Содержание
Реферат…………………………………………………………………………..4
Введение…………………………………………………………………………5
1. Обоснование выбора моделей……………………………………6
2. Обоснование выбора материала…………………………………18
3. Обоснование режимов обработки……………………………….20
4. Выбор методов обработки и оборудования………………………22
5. Расчёт эффективности выбранных методов обработки и оборудования………………………………………………………………..35
6. Составление технической последовательности изготовления женского демисезонного пальто………………………………………40
7. Вывод………………………………………………………………52
8. Список литературы……………………………………………….53
Реферат
Данная курсовая работа, тема которой является разработка технологического процесса изготовления женского костюма, с детальной проработкой, методов обработки отдельных деталей и узлов их сборки, содержит 15 таблиц, 9 рисунков и 53 страницу.
Курсовая работа рассматривает вопросы совершенствования швейного производства, выбора моделей, материалов, режимов обработки, нового оборудования, расчёт экономической эффективности и разработки технологической последовательности обработки изделия.
В работе обоснованы выбор моделей и материалов в соответствии с потребительскими и промышленными требованиями, с учётом направления моды. Рассмотрены режимы обработки: характеристика машинных строчек и швов, параметры образования клеевых соединений и влажно-тепловой обработки, прогрессивные методы обработки отдельных деталей и узлов, обеспечивающих высокое качество изготовления и снижение трудоёмкости на основе применения современного оборудования отечественного производства. Уделено внимание вопросам механизации и автоматизации швейного производства.
Ключевые слова: технологическая последовательность, организация производства, технология, параметры ВТО, экономичность, затраты времени, конструкция, эргономические свойства, унификация, неделимые операции, унифицированная технология.
Введение
Швейная промышленность является одной из крупнейших отраслей легкой промышленности.
Главная задача швейной промышленности – удовлетворение потребности людей в одежде высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно – технического прогресса, роста производительности труда, всемерного улучшения качества работы, совершенствования труда и производства.
Реклама

Современная швейная отрасль, выпускающая одежду массового производства, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений.
Совершенствование швейного производства предусматривает внедрение высокопроизводительного оборудования, поточных линий, расширение ассортимента и улучшение качества одежды, выпуск изделий, пользующихся повышенным спросом. Ассортимент швейных изделий должен обновляться в результате расширения ассортимента и улучшения качества сырьевой базы швейной промышленности.
Технология современного швейного производства все более становится механической, ее эффективность в первую очередь зависит от применяемого оборудования.
Решение задач, стоящих перед швейной промышленностью требует больших и глубоких знаний от технологов. Без этих знаний невозможно внедрять новые технологические процессы швейного производства, необходимые для изготовления одежды высокого качества.
Целью данной курсовой работы является разработка технологической последовательности по изготовлению женского комплекта с применением новейшего высокопроизводительного оборудования и усовершенствованных методов обработки.
К числу актуальных задач поставленных в курсовой работе относятся:
1. Проектирование женского костюма, отвечающего направлению моды, удовлетворяющий требованиям технологичности и экономичности;
2. Выбор оптимальных режимов обработки и оборудования, обеспечивающих высокое качество женского костюма.
3. Внедрение прогрессивной технологии, с применением параллельных и параллельно-последовательных методов обработки.
4. Получение высоких показателей эффективности в результате проводимых мероприятий.
1.Обоснование выбора модели.
Конечно, нельзя сказать, что в моде нет никаких правил и перемен. Нет тотальных, кардинальных изменений. Но существуют четкие тенденции развития моды, и с ними надо считаться, чтобы не «выпасть из времени». Это, однако, не мешает придерживаться своего собственного стиля, соответствующего личной философии и образу жизни.
Силуэт всегда был главной характеристикой модной одежды. Сегодня он изменился до неузнаваемости, – вытянулся, утончился. Исчезли накладные плечи, к которым мы так привыкли, что не мыслим без них свой облик. Естественно, сузились рукава, «поползли» вверх проймы. Застежки тоже поднялись кверху.
Реклама

Жакеты часто имеют увеличенную длину. Они прилегают в груди и талии, плавно расширяясь книзу. По-прежнему популярен жакет полуприлегающего силуэта с карманами-«листочками», высокой застежкой и отложным воротником.
Юбки разнообразны по длине и крою. Высокие разрезы на юбках являются не просто приемом для показа соблазнительных ножек, но и необходимостью, дарующей свободу движений.
Ткани стали менее грубыми, более изящными, мягкими и пластичными. Они обтекают тело, обволакивают его. Акцент делается на гибкие, гладкие ткани с матово-блестящими контрастами. Это груботканые крепы; прозрачные шелка, шифоны, креп-жоржеты; костюмные шерстяные в тонкую полоску, клетку, с мелкими узорами; вельветовые.
Сохраняется тенденция к необычному комбинированию вещей. Речь прежде всего идет о многослойности. Нередко предметы одежды комбинируются по принципу «из-под пятницы суббота».
Модная цветовая гамма изменилась кардинально. Бледность возобладала над яркими красками. Многие модельеры взяли за основу деревья, цветы. Некоторые специалисты выделяют группу розовых цветов, актуальны нейтральные цвета. Единственное исключение – красный цвет, который вновь солирует. Среди синих оттеков можно отметить «индиго», который переживает свое возрождение.
Гардероб строится на основе современной линии классическго стиля с включением отдельных вещей и аксессуаров из других направлений. Классическим остаётся ассортимент входящих в гардероб-женский костюм, состоящий из жакета и юбки.
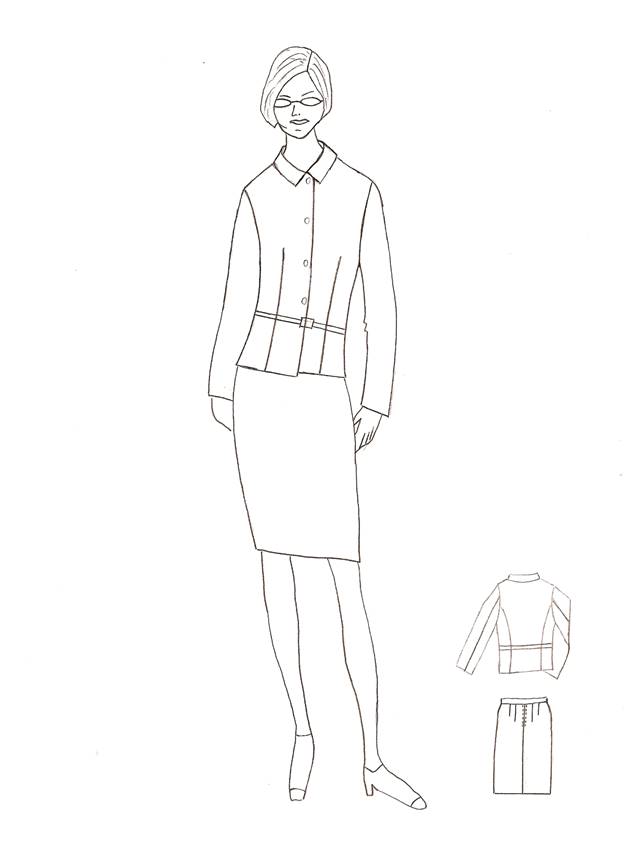
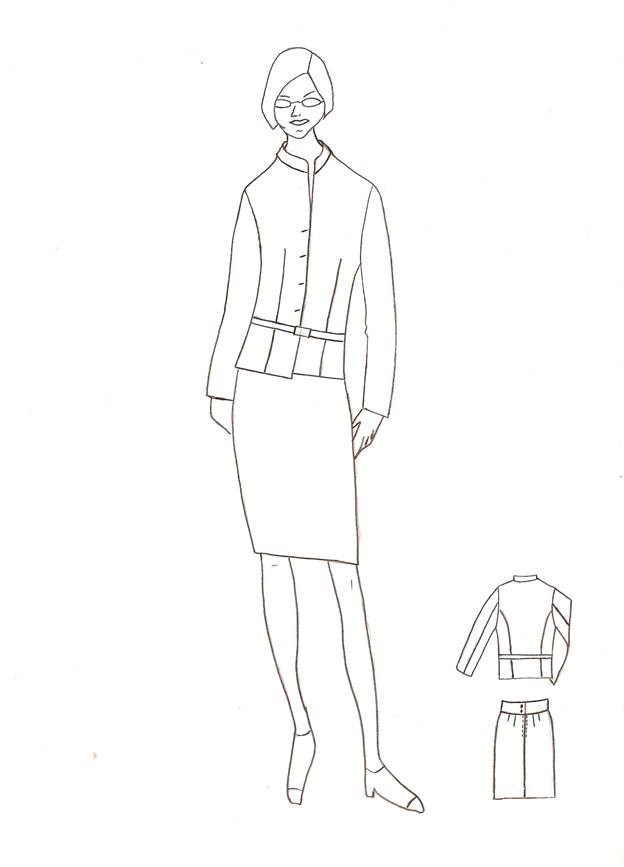
Описание внешнего вида
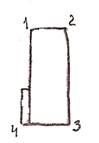
Модель А (рис. 1)
Костюм женский состоит из жакета обработанного на подкладке и юбки.
Рекомендуется изготавливать из пластичных мягких однотонных или пёстротканей.
Жакет полуприлегающего силуэта с центральной застёжкой на 4 обмётанные петли и 4 пуговицы.
На полочках имеются вытачки до линии груди, карманы прорезные с листочкой между выточкой и боковым швом.
Спинка с отрезной боковой частью.
Рукав втачной двухшовный.
Воротник отложной пиджачного типа.
Юбка классическая, полуприлегающего силуэта, длина до середины колена, на подкладе.
На передней и задней половинках юбки по линии талии расположены вытачки.
На заднем полотнище юбки расположена застёжка на тесьму «молния» и шлица.
Верхний срез юбки обработан поясом, концы которого застёгиваются на обмётанную петлю и пуговицу.
Рекомендуемые размеры 88-104, роста 158-176, II полнотная группа.
 Модель А. рис. 1 Модель А. рис. 1
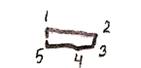
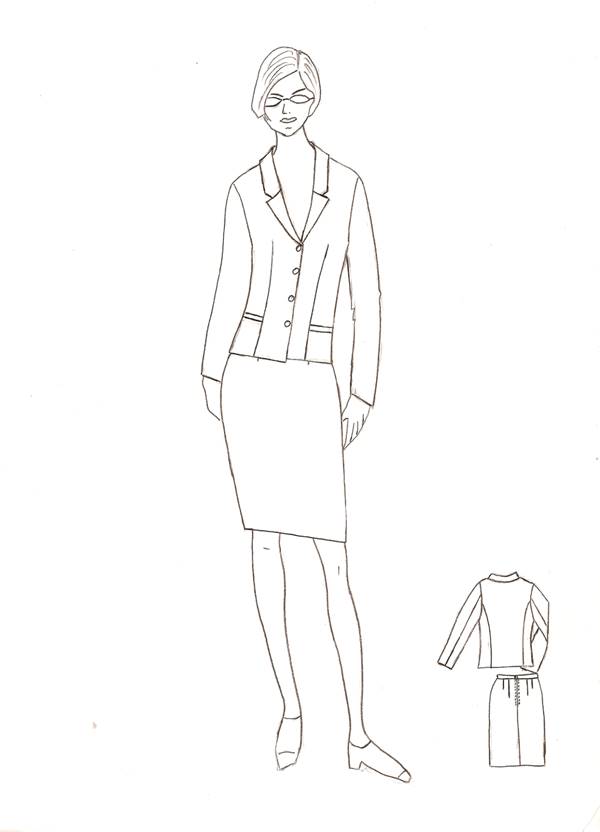
Модель Б (рис. 2)
Костюм женский состоит из жакета обработанного на подкладке и юбки.
Рекомендуется изготавливать из пластичных мягких однотонных или пёстротканей.
Жакет полуприлегающего силуэта с центральной застёжкой на 4 обмётанные петли и 4 пуговицы.
Чуть ниже линии талии расположен отделочный пояс, застёгивающийся пряжкой и продёрнутый в отделочные шлёвки, расположенные над рельефными швами спинки и на вытачках полочки.
На полочках имеются вытачки до линии груди.
Спинка с отрезной боковой частью.
Рукав втачной двухшовный.
Воротник отложной с цельнокроенной стойкой.
Юбка классическая, полуприлегающего силуэта, длина до середины колена, на подкладе.
На передней и задней половинках юбки по линии талии расположены вытачки.
На заднем полотнище юбки расположена застёжка на тесьму «молния» и шлица.
Верхний срез юбки обработан поясом, концы которого застёгиваются на обмётанную петлю и пуговицу.
Рекомендуемые размеры 88-104, роста 158-176, II полнотная группа.
Модель Б. рис. 2
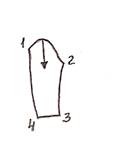
Модель В (рис.3)
Костюм женский состоит из жакета обработанного на подкладке и юбки.
Рекомендуется изготавливать из пластичных мягких однотонных или пёстротканей.
Жакет полуприлегающего силуэта, с центральной бортовой застёжкой на 4 супатных петли и пуговицы.
Чуть ниже линии талии расположен отделочный пояс, застёгивающийся пряжкой и продёрнутый в отделочные шлёвки, расположенные над рельефными швами спинки и на вытачках полочки.
На полочках имеются вытачки до линии груди.
Спинка с отрезной боковой частью.
Рукав втачной двухшовный.
Воротник стойка.
Юбка классическая, полуприлегающего силуэта, длина до середины колена, на подкладе.
На передней и задней половинках юбки по линии талии расположены вытачки.
На заднем полотнище юбки расположена застёжка на тесьму «молния» и шлица.
Верхний срез юбки обработан поясом, концы которого застёгиваются на обмётанную петлю и пуговицу.
Рекомендуемые размеры 88-104, роста 158-176, II полнотная группа.
Модель В. рис. 3
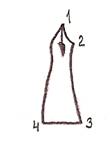
Таблица 1.1
Перечень деталей кроя
№№
п.п.
|
Наименование деталей
|
Эскиз деталей с указанием направления нитей основы
|
Наименование срезов деталей кроя
|
Колво деталей кроя
|
| 1
|
2
|
3
|
4
|
5
|
| 1 |
Полочка |
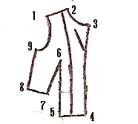 |
1-2-плечевой срез; 2-3-срез горловины; 3-4-срез борта; 4-5-срез низа; 5-6-7-срезы вытачки; 7-8- срез кармана; 8-9-боковой срез; 9-1-срез проймы |
2 |
| 2 |
Подборта |
 |
1-2 срез горловины; 2-3- плечевой срез; 3-4-внутренний срез подборта; 4-5-срез низа; 5-1-срез борта |
2 |
| 3 |
Спинка |
 |
1-2-срез горловины; 2-3 плечевой срез; 3-4-срез проймы; 4-5-срез рельефа; 5-6- срез низа; 6-1-середина спинки |
1 |
| 4 |
Отрезной бочёк
спинки
|
 |
1-2-срез проймы; 2-3-боковой срез; 3-4-срез низа; 4-1-срез рельефа |
2 |
Продолжение таблицы 1.1
Продолжение таблицы 1.1
Продолжение таблицы 1.1
2. Обоснование выбора материала
Таблица 2.1
Показатели физико-механических свойств материалов
| Наименование и артикул ткани |
Стандартные нормы материалов |
Физико-механические свойства |
Технологические свойства |
| Ширина, см
|
Масса 1м2
, г
|
процентное содержание волокон
|
Несминаемость, %
|
Усадка, %
|
Устойчивость окраски, балл
|
Устойчивость к истиранию
|
Осыпаемость, даН
|
Прорубаемость
|
Способность к формообразованию
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| Ткань для верха |
Костюмная «Альфа»
35416
|
150 |
539 |
100
шерсть
|
90 |
2 |
3-4 |
3500 |
Малая |
хорошая |
Костюмная «Элегия»
С 155-ИА
|
150 |
432 |
100
Шерсть
|
90 |
1,5 |
3-4 |
3500 |
Малая |
хорошая |
Костюмная «Алеся»
|
142 |
450 |
100
Шерсть
|
90 |
1,5 |
3-4 |
4000 |
Малая |
средняя |
| Подкладочные материалы |
| 42404 |
150 |
138 |
100 вискоза |
30 |
3 |
- |
7000 |
Средняя |
- |
| 44174 |
140 |
143 |
100 вискоза |
32 |
2 |
- |
7000 |
Средняя |
- |
| Прокладочные материалы |
| 1141/BS 4 поликнит |
90, 150, 180 |
70 |
80% вискоза
20% полиамид
|
Продолжение таблицы 2.1.
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| 1752/ BS 9 поликлинит моноэластичный |
90, 150, 180 |
55 |
100% полиэстр |
Женский костюм является многослойным изделием, потребительские и эксплуатационные свойства которых в значительной степени зависит от качества применяемых материалов, соответствия их требованиям, предъявляемым к данному ассортименту изделий и научно обоснованного формирования из них рационального пакета.
Для оценки качества костюмных материалов, определоние режимов их обработки в швейном производстве необходимо определение следующих показателей: воздухопроницаемость, износостойкость, несминаемость.
Для изготовления женского костюма, применяются шерстяные и полушерстяные ткани и т.д.
Применение для одежды материалов и нитей, значительно расширило их ассортимент и позволило увеличить прочность, несминаемость, износостойкость.
Для подкладки женского костюма используются подкладочные ткани различных по составу: из вискозных нитей в основе и капроновых в утке с поверхностной плотностью 60-80 г/м; из вискозных нитей в основе и капроновых в утке с поверхностной плотностью 140-160 г/м.
В качестве прокладки применяют полотно иглопробивное из химических волокон, поверхностной плотностью 180 г/м.
3. Обоснование режимов обработки.
Таблица 3.1.
Характеристика машинных строчек и швов, применяемых при изготовлении женского костюма.
| Наименование
|
Конструкция шва
|
Виды применённых стежков
|
Применение в изделии
|
характеристика
|
№ ниток, текс
|
| Ширина, мм
|
Колличество в 10 мм
|
Колличество соединяемых слоёв
|
| Стачной в разутюжку |
 |
Челночный |
обработка плечевых, боковых и среднего шва |
10 |
4-5 |
2 |
«ПЭ» №40 |
| стачной в заутюжку |
 |
Челночный |
обработка рельефов и швов подкладки |
10 |
4-5 |
2 |
«ПЭ» №40 |
| Шов в подгибку с закрытым срезом |
 |
Челночный |
обработка низа подкладки юбки |
10 |
4-5 |
3 |
«ПЭ» №40 |
| Обтачной |
 |
Челночный |
обработка отлёта, обтачивание борта |
5-7 |
2-4 |
2 |
«ПЭ» №40 |
Таблица 3.2
Параметры образования клеевых соединений
| Назначение клеевого соединения
|
Клеевой материал (артикул)
|
Вид клеевого вещества
|
Режим склеивания
|
| t прессующей поверхности, С°
|
Время прессования, с
|
давление прессования, бар
|
| дублирование |
1141/BS 4 |
полиамидный клей |
121-138 |
10-16 |
2-4 |
| 1752/ BS 9 |
полиамидный клей |
121-138 |
8-12 |
2-4 |
Таблица 3.3.
Параметры влажно-тепловой обработки изделия
| Наименование материала
|
Температура пресования
|
Усилие пресования, Мпа
|
Время обработки
|
Увлажнение % к массе материала
|
| Пресс
|
Утюг
|
Пресс
|
утюг
|
| Полушерстяные |
150 |
150 |
30-100 |
5-20 |
30 |
20-30 |
| Шерстяные |
160-180 |
160-180 |
30-120 |
5-15 |
30 |
30 |
| Подкладочные |
120-130 |
120-130 |
- |
- |
10 |
15 |
| Прокладочные |
121-138 |
121-138 |
2-4 бар |
8-16 |
8-16 |
4. Выбор методов обработки и оборудования.
Методы обработки деталей одежды – это различные сочетания операций, выполняемых в определённой последовательности и применяемых для соединения, формования и отделки деталей.
Методы обработки деталей одежды подразделяются на три метода:
1. Последовательный метод обработки предпологает воздействие рабочего инструмента на деталь, обрабатывая последовательно один участок за другим.
2. Параллельный метод обработки предпологает воздействие рабочего инструмента на всю поверхность обрабатываемой детали.
3. Параллельно-последовательный метод обработки представляет собой комбинацию методов параллельной и последовательной обработки.
Для того, чтобы выбрать метод обработки влияют следующие факторы: значение, вид изделия, принадлежность потребителя к определённой группе, способ производства.
Выбранные методы обработки обеспечивают максимальную экономичность производства изделия за счёт:
1. Использование полуавтоматического или специального оборудования и средств малой механизации;
2. Применение методов обработки;
3. Унификации методов обработки отдельных деталей и узлов.
Таблица 4.1.
Обработка кармана с листочкой с втачными концами
| Наименование неделимой операции
|
Действующие
|
Проектируемые
|
| Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
| приутюжить листочку |
У 3 |
50 |
2004E + AR-20 "Rotondi |
У 3 |
50 |
2004E + AR-20 "Rotondi |
| наметить на листочке линию притачивания |
Р 3 |
27 |
лекало, мел |
Р 3 |
27 |
лекало, мел |
| притачать подкладку кармана, листачку к нижней части полочки |
М 4 |
23 |
1022 кл |
М 4 |
20 |
DDL 8700-7 "JUKI" |
| притачать подкадку кармана к верхней части полочки |
М 4 |
23 |
1022 кл |
М 4 |
20 |
DDL 8700-7 "JUKI" |
| вывернуть подкладку кармана на изнаночную сторону |
Р 2 |
24 |
Р 2 |
24 |
| стачать подкладку кармана, закрепить стороны листочки |
М 3 |
70 |
1022 кл |
М 3 |
64 |
DDL 8700-7 "JUKI" |
| приутюжить карман |
У 3 |
20 |
2004E + AR-20 "Rotondi |
У 3 |
20 |
2004E + AR-20 "Rotondi |
| итого по карману
|
237
|
225
|
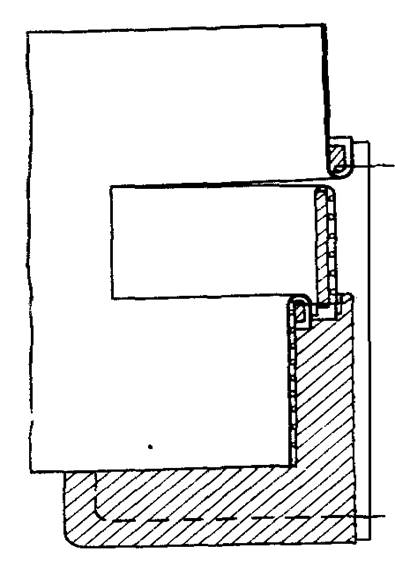
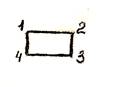
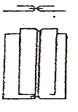
Рис. 1 Обработка кармана с листочкой
Таблица №4.2.
Обработка рукава женского жакета
| Наименование неделимой операции
|
Действующие
|
Проектируемые
|
| Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
| Стачать передние срезы рукавов жакета |
М/3 |
58 |
1022-М кл |
М/3 |
52 |
DDL-8700-7 "JUKI" |
| Разутюжить передние швы рукавов |
У/3 |
46 |
2004E + AR-20 "Rotondi" |
У/3 |
46 |
2004E + AR-20 "Rotondi" |
| Нанести линии подгибки низа рукавов жакета |
Р/3 |
32 |
Мел, вспомогательное лекало |
Р/3 |
32 |
Мел, вспомогательное лекало |
| Заутюжить низ рукавов жакета |
У/3 |
40 |
2004E + AR-20 "Rotondi" |
У/3 |
40 |
2004E + AR-20 "Rotondi" |
| Стачать локтевые срезы рукавов жакета |
М/3 |
65 |
1022-М кл |
М/3 |
58 |
DDL-8700-7 "JUKI" |
| Разутюжить локтевые швы рукавов жакета |
У/3 |
46 |
2004E + AR-20 "Rotondi" |
У/3 |
46 |
2004E + AR-20 "Rotondi" |
| Вывернуть рукава на лицевую сторону |
Р/2 |
30 |
Р/2 |
30 |
| Приутюжить рукава в готовом виде |
У/2 |
53 |
2004E + AR-20 "Rotondi" |
У/2 |
53 |
2004E + AR-20 "Rotondi" |
| вывернуть рукава жакета на изнаночную сторону |
Р/2 |
20 |
Р/2 |
20 |
| притачать подкладку по низу рувов жакета |
М/4 |
63 |
1022-М кл |
М/4 |
56 |
DDL-8700-7 "JUKI" |
| прикрепить припуск на подгибку низа рукава над швами рукавов |
М/3 |
66 |
1022-М кл |
М/3 |
61 |
DDL-8700-7 "JUKI" |
| Итого по рукавам:
|
519
|
494
|
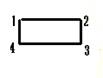
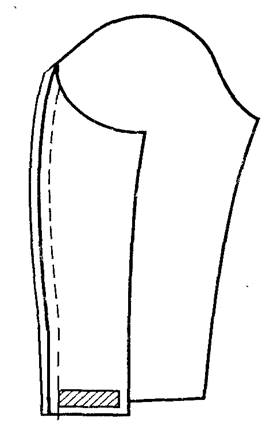
Рис. 2.2. Обработка низа рукава
|
|
| Рис.2.1. Стачивание локтевых срезов рукава |
|
|
 |
 |
ием
Таблица 4.3.
Обработка борта жакета
| Наименование неделимой операции
|
Действующие
|
Проектируемые
|
| Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
| Наметить линию обтачивания углов лацканов и борта жакета |
Р/3 |
25 |
Мел, вспомогательное лекало |
Р/3 |
25 |
Мел, вспомогательное лекало |
| Обтачать лацканы и борта жакета |
М/4 |
157 |
1022-М кл |
М/4 |
150 |
DDL 8700-7 ”JUKI” |
| Настрочить припуск шва обтачивания лацкана на полочку, борта на подборт жакета |
М/3 |
105 |
1022-М кл |
М/3 |
98 |
DDL 8700-7 ”JUKI” |
| Надсечь припуск шва обтачивания борта |
Р/2 |
68 |
ножницы |
Р/2 |
68 |
ножницы |
| Нанести линию низа жакета |
Р/3 |
57 |
Мел, вспомогательное лекало |
Р/3 |
57 |
Мел, вспомогательное лекало |
| Вывернуть и выправить углы лацканов и бортов и приутюжить борта, выправляя кант и заутюживая низ жакета |
У/3 |
216 |
2004E + AR-20 "Rotondi" |
У/3 |
216 |
2004E + AR-20 "Rotondi" |
| притачать подкладку к подбортам и горловине жакета |
М/4 |
80 |
1022-М кл |
М/4 |
74 |
DDL 8700-7 ”JUKI” |
| Итого по бортам
|
708
|
688
|
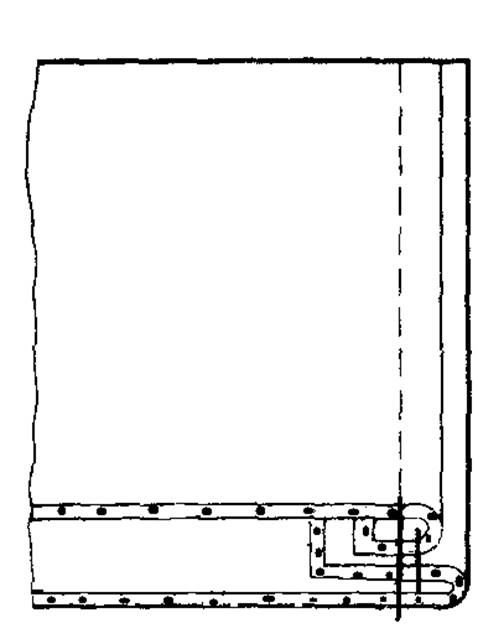
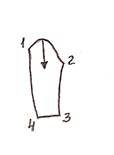
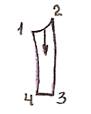
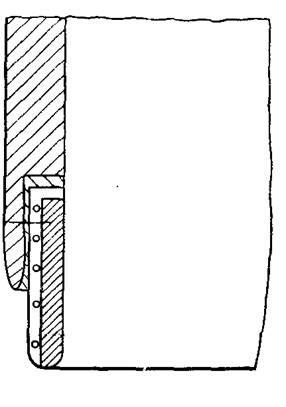
Рис. 3. Борт жакета
Таблица 4.4.
Обработка воротника
| наименование неделимой операции
|
действующие
|
проектируемые
|
| специальность, разряд |
затрата времени |
оборудование, приспособление |
специальность, разряд |
затрата времени |
оборудование, приспособление |
| Наметить линию обтачивания концов воротника |
Р/3 |
19 |
мел, лекало |
Р/3 |
19 |
мел, лекало |
| обтачать нижний воротник верхним |
М/5 |
48 |
1022 М кл. |
М/5 |
43 |
DDL 8700-7 ”JUKI” |
| Настрочить припуск шва обтачивания воротника на нижний воротник по отлёту и концам |
М/3 |
35 |
1022 М кл. |
М/3 |
30 |
DDL 8700-7 ”JUKI” |
| Высечь шов обтачивания воротника жакета |
Р/2 |
17 |
ножницы |
Р/2 |
17 |
ножницы |
| Вывернуть и приутюжить воротник жакета выправляя углы и кант |
У/3 |
51 |
2004E + AR-20 "Rotondi" |
У/3 |
51 |
2004E + AR-20 "Rotondi" |
| Приутюжить воротник жакета в готовом виде, формируя перегиб цельнокроенной стойки |
У/3 |
58 |
2004E + AR-20 "Rotondi" |
У/3 |
58 |
200Е + AR-20 "Rotondi" |
| втачать воротник в горловину жакета |
М/5 |
110 |
1022 М кл. |
М/5 |
105 |
DDL 8700-7 ”JUKI” |
| разутюжить шов втачивания воротника в горловину жакета |
У/3 |
65 |
2004E + AR-20 "Rotondi" |
У/3 |
65 |
2004E + AR-20 "Rotondi" |
| итого по воротнику
|
403
|
388
|
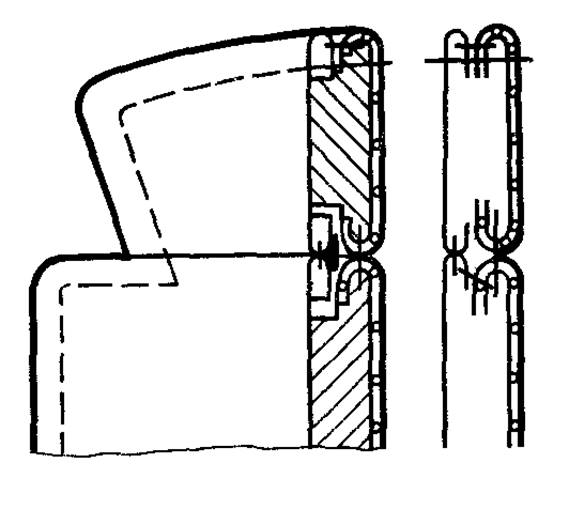
Рис. 4. Соединение воротника с изделием
Таблица 4.5.
Обработка пояса
| Наименование неделимой операции
|
Действующие
|
Проектируемые
|
| Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
| пояс
|
| обметать нижний срез пояса |
С/3 |
35 |
AZ 6003 H-05 DF ПО "АОМЗ" Россия |
С/3 |
30 |
МО 6704 ”JUKI” |
| обтачать концы пояса |
М/3 |
20 |
1022 М кл. |
М/4 |
15 |
DDL 8700-7 ”JUKI” |
| вывернуть и выправить углы пояса |
Р/2 |
10 |
Р/2 |
10 |
| Заутюжить пояс попалам, приутюживая концы пояса |
У/3 |
25 |
2004E + AR-20 "Rotondi |
У/3 |
25 |
2004E + AR-20 "Rotondi |
| Притачать пояс по верхнему срезу юбки |
М/5 |
98 |
1022 М кл. |
М/5 |
90 |
DDL 8700-7 ”JUKI” |
| притачать подкладку к поясу |
М/3 |
37 |
1022 М кл. |
М/3 |
30 |
DDL 8700-7 ”JUKI” |
| настрочить шов притачивания пояса, направляя припуски шва притачивания в сторону пояса, а шов притачивания подкладки в сторону подкладки |
М/5 |
98 |
1022 М кл. |
М/5 |
90 |
DDL 8700-7 ”JUKI” |
| Итого по бортам
|
323
|
290
|
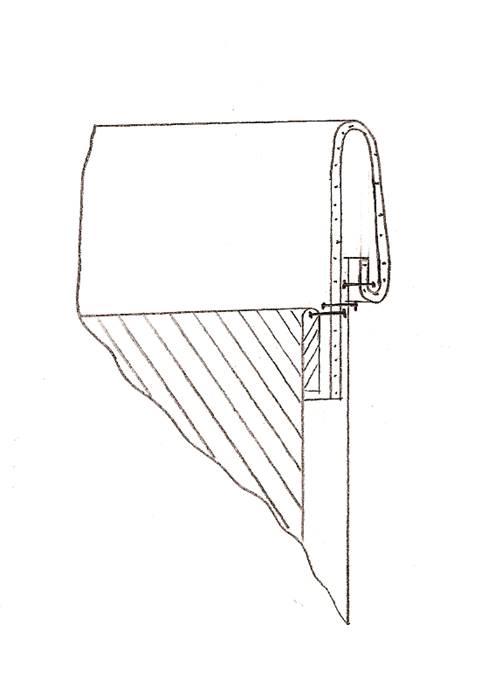
Рис.5. Соединение пояса с юбкой
Таблица 4.6.
Обработка низа юбки
| Наименование неделимой операции
|
Действующие
|
Проектируемые
|
| Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
Специальность, разряд |
Затрата времени мод.А |
Оборудование, приспособления |
| низ юбки
|
| обметать нижний срез юбки |
С/3 |
45 |
AZ 6003 H-05 DF ПО "АОМЗ" Россия |
С/З |
40 |
МО 6704 ”JUKI” |
| подшить низ юбки |
С/4 |
40 |
СВ 641 U ”JUKI” |
С/4 |
40 |
СВ 641 U ”JUKI” |
| заутюжить низ юбки |
У/3 |
17 |
2004E + AR-20 "Rotondi" |
У/3 |
17 |
2004E + AR-20 "Rotondi" |
| итого по поясу
|
102
|
97
|
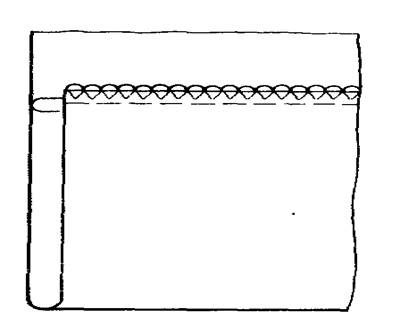
Рис. 6. Обработка низа юбки
5. Расчёт эффективности выбранных методов обработки.
Расчёт показателей проводят по следующим формулам:
Степень механизации труда – Смех
Смех
= (nмех
/n) • 100 %,
где nмех
–
количество механизированных операций по последовательности обработки узла;
n
– общее количество операций в последовательности обработки узла.
Снижение затрат времени – Сз
Сз
= ((Тд
– Тпр
)/(Тд
)) · 100 %,
где Тд
–
трудоёмкость обработки узла в действующем потоке;
Тпр
–
трудоёмкость обработки узла в проектируемом методе.
Рост производительности труда – Пт
Пт
= ((Тд
– Тпр
) / (Тпр
)) · 100 %.
Таблица 5.1.
Показатели эффективности методов обработки
| № п/п
|
Показатели эффективности сравниваемых методов обработки
|
Единицы измерения
|
По узлу
|
По изделию
|
| В действ. потоке
|
Проект. Метод
|
В действ. потоке
|
Проект. Метод
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
| 1 |
Затраты времени |
с |
2292 |
2182 |
6841 |
6731 |
| 2 |
Количество неделимых операций |
ед. |
6 |
6 |
132 |
132 |
| 3 |
Степень механизации |
% |
76,7 |
72,7 |
| 4 |
Снижение затрат времени |
% |
4,7 |
1,6 |
| 5 |
Рост производительности труда |
% |
5,04 |
1,7 |
Таблица 5.2.
Характеристика оборудования для ниточного соединения деталей женского костюма
| Оборудование
|
Тип или класс машины
|
Макс. частота вращ. главного вала, -1 мин.
|
Длина стежка, мм
|
Механизм перемещ. материала
|
Иглы (ГОСТ 22249-82)
|
Толщина пакета, мм
|
Наим. Мар-ка средства малой механиз.
|
Технологические операции
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| Универсальная стачивающая машина |
DDL-8700-7 ”JUKI” |
5000-5500 |
4-5,5 |
дифференциальная рейка |
75-120 |
Средняя |
Система автоматической смазки, останов иглы в заданном положении, закрепки в начале и в конце строчки, обрезка ниток |
Стачивание, настрачивание, втачивание |
| Спец. машина для обм. пет |
LВН 780 ”JUKI” |
3600 |
Петли
6,4-38,1
|
дифференциальная рейка |
75-120 |
75-120 |
| Спец. машина для пришивания пуговиц |
МВ-1800 А/ВR 10 «JUKI» |
1800 |
5 |
дифференциальная рейка |
Средняя |
Автоматическая виброподача пуговиц из бункера |
Пришивание пуговиц |
Продолжение таблицы 5.2.
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| Спец. машина для обмётывания срезов деталей |
МО-6704 D ”JUKI” |
7000 |
4,8 |
дифференциальная рейка |
75-120 |
Механизм для обрезки ниток, механизмы петлителей не требуют смазки |
Обмётывание срезов деталей трёхниточной цепной строчкой |
| Спец. машина для подшивания низа изделия |
СВ 641 U ”JUKI” |
2200 |
8 |
дифференциальная рейка |
75-90 |
4 |
Подшивание низа изделия потойной строчкой |
| Стачивающая с одновременным обмётыванием машина |
MO 6716 S "JUKI" |
6000 |
4,8 |
75-120 |
Средняя |
Механизм игловодителя и верхнего петлителя модернизированы и не требуют смазки.
|
Стачивание с одновременным обмётыванием срезов подкладки юбки |
Таблица 5.3.
Характеристика оборудования для влажно-тепловой обработки и склеивания
| Вид оборудования, пр-ие изгот.
|
Усилие прессования, Кпа
|
Тип провода
|
Способ нагрева подушек
|
Температура нагрева подушек, °С
|
Тип подушки
|
Выполняемая операция
|
| Верхней
|
Нижней
|
Верхней
|
Нижней
|
| 1
|
3
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| Утюжильное рабочее место 2004Е+АR-20 ”ROTONDI” |
электрический |
130 |
130 |
приутюживание, заутюживание, разутюживание, сутюживание |
Продолжение таблицы 5.3.
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
| Паровая кабина 1124 ”ROTONDI” |
электрический |
160 |
160 |
Приутюживание |
6. Составление технологической последовательности.
Таблица 6.1.
Технологическая последовательность обработки женского костюма.
| № п/п |
наименование неделимых операций |
специальность |
разряд |
затраты времени по моделям |
Обор-е, прис-е, инструменты |
| А |
Б |
В |
| 1
|
2 |
3
|
4
|
5
|
6
|
7
|
8
|
| жакет
|
| заготовка деталей
|
| запуск
|
| 1 |
проверить наличие деталей кроя жакета |
Р |
3 |
41 |
41 |
41 |
| 2 |
Скомплектовать детали кроя жакета, раздать по рабочим местам |
Р |
3 |
70 |
70 |
70 |
| ИТОГО ПО ЗАПУСКУ:
|
111
|
111
|
111
|
| полочка
|
| 3 |
приутюжить листочку |
У |
3 |
50 |
2004 Е+АR-20 ”ROTNDI” |
| 4 |
наметить на листочке линию притачивания |
Р |
3 |
27 |
| 5 |
притачать подкладку кармана, листочку к нижней части полочки |
М |
4 |
20 |
- |
- |
DDL 8700-7 ”JUKI” |
| 6 |
притачать подкладку кармана к верхней части полочки |
М |
4 |
20 |
- |
- |
DDL 8700-7 ”JUKI” |
| 7 |
вывернуть подкладку кармана на изнаночную сторону |
Р |
2 |
24 |
| 8 |
стачать подкладку кармана, закрепить стороны листочки |
м |
3 |
64 |
DDL 8700-7 ”JUKI” |
| 9 |
Приутюжить карман |
У |
3 |
20 |
- |
- |
2004 Е+АR-20 ”ROTNDI” |
| 10 |
Стачать вытачки на полочке по талии |
М |
3 |
45 |
45 |
45 |
DDL 8700-7 ”JUKI” |
| 11 |
Заутюжить вытачки на полочках жакета |
У |
3 |
40 |
40 |
40 |
2004 Е+АR-20 ”ROTNDI” |
| 12 |
проложить клеевую кромку в проймы полочек жакета |
У |
3 |
64 |
64 |
64 |
2004 Е+АR-20 ”ROTNDI” |
| ИТОГО ПО ПОЛОЧКЕ:
|
374
|
149
|
149
|
| спинка
|
| 13 |
Притачать бочки к спинке жакета |
М |
3 |
68 |
68 |
68 |
DDL-8700-7 ”JUKI” |
| 14 |
Разутюжить шов притачивания бочков к спинке жакета |
У |
3 |
44 |
44 |
44 |
2004 Е+АR-20 ”ROTNDI” |
| 15 |
проложить клеевую кромку в проймы спинки жакета |
У |
3 |
37 |
37 |
37 |
2004 Е+АR-20 ”ROTNDI” |
| ИТОГО ПО СПИНКЕ:
|
149
|
149
|
149
|
| Рукава
|
| 16 |
Стачать передние срезы рукавов жакета |
М |
3 |
52 |
52 |
52 |
DDL-8700-7 ”JUKI” |
| 17 |
Разутюжить передние швы рукавов |
У |
3 |
46 |
46 |
46 |
2004 Е+АR-20 ”ROTNDI” |
| 18 |
Нанести линии низа рукавов жакета |
Р |
3 |
32 |
32 |
32 |
Мел, лекало |
| 19 |
Заутюжить низ рукавов жакета |
У |
3 |
40 |
40 |
40 |
2004 Е+АR-20 ”ROTNDI” |
| 20 |
Стачать локтевые срезы рукавов жакета |
М |
3 |
58 |
58 |
58 |
DDL-8700-7 ”JUKI” |
| 21 |
Разутюжить локтевые швы рукава жакета |
У |
3 |
46 |
46 |
46 |
2004 Е ”ROTNDI” |
| 22 |
Вывернуть рукава на лицевую сторону и приутюжить в готовом виде |
У |
2 |
83 |
83 |
83 |
2004 Е ”ROTNDI” |
| ИТОГО ПО РУКАВАМ:
|
357
|
357
|
357
|
| воротник
|
| 23 |
Наметить линию обтачивания концов воротника |
Р |
3 |
19 |
19 |
19 |
Мел, лекало |
| 24 |
обтачать нижний воротник верхним |
М |
5 |
43 |
43 |
43 |
DDL 8700-7 ”JUKI” |
| 25 |
Настрочить припуск шва обтачивания воротника на нижний воротник по отлёту и концам |
М |
3 |
30 |
30 |
30 |
DDL 8700-7 ”JUKI” |
| 26 |
Высечь шов обтачивания воротника жакета |
Р |
2 |
17 |
17 |
17 |
Ножницы |
| 27 |
Вывернуть и приутюжить воротник жакета выправляя углы и кант |
У |
3 |
51 |
51 |
51 |
2004 Е+АR-20 ”ROTNDI” |
| 28 |
Приутюжить воротник жакета в готовом виде, формируя перегиб цельнокроенной стойки |
У |
3 |
58 |
58 |
- |
2004 Е+АR-20 ”ROTNDI” |
| ИТОГО ПО ВОРОТНИКУ:
|
218
|
218
|
160
|
| Шлёвки
|
| 29 |
Обтачать шлёвки жакета, 4 шт. |
М |
3 |
- |
52 |
52 |
DDL 8700-7 ”JUKI” |
| 30 |
Вывернуть и приутюжить шлёвки |
У |
2 |
- |
68 |
68 |
2004 Е+АR-20 ”ROTNDI” |
| ИТОГО ПО ШЛЁВКАМ
:
|
120
|
120
|
| Подкладка
|
| 31 |
Наметить вытачки по линии талии на полочках подкладки жакета |
Р |
3 |
47 |
47 |
47 |
Мел, лекало |
| 32 |
Наметить вытачки по линии талии и линии стачивания средних срезов спинки на подкладке жакета |
Р |
3 |
67 |
67 |
67 |
Мел, лекало |
| 33 |
Стачать вытачки на полочках подкладки жакета |
М |
3 |
32 |
32 |
32 |
DDL 8700-7 ”JUKI” |
| 34 |
Стачать вытачки на спинке подкладки жакета |
М |
3 |
32 |
32 |
32 |
DDL 8700-7 ”JUKI” |
| 35 |
Стачать средние срезы спинки подкладки жакета |
М |
3 |
31 |
31 |
31 |
DDL 8700-7 ”JUKI” |
| 36 |
Закрепить ленту с указанием размера к ленте с товарным знаком предприятия |
М |
3 |
12 |
12 |
12 |
DDL 8700-7 ”JUKI” |
| 37 |
Настрочить ленту с товарным знаком предприятия на подкладку спинки |
М |
3 |
20 |
20 |
20 |
DDL 8700-7 ”JUKI” |
| 38 |
Стачать передние срезы рукавов подкладки жакета |
М |
3 |
32 |
32 |
32 |
DDL 8700-7 ”JUKI” |
| 39 |
Стачать локтевые срезы рукавов подкладки жакета |
М |
3 |
39 |
39 |
39 |
DDL 8700-7 ”JUKI” |
| 40 |
Стачать боковые срезы подкладки жакета, вкладывая ленту с символами ухода за изделием |
М |
3 |
55 |
55 |
55 |
DDL 8700-7 ”JUKI” |
| 41 |
Стачать плечевые срезы подкладки |
М |
3 |
36 |
36 |
36 |
DDL 8700-7 ”JUKI” |
| 42 |
Втачать рукава подкладки в проймы подкладки жакета с одновременным вкладыванием отрезков ткани в верхней части проймы |
М |
4 |
135 |
135 |
135 |
DDL 8700-7 ”JUKI” |
| 43 |
Приутюжить подкладку жакета в готовом виде |
У |
3 |
50 |
50 |
50 |
2004 Е+АR-20 ”ROTNDI” |
| ИТОГО ПО ПОДКЛАДКЕ:
|
588
|
588
|
588
|
| ИТОГО ПО ЗАГОТОВКЕ:
|
1797
|
1692
|
1634
|
| Монтаж
|
| 44 |
Стачать боковые срезы жакета |
М |
4 |
80 |
80 |
80 |
DDL 8700-7 ”JUKI” |
| 45 |
Разутюжить боковые швы жакета |
У |
3 |
44 |
44 |
44 |
2004 Е+АR-20 ”ROTNDI” |
| 46 |
Проверить жакет по табелю мер, соответствие расположения линий и рассечек на симметричных деталях |
Р |
3 |
180 |
180 |
180 |
Стол для ручных работ |
| 47 |
Нанести линии притачивания шлёвок на полочках и спинке жакета |
Р |
3 |
- |
64 |
64 |
Мел, лекало |
| 48 |
Притачать шлёвки по намелке на жакете, 4 штуки |
М |
3 |
- |
64 |
64 |
DDL 8700-7 ”JUKI” |
| 49 |
Настрочить второй край шлёвки жакета по намелке |
М |
3 |
- |
64 |
64 |
DDL 8700-7 ”JUKI” |
| 50 |
Наметить линию обтачивания углов лацканов и борта жакета |
Р |
3 |
25 |
25 |
25 |
Мел, лекало |
| 51 |
Обтачать лацканы и борта жакета |
М |
4 |
150 |
150 |
150 |
DDL 8700-7 ”JUKI” |
| 52 |
Настрочить припуск шва обтачивания лацкана на полочку, борта на подборт жакета |
М |
3 |
98 |
98 |
98 |
DDL 8700-7 ”JUKI” |
| 53 |
Надсечь припуск шва обтачивания борта |
Р |
2 |
68 |
68 |
68 |
Ножницы |
| 54 |
Нанести линию низа жакета |
Р |
3 |
57 |
57 |
57 |
Мел, лекало |
| 55 |
Вывернуть и выправить углы лацканов и бортов и приутюжить борта, выправляя кант и заутюживая низ жакета |
У |
3 |
216 |
216 |
216 |
2004 Е+АR-20 ”ROTNDI” |
| 56 |
Стачать плечевые срезы жакета |
М |
3 |
47 |
47 |
47 |
DDL 8700-7 ”JUKI” |
| 57 |
Разутюжить плечевые швы жакета |
У |
3 |
64 |
64 |
64 |
2004 Е+АR-20 ”ROTNDI” |
| 58 |
Втачать воротник в горловину жакета |
М |
5 |
105 |
105 |
105 |
DDL 8700-7 ”JUKI” |
| 59 |
Разутюжить шов втачивания воротника в горловину жакета |
У |
3 |
65 |
65 |
65 |
2004 Е+АR-20 ”ROTNDI” |
| 60 |
Втачать рукава в проймы верха жакета |
М |
5 |
172 |
172 |
172 |
DDL 8700-7 ”JUKI” |
| 61 |
Сутюжить посадку швов втачивания рукавов в проймы жакета |
У |
3 |
70 |
70 |
70 |
2004 Е+АR-20 ”ROTNDI” |
| 62 |
Притачать подокатники в шов втачивания рукавов в проймы жакета |
М |
4 |
60 |
60 |
60 |
DDL 8700-7 ”JUKI” |
| 63 |
Притачать верхние плечевые накладки ко швам втачивания рукавов в проймы жакета |
М |
4 |
62 |
62 |
62 |
DDL 8700-7 ”JUKI” |
| 64 |
Приутюжить полочку, спинку, лацканы, борта, воротник жакета |
У |
3 |
260 |
260 |
260 |
2004 Е+АR-20 ”ROTNDI” |
| 65 |
Наметить линии прокладывания строчек по борту жакета в области расположения пуговиц |
Р |
3 |
- |
- |
27 |
Мел, лекало |
| 66 |
Настрочить полочку по намелке в области борта |
М |
3 |
- |
- |
52 |
DDL 8700-7 ”JUKI” |
| 67 |
Подогнать подкладку по изделию, нанести контрольные знаки и рассечки |
Р |
4 |
70 |
70 |
70 |
Стол для ручных работ |
| 68 |
Притачать подкладку к подбортам и горловине жакета |
М |
4 |
74 |
74 |
74 |
DDL 8700-7 ”JUKI” |
| 69 |
Прикрепить шов притачивания подкладки к верхнему воротнику ко шву втачивания нижнего воротника в горловину жакета |
М |
3 |
60 |
60 |
60 |
DDL 8700-7 ”JUKI” |
| 70 |
Вывернуть рукава жакета на изнаночную сторону |
Р |
2 |
20 |
20 |
20 |
| 71 |
Притачать подкладку по низу рукавов жакета |
М |
4 |
56 |
56 |
56 |
DDL 8700-7 ”JUKI” |
| 72 |
Прикрепить припуск на подгибку низа рукава над швами рукавов |
М |
3 |
61 |
61 |
61 |
DDL 8700-7 ”JUKI” |
| 73 |
Вывернуть рукава жакета на лицевую сторону |
Р |
2 |
20 |
20 |
20 |
| 74 |
Скрепить подкладку с верхом жакета в верхней части проймы за полоску ткани |
М |
3 |
60 |
60 |
60 |
DDL 8700-7 ”JUKI” |
| 75 |
Скрепить подкладку с верхом жакета в нижней части проймы за припуск шва |
М |
3 |
50 |
50 |
50 |
DDL 8700-7 ”JUKI” |
| 76 |
Притачать подкладку по низу жакета |
М |
4 |
131 |
131 |
131 |
DDL 8700-7 ”JUKI” |
| 77 |
Закрепить припуск на подгибку низа жакета над швами |
М |
3 |
120 |
120 |
120 |
DDL 8700-7 ”JUKI” |
| 78 |
Вывернуть жакет на лицевую сторону |
Р |
2 |
27 |
27 |
27 |
| 79 |
Дотачать отверстие в среднем шве подкладки спинки жакета |
М |
3 |
55 |
55 |
55 |
DDL 8700-7 ”JUKI” |
| 80 |
Застрочить отверстие в шве подкладки правого рукава жакета |
М |
3 |
40 |
40 |
40 |
DDL 8700-7 ”JUKI” |
| 81 |
Вывернуть рукава жакета на лицевую сторону |
Р |
2 |
19 |
19 |
19 |
| ИТОГО ПО МОНТАЖУ:
|
2686
|
2878
|
2957
|
| Отделка
|
| 82 |
Наметить место расположения 4 петель по борту |
Р |
3 |
27 |
27 |
27 |
Мел, лекало |
| 83 |
Обметать 4 петли по борту жакета |
С |
3 |
61 |
61 |
61 |
LBH 780 ”JUKI” |
| 84 |
Приутюжить жакет в готовом виде |
П |
5 |
260 |
260 |
260 |
1124 ”ROTONDI” |
| 85 |
Приутюжить жакет со стороны подкладки |
У |
4 |
80 |
80 |
80 |
2004 Е+АR-20 ”ROTNDI” |
| 86 |
Наметить место расположения 4 пуговиц по борту |
Р |
3 |
25 |
25 |
25 |
Мел, лекало |
| 87 |
Пришить 4 пуговицы по намелке по борту |
С |
3 |
80 |
80 |
80 |
МВ-1800 А/ВR 10 «JUKI» |
| 88 |
Обвить ножки 4 пуговиц |
Р |
3 |
60 |
60 |
60 |
| 89 |
Скомплектовать ремешок с жакетом |
Р |
2 |
10 |
10 |
| ИТОГО ПО ОТДЕЛКЕ:
|
593
|
603
|
603
|
| ИТОГО ПО ЖАКЕТУ
|
5076
|
5173
|
5194
|
| ЮБКА
|
| Заготовка деталей
|
| Запуск
|
| 90 |
Проверить наличие деталей кроя юбки и скомплектовать детали в пачки |
Р |
3 |
62 |
62 |
62 |
| итого по запуску:
|
62
|
62
|
62
|
| Заднее полотнище юбки
|
| 91 |
Обметать боковые срезы задней половинки юбки |
С |
3 |
21 |
21 |
21 |
МО 6704 ”JUKI” |
| 92 |
Обметать средние срезы задней половинки юбки |
С |
3 |
21 |
21 |
21 |
МО 6704 ”JUKI” |
| 93 |
Наметить вытачки на задних половинках юбки |
Р |
3 |
51 |
51 |
51 |
Мел, лекало |
| 94 |
Стачать вытачки на задних половинках юбки |
М |
3 |
30 |
30 |
30 |
DDL 8700-7 ”JUKI” |
| 95 |
Заутюжить вытачки на задних половинках юбки |
У |
3 |
25 |
25 |
25 |
2004 Е+АR-20 ”ROTNDI” |
| 96 |
Стачать средний срез заднего полотнища юбки, стачивая припуски шлицы |
М |
3 |
40 |
40 |
40 |
DDL 8700-7 ”JUKI” |
| 97 |
притачать тесьму "молния" к припуску левой задней половинки юбки |
М |
3 |
20 |
20 |
20 |
DDL 8700-7 ”JUKI” |
| 98 |
притачать тесьму "молния" к припуску правой задней половинки юбки |
М |
3 |
20 |
20 |
20 |
DDL 8700-7 ”JUKI” |
| 99 |
разутюжить средний шов юбки |
У |
3 |
15 |
15 |
15 |
2004 Е+АR-20 ”ROTNDI” |
| ИТОГО ПО ЗАДНЕЙ ПОЛОВИНКЕ
|
243
|
243
|
243
|
| Переднее полотнище юбки
|
| 100 |
Наметить линии стачивания вытачек на передней половинке юбки |
Р |
3 |
52 |
52 |
52 |
Мел, лекало |
| 101 |
Стачать вытачки на передней половинке юбки |
М |
3 |
26 |
26 |
26 |
DDL 8700-7 ”JUKI” |
| 102 |
Заутюжить вытачки на передних половинках юбки |
У |
3 |
25 |
25 |
25 |
2004 Е+АR-20 ”ROTNDI” |
| 103 |
Обметать боковые срезы передних половинок юбки |
С |
3 |
24 |
24 |
24 |
МО 6704 ”JUKI” |
| ИТОГО ПО ПЕРЕДНЕЙ ПОЛОВИНКЕ:
|
127
|
127
|
127
|
| Подкладка
|
| 104 |
Обметать средние срезы заднего полотнища подкладки юбки |
С |
3 |
24 |
24 |
24 |
МО 6704 ”JUKI” |
| 105 |
стачать средние срезы заднего полотнища подкладки юбки |
М |
3 |
32 |
32 |
32 |
DDL 8700-7 ”JUKI” |
| 106 |
разутюжить средний шов подкладки юбки |
У |
3 |
35 |
35 |
35 |
2004 Е+АR-20 ”ROTNDI” |
| 107 |
Стачать боковые срезы подкладки |
С |
3 |
25 |
25 |
25 |
МО 6916 S”JUKI” |
| 108 |
Подшить низ подкладки юбки и бработать разрез по среднему шву юбки |
М |
3 |
35 |
35 |
35 |
DDL 8700-7 ”JUKI” |
| ИТОГО ПО ПОДКЛАДКЕ:
|
151
|
151
|
151
|
| Пояс
|
| 109 |
обметать нижний срез пояса |
С |
3 |
30 |
30 |
30 |
МО 6704 ”JUKI” |
| 110 |
Обтачать концы пояса |
М |
3 |
10 |
10 |
15 |
DDL 8700-7 ”JUKI” |
| 111 |
вывернуть и выправить углы пояса |
Р |
2 |
10 |
10 |
10 |
| 112 |
Заутюжить пояс попалам, приутюживая концы пояса |
У |
3 |
25 |
25 |
25 |
2004 Е+АR-20 ”ROTNDI” |
| ИТОГО ПО ПОЯСУ:
|
75
|
75
|
80
|
| МОНТАЖ
|
| 113 |
Стачать боковые срезы юбки |
М |
4 |
50 |
50 |
50 |
DDL 8700-7 |
| 114 |
Разутюжить боковые швы юбки |
У |
3 |
34 |
34 |
34 |
2004 Е+АR-20 ”ROTNDI” |
| 115 |
Обметать низ юбки |
С |
3 |
30 |
30 |
30 |
МО 6704 ”JUKI” |
| 116 |
Подшить низ юбки |
С |
4 |
40 |
40 |
40 |
СВ 641 U ”JUKI” |
| 117 |
заутюжить низ юбки |
У |
3 |
17 |
17 |
17 |
2004 Е+АR-20 ”ROTNDI” |
| 118 |
Притачать подкладку к припуску на обработку застёжки |
М |
3 |
25 |
25 |
25 |
DDL 8700-7 ”JUKI” |
| 119 |
Притачать пояс по верхнему срезу юбки |
М |
5 |
90 |
90 |
90 |
DDL 8700-7 ”JUKI” |
| 120 |
притачать подкладку к поясу |
М |
3 |
30 |
30 |
30 |
DDL 8700-7 ”JUKI” |
| 121 |
настрочить шов притачивания пояса, направляя припуски шва притачивания в сторону пояса, а шов притачивания подкладки в сторону подкладки |
М |
5 |
90 |
90 |
90 |
DDL 8700-7 ”JUKI” |
| ИТОГО ПО МАНТАЖУ
|
406
|
406
|
406
|
| ОТДЕЛКА
|
| 122 |
Наметить место расположения петель на поясе юбки |
Р |
3 |
15 |
15 |
18 |
Мел, лекало |
| 123 |
Обметать петли на поясе юбки |
С |
3 |
18 |
18 |
24 |
LBH-780 ”JUKI” |
| 124 |
Приутюжить юбку в готовом виде |
П |
5 |
263 |
263 |
263 |
1124 ”ROTONDI” |
| 125 |
Наметить место расположения пуговиц на поясе юбки |
Р |
3 |
6 |
6 |
8 |
Мел, лекало |
| 126 |
Пришить пуговицы на поясе юбки |
С |
3 |
18 |
18 |
21 |
МВ-1800 А/ВR 10 «JUKI» |
| 127 |
Обвить ножки пуговиц на юбке |
Р |
3 |
14 |
14 |
20 |
| 128 |
Очистить комплект от производственного мусора |
Р |
2 |
55 |
55 |
55 |
| 129 |
Скомплектовать жакет с юбкой |
Р |
2 |
40 |
40 |
40 |
| 130 |
Вложить запасной кусочек ткани и запасную пуговицу в пакет |
Р |
2 |
20 |
20 |
20 |
| 131 |
Навесить ярлык и пакет с запасками на изделие |
Р |
2 |
42 |
42 |
42 |
Этикет-пистолет |
| 132 |
Сдать изделие на склад готовой продукции |
Р |
2 |
20 |
20 |
20 |
| ИТОГО ПО ОТДЕЛКЕ:
|
511
|
511
|
531
|
| ИТОГО ПО ЮБКЕ:
|
1575
|
1575
|
1600
|
| ИТОГО ПО ИЗДЕЛИЮ:
|
6651
|
6748
|
6794
|
| СРЕДНЯЯ ТРУДОЁМКОСТЬ ДЛЯ ТРЁХ МОДЕЛЕЙ
|
6731
|
Вывод.
Данная курсовая работа посвещенна разработке технологического процесса изготовления женского костюма для женщин средней возрастной группы.
В основу разработки технологии заложена рациональная технологическая последовательность операций, использованы достижения науки и техники, максимально механизированны и автоматизированы производственные процессы.
Выбранные модели разработаны на одной конструктивной основе. Выбранные материалы для изготовления женского костюма отвечают необходимым требованиям, соответствуют направлению моды.
В процессе изготовления женского костюма применены современные методы обработки и сборки изделия с использованием высокопроизводительного оборудования, в результате снизились затраты времени на 1,6 % , производительность труда увеличилась на 1, 7 %, достигнуто стабильное качество.
Список литературы
1.
Справочник молодого швейника. Труханова А.Т. – 4-е изд., перераб. и доп. – М.: Высш. шк.,1993. – 431 с.
2.
Основы технологии швейного производства. Учеб. для проф. учеб. Заведений/ А.Т. Труханова – 5-е изд. – М.: Высш. шк., 2002. – 336 с.
3.
Эксплуатационные свойства материалов для одежды и методы оценки их качества. Справочник / Гущина К.Г., Беляева С.А. и др. – М.: Лёгкая и пищевая промышленность, 1984. – 312 с.
4.
Моделирование и художественное оформление одежды. Учебное пособие для студ. Учрежд. сред. проф. образования. Ермилова В.В., Ермилова Д.Ю. – М.: Мастерство, изд. центр. «Академия» Высшая школа, 2000 – 184 с.
5.
Пожидаев Н. Н. и др. Материалы для одежды. М. Легкая индустрия, 1975
6.
Гущина К. Г., Беляева С. А. Ассортимент, свойства и технические требования к материалам для одежды. М. Легкая индустрия, 1978
|