Аннотация
Объем расчетно-пояснительной записки составляет ___ страниц. Записка содержит 6 таблиц, 5 рисунков, 2 приложения. Использованы 17 литературных источников.
Ключевые слова: ТЕРМОДИНАМИКА, ОПТИМИЗАЦИЯ, БАЛАНС, ОБЪЕМ, ТЕПЛООБМЕН, ВЫДЕЛЕНИЕ, АВТОМАТИЗАЦИЯ, ОХРАНА ТРУДА, ЭКОНОМИКА, АКРОЛЕИН, ПРОПИЛЕН.
Цель проекта – разработка установки получения акролеина газофазным окислением пропилена кислородом воздуха производительностью 28000 тонн в год.
В данной пояснительной записке представлен термодинамический анализ вероятности протекания процесса, проведена оптимизация процесса, приведено описание технологической схемы производства, рассчитаны материальный и тепловой балансы, произведен подбор основного и вспомогательного оборудования, средств контроля и автоматизации, описаны физико-химические основы процесса разделения продуктов.
ANNOTATION
Volume of settlement and the explanatory note of 49 pages. Note contains 6 tables, 5 figures, 2 appendices. Used 17 literature.
Keywords: THERMODYNAMICS, OPTIMIZATION, BALANCE, VOLUME, HEAT TRANSFER, ALLOCATION, AUTOMATION, PROTECTION LABOR, ECONOMICS, ACROLEIN, PROPYLENE.
Purpose of the project – the development of unit for production of acrolein by gas-phase oxidation of propylene by air oxygen capacity of 28000 tons per year.
In this memorandum submitted to the thermodynamic analysis of the probabilities of occurrence of the process, carried out optimization of the process, a description of the technological scheme of production, estimated material and heat balances, made the selection of main and auxiliary equipment, controls and automation, described the physical and chemical bases of process separation products.
СОДЕРЖАНИЕ
Аннотация
Содержание
Введение
1 ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
1.1 Характеристика основного продукта
1.2 Характеристика реакционного процесса
1.3 Термодинамический анализ процесса
1.4 Кинетика процесса окисления пропилена
1.5 Методы получения акролеина
2 ОБОСНОВАНИЕ ВЫБОРА ОПТИМАЛЬНЫХ УСЛОВИЙ ПРОЦЕССА СИНТЕЗА
3 МАТЕРИАЛЬНЫЙ БАЛАНС УЗЛА СИНТЕЗА
4 ЭНЕРГЕТИЧЕСКИЙ БАЛАНС УЗЛА СИНТЕЗА
5 РАСЧЕТ ОСНОВНЫХ КОНСТРУКТИВНЫХ РАЗМЕРОВ АППАРАТА И ВЫБОР МАТЕРИАЛОВ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ
Реклама

5.1 Определение объема катализатора
5.2 Выбор конструктивных материалов
6 ТЕПЛОТЕХНИЧЕСКИЙ РАСЧЕТ АППАРАТА
6.1 Расчет поверхности теплообмена
6.2 Расчет толщины изоляции
7 ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ РАЗДЕЛЕНИЯ ПРОДУКТОВ
8 ПРИНЦИПИАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОЦЕССА СИНТЕЗА И ВЫДЕЛЕНИЯ ЦЕЛЕВОГО ПРОДУКТА
8.1 Описание технологической схемы
9 ВЫБОР СРЕДСТВ КОНТРОЛЯ И АВТОМАТИЗАЦИИ
10 РАСЧЕТ ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ
11 ОСНОВНЫЕ СПЕЦИФИЧЕСКИЕ ВРЕДНОСТИ В ПРОИЗВОДСТВЕ И МЕРЫ ЗАЩИТЫ ОТ НИХ
12 ЭКОНОМИКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Заключение
Список использованной литературы
ПРИЛОЖЕНИЕ А. Программа для оптимизации по модели идеального вытеснения
ПРИЛОЖЕНИЕ Б. Результаты оптимизации
ВВЕДЕНИЕ
Практическое значение процессов окисления в промышленности основного органического и нефтехимического синтеза трудно переоценить. Их первостепенную роль обусловили следующие причины:
1) большая ценность соединений получаемых окислением (спиртов, альдегидов, кетонов, карбоновых кислот и их ангидридов, нитрилов и т.д.)
2) широкое многообразие реакций окисления, к которым способны органические вещества, в том числе и углеводороды всех классов.
3) доступность и низкая себестоимость большинства окислителей, среди которых главное место занимает кислород воздуха.
Изложенные причины привели к тому, что окислительные процессы получили большое распространение в органическом синтезе. Для осуществления ряда процессов большое значение приобрело гетерогенно-каталитическое окисление (окисление олефинов по насыщенному атому углерода, прямой синтез этиленоксида).
Методом окисления олефинов по насыщенному атому углерода получают акролеин и акриловую кислоту.
Акролеин – простейший альдегид этиленового ряда. Он может быть использован для разнообразных синтезов, основанных на реакциях присоединения по двойной связи и на реакциях карбонильной группы, а также для диеновых синтезов, характерных для соединений с сопряженными двойными связями.
Акролеин – жидкость с резким раздражающим запахом. Он хорошо растворим в воде и образует с ней азеотропную смесь. При длительном хранении или нагревании легко полимеризуется в циклические или линейные полимеры, что заставляет при его переработке использовать добавки ингибиторов. Акролеин широко применяется для получения акриловой кислоты и эфиров, аллилового спирта, синтетического глицерина и других продуктов, в том числе метионина, являющегося ценной добавкой к корму для птиц.
Реклама

1 ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА
1.1 Характеристика основного продукта
Акролеин (СН2 = СН –– СНО) – простейший ненасыщенный альдегид, обладающий очень хорошей реакционной способностью благодаря наличию двух функциональных групп (альдегидной и двойной связи). Основные характеристики акролеина приведены в таблице 1.1
Таблица 1.1 – Физические характеристики акролеина
| Величина |
Значение |
| Температура плавления, °С |
- 86,95 |
| Температура кипения, °С |
52,69 |
| Плотность при 20°С, кг/м3 |
0,8389 |
| Плотность по отношению к воздуху при 20°С |
0,8402 |
Показатель преломления  |
1,4017 |
| Вязкость при 20°С, сП |
0,393 |
| Критическая температура, К |
510 |
| Критическое давление, кгс/см2 |
51,58 |
| Критический объём, см3/моль |
189 |
Теплоты испарения
кал/г
кал/моль
|
129,5
7260
|
| Теплота образования (газ) при 25°С, ккал/моль |
- 17,79 |
| Энергия образования (газ) при 25°С, ккал/моль |
- 12,86 |
| Теплота сгорания (жидкость) при 25°С, ккал/г |
6,95 |
| Удельная теплоёмкость (жидкость) при 17-44°С, ккал/(г·°С) |
0,511 |
Удельная теплоёмкость (газ) кал/(моль · °С)
при 300
при 500
при 700
|
16,07
22,97
27,86
|
Пределы взрываемости в смеси с воздухом, % (об.)
верхний
нижний
|
31
2,8
|
| Температура воспламенения в закрытом сосуде, °С |
- 25 |
1.2 Характеристика реакционного процесса
Процесс получения акролеина прямым окислением пропилена кислородом воздуха проходит по реакции
k1
 СН2 = СН –– СН3 + О2 CH2 = CH –– COH + H2O (1) СН2 = СН –– СН3 + О2 CH2 = CH –– COH + H2O (1)
r1
Кроме неё протекают побочные реакции:
k2
 С3Н6 + 4,5О2 3CO2 + 3H2O(2) С3Н6 + 4,5О2 3CO2 + 3H2O(2)
r2
k3
 С3Н6 + 3О2 3CO + 3H2O (3) С3Н6 + 3О2 3CO + 3H2O (3)
r3
Все три реакции необратимы и протекают одновременно. Реакция окисления пропилена протекает при температуре 380-420°С и давлении 0,1 МПа. Реакция каталитическая.
В качестве катализатора используется оксиды металлов (Cu, Mo, Bi и многие другие).
Одним из наиболее часто применяемых является катализатор Cu2O на силикагеле или пемзе.
Катализаторы V2O3, WO3, MoO3, и Cr2O3 хотя и давали значительное количество акролеина, но реакция протекала неселективно. Оптимальным количеством катализатора Cu2O, нанесённого на силикагель, является 1,0-1,5 % меди. При более высоких концентрациях на катализаторе присутствовала частично металлическая медь, способствующая образованию СО2. Кроме акролеина образуются оксиды углерода, которые как обычно при гетерогенно-каталитическом окислении, получаются непосредственно из пропилена и из акролеина. Для селективного осуществления процесса необходимо иметь катализаторы, направляющие окисление в сторону преимущественного образования акролеина. Таким катализатором и является Cu2O. На этом катализаторе достигается высокая селективность при малом времени контакта и умеренной температуре. На оксиде меди (I) время контакта составляет 0,2 с при температуре 380-420°С. Состав исходной смеси ограничивается пределами взрывоопасных концентраций (для пропилена 2,8-3,1% (об.)). В нашем случае концентрация попилена составляет менее 2% (об). В качестве газа-окислителя используем технический воздух, который дешевле технического кислорода. Процесс ведется с избытком кислорода. Степень конверсии пропилена меняется в пределах 60-100%, а селективность от 70-100% [1].
1.3 Термодинамический анализ процесса
Цель данного раздела состоит в анализе термодинамической вероятности протекания основной и побочных реакций в заданном интервале температур. Расчёт энергии Гиббса ведём по методу Тёмкина-Шварцмана [2]. Необходимые для расчета энтальпии ( ) и энтропии ( ) и энтропии ( образования, а также коэффициенты (а, в, с
) в уравнениях теплоёмкости определяем из (3) и (4). Расчёт энергии Гиббса ведём при температурах 380°С и 420°С. Необходимые для расчета коэффициенты Тёмкина-Шварцмана определяем по [2]. образования, а также коэффициенты (а, в, с
) в уравнениях теплоёмкости определяем из (3) и (4). Расчёт энергии Гиббса ведём при температурах 380°С и 420°С. Необходимые для расчета коэффициенты Тёмкина-Шварцмана определяем по [2].
Для Т = 653К (380°С) М0 = 0,24 М1 = 0,0967·103 М2 = 0,0406 · 106
Для Т = 693К (420°С) М0 = 0,2735 М1 = 0,1125 · 103 М2 = 0,0484 · 106
Значения  , в, с
приведены в таблице 1.2. , в, с
приведены в таблице 1.2.
Таблица1.2
| Соединения |

кДж/моль
|

Дж/(моль·К)
|
Cp, Дж/(моль·К) |
| a
|
в · 103
|
с · 106
|
| Пропилен |
20,41 |
266,94 |
12,44 |
188,38 |
- 47,60 |
| Кислород |
0 |
205,04 |
31,46 |
3,3 |
- 3,77 |
| Акролеин |
- 80,77 |
287,90 |
31,26 |
150,0 |
- 49,06 |
| Вода |
- 241,81 |
188,72 |
30,0 |
10,71 |
0,33 |
| СО2 |
- 393,51 |
213,66 |
44,14 |
9,04 |
- 8,54 |
| СО |
- 110,53 |
197,55 |
28,41 |
4,10 |
- 0,46 |
определяем термодинамическую вероятность протекания реакции (1):
 СН2 = СН –– СН3 + О2 СН2 = СН –– СНО + Н2О СН2 = СН –– СН3 + О2 СН2 = СН –– СНО + Н2О








Поскольку энергия Гиббса для реакции (1) при температурах 653 и 693К принимает отрицательное значение, то в интервале температур от 653 до 693К реакция (1) термодинамически возможна.
Определяем термодинамическую вероятность протекания реакции (2):
С3Н6 + 4,5О2 3СО2 + 3Н2О





Поскольку энергия Гиббса для реакции (2) при температурах 653 и 693К принимает отрицательное значение, то в интервале температур от 653 до 693К реакция (2) термодинамически возможна.
Определяем термодинамическую вероятность протекания реакции (3):
 С3Н6 + 3О2 3СО + 3Н2О С3Н6 + 3О2 3СО + 3Н2О





Таким образом в интервале температур от 653 до 693К все три реакции термодинамически возможны.
1.4 Кинетика процесса окисления пропилена
Процесс окисления пропилена проходит в присутствии катализатора и является гетерогенно-каталитическим. В качестве катализатора используется оксиды переходных металлов CuO + Cu2O, V2O5, в то время как другие оксиды неселективны или способствуют полному окислению. В нашем проекте используется катализатор CuO на силикагеле. Процесс окисления проходит по окислительно-восстановительному механизму. Он состоит в том, что сорбированный на ионе металла углеводород окисляется кислородом, металл при этом восстанавливается в низшее валентное состояние и затем вновь взаимодействует с кислородом, переходит в первоначальную форму:
2Cu2O + CH2 = CH –– CH3 4Cu + CH2 = CH –– CHO + H2O
4Cu + O2 2Cu2O
Этот механизм подтверждается тем, что ожидаемые продукты могут получаться на катализаторе в отсутствие кислорода, а стадии окисления углеводорода и окисления катализатора можно проводить раздельно.
В механизме гетерогенных реакций окисления важную роль играет адсорбция реагентов на поверхности контакта. На металлах кислород сорбируется очень быстро с последующим более медленным проникновением в приповерхностный слой. Кислород сорбируется на контакте без диссоциации или с диссоциацией молекулы. Причём металл поставляет требуемые электроны и переводит адсорбированный кислород в состояние ион-радикала:
+ Me
Me + O2 Me –– O –– 2Me –– 2Me –– 
Углеводороды сорбируются на металлах сравнительно слабо и обратимо. Прочнее они сорбируются на оксидных катализаторах, причём электроны, необходимые для образования связей, поставляются молекулой олефина, которая переходит в состояние хемосорбированного ион-радикала.
Cu++ + CH2 = CH –– CH3 Cu+–– CH2 –– H –– CH3 H –– CH3
Ион металла при этом восстанавливается в одной из низших валентных форм. В результате совместного действия кислорода, ионы металлов часто находятся в разных валентных состояниях. В слое катализатора в зависимости от состава реакционной смеси и условий реакции устанавливается динамическое равновесие:
  CuCu2OCuO CuCu2OCuO
Из этих трёх форм оксид меди (I) является специфическим, селективно действующим катализатором окисления пропилена в акролеин. Оксид меди (II) оказывает каталитическое действие на реакцию полного окисления пропилена в СО2, а металлическая медь неактивна.
При избытке кислорода по отношению к пропилену концентрация Cu2O в катализаторе может достигать 70%, что положительно сказывается на выходе акролеина.
1.5 Методы получения акролеина
1) из глицерина
H2SO4, 190°C
 СН2(ОН)СН(ОН)СН2ОН CH2 = CHCHO + 2H2O СН2(ОН)СН(ОН)СН2ОН CH2 = CHCHO + 2H2O
2) из диаллилового эфира
515°С
 СН2 = СНСН2 –– О –– СН2СН = СН2 СН2 = СНСНО + СН2 = СНСН3 СН2 = СНСН2 –– О –– СН2СН = СН2 СН2 = СНСНО + СН2 = СНСН3
3) из аллилового спирта
О2, 200°С
СН2 = СНСН2ОН СН2 = СНСНО
4) из тетрагидрофурфурилового спирта

5) из формальдегида и ацетальдегида
300-320 °С, SiO2
 НСНО + СН3СНО СН2 = СНСНО + Н2О + 19,5 ккал НСНО + СН3СНО СН2 = СНСНО + Н2О + 19,5 ккал
6) из пропилена
 СН2 = СНСН3 СН2 = СНСНО + Н2О СН2 = СНСН3 СН2 = СНСНО + Н2О
Применение в промышленности нашли только два последних метода. Однако из-за применения дорогостоящего сырья, серной кислоты и образования сульфата аммония, в настоящее время широко используется только метод прямого окисления пропилена.
2 Обоснование выбора оптимальных условий процесса синтеза
Кинетические уравнения, полученные при исследовании конкурентного химического процесса используют для выбора оптимальных условий его реализации, то есть выбора типа реакторов, температуры, начальных концентраций и мольного соотношения реагентов, степени конверсии и т.д. Обычно руководствуются двумя главными показателями: удельной производительностью реактора и селективностью процесса. Однако ни один из них отдельно не может служить критерием для окончательного выбора одного варианта проведения процесса. Таковыми являются ещё и экономические показатели, а именно минимум себестоимости продукта, максимум прибыли при его производстве или минимум удельных приведенных затрат. Но оптимизация по последним критериям представляет сложную задачу, поэтому определять оптимальный режим синтеза акролеина будем с точки зрения интегральной селективности целевого продукта по исходному ключевому реагенту  и максимальной удельной производитель-ности и максимальной удельной производитель-ности  . При выборе реактора предпочтения отдаём реактору идеального вытеснения, т.к. он обладает большей производительностью, чем реактор полного смешения. Кроме того в реакторах идеального вытеснения достигается более высокая степень конверсии. . При выборе реактора предпочтения отдаём реактору идеального вытеснения, т.к. он обладает большей производительностью, чем реактор полного смешения. Кроме того в реакторах идеального вытеснения достигается более высокая степень конверсии.
2.1 Связь селективности с кинетикой
Процесс окисления пропилена в акролеин представляет собой систему параллельных реакций:
СН2 = СН –– СН3 + О2  СН2 = СН ––СНО + Н2О (1) СН2 = СН ––СНО + Н2О (1)
А + Y B + D
C3H6 + 4,5O2  3CO2 + 3H2O (2) 3CO2 + 3H2O (2)
A + Y C + D
C3H6 + 3O2  3CO + 3H2O (3) 3CO + 3H2O (3)
A + Y E + D E + D
Для облегчения расчетов выпишем значения следующих величин: скорости реакций, константы скорости:
где 
Пропилен образует с воздухом взрывоопасные смеси, поэтому применяют начальную концентрацию пропилена в воздухе меньше нижнего предела взрываемости  =1,9% (мол). =1,9% (мол).
Дифференциальная селективность для реактора полного смешения

 - дифференциальная селективность. - дифференциальная селективность.

Т.к. получение акролеина является газофазным процессом, то коэффициент изменения объёма зависит от начального и конечного числа молей смеси:

где 
Концентрации компонентов, участвующих в реакциях с учётом коэффициента изменения объёма:




Подставим  и и  в уравнение (*): в уравнение (*):






где
Подставляем значения CA, CY, CD в уравнение (1):

Интегральная селективность для реактора идеального вытеснения:
2.2 Определение удельной производительности реактора
Для определения удельной производительности реактора записываем уравнение скорости превращения реагента А (пропилена).

где 
В результате получим:



Удельная производительность РИВ:
 где t
РИВ
– время пребывания в реакторе идеального вытеснения, с. где t
РИВ
– время пребывания в реакторе идеального вытеснения, с.
Мольную концентрацию  рассчитываем из уравнения состояния идеального газа: рассчитываем из уравнения состояния идеального газа:
 , ,
где:
Р –
общее давление;
ХА
– мольная доля компонента А;
Т –
температура, К;
R
–
универсальная газовая постоянная
Пропилен образует с воздухом взрывоопасные смеси. Верхний предел взрываемости – 31% об.,
нижний – 2,8 % об., поэтому применяют начальную концентрацию пропилена в воздухе меньше нижнего предела взрываемости =1,9% (мол).
Для этого берём 1,9 объёма пропилена и добавляем к нему 98,1 объёма воздуха (всего 100%).
Состав воздуха, %(мол.): N2 – 79; O2 – 21, тогда в добавленном воздухе кислорода:
 азота: азота: 
Следовательно, в начальной газовоздушной смеси содержится:
С3Н6 – 1.9%; О2 – 20.6%; N2 – 77.5%.
Т.к. энергия активации основной реакции меньше, чем побочных, селективность будет увеличиваться с уменьшением температуры. Поэтому принимаем температуру 653К. определяем исходные концентрации пропилена и кислорода.
 
Определим мольное соотношение β = 
На основании приведённых уравнений проводим оптимизацию процесса окисления пропилена с использованием модели идеального вытеснения. В ходе расчёта варьируем степень превращения пропилена, температуру проведения процесса. Оптимизацию проводим с использованием программы QBasic. Текст программы оптимизации представлен в приложении А, результаты оптимизации представлены в приложении Б. По полученным данным строим графики зависимости:
- интегральной селективности от температуры (рис. 2.1);
- удельной производительности от степени превращения (рис. 2.2);
- селективности от степени превращения (рис. 2.3)
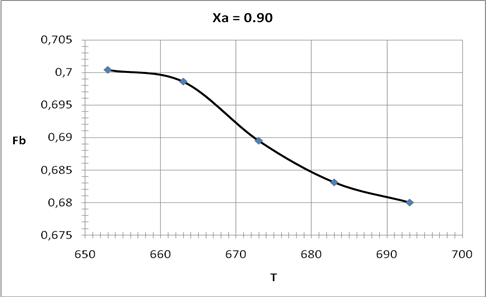
Рис. 2.1 Зависимость интегральной селективности от температуры
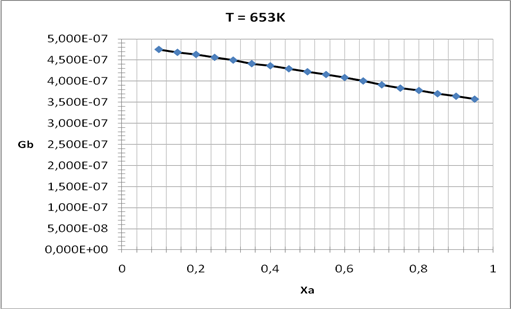
Рис. 2.2 Зависимость удельной производительности от степени превращения

Рис. 2.3 Зависимость селективности от степени превращения
На основании полученных данных оптимальными условиями процесса окисления пропилена в акролеин являются:
Температура Т = 653К
Мольное соотношение реагентов β = 10,860
Интегральная селективность 
Удельная производительность GB
= 3.640·10-7
Степень превращения ХА
= 0,90
Время пребывания τ = 4,4 с
3 Материальный баланс узла синтеза акролеина на 1 тонну продукта
Исходные данные для расчета:
- содержание акролеина в готовом продукте 99,5%
- пропилен содержит 1,5% примесей
- потери акролеина по всем стадиям 8,0%
- производительность установки 28000 тонн в год по товарному продукту.
В ходе синтеза протекают следующие реакции:
k1
СН2 = СН –– СН3 + О2 CH2 = CH –– COH + H2O (1)
r1
Побочно протекают следующие реакции:
k2
С3Н6 + 4,5О2 3CO2 + 3H2O(2)
r2
k3
С3Н6 + 3О2 3CO + 3H2O (3)
r3
Процесс проводим в оптимальных условиях:
Температура Т=653 К
Мольное соотношение реагентов 
Интегральная селективность 


Удельная производительность GВ=3,640*10-7
Степень превращения 
Время пребывания 
Расчет ведем на 1 тонну товарного продукта.
Масса чистого акролеина в готовом продукте:
Масса чистого акролеина с учетом потерь по всем стадиям:
Масса потерь акролеина:

Масса пропилена, пошедшего на 1 реакцию:
Масса прореагировавшего пропилена:
Масса пропилена, поступившего в реактор:
Масса пропилена, прореагировавшего по 2 реакции:

Масса пропилена, прореагировавшего по 3 реакции:

Масса непрореагировавшего пропилена:

Масса примесей в пропилене:
Масса технического пропилена:

Масса получаемого СО2 по второй реакции:
Масса получаемого СО по третьей реакции:

Масса получаемой воды по трём реакциям:

Число молей пропилена на входе в реактор:
Число молей кислорода на входе в реактор:

Масса кислорода, подаваемого в реактор:

Количество воздуха, подаваемого в реактор:
Количество азота, подаваемого в реактор:

Масса азота, подаваемого в реактор:

Масса воздуха, подаваемого в реактор:
10588,128 + 34852,588 = 45440,716
Масса кислорода, пошедшего на первую реакцию:
Масса кислорода, пошедшего на вторую реакцию:

Масса кислорода, пошедшего на третью стадию:
Всего потребуется кислорода по реакциям:

Масса непрореагировавшего кислорода:

Проведем пересчет массовой производительности на часовую. Календарное время (за год) 365 дней, принимаем время остановки производства 30 дней, тогда коэффициент пересчета:
Таблица – Материальный баланс узла синтеза акролеина
| Приход |
Расход |
| наименование |
 |
 |
% масс |
наименование |
|
|
% масс |
1.Пропилен (техн)
1.1 Пропилен
1.2 Примеси
2. Воздух
2.1 Кислород
2.2 Азот
|
1306,386
1286,791
19,595
45440,716
10588,128
34852,588
|
4548,836
4480,606
68,229
158224,573
36867,861
121356,711
|
2,79
2,75
0,04
97,21
22,60
74,61
|
1.Реакционная смесь
1.1 Акролеин
1.2 СО2
1.3 СО
1.4 Вода
1.5 Кислород
1.6 Азот
1.7 Пропилен
1.8 Примеси
|
1081,522
777,454
199,194
793,734
8894,333
34852,588
128,679
19,598
|
3765,877
2707,094
693,593
2763,781
30970,067
121356,711
448,446
68,240
|
2,314
1,664
0,426
1,697
19,024
74,557
0,276
0,042
|
| Итого: |
46747,102 |
162773,409 |
100 |
Итого: |
46747,102 |
162773,409 |
100 |
4 Энергетический баланс узла синтеза акролеина
Энергетический баланс любого аппарата может быть представлен в виде уравнения, связывающего приход и расход энергии процесса (аппарата). Этот баланс составляется на основе закона сохранения, в соответствии с которым в замкнутой системе сумма всех видов энергии постоянна. Обычно для химико-технологических процессов составляется тепловой баланс.
Уравнение этого баланса:
 [Вт] [Вт]
Применительно к тепловому балансу закон сохранения энергии формулируется следующим образом: приход теплоты в данном аппарате должен быть равен расходу теплоты в том же аппарате.
Схема тепловых потоков реактора синтеза акролеина:
Q2
  Q1 Q4 Q1 Q4
Q5 Q3
Q3 Q5
Рис. 4.1 – Схема распределения тепловых потоков в реакторе
 - тепло, пришедшее с газово-воздушной смесью - тепло, пришедшее с газово-воздушной смесью
 - тепло химических реакций - тепло химических реакций
 - тепло, отводимое в теплообменном аппарате - тепло, отводимое в теплообменном аппарате
 - тепло, уходящее с реакционной массой - тепло, уходящее с реакционной массой
 - потери тепла в окружающую среду. - потери тепла в окружающую среду.
Теплота химической реакции может быть найдена следующим образом:

Где  - энтальпия химической реакции в стандартных условиях при температуре синтеза. - энтальпия химической реакции в стандартных условиях при температуре синтеза.
Определим суммарное тепло химических реакций:

Определяем тепловой эффект реакции при 3800С по формуле Кирхгофа:
После подстановки и интегрирования:
 Для первой реакции: Для первой реакции:

Для второй реакции:

Для третьей реакции:


Где  – количество прореагировавшего пропилена в моль/ч. – количество прореагировавшего пропилена в моль/ч.
Количество тепла, проходящего с газово-воздушной смесью, определяем по формуле:

Где  - массовый расход смеси, кг/ч или кмоль/ч - массовый расход смеси, кг/ч или кмоль/ч
 - теплоемкость смеси, кДж/(кг · К) или кДж/(кмоль · К) - теплоемкость смеси, кДж/(кг · К) или кДж/(кмоль · К)
 - температура смеси. - температура смеси.
Изобарные теплоемкости веществ найдем по следующей формуле:

Теплоемкость смеси равна:

Так как теплоемкость смеси представляет собой удельную мольную теплоемкость, то расход необходимо перевести в мольный.
Для этого определим среднюю мольную массу смеси  : :

Тогда 

Тепло, уходящее с реакционной смесью:
Определяем потери тепла в окружающую среду. Примем, что потери составили 5% от количества тепла, поступившего в реактор:

Таким образом, чтобы соблюдалось условие теплового баланса, необходимо отводить часть тепла из системы:

Таблица 4.1 – Энергетический баланс реактора синтеза акролеина
| Приход |
Расход |
| Наименование |
кВт |
Наименование |
кВт |
1.тепло, пришедшее с газо-воздушной смесью,
2.суммарное тепло химических реакций, 
|
19231,2
19805,6
|
1.тепло, уходящее с реакционной смесью, 
2.потери тепла в окружающую среду,
3.тепло отводимое,
|
19243,4
1951,8
17841,6
|
| Итого: |
39036,8 |
Итого: |
39036,8 |
5 Расчет основных конструктивных размеров аппарата и выбор материала для его изготовления
Для обеспечения гидродинамического режим, близкого к идеальному вытеснению, надо использовать трубчатый реактор со стационарным слоем катализатора, находящимся в трубках и охлаждаемым через межтрубное пространство хладагентом. Трубы имеют диаметр 25 мм, что способствует отводу тепла и установлению более равномерной температуры по диаметру. Таким образом, для выбора реактора (аппарат кожухотрубного типа) необходимо найти объем реактора и поверхность теплообмена.
5.1 Определение объема катализатора (реактора)
Объем катализатора Vкат, необходимый для обеспечения заданной степени превращения, определяют по формуле:

где  - коэффициент запаса, принимаемый для компенсации снижения активности катализатора из-за отравления и механических потерь. Принимаем - коэффициент запаса, принимаемый для компенсации снижения активности катализатора из-за отравления и механических потерь. Принимаем 
 - расход газовой смеси, м3/с - расход газовой смеси, м3/с
 - фиктивное время пребывания, с - фиктивное время пребывания, с
Объемный расход пропилена:

Тогда объемный расход реакционной смеси:
0,019 – мольная доля пропилена в смеси:
Фиктивное время τф находим из соотношения τи = τф / ε; τф = τи · ε
где τи – истинное время пребывания; ε – порозность слоя катализатора.
ε = 1,2
τф = 4,4 · 1,2 = 5,28 с
Принимая коэффициент запаса равным 3,0 получим:

Объем реактора можно определить из следующего соотношения:

Где  - коэффициент заполнения реакционной зоны катализатора. - коэффициент заполнения реакционной зоны катализатора.
Принимая  получим, что объем реактора равен: получим, что объем реактора равен:
5.2 Выбор конструкционных материалов
При выборе конструкционных материалов руководствуются скорость коррозии или проницаемостью П (мм/год).
Для пропилена и акролеина П<0,1мм/год, поэтому рекомендуют следующие стали: 15Х25Т, 15Х2В, 1217, 08Х17Т, 12Х23Н18, 12Х18Н10Т.
Так как в реакционной смеси присутствует оксид углерода, то возможно образование карбонила железа:

Наиболее стойкие в среде СО стали, содержащие 18 и более процентов хрома (12Х18Н10Т, 12Х23Н18, 15Х25Т). Но при Т>2500С скорость карбонильной коррозии незначительна (ввиду разложения СО). Поэтому выбираем сталь 12Х18Н10Т.
6 Теплотехнический расчет
Цель теплотехнического расчета – определение поверхности теплообмена и необходимой толщины изоляции. Но прежде всего выбирают хладагент и катализатор и определяют их характеристики.
В качестве хладагента используем высокотемпературный ионный теплоноситель – тетра-м-крезоксисилан (ТСК) -  . ТСК – жидкость светло-коричневого цвета, взрывоопасен при t<400С, чрезвычайно текуч, не ядовит. В жидком состоянии ТСК подвержен гидролизу, вследствие чего его применяют в герметичной аппаратуре. ТСК имеет следующие характеристики: . ТСК – жидкость светло-коричневого цвета, взрывоопасен при t<400С, чрезвычайно текуч, не ядовит. В жидком состоянии ТСК подвержен гидролизу, вследствие чего его применяют в герметичной аппаратуре. ТСК имеет следующие характеристики:

В качестве катализатора используем оксид меди CuO на силикагеле, содержащий в качестве промотера селен.
Внешний вид – таблетки голубоватого цвета.
Диаметр таблеток 2-4 мм
Насыпная плотность 800 кг/м3
Удельная поверхность 
Коэффициент теплопроводности 
6.1 Расчет поверхности теплообмена
Поверхность теплообмена можно найти из уравнения теплопередачи:

Где  - коэффициент теплопередачи, Вт/(м2К) - коэффициент теплопередачи, Вт/(м2К)
F – поверхность теплообмена, м2
 - средний температурный напор, К или 0С. - средний температурный напор, К или 0С.
Тогда 
Определим средний температурный напор:
Где  - большая и меньшая разность температур. - большая и меньшая разность температур.
Принимаем начальную температуру хладагента 500С, а конечную 2000С. Температура смеси постоянна и равна 3800С.
Тогда получим:
Определим коэффициент теплопередачи:
Где  - коэффициент теплоотдачи от газа к стенке - коэффициент теплоотдачи от газа к стенке
 - коэффициент теплоотдачи от стенки к хладагенту - коэффициент теплоотдачи от стенки к хладагенту
 - сумма термических сопротивлений стенки - сумма термических сопротивлений стенки
Где  – коэффициент теплопроводности для легированных сталей – коэффициент теплопроводности для легированных сталей
 – для органических соединений – для органических соединений
В результате получим:

Для определения коэффициента теплоотдачи воспользуемся критериальными уравнениями:

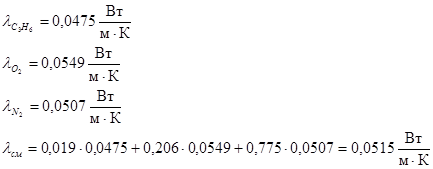
Где  - критерий Нуссельта - критерий Нуссельта
 - коэффициент теплопроводности смеси - коэффициент теплопроводности смеси
 - внутренний диаметр трубы - внутренний диаметр трубы
Где  - объемная доля компонента. - объемная доля компонента.
Найдем число Прандтля:

Где  - динамический коэффициент вязкости - динамический коэффициент вязкости
 - теплоемкость смеси - теплоемкость смеси
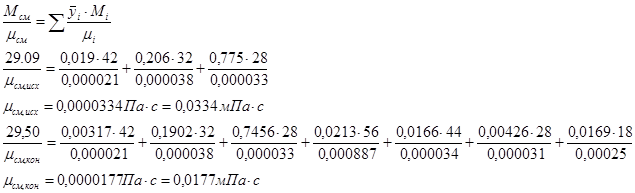
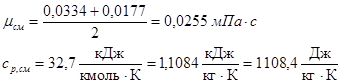
Средняя вязкость реакционной массы в реакторе:
Тогда получим: 
Найдем критерий Рейнольдса:
Где  - скорость газов смеси в реакторе - скорость газов смеси в реакторе
 - эквивалентный диаметр - эквивалентный диаметр
 - плотность смеси - плотность смеси
Средняя плотность:
Где n – число труб
ε – порозность слоя катализатора
Где  - удельная поверхность катализатора, - удельная поверхность катализатора,
Тогда критерий Рейнольдса:
 , т.е. режим движения смеси ламинарный. , т.е. режим движения смеси ламинарный.
Для ламинарного режима:

В результате коэффициент теплоотдачи:
Коэффициент теплоотдачи  : :
Критерий Прандтля:
Критерий Рейнольдса:
Где  – объемный расход хладагента – объемный расход хладагента
 – площадь проходного сечения в вырезе перегородки – площадь проходного сечения в вырезе перегородки
 - для одноходового теплообменника с числом труб n = 1125. - для одноходового теплообменника с числом труб n = 1125.
Объемный расход ТСК:
 , т.е. режим ламинарный , т.е. режим ламинарный

Тогда коэффициент теплоотдачи:

Коэффициент теплопередачи:
Поверхность теплообмена: 
В результате выбираем аппарат кожухотрубного типа с поверхностью теплообмена 750 м2, длиной труб 9 м, число труб 1125, диаметром кожуха 1200 мм, объемом трубного пространства 3,51 м3.
6.2 Расчет толщины изоляции
Принимаем температуру окружающего воздуха 200С, в качестве изоляции используем шлаковую вату ( ). По санитарным нормам температура наружной поверхности аппарата не должна превышать 400С. ). По санитарным нормам температура наружной поверхности аппарата не должна превышать 400С.
Суммарный коэффициент теплоотдачи излучением и конвекцией можно приближенно найти по формуле:

Величина удельного теплового потока:

Одновременно:
где

Тогда:

Т.е. необходима изоляция толщиной 55мм.
7 Физико-химические основы разделения
Полученная на стадии синтеза реакционная смесь представляет собой смесь газообразных исходных компонентов (пропилен, кислород, азот) и продуктов реакции (акролеина, СО2, Н2О, СО, ацетальдегида). Разработка схемы разделения продуктов синтеза должна проводиться с учетом физико-химических свойств компонентов.
Из всех компонентов реакционной смеси только акролеин, ацетальдегид и вода в обычных условиях являются жидкими и при этом хорошо растворяются в воде. Поэтому на первой стадии разделения реакционная смесь подается в абсорбер А1, орошаемый водой. В абсорбере от реакционной смеси отделяется акролеин, ацетальдегид и вода, которые в виде раствора в воде отводятся с низа абсорбера А1. Сверху абсорбера отбирается газовая часть реакционной смеси: пропилен, кислород, СО2, СО, N2. Т.к. жидкие продукты окисления имеют различные температуры кипения (вода – 100°С, акролеин – 52,69°С, ацетальдегид – 20,6°С), то их легко разделить с помощью ректификации. Поэтому сначала реакционная смесь поступает на первую ректификационную колонну РК1, где происходит отделение воды от акролеина и ацетальдегида. Вода стекает с низа колонны РК1 и поступает на орошение в абсорбер А1. С верха колонны РК1 отбирается смесь акролеин-ацетальдегид. Для разделения акролеина и ацетальдегида смесь направляется на вторую ректификационную колонну РК2. С верха колонны отбирается ацетальдегид, собирается в емкость Е2 и по мере накопления отправляется потребителю. С низа колонны РК2 отбирается акролеин-сырец, который поступает на окончательную ректификацию в колонну РК3. С верха колонны отбирается товарный акролеин с содержанием 99,5 % основного вещества, который собирается в емкости Е3 и затем отгружается потребителю. С низа колонны РК3 стекает кубовый остаток, который накапливается в емкости Е4 и затем направляется в цех обезвреживания отходов.
Т.к. в реакционной смеси содержится всего около 0,3% пропилена, то на рециркуляцию реакционную смесь направлять нецелесообразно. Реакционную смесь можно использовать в процессе обезвреживания органических отходов производства – как жидких, так и газообразных. Предварительно из реакционной смеси отделяем СО2 и затем реакционные газы направляем в цех обезвреживания отходов. Отделение СО2 от реакционной смеси производим с помощью поташа (К2СО3). Процесс основан на том, что карбонат калия взаимодействует с СО2 и Н2О с образованием гидрокарбоната калия:
К2СО3 + СО2 + Н2О → 2КНСО3
При нагревании гидрокарбонат калия разлагается с выделением СО2 (этот процесс лежит в основе десорбции). Поэтому реакционную смесь газов направляем в абсорбер А2, орошаемый поташом. С верха абсорбера отбирается реакционная смесь, очищенная от СО2. Снизу абсорбера отбирается гидрокарбонат калия, который направляется в десорбер, где происходит десорбция. С верха десорбера отбирается СО2, а снизу десорбера – регенерированный поташ, который снова направляется на орошение абсорбера А2.
8 Принципиальная технологическая схема процесса синтеза и выделения целевого продукта
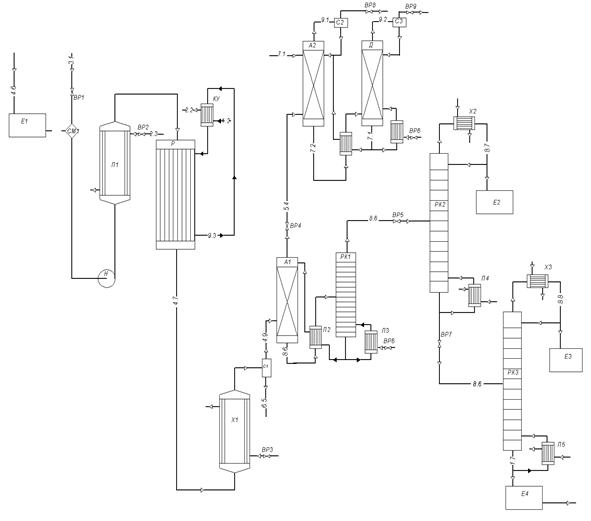
Рис. 8.1 – Принципиальная технологическая схема
8.1 Описание технологической схемы
Пропилен из ёмкости Е1 смешивается с воздухом в смесителе 1 СМ1 и газодувкой Н-1 подаётся в подогреватель П1, в котором реакционная смесь подогревается до 380°С греющим паром. Из подогревателя П1 реакционная смесь поступает в реактор Р, где на катализаторе происходит окисление пропилена в акролеин. Выделяющееся тепло реакции снимается циркулирующим высокотемпературным теплоносителем (кремнийорганическая жидкость тетра-м-крезоксисилан [ТСК]). ТСК циркулирует через котёл-утилизатор КУ, в котором используется для выработки пара. После реактора реакционная смесь поступает в холодильник Х1, охлаждаемый водой. Для отделения акролеина от реакционной смеси смесь подаётся в абсорбер А1, орошаемый водой. Акролеин хорошо растворяется в воде. Водный раствор акролеина, выходящий с нижней части абсорбера А1, направляется на предварительную ректификацию в ректификационную колонну РК1. Выходящие с верха абсорбера А1 реакционные газы, содержащие непрореагировавший пропилен, кислород, а также оксид и диоксид углерода, азот, направляются на дальнейшую очистку в абсорбер А2. В ректификационной колонне РК1 акролеин и другие продукты окисления отделяются от промывной воды. Вода, вытекающая из низа ректификационной колонны РК1, направляется на орошение абсорбера А1. Акролеин и другие продукты окисления отводятся сверху ректификационной колонны РК1 и направляются на ректификацию в ректификационную колонну РК2, где происходит отделение от акролеина побочных продуктов окисления (ацетальдегид). Сверху колонны РК2 отбирается ацетальдегид, собирается в ёмкость Е2 и затем отгружается потребителям. С низа колонны РК2 отбирается акролеин-сырец, который направляется на окончательную ректификацию в ректификационную колонну РК3. С верха колонны РК3 отбирается товарный акролеин, который собирается в ёмкости Е3 и по мере накопления отгружается потребителю. С низа колонны РК3 отбирается кубовые остатки, которые собираются в ёмкости Е4 и затем направляются на обезвреживание. В абсорбере А2 реакционные газы, поступающие из абсорбера А1, очищаются от СО2. Для этого в верх абсорбера подаётся поташ. Поташ вступает в реакцию с СО2 с образованием гидрокарбоната калия:
К2СО3 + СО2 + Н2О → 2КНСО3
Очищенные от СО2 реакционные газы с верха абсорбера А2 направляются в цех обезвреживания отходов, где используются при сжигании органосодержащих промстоков. С низа колонны отбирается гидрокарбонат калия, который поступает в десорбер Д, где из него выделяется СО2. Выделившийся в десорбере СО2 направляется в цех получения углекислоты. Стекающий с низа десорбера гидрокарбонат калия снова направляется на орошение абсорбера А2.
9 Выбор средств контроля и автоматизации
Для управления параметрами процесса существуют средства контроля и автоматизации. Для поддержания оптимального технологического режима необходимо контролировать и регулировать такие параметры как температура смеси, расход смеси и её давление в аппаратах.
Сначала проводим аналитический контроль производства. Данные по этому контролю приводим в таблице 9.1.
Таблица 9.1 – Аналитический контроль процесса
№
п/п
|
Место отбора проб |
Контролируемый параметр |
Нормы показаний |
Метод контроля |
| 1 |
Трубопровод |
Соотношение расходов |
 β=10,860 β=10,860 |
Показания, регистрация, регулирование |
| 2 |
Трубопровод |
Расход исходной смеси |
Показания, регистрация |
| 3 |
Трубопровод |
Температура |
3800С |
Показания, регистрация, регулирование |
| 4 |
Трубопровод |
Температура |
3800С |
Показания, регистрация |
| 5 |
Трубопровод |
Расход |
Показания, регистрация |
| 6 |
Трубопровод |
Температура |
900С |
Показания, регистрация, регулирование |
| 7 |
Трубопровод |
Концентрация |
- |
Регистрация, регулирование |
| 8 |
Трубопровод |
Расход |
- |
Регистрация, регулирование |
| 9 |
Рект. колонна |
Температура |
900С |
Показания, регистрация, регулирование |
| 10 |
Рект. колонна |
Давление |
0,1МПа |
Показания, регистрация |
КИП и средства автоматизации представлены на технологической схеме. Данные о них представлены в таблице 9.2.
Таблица 9.2 – КИП и средства автоматического регулирования процесса
| Поз. |
Измеряемый
(регулируемый)
параметр
|
Место
установки
|
Наименование
прибора
|
Тип
|
Номинальное
значение
параметров
|
Кол-во |
| 1-1 |
Соотношение расходов |
Трубопровод |
Диафрагма камерная |
ДК-16-50 |
0-25000 м3/ч |
2 |
| 1-2 |
По месту |
Дифманометр |
Метран-43 ДД |
0-35000 м3/ч |
2 |
| 1-3 |
На щите |
Прибор для измерения соотношения расходов регистрирующий, регулирующий |
ДИСК - 250 |
Время 1 оборота 15 мин ±0,5% |
1 |
| 1-4 |
По месту |
Преобразователь электропневматический |
ЭПП-М |
Кл.т. 1,2 |
1 |
| 1-5 |
На трубопроводе |
Вентиль регулирующий с мембранным исполнительным механизмом |
25437нж |
Ду=15÷300мм±8% |
1 |
| 2-1 |
Расход |
Трубопровод |
Диафрагма камерная |
ДК 16-50 |
0-25000 м3/ч |
1 |
| 2-2 |
По месту |
Дифманометр |
Метран-43 ДД |
0-35000 м3/ч |
1 |
| 2-3 |
На щите |
Вторичный показывающий регистрирующий прибор |
ДИСК- 250 |
- |
1 |
| 3-1 |
Температура |
Трубопровод |
Термометр сопротивления платиновый |
ТСП-100П |
0-4000С
±0,25%
Кл.т 1,2
|
1 |
| 3-2 |
На щите |
Вторичный, показывающий, регистрационный прибор, регистрирующий |
ДИСК-250
|
0-4000С
±0,25%
|
1 |
| 3-3 |
По месту |
Преобразователь электропневматический |
ЭПП-М |
Кл.т 1,2 |
1 |
| 3-4 |
Трубопровод |
Клапан регулирующий с мембранным исполнительным механизмом |
25437нм |
Ду=15÷300мм±8% |
1 |
| 4-1 |
Температура |
Трубопровод |
Термометр сопротивления платиновый |
ТСП-100П |
0-4000С
±0,25%
Кл.т 1,2
|
1 |
| 4-2 |
На щите |
Вторичный показывающий регистрирующий прибор |
ДИСК-250
|
1 |
| 5-1 |
Расход |
Трубопровод |
Диафрагма камерная |
ДК 16-50 |
0-25000 м3/ч |
1 |
| 5-2 |
По месту |
Дифманометр |
Метран-43 ДД |
0-35000 м3/ч |
1 |
| 5-3 |
На щите |
Вторичный показывающий регистрирующий прибор |
ДИСК - 250 |
- |
1 |
| 6-1 |
Температура |
Трубопровод |
Термометр сопротивления платиновый |
ТСП-100П |
0-4000С
±0,25%
Кл.т 1,2
|
1 |
| 6-2 |
На щите |
Вторичный, показывающий, регистрационный прибор, регистрирующий |
ДИСК-250
|
0-4000С
±0,25%
|
1 |
| 6-3 |
По месту |
Преобразователь электропневматический |
ЭПП-М |
Кл.т 1,2 |
1 |
| 6-4 |
Трубопровод |
Клапан регулирующий с мембранным исполнительным механизмом |
25437нм |
Ду=15÷300мм±8% |
1 |
| 7-1 |
Концентра-ция СО2 |
Трубопровод |
Газоотборное устройство |
ГЗ-34 |
- |
1 |
| 7-2 |
По месту |
Нагнетатель универсальный пневматический |
УПИ-1 |
- |
1 |
| 7-3 |
На щите |
Оптико-акцетический газоанализатор по СО |
ГИП-10
МБ-1 со вторичным прибором КСП-2
|
- |
1 |
| 7-4 |
На щите |
Электрическое регулирующие устройство |
БРЭ-1 |
- |
1 |
| 7-5 |
Трубопровод |
Электрический исполнительный механизм с регулирующим клапаном |
МЭП 10001
63-10
25-6-48
|
- |
1 |
| 8-1 |
Расход |
Трубопровод |
Диафрагма камерная |
ДК 16-50 |
0-25000 м3/ч |
1 |
| 8-2 |
По месту |
Дифманометр |
Метран-43 ДД |
0-35000 м3/ч |
1 |
| 8-3 |
На щите |
Вторичный показывающий регистрирующий прибор |
ДИСК - 250 |
- |
1 |
| 9-1 |
Температура |
Трубопровод |
Термометр сопротивления платиновый |
ТСП-100П |
0-4000С
±0,25%
Кл.т 1,2
|
1 |
| 9-2 |
На щите |
Вторичный, показывающий, регистрационный прибор, регистрирующий |
ДИСК-250
|
0-4000С
±0,25%
|
1 |
| 9-3 |
По месту |
Преобразователь электропневматический |
ЭПП-М |
Кл.т 1,2 |
1 |
| 9-4 |
Трубопровод |
Клапан регулирующий с мембранным исполнительным механизмом |
25437нм |
Ду=15÷300мм±8% |
1 |
| 10-1 |
Давление |
Трубопровод |
Преобразователь давления с пневматическим выходным каналом |
13 ДН 30 |
0,1 МПа |
1 |
| 10-2 |
На щите |
Вторичные саморегулирующий прибор |
РПВ - 420 |
- |
1 |
10 Расчёт вспомогательного оборудования
1) Подбор холодильника реакционных газов после реактора.
Подбор теплообменной аппаратуры проводится по основному уравнению теплопередачи:

где Q – тепловая нагрузка на теплообменный аппарат, Вт
Кор
– ориентировочное значение коэффициента теплопередачи, Вт/(м2 · К)
 – средняя движущая сила процесса теплообмена, °С – средняя движущая сила процесса теплообмена, °С
Согласно п.3.9, тепловая нагрузка на холодильник составляет:
Qx = 19243,4 кВт; Кор =
60 Вт/(м2 · К)
Среднюю движущую силу определяем из температурных схем движения теплоносителей:
380 
50 
 °С °С

Подставив полученные значения в уравнение теплопередачи, получим:

Согласно ГОСТ 15518-78 выбираем теплообменник марки ТК с F = 2800 м2, D = 1800 мм, L = 9 м, dнар = 25 * 2 мм, n = 3670
2) Подбор вентилятора для подачи газовой смеси в реактор
Подбор вентилятора сводится к определению мощности двигателя вентиляционной установки. Мощность N (кВт), расходуемая вентиляционной установкой, определяется по формуле:

где Q – подача вентилятора, м3/с
 Р – давление, создаваемое вентилятором, Па Р – давление, создаваемое вентилятором, Па
η – общий КПД установки
η = ηв · ηп · ηдв
ηв – КПД вентилятора, ηв = 0,8
ηп – КПД передачи, ηп = 0,98
ηдв – КПД двигателя, ηдв = 0,96
η = 0,8 · 0,98· 0,96 = 0,75
Q = 0,0847 м3/с – объёмный расход исходной реакционной смеси,
Р = 0,1 МПа

Установочная мощность электродвигателя определяют по формуле:

где  – коэффициент запаса мощности, принимаемый по таблице 4.1. – коэффициент запаса мощности, принимаемый по таблице 4.1. 

По таблице 4.2. выбираем вентилятор Ц-4-68 с N = 15 кВт и Q = 400 м3/ч.
11 Основные специфические вредности в производстве и меры защиты от них
Производство акролеина является взрывоопасным и токсичным. Основными факторами, определяющими степень пожарной опасности химических производств, являются температура вспышки и предел взрываемости газообразных применяемых веществ.
Пределы взрываемости пропилена: 2% об. (нижний) и 11,1% об (верхний); акролеина: 2,8% об (нижний) и 31% об (верхний). Так как нижние пределы этих веществ меньше 10% об, то по степени пожароопасности производство относится к категории А, поэтому помещение цеха должно находиться в одноэтажном здании. Кроме того, пропилен, акролеин, оксид и диоксид углерода являются токсичными веществами.
Акролеин сильно раздражает слизистые оболочки, обладает слабым наркотическим действием. При вдыхании небольших концентраций – жжение в глазах, слезотечение, отек век, кашель и т.д. При больших концентрациях факторы проявляются сильнее, кроме того появляются легкое головокружение, боли в животе, тошнота. В тяжелых случаях – замедление пульса, похолодание конечностей, приглушенные тоны сердца. Вдыхание акролеина 0,35мг/л в течение 10 мин для человека смертельно, пороговая концентрация по рефлекторному действию 0,00005мг/л. ПДК=2,0мг/л. Запах пропилена ощутим при 0,0173-0,024мг/л. Концентрация 15% вызывает потерю сознания через 30 мин, 24% – через 3 мин, 35-40% – через 20 сек. Действует как сильный наркотик, поражает печень, нарушает кровообращение, возникают приступы головной боли, потемнение в глазах. Действует на кожу мало выражено. ПДК 50мг/л.
Угарный газ (СО) – вытесняет кислород оксигемоглобина, нарушает тканевое дыхание, влияет на деятельность печени, сердца, мозга. Влияет на углеводный обмен, повышает уровень сахара. При вдыхании небольших концентраций (до 1мг/л) – тяжесть и сдавливание головы, головокружение, шум в ушах и т.д. Больше всего от отравления страдает ЦНС. ПДК – 20мг/м3.
Углекислый газ – наркотик, раздражает кожу и слизистые ,изменяет функцию дыхания и кровообращения, вызывает головную боль и учащение сердцебиения, повышение кровяного давления. ПДК в воздухе рабочей зоны не установлено (в США 9000мг/м3).
Во избежание отравления необходимо соблюдать меры безопасности:
- Борьба с выделением паров акролеина;
- Удаление их с места образования;
- Надлежащая вентиляция;
- Использование изолирующих противогазов марки А;
- Герметизация оборудования;
- Использование автоматических приборов и сигнализирующих устройств на случай опасности;
- Обязательный медосмотр 1 раз в год;
- В качестве профилактики приметь витамины комплекса В.
Ещё желательно исключить попадание этих веществ в окружающую среду. Для этого из отходящих газов вначале рекуперируют ценные вещества, то есть нужно создать малоотходные технологии, которые исключат попадание вредных веществ в окружающую среду в количествах выше санитарных норм. Так же нужно дополнить технологию системой замкнутого водооборота, при которой технологические и сточные воды после соответствующей обработки и очистки вновь возвращают в производство. Несмотря на дополнительные и капитальные затраты. Создание и эксплуатация очистных сооружений экономически оправдывается.
12 Экономика и организация производства
По условиям материального баланса для производства 1081,522 кг/т акролеина, необходимо затратить 1306,386 кг/т пропилена.
Стоимость пропилена 17 руб/кг. Так как в качестве второго реагента принимаем атмосферный воздух, тогда стоимость сырья равна стоимости затрачиваемого пропилена:

Учитывая, что себестоимость сырья составляет 60% полной себестоимости, найдем полную себестоимость акролеина:
 (37,01 руб за 1 кг акролеина) (37,01 руб за 1 кг акролеина)
Для расчета оптовой цены акролеина и полученной прибыли берем норматив рентабельности 25%:

Где: R- рентабельность, %
П – прибыль, руб/т (руб/кг)
С – себестоимость, руб/кг

Прибыль составляет: 9,25 руб на 1 кг акролеина.
Одновременно прибыль равна:
Оптовая цена акролеина составляет 46,27 руб за 1 кг акролеина.
Для эффективной реализации продукта на рынке сбыта необходимо провести маркетинговые исследования:
1. изучение требований рынка к товару, то есть требований потребителя к потребительным свойствам продукции и соответствующему набору сопутствующих продаж и потреблению товаров и услуг;
2. изучение экономической конъюнктуры. Подготовка рекомендаций по управлению производством и сбытом товаров;
3. изучение фирменной структуры рынка, то есть определение основных групп фирм, работающих на данном рынке: фирмы – партнеры (покупатели), фирмы – конкуренты (продавцы аналогичного товара), нейтральные фирмы.
Заключение
В ходе выполнения проекта была решена его главная задача – проектирование реактора синтеза акролеина.
Были рассмотрены основные способы получения акролеина и приведены его основные свойства. Был проведен термодинамический анализ, оптимизация процесса. Рассчитаны материальный и энергетический балансы. Был проведен теплотехнический расчет. Были выбраны средства контроля и оптимизации. В работе были рассмотрены меры защиты от вредных веществ, использующихся и выделяющихся в процессе синтеза.
Реактор и его параметры выбирались из стандартных реакторов на основе найденных объема и поверхности теплообмена аппарата. Объем реактора определялся на основе проведенной оптимизации, т.е. условия максимальной селективности и удельной производительности. Поверхность теплообмена определялась на основе энергетического баланса, который в свою очередь составлялся по данным материального баланса и оптимальных условий.
В технологической схеме предусмотрена очистка реакционных газов от СО2, что позволило очищенные от СО2 газы применить в производстве обезвреживания органических отходов (в частности – при сжигании органосодержащих промстоков). Полученный при очистке газов СО2 может использоваться в производстве углекислоты.
Список литературных источников
1. Данов С.М., Колесников В.А. “Примеры и задачи по курсу основы проектирования оборудования”
2. Андреас Ф.И., Гребе К Химия и технология пропилена. Под ред. Полякова З.И. – Л.: Химия, 1973 -368с.
3. Юкельсон И.И. Технология основного органического синтеза – М.: Химия, 1968-846c.
4. Лебедев Н.Н. Химия и технология основного органического и нефтехимического синтеза – Л.: Химия, 1988-592с.
5. Краткий справочник физико-химических величин. Под ред. К.П. Мищенко и А.А. Равделя – Л.: Химия, 1972-80c.
6. Лебедев Н.Н., Манаков М.Н., Швец В.Ф. Теория химических процессов органического и нефтехимического синтеза – М.: Химия, 1984-376c.
7. Данов С.М., Наволокина Р.А. Примеры и задачи по теории химических процессов основного органического и нефтехимического синтеза. Учебное пособие /ГПИ. Горький, 1986-80с.
8. Расчеты химико-технологических процессов под ред. Мухленова И.П. – Л.: Химия, 1977-80с.
9. Смирнов Н.Н., Волжский А.И. Химические реакторы в примерах и задачах – Л.: Химия,1977-260с.
10. Коррозионная стойкость оборудования химических производств. Справочное издание /Под ред. Ю.И. Сухотина – Л.: Химия, 1990-400c.
11. Примеры и задачи по курсу процессов и аппаратов химической технологии: Учебное пособие для вузов. Изд. 10-е, пер. и доп./ К.Ф.Павлов, П.Г.Романков, А.А.Носков. Под ред. П.Г.Романкова – Л.: Химия, 1987. – 576 с.
12. Дытнерский Ю.И. Процессы и аппараты химической технологии в 2-х томах – М.: Химия 1995 -400с
13. Справочник нефтехимика. В двух томах. Изд. 3-е перераб. /под ред. С. К. Огородникова – Л.: Химия, 1978 -592c.
14. Шувалов В.В. и др. Автоматизация производственных процессов в химической промышленности – М.: Химия, 1991-480c.
15. Промышленные приборы и средства автоматизации: Справочник /Под общ. ред. В.В. Черенкова – Л.: Машиностроение, 1987-847с.
16. Вредные вещества в промышленности /Под ред. Проф. Лазарева – М.: Химия, 1965-196с.
17. Экономика предприятия: Учебник /Под ред. проф. О.И. Волкова – М.: Химия, 1998-416c.
ПРИЛОЖЕНИЕ А
Программа для оптимизации по модели реактора идеального вытеснения
DECLARE SUB simpsn1 (c!, d!, n!, E!, B, Xa!, FO!, eps!, fb!, k!)
DECLARE SUB simpsn2 (c!, d!, n!, E!, B, CAO!, tr!, k!)
DEF fny1 (x) = k1 * ((CAO * (1 - x) / ((1 - E * x) ^ .7)
DEF fny2 (x) = k2 * (CAO * (1 - x) / (1 + E * x)
DEF fny3 (x) = k3 * ((CAO * (1 - x) / ((1 - E * x) ^ .7)
DEF fnz1 (x) = ((CAO / (1 + E * x)) * (B - 4.5 * x + 4.5 * x * FO + (1.5 * x * FO * k3 * ((CAO) ^ .2)) / ((3 * k1) ^ .15)
DEF fnz2 (x) = ((CAO / (1 + E * x)) * (B - 4.5 * x + 4.5 * x * FO + (1.5 * x * FO * k3 * ((CAO) ^ .2)) / ((3 * k1) ^ .2)
DEF fnz3 (x) = ((CAO * x * (3 - 2 * FO) / ((1 + E * x) ^ .7)
DEF fnz4 (x) = ((CAO * x * (3 - 2 * FO) / ((1 + E * x) ^ .1)
OPEN "C:\riv.txt" FOR OUTPUT AS #1
CLS
PRINT #1, "Results RIV"
PRINT#1," ================================================================"
c = .1
d = .95
n = 100
E = .22
B = 10.86
CAO = .000354
R = 8.314
FOR T = 653 TO 693 STEP 10
k1 = EXP(7.65 - 60200 / (R * T))
k2 = EXP(17.3 - 106300 / (R * T))
k3 = EXP(10.5 - 73000 / (R * T))
FOR Xa = .1 TO .95 STEP .05
FO = .165
eps = .001
CALL simpsn1(c, d, n, E, B, Xa, FO, eps, fb, k)
CALL simpsn2(c, d, n, E, B, CAO, tr, k)
GB = CAO * Xa * fb / tr
PRINT USING " | T = ### | Xa = #.## | Fb = #.####### | Gb = #.#####E-07 | tr = ###.# | "; T; Xa; fb; GB * 10 ^ 7; tr
PRINT #1, USING " | T = ### | Xa = #.## | Fb = #.####### | Gb = #.#####E-07 | tr = ###.# |"; T; Xa; fb; GB * 10 ^ 7; tr
NEXT Xa
NEXT T
PRINT #1, "============================================================"
END
SUB simpsn1 (c, d, n, E, B, Xa, FO, eps, fb, k)
H = (d - c) / n
1 : ff1 = fny1(c) / (fny1(c) + fny2(c) * fnz1(c) * fnz4(c) + fny3(c) * fnz2(c) * fnz3(c))
ff2 = fny1(d) / (fny1(d) + fny2(d) * fnz1(d) * fnz4(d) + fny3(d) * fnz2(d) * fnz3(d))
f = ff1 + ff2
f1 = 0
FOR i = 1 TO n - 1 STEP 2
x = c + 1 * H
f1 = f1 + fny1(x)/ (fny1(x) + fny2(x) * fnz1(x) + fny3(x) * fnz2(x) * fnz3(x))
NEXT i
f2 = 0
FOR i = 2 TO n - 2 STEP 2
x = c + i * H
f2 = f2 + fny1(x) / (fny1(x) + fny2(x) * fnz1(x) + fny3(x) * fnz2(x) * fnz3(x))
NEXT i
fb = (H * (f + 4 * f1 + 2 * f2) / 3) / Xa
IF ABS(fb - FO) > eps THEN FO = fb: GOTO 1
END SUB
SUB simpsn2 (c, d, n, E, B, CAO, tr, k)
H = (d - c) / n
ttr1 = CAO / (fny1(c) * fnz3(c) + fny2(c) * fnz1(c) * fnz4(c) + fny3(c) * fnz2(c) * fnz3(c))
ttr2 = CAO / (fny1(d) * fnz3(d) + fny2(d) * fnz1(d) * fnz4(d) + fny3(d) * fnz2(d) * fnz3(d))
tr = ttr1 + ttr2
tr1 = 0
FOR i = 1 TO n - 1 STEP 2
x = c + i * H
tr1 = tr1 + CAO / (fny1(x) * fnz3(x) + fny2(x) * fnz1(x) * fnz4(x) + fny3(x) * fnz2(x) * fnz3(x))
NEXT i
tr2 = 0
FOR i = 2 TO n - 2 STEP 2
x = c + i * H
tr2 = tr2 + CAO / (fny1(x) * fnz3(x) + fny2(x) * fnz1(x) * fnz4(x) + fny3(x) * fnz2(x) * fnz3(x))
NEXT i
tr = H * (tr + 4 * tr1 + 2 * tr2) / 3
ENDSUB
ПРИЛОЖЕНИЕ Б
Результаты оптимизации
Results RIV
===============================================
| T = 653 | Xa = 0.10 | Fb = 0.7540 | Gb = 4.754E-07 | tr = 2.8 |
| T = 653 | Xa = 0.15 | Fb = 0.7505 | Gb = 4.685E-07 | tr = 2.9 |
| T = 653 | Xa = 0.20 | Fb = 0.7480 | Gb = 4.635E-07 | tr = 3.0 |
| T = 653 | Xa = 0.25 | Fb = 0.7452 | Gb = 4.565E-07 | tr = 3.1 |
| T = 653 | Xa = 0.30 | Fb = 0.7422 | Gb = 4.500E-07 | tr = 3.2 |
| T = 653 | Xa = 0.35 | Fb = 0.7331 | Gb = 4.415E-07 | tr = 3.3 |
| T = 653 | Xa = 0.40 | Fb = 0.7358 | Gb = 4.365E-07 | tr = 3.4 |
| T = 653 | Xa = 0.45 | Fb = 0.7328 | Gb = 4.294E-07 | tr = 3.5 |
| T = 653 | Xa = 0.50 | Fb = 0.7302 | Gb = 3.223E-07 | tr = 3.6 |
| T = 653 | Xa = 0.55 | Fb = 0.7272 | Gb = 4.157E-07 | tr = 3.7 |
| T = 653 | Xa = 0.60 | Fb = 0.7230 | Gb = 4.085E-07 | tr = 3.8 |
| T = 653 | Xa = 0.65 | Fb = 0.7194 | Gb = 4.004E-07 | tr = 3.9 |
| T = 653 | Xa = 0.70 | Fb = 0.7153 | Gb = 3.911E-07 | tr = 4.0 |
| T = 653 | Xa = 0.75 | Fb = 0.7120 | Gb = 3.833E-07 | tr = 4.1 |
| T = 653 | Xa = 0.80 | Fb = 0.7090 | Gb = 3.777E-07 | tr = 4.2 |
| T = 653 | Xa = 0.85 | Fb = 0.7045 | Gb = 3.700E-07 | tr = 4.3 |
| T = 653 | Xa = 0.90 | Fb = 0.7004 | Gb = 3.640E-07 | tr = 4.4 |
| T = 653 | Xa = 0.95 | Fb = 0.6953 | Gb = 3.571E-07 | tr = 4.5 |
| T = 663 | Xa = 0.10 | Fb = 0.7534 | Gb = 5.242E-07 | tr = 2.6 |
| T = 663 | Xa = 0.15 | Fb = 0.7501 | Gb = 5.190E-07 | tr = 2.7 |
| T = 663 | Xa = 0.20 | Fb = 0.7467 | Gb = 5.130E-07 | tr = 2.8 |
| T = 663 | Xa = 0.25 | Fb = 0.7434 | Gb = 5.065E-07 | tr = 2.9 |
| T = 663 | Xa = 0.30 | Fb = 0.7396 | Gb = 4.895E-07 | tr = 3.0 |
| T = 663 | Xa = 0.35 | Fb = 0.7364 | Gb = 4.845E-07 | tr = 3.1 |
| T = 663 | Xa = 0.40 | Fb = 0.7332 | Gb = 4.765E-07 | tr = 3.2 |
| T = 663 | Xa = 0.45 | Fb = 0.7298 | Gb = 4.697E-07 | tr = 3.3 |
| T = 663 | Xa = 0.50 | Fb = 0.7270 | Gb = 4.638E-07 | tr = 3.4 |
| T = 663 | Xa = 0.55 | Fb = 0.7240 | Gb = 4.557E-07 | tr = 3.5 |
| T = 663 | Xa = 0.60 | Fb = 0.7205 | Gb = 4.484E-07 | tr = 3.6 |
| T = 663 | Xa = 0.65 | Fb = 0.7185 | Gb = 4.402E-07 | tr = 3.7 |
| T = 663 | Xa = 0.70 | Fb = 0.7150 | Gb = 4.385E-07 | tr = 3.8 |
| T = 663 | Xa = 0.75 | Fb = 0.7109 | Gb = 4.301E-07 | tr = 3.9 |
| T = 663 | Xa = 0.80 | Fb = 0.7068 | Gb = 4.236E-07 | tr = 4.0 |
| T = 663 | Xa = 0.85 | Fb = 0.7027 | Gb = 4.164E-07 | tr = 4.1 |
| T = 663 | Xa = 0.90 | Fb = 0.6986 | Gb = 4.085E-07 | tr = 4.2 |
| T = 663 | Xa = 0.95 | Fb = 0.6952 | Gb = 4.015E-07 | tr = 4.3 |
| T = 673 | Xa = 0.10 | Fb = 0.7486 | Gb = 5.355E-07 | tr = 2.4 |
| T = 673 | Xa = 0.15 | Fb = 0.7447 | Gb = 5.290E-07 | tr = 2.5 |
| T = 673 | Xa = 0.20 | Fb = 0.7407 | Gb = 5.230E-07 | tr = 2.6 |
| T = 673 | Xa = 0.25 | Fb = 0.7369 | Gb = 5.165E-07 | tr = 2.7 |
| T = 673 | Xa = 0.30 | Fb = 0.7334 | Gb = 5.110E-07 | tr = 2.8 |
| T = 673 | Xa = 0.35 | Fb = 0.7300 | Gb = 4.950E-07 | tr = 2.9 |
| T = 673 | Xa = 0.40 | Fb = 0.7264 | Gb = 4.895E-07 | tr = 3.0 |
| T = 673 | Xa = 0.45 | Fb = 0.7233 | Gb = 4.830E-07 | tr = 3.1 |
| T = 673 | Xa = 0.50 | Fb = 0.7200 | Gb = 4.765E-07 | tr = 3.2 |
| T = 673 | Xa = 0.55 | Fb = 0.7170 | Gb = 4.700E-07 | tr = 3.3 |
| T = 673 | Xa = 0.60 | Fb = 0.7126 | Gb = 4.624E-07 | tr = 3.4 |
| T = 673 | Xa = 0.65 | Fb = 0.7084 | Gb = 4.604E-07 | tr = 3.5 |
| T = 673 | Xa = 0.70 | Fb = 0.7042 | Gb = 4.564E-07 | tr = 3.6 |
| T = 673 | Xa = 0.75 | Fb = 0.7006 | Gb = 4.485E-07 | tr = 3.7 |
| T = 673 | Xa = 0.80 | Fb = 0.6976 | Gb = 4.401E-07 | tr = 3.8 |
| T = 673 | Xa = 0.85 | Fb = 0.6936 | Gb = 4.334E-07 | tr = 3.9 |
| T = 673 | Xa = 0.90 | Fb = 0.6895 | Gb = 4.258E-07 | tr = 4.0 |
| T = 673 | Xa = 0.95 | Fb = 0.6854 | Gb = 4.176E-07 | tr = 4.1 |
| T = 683 | Xa = 0.10 | Fb = 0.7405 | Gb = 5.565E-07 | tr = 2.2 |
| T = 683 | Xa = 0.15 | Fb = 0.7365 | Gb = 5.495E-07 | tr = 2.3 |
| T = 683 | Xa = 0.20 | Fb = 0.7334 | Gb = 5.430E-07 | tr = 2.4 |
| T = 683 | Xa = 0.25 | Fb = 0.7301 | Gb = 5.365E-07 | tr = 2.5 |
| T = 683 | Xa = 0.30 | Fb = 0.7262 | Gb = 5.291E-07 | tr = 2.6 |
| T = 683 | Xa = 0.35 | Fb = 0.7226 | Gb = 5.216E-07 | tr = 2.7 |
| T = 683 | Xa = 0.40 | Fb = 0.7198 | Gb = 5.154E-07 | tr = 2.8 |
| T = 683 | Xa = 0.45 | Fb = 0.7165 | Gb = 5.087E-07 | tr = 2.9 |
| T = 683 | Xa = 0.50 | Fb = 0.7134 | Gb = 5.027E-07 | tr = 3.0 |
| T = 683 | Xa = 0.55 | Fb = 0.7104 | Gb = 4.967E-07 | tr = 3.1 |
| T = 683 | Xa = 0.60 | Fb = 0.7066 | Gb = 4.901E-07 | tr = 3.2 |
| T = 683 | Xa = 0.65 | Fb = 0.7022 | Gb = 4.830E-07 | tr = 3.3 |
| T = 683 | Xa = 0.70 | Fb = 0.6981 | Gb = 4.774E-07 | tr = 3.4 |
| T = 683 | Xa = 0.75 | Fb = 0.6950 | Gb = 4.701E-07 | tr = 3.5 |
| T = 683 | Xa = 0.80 | Fb = 0.6923 | Gb = 4.624E-07 | tr = 3.6 |
| T = 683 | Xa = 0.85 | Fb = 0.6862 | Gb = 4.572E-07 | tr = 3.7 |
| T = 683 | Xa = 0.90 | Fb = 0.6831 | Gb = 4.501E-07 | tr = 3.8 |
| T = 683 | Xa = 0.95 | Fb = 0.6799 | Gb = 4.439E-07 | tr = 3.9 |
| T = 693 | Xa = 0.10 | Fb = 0.7300 | Gb = 5.770E-07 | tr = 2.0 |
| T = 693 | Xa = 0.15 | Fb = 0.7258 | Gb = 5.695E-07 | tr = 2.1 |
| T = 693 | Xa = 0.20 | Fb = 0.7227 | Gb = 5.630E-07 | tr = 2.2 |
| T = 693 | Xa = 0.25 | Fb = 0.7197 | Gb = 5.570E-07 | tr = 2.3 |
| T = 693 | Xa = 0.30 | Fb = 0.7159 | Gb = 5.505E-07 | tr = 2.4 |
| T = 693 | Xa = 0.35 | Fb = 0.7124 | Gb = 5.445E-07 | tr = 2.5 |
| T = 693 | Xa = 0.40 | Fb = 0.7098 | Gb = 5.380E-07 | tr = 2.6 |
| T = 693 | Xa = 0.45 | Fb = 0.7071 | Gb = 5.315E-07 | tr = 2.7 |
| T = 693 | Xa = 0.50 | Fb = 0.7044 | Gb = 5.251E-07 | tr = 2.8 |
| T = 693 | Xa = 0.55 | Fb = 0.7014 | Gb = 5.184E-07 | tr = 2.9 |
| T = 693 | Xa = 0.60 | Fb = 0.6981 | Gb = 5.105E-07 | tr = 3.0 |
| T = 693 | Xa = 0.65 | Fb = 0.6952 | Gb = 5.025E-07 | tr = 3.1 |
| T = 693 | Xa = 0.70 | Fb = 0.6921 | Gb = 4.965E-07 | tr = 3.2 |
| T = 693 | Xa = 0.75 | Fb = 0.6906 | Gb = 4.901E-07 | tr = 3.3 |
| T = 693 | Xa = 0.80 | Fb = 0.6872 | Gb = 4.824E-07 | tr = 3.4 |
| T = 693 | Xa = 0.85 | Fb = 0.6842 | Gb = 4.756E-07 | tr = 3.5 |
| T = 693 | Xa = 0.90 | Fb = 0.6800 | Gb = 4.683E-07 | tr = 3.6 |
| T = 693 | Xa = 0.95 | Fb = 0.6745 | Gb = 4.605E-07 | tr = 3.7 |
===============================================
|

