Содержание
Введение
1 Общая характеристика предприятия
2 Организация основного производства
З Организация ремонтного хозяйства
4 Организация инструментального хозяйства
5 Организация энергетического хозяйства
6 Организация транспортного хозяйства
7 Организация складского хозяйства
8 Организация технического контроля
9 Организация обслуживания населения
10 Организационно-технические мероприятия по совершенствованию организации производства
Заключение
Библиографический список…
…
Введение
Без мебели на сегодняшний день невозможно обходиться в разных отраслях деятельности общества.
В целях, того что бы наш дом был привлекательным, во время ремонта используется много разнообразных стройматериалов. Поскольку на сегодняшний день в стране нет проблем с ними, то благодаря этому выбор у нас большой. Мало кто поспорит с тем, что мебельная продукция чрезвычайно важна для всех людей.
Нынешняя мебель - это практичность, удобство и красота. Поскольку всем нужна мебель, то в разных странах много компаний производит мебельные изделия. На нашем рынке нехватки мебели не наблюдается, в магазинах можно купить широкий ассортимент кроватей, столов, шкафов и иной мебели. Вследствие применения качественных материалов, продукция характеризуется не лишь только привлекательностью, но и длительным временем службы. Быстрыми темпами становится больше и изготовление такой мебели, как мебель для офиса.
Любому человеку на сегодняшний день очень трудно жить без мебели, и это понятно, так как стулья, кровати и шкафы - это серьезная составляющая нашего жилища. Помимо этого, меблировка много расскажет и о ее владельцах, вот почему любой человек стремится покупать качественную мебель. Ведь такие товары обязаны быть как оригинальными, так и обладать надежностью. На данный момент меблировка считается очень важным элементом офисов и квартир. Поскольку мебель нужна всем, то производство мебели - очень выгодное дело. Представлены разнообразные модификации изделий, таким образом каждый человек найдет что-то для себя.
В связи с этим исследование производственно-хозяйственной деятельности предприятия занимающегося производством мебели с целью повышения его финансовой результативности является актуальным.
Реклама

Целью данной курсовой работы является создание проекта мероприятий по совершенствованию основного производства предприятия ООО «Рос-Мебель», анализ существующего технологического процесса выявление резерва повышения производительности и снижение затрат на производства.
Актуальность данной темы заключается в том, что увеличение производительной мощности и сокращение затрат на производство, приведет к снижению себестоимости готовой продукции, что в свою очередь приведет к увеличению спроса на продукцию данного предприятия.
1 Общая характеристика предприятия
Общество с ограниченной ответственностью ООО «Рос-Мебель» - это самостоятельно хозяйствующий субъект, созданный (учрежденный) в соответствии с действующим законодательством для производства продукции, выполнения работ, оказания услуг в целях удовлетворения общественных потребностей и получения прибыли.
Фирменное название Общества - Общество с Ограниченной Ответственностью «Рос-Мебель», сокращенное название – ООО «Рос-Мебель».
Местонахождения Общества – Российская Федерация, Ростовская область, г.Ростов-на-Дону, ул.Малиновского,9.
Основным направлением деятельности ООО «Рос-Мебель» является изготовление корпусной мебели, производство сборно-разборной мебели разного функционального назначения.
ООО «Рос-Мебель» производит широкий ассортимент корпусной мебели для дома: прихожие, кухни, гостиные, спальни, мебель для детей и подростков, модульные системы, компьютерные столы, ТВ-тумбы, шкафы-купе.
ООО «Рос-Мебель» предлагает своим покупателям мебель разнообразного дизайна (от классики до модерна) широкой цветовой гаммы - более 80 расцветок. Покупатель всегда может выбрать мебель различного цвета в зависимости от своих предпочтений и пожеланий.
Ценовой сегмент - средний. Модельный ряд выпускаемой продукции постоянно обновляется. Мебель реализуется как для собственного производства так и партнёров. Благодаря этой системе продаж есть возможность приобрести мебель прямо с производства минуя посредников и таким образом сэкономить бюджет покупателей.
Работниками предприятия, прежде чем предложить покупателю товар долго работают над тем, чтобы изучить покупательский спрос, предпочтения и симпатии клиентов. Компания ведет свою деятельность с высоким качеством и культурой обслуживания. Индивидуальный подход к каждому клиенту помогает постоянно расширять круг партнеров и клиентов. Обеспечивая это, конечно, не только благодаря профессионализму сотрудников и дисциплине внутри компании, но, прежде всего значительным и постоянным инвестициям в развитие компании, ее дальнейшем росте.
Реклама

Мебель производится высококлассными специалистами, про работавшими в этой области много лет. Партнёры и клиенты - самый ценный капитал любой компании. Установление новых контактов, расширение и укрепление сложившихся взаимоотношений в сотрудничестве, является подтверждением и важным признанием правильности выбранного направления развития.
Генеральным директором на предприятии является Линейкин В. В.

Рисунок 1.1 - Производственная структура ООО «Рос-Мебель»
Основные технико-экономические показатели ООО «Рос-Мебель» за 2007-2008 год представлены в таблице 1.1.
Таблица 1.1 - Основные технико-экономические показатели за 2007-2008 год
| Наименование показателя |
2007г. |
2008 г. |
Абсолютное отклонение |
Темп прироста.% |
| 1. Объём реализации продукции, тыс. руб. |
34564 |
38654 |
4090 |
11,83 |
| 2. Среднесписочная численность рабочих, чел. |
72 |
78 |
6 |
8,3 |
3. Среднегодовая выработка, тыс. руб. - на одного работающего
- на одного рабочего
|
345,5 453,7 |
373,6 476,4 |
28,122,7 |
8,1 5 |
| 4. Фонд заработной платы, тыс. руб. |
2345,7 |
2854,7 |
509 |
21,7 |
| 5. Среднемесячная заработная плата, руб. |
7000 |
7500 |
500 |
7 |
| 6. Себестоимость продукции, тыс. руб. |
16543,4 |
18643, 3 |
2100 |
12,69 |
| 7.Чистая прибыль, тыс. руб. |
2056,6 |
2855,3 |
798,7 |
38,83 |
| 8. Затраты на 1 рубль товарной продукции, руб. |
0,97 |
0,94 |
-0,03 |
-2,1 |
| 9. Рентабельность продукции, % |
15,56 |
18,54 |
2,98 |
19,15 |
Как видно из таблицы объем реализации продукции увеличился на 4090 тыс.руб., по сравнению с прошлым годом это составило увеличение на 11,83%. Численность сотрудников за период 2007-2008гг увеличилась на 6 человек. Фонд заработной платы увеличился на 21,7%. Себестоимость продукции по сравнению с 2007 годом увеличилась на 12,69%, и составила 18643,3руб. Среднемесячная заработная плата увеличилась на 7%. Увеличение чистой прибыли составило по сравнению с 2007 годом на 38,83%. Затраты на 1 руб. товарной продукции уменьшились на 2,1%. Рентабельность продукции увеличилась на 19,15%.
2 Организация основного производства
Компания производит широкий ассортимент мебели из ЛДСП, мебели на металлокаркасе и трансформируемой мебели (кровати раскладные). Предприятие оснащено высокопроизводительным качественным импортным оборудованием и укомплектовано высококлассными специалистами. Мебель сертифицирована и соответствует действующим ГОСТам РФ.
Для изготовления мебели в производстве используется оборудование известных зарубежных фирм Италии и Германии. Вся продукция сертифицирована в соответствии с нормами РФ.
Весь ассортимент можно разделить на две больших группы:
модульные программы и складские программы.
Модульные программы включают в себя большой выбор различных элементов (модулей), которые комплектуются под заказ конкретного покупателя, на выбор, в различной цветовой отделке, с различными фасадами.
Рисунок 2.1 – Ассортимент выпускаемой продукции
Складская программа мебели включает в себя многочисленный ассортимент, постоянно находящийся в производстве и, в основном, имеющийся на складах фабрики в наличии. Это большой ассортимент различных тумб, комодов, витрин, письменных, журнальных и обеденных столов, стульев, книжных шкафов и шкафов для гостиной, наборы мебели для прихожей. Эти изделия изготавливаются поточно, массово, в различной цветовой гамме.
Для изготовления мебели в производстве используется оборудование известных зарубежных фирм Италии и Германии. Вся продукция сертифицирована в соответствии с нормами РФ.
ООО «Рос-Мебель» осуществляет производство мебели, отличающейся надежностью, безопасностью, высоким качеством и стильным дизайном. Основное направление деятельности ООО «Рос-Мебель» - это изготовление кухонной мебели и её компонентов. Функциональность, надежность и комфорт - три основные составляющие кухонь фабрики.
ООО «Рос-Мебель» осуществляет также производство мебели для офисов и гостиниц. За долгие годы работы специалисты фабрики накопили бесценный опыт, который сейчас помогает им изготавливать удобную и надежную мебель для работы и отдыха. При производстве мебели для офисов тщательно продумываются все нюансы: от назначения мебели (оперативная, для кабинета руководителя и т.д.) до направления деятельности компании (банковская мебель, мебель для медицинских учреждений и т.д.). В результате заказчик получает мебель, которая позволяет правильно организовать рабочее место и отлично выглядит перед деловыми партнерами.
В технологическом процессе изготовления корпусной мебели ООО «Рос-Мебель»используются три вида режущего инструмента – это дисковые пилы, сверла и фреза. Дисковые пилы используются на форматно-раскроечном станке: основная и подрезная, которые отличаются друг от друга по размерам. Сверла используются в сверлильно-присадочном станке, а фреза в кромкооблицовочном станке. Учитывая специфику использования режущего инструмента, закупается инструмент в трех комплектах; пока один комплект используется в работе, второй комплект будет затачиваться, а третий будет находиться в резерве.
Кроме того, в производственном процессе задействованы еще два вида вспомогательного оборудования. Это станок для заточки режущего инструмента, а также пылеулавливающий агрегат, который выполняет операцию по удалению продуктов резания из зоны обработки деревообрабатывающих станков. Использование пылеулавливающего агрегата обязательно. Различают данный вид оборудования по производительности, количеству воздуховодов и по цене.
Как и на любом предприятии, весь производственный процесс разбит на отдельные этапы.
I . На этом этапе происходит непосредственно заказ мебели, где дизайнер-конструктор и сам заказчик, работая вместе, создают эскиз будущей мебели.
Здесь дизайнер-конструктор старается учесть все мелочи, все пожелания клиента и подогнать под возможности фирмы.
II . По данным конструктора собирается вся необходимая фурнитура и материалы на данный заказ. Некоторые детали и комплектующие заказываются отдельно (в основном это фасадные дверки, столешницы и нестандартная фурнитура).
Далее происходит непосредственное изготовление мебели.
III . На данном этапе производится распил листов ламинированной ДСП.
ЛДСП является основным материалом для изготовления корпусной мебели. Листы пилятся по специальным компьютерным картам раскроя, в которых все детали мебели расположены на листе ЛДСП с учетом минимальных остатков и удобства распила на станке.
Самое трудное при распиле – это сделать так, чтобы торец детали, т.е. срез, был без поколов. Поэтому, большое внимание уделяется настройке станков, заточке инструмента, обучению рабочих и качеству материалов. Станки немецкой фирмы Altendorf , на которых работает фирма, являются одними из лучших на сегодняшний момент.
IV . Следующий производственный процесс – это кромление. Кромить детали из ЛДСП необходимо по многим причинам. Это и для увеличения срока службы мебели и для того, чтобы скрыть срез, который отличается от декоративной поверхности плиты и т.д. Для кромления используется только пластиковая кромка PVC разной толщины, ширины и расцветки. И опять же данная операция производится на профессиональном станке фирмы HolzHer .
V . После распила и кромления, детали из ЛДСП проходят операцию присадки.
Присадка – это сверление отверстий различного диаметра и глубины для крепления необходимой фурнитуры. Это одна из самых точных операций, которая требует особого внимания и выполняется на специальном сверлильно-присадочном станке BlueMax немецкой фирмы Hettich .
В производстве мебели используется высококачественная немецкая фурнитура Hettich – это различные стяжки, петли для дверок, кронштейны, выдвижные механизмы для ящиков и многое другое, чего обычно не видно, но без чего мебель не будет стоять и работать.
VI . Далее идет сборка мебели. На напиленные, окрамленные и присаженные детали устанавливают фурнитуру, собирают корпуса, навешивают фасадные дверки, регулируют механизмы, проверяют работу и правильность сборки. После проверки корпуса упаковывают.
VII . Заключительным этапом является непосредственно монтаж мебели у заказчика и сдача ее новым хозяевам.
Затем готовая продукция проходит контроль качества в отделе технического контроля. Проверяются готовые изделия на предмет брака. Под руководством инспектора по ОТК качество проверяется органолептическим методом (по внешнему виду) – по цвету, по качеству декорирования, проверяется соответствие изделия образцу-эталону, а также лабораторным методом. Среди бракованных изделий чаще всего встречаются изделия, имеющие отклонения от установленных размеров, измененную форму, трещины, перекос, изделия, вздутия, неравномерную окраску, нечеткие и непрочные рисунки, неодинаковую толщину, поверхностные царапины, расслаивание. По мере выявления и накопления бракованных изделий они направляются на переработку во вторичное сырье. Комплектовщики-контролеры производит упаковку готовой продукции. При упаковке используется картон и полиэтилен.
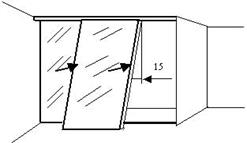
Технологический процесс производства шкафа-купе.
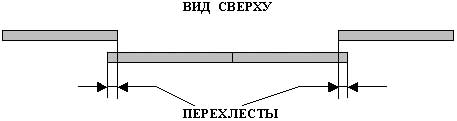
Сборку мебели в цехе производя рабочие-сборщики. Рассмотрим процесс сборки корпусной мебели на примере шкафа-купе. В начале отметим, что проем шкафа-купе организуется таким образом, чтобы его высота была на 5 см больше высоты раздвижных дверей, а ширина проема должна предусматривать наличие захода одной двери за другую (в дальнейшем "перехлест").
Минимальный перехлест должен составлять не менее 2 см. Если все двери зеркальные, необходимо особо отметить, что если перехлест превышает 3 см , то колеса двери стоящей спереди могут отражаться в зеркале стоящем сзади.
При сильном отклонении уровня от горизонтали и вертикали необходимо понять, как конструктивно будет произведено выравнивание.



Если необходимо выровнять боковую стену, то сначала производим выравнивание, а потом разметку для установки боковой панели. Отмеряем расстояние от стены до места где будет установлена боковая панель, учитывая все перехлесты между дверями. При установке 4-х дверей перехлест составит 4 см, поскольку в этом случае только в двух местах двери заходят друг за друга и в одном месте (в центре) - стыкуются.
Крепим боковую панель с помощью уголков, подгоняя ее по высоте и глубине. Для достижения жесткости конструкции необходимо установить уголки на полу и потолке.
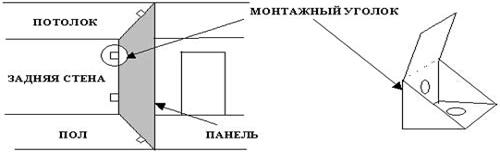
Сначала устанавливаем верхнюю направляющую, прикрепляя его непосредственно к потолку, либо к фальшпанели.

Нижняя направляющая устанавливается со смещением, относительно верхней, на 30 мм вглубь шкафа. Если направляющая устанавливается на ковролин, то желательно подложить под нее ДСП. Это обеспечит большую жесткость нижней направляющей, а также продлит срок службы дверных колесиков.
После установки направляющих производим монтаж внутреннего устройства шкафа.
При монтаже внутреннего устройства шкафа, необходимо, прежде всего, учитывать линию двери. Например, если планируется установка внутрь выдвижных ящиков, то надо четко представлять, позволит ли дверь, находящаяся в крайнем положении, выдвинуть ящики? Будет ли свободен доступ к вешалкам? Не будет ли в проектируемом шкафу "мертвых" зон, то есть труднодоступных мест? Так, при монтаже 3-х створчатого шкафа (см. рис. ниже) необходимо помнить, что шкаф может открываться лишь на одну треть, то есть шкаф удобнее разбить на три секции и заполнить их соответствующим внутренним устройством.

Двухстворчатый шкаф, если он длиннее 120 см, лучше внутри делить пополам. Так как вешало, устанавливаемое без промежуточных опор на такую длину, при вешании на него шуб или другой верхней одежды может не выдержать нагрузки и деформироваться.
При расчете расстояния от потолка до антресольной полки необходимо откладывать его не от потолка, а от нижнего края верхней направляющей. Фальшпанель и верхняя направляющая (так как она имеет высоту) уменьшают доступ к внутреннему пространству над антресольной полкой. Расстояние от вешала до полки над ним должно составлять минимум 6 см, в противном случае затруднительно будет снимать с вешала плечики для одежды.
Обувная полка должна располагаться на высоте не менее 25 см от пола. Расстояние между вешалками для коротких вещей обычно составляет не менее 90см, при этом расстояние от пола до вешала, делают больше для того, чтобы можно было использовать пол шкафа (поставить обувь, коробки и т.д.). При расчете расстояния под длинные вещи необходимо учитывать, что на обувную полку нужно дать еще как минимум 20см (под обувь), поэтому расстояние для верхней одежды должно быть не менее 150см, чтобы она не касалась обуви. При монтаже вешала минимальное расстояние от задней стены до вешала может составлять 21см.
Дверь "заводится" сначала в верхнюю направляющую, под углом примерно 15 градусов, а затем в нижнюю.
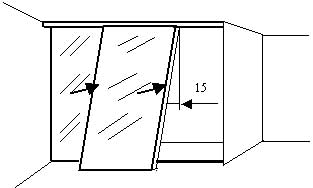
После этого дверь необходимо подкатить к боковой поверхности (стене или боковой панели) и отрегулировать ее (на нижних колесиках имеются регулировочные винты). Шкаф-купе смонтирован.
Совокупность основных процессов образует основное производство. На предприятии ООО «Рос-Мебель» основное производство состоит из двух стадий: заготовительной, обрабатывающей. Стадией производственного процесса называется комплекс процессов и работ, выполнение которых характеризует завершение определенной части производственного процесса и связано с переходом предмета труда из одного качественного состояния в другое.
К заготовительной стадии относятся процессы получения заготовок сырья. Обрабатывающая стадия включает процессы превращения заготовок в готовые продукцию.
В целях рациональной организации производственного процесса на предприятии соблюдается принцип пропорционального производства.
Принцип пропорциональности заключается в закономерном сочетании отдельных элементов производственного процесса, которое выражается в определенном количественном соотношении их друг с другом. Так, пропорциональность по производственной мощности предполагает равенство мощностей участков или коэффициентов загрузки оборудования. В этом случае пропускная способность заготовительных цехов соответствует потребности в заготовках производственных цехов. Отсюда вытекает требование иметь в каждом цехе оборудование, площади, рабочую силу в таком количестве, которое обеспечивало бы нормальную работу всех подразделений предприятия. Такое же соотношение пропускной способности должно существовать и между основным производством, с одной стороны, и вспомогательными и обслуживающими подразделениями — с другой.
Нарушение принципа пропорциональности ведет к диспропорциям, появлению узких мест в производстве, вследствие чего ухудшается использование оборудования и рабочей силы, возрастает длительность производственного цикла, увеличиваются заделы.
Пропорциональность в рабочей силе, площадях, оборудовании устанавливается уже при проектировании предприятия, а затем уточняется при разработке годовых производственных планов путем проведения так называемых объемных расчетов — при определении мощностей, численности работающих, потребности в материалах. Пропорции устанавливают на основе системы нормативов и норм, которые определяют количество взаимных связей между различными элементами производственного процесса.
Принцип пропорциональности предполагает одновременное выполнение отдельных операций или частей производственного процесса. Он базируется на положении о том, что части расчлененного производственного процесса должны быть совмещены во времени и выполняться одновременно.
Коэффициент пропорциональности определяется по формуле:

где m- количество операций в производственном процессе
hi
– пропускная способность i-ой операции
h- запланированный ритм выпуска
Пропускная способность операции
|
Запланированный ритм выпуска |
| Пилка – 35м3
/час |
Пилка – 30м3
/час |
| Резка – 20м3
/час |
Резка – 30м3
/час |
| Сушка – 8000 шт/час |
Сушка – 8000 шт/час |
| Шлифование – 8000 шт/час |
Шлифование – 7900 шт/час |
| Строгание – 8000шт |
Строгание – 8000шт |
| Сверление – 8000 шт |
Сверление – 8000 шт |
| Садка – 8000 шт |
Садка – 8000 шт |

Полученный коэффициент пропорциональности производства на ООО «Рос-Мебель» больше 1, следовательно в производстве есть на отдельных участках наблюдается неполное использование производственной мощности и узкие места.
В частности на стадии пилки исходного сырья производственная мощность используется не полностью. Это происходит из-за наличия «узких мест» на стадии резки. Под «узким местом» понимается несоответствие мощности отдельных цехов, участков, групп оборудования минимальной мощности соответствующего подразделения, участка или группы оборудования.
Для повышения пропорциональности производства необходимо проведение мероприятий по ликвидации «узких мест».
Устранение узкого места осуществляется по плану организационно-технических мероприятий, который разрабатывается в двух направлениях, т. е. с учетом и без учета привлечения дополнительных капитальных вложений. Ко второму направлению относятся мероприятия по вводу неустановленного оборудования, увеличению сменности работы оборудования, привлечению дополнительной рабочей силы, расширению многостаночного обслуживания, сокращению внутрисменных простоев, перераспределению деталей на взаимозаменяемое оборудование с меньшим уровнем его использования.
Под видом движения предметов труда в производственном процессе понимают способ передачи их с одной операции на другую.
На ООО «Рос-Мебель» вид движения предметов труда параллельно-последовательный.
Параллельно-последовательный вид движения изделий характеризуется тем, что процесс обработки изделия данной партии на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей на каждой предыдущей операции. Изделия передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки натрии на последующих операциях (производственный задел) позволяет избежать возникновения простоев[1]
.
При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл больше по сравнению с параллельным, но меньше, чем при последовательном движении предметов труда.
При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций. Существует два вида сочетания смежных операций во времени. Если время выполнения последующей операции больше времени выполнения предыдущей операции, то можно применять параллельный вид движения деталей. Если время выполнения последующей операции меньше времени выполнения предыдущей, то приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней транспортной партии) на последующей операции.
Вспомогательное производство представлено производственной лабораторией она, используя передовой отечественный и зарубежный опыт, должна[2]
:
1) проводить исследования по разработке новой продукции;
2) разрабатывать продукцию нового состава, позволяющего повысить качество и снизить себестоимость продукции;
3) исследовать отдельные стадии технологического процесса производства продукции;
4) заниматься составлением экспертных заключений.
3 Организация ремонтного хозяйства
В процессе эксплуатации техническое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания и ремонта. Работоспособность оборудования восстановления путём ремонта. Причём в результате ремонта должно не, только восстанавливаться первоначальное состояние оборудования, но и значительно улучшаться его основные технические характеристики за счёт модернизации.
Организацией ремонтного обслуживания на ООО «Рос-Мебель» занимается ремонтно-механическая мастерская.
Ремонтно-механическая мастерская – структурное подразделение предприятия, осуществляющее профилактическую проверку оборудования, принадлежащего ООО «Рос-Мебель»; ремонт оборудования, вышедшего из строя. Мастерская содержит необходимый набор оборудования, необходимого для ремонта.

Рисунок 3.1 – основные задачи ремонтно-механической мастерской
Механики, работающие в ремонтно-механической мастерской, каждое утро совершают плановый осмотр оборудования. Если какое-то оборудование вышло из строя, то механики осуществляют его ремонт. Если в мастерской отсутствуют какая-нибудь деталь необходимая для ремонта, то главный механик заказывает его начальнику материально-технического снабжения[3]
.
Раз в месяц механики осуществляют профилактическую проверку оборудования, его промывку, смазку и другие профилактические операции.
Форма организации ремонта на ООО «Рос-Мебель»- планова-предупредительная, по графику. Планово – предупредительный ремонт осуществляется согласно паспорту оборудования или согласно установленным предприятием нормам осмотра и ремонта агрегатов, машин и деталей. Нормы осмотра и ремонта агрегатов, машин и деталей закреплены и указаны в регламенте предприятия. К общезаводским подразделениям относятся: ремонтное хозяйство, энергетическое хозяйство, транспортное и складское.
ППР на ООО «Рос-Мебель» осуществляется по плану-график разработанному на основе нормативов ППР:
– продолжительности ремонтного цикла
– продолжительности межремонтных и межосмотровых циклов;
– продолжительности ремонтов;
– категорий ремонтной сложности (КРС);
– трудоемкости и материалоемкости ремонтных работ.
Оборудование применяемое в технологическом процессе на ООО «Рос-Мебель» представлено в таблице №3.1.
Таблица 3.1 – Оборудование ООО «Рос-Мебель»
| № п/п |
Наименование оборудования |
Марка |
Количество единиц |
Категория ремонтной сложности |
Дата установки оборудования |
| Механ. часть |
Электрич.часть |
| 1 |
Форматно-раскроечный |
САС-2500 (пр-во Италия) |
1 |
10 |
11 |
2005 |
| 2 |
Сверлильно-присадочный |
П700 (пр-во Германия) |
2 |
10 |
11 |
2006 |
| 3 |
Кромкооблицовочный |
EB30 Virutex (пр-во Испания) |
2 |
8 |
9 |
2005 |
| 4 |
Пылеулавливающий агрегат |
НЕ-3000 (пр-во Германия) |
2 |
12 |
13 |
2007 |
| 5 |
Комплект режущего инструмента |
1 |
11 |
12 |
2005 |
| 6 |
Воздуховоды для пылеулавливающего агрегата |
2 |
11 |
12 |
2006 |
| 7 |
Набор столярного инструмента |
3 |
7 |
8 |
2007 |
| 8 |
Кассовый аппарат |
(пр-во Россия) |
1 |
14 |
13 |
2005 |
| 9 |
Вспомогательный инструмент |
(пр-во Италия) |
2 |
9 |
10 |
2007 |
Структура ремонтного цикла представлена на таблице 3.2. План график ремонта оборудования на 2009 год представлен в таблице 3.3
Таблица 3.2 – Структура ремонтного цикла
| Год/месяц |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| I |
- |
О |
- |
О |
- |
Т |
- |
О |
- |
О |
- |
Т |
| II |
- |
О |
- |
О |
- |
С |
- |
О |
- |
О |
- |
Т |
| III |
- |
О |
- |
О |
- |
Т |
- |
О |
- |
О |
- |
К |
Таблица 3.3 – План график ремонта оборудования.
| № п/п |
Оборудование |
Год установки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| 1 |
Форматно-раскроечный |
2005 |
- |
О |
- |
О |
- |
С |
- |
О |
- |
О |
- |
Т |
| 2 |
Сверлильно-присадочный |
2006 |
- |
О |
- |
О |
- |
Т |
- |
О |
- |
О |
- |
Т |
| 3 |
Кромкооблицовочный |
2005 |
- |
О |
- |
О |
- |
С |
- |
О |
- |
О |
- |
Т |
| 4 |
Пылеулавливающий агрегат |
2007 |
- |
О |
- |
О |
- |
Т |
- |
О |
- |
О |
- |
К |
| 5 |
Комплект режущего инструмента |
2005 |
- |
О |
- |
О |
- |
С |
- |
О |
- |
О |
- |
Т |
| 6 |
Воздуховоды для пылеулавливающего агрегата |
2006 |
- |
О |
О |
Т |
О |
- |
О |
- |
Т |
| 7 |
Набор столярного инструмента |
2007 |
- |
О |
- |
О |
- |
Т |
- |
О |
- |
О |
- |
К |
| 8 |
Кассовый аппарат |
2005 |
- |
О |
- |
О |
- |
С |
- |
О |
- |
О |
- |
Т |
| 9 |
Вспомогательный инструмент |
2007 |
- |
О |
- |
О |
- |
Т |
- |
О |
- |
О |
- |
К |
Трудоёмкость ремонтных робот электрической и механической части представлена в таблице 3.4.
Таблица 3.4 - Трудоёмкость ремонтных робот.
| №п/п |
Оборудование |
Количество един. |
Категория ремонтной сложности |
Механическая часть |
Электротехническая часть |
| Механ.часть |
Электр.часть |
ТО |
ТР |
СР |
КР |
ТО |
ТР |
СР |
КР |
| 1 |
Форматно-раскроечный |
1 |
10 |
11 |
80 |
20 |
20 |
- |
88 |
22 |
22 |
- |
| 2 |
Сверлильно-присадочный |
2 |
10 |
11 |
80 |
40 |
- |
- |
88 |
44 |
- |
- |
| 3 |
Кромкооблицовочный |
2 |
8 |
9 |
32 |
8 |
8 |
- |
36 |
9 |
9 |
- |
| 4 |
Пылеулавливающий агрегат |
2 |
12 |
13 |
48 |
12 |
- |
12 |
52 |
13 |
- |
13 |
| 5 |
Комплект режущего инструмента |
1 |
11 |
12 |
88 |
22 |
22 |
- |
96 |
24 |
24 |
- |
6
|
Воздуховоды для пылеулавливающего агрегата |
2 |
11 |
12 |
88 |
44 |
- |
- |
96 |
48 |
- |
- |
| 7 |
Набор столярного инструмента |
3 |
7 |
8 |
56 |
14 |
- |
14 |
64 |
16 |
- |
16 |
| 8 |
Кассовый аппарат |
1 |
14 |
13 |
56 |
14 |
14 |
- |
52 |
13 |
13 |
- |
| 9 |
Вспомогательный инструмент |
2 |
9 |
10 |
72 |
18 |
- |
18 |
80 |
20 |
- |
20 |
| Итого |
600 |
192 |
64 |
44 |
652 |
209 |
68 |
49 |
Трудоемкость ремонтных работ электрической и механической части в норма часах рассчитывается согласно формуле:
Тнч
=НТрс
*Тусл.ед.
где Тнч
– трудоёмкость в норма часах
НТрс
- норма трудоёмкости на единицу ремонто - сложности по видам работ (этот показатель выбирается из справочника)
Тусл.ед.
– трудоемкость ремонтных работ в условных единицах
Трудоемкость ремонтных работ представлена в таблице 3.5
Таблица 3.5 - Трудоемкость ремонтных работ
| Вид ремонта |
Тк |
Трудоемкость на единицу ремон-ти |
Трудоемкость в нормочасах |
| механ |
электр |
сл |
ст |
проч |
всего |
сл |
ст |
проч |
всего |
| Мех. |
Эл. |
Мех. |
Эл. |
Мех. |
Эл. |
Мех. |
Эл. |
| ТО |
700 |
704 |
0,5 |
0,05 |
0,25 |
0,8 |
350 |
352 |
35 |
35,2 |
175 |
176 |
560 |
563,2 |
| ТР |
229 |
235 |
4 |
0,5 |
1,5 |
6 |
916 |
940 |
114,5 |
117,5 |
343,5 |
352,5 |
1374 |
1410 |
| СР |
77 |
68 |
15 |
1,5 |
6,5 |
23 |
1155 |
1020 |
115,5 |
102 |
500,5 |
442 |
1771 |
1564 |
| КР |
44 |
49 |
23 |
5 |
7 |
35 |
1012 |
1127 |
220 |
245 |
308 |
343 |
1540 |
1715 |
| Итого |
3433 |
3439 |
485 |
499,7 |
1327 |
1313,5 |
5245 |
5252,2 |
Численность ремонтных рабочих по видам услуг определим согласно формуле:
N= T/f
где f- эффективный фонд времени (согласно регламенту предприятия он составляет 1800 часов)
Т – трудоемкость в норма часах
Численность ремонтных рабочих по механической части:
слесарные рабочие – 3433/1800=1,9 чел. ≈ 2 чел.
станочные рабочие – 485/1800=0,27 чел. ≈ 1 чел.
прочие рабочие – 1327/1800=0,74 чел. ≈ 1 чел.
Численность ремонтных рабочих по электрической части:
слесарные рабочие – 3439/1800=1,91 чел.≈ 2 чел.
станочные рабочие – 499,7/1800=0,28 чел. ≈ 1 чел.
прочие рабочие – 1313,5/1800=0,73 чел. ≈ 1 чел.
Численность дежурных слесарей определяется следующим образом:
Nд
=∑R/Ho
где ∑R – сумма ремонто- сложности оборудования
Ho
– норма обслуживания (выбирается из справочников)
Численность дежурных слесарей по механической части:
Nд
=117/200=0,585 чел. ≈ 1 чел.
Численность дежурных слесарей по электрической части:
Nд
=112/500=0,224 чел. ≈ 1 чел.
Продолжительность простоя оборудования рассчитывается для капитального и среднего ремонта:
Дпр
= dпр
i
* R
где dпр
i
= норма простоя оборудования на единицу ремонтосложности ( берется из справочника)
i - № п/п оборудования в таблице 3.1
R – ремонтосложность оборудования
Простои оборудования при среднем ремонте по механической части:
Дпр1
=0,6*10=6 дн.
Дпр3
=0,6*8=4,8 дн.
Дпр5
=0,6*11=6,6 дн.
Дпр8=
0,6*14=8,4 дн.
Дпр10
=0,6*13=7,8 дн.
Простои оборудования при среднем ремонте по электрической части:
Дпр1
=0,62*11=6,82 дн.
Дпр3
=0,62*9=5,58 дн.
Дпр5
=0,62*12=7,44 дн.
Дпр8=
0,62*13=8,06 дн.
Простои оборудования при капитальном ремонте по механической части:
Дпр4
=1*12=12 дн.
Дпр7
=1*7=7 дн.
Дпр9
=1*9=9 дн.
Простои оборудования при капитальном ремонте по электрической части:
Дпр4
=1*13=13 дн.
Дпр7
=1*8=8 дн.
Дпр9
=1*10=10 дн.
Сравнив результаты выполненных расчетов с фактическими данными предприятия, можно сделать вывод, что наблюдаются небольшие отклонения в организации работ по ремонту оборудования, так как проведение ремонта не всегда осуществляется строго по плану-графику ремонта оборудования.
4 Организация инструментального хозяйства
Важная роль в бесперебойном обеспечении ООО «Рос-Мебель» необходимыми инструментами и оснасткой принадлежит инструментальному хозяйству. В процессе решения этой задачи службы инструментального обслуживания и хозяйства осуществляют:
- своевременное изготовление и бесперебойное снабжение предприятия качественными и высокопроизводительными инструментами с оснасткой;
- поддержание инструмента и оснастки в работоспособном состоянии;
- рациональное обслуживание рабочих мест оснасткой;
- совершенствование форм организации управления инструментальным хозяйством.
Организация инструментального хозяйства существенно влияет на уровень организации производства в целом и эффективность работы предприятия[4]
.
Основным направлением деятельности ООО «Рос-Мебель» является изготовление корпусной мебели, производство сборно-разборной мебели разного функционального назначения. Под технологией работы понимаются не только действия работников ООО «Рос-Мебель», но и материалы, оборудование, которые они использует для производства корпусной мебели.

Рисунок 4.1 – Станки используемые на предприятии ООО «Рос-Мебель»
В результате высокотехнологичного мебельного производства должна получиться мебель с высокими показателями функциональности, эргономичности и эстетичности. Важнейшую роль в мебельном производстве играет качество применяемого дереворежущего и шлифовального инструмента.
Области применения шлифовальных станков очень разнообразны. Шлифовальные станки используются для обработки цилиндрических, конических поверхностей и плоскостей шлифовальными кругами, для разрезания деталей, для заточки инструмента.
Предназначены для финишной обработки различных столярных деталей и изделий.
Станок ШЛПС-6М предназначен для шлифования плоских поверхностей щитовых деталей из массивной древесины и мебельных щитов, в том числе облицованных шпоном и покрытых полиэфирным лаком узкой шлифовальной лентой на подвижном столе с утюжком.
Станок ШЛПС-Комби предназначен для шлифования:
- плоских поверхностей щитовых деталей из массивной древесины и мебельных щитов, в том числе облицованных шпоном и покрытым полиэфирным лаком узкой шлифовальной лентой на подвижном столе с утюжком;
-торцев и плоскостей вертикальные участком ленты с наклоняемым столом;
- деталей с рельефными поверхностями эластичными или лепестковыми шлифовальными головками;
Отличительные особенности:
- специальная конструкция станины позволяет обрабатывать щитовые детали неограниченной длины;
- специальная конструкция станины позволяет обрабатывать щитовые детали неограниченной длины.
Сверлильно-присадочные станки предназначены для сборки современной корпусной мебели, где требуется изготовление большого количества отверстий, расположенных друг относительно друга с высокой точностью, а также со строго заданными отклонениями от номинального диаметра и не имеющий выровов и сколов.
Станок BlueMax предназначен для вертикального высверливания сверху гнезд под установку петель. Вся необходимая настройка производится вручную. Питание станка от сети переменного тока 380 В., 50 Гц
Отличительные особенности:
- стабильный корпус станка с прецизионными направляющими;
- подача сверления через ручной рычаг;
- стабильная опора для изделия;
- удобная регулировка глубины сверления;
- простои зажим изделия при помощи коленно-рычажного приспособления.
Варианты комплектации станка:
а) зажим обрабатываемой детали и перемещение шпиндельной головки осуществляется вручную с помощью установленных на станке зажимов и рычага,
б) зажим обрабатываемой детали и перемещение шпиндельной головки осуществляется с помощью пневмоцилиндров.
Кромкооблицовочные станки широко используются в мебельном производстве. Кромкооблицовочные станки осуществляют облицовывания прямолинейных и криволинейных кромок мебельных щитов и заготовок натуральным полосовым или синтетическим рулонным материалом. Приклеивание ведется при ручной или автоматической подаче заготовки.
При использовании кромкооблицовочных станков нужно учитывать следующие параметры:
- вид оклеиваемой поверхности;
- толщина наклеиваемой кромки;
- вид и количество производимых операций;
Кроме того, в производственном процессе задействованы Лазерно-копировальные станки.
Станок предназначен для лазерной резки древесины бесконтактным способом. Резка осуществляется высокоточным инструментом - лазерной головкой, что позволяет получать детали любой сложности. Кроме сквозного резания возможна поверхностная обработка, сверление, перфорирование, гравирование. На станке установлена быстросменная лазерная головка и необслуживаемые подшипники. Станок собран па модульной схеме, легкодоступен для диагностики и технического обслуживания.
Отличительные особенности:
- возможна обработка следующих материалов: фанера, шпон, МДФ, ДСП, ДВП, бумага, кожа, акриловый пластик, резина, винил, нейлон;
- высокоскоростные двигатели перемещений обеспечивают высокое качество обрабатываемой кромки
- возможность мониторинга и диагностики в режиме реального времени.
Определим потребность предприятия в инструменте.
Рассчитаем годовой расход инструмента:
 , где , где
Ир – годовой расход инструмента, шт.;
m – количество типоразмеров деталей, шт.;
n – количество деталей одного типоразмера, шт.;
ТИ
– срок службы инструмента, г.;
η – коэффициент естественной убыли.
Определим месячный расход инструмента:

Определим общий расход инструмента:
 , где , где
Фоб – оборотный фонд инструмента, шт;
Ффакт – фактический остаток инструмента на начало планируемого периода, шт.
Оборотный фонд инструмента определим по формуле:
 , где , где
Иmax – максимальный запас инструмента, шт.;
Иmin – минимальный запас инструмента, шт.;
Рассчитаем общий расход инструмента:

Размер партии заказа определяется по формуле:


Определим объем запаса, соответствующий точке запаса:
 , где , где
ТТЗ
– время выполнения заказа, мес.
 шт. шт.
5 Организация энергетического хозяйства
Важной составляющей инфраструктуры предприятия является система энергетического хозяйства.
Основными задачами энергетического хозяйства являются:
1) бесперебойное обеспечение всеми видами энергии предприятий, цехов, рабочих мест в соответствии с установленными для нее параметров - напряжения, давления, температуры и др.;
2) рациональное использование энергетического оборудования, его ремонт и обслуживание;
3) эффективное использование и экономное расходование в процессе производства всех видов энергии.
Для решения этих задач на предприятии создается энергетическое хозяйство, структура которого зависит от типа производства, объема выпускаемой продукции, от кооперированных связей с другими предприятиями[5]
.
На предприятии ООО «Рос-Мебель» управление энергетическим хозяйством осуществляет служба главного энергетика.

Рисунок 5.1 – Основные задачи главного энергетика
Энергетики осуществляют плановый осмотр структурных подразделений, оборудования и территории, на которой располагается оборудование. Кроме того энергетики осуществляют замену сгоревших проводов, лампочек, розеток.
Главный энергетик проводит плановые беседы с работниками, разъясняя им правила безопасности эксплуатации энергетического оборудования.
Потребность предприятия в электроэнергии определяется следующим образом:
Рэл.общ
= Нр.э
* Nпл
+ Рэл. всп
+ Рст
+ Рпот
где Нр.э
- плановая норма расхода электроэнергии на единицу продукции, кВт*ч/ед;
Nпл
– плановый объём выпуска продукции в натуральном выражении, шт(руб.)
Рэл.всп
– расход энергии на вспомогательные нужды кВт*ч
Рст
– планируемый отпуск энергии на сторону, кВт*ч
Рпот
- планируемые потери энергии в сетях, кВт*ч
Рэл.общ
= 0,472*1000+110+220+35=837 кВт*ч/ед
Необходимое количество двигательной (силовой) электроэнергии для производственных целей зависит от мощности установленного оборудования и определяется по формуле:
Рэл.дв
=(Wy
*Fэф
*Кз
* Ко
)/(Кс
*ηg
)
где Wy
- суммарная мощность установленного оборудования (электромоторов), кВт = 316,9 кВт
Fэф
– эффективный фонд времени работы оборудования (потребителей электроэнергии) за плановый период, месяц, ч.= 667ч
Кз
– коэффициент загрузки оборудования :
Кз
= фактически используемого фонда времени (в станкочасах) всего оборудования к располагаемому фонду времени по тому же кругу оборудования за тот же период.=667/720= 0, 93
Ко
– средний коэффициент одновременной работы потребителей энергии = 10-35%
Кс
– коэффициент полезного действия питающей электрической сети = до 20-70%
ηg
- коэффициент полезного действия установленных электромоторов = от 60-70%
Рэл.дв
= (316,9*667*0,93*0,15)/(0,25*0,62)=194326 кВт/месс
Необходимое количество электроэнергии для производственных цехов рассчитывается по формуле:
Рэл.дв
= Fэф
* ∑ Wy
*cosφ * Км
где Км
= коэффициент машинного времени работы оборудования (0,6-0,7)
Рэл.дв
=667*316,9*cos 20*0,6=51754кВт/мес
Потребное количество электроэнергии, идущей на освещение помещений, определяется по формуле:
Рэл
.
осв
.
= h*S*Fэф
/1000
где h – норма освещения одного светильника, Вт (25Вт/м2
)
S – площадь освещаемого помещения, м2
Рэл.осв
=25*3500*667/1000=58362,5 кВт/месс
Расход пара на отопление здания:
Qn
= (qn
*to
*Fd
*Vз
)/(J*1000)
где qn
-расход пара на 1м3
здания при разности наружной и внутренней температуры в 1о
С
to
–разность наружной и внутренней температур отопительного периода, о
С
Fd
- время отопительного периода,ч
Vз
– объём здания, м3
J –теплосодержания пара (450 ккал)
Qn
=(75*10*5040*16000)/450*1000=134400м3
Расход топлива на производственные нужды предприятия:
Qп.н.
= (q*Nпл
)/Кэ
q-норма расхода условного топлива на единицу выпускаемой продукции, газ куб.м/1000 шт
Кэ
– калорийный эквивалент применяемого вида топлива
Qп.н =
210/1,21=173
Расход топлива на отопление производственных и административных зданий.
Qот
= (qт
*to
*Fd
*Vз
)/1000*Ку
*ηк
Ку—
теплота сгорания условного топлива (7000 ккал/кг)
ηк
– коэффициент полезного действия котельной установки (0,75)
Qот
= (65*3*5040*17600)/(1000*7000*0,75)= 3294
Объём воды для производственных целей определяется по формуле:
Qвод
= (qB
* Спр
* Fэ* Kз
)/1000
где qB
- часовой расход воды на один станок 0,04 куб/ч
Qвод
= (0,04*23*0,95)/1000=0,009
Основными направлениями совершенствования энергетического хозяйства и повышения эффективности его функционирования являются:
· приобретение ресурсосберегающего оборудования;
· использование наиболее экономичных видов энергоресурсов;
· совершенствование схем энергопотребления;
· совершенствование технологических процессов;
· автоматизация производственных процессов, учета и контроля использования ресурсов;
· совершенствование конструкции энергооборудования;
· применение расчетно-аналитических методов нормирования ресурсов;
· упрощение структуры энергетического хозяйства предприятия;
· стимулирование улучшения использования ресурсов и др.
6 Организация транспортного хозяйства
В современных экономических условиях деятельность ООО «Рос-Мебель» невозможна без развития прогрессивных форм обслуживания (на предприятиях, в учреждениях, на дому, выездные формы обслуживания, прием заказов через приемные пункты), что требует своевременной и правильно организованной транспортной службы. Кроме того, на предприятие необходимо доставлять материалы, запасные части, которые в свою очередь в качестве предметов труда перемещаются с одного рабочего места к другому в процессе переработки. В связи с этим задачами транспортного хозяйства являются:

Рисунок 6.1 – Задачи транспортного хозяйства
На ООО «Рос-Мебель» используется внутризаводской (внутрифабричный) и внешний транспорт. Внутрифабричный транспорт предусматривает перемещение изделий в процессе производства с момента их поступления на предприятие до окончания производства услуг, сдачи их заказчикам на месте или отправления их на приемные пункты.
В качестве внутрифабричных (внутризаводских) транспортных средств используются ручные тележки.
Для внешних перемещений предприятия ООО «Рос-Мебель» в собственности имеется 2 автомобиля ГАЗель.
| № п/п |
Показатели |
Данные |
| 1 |
Расстояние между пунктами |
7 км |
| 2 |
Количество перевозимого груза за год |
20 000кг |
| 3 |
Средняя скорость движения автомашины |
60 км/ч |
| 4 |
Время погрузки |
30 мин |
| 5 |
Время разгрузки |
25мин |
| 6 |
Число рабочих дней в году |
257 |
| 7 |
Режим работы (смены) |
1 см |
| 8 |
Продолжительность смены |
9 ч |
Определим время пробега автомобиля в одну сторону:
 , где , где
Z – расстояние между двумя пунктами маршрута,
Vcp – средняя скорость движения транспортного средства, м/мин.

Длительность одного рейса определим по формуле:
 , где , где
tз
– время загрузки, мин.
tр
– время разгрузки, мин.

Эффективный фонд времени работы единицы транспортного средства составляет:
 , где , где
Др
– число рабочих дней в году
 - продолжительность одной смены - продолжительность одной смены

Определим число рейсов в сутки:
 , где , где
tCM
– продолжительность смены, час
kВ
– коэффициент использования фонда времени транспортного средства
КМС
– число рабочих смен в сутки
Тр
– длительность одного рейса, мин

Определим массу груза перевозимого за сутки:
 , где , где
QГ
– годовой грузооборот на данном маршруте, кг
Др
– число рабочих дней в году
kН
– коэффициент неравномерности перевозок (0,83)
Рассчитаем производительность автомашины:

7 Организация складского хозяйства
Важной составляющей инфраструктуры ООО «Рос-Мебель» является организация складского хозяйства.
На территории завода имеется склад. Склад состоит из нескольких помещений, предназначенных для хранения сырья и готовой продукции до момента ее отгрузки. Помещения сухие, закрытые, защищены от воздействия прямых солнечных лучей. Температура воздуха поддерживается на уровне 15ºС.

Рисунок 7.1 – Основные задачи складского хозяйства

Рисунок 7.2 – Функции складского хозяйства
Рассчитаем коэффициент использования площади склада:
 , где , где
КИСП
– коэффициент использования площади склада
SПОЛ
- полезная площадь склада, м2
SОБЩ
– общая площадь склада, м2
Рассчитаем полезную площадь склада:
 , где , где
SСТ
– площадь занимаемая одним стеллажом, м2
nСТ
– число стеллажей, необходимых для хранения данного максимального запаса материала.
 , где , где
Zmax – максимальный складской запас материал, хранимого в штабелях и емкостях, кг;
qу
– плотность (объёмный вес) хранимого материала, кг/см3
;
КЗП
– коэффициент заполнения объема стеллажа;
V0
– объем стеллажа в м3
(см3
), определяется по формуле:
 , где , где
а – длина стеллажа, м;
В – ширина стеллажа, м;
h – высота стеллажа, м.
Найдем объем стеллажа:

Рассчитаем число стеллажей, необходимых для хранения максимального запаса материала.

Определим полезную площадь склада:

Для успешного осуществления своей деятельности предприятие должно быть постоянно обеспечено всеми необходимыми материалами, инструментами, запасными частями. Решением этой задачи на предприятии ООО «Рос-Мебель» занимаются главный инженер и бригадир. Главный инженер приобретает необходимые материалы, инструменты, запасные части, отдает их начальнику склада, который в свою очередь предоставляет их механику.
8 Организация технического контроля
Под техническим контролем понимается проверка соблюдения требований, предъявляемых к качеству продукции на всех стадиях ее изготовления, и всех производственных условиях, обеспечивающих его.
Основной задачей технического контроля является обеспечение выпуска высококачественной и комплектной продукции, соответствующей стандартам и техническим условиям[6]
.
Под оценкой качества продукции понимается оценка количественных и качественных характеристик свойств продукции. В производстве применяется технический контроль, который осуществляет проверку соответствия технических параметров объекта контроля предписанным значениям.
ГОСТ 16504-81 установлены основные термины и определения по контролю и испытаниям продукции. Основные из них следующие: метод контроля — совокупность правил применения определенных принципов для осуществления контроля; система контроля — совокупность средств контроля и исполнителей, взаимодействующих с объектом контроля по правилам, установленным соответствующей документацией; контрольный образец продукции — единица продукции или ее часть или проба, отобранная определенным способом и утвержденная, признаки которой приняты за основу при изготовлении и контроле такой же продукции.
Объектом технического контроля может быть продукция или процессы. Технический контроль в цикле промышленной продукции может быть: контроль проектирования, производственный и эксплуатационный. Контроль проектирования — это проверка различных параметров на стадии проектирования изделия. Производственный контроль предполагает проверку производственного процесса и его результатов на стадии изготовления продукции. Эксплуатационный контроль выполняется в процессе эксплуатации изделия. Цель технического контроля — обеспечение требуемого уровня качества изделия и постоянно повышение эффективности труда.
Задача производственного контроля — активное воздействие на производственный процесс с целью исключения потерь из-за брака и низкого качества продукции. Организация контроля основывается на строгом соблюдении требований нормативно-технической документации и независимости органов контроля от исполнителей.
Операции технического контроля являются частью производственного процесса. Методы контроля разрабатываются технологом и фиксируются в технологической документации. По технической оснащенности различают ручной и механизированный контроль, автоматизированные системы контроля.
В зависимости от места в технологическом процессе различают входной, операционный и приемочный контроль.
Входной контроль — контроль качества сырья и материалов, поступающих на склады предприятия. Задача проведения этого контроля — не допустить использования в производстве некондиционных сырья и материалов.
Контроль качества и комплектности сырья и материалов производится в соответствии с требованиями ГОСТ или технических условий, а также по сопроводительным документам, удостоверяющим качество и комплектность поставляемых сырья и материалов (технический паспорт, сертификат, удостоверение о качестве, счет-фактура, спецификация и др.) по основным показателям. Результаты проведенного контроля должны регистрироваться в специальных журналах.
Все материалы, используемые в производстве мебели, подлежат входному контролю на соответствие нормативно-техническим документам, действующим на данный период в отрасли. В этих документах указаны конкретно контролируемые показатели и методика их контроля. Например, древесные материалы контролируются на размеры, сорт, влажность, покоробленность, клеевые материалы — на внешний вид, сухой остаток, вязкость, клеящую способность, прочность клеевого соединения и т. п. В лакокрасочных материалах контролируемые показатели — это содержание сухого остатка, внешний вид, вязкость, жизнеспособность, содержание летучих веществ и др.
Абразивные материалы контролируются по внешнему виду, влажности, размерам. Облицовочные материалы на основе пропитанных бумаг контролируются на осмоление, содержание летучих веществ, эластичность, зольность, гладкость, сорность, капиллярную впитываемость и т. д. Подлежат обязательному контролю также материалы для производства мягкой мебели (блоки двухконусных пружин, пенополиуретан, мебельные ткани, зеркала, фурнитура и метизы и др.). В этих материалах контролируется внешний вид, размеры, остаточная деформация, жесткость, упругость, объемный вес и т. д.
Операционный (технический) контроль. Контролируется соблюдение технологической дисциплины на всех стадиях технологического процесса.
При этом контролируется температура и влажность воздуха в производственных помещениях, выполняется выборочный контроль шероховатости поверхности деталей, расход материалов на м2
поверхности. Проводится также контроль качества деталей и сборочных единиц мебели на всех стадиях технологического процесса. При этом контролируется, например, качество обработки и соединения детали, параметры режима склеивания, качество сборки, шлифования, текущая влажность древесных материалов и т. п.
Особое внимание в процессе технологического контроля уделяется методам испытаний, которые регламентированы стандартами.
Таблица 8.1 – Стандарты используемые на предприятии ООО «Рос-Мебель»
| Госты |
Название и содержание метода |
| ГОСТ 15867. |
Метод испытания клеевого соединения на неравномерный обрыв листовых облицовочных материалов. |
| ГОСТ 15613.1. |
Метод определения предела прочности клеевого соединения при скалывании вдоль волокон. |
| ГОСТ 15613.2. |
Метод определения предела прочности клеевого соединения на гладкую фугу при двустороннем раскалывании клиньями. |
| ГОСТ 15613.3. |
Метод определения предела прочности. при растяжении клеевого торцового соединения впритык. |
| ГОСТ 15613.4. |
Метод определения предела прочности зубчатых клеевых соединений при статическом изгибе. |
| ГОСТ 9624. |
Метод определения предела прочности при скалывании по клеевому слою фанеры, фанерных, столярных плит и древесно-слоистых пластиков. |
| ГОСТ 9622. |
Метод определения предела прочности и модуля упругости при растяжении для фанеры, фанерных и столярных плит который соответствует СТ СЭВ 2377 в части определения предела прочности при растяжении фанеры. |
| ГОСТ 9621. |
Метод определения плотности, влажности, водопоглощения, влагопоглощения, объемного разбухания фанеры, фанерных и столярных плит, древесно-слоистых пластиков. |
| ГОСТ 9625. |
Метод определения предела прочности и модуля упругости при статическм изгибе для фанеры, фанерных и столярных плит, древесно-слоистых пластиков который соответствует СТ СЭВ 2378 в части определения предела прочности фанеры и столярных плит. |
| ГОСТ 10637. |
Метод удельного сопротивления древесностружечных плит выдергиванию гвоздей и шурупов. |
| ГОСТ 13-27 |
Качество лакокрасочных и пленочных покрытий в соответствии с требованиями и стандартами на методы определения физико-механических свойств покрытий. |
При приемочном контроле оценивают качество продукции по качественным и количественным характеристикам основных свойств в соответствии с назначением и нормативной документацией. При разрушающем контроле качества продукции может быть нарушена ее пригодность к использованию по назначению. Этот вид контроля применяется при оценке прочностных свойств мебели путем проведения механических испытаний.
Порядок проведения испытаний прочностных свойств мебели. Для проведения испытаний и оценки прочностных (технических) свойств мебели созданы специальные базовые лаборатории, которые испытывают не только образцы мебели, но и детали, сборочные единицы.
ООО «Рос-Мебель» руководствуются в своей деятельности действующим законодательством, государственными и отраслевыми стандартами, методическими указаниями и инструкциями Госстандарта, а также соответствующими положениями.
ООО «Рос-Мебель» проводит государственные испытания закрепленных видов продукции на соответствие стандартам, ТУ и технической документации в целях определения фактических показателей качества, предотвращения постановки на производство технически несовершенной, конструктивно и технологически неотработанной продукции, осуществления контроля за стабильностью ее качества, а также создания условий для осуществления сертификации продукции.
Опытные образцы (опытные партии) вновь разрабатываемых изделий мебели перед постановкой на производство подвергаются приемочным испытаниям. Затем проводятся контрольные испытания установочной серии (первой промышленной партии).
Изделия мебели серийного и массового производства должны подвергаться типовым и периодическим испытаниям. Метод отбора образцов для испытания и их количество указаны в стандартах на методы испытания и общих ТУ.
Периодичность испытаний всех видов мебели — раз в 3 года — установлена ГОСТ 13-27. Испытания приурочены к срокам аттестации продукции по категориям качества. Типовые испытания проводятся в том случае, если в конструкцию изделия или в технологию его изготовления вносятся изменения, влияющие на его прочность.
Оценка технического уровня и качества изделий мебели при аттестации проводится с целью присвоения изделию соответствующей категории качества, при этом испытания изделий и сопоставление показателей испытаний с нормативными являются непременным условием при аттестации изделий.
9 Организация обслуживания
населения
В ООО «Рос-Мебель» имеется отдел реализации, в котором трудятся высококвалифицированные и опытные менеджеры. Основные функции менеджеров заключаются в предоставлении посредством телефонных переговоров или при личном контакте всем клиентам подробной информации о способах сбыта продукции.
В процессе продажи ведется учет покупательского спроса на товары, имеющиеся в продаже (реализованный спрос), отсутствующие в продаже (неудовлетворенный спрос) и на новые товары (формирующийся спрос). В целях изучения покупательского спроса проводятся выставки-продажи товаров с последующей конференцией покупателей и дальнейшим изучением ее результатов. На основании этого формируется товарный ассортимент.
При заказе мебели заказчик может обратиться к дизайнеру-конструктору, с помощью которого будет разработан эскиз будущей мебели, т.е ООО «Рос-Мебель» работает индивидуально с каждым клиентом.
Для оптовых и постоянных покупателей действует система скидок. Кроме того, для постоянных клиентов действует договорная цена. На предприятии практикуются дифференцированные скидки.
При заказе одной покупки на сумму от 10 000р покупатель получает 5% дисконтную карту. После третьей покупки, либо если общая сумма заказов превышает 70 000р, то покупатель получает 10% скидку.
10 Организационно-технические мероприятия по совершенствованию организации производства ООО «Рос-мебель»
Совершенствование основных производственных процессов на ООО «Рос-Мебель» должно осуществляться в следующих направлениях:
- Сокращение длительности производственного цикла;
- Снижение непроизводительных затрат времени;
- Сокращение трудоемкости отдельных технологических операций;
- Внедрение нового технологического оборудования.
Для сокращения длительности производственного цикла и увеличения пропускной способности на стадии резки необходимо установить оборудование, комплект режущего инструмента большей мощности. Внедрение этого оборудования позволит повысить пропорциональность производства и снизить трудоемкость данной операции.
Рассчитаем коэффициент пропорциональности после установки более мощного комплекта режущего инструмента.
| Пропускная способность операции |
Запланированный ритм выпуска |
| Пилка – 35м3
/час |
Пилка – 30м3
/час |
| Резка – 30м3
/час |
Резка – 30м3
/час |
| Сушка – 8000 шт/час |
Сушка – 8000 шт/час |
| Шлифование – 8000 шт/час |
Шлифование – 7900 шт/час |
| Строгание – 8000шт |
Строгание – 8000шт |
| Сверление – 8000 шт |
Сверление – 8000 шт |
| Садка – 8000 шт |
Садка – 8000 шт |

На основе полученного значения коэффициента пропорциональности можно сделать вывод, что после установки нового оборудования пропорциональность производства, увеличилась пропускная способность операции резки исходного сырья, снизилась ее трудоемкость, так как увеличилась мощность режущего инструмента.
Хотя ООО «Рос-Мебель» производит продукции на оборудовании Германии и Италии, с целью ускорения процесса распиливания и экономии материалов необходимо приобрести форматно - раскроечный станок МJ 320 D производство Италия. Использование этого станка в производстве позволит сократить трудоемкость работ и количество занятых на производстве рабочих.
В результате внедрения форматно - раскроечного станка МJ 320 Dснизится трудоемкость и будет равна 9,2, в то время как в базовом периоде её значение равно 10,5.
Рассчитаем процент снижения трудоёмкости:
Рассчитаем процент роста производительности труда:

Сокращение длительности производственного цикла приведёт к увеличению производимой продукции.
Для снижения затрат на энергетическое хозяйство необходимо перевести предприятие с ламп накаливания на энергосберегающие ламп, так как их использование намного экономичнее и качественные характеристики света выше.
Заключение
Для наиболее эффективного осуществления производственной деятельности предприятию необходимо внедрение нового производственного оборудования для сокращения трудоёмкости и длительности производственного процесса.
Приобретение и внедрение новейшего оборудования для производства мебели - это первый шаг к успеху. Каждый экономист знает, что изготовить продукцию, имеющую высокую покупательскую способность невозможно без обеспечения производственного процесса современными достижениями технического прогресса. От разнообразия, технического совершенства и количества оборудования зависят условия и производительность труда, благосостояния и процветания предприятия.
Для повышения конкурентоспособности предприятия необходимо проведение мероприятий по совершенствованию организации производства.
Во-первых, необходимо внедрить более производительное оборудование, инструменты, технологическое оснащение.
Во-вторых, необходимо проведение мероприятий по совершенствованию схем энергопотребления.
В-третьих, в связи с планируемым увеличением выпуска продукции необходимо расширить площадь складских помещений.
Внедрение мероприятий по совершенствованию организации производства приведет к изменению основных технико-экономических показателей. Их динамика представлена в таблице.
Таблица – Динамика основных технико-экономических показателей.
| Показатель |
Базовый период |
Отчётный период |
Темп роста,% |
| 1.Трудоёмкость изготовления единицы изделия, ч. |
10,5 |
9,2 |
112 |
| 2.Численность рабочих, чел |
72 |
78 |
108,33 |
| 3.Выработка на одного рабочего, ед./чел. |
453,7 |
476,4 |
113,6 |
| 4.Выпуск в смену, шт |
37343 |
51691 |
138,42 |
| 5.Годовая производственная программа, ед. |
9.485.122 |
13.129.514 |
138,42 |
Проанализировав динамику технико-экономических показателей, делаем вывод, что после внедрения нового производственного оборудования снизилась трудоёмкость изготовления изделий на 12%, что привела к росту производительности труда на 13,6%.
Снижение трудоёмкости и увеличение производительности труда привело к увеличению производства изделий в смену на 138,42%, что в свою очередь повлечёт увеличение годового выпуска продукции в планируемом периоде на 138,42%.
Увеличение выпуска продукции приведёт к увеличению прибыли данного предприятия.
Библиографический список
1. Организация производства на предприятии: [Учебник для технических и экономических специальностей]/ Под ред. О. Г. Туровца и Б. Ю. Сербинов-
ского. Серия «Экономика и управление».-Ростов-на-Дону: Издательство центр Март, 2005.-464с.
2. Организация производства на предприятиях: учебно-методическое пособие [Текст]/. Новицкий Н.И. – М.: Финансы и статистика, 2004. – 392с.
3. Организация производства на предприятии [Текст]: учебник для вузов/ О.Г Туровец. – Ростов н/Д, 2006, - 464с.
4. Организация производства и управление предприятием [Текст]: учебник для вузов/ О.Г Туровец, В.Н. Попов. – М.: Инфра – М, 2007. – 528с.
5. Организация производства [Текст]: учеб. пособие для вузов. – М. : Инфра – М,2005. – 156с.
6. Организация производства на предприятии [Текст]: учебно-методическое пособие/ составители А.И. Новиков, Е.Н. Мелешко – г.Шахты; изд-во ЮРГУЭС,2006.44с
[1]
Организация производства на предприятии: [Учебник для технических и экономических специальностей]/ Под ред. О. Г. Туровца и Б. Ю. Сербиновского. Серия «Экономика и управление».-Ростов-на-Дону: Издательство центр Март, 2005.-464с.
[2]
Организация производства на предприятиях: учебно-методическое пособие [Текст]/. Новицкий Н.И. – М.: Финансы и статистика, 2004. – 392с.
[3]
Организация производства на предприятии [Текст]: учебник для вузов/ О.Г Туровец. – Ростов н/Д, 2006, - 464с.
[4]
Организация производства и управление предприятием [Текст]: учебник для вузов/ О.Г Туровец, В.Н. Попов. – М.: Инфра – М, 2007. – 528с.
[5]
Организация производства [Текст]: учеб. пособие для вузов. – М. : Инфра – М,2005. – 156с.
[6]
Организация производства на предприятии [Текст]: учебно-методическое пособие/ составители А.И. Новиков, Е.Н. Мелешко – г.Шахты; изд-во ЮРГУЭС,2006.44с
|

