|
Введение
Испокон веков они - неотъемлемая часть русского костюма, русского образа жизни, русской зимы и даже русского характера. "Прост как валенок", "Ваньку валяет", "Не мытьём так катаньем" - навсегда вошли эти присказки в наш язык. И никому не надо объяснять, что они значат: и простоваты валенки, как русский мужичок, но и прочны, основательны и надёжны, как он, не подведут в трудную минуту! Валенки - удобная и целебная обувь. В валенках не страшны самые лютые морозы. Чистая овечья шерсть, свалянная тёплыми руками мастера, даёт человеку силу и душевный покой.
Эта уникальная - без начала, без конца, без шва, без рубца - обувь была в почёте на Руси у всякого чина и сословия.
Валяльщик - в былые времена почитаемый на Руси мастер, и корни его мастерства уходят в века. Валенки не раз спасали русского человека во времена невзгод, чему свидетельствуют фотографии с фронтов Великой Отечественной Войны. Без валенок было бы невозможно освоение северных регионов, совершение экспедиций на Северный и Южный полюсы.
Сегодня валенки возвращают к себе любовь горожан, а для дизайнеров и модельеров - это актуальный объект творчества.
Валенки (они же валенцы, валеники, волнушечки, выходки, сапоги валяные, пимы) - обувь для русского народа не такая уж древняя, как многие считают: всего три века с хвостиком. Обувь из шерстяного войлока появилась в Сибири в середине XVIII столетия, а в Европейской части России - в начале XIX века. Поскольку российский климат мягкостью никогда не отличался, пра-валенки очень быстро прижились среди разных сословий.
Однако войлок в качестве материала для производства теплой обуви был известен на Руси намного раньше. Знаменитый историк Карамзин упоминает его среди тканей, которыми пользовались еще во времена князя Святослава (конец Х века). Очевидно, сказывалось соседство и постоянные контакты с тюркскими народами, для которых валяние из шерсти было обычным и чуть ли не единственным занятием. Тюркские граждане использовали войлок как строительный материал. Обтягивали им свои жилища, покрывали полы.
Первая русская обувь из войлока вероятнее всего была сшитой или скроенной и имела хотя бы один шов. Настоящие же валенки тем и хороши, что "катались" целиком, на специальной колодке. При этом их неоднократно распаривали и выбивали. Поэтому естественно, что валенки в современном понимании этого слова появились много позже, чем материал, из которого их делали.
Реклама

Производство валенок очень трудоемко. Так что распространенное "прост как валенок" справедливо только по отношению к их форме. Сначала нужно свалять шерсть. Удивительно, но за несколько веков технология валяния ничуть не изменилась. Все тот же кипяток, удушливые пары, необходимость "сбивать" шерсть в единую массу сначала на столе, а потом и на колодке нужного размера.
Простые валенки "катали" (отсюда второе название "катанки") из овечьей шерсти естественных цветов - черной, серой, белой. Для более фасонистых моделей использовали мягкую козью шерсть.
Войлок мало намокает, но все же нуждается в защите от влаги, и поэтому валенки носили с галошами. Изначально галоши были кожаными, затем - резиновыми. А крестьяне, дабы уберечь дорогие валенки, пользовались лаптями.
Валенки превратились в истинно народную обувь. Помимо незаменимости в студеные зимы, валенки оказались на редкость практичной обувью. Мягкие и теплые, они не деформируют ногу и никогда не садятся. Их до сих пор носят в деревнях и демонстрируют в коллекциях как российских, так и западных модельеров.
Ценные свойства валяной обуви объясняются особой структурой ее стенок, которые состоят из компактной массы перепутанных и сцепленных друг с другом волокон шерсти. Малая теплопроводность вещества шерсти — кератина, наличие воздушных включений внутри волокон шерсти и пространства, занимаемого воздухом между волокнами шерсти в стенках валяной обуви, обусловливают способность последней служить надежной защитой ног от переохлаждения и перегрева.
Производство валяной обуви
В основе производства валяной обуви, так же как и других валяных изделий, лежит использование способности шерсти свойлачиваться и сваливаться при механических воздействиях в кислой среде в присутствии влаги и при повышенной температуре. При этом извитые волокна шерсти тесно переплетаются, образуя сплошную войлокообразную массу, которая в процессе валки уплотняется, уменьшается в размерах и объеме.
Производство валяной обуви складывается из следующих основных процессов: подготовки сырья, составления смеси шерсти, ее расщипывания и чесания, изготовления основы валяной обуви, валки основы, крашения, сушки и отделки.
Реклама

 Технологическая схема производства валяной обуви на механизированных валяльно-войлочных предприятиях приводится на рис. 1. Технологическая схема производства валяной обуви на механизированных валяльно-войлочных предприятиях приводится на рис. 1.
Сырье для производства валяной обуви
Сырьем для изготовления валяльно-войлочных изделий служит шерсть овец, крупного рогатого скота, коз и других животных.
Качество валяльно-войлочных изделий зависит от тонины, извитости, длины, крепости и упругости исходной шерсти. Важнейшим технологическим свойством шерсти является ее валкоспособносгь, т. е. способность в большей или меньшей степени уплотняться при свойлачивании и валке. Объективных количественных показателей валкоспособности шерсти нет; на валяльно-войлочных предприятиях валкоспособность шерсти оценивают по десятибальной системе.
Для изготовления грубошерстной валяной обуви используют натуральную овечью грубую шерсть с добавлением заводской овечьей и коровьей шерсти, отходов мехового и овчинно-шубного производства, регенерированной шерсти и обратов производства.
Овечьей грубой шерстью называют неоднородную шерсть, состоящую из смеси волокон разного типа. Ее получают от овец всех грубошерстных пород, а также от некоторых, преимущественно первого поколения, помесей от скрещивания грубошерстных овец с баранами тонкорунных и полутонкорунных пород. Ее содержание в смеске может быть 47— 80%.
Валкоспособность грубой шерсти, помимо породы овец, в большой степени обусловливается временем их стрижки. По времени стрижки все виды грубой шерсти подразделяются на поярковую, весеннюю и осеннюю. Поярковая шерсть состригается с ягнят; эта шерсть более мягкая и извитая, чем шерсть осенних и весенних стрижек с этих же животных. Осенняя шерсть отличается меньшей загрязненностью и длиной волокна по сравнению с весенней, содержит меньше пуха, обладает высокой валкоспособностью и поэтому является наиболее ценным сырьем для производства грубошерстной валяной обуви. Каждая партия натуральной овечьей шерсти, поступающая на валяльно-войлочшые предприятия, в обязательном порядке должна сопровождаться ветеринарным свидетельством о незараженности овец.
Заводскую шерсть получают в качестве побочного продукта при переработке кожевенного сырья на кожевенных заводах. Для изготовления валяной обуви используют зольную и намазную шерсть. Зольную шерсть удаляют с крупного кожевенного сырья после его обработки в зольниках растворами извести с добавлением сернистого натрия. Намазную шерсть получают при обезволашивании мелкого кожевенного сырья намазыванием мездряной стороны густым раствором извести и сернистого натрия. Из зольной шерсти наилучшей является коровья. Она обладает высокой валкоспособностью, придает валяльно-войлочным изделиям плотность и прочность. Из намазной шерсти лучшей считается овечья хребтовая: она, в отличие от овечьей боковой шерсти, относительно мало повреждена сернистым натрием и по качеству незначительно уступает натуральной овечьей шерсти. Содержание заводской шерсти в смеске — 10—21%.
Овечью шерсть в виде отходов мехового и овчинно-шубного производства получают при стрижке шкур и их расчесывании в процессе выделки овчин, а также путем варки в растворе серной кислоты мелкого лоскута, непригодного к использованию в качестве меха.
Регенерированную, или восстановленную, шерсть получают при разработке, т. е. расщипывании лоскута новых и бывших в употреблении шерстяных тканей и войлока; в регенерированной шерсти волокно короче, чем в натуральной, обладает меньшей крепостью и меньшей способностью сволачиваться. Содержание восстановленной шерсти в смеске — 7—13%.
Обраты представляют собой внутрипроизводственные отходы, полученные на различных стадиях изготовления валяльно-войлочных изделий (6—12%). Наряду с обратами своего производства в валяльно-войлочной промышленности используют также отходы шерстопрядильных предприятий (8— 20%).
Фетровую валяную обувь изготовляют из натуральной овечьей полугрубой шерсти (отличающейся от грубой шерсти значительно меньшим содержанием остевых волокон) с добавлением отходов козьего пуха (козьей шерсти, освобожденной от ости), очесов шерстопрядильных фабрик и обратов производства, а также в ряде случаев штапельного вискозного волокна. Содержание полугрубой шерсти в смеске составляет 42—56%, козьего пуха — до 14%.
Подготовка сырья
Поступающая на валяльно-войлочные предприятия шерсть неоднородна по длине и толщине и имеет различный цвет волокон. Кроме того, в шерсти содержатся засоряющие примеси. Наиболее вредной примесью в натуральной шерсти является репей: при попадании последнего в валяную обувь и последующем выкрашивании из нее на стенках обуви образуются глубокие впадины и сквозные отверстия.
Для правильного использования сырья и обеспечения необходимого качества валяной обуви шерсть, поступающую на валяльно-войлочные предприятия, подвергают специальной подготовке; она заключается в разборке шерсти по цветам, отделении посторонних примесей и загрязнений, разрыхлении шерсти и т. д.
Разбирают и сортируют главным образом натуральную овечью шерсть; заводская шерсть обычно поступает на валяльно-войлочные предприятия в рассортированном виде. Шерсть, засоренную репьем, обрабатывают на репье-очистительных машинах. Удаление пыли из шерстяного лоскута достигается обработкой на пылевыколачивающих машинах. Очищенная от загрязнений и разрыхленная шерсть поступает на составление смеси.
Составаение смеси, расщипывание и чесание шерсти
Валяную обувь вырабатывают из смесей, составленных из различных видов шерсти. Применение одного какого-либо вида шерсти для изготовления валяной обуви нецелесообразно по техническим и экономическим соображениям. Лишь правильный подбор компонентов смеси обусловливает хороший внешний вид валяной обуви, ее плотность, прочность, малую теплопроводность и другие необходимые свойства. При составлении смеси учитываются: вид обуви и требования, предъявляемые к ее качеству, особенности каждого вида шерсти (длина волокна, упругость, крепость, способность к свойлачиванию и т. д.). Состав смеси для изготовления валяной обуви устанавливается действующими техническими условиями на эту обувь.
Процесс составления смеси шерсти состоит в образовании более или менее однородной по волокнистому составу массы путем последовательного наслоения (настилки) одного вида шерсти на другой и дальнейшего перемешивания всех слоев. При настилке слоев чередуют шерсть с различной длиной волокна, крепостью и валкоспособностью: на слой длинноволокнистой шерсти настилают слой коротковолокнистой, а на слой валкоспособной шерсти — слой менее валкоспособной. После настила вручную 30—40 слоев шерсть отбирают в вертикальном направлении сверху вниз, перемешивают и перекидывают на новое место, пока волокнистая масса не станет однородной. На крупных валяльно-войлочных предприятиях настилка слоев шерсти, отбор смеси по вертикали и перемешивание шерсти осуществляются при помощи соответствующих механизированных установок.
Полученную смесь перед поступлением в дальнейшую обработку замасливают. Шерсть замасливают для предохранения волокна от разрыва, уменьшения потерь волокна и его повреждения при последующем расщипывании и расчесывании, а так же для того, чтобы облегчить выполнение этих операций. Для замасливания смеси используют эмульсии, содержащие минеральное масло, мыло, соду и воду, в последнее время стали применять эмульсии, в которые входят эмульгирующая паста, триэтаноламин, минеральное масло и др.
Приготовленная смесь шерсти поступает на щипальные машины, в которых одновременно с разделением шерсти на более мелкие клочки происходит дальнейшее перемешивание шерсти и удаление посторонних примесей. Разрыхление смеси на щипальных машинах способствует меньшему повреждению шерстяных волокон при последующем чесании.
При чесании шерсть разделяется на отдельные волокна и окончательно перемешивается. Производится эта операция на чесальных машинах различной конструкции. В процессе прохождения через чесальную машину шерсть многократно обрабатывается движущимися игольчатыми поверхностями. С чесальной машины шерсть сходит в виде рыхлой ваты, однородной по характеру волокна, толщине и плотности; волокна шерсти удерживаются в вате благодаря их извитости и способности взаимно сцепляться. При расчесывании шерсти одновременно происходит ее тщательная очистка, так как растительные примеси разрушаются игольчатыми поверхностями и отделяются от шерсти. Шерсть, сходящая со съемного барабана чесальной машины, навивается на конусообразные или фигурные валики (патроны), а также на ватный барабан. Снимаемая с ватного барабана чесальной машины вата служит для изготовления пластов и для заростки основы валяной обуви.
При навивке на конусообразные патроны образующаяся ватная заготовка (конус) по форме напоминает голенище сапога. Узкий конец конуса служит для формования головки сапога, поэтому конус навивается большей длины, чем это необходимо для образования голенища. х
Фигурный патрон состоит как бы из двух совмещенных усеченными поверхностями конусов: удлиненного, служащего для формования голенища сапога, и короткого, служащего для образования головки сапога. В коротком конусе конец, предназначенный для формования головки сапога, имеет расширенную форму.
Размеры конусообразных и фигурных патронов подбираются в соответствии с размерами изготовляемых сапог. Толщина навиваемого на патроны слоя шерсти устанавливается исходя из необходимой толщины и веса изготовляемой обуви.
На патроны перед навивкой конусов надевают полотняные чехлы: навитые конусы снимают с патронов вместе с чехлами и далее передают на изготовление основы валяной обуви.
Изготовление основы валяной обуви
Изготовление основы является одним из наиболее ответственных процессов в производстве валяной обуви. От правильного изготовления основы в решающей степени зависят качество валяной обуви и расход шерсти.
Для получения валяной обуви определенных размеров при изготовлении основы учитывают ее усадку при последующих свойлачивании и валке. Обычно размеры основы превышают размеры валяной обуви в 2,5 раза по длине и ширине верха голенищ и в 2 раза по длине головок и ширине низа голенища.
Изготовление основы состоит из большого числа ручных и механизированных операций, посредством которых рыхлая волокнистая масса навитых ватных заготовок превращается в полуфабрикат сапогообразной формы установленных размеров, веса, толщины и плотности. Состав и последовательность операций изготовления основы для разных видов валяной обуви не вполне совпадают.
Процесс изготовления основы для валяных сапог по наиболее распространенной технологии складывается из предварительного уплотнения ватных заготовок (конусов), формования головок, окончательного уплотнения ватных заготовок (конусов) и их расправки, подготовки пластов, заростки основы, уплотнения основы и ее расправки.
Предварительное уплотнение конусов производится для предупреждения нарушения правильности расположения шерсти при транспортировании и дальнейшей обработке полуфабриката. Уплотняют конусы на притирочных машинах. Рабочим органом последних является легкая деревянная плита и стол с ровной поверхностью. Конус вместе с находящимся в нем полотняным чехлом кладется на стол под плиту, после чего плита опускается и приводится в возвратно-поступательное движение.
Окончательное уплотнение конусов производится в несколько приемов на свойлачивающих плиточных или катальных трехвалковых машинах при повышенной температуре и увлажнении шерсти. На плиточных машинах конусы (с чехлами внутри) уплотняются под влиянием механических воздействий плиты, приводимой в возвратно-поступательное движение. В результате вертикального давления и горизонтального сдвига происходит сближение и перепутывание волокон шерсти; уменьшается толщина конусов и рыхлая ватообразная масса шерсти приобретает вид войлока. В катальных машинах полотняный сверток с конусами, вращаясь между валами, подвергается попеременно сжатиям и сдвигам. В процессе уплотнения сверток несколько раз извлекают из катальной машины, развертывают, расправляют конусы и укладывают на полотно свертка другой стороной. Окончательное уплотнение конусов чередуется с формованием головок основы, т. е. конусы уплотняют сначала до формования головок, а затем после него.
Сущность формования головок основы для валяной обуви заключается в вытягивании нижнего узкого конца конуса и придании ему формы замкнутого чулка. Для удобства формования головки основы на диаметрально противоположных стенках нижнего конуса делают надрывы.
Надорванные концы конуса вручную вытягивают по длине и ширине, а затем им придают необходимую форму, огибают края и сращивают их, получая при этом свойлоченный замкнутый чулок. Для лучшего сращивания надорванных концов конуса и более удобного загибания соединяемые края (кромки) утоняют; между кромками прокладывают тонкий слой
чесаной шерстяной ваты повышенной валкоспособности для связывания загнутых одна на другую кромок концов конуса. Конусы с отформованными головками, освобожденные от полотняных чехлов и окончательно уплотненные, подвергают расправке на соответствующих расправочных станках для придания им более правильной формы и размеров, а затем направляют на заростку основы.
Заросткой основы называется операция наращивания толщины стенок основы в местах наибольшего износа валяных сапог. Для утолщения основы в головке (подошве) и в нижней части голенища шерсть, накладываемую дополнительно на эти места основы, подготавливают в виде пластов, настилаемых из отдельных слоев ватки. Пласты настилают определенной конфигурации, необходимой для облегания головки, подошвы и нижней части голенища.
Подготовленные пласты перед их применением для наращивания отдельных участков основы уплотняют на свойлачивающих плиточных или катальных машинах. При излишнем уплотнении пластов они плохо сращиваются с основой, что приводит к скрытому дефекту — внутреннему расслоению стенок валяной обуви.
В процессе заростки основы ее головку, подошву и нижнюю часть голенища обкладывают вручную в определенном порядке уплотненным пластом. Иногда, в частности при изготовлении средней и тонкой валяной обуви, операцию заростки основы объединяют с формованием головки основы. Зарощенную основу уплотняют при увлажнении и нагревании на катальных или плиточных машинах, а также на маятниковых свойлачивающих машинах.
После уплотнения основу расправляют на специальном станке; в процессе расправки основе придают требуемые размеры и форму.
Валка основы, крашение, сушка и отделка валяной обуви
Основа валяной обуви обладает недостаточной плотностью и прочностью; дальнейшее уплотнение основы достигается валкой в молотовых валяльных машинах. В процессе валки под влиянием ударов и сжатий происходят перемещение волокон и односторонние их сдвиги в направлении корневых концов; при этом волокна шерсти сокращаются в длине, изменяют свою форму, переплетаются в сплошную плотную массу. Под влиянием валки наблюдается резкая усадка основы в продольном и поперечном направлениях.
Для увеличения валкоспособности шерсти и облегчения выполнения процесса валки основу предварительно, а иногда и в процессе валки пропитывают слабым раствором серной кислоты (2,5—4,5%) при +30—35°С. Избыток кислоты удаляют, отжимая основу или давая кислоте стечь.
Валку основы валяной обуви обычно выполняют в четыре периода с промежуточными расправками и растяжками основы в поперечном и продольном направлениях. При валке основа смачивается горячей водой (от 40 до 60—65°С), что способствует лучшей ее увалке. Промежуточные расправки и растяжки основы проводятся для сохранения правильной ее формы, а также для предупреждения сращивания внутренних поверхностей стенок валяной обуви, образования рубцов и других дефектов.
При изготовлении крашеной валяной обуви полуфабрикат в зависимости от состояния шерсти, от того, какой цвет необходимо получить, и других условий окрашивают в той или другой стадии валки основы.
После валки, расправки и крашения полученные валяные сапоги обрабатывают горячей водой или паром, растягивают голенища на рычажном станке и насаживают обувь на колодки механическим или ручным способом. Насадка на колодки необходима для придания валяной обуви устойчивой формы и нужных размеров. При насаживании сапог на колодки происходит некоторое растяжение обуви; величина растяжения должна находиться в определенных пределах, так как при излишнем растяжении возможна значительная усадка валяной обуви при ее намокании и последующем высушивании в процессе носки.
Конструкция колодок видоизменяется в зависимости от применяемого способа насадки валяной обуви. Колодки для ручной насадки, применяемые на мелких валяльно-войлочных предприятиях, состоят из головки, переднего, заднего и среднего клиньев и дополнительной расклинки.
Колодки для механической насадки, используемые на более крупных предприятиях, значительно сложнее по конструкции. Насаживают валяную обувь на эти колодки при помощи машин. Сапог надевается на сложенную (выпрямленную) колодку; рабочие органы насадочной машины осуществляют поворот головки колодки и одновременно расширение нижней части обуви и голенища.
Колодки для насадки валяной обуви изготовляют симметричными относительно плоскости, проходящей через осевую линию следа, т. е. без различия левой и правой полупары.
Размеры и форма колодок для механической насадки нормируются техническими условиями на эти колодки; головки колодок для ручной насадки должны по форме и размерам совпадать с головками соответствующих колодок для механической насадки.
Насаженную на колодки валяную обувь подвергают оправке ударами колотушки для исправления неправильностей формы обуви, разогревают в горячей воде и обрабатывают на рубчатке, т. е. вращающемся валике с зубчатой поверхностью. Тупые зубья валика, воздействуя на стенки валяной обуви, несколько выравнивают их по толщине и дополнительно уплотняют, что способствует уменьшению усадки обуви при носке.
После обработки на рубчатке валяную обувь для удаления избыточной влаги высушивают при +80—110°С в течение 7—8 часов и более.
Снятая с колодок высушенная валяная обувь поступает в чистку, в процессе которой с поверхности обуви снимают грубые торчащие концы волокон шерсти (ворс). При чистке валяной обуви поверхность голенищ головок, задников и подошв обрабатывают на чистильных (шлифовальных) станках
вращающимися абразивными валиками. Поверхность валяной обуви дополнительно чистят изнутри для удаления рубцов и полируют снаружи вращающимися валиками, обтянутыми войлоком для улучшения внешнего вида.
Готовую валяную обувь сортируют, устанавливают ее размер (номер), подбирают в пары по наружным размером и внешнему виду, обрезают по верхнему краю голенища и сшивают попарно.
Ассортимент валяной обуви
Грубошерстная валяная обувь
Основным видом валяной грубошерстной обуви являются валяные сапоги. Они разделяются по толщине стенок и весу на утяжеленные, средние (обыкновенные) и тонкие. Утяжеленные валяные сапоги наиболее распространены; они обладают наилучшими теплозащитными свойствами и предназначаются для применения в условиях сильных морозов и ограниченного передвижения человека (для постовых сторожей, проводников товарных поездов и др.). Средние валяные сапоги по теплозащитным свойствам уступают утяжеленным и используются при менее суровых морозах и в условиях, связанных со значительным передвижением человека, в частности в качестве рабочей специальной обуви. Тонкие валяные сапоги предназначаются для использования при небольших морозах и в городских условиях; этот вид валяных сапог носят преимущественно с галошами.
Грубошерстные валяные сапоги подразделяют также по форме голенища (с обыкновенными и удлиненными кривыми голенищами) и по окраске (крашеные и некрашеные).
По половозрастному назначению грубошерстные валяные сапоги подразделяют на мужские, женские и детские. Валяная обувь каждой половозрастной группы включает определенное число размеров (номеров). В группу мужской валяной обуви входят: валяные сапоги крашеные и некрашеные, утяжеленные, средние и тонкие; валяные сапоги из улучшенной смеси шерсти, крашеные и некрашеные, с обыкновенными голенищами и с удлиненными кривыми голенищами. В группу женской валяной обуви входят валяные сапоги крашеные и некрашеные, утяжеленные, средние и тонкие, в группу детской обуви — валяные сапоги крашеные и некрашеные, средние и тонкие, а малых размеров — только тонкие.
Полугрубошерстная (фетровая) валяная обувь
Фетровая валяная обувь отличается от грубошерстной более красивым внешним видом. Изготовляют фетровую обувь в виде сапог, которые носят в резиновых галошах.
Фетровые сапоги по форме голенища делятся на сапоги с обыкновенными, удлиненными и уширенными голенищами и по окраске — на крашеные и некрашеные. Кроме того, фетровые сапоги подразделяются по составу волокна на сапоги, вырабатываемые без добавления или с добавлением штапельного вискозного волокна. По половозрастному назначению фетровые сапоги подразделяются аналогично грубошерстным валяным сапогам; ботовые чулки изготовляют только женские.
Ассортимент мужской фетровой обуви включает сапоги некрашеные с обыкновенными, расширенными и удлиненными голенищами. К женской фетровой обуви относятся сапоги.
В последнее время выпускают бытовую валяную обувь с резиновой подошвой.
Экспертиза (оценка) качества валяной обуви
Валяная обувь должна соответствовать требованиям ГОСТ 18724.
Предусматриваются требования к внешнему виду, размерам, весу, толщине стенок сапог, допуски отклонений в размерах, составу по волокну, показатели физических свойств и химического состава.
Валяные сапоги должны быть хорошо и равномерно уплотнены, без дряблых мест и расслоений как с наружной, так и с внутренней сторон. Требуется, чтобы толщина стенок обуви была равномерной, с плавным переходом от меньшей толщины к большей. Лицевая сторона сапог должна быть очищена от пыли и торчащих на поверхности волокон шерсти. Не допускаются крупные частицы репья, иглы от игольчатой ленты и другие посторонние примеси как с наружной, так и с внутренней стороны обуви. Окраска валяных сапог должна быть прочной и соответствовать утвержденным эталонам. Необходимо, чтобы верх голенищ сапог был ровно обрезан, при этом передняя часть должна быть выше задней на 10—20 мм. Валяные сапоги должны быть парными.
В валяных сапогах нормируются длина ступни внутри обуви, длина окружности (по наружному обмеру) в пучках, косом подъеме и в верхней части голенища, высота сапог, их вес и толщина стенок в различных участках.
Длина ступни внутри сапог должна соответствовать их номеру, выраженному в сантиметрах. По длине стопы допускаются во всех видах валяных сапог отклонения +6 мм и 3 мм.
Требования к длине окружности сапог в пучках, косом подъеме и в верхней части голенища неодинаковы для сапог различных половозрастных групп и разных номеров, они также несколько различаются для утяжеленных, средних и тонких сапог одной и той же группы и одного номера. По длине окружности в пучках, косом подъеме и в верхней части голенища допускаются некоторые отклонения; величина этих отклонений колеблется от +10 до +40 мм
в зависимости от измеряемого участка сапог, их половозрастного назначения и веса.
Для характеристики качества валяной обуви наряду со свойствами исходного сырья большое значение имеет толщина стенок обуви. Вследствие неодинаковой изнашиваемости отдельных участков валяной обуви, при ее изготовлении толщину частей, подвергающихся более быстрому износу, т. е. подошвенной, носочной и пяточной, как ранее указывалось, увеличивают; толщину голенищ в валяных сапогах постепенно уменьшают по направлению снизу вверх. Толщина стенок оказывает влияние также и на теплозащитные свойства валяной обуви: при прочих равных условиях теплопотери ноги меньше при большей толщине стенок обуви.
Нормы минимальной толщины стенок валяной обуви устанавливаются дифференцированно для сапог разного половозрастного назначения и веса, а также отдельных участков обуви. Так, минимальная толщина верха голенищ валяных сапог в зависимости от их половозрастного назначения и веса колеблется от 2,5 до 4 мм, задника — от 6 до 13 мм, подошвы в пяточной части — от 6 до 15 мм, подошвы в подметочной части — от 5,5 до 14 мм, щечек головки — от 4,5 до 8 мм. Женские валяные сапоги примерно на 7—10% тоньше соответствующих (по весовой группе) мужских сапог, детские — на 15—20% тоньше женских сапог.
Состав по волокну валяных сапог должен соответствовать нормам, предусмотренным техническими условиями. Этими нормами устанавливается содержание овечьей натуральной грубой и помесной шерсти, в том числе осенней стрижки и поярковой, овечьей и коровьей заводской шерсти, отходов овчинно-шубного и мехового производства, регенерированной шерсти и обратов своего производства.
Существенным показателем качества валяных сапог является степень уплотнения их стенок, определяемая характером выполнения процессов валки. От степени уплотнения стенок зависят тепловые свойства и износоустойчивость обуви. С понижением степени уплотнения, т. е. с увеличением рыхлости и мягкости, теплозащитные свойства валяной обуви улучшаются, однако одновременно уменьшается прочность, что может привести к деформированию валяной обуви при носке и преждевременному ее износу. Более плотная увалка влечет за собой повышение прочности при увеличении теплопроводности валяной обуви; излишнее уплотнение стенок валяной обуви может привести к увеличению жесткости стенок и образованию трещин и изломов в местах сгиба при носке обуви. Оптимальное уплотнение стенок валяной обуви соответствует плотности 0,38—0,40 г/см3
.
Из других показателей для оценки качества валяных сапог представляют интерес линейная усадка после намокания и высушивания, характеризующая устойчивость размеров обуви в процессе носки, и содержание свободной серной кислоты, свидетельствующее о вероятности повреждения шерсти валяных сапог при их хранении и носке.
Допускаемая линейная усадка после намокания и высушивания неодинакова в валяных сапогах различного веса и в разных участках этих сапог: по длине окружности в пучках и ступни внутри обуви она не должна превышать 4% в сапогах утяжеленных и среднего веса и 3% в тонких сапогах. По длине окружности голенища допускается несколько большая линейная усадка (6—9%). Содержание свободной серной кислоты в валяных сапогах не должно превышать 0,7% при влажности не более 13%.
Приемку и испытания валяной обуви производят согласно ГОСТ 1059.
Валяная обувь принимается партиями. Партией считается одновременно предъявленное к сдаче количество пар валяной обуви. Каждая партия должна сопровождаться удостоверением о качестве, содержащим результаты физико-химических испытаний.
Принимают валяную обувь по данным наружного и внутреннего осмотра и результатам лабораторных испытаний. При приемке осматривают каждую пару валяной обуви. Органолептически устанавливают равномерность толщины, качество уплотнения, засоренность репьем и другими посторонними примесями, наличие игл игольчатой ленты, рубцов и заломов. При осмотре обуви проверяют линейные размеры, форму, парность обуви, правильность маркировки.
Для лабораторных испытаний отбирают 0,1% от партии валяной обуви, но не менее одной пары, для определения усадки при намокании и высушивании — 0,5% от партии, но не менее одной пары обуви каждого размера.
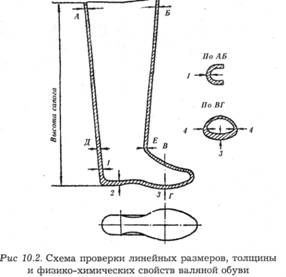
Линейные размеры и толщину стенок в валяной обуви проверяют следующим образом (рис. 10.2): длину окружности верхней части голенища и ее толщину — по линии АБ
на расстоянии 1 см
от линии обреза (при стандартной высоте сапог); длину окружности в пучках — по разрезу ВГ
на расстоянии 1/3 длины следа, начиная от носка; длину окружности косого подъема — по линии, проходящей через передний изгиб и крайнюю точку пятки; высоту сапог — по задней наружной части; длину ступни — внутри сапог, толщину задника — в точке 1
на высоте 4 см
по линии пятки; толщину подошвы в пяточной части — в точке 2
на расстоянии 1/6 длины следа, начиная от пятки, в подметочной части — в точке 3
по разрезу ВГ;
толщину щечки головки — в точке 4
по разрезу ВГ
на высоте 3 см от основания подметочной части.
Линейные размеры валяной обуви проверяют с помощью масштабных линеек и лент; внутреннюю длину обуви по следу определяют с помощью специальных раздвижных лекал. Для определения толщины стенок валяной обуви используют общепринятые толщемеры или специального типа (рис. 10.3).
При пользовании последним в измеряемом участке войлок прокалывают путем отвода нижней губки 1
толщемера вниз при легком нажиме до упора иглы 2
в наперсток, надетый на палец руки, находящейся внутри чулка. Затем опускают опорную площадку 3
толщемера до ее соприкосновения с поверхностью войлока. Толщину в миллиметрах отсчитывают по линейке толщемера, а десятые доли миллиметра — по совпадающим делениям нониуса и линейки.
Для установления влажности валяной обуви вырезают небольшие кусочки, из которых комплектуют два образца по 3—5 г каждый. Влажность определяют высушиванием наве-
сок в стеклянных стаканчиках при +105—110°С до постоянного веса.
Для установления содержания серной кислоты в валяной обуви вырезанные из последней образцы обрабатывают горячей водой. В полученной водной вытяжке определяют серную кислоту общепринятыми методами объемного анализа.
Плотность валяной обуви определяют на образцах, отобранных из голенищ на 5 см
ниже линии обреза. Отобранные образцы взвешивают и измеряют их длину, ширину и толщину или же погружают в бюретку с ртутью и устанавливают вытесненный образцами объем ртути. При определении плотности (так же как и содержания серной кислоты) исходят из веса испытуемых образцов, приведенного к влажности 13%.
Для определения усадки после намокания и высушивания отобранную для испытаний валяную обувь взвешивают, затем в местах обмера (окружность верхней части голенища по линии АБ
на расстоянии 1 см
от линии обреза, окружность нижней части голенища до линии ДЕ
в месте перехода головки к голенищу, окружность в пучках и длина ступни внутри обуви) наносят цветным карандашом линии и проводят соответствующие измерения. После обмера валяную обувь замачивают в течение часа в воде при 15—20°С, выдерживают намоченную обувь на стеллажах 30—40 мин для отекания избытка воды и далее высушивают без насадки на колодки при 50—60°С до первоначального веса. По разнице в размерах до намокания и после высушивания подсчитывают усадку, которую выражают в процентах к размерам до намокания.
Определение сортности валяной обуви
Валяная обувь подразделяется на два сорта: 1-й и 2-й. Сорт определяют не по одному, наиболее резко выраженному, дефекту, а по их совокупности в худшей полупаре. Независимо от сорта, валяная обувь должна соответствовать требованиям технических условий по физико-химическим свойствам, линейным размерам, толщине, весу и разнице в линейных размерах и толщине в паре.

Основными дефектами, встречающимися в валяной обуви, являются: разнооттеночность от раздельной чистки головок и голенищ сапог; неровность окраски и пятнистость, наличие мелких частиц репья, неразработанных ниток и растительных примесей с различной глубиной вкрапления, недостаточная прочность окраски при испытании на сухое трение с внутренней стороны голенища, выражающаяся в закрашивании белой бязи, отклонение формы пятки задника и носка от фасона насадочной колодки, зачищенная неровность внутри сапог, получающаяся от зажимов, несростки и рубцов; местные впадины, выхваты (прочистка) и утонения; зажимы внутри сапог; рубцы на поверхности сапог, расслоение войлока внутри сапог и др. В зависимости от степени выраженности и влияния на эксплуатационные свойства валяных сапог перечисленные дефекты допускаются в обуви 1-го или 2-го сорта или же не допускаются в обуви обоих сортов.
К 1-му сорту относятся валяные сапоги при наличии в них не более двух следующих дефектов, не ухудшающих эксплуатационные свойства и внешний вид сапог: мелких частиц репья с глубиной вкрапления не более 1 мм, местных впадин внутри сапога с разницей в толщине по сравнению с соседними местами не более 1,5 мм.
Ко 2-му сорту относятся сапоги при наличии не более четырех из перечисленных ниже дефектов: пятнистости из за разного цвета сырья или неудовлетворительной окраски, а также до двух масляных пятен в сапоге общей площадью до б см2
, мелких частиц репья, неразработанных ниток и растительных примесей с глубиной вкрапления не более 1,5 мм, рубцов и заломов на поверхности сапог с разницей в толщине по сравнению с соседними местами не более 2 мм, следов в местах сростки кромок внутри сапога. Валяная обувь, не удовлетворяющая требованиям 2-го сорта, не подлежит реализации.
Проверка маркировки и упаковки валяной обуви
На каждую полупару валяных сапог должны быть нанесены следующие обозначения: на подметочную часть подошвы — клеймо с указанием наименования предприятия-изготовителя (или товарный знак предприятия), на носочную часть подошвы — номер сортировщика, на геленочную часть подошвы — артикул обуви и размер, на пяточную часть подошвы — сорт.
Валяную грубошерстную обувь упаковывают в тюки и кипы из рогожи или паковочной ткани, фетровую — в фанерные или тесаные ящики. Внутрь каждого места должен быть вложен упаковочный лист с указанием наименования предприятия-изготовителя, вида валяной обуви и количества пар по размерам номера тюка или кипы, веса брутто, номера технических условий. Каждый тюк, ящик или кипа должны иметь соответствующую маркировку с обозначением наименования и адреса грузоотправителя и грузополучателя, номера тары и других данных.
Список использованной литературы:
1. http://valenkisamokatki.ru/iz_istorii
2. http://www.znaytovar.ru/new546.html
3. Кузьмичева Ф.И., Юдина А.Ф. «Изготовление валенок»
4. Кузьмичева Ф.И., Левин М.И. «Производство валяной обуви и войлоков»
5. Кузьмичев Ф.И., Левин «Технология валяльно-войлочного производства»
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
БЕЛОРУССКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ФАКУЛЬТЕТ МЕЖДУНАРОДНЫХ ОТНОШЕНИЙ
Кафедра международных экономических отношений
Специальность 1-25 01 03 – мировая экономика
РЕФЕРАТ
по дисциплине: Производственные технологии
на тему: Производство валяной обуви
Студентка 1 курса,
группа № 9 _____________ Екатерина Сереевна Рыбина
(подпись, дата)
Руководитель,
к.т.н., доцент _________ _____ Владимир Афанасьевич Бахмат
(подпись, дата) (оценка)
МИНСК 2010
|
