ВВЕДЕНИЕ
В основных направлениях экономического и социального развития нашей страны на период 2008 года, перед машиностроением поставлена важнейшая задача повышения производительности труда на основе широкого внедрения новой техники и прогрессивной технологии – станков с числовым управлением, роторных, роторно-конвейерных и других автоматических линий, автоматизированных и роботизированных комплексов, гибких производственных систем.
В целях решения этой задачи необходимо совершенствовать ремонтное производство, обеспечивая надежную работу машин и оборудования во всех отраслях народного хозяйства. Эффективность реконструкции всех отраслей народного хозяйства в решающей мере зависит от машиностроения. Именно в нем материализуется научно – техническая идея, создаются новые системы машин, определяющие прогресс в других отраслях экономики.
Перед машиностроителями поставлена задача: резко повысить техника – экономический уровень и качество своей продукции, перейти на выпуск самых новейших машин, станков, приборов.
Первоочередное развитие получают такие отрасли машиностроения, как станкостроение, электротехническая промышленность, микроэлектроника, вычислительная техника и приборостроение, вся индустрия информатики – подлинные катализаторы научно технического прогресса. Темпы прироста выпуска продукции этих отраслей намечены в 1,3…1,6 раза выше по сравнению со средними темпами по машиностроению в целом.
В настоящее время создан и получает распространение принципиально новый класс машин, обеспечивающих высокую производительность - автоматизированных производственных системы (участки, цехи, заводы). Ускоренно нарастает производство промышленных роботов, обладающих искусственным зрением, воспринимающих речевые команды и быстро приспособляющихся к изменяющимся условиям работы.
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1Технологические возможности станка
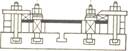
Универсальный горизонтально-расточной станок 2654 предназначен для индивидуальной или серийной обработки тяжелых корпусных деталей большого габарита, имеющих точные отверстия, связанные между собой точными расстояниями.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом, фрезерование торцевыми фрезами и нарезание резьбы расточным шпинделем. Для растачивания отверстий большой длины, станки имеют задние стойки с люнетами для поддерживания борштанг.
Реклама

Станок имеет продольно-подвижную переднюю стойку, несущую вертикально-подвижную шпиндельную бабку, поперечно-подвижный встроенный поворотный стол, радиальный суппорт на встроенной планшайбе, нормальный выдвижной расточной шпиндель диаметром 150 мм и продольно-устанавливаемую заднюю стойку с вертикально-устанавливаемым люнетом.
В станке отсутствует свешивание стола с направляющих в поперечном направлении, что значительно повышает точность обработки крупных корпусных деталей.
Станок отличается большой универсальностью и предназначен для обработки корпусных деталей весом до 8000 кг с габаритом, допускающим их установку на поворотном столе.
Техническая характеристика станка
Класс точности — Н
Наибольший диаметр выдвижного расточного шпинделя, мм — 150
Наибольший диаметр отв. растачиваемых шпинделем, мм — 1000
Наибольший диаметр растачиваемых суппортом планшайбы, мм —.1000
Наибольший диаметр торцовой поверхности обрабатываемой суппортом планшайбы, мм — 1000
Наибольший диаметр сверла, мм — 80
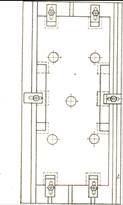
Размеры рабочей поверхности стола, мм — 2000x1600
Габариты станка, мм —.10700x5900x6000
Вес станка, кг — 41800
1.2 Способы
за
креплен
ия заготовки и инструмента
Для правильной установки и закрепления заготовки на столе сверлильного станка применяют разнообразные прихваты, упоры, а также призмы, угольники, поворотные стойки, домкраты и др. Цилиндрические детали закрепляют с помощью универсальных настольных кулачков или цанговых патронов. При креплении заготовок необходимо придерживаться следующих правил:
1. Заготовки закреплять надежно и жестко во избежание смещения и перекоса их во время обработки.
2. Для закрепления заготовки непосредственно на столе применять не менее двух упоров и прихватов, устанавливая упоры по возможности на одинаковом расстоянии один от другого.
3. Крепежные болты размещать как можно ближе к закрепляемой заготовке.
4. При закреплении заготовки сложной конфигурации непосредственно на столе станка (без приспособления) выверять правильность ее установки штангенрейсмасом, индикатором, угольником.
5. Не употреблять для регулирования положения заготовки деревянные подкладки и клинья.
6. При обработке на сверлильном станке тонкостенных втулок, колец, тонких листов и др., обладающих малой жесткостью, применять способы крепления, гарантирующие их от деформации (рисунок 1)
Реклама

Рисунок 1 - Пример правильного крепления заготовки из тонкого листа
Все режущие инструменты, применяемые на сверлильных станках, выпускаются с коническим или цилиндрическим хвостовиком. На сверлильных станках их крепят тремя способами: непосредственно в коническом отверстии шпинделя, с помощью переходных втулок, с помощью патронов. При креплении режущего инструмента следует руководствоваться следующими основными правилами и приемами:
1. Режущий инструмент с коническим хвостовиком вставлять в конусное отверстие так, чтобы лапка инструмента вошла в паз, имеющийся в дне отверстия (рисунок 2а)
2. Если номер конуса у инструмента не совпадает с номером конуса шпинделя, необходимо использовать переходные втулки соответствующего номера. С наружным конусом, соответствующим конусу отверстия шпинделя и с внутренним, соответствующим конусу хвостовика инструмента (рисунок 3б)

Рисунок 2 - Установка режущего инструмента в шпинделе станка:
а) непосредственно в отверстие шпинделя, б) с помощью переходной втулки, в) с помощью патрона
3.Удалять режущий инструмент, переходные втулки и патроны из отверстия шпинделя можно с помощью специальных клиньев (рисунок 3) или эксцентрикового ключа (рисунок 4).

Рисунок 3 - Клинья для удаления инструмента из шпинделя станка: а) - плоский, б) - радиусный

Рисунок 4 – Эксцентриковый ключ для удаления режущего инструмента из шпиндельного станка
Для удаления инструмента в паз шпинделя вставляют плоский клин (рисунок 3а) и легкими ударами молотка по торцу клина выбивают инструмент из шпинделя. Радиусным ключом (рисунок 3б) надо пользоваться как рычагом: вставив его изогнутый конец в паз шпинделя, нажимать сверху вниз на противоположный конец, постепенно продвигая клин глубже в паз, пока не выпадет инструмент. Эксцентриковый ключ (рисунок 4) также вставляют в паз шпинделя и поворотом рычага удаляют инструмент.
4. Правильно (по назначению) использовать различные патроны для зажима инструмента.
В самоцентрирующихся кулачковых патронах закрепляют режущий инструмент с цилиндрическим хвостовиком (рисунок 2в). Режущий инструмент в этом патроне прочно удерживается силами резания, и чем они будут больше, тем прочнее закреплен инструмент.
Устройство станка
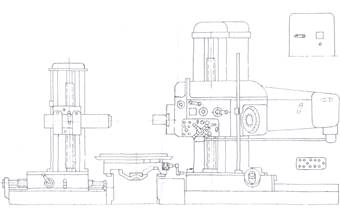
Рисунок 5 -Расположение органов управления станка
Расточной шпиндель и планшайба вращаются на точных подшипниках качении. Азотированный расточный шпиндель имеет высокую поверхностную твердость и длительно сохраняет свою точность. Шпиндель имеет верхний предел скорости вращения 950 об/мин. Переключение скоростей вращения производится посредством специального механизма с серводвигателем и автоматическим импульсным устройством (защищающим торцы зубьев колес от износа) с селективной установкой на выбранную скорость.
Привод встроенной планшайбы с радиальным суппортом может быть отключен при вращении расточного шпинделя во всем диапазоне скоростей, что повышает точность и важно с точки зрения техники безопасности.
Рабочие подачи и установочные перемещения стойки бабки шпинделя радиального суппорта и стола производятся от отдельных электродвигателей постоянного тока с широким диапазоном изменения скорости. Благодаря применению созданного на заводе типового электрического привода подачи с диапазоном скорости исполнительных двигателей 1:1800упрощена конструкция станков. Кинематические цепи станков короткие и простые без коробки подач и муфт переключения.
Каждый двигатель подачи имеет диапазон скорости достаточной для точных установочных движений, для рабочей подачи и для быстрых установочных перемещений. Динамическое быстродействие привода и жесткость цепей повышают точность установочных перемещений подвижных органов станка и позволяют осуществлять эти перемещения электромеханически от специального электрического оператора без ручных штурвалов.
Зажим и отжим подвижных рабочих органов станка автоматизирован, связан с выбором движения того или иного подвижного органа и производится без участи работающего. Конструкция зажимов обеспечивает прижатие направляющих к двум взаимно перпендикулярным плоскостям и исключает тем самым влияние зазоров в направляющих на точность установки.
Наблюдение за точностью поворота стола через каждые 90 градусов производится при помощи встроенного механизма с индикатором. Для отсчета поворота стола на любой угол имеется круговая шкала. Система управления станка сокращает вспомогательное время и не требует приложения со стороны работающего тяжелых, утомляющих усилий.
Управление всеми движениями станка осуществляется с центрального электрического пульта на шпиндельной бабке и дистанционно с дублирующего переносного пульта. Величина подачи может изменяться в процессе резания посредством электрического вариатора. Ручное управление перемещениями подвижных рабочих органов производится посредством специального электрического оператора, позволяющего менять скорость при перемещении, не отрывая руки. Осевая установка шпинделя может производиться также посредству вспомогательного штурвала. Для контроля положения оси люнета стойки при совмещении с осью шпинделя служит оптический прибор.
Принцип работы станка
Принцип действия станка заключается в следующем. Инструмент закрепляется в шпинделе или в суппорте планшайбы, он получает главное движение- вращение. Заготовку устанавливают непосредственно на столе или в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение. Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
Привод вращения выдвижного расточного шпинделя осуществляется от электродвигателя М1 переменного тока через зубчатые передачи коробки скоростей и шкивные пары.
Изменение скоростей вращения достигается путём переключения:
а) двойного блока зубчатых колёс Z=71, Z=58;
б) малого тройного блока зубчатых колёс Z=21, Z=29, Z=25;
в) большого тройного блока зубчатых колёс Z=31, Z=58, Z=22;
г) зубчатой муфты колеса Z=32.
При включении зубчатой пары Z=32, Z= 64 расточной шпиндель вращается в нижнем диапазоне скоростей от 7,5 до 375 об/мин.
При включении зубчатой муфты колеса Z=32 с муфтой колеса Z=48 шпиндель вращается (через зубчатую пару Z=48 , Z=24 и пару шкивов) в верхнем диапазоне скоростей от 475 до 950 об/мин.
При включении зубчатой муфты колеса Z=18 вращение передаётся через зубчатые колеса Z=18, Z=72 на планшайбу.
Выдвижной расточный шпиндель имеет 22 скорости вращения от 7,5 до 950 об/мин.
Планшайба с радиальным суппортом имеет только 18 скоростей вращения от 3, 75 до 192 об/мин.
Изменение направления вращения шпинделя и планшайбы производится реверсированием главного электродвигателя.
Переключение зубчатых блоков коробки производится электродвигателем М2 через зубчатую пару Z=30; Z=130 и винтовую пару 7;8 специального электроселекторного механизма.
Главное движение – вращение шпинделя:

2. КИНЕМАТИЧЕСКИЙ РАСЧЕТ
2.1 Расчет количества зубьев и определение знаменателя геометрическо ряда
2.1.1 Подобрать вар
и
ант расположения групповых передач по длине коробки
I ____________
II_________________
_______________________IV
_______________________III
V_______________________
_______VI
_______________________
VII
Количество валов КС – 7
Количество групповых передач - 6
Количество частот вращения – 24
Z
= 2*3*2*2 = 24
2.1.2 Определить основные параметры зубчатых колес
Таблица – 1 Основные параметры зубчатых колес
| Позиция зубчатых колес |
Z1 |
Z2 |
Z3 |
Z4 |
Z5 |
Z6 |
Z7 |
Z8 |
Z9 |
Z10 |
Z11 |
Z12 |
Z13 |
Z14 |
Z15 |
Z16 |
| Число зубьев |
20 |
71 |
33 |
58 |
21 |
60 |
29 |
52 |
25 |
56 |
50 |
31 |
23 |
58 |
22 |
54 |
∑ ZI п.гр. = Z1+Z2 = Z3+Z4 = соnst;
∑ ZI п.гр. = 20+71 = 33+58 = 91;
∑ ZII п.гр. = Z5+Z6 = Z7+Z8 = Z9+Z10 = const;
∑ ZII п.гр. = 21+60 = 29+52 = 25+56 = 81;
∑ ZIII пгр. = Z11+Z12 = Z13+Z14 = const;
∑ ZIII п.гр. = 50+31 = 23+58 = 81
2.1.3 Определяем основные параметры зубчатых колес
Определяем передаточные отношения передач
Первая переборная группа:
i1 = Z1/Z2 = 20/71 = 0,28;
i2 = Z3/Z4 = 33/58 = 0,57.
Вторая переборная группа:
i3 = Z5/Z6 = 21/60 = 0,35;
i4 = Z7/Z8 = 29/52 = 0,56;
i5 = Z9/Z10 = 25/56 =0,45.
Третья переборная группа:
i6 = Z11/Z12 = 50/31 = 1,61;
i7 = Z13/Z14 = 23/58 = 0,4;
i8 = Z15/Z16 = 22/54 = 0,41.
Четвертая переборная группа:
i9 = Z17/Z18 = 32/64 = 0,5;
i10 = Z19/Z20 = 48/24 = 2.
Определяем передаточные отношение ременной передачи

2.1.
4
Определяем
минимальные и максимальные передаточные отношения для каждой группы
I – группа:
min = 0,28 = i1;
max = 0,57 = i2.
II – группа:
min = 0,35 = i3;
max = 0,56 = i4.
III – группа:
min = 0,4 = i7;
max = 1,61 = i6;
IV – группа:
min = 0,41 = i8
max = 2 = i11
2.1.5 Определяем минимальное и максимальное передаточные отношения для всех групп
imin кс (imin общ) = iI гр miniII гр miniIII гр miniIV гр min = 0,28 0,35 ∙ 0,4 0,41∙0,5 = 0,0078 .
imax кс (imax общ) = iI гр maxiII гр maxiIII гр maxiIV гр max= 0,57 0,56 1,61 2 = 1.
Определяем передаточное отношение ременной передачи:
Iрем = D1/D2 0,985 = 190/290 0,985 = 0,65.
2.1.6 Определяем минимальную и максимальную частоту вращения шпинделя


2.1.
7
Определяем знаменатель геометрической прогрессии
Пр
и
нимаем

2.2 Расчет частот вращения каждой ступени
nmin = n1 = 8 мин-1
n2 = n1 φ = 8 ∙ 1,26 = 10,08;
n3 = n2 φ = 10,08 ∙ 1,26 = 12,7;
n4 = n3 φ = 12,7 ∙ 1,26 = 16;
n5 = n4 φ = 16 ∙ 1,26 = 20,16;
n6 = n5 φ = 20,16 ∙ 1,26 = 25,4;
n7 = n6 φ = 25,4 ∙ 1,26 = 32;
n8 = n7 φ = 32 ∙ 1,26 = 40,32;
n9 = n8 φ = 40,32 ∙ 1,26 = 50,8;
n10 = n9 φ = 50,8∙ 1,26 = 64;
n11 = n10 φ = 64 ∙ 1,26 = 80,64;
n12 = n11 φ = 80,64 ∙ 1,26 = 101,6;
n13 = n12 φ = 101,6 ∙ 1,26 =128;
n14 = n13 φ = 128 ∙ 1,26 = 161,28;
n15 = n14 φ = 161,28 ∙ 1,26 = 203,21;
n16 = n15 φ = 203,21 ∙ 1,26 = 256;
n17 = n16 φ = 256 ∙ 1,26 = 322,56;
n18 = n17 φ = 322,56 ∙ 1,26 = 406,43;
n19 = n18 φ = 406,43 ∙ 1,26 = 512,1;
n20 = n19 φ = 512,1 ∙ 1,26 = 645,25;
n21 = n20 φ = 645,25 ∙ 1,26 = 813;
n22 = n21 φ = 813 ∙ 1,26 = 1024,38 мин-1
Корректируем:
n1 = 10 мин-1
n10 = 63; n19 = 500;
n2 = 12,5; n11 = 80; n20 = 630;
n3 = 16; n12 = 100; n21 = 813;
n4 = 16; n13 = 125; n22 = 1000мин-1
n5 = 20; n14 = 160;
n6 = 25; n15 = 200;
n7 = 31,5; n16 = 250;
n8 = 40; n17 = 315;
n9 = 50; n18 = 400;
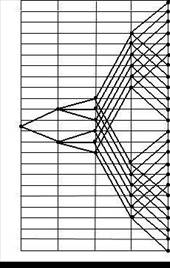
2.3 Выбор оптимального варианта структурной сетки
2.3.1 Построить структурные сетки в соответствии со структурными формулами
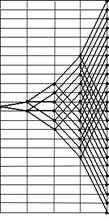 
O I II III I II O III
Z = 2*3*2*2=24 Z = 2*3*2*2=24
(1)(2)(6)(12) (2)(4)(1)(12)
I II III IV V I II III IV V
Z
= 2*3*2*2=24
Z
= 2*3*2*2=24
(2)(4) (12)(1) (2)(8)(1)(4)
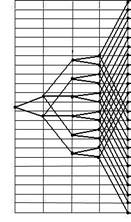
Рисунок 6 – Структурные сетки
 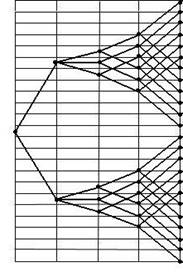
I
II
III
IV
V
I
II
III
IV
V
Z = 2*3*2*2=24 Z = 2*3*2*2=24
(3)(1)(12)(6) (12)(1)(3)(6)
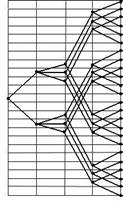
II O III I O I III II
Z
= 2*3*2*2=24
Z
= 2*3*2*2=24
(6)(1)(12)(3) (1)(2)(12)(6)
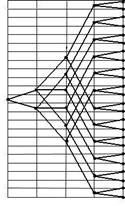
Продолжение рисунка 6
II
I
O
III
III
II
O
I
Z
= 2*3*2*2=24
Z
= 2*3*2*2=24
(6)(2)(1)(12) (12)(4)(1)(2)
Продолжение рисунка 6
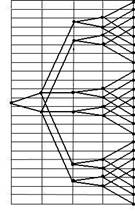
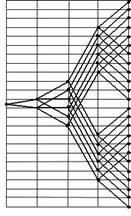
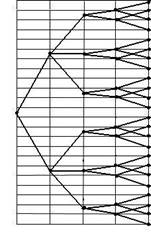
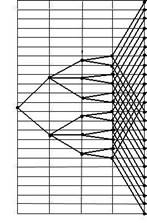
2.3.3 Построение графика частот вращения
I nэл. II III IV V VI VII
Рисунок 7 – График частот вращения
3. ТЕХНИКА БЕЗОПАСНОСТИ
3.1 Правила эксплуатации и технического обслуживания
При распаковке узлов станка необходимо следить за тем, чтобы не повредить части станка. При транспортировании распаркованных узлов станка подьемный крюк следует располагать приблизительно по линии. Проходящей через центр тяжести узла. В местах соприкосновения строп с частями станка необходимо прокладывать прокладки для того, чтобы стропой не помять кожухи, рукоятки или другие детали и не испортить окраску станка.
Перед установкой и выверкой станка на фундаменте необходимо заправить станок смазочными материалами в соответствии со схемой смазки станка.
Должны быть смазаны также все направляющие, ходовые винты, зубчатые и винтовые рейки.
Установку и выверку станка в соответствии с актом приемки следует производить после полного затвердевания цементной подливки.
Ввиду того, что тяжелые стол и передняя стойка при перемещении вызывают контактные деформации, в результате появления которых происходит осадка станка, окончательную регулировку следует производить при перемещении стойки и стола. При этом должна быть обеспечена такая затяжка болтов, чтобы при перемещении тяжелых движущихся частей по станинам не наблюдалось бы осадки станин станка.
Фундамент для установки станка должен быть спроектирован на основании размеров, технических условий и схемы нагрузок. На фундаменте устанавливается станок, электрошкаф и агрегат электромашин. Станок имеет тяжелые подвижные части, поэтому масса и жесткость фундамента должны быть назначены настолько большими, чтобы обеспечить точность станка при любом положении тяжелых подвижных частей.
При недостаточном весе и жесткости фундамента, из-за упругой деформации грунта при перемещении стола с изделием или передней стойки, отдельные части станка могут менять свое относительное положение на недопустимо величины.
При перемещении стола с изделием и передней стойки поворот фундамента в вертикальных, продольной и поперечной плоскостях должен быть не более 0,01:1000 мм.
Высота фундамента должна быть назначена в зависимости от стойки и качества грунта. При хорошем плотном грунте высота фундамента должна быть не менее двух метров.
При наличии слабых прослоек (торф, плывун) следует увеличить высоту фундамента и принять другие специальные мери укрепления грунта сваями, расширение подошвы фундамента, уплотнения грунта. Рекомендуется изготовить фундамент из железобетона
Проверка жесткость фундамента должна производиться следующим методом.
На фундаменте станка (рисунок) рядом со станиной передней стойки в поперечном направлении, устанавливается линейка на двух опорах. На линейку устанавливается уровень (цена деления не более 0,02 мм на 1000 мм). Передней стойке сообщается перемещение на всю длину. Допуск в мм 0,01 на 1000.
Система планово-предупредительного ремонта (ппр) включает совокупность организационных и технических мероприятий предупредительного характера по техническому обслуживанию и ремонту изношенных деталей и узлов, проводимых по составленному плану для обеспечения работоспособности станков в течение всего срока службы.
Система ППР предусматривает проведения профилактических осмотров и плановых ремонтов (текущих, средних и капитальных) каждого агрегата после того, как он отработал определенное количество часов. Чередование и периодичность осмотров и плановых ремонтов оборудования определяются его назначением и условиями эксплуатации.
Рациональная организация технического обслуживания является не менее важным условием сокращения затрат и потерь основного производства и длительного сохранения работоспособности оборудования, чем повышение организационно-технического уровня и качества ремонта.
Смазка станка в основном осуществляется централизованно от отдельных масляных насосов. Для смазывания станочного оборудования повсеместно используются индустриальные масла серии ’’И’’ по ГОСТ 20199-75.
Смазка направляющих саней стойки производится от плунжерного масляного насоса, расположенного на санях и приводимого в действие ’’ходом’’ саней. Количество масла марки И-40А, потребное для заправки бака насоса-3 кг. Насос имеет снизу отверстие для слива масла, закрытое винтовой пробкой. Заливка масла должна производиться по мере расходования. Контроль наличия масла в насосе производится по риске маслоуказателя насоса. Перед началом работы направляющие надо смазать поливом из масленки, и одновременно произвести 10-15 полных качаний рукояткой насоса для заполнения всех маслопроводов маслом.
Смазка механизма редуктора перемещения саней передней стойки – фитильно–капельная. Заливка масла производится по мере расходования через отверстие, закрытое поворотной крышкой, на редукторе. Количество масла марки И-40А, необходимое для первой полной заправки масляного бачка-0,2 кг.
Перед первоначальным пуском станка необходимо проверить наличие смазочных материалов во всех местах, подлежащих заправке маслами (по маслоуказателям, крышкам, заливным горловинам, выходу смазки из лабиринтных уплотнений валов).
При необходимости дозаправить все масляные резервуары до нормы. Смазать все направляющие (станин, стаек, радиального суппорта планшайбы, стола), ходовые винты, зубчатые и винтовые рейки и конец шпинделя поливом маслом марки И-40А. Произвести ручную подкачку масла рукоятками масляных насосов стола и саней передней стойки, произведя 10-15 полных качаний соответствующей рукояткой. После этого можно считать систему смазки станка подготовленной к работе.
3.2 Техника безопасности
В нашем государстве охране здоровья трудящихся уделяется большое внимание. Все достижения науки и техники в Беларуси поставлены на службу трудящимся, подчинены интересом улучшения условий их труда и быта. На охрану труда и создание условий для безопасности работы ежегодно тратятся огромные средства.
В результате на промышленных предприятиях (в частности, в металлообработке) количество несчастных случаев снижается из года в год.
Металлорежущие станки новейшей конструкции оборудованы в большинстве случаев всеми необходимыми оградительными и предохранительными устройствами.
Безопасность труда ставит своей задачей осуществление мероприятий, направленных на предупреждение несчастных случаев на производстве, улучшение условий труда рабочих, а также обучение рабочих безопасным приемам работы.
Несчастные случаи с рабочими в механических цехах могут произойти по целому ряду причин. Основные из них следующие: неисправность станка, отсутствие ограждений отдельных механизмов, неисправность электропроводки, недостаточное знание рабочим правил безопасности труда, неосторожность самого рабочего и др.
При работе на сверлильных станках травмы могут быть получены и вследствие неправильного крепления обрабатываемых заготовок и режущего инструмента, несоблюдения элементарных правил удаления стружки, неправильного ношения спецодежды и головных уборов.
Причиной несчастных случаев очень часто бывает отделяемая при сверлении отверстий, особенно на больших скоростях, мелкая стружка. Она может повредить глаз, вызвать ожоги на открытых частях тела.
Для предохранения глаз от травмирования стружкой необходимо ставить на пути возможного отлетания стружки оградительные щитки и надевать защитные очки.
Нельзя выдувать стружку ртом из глухих отверстий и удалять ее со станка руками. Ее осторожно удаляют специальными скребками и щетками, намагниченными наконечниками и другими приспособлениями.
Вращающиеся детали станка, вспомогательные и режущие инструменты, не имеющие ограждений, представляют серьезную опасность для сверловщика, так как могут захватить одежду, руки и волосы. Для предупреждения несчастных случаев применяют специальные ограждения, волосы убирают под головной убор, рукава спецодежды завязывают у кистей рук.
Для безопасности работы важное значение имеют освещение, порядок и чистота на рабочем месте. Освещение должно быть равномерным, не ослепляющим, но достаточным. На рабочем месте необходимо постоянно поддерживать чистоту и порядок.
Одной из причин профессиональных заболеваний может быть загрязненный воздух в цехе. Для удаления из помещения загрязненного воздуха и замены его свежим, применяют искусственную вентиляцию и проветривание помещения через фонари и окно.
Заболевание также может вызвать загрязненная охлаждающая жидкость, поэтому ее нужно тщательно фильтровать и своевременно менять.
Каждый рабочий должен строго соблюдать следующие основные правила безопасности труда:
1. Не приступать к работе до получения инструктажа по безопасности труда.
2. При установке заготовок массой более 20 кг на станке пользоваться подъемными устройствами или прибегать к помощи подручного рабочего.
3. Надежно закреплять обрабатываемую заготовку и режущий инструмент.
4. Перед включением электродвигателя выключить все рычаги управления станка и установить их в нерабочее положение.
5. Во время работы не оставлять станок без надзора.
6. При установке и снятии обрабатываемой заготовки, при смене режущего инструмента, чистке и смазке станка, при удалении стружки, а также в конце смены останавливать станок.
7. При обработке отверстий в металлических заготовках, дающих мелкую стружку, обязательно надевать защитные очки.
8. Во время работы на станке не носить свободной одежды, рукава должны быть завязаны у кисти, волосы убраны под головной убор.
9. Не удалять стружку со станка руками, а пользоваться специальными приспособлениями, магнитом и т. д.
10. Соблюдать чистоту и порядок на рабочем месте.
11. Обо всех неисправностях станка, приспособлений и инструмента сообщать мастеру.
Каждый рабочий должен строго выполнять правила внутреннего распорядка, утвержденные для данного предприятия.
ЛИТЕРАТУРА
1. Паспорт станка 2654.
2. Маеров А.Г. Устройство, основы конструирования и расчёт металлообрабатывающих станков и автоматических линий, М: Машиностроение, 1986 - 368с.
3. Мазов В.А. Охрана труда в машиностроении: Учебное пособие для средних профессиональных училищ, М : машиностроение 1983 - 160с.
4. Нефёдоров Н.А. Практическое обучение в машиностроительных техникумах, М : Машиностроение
5. Чернов И.А. Металлорежущие станки - 3-е издание, переработанное и дополненное, М: Машиностроение, 1978 - 2003 г.
|