поперечная подача;
вертикальная подача;
3. вспомогательное движение - быстрое перемещения стола, салазок и консоли в продольном, поперечном и вертикальном направлениях;
4. установочное движение - обеспечивающее ручное перемещение стола, салазок и консоли по трем взаимно-перпендикулярным направлениям.
Рабочие движения станка обеспечиваются следующими механизмами
5. механизм главного движения, задающий шпинделю необходимую частоту вращения;
6. механизм автоматической вертикальной, продольной и поперечной подачи;
7. механизмы ускоренной автоматической вертикальной, продольной и поперечной подачи;
8. механизмы ручной вертикальной, продольной и поперечной подачи.
Механизм главного движения и механизм движения подачи имеют раздельный привод от двух трехфазных асинхронных электродвигателей. Механизм главного движения приводится в движение электродвигателем M1
с N=7,5 кВт, n=1440 мин-1
, а механизм движения подач– электродвигателем M2
с N = 2,2 кВт, n = 1430 мин-1
.
2.1 Механизм главного движения
Для станка 6Р82Г ряд частот вращения шпинделя состоит из z =18 ступеней, где минимальная частота вращения равна nmin
= 31,5 мин-1
, а максимальная - max
= 1596,67 мин-1
.
В механизме главного движения станка 6Р82Г значение φ = 1,26
.
Частоту вращения шпинделя nшпинд
определяют путем умножения частоты вращения электродвигателя nдв
= 1440 [мин-1
] на передаточное отношение находящихся в зацеплении зубчатых пар в механизме главного движения.



Шпиндель является одним из ответственных узлов механизма главного движения, он должен быть точным, жесткий, виброустойчивым ,т.к. в него устанавливают режущий инструмент
2.2
Механизм подачи стола, салазок и консоли
Механизм подачи обеспечивает поступательное движение стола, с деталью которую необходимо обработать, в вертикальном, продольном и поперечном направлениях.
2.3
Автоматическая подача
Кинематическая цепь продольной подачи


 -
задает передаточное отношение находящихся в зацеплении зубчатых пар в коробке скоростей механизма подач,Р3
= 6 мм. -
задает передаточное отношение находящихся в зацеплении зубчатых пар в коробке скоростей механизма подач,Р3
= 6 мм.
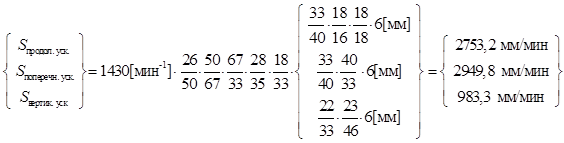
Продольная подача Sпрод
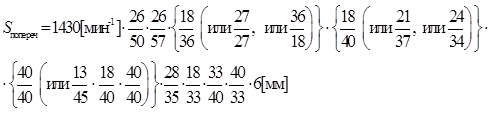
Кинематическая цепь поперечной подачи


 -
задает передаточное отношение находящихся в зацеплении зубчатых пар в коробке скоростей механизма подач, при Р2
= 6 мм. -
задает передаточное отношение находящихся в зацеплении зубчатых пар в коробке скоростей механизма подач, при Р2
= 6 мм.
Поперечная подача
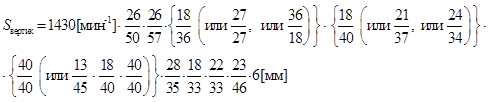
Кинематическая цепь вертикальной подачи


- задает передаточное отношение находящихся в зацеплении зубчатых пар в коробке скоростей механизма подач, Р1
= 6 мм.
Вертикальная подача
2.4 Ускоренные автоматические подачи стола, салазок и консоли
Реклама

Для быстрого перемещения стола, салазок или консоли используется движение от электродвигателя М2
на 1-ый вал, через пару колес  на 2-ой вал. Затем не проходя через коробку подач передается сразу на 12-ый вал через на 2-ой вал. Затем не проходя через коробку подач передается сразу на 12-ый вал через  . .
При этом муфта 6 выключается, а фрикционная муфта 7 включается, она связана с колесом z = 33. Движение идет по соответствующим зубчатым зацеплениям:
2.5 Механизмы управления автоматическим циклом работы станка
1. Полуавтоматический - это быстро вперед - рабочая подача - быстро назад (вперед) - стоп
2. Автоматический маятниковый -
это быстро вправо - подача вправо - быстро влево - подача влево - быстро вправо
Это возможно при специальной установки на столе нашего станка кулачков
2.6 Ручные подачи стола, салазок и консоли
Ручная продольная подача стола
производится, при отключении муфты 2, путем вращения рукоятки и равна 6 мм/обр, через коническую передачу, зубчатое колесо  , или через вращение (ручки) винт-гайка стола. И она равна , или через вращение (ручки) винт-гайка стола. И она равна  . .
Поперечная подача стола
реализуется при отключенной муфте 3 путем вращения пары винт-гайка салазок с помощью рукоятки. Эта подача равна 6 мм/обр.
Вертикальная подача стола
реализуется при отключенной муфте 4 путем вращения пары винт-гайка консоли с помощью рукоятки по цепи, через зубчатые пары  . И равна . И равна  . .
3. Условия компоновки
В зависимости от координатных осей станка инструмент может располагаться: параллельно (горизонтально оси z) оси шпинделя и перпендикулярно по двум осям (x,y); параллельно (вертикальной оси y) оси шпинделя и перпендикулярно по двум осям (x,z) и параллельно поперечной оси (х) и перпендикулярно по двум осям (z,y);
По стандарту ISO, нужно располагать ось z параллельно оси вращения шпинделя от заготовки к инструменту; ось х располагают всегда горизонтально, ось у располагается таким образом, что бы система координат была правой (по правилу правого винта).
у
  z z
x
дублирующие блоки х-и, у-v, z-w, а вращение вокруг оси х-А, у-В, z-С.
Стационарный блок обозначается О.
Индекс у блока несущий инструмент Н - горизонтально, V- вертикально.
Первый набор блоков состоит из:
1) Сh- вращающийся блок, параллельно оси z (вращения шпинделя, инструмент)
2) Z- подвижный блок, совершающее движение вдоль оси z
3) Х- подвижный блок, совершающее движение вдоль оси х
4) У- подвижный блок, совершающее движение вдоль оси у
5) b – повортоный блок, совершающий вращение по оси у
6) О-стационарный блок
По первому набору блока можно составить матрицу возможных компоновок из Сh, Х, У, b, Z,О. , т.е. К=m!=5!=1*2*3*4*5=120- возможных компоновок.
XbYZOCh XbYOZCh XbOYZCh XObYZCh OXbYZCh
XbZYOCh XbZOYCh XbOZYCh XObZYCh OXbZYCh
XYbZOCh XYbOZCh XYObZCh XOYbZCh OXYbZCh
XZbYOCh XZbOYCh XZObYCh XOZbYCh OXZbYCh
XYZbOCh XYZObCh XYOZbCh XOYZbCh OXYZbCh
XZYbOCh XZYObCh XZOYbCh XOZYbCh OXZYbCh
YbXZOCh YbXOZCh YbOXZCh YObXZCh OYbXZCh
YbZXOCh YbZOXCh YbOZXCh YObZXCh OYbZXCh
YXbZOCh YXbOZCh YXObZCh YOXbZCh OYXbZCh
YZbXOCh YZbOXCh YZObXCh YOZbXCh OYZbXCh
YXZbOCh YXZObCh YXOZbCh YOXZbCh OYXZbCh
YZXbOCh YZXObCh YZOXbCh YOZXbCh OYZXbCh
ZbXYOCh ZbXOYCh ZbOXYCh ZObXYCh OZbXYCh
ZbYXOCh ZbYOXCh ZbOYXCh ZObYXCh OZbYXCh
ZXbYOCh ZXbOYCh ZXObYCh ZOXbYCh OZXbYCh
ZYbXOCh ZYbOXCh ZYObXCh ZOYbXCh OZYbXCh
ZXYbOCh ZXYObCh ZXOYbCh ZOXYbCh OZXYbCh
ZYXbOCh ZYXObCh ZYOXbCh ZOYXbCh OZYXbCh
bXYZOCh bXYOZCh bXOYZCh bOXYZCh ObXYZCh
bXZYOCh bXZOYCh bXOZYCh bOXZYCh ObXZYCh
bYXZOCh bYXOZCh bYOXZCh bOYXZCh ObYXZCh
bYZXOCh bYZOXCh bYOZXCh bOYZXCh ObYZXCh
bZXYOCh bZXOYCh bZOXYCh bOZXYCh ObZXYCh
bZYXOCh bZXOYCh bZOYXCh bOZYXCh ObZYXCh
Второй набор блоков состоит из:
1) вращения шпинделя, инструмент (параллельно оси Y -Bv)
2) подача по оси Z
3) подача по оси Х
4) подача по оси Y
5) поворотный блок ( по оси Y) - b
6) стационарный блок - О
По первому набору блока можно составить матрицу возможных
компоновок из Bv, Х, b, У, Z, О. , т.е.
К=m!=5!=1*2*3*4*5=120- возможных компоновок.
XbYZOBh XbYOZBh XbOYZBh XObYZBh OXbYZBh
XbZYOBh XbZOYBh XbOZYBh XObZYBh OXbZYBh
XYbZOBh XYbOZBh XYObZBh XOYbZBh OXYbZBh
XZbYOBh XZbOYBh XZObYBh XOZbYBh OXZbYBh
XYZbOBh XYZObBh XYOZbBh XOYZbBh OXYZbBh
XZYbOBh XZYObBh XZOYbBh XOZYbBh OXZYbBh
YbXZOBh YbXOZBh YbOXZBh YObXZBh OYbXZBh
YbZXOBh YbZOXBh YbOZXBh YObZXBh OYbZXBh
YXbZOBh YXbOZBh YXObZBh YOXbZBh OYXbZBh
YZbXOBh YZbOXBh YZObXBh YOZbXBh OYZbXBh
YXZbOBh YXZObBh YXOZbBh YOXZbBh OYXZbBh
YZXbOBh YZXObBh YZOXbBh YOZXbBh OYZXbBh
ZbXYOBh ZbXOYBh ZbOXYBh ZObXYBh OZbXYBh
ZbYXOBh ZbYOXBh ZbOYXBh ZObYXBh OZbYXBh
ZXbYOBh ZXbOYBh ZXObYBh ZOXbYBh OZXbYBh
ZYbXOBh ZYbOXBh ZYObXBh ZOYbXBh OZYbXBh
ZXYbOBh ZXYObBh ZXOYbBh ZOXYbBh OZXYbBh
ZYXbOBh ZYXObBh ZYOXbBh ZOYXbBh OZYXbBh
bXYZOBh bXYOZBh bXOYZBh bOXYZBh ObXYZBh
bXZYOBh bXZOYBh bXOZYBh bOXZYBh ObXZYBh
bYXZOBh bYXOZBh bYOXZBh bOYXZBh ObYXZBh
bYZXOBh bYZOXBh bYOZXBh bOYZXBh ObYZXBh
bZXYOBh bZXOYBh bZOXYBh bOZXYBh ObZXYBh
bZYXOBh bZXOYBh bZOYXBh bOZYXBh ObZYXBh
Выбор рациональной компоновки
1. При обработки крупногабаритных деталей, размер деталей может превышать рабочий ход стола, но зона обработки меньше max хода стола, в связи с этим нецелесообразно использовать компоновку с вертикальным шпинделем:
00000+00000+00000+00000
2. нужно перемещать заготовку к инструменту сначала в вертикальном направлении (вдоль оси у), а затем в горизонтальных направлениях (вдоль оси Z и X):
000Y0
3. К выше изложенным условиям компоновки подходит универсальный горизонтально-фрезерный станок, а в данном виде оборудование главное движение заготовки выполняется в горизонтальной плоскости (т.е. по оси Х), то:
Х00У0
Из 3-х условий получаем
Х00У0
Следовательно образуются 2 рациональные компановки
XbZY0 и XZbY0
Третий набор блоков состоит из:
1) вращения шпинделя (параллельно оси Z -Сh)
2) подача по оси Z
3) подача по оси Х
4) подача по оси Y
5) поворотный блок - b( по оси Y)
6) поворотный блок - d(по оси Х)
7) стационарный блок - О
По первому набору блока можно составить матрицу возможных
компоновок из Сh, Х, b, d, У, Z, О.
К=m!=5!=1*2*3*4*5*6=720- возможных компоновок.
XbdYZOCh XbdYOZCh XbdOYZCh XbOdYZCh XObdYZCh OXbdYZCh
XbdZYOCh XbdZOYCh XbdOZYCh XbOdZYCh XObdZYCh OXbdZYCh
XbYdZOCh XbYdOZCh XbYOdZCh XbOYdZCh XObYdZCh OXbYdZCh
XbZdYOCh XbZdOYCh XbZOdYCh XbOZdYCh XObZdYCh OXbZdYCh
XbYZdOCh XbYZOdCh XbYOZdCh XbOYZdCh XObYZdCh OXbYZdCh
XbZYdOCh XbZYOdCh XbZOYdCh XbOZYdCh XObZYdCh OXbZYdCh
XdbYZOCh XdbYOZCh XdbOYZCh XdObYZCh XOdbYZCh OXdbYZCh
XdbZYOCh XdbZOYCh XdbOZYCh XdObZYCh XOdbZYCh OXdbZYCh
XdYbZOCh XdYbOZCh XdYObZCh XdOYbZCh XOdYbZCh OXdYbZCh
XdZbYOCh XdZbOYCh XdZObYCh XdOZbYCh XOdZbYCh OXdZbYCh
XdYZbOCh XdYZObCh XdYOZbCh XdOYZbCh XOdYZbCh OXdYZbCh
XdZYbOCh XdZYObCh XdZOYbCh XdOZYbCh XOdZYbCh OXdZYbCh
XYbdZOCh XYbdOZCh XYbOdZCh XYObdZCh XOYbdZCh OXYbdZCh
XYdbZOCh XYdbOZCh XYdObZCh XYOdbZCh XOYdbZCh OXYdbZCh
XYZbdOCh XYZbOdCh XYZObdCh XYOZbdCh XOYZbdCh OXYZbdCh
XYZdbOCh XYZdObCh XYZOdbCh XYOZdbCh XOYZdbCh OXYZdbCh
XYdZbOCh XYdZObCh XYdOZbCh XYOdZbCh XOYdZbCh OXYdZbCh
XYbZdOCh XYbZOdCh XYbOZdCh XYObZdCh XOYbZdCh OXYbZdCh
XZbdYOCh XZbdOYCh XZbOdYCh XZObdYCh XOZbdYCh OXZbdYCh
XZdbYOCh XZdbOYCh XZdObYCh XZOdbYCh XOZdbYCh OXZdbYCh
XZYbdOCh XZYdObCh XZYObdCh XZOYbdCh XOZYbdCh OXZYbdCh
XZYdbOCh XZYbOdCh XZYOdbCh XZOYdbCh XOZYdbCh OXZYdbCh
XZdYbOCh XZdYOdCh XZdOYdCh XZOdYbCh XOZdYbCh OXZdYbCh
XZbYdOCh XZbYOdCh XZbOYdCh XZObYdCh XOZbYdCh OXZbYdCh
dbXYZOCh dbXYOZCh dbXOYZCh dbOXYZCh dObXYZCh OdbXYZCh
dbXZYOCh dbXZOYCh dbXOZYCh dbOXZYCh dObXZYCh OdbXZYCh
dbYXZOCh dbYXOZCh dbYOXZCh dbOYXZCh dObYXZCh OdbYXZCh
dbYZXOCh dbYZOXCh dbYOZXCh dbOYZXCh dObYZXCh OdbYZXCh
dbZXYOCh dbZXOYCh dbZOXYCh dbOZXYCh dObZXYCh OdbZXYCh
dbZYXOCh dbZYOXCh dbZOYXCh dbOZYXCh dObZYXCh OdbZYXCh
dXbYZOCh dXbYOZCh dXbOYZCh dXObYZCh dOXbYZCh OdXbYZCh
dXbZYOCh dXbZOYCh dXbOZYCh dXObZYCh dOXbZYCh OdXbZYCh
dXYbZOCh dXYbOZCh dXYObZCh dXOYbZCh dOXYbZCh OdXYbZCh
dXYZbOCh dXYZObCh dXYOZbCh dXOYZbCh dOXYZbCh OdXYZbCh
dXZYbOCh dXZYObCh dXZOYbCh dXOZYbCh dOXZYbCh OdXZYbCh
dXZbYOCh dXZbOYCh dXZObYCh dXOZbYCh dOXZbYCh OdXZbYCh
dYbXZOCh dYbXOZCh dYbOXZCh dYObXZCh dOYbXZCh OdYbXZCh
dYbZXOCh dYbZOXCh dYbOZXCh dYObZXCh dOYbZXCh OdYbZXCh
dYXbZOCh dYXbOZCh dYXObZCh dYOXbZCh dOYXbZCh OdYXbZCh
dYXZbOCh dYXZObCh dYXOZbCh dYOXZbCh dOYXZbCh OdYXZbCh
dYZXbOCh dYZXObCh dYZOXbCh dYOZXbCh dOYZXbCh OdYZXbCh
dYZbXOCh dYZbOXCh dYZObXCh dYOZbXCh dOYZbXCh OdYZbXCh
dZbXYOCh dZbXOYCh dZbOXYCh dZObXYCh dOZbXYCh OdZbXYCh
dZbYXOCh dZbYOXCh dZbOYXCh dZObYXCh dOZbYXCh OdZbYXCh
dZXbYOCh dZXbOYCh dZXObYCh dZOXbYCh dOZXbYCh OdZXbYCh
dZXYbOCh dZXYObCh dZXOYbCh dZOXYbCh dOZXYbCh OdZXYbCh
dZYbXOCh dZYbOXCh dZYObXCh dZOYbXCh dOZYbXCh OdZYbXCh
dZYXbOCh dZYXObCh dZYOXbCh dZOYXbCh dOZYXbCh OdZYXbCh
bdXYZOCh bdXYOZCh bdXOYZCh bdOXYZCh bOdXYZCh ObdXYZCh
bdXZYOCh bdXZOYCh bdXOZYCh bdOXZYCh bOdXZYCh ObdXZYCh
bdYXZOCh bdYXOZCh bdYOXZCh bdOYXZCh bOdYXZCh ObdYXZCh
bdYZXOCh bdYZOXCh bdYOZXCh bdOYZXCh bOdYZXCh ObdYZXCh
bdZXYOCh bdZXOYCh bdZOXYCh bdOZXYCh bOdZXYCh ObdZXYCh
bdZYXOCh bdZYOXCh bdZOYXCh bdOZYXCh bOdZYXCh ObdZYXCh
bXYZdOCh bXYZOdCh bXYOZdCh bXOYZdCh bOXYZdCh ObXYZdCh
bXYdZOCh bXYdOZCh bXYOdZCh bXOYdZCh bOXYdZCh ObXYdZCh
bXZYdOCh bXZYOdCh bXZOYdCh bXOZYdCh bOXZYdCh ObXZYdCh
bXZdYOCh bXZdOYCh bXZOdYCh bXOZdYCh bOXZdYCh ObXZdYCh
bXdYZOCh bXdYOZCh bXdOYZCh bXOdYZCh bOXdYZCh ObXdYZCh
bXdZYOCh bXdZOYCh bXdOZYCh bXOdZYCh bOXdZYCh ObXdZYCh
bYXZdOCh bYXZOdCh bYXOZdCh bYOXZdCh bOYXZdCh ObYXZdCh
bYXdZOCh bYXdOZCh bYXOdZCh bYOXdZCh bOYXdZCh ObYXdZCh
bYZXdOCh bYZXOdCh bYZOXdCh bYOZXdCh bOYZXdCh ObYZXdCh
bYZdXOCh bYZdOXCh bYZOdXCh bYOZdXCh bOYZdXCh ObYZdXCh
bYdXZOCh bYdXOZCh bYdOXZCh bYOdXZCh bOYdXZCh ObYdXZCh
bYdZXOCh bYdZOXCh bYdOZXCh bYOdZXCh bOYdZXCh ObYdZXCh
bZXYdOCh bZXYOdCh bZXOYdCh bZOXYdCh bOZXYdCh ObZXYdCh
bZXdYOCh bZXdOYCh bZXOdYCh bZOXdYCh bOZXdYCh ObZXdYCh
bZYXdOCh bZYXOdCh bZYOXdCh bZOYXdCh bOZYXdCh ObZYXdCh
bZYdXOCh bZYdOXCh bZYOdXCh bZOYdXCh bOZYdXCh ObZYdXCh
bZdXYOCh bZdXOYCh bZdOXYCh bZOdXYCh bOZdXYCh ObZdXYCh
bZdYXOCh bZdYOXCh bZdOYXCh bZOdYXCh bOZdYXCh ObZdYXCh
YbdXZOCh YbdXOZCh YbdOXZCh YbOdXZCh YObdXZCh OYbdXZCh
YbdZXOCh YbdZOXCh YbdOZXCh YbOdZXCh YObdZXCh OYbdZXCh
YbXdZOCh YbXdOZCh YbXOdZCh YbOXdZCh YObXdZCh OYbXdZCh
YdXbZOCh YdXbOZCh YdXObZCh YdOXbZCh YOdXbZCh OYdXbZCh
YbXZdOCh YbXZOdCh YbXOZdCh YbOXZdCh YObXZdCh OYbXZdCh
YbZXdOCh YbZXOdCh YbZOXdCh YbOZXdCh YObZXdCh OYbZXdCh
YdbXZOCh YdbXOZCh YdbOXZCh YdObXZCh YOdbXZCh OYdbXZCh
YdbZXOCh YdbZOXCh YdbOZXCh YdObZXCh YOdbZXCh OYdbZXCh
YdXbZOCh YdXbOZCh YdXObZCh YdOXbZCh YOdXbZCh OYdXbZCh
YdZbXOCh YdZbOXCh YdZObXCh YdOZbXCh YOdZbXCh OYdZbXCh
YdXZbOCh YdXZObCh YdXOZbCh YdOXZbCh YOdXZbCh OYdXZbCh
YdZXbOCh YdZXObCh YdZOXbCh YdOZXbCh YOdZXbCh OYdZXbCh
YXbdZOCh YXbdOZCh YXbOdZCh YXObdZCh YOXbdZCh OYXbdZCh
YXdbZOCh YXdbOZCh YXdObZCh YXOdbZCh YOXdbZCh OYXdbZCh
YXZbdOCh YXZbOdCh YXZObdCh YXOZbdCh YOXZbdCh OYXZbdCh
YXZdbOCh YXZdObCh YXZOdbCh YXOZdbCh YOXZdbCh OYXZdbCh
YXbZdOCh YXbZOdCh YXbOZdCh YXObZdCh YOXbZdCh OYXbZdCh
YXdZbOCh YXdZObCh YXdOZbCh YXOdZbCh YOXdZbCh OYXdZbCh
YZbdXOCh YZbdOXCh YZbOdXCh YZObdXCh YOZbdXCh OYZbdXCh
YZdbXOCh YZdbOXCh YZdObXCh YZOdbXCh YOZdbXCh OYZdbXCh
YZXbdOCh YZXbOdCh YZXObdCh YZOXbdCh YOZXbdCh OYZXbdCh
YZXdbOCh YZXdObCh YZXOdbCh YZOXdbCh YOZXdbCh OYZXdbCh
YZbXdOCh YZbXOdCh YZbOXdCh YZObXdCh YOZbXdCh OYZbXdCh
YZdXbOCh YZdXObCh YZdOXbCh YZOdXbCh YOZdXbCh OYZdXbCh
ZbdXYOCh ZbdXOYCh ZbdOXYCh ZbOdXYCh ZObdXYCh OZbdXYCh
ZbdYXOCh ZbdYOXCh ZbdOYXCh ZbOdYXCh ZObdYXCh OZbdYXCh
ZbXdYOCh ZbXdOYCh ZbXOdYCh ZbOXdYCh ZObXdYCh OZbXdYCh
ZbYdXOCh ZbYdOXCh ZbYOdXCh ZbOYdXCh ZObYdXCh OZbYdXCh
ZbXYdOCh ZbXYOdCh ZbXOYdCh ZbOXYdCh ZObXYdCh OZbXYdCh
ZbYXdOCh ZbYXOdCh ZbYOXdCh ZbOYXdCh ZObYXdCh OZbYXdCh
ZdbXYOCh ZdbXOYCh ZdbOXYCh ZdObXYCh ZOdbXYCh OZdbXYCh
ZdbYXOCh ZdbYOXCh ZdbOYXCh ZdObYXCh ZOdbYXCh OZdbYXCh
ZdXbYOCh ZdXbOYCh ZdXObYCh ZdOXbYCh ZOdXbYCh OZdXbYCh
ZdYbXOCh ZdYbOXCh ZdYObXCh ZdOYbXCh ZOdYbXCh OZdYbXCh
ZdXYbOCh ZdXYObCh ZdXOYbCh ZdOXYbCh ZOdXYbCh OZdXYbCh
ZdYXbOCh ZdYXObCh ZdYOXbCh ZdOYXbCh ZOdYXbCh OZdYXbCh
ZXbdYOCh ZXbdOYCh ZXbOdYCh ZXObdYCh ZOXbdYCh OZXbdYCh
ZXdbYOCh ZXdbOYCh ZXdObYCh ZXOdbYCh ZOXdbYCh OZXdbYCh
ZXYbdOCh ZXYbOdCh ZXYObdCh ZXOYbdCh ZOXYbdCh OZXYbdCh
ZXYdbOCh ZXYdObCh ZXYOdbCh ZXOYdbCh ZOXYdbCh OZXYdbCh
ZXbYdOCh ZXbYOdCh ZXbOYdCh ZXObYdCh ZOXbYdCh OZXbYdCh
ZXdYbOCh ZXdYObCh ZXdOYbCh ZXOdYbCh ZOXdYbCh OZXdYbCh
ZYbdXOCh ZYbdOXCh ZYbOdXCh ZYObdXCh ZOYbdXCh OZYbdXCh
ZYdbXOCh ZYdbOXCh ZYdObXCh ZYOdbXCh ZOYdbXCh OZYdbXCh
ZYXbdOCh ZYXbOdCh ZYXObdCh ZYOXbdCh ZOYXbdCh OZYXbdCh
ZYXdbOCh ZYXdObCh ZYXOdbCh ZYOXdbCh ZOYXdbCh OZYXdbCh
ZYbXdOCh ZYbXOdCh ZYbOXdCh ZYObXdCh ZOYbXdCh OZYbXdCh
ZYdXbOCh ZYdXObCh ZYdOXbCh ZYOdXbCh ZOYdXbCh OZYdXbCh
Выбор рациональной компоновки
1. Для увеличения жесткости системы рационально расположить поворотный блок d перед шпинделем.
00000d
2. Рационально перемещать заготовку к инструменту сначала в вертикальном направлении (вдоль оси у), а затем в горизонтальных направлениях
000Y00
3. В универсальном горизонтально-фрезерном станке главное движение заготовки выполняется в горизонтальной плоскости (т.е. по оси Х)
Х00У00
4. В универсальном горизонтально-фрезерном станке поворотный блок b должен быть расположен перед блоком вертикального перемещения:
0bb000
Результат конъюнкции из 4-х условий
X00Y0d
Следовательно образуются 2 рациональные компоновки
XbZY0d и XZbY0d
Ответы на вопросы
1.
Результат расчета величину подъема (опускания) консоли на один оборот рукоятки его ручного перемещения
Как было выше изложено в п.2.5, вертикальная подача стола реализуется при отключенной муфте-4 путем вращения пары винт-гайка консоли с помощью рукоятки по цепи, содержащей зубчатые пары  . Данная подача равна . Данная подача равна  . .
Т.е за 1обор. рукоятки консоль поднимется (опустится) на 2 мм.
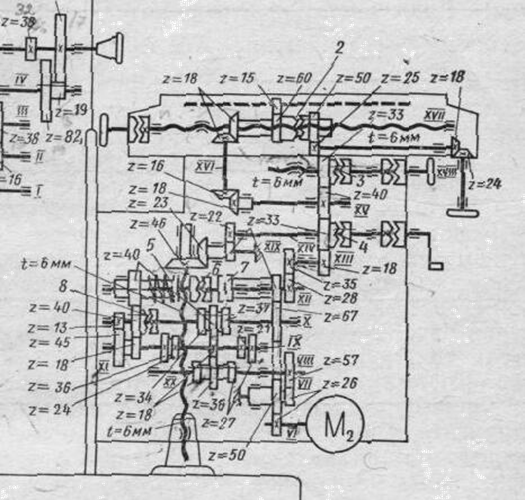
Рис.3. Ручное перемещение консоли вверх (вниз).
2.
Построить график частот вращения валов
I
–
V
Скорость и вид подачи меняется с помощью соответствующих муфт сцепления и передвижных блоков зубчатых колес. Ряд подач стола, салазок и консоли состоит из 18 ступеней, которые строится по закону геометрической прогрессии Si=φSi-1 , где φ=1,26.
Число скоростей шпинделя Z=18
Знаменатель ряды φ=1.26
Минимальное число оборотов шпинделя в минуту (об/мин) n1=31.4 (об/мин), т.е
n1=1440*27/53*16/38*17/46*19/69=1440*612/28037≈31,4(об/мин)
Число оборотов электродвигателя в минуту nэ=1440(об/мин)
1этап
- Определение основных кинематических параметров коробки скоростей
Максимальное число оборотов шпинделя:
z-1
nmax= n1* φ =31.4*50.82=1596.6 (об/мин)
Округлив до стандартного числа то nmax=1600(об/мин)
2этап
- Построение сетки
Определим n на каждом валу
II вал
z1/z2=27/53 n2=1440*27/53=733.58 (об/мин)
 III вал III вал
 z2/z31=16/38 n31=1440*27/53*16/38=733.58*16/38=308.88 (об/мин) z2/z31=16/38 n31=1440*27/53*16/38=733.58*16/38=308.88 (об/мин)
z23/z32=19/35 n32=n2*19/35=733.58*19/35=398.23 (об/мин)
z24/z33=22/32 n33=n2*22/32=733.58*22/32=504.3 (об/мин)
IV вал
z31/z41=38/26 n41=n31*38/26=308.88*38/26=451.47 (об/мин)
n42=n32*38/26=398.23*38/26=582.03 (об/мин)
n43=n33*38/26=504.3*38/26=737.1 (об/мин)
z34/z42=27/37 n44=n31*27/37=308.88*27/37=225.40 (об/мин)
n45=n32*27/37=398.23*27/37=290.60 (об/мин)
n46=n33*27/37=504.3*27/37=368 (об/мин)
z35/z43=17/46 n47=n31*17/46=308.88*17/46=114.15 (об/мин)
n48=n32*17/46=398.23*17/46=147.17 (об/мин)
n49=n33*17/46=504.3*17/46=186.37 (об/мин)
V вал
z45/z51=82/38 n51=n41*8238=451.47*82/38=974.22 (об/мин)
n52=n42*82/38=582.03*82/38=1255.96 (об/мин)
n53=n43*82/38=737.1*82/38=1590.58 (об/мин)
n54=n44*82/38=225.40*82/38=486.4 (об/мин)
n55=n45*82/38=290.60*82/38=627.08 (об/мин)
n56=n46*82/38=368*82/38=794.11 (об/мин)
n57=n47*82/38=114.15*82/38=246.31 (об/мин)
n58=n48*82/38=147.17*82/38=317.5 (об/мин)
n59=n49*82/38=186.37*82/38=402.16 (об/мин)
z45/z52=19/69 n510=n41*19/69=451.47*19/69=124.32 (об/мин)
n511=n42*19/69=582.03*19/69=160.3 (об/мин)
n512=n43*19/69=737.1*19/69=201.32 (об/мин)
n513=n44*19/69=225.40*19/69=62 (об/мин)
n514=n45*19/69=290.60*19/69=80.02 (об/мин)
n515=n46*19/69=368*19/69=101.3 (об/мин)
n515=n47*19/69=114.15*19/69=31.43 (об/мин)
n517=n48*19/69=147.17*19/69=40.53 (об/мин)
n518=n49*19/69=186.37*19/69=51.32 (об/мин)
Таблица №1.
Частоты вращения валов с I по V в коробке скоростей и шпинделя
| валы
№
|
n1
(об/мин)
|
n2
(об/мин)
|
n3
(об/мин)
|
n4
(об/мин)
|
n5
(об/мин)
|
| 1
|
1440
|
733,58
|
308,88
|
114,15
|
31.43
|
| 2
|
398,23
|
147,17
|
40.53
|
| 3
|
504,3
|
186,37
|
51,32
|
| 4
|
225,40
|
62,1
|
| 5
|
290,60
|
80,02
|
| 6
|
368
|
101,33
|
| 7
|
451,47
|
124,32
|
| 8
|
582,03
|
160,3
|
| 9
|
737,1
|
201,32
|
| 10
|
246,3
|
| 11
|
317,58
|
| 12
|
402,16
|
| 13
|
486,4
|
| 14
|
627,08
|
| 15
|
794,11
|
| 16
|
974,22
|
| 17
|
1255,96
|
| 18
|
1590,58
|
3.
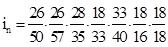
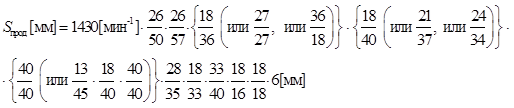
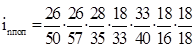
Построить график продольных подач
Скорость и вид подачи меняется с помощью соответствующих муфт сцепления и передвижных блоков зубчатых колес. Ряд подач стола, салазок и консоли состоит из 18 ступеней, которые строится по закону геометрической прогрессии Si=φSi-1 , где φ=1,26.
Число скоростей короюки подач Z=18
Знаменатель ряды φ=1.26
Минимальная продольная подача мм в минуту (мм/мин) n1=25 (мм/мин), т.е.
Sпр min=1430*26/50*26/57*18/38*18/40*13/45*18/40*40/40*28/35*
*18/33*33/37*18/16*18/18*6=25мм/мин.
Максимальное число оборотов шпинделя:
z-1
nmax= n1* φ =25*50.85=1250 (мм/мин)
VI вал:
n=1430 об/мин
VII вал:
n=1430*26/50=743,6
VIII
n=1430*26/50*26/57=339,2
IX вал:
z11/z21= 18/38 n21=339,2* 18/38=160,6
z12/z22= 36/18 n22=339,2*36/18=678,4
z13/z23= 27/27 n23=339,2*27/27=339,2
IX вал:
z24/z31=21/37 n31=n21*21/37=160,6*21/37=91.15
n32=n22*21/37=385
n33=n23*21/37=192,5
z25/z32=18/40 n34=n21*18/40=72,3
n35=n22*18/40=305,3
n36=n23*18/40=152,6
z26/z33=24/34 n37=n21*24/34=113,3
n38=n22*24/34=478,8
n39=n23*24/34=239,4
X вал:
z31/z41=40/40 n41=n31*40/40=91,15
n42=n32*40/40=385
n43=n33*40/40=192,5
n44=n34*40/40=72,3
n45=n35*40/40=305,3
n46=n36*40/40=152,6
n47=n37*40/40=113,3
n48=n38*40/40=478,8
n49=n39*40/40=239,4
z32/z42=13/45*18/40*40/40 n410=n31*0,13=11,9
n411=n32*0,13=50,5
n412=n33*0,13=25
n413=n34*0,13=9,4
n414=n35*0,13=39,7
n415=n36*0,13=19,8
n416=n37*0,13=14,7
n417=n38*0,13=62,2
n418=n39*0,13=31,1
Подача
S1=n41*28/35*18/33*33/37*18/16*18/18*6=238,8 мм.мин.
S2=n42*2,62=1008,7
S3=n43*2,62=504,3
S4=n44*2,62=189.4
S5=n45*2,62=799,9
S6=n46*2,62=399,8
S7=n47*2,62=296,8
S8=n48*2,62=1254,4
S9=n49*2,62=627,2
S10=n410*2,62=31,2
S11=n411*2,62=132,3
S12=n412*2,62=65,5
S13=n413*2,62=24,6
S14=n414*2,62=104
S15=n415*2,62=51,8
S16=n416*2,62=38,5
S17=n417*2,62=162,9
S18=n418*2,62=81,5
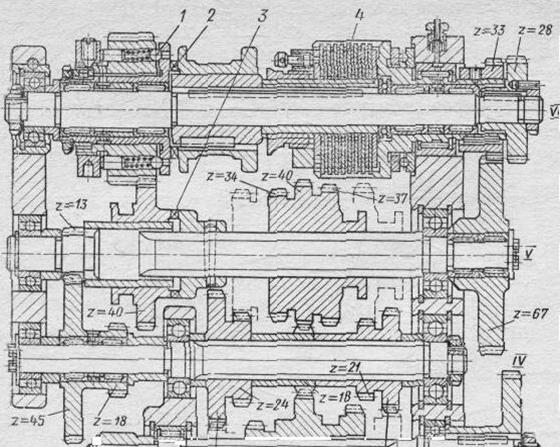
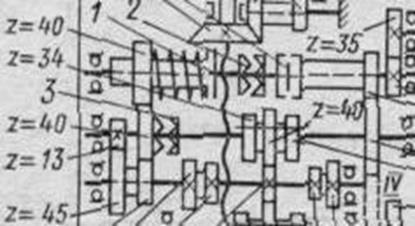
4.
Построить схему, показывающую характер соединения с валом
XII
деталей (зубчатых колес, полумуфт), расположенных на этом валу
 z=28 z=28
z=33
z=37
z=18
z=36
z=24
z=18
Рис. 4. Схема, показывающая характер соединения с валом XII деталей (зубчатых колес, полумуфт)
На рис.4. изображена работа зубчатых колёс Z = 40, Z = 33 , Z= 28, Z=13, Z=34, Z=37, Z=67, шариковой муфты 5 и кулачковой муфты 6.
В коробке скоростей подач при переключении колеса z = 40 с кулачковой муфтой 8 вдоль вала X вправо
включается муфта 8. В этом случае вал X передает движение валу XII через пару зубчатых колес  затем, через предохранительную шариковую муфту 5 и кулачковую муфту 6 на вал XII Движение с вала XII передается на вал XIII через пару зубчатых колес затем, через предохранительную шариковую муфту 5 и кулачковую муфту 6 на вал XII Движение с вала XII передается на вал XIII через пару зубчатых колес  . Потом движение передается к соответствующим винтовым парам.( они были описаны выше) При переключении колеса z = 40 с кулачковой муфтой 8 вдоль вала X влево
,муфта 8 выключается. Тогда колесо z = 40, стало свободно вращающимся на валу X, войдет в зацепление одновременно с колесом z = 18 на валу IX и колесом z = 40 на валу XII. В этом случае движение с вала X идет, через пару зубчатых колес . Потом движение передается к соответствующим винтовым парам.( они были описаны выше) При переключении колеса z = 40 с кулачковой муфтой 8 вдоль вала X влево
,муфта 8 выключается. Тогда колесо z = 40, стало свободно вращающимся на валу X, войдет в зацепление одновременно с колесом z = 18 на валу IX и колесом z = 40 на валу XII. В этом случае движение с вала X идет, через пару зубчатых колес  на вал IX, а затем через пары зубчатых колес на вал IX, а затем через пары зубчатых колес  и и  , и через предохранительную шариковую муфту 5, и кулачковую муфту 6 на вал XII. Движение с вала XII передается на вал XIII через пару зубчатых колес , и через предохранительную шариковую муфту 5, и кулачковую муфту 6 на вал XII. Движение с вала XII передается на вал XIII через пару зубчатых колес  и далее к соответствующим винтовым парам. и далее к соответствующим винтовым парам.
Также этот механизм служит для быстрого перемещения стола, салазок или консоли используют более короткий участок цепи подач. Движение от электродвигателя М2
передается с вала I через зубчатую пару  на вал II затем, не через коробку подач, на предпоследний вал XII через пары зубчатых колес на вал II затем, не через коробку подач, на предпоследний вал XII через пары зубчатых колес  . Для этого включают магнит быстрого хода, который расцепляет кулачковую муфту 6 и включает фрикционную муфту 7,
связанную с колесом z = 33. Далее движение цепи передается к соответствующим винтовым парам. . Для этого включают магнит быстрого хода, который расцепляет кулачковую муфту 6 и включает фрикционную муфту 7,
связанную с колесом z = 33. Далее движение цепи передается к соответствующим винтовым парам.
5. Как реверсируется движение подачи?
Подача реверсируется путем изменения направления вращения ротора электродвигателя М2 (меняя последовательность сдвигов фазы напряжений на его 3-х статорных обмотках мотора), а от него меняется направление вращения вала ХII и соответственно и подача винтовых пар стола и салазок, консоли
Используемая литература
1. «Фрезерные станки» А.Г. Ничнов, Москва «Машиностроение», 1984г.
2. «Расчет и конструирование металлорежущих станков» Москва «Высшая школа», 1967г. издание 2.
3. «Металлорежущие станки» Пуша В.Э., Москва «Машиностроение», 1986г.
|
