Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Российский химико-технологический университет им. Д. И. Менделеева
Институт высокотемпературных материалов и технологий
Кафедра композиционных и вяжущих материалов
Отчет по практике
Выполнила студентка группы С-43
Нешитая А.В
Проверил преподаватель
Ассистент кафедры Косинов Е.А
Москва 2009
Содержание:
Стр.
| Введение |
| 1. |
Технологический процесс производства портландцемента по мокрому способу |
| 1.1. |
Сырье для производства портландцемента |
4 |
| 1.2. |
Используемое топливо для производства портландцемента |
4 |
| 1.3. |
Приготовление шлама |
5 |
| 1.4. |
Обжиг сырьевых шихт |
7 |
| 1.5. |
Технологическая схема производства цемента по мокрому способу |
12 |
| 2. |
Подольский цементный завод |
| 2.1. |
Характеристика завода |
13 |
| Список литературы |
16 |
Введение
Цементная промышленность является одной из важнейших отраслей материального производства. Значение этой отрасли в народном хозяйстве определяется прежде всего ее неразрывной связью с ходом капитального строительства. Цемент - один из главнейших строительных материалов, предназначенных для изготовления бетонов, железобетонных изделий, а так же для скрепления отдельных деталей строительных конструкций, гидроизоляции и многих других целей.
Для строительных нужд вяжущие материалы стали использовать уже в глубокой древности. Первыми искусственными вяжущими веществами были гипс и известь, применявшиеся древними египтянами и греками при возведении монументальных сооружений, сохранившихся до наших дней.
В Англии в 1796 году было получено гидравлическое вяжущее вещество - романцемент - измельченный продукт обжига природных мергелей. Примерно до середины XIX века романцемент был основным вяжущим веществом, применяемым в гидротехническом строительстве. В 1824г. в Англии, а в 1825г. в России, независимо друг от друга, создали новый материал, который в результате своего внешнего сходства в затвердевшем виде с природным камнем, добываемым вблизи английского города Портленда, получил название портландцемент.
Портландцемент - гидравлическое вяжущее вещество, получаемое путем совместного тонкого измельчения портландцементного клинкера, гипса и некоторых добавок. Производство складывается из двух основных технологических процессов: получение клинкера и его помол с соответствующими добавками. Первый процесс наиболее энергоёмкий и ответственный, так как от качества клинкера зависят основные свойства цемента.
Существует несколько способов производства портландцемента:
1. сухой
2. мокрый
3. полусухой
4. комбинированный
Выбор способа производства зависит от особенностей приготовления сырьевой смеси. Сухой способ предусматривает приготовление сырьевой смеси из предварительно высушенных тонкомолотых компонентов и обжиг их в порошкообразном состоянии. При мокром способе тонкое измельчение и гомогенизацию смеси осуществляют в водной среде. Полученная водная суспензия - шлам направляется на обжиг. Полусухой способ связан с получением гранул из сырьевой смеси, которые затем поступают на обжиг. Комбинированный способ включает операцию приготовления сырьевой муки по мокрому способу с последующим обезвоживанием её на фильтрах. На обжиг поступает полусухая масса.
Реклама

1.Технологический процесс производства портландцемента по мокрому способу
1.1 Сырьё для производства портландцемента
Для производства портландцемента в качестве сырьевых материалов применяют главным образом карбонатные (известняк, мел, известняк-ракушечник и др.) и глинистые (глина, глинистый сланец, лесс и др.) породы, а так же другие природные виды сырья и искусственные материалы, получаемы в виде промышленных отходов. Содержание карбонатных и глинистых пород в сырьевой смеси, как правило, - 75-80% и 20-25%. Помимо основных сырьевых материалов в производстве портландцемента используют и различные корректирующие добавки. Карбонатные породы могут быть представлены в виде известняка, мела, известняка-ракушечника, известнякового туфа и т. д. Во всех этих породах наряду с CaCO3
могут содержаться примеси глинистых веществ, доломита, кварца, гипса. Особенно хорошим сырьем является мел, т. к. он легко измельчается при добавлении воды. В качестве глинистого сырья обычно используют глину или глинистый сланец. В качестве промышленных отходов на некоторых цементных заводах широко применяются доменные шлаки (отходы от выплавки чугуна), а так же нефелиновый шлам - отход производства алюминия из нефелинов. Нефелиновый шлам может полностью заменить глинистый компонент в сырьевой смеси и примерно на 50% карбонатный. Использование техногенного сырья весьма перспективно, это позволяет утилизировать отходы других производств и снизить расход топлива на обжиг, так как техногенное сырье частично уже прошло тепловую обработку.
1.2. Используемое топливо для производства портландцемента
В цементной промышленности используют твердое, жидкое и газообразное топливо. Предпочтительно применение твердого топлива с теплотой сгорания не ниже 20 МДж/кг, зольностью не выше 10-12%, с содержанием летучих компонентов 20-30%. В качестве твердого топлива используют каменные и бурые угли, коксовую мелочь, горючие сланцы.
Реклама

В качестве жидкого топлива применяют мазут – смесь углеводородов, испаряющихся и разлагающихся при высоких температурах.
В качестве газообразного топлива применяют природный газ, смесь природного газа с газом подземной газификации, а также коксовый газ – продукт коксования каменных углей. Газ – наиболее дешевый и удобный вид топлива, несмотря на меньшую светимость пламени, что обуславливает необходимость повышения удельного расхода топлива. Он не требует устройств для хранения , не дает отходов при сгорании, не загрязняет атмосферу. Применение газа облегчает автоматизацию процесса сжигания топлива и технологического процесса в целом.
1.3.Приготовление шлама.
Сырье на завод доставляется обычно большегрузным автотранспортом, хотя возможно использование ленточных конвейеров или гидротранспорта. Иногда цементные заводы строят возле обширных залежей глины. Тогда глина дробится непосредственно на месте добычи и, перемешанная с водой поступает в глиноболтушку непосредственно по трубопроводам.
Твердые породы предварительно дробят в дробилках (двух- или трехста-дийное дробление) до размеров кусков 8-10 мм. Мягкие породы (глину и мел) измельчают в дробилках до кусков размером 100 мм, а затем распускают в глиноболтушках (железобетонных круглых резервуарах) диаметром до 10 и высотой 2,5-3,5 м, футерованных изнутри чугунными плитами. В центре болтушки вращается крестовина с прикрепленными к ней стальными граблями для измельчения глины. Глину в болтушку подают небольшими порциями вместе с водой. Грабли разбивают большие куски на зерна размером не более 3-5 мм, которые легко распускаются в воде. Полученный шлам насосами перекачивается в расходные бункера сырьевой мельницы для помола с дробленым известняком. Если в качестве карбонатного сырья используется мел, то его предварительно (после дробления) вместе с глиной распускают в болтушках, а затем домалывают в мельницах. Крупные включения собираются на дне резервуара и периодически удаляются.
Качество цемента существенно зависит от химического состава сырьевой смеси, поступающей на обжиг. Однако из-за неоднородности сырья химический состав может изменяться. Поэтому необходимо постоянно следить за химическим составом шихты и корректировать его в процессе работы. Но контролировать состав путём непосредственного забора проб из печи невозможно. Контроль достигается использованием вертикальных и горизонтальных шламбассейнов. Шлам из мельницы подается сначала в первый вертикальный бассейн. Шлам другого состава поступает во второй вертикальный бассейн. Зная точный химический состав этих двух шламов, можно рассчитать состав требуемого шлама. Путем перекачивания нужных количеств шлама из этих бассейнов в третий получают готовый для обжига шлам. При перекачивании откорректированного шлама в вертикальный бассейн его тщательно перемешивают струями сжатого воздуха (аэрируют). Перед подачей в печь шлам из вертикального бассейна перекачивают в горизонтальный, где его перемешивают механическим способом.
Порционное корректирование состава шлама - довольно длительная и трудоемкая технологическая операция. К тому же этот процесс периодический. Более перспективен поточный способ приготовления сырьевого шлама.
Химический состав шлама постоянно проверяется автоматически работающими пробоотборниками и рентгеновским квантометром. Шламы из двух бассейнов смешиваются и попадают в третий - расходный, пройдя предварительно экспресс-анализ с помощью сложных электронных устройств.
1.4. Обжиг сырьевых шихт
Эта важнейшая операция, как при мокром, так и при сухом способе производства происходит в основном во вращающихся печах.
Обжигают сырьевую смесь (шлам) во вращающихся печах различной длины и диаметра (рис 1). Топливо в виде газа или каменноугольной пыли вдувается в печь с нижнего конца. Дымовые газы с температурой 150-200°
С удаляются со стороны верхнего конца.
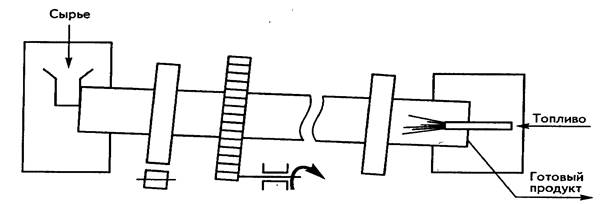
Рис. 1 Схема вращающейся печи для обжига цементного клинкера
По характеру процессов температурные зоны в печи называют: 1- до 200о
С испарения (сушка шлама); 2- 200-800о
С - подогрева; 3- 800-1000о
С - декарбонизации; 4- 1000-1300о
С - экзотермической реакции; 5- 1350-1450-1350о
С - спекания; 6- 1300-1000о
С - охлаждения.
В зоне 3 происходит процесс разложения CaCO3
по схеме
CaCO3
→CaO + CO2
CaO в свою очередь вступает в соединения с элементами глинистого компонента CaO×Fe2
O3
; CaО×SiO2
; CaO×Al2
O3
.
В зоне 4 происходит насыщение этих соединений до соответствующих клинкерных материалов. В зоне 5 образуется основная часть портландцементного клинкера - кальцевый силикат 3CaCO×SiO2
Для утилизации теплоты отходящих газов и повышения степени теплообмена между материалом и горячими газами используют различного вида теплообменные устройства. Так, в печах длиной 185 м, работающих по мокрому способу, применяют фильтры-подогреватели, цепные завесы (рис.2) и металлические внутрипечные теплообменники (рис.3) .

Рис.2 Цепные завесы ( а - гирляндная, б - со свободно висящими концами)
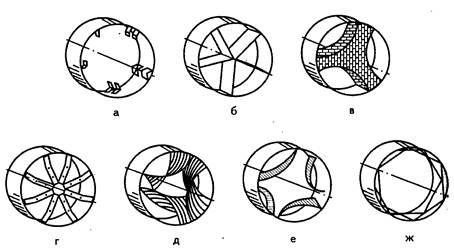
Рис.3 Общий вид внутрипечных теплообменников: а – пересыпающие лопасти, б – ячейковый металлический, в – ячейковый керамический, г – звеньевой, д – арочный, е – циклоидный, ж – цепной
Фильтры-подогреватели устанавливают в холодной части печи на расстоянии 3-5 м. Фильтры-подогреватели снижают запыленность отходящих газов до 2-3% и уменьшают расход теплоты на 210 кДж/кг. Повышение температуры газов и их запыленности приводит к загустеванию шлама. Влажность шлама, выходящего из фильтра-подогревателя, не должна быть ниже 33-35%, а температура газов в этой зоне - не более 200 о
С.
На расстоянии 1 м от фильтра-подогревателя устанавливает цепные завесы. Длина цепной зоны 40-50 м, масса цепей 170-225 т, поверхность цепей 3500 - 4500 м2
. Цепи обычно навешиваются двумя способами: свободно свисающими концами или гирляндами. Причем последний метод крепления эффективнее. Цепи аккумулируют теплоту газов и передают ее шламу, ускоряя тем самым процесс сушки. Из цепной зоны шлам выходит в виде гранул.
В зоне подогрева печи устанавливают металлические теплообменники. Применение таких теплообменных устройств увеличивает интенсивность подогрева материала, который разделяется на несколько мелких потоков. Открытая поверхность материала и скорость прогрева увеличивается, а температура газов снижается, что предохраняет цепи от преждевременного выгорания. Однако на этом участке печи резко возрастает пыление материала. Для снижения пылевыделения рекомендуется следить за влажностью материала, которая не должна превышать 2-3%.
При использовании коротких печей целесообразнее применять запечные теплообменники: концентраторы шлама и распылительные сушилки. Концентраторы шлама увеличивают производительность печи до 25%, а расход теплоты снижают на 15-20%. Однако применение их сдерживается значительным пылевыделением, т.к. значительная часть шлама пересушивается и потоком горячего газа, что требует установки дополнительных фильтров. Распределительные сушилки из-за сложности работы форсунок, низкого коэффициента паронапряжения, громоздкости конструкции и сложности в эксплуатации не находят широкого распространения.
Клинкер, полученный на выходе из печи, подлежит помолу в трубных мельницах открытого или замкнутого цикла. Тонкость помола характеризуется остатком на сите и составляет 8-12% для большинства цементов.
При выходе из печи клинкер имеет температуру около 1000 ◦
С. Перед подачей в цементную мельницу его необходимо охладить как минимум до 50-60 ◦
С, в противном случае производительность помольного агрегата резко снизится и возрастет расход электроэнергии.
Режим охлаждения существенным образом влияет на дальнейший технологический процесс получения цемента и на качество готового продукта. Быстрое охлаждение клинкера способствует фиксации в стекловидном состоянии клинкерного расплава и возникновению преимущественно дефектной мелкокристаллической структуры основных клинкерных минералов. Поэтому быстрое охлажденный клинкер легче и тоньше размалывается, что обеспечивает повышение качества цемента.
Хранят готовый цемент в цементных силосах - железобетонных ёмкостях диаметром 10-12 метров и высотой 20-25м., вмещающие 2500-4000т. цемента.
Основной качественной характеристикой цемента является его прочность (марка). Марка цемента соответствует пределу прочности образцов 4×4×16см на сжатие, изготовленных из раствора 1:3 по массе с песком, твердевших 28 суток в воде при температуре 20◦
С. Прочность колеблется от 300 до 600 кгс/см2
. Промышленность выпускает цементы марок 400-550, а по особым заказам - М600.
Из мельницы цемент транспортируют на склад силосного типа, оборудованный механическим (элеваторы, винтовые конвейеры), пневматическим (пневматические насосы, аэрожелоба) или пневмомеханическим транспортом.
Отгружают цемент потребителю либо в таре - в многослойных бумажных мешках по 50 кг, либо навалом в контейнерах, автомобильных или железнодорожных цементовозах, в специально оборудованных судах. Каждая партия цемента снабжается паспортом.
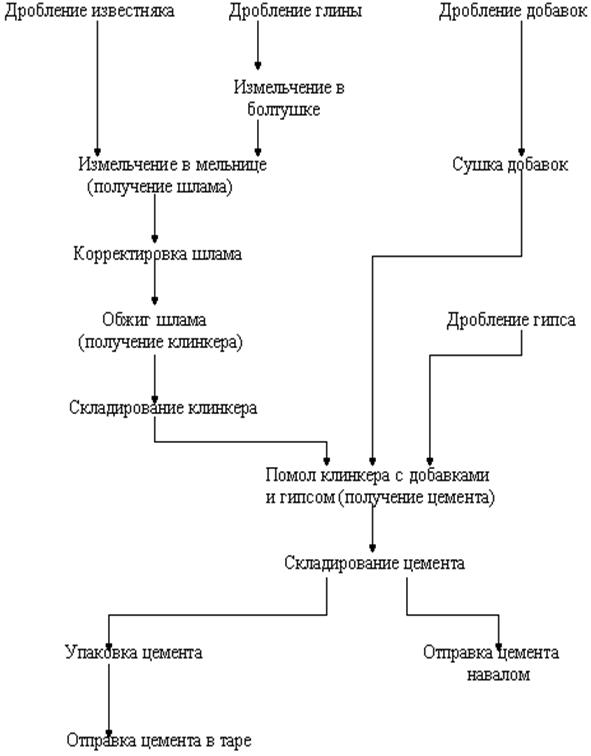
Для выполнения всех технологических операций производства портландцемента применяется разнообразное оборудование - дробилки, мельницы, печи и т.д., которое объединяется в поточную линию. Схема расположения агрегатов представлена на генеральном плане цементного завода, работающего на пластичных сырьевых материалах и газообразном топливе.
1.5. Технологическая схема производства цемента по мокрому способу.
2.Подольский цементный завод мокрого способа производства
Подольский цементный завод работает по мокрому способу производства портландцементного клинкера. Особенность данного завода является его компактность, небольшая производительность, использование концентратора шлама.
2.1 Ассортимент выпускаемой продукции.
Подольский завод выпускает :
1. Спеццемент (напрягающий цемент НЦ 20, высокоглиноземистый цемент ВГЦ 1, глиноземистый цемент ГЦ – 50, сульфатостойкий цемент, тампонажный цемент (высокотемпературный и облегченный));
2. Портландцемент марки М400 и М500;
3. Товарный бетон марки М200, М250, М300, М400;
4. Пеноблоки;
5. Сухие смеси.
2.2. Технология производства
Завод является стандартным предприятием законченного цикла. Завод состоит из приемного устройства сырья, сырьевого цеха, цеха обжига, цеха помола, цеха отгрузки готового продукта.
Сырьевые материалы являются привозными и транспортируются железнодорожным транспортом из других областей.
Основными сырьевыми компонентами являются: известняк (отсев), каменный уголь (зола-унос), железосодержащие добавки (хвосты, обогащенные железной рудой, огладоменный шлам, пиритные огарки), для цемента и сухих смесей используется доменный шлак, трепел, гипс, песок, для ВГЦ – бокситы, глинозем.
Сырьевой шлам имеет влажность 30-325, растекаемость 55-65 %, КН=0,94, п=1,9-2,0, р= 1,3-1,5.
Гранулометрический состав клинкера:
50мм – 5%, 30мм – 45%, 10мм – 20%, остальное - 30%.
КН=0,89-0,91, п=2,1, р=1,2
Тонкость помола составляет 8-10%, Sуд
=2800-3000 см2
/г
Нс=3,5 часа, кс=6 часов.
На 28 сутки прочность портландцемента составляет 42,5 МПа (марка 500 имеет прочность 52,5 МПа )
Сыр. шлам→перемешивание, хранение →печь обжига →клинкер →помол ПЦ клинкера→ отгрузка ж/д хопера 67-72 т., автоцементовозы 15-30 т., бумажные мешки 25-50 кг.
Оборудование: мельницы открытого цикла (шаровая, трубная, двух камерные с размерами 2,6× 13 м производительность 25 м3
/час, центральный привод, размерами 3,2× 15 м с центральным приводом производительность 50 м3
/час), силоса (имеется 4 силоса емкостью по 2,5 тыс. т), вращающиеся печи размерами 3,6× 70м, производительностью 15 т/час, печь имеет 5 опор, используется газообразное топливо (расход газа 2000 м3
/час), барабанный холодильник диаметром 2,2 м и длиной 18 м (используется барабанный из-за малой производительности печи), футеровка занимает 22 м по ходу материала (жаропрочный бетон, шамотный кирпич ШЦЦ4, в зоне спекания – переклазошпинелевый ПШПЦ 28-29), имеется вспомогательное оборудование: транспортеры ленточные, шламовые насосы и вертикальные шлам-бассейны. На Подольском заводе используется запечной теплообменник – концентратор шлама, его преимущества – это компактность, увеличивает тепловой КПД до 80%, уменьшает длины печи на 50 м, диаметр барабана 6 м, длина 7 м, производительность соответствует производительности печи (выносится зона подсушки).
На заводе имеется 2 опытные лаборатории, где производится контроль качества продукции.
Аналитическая лаборатория – определяется сырьевой состав продукции, производится титрование, фотоэлектрокалориметрия;
Механохимическая лаборатория - исследуют прочность образцов на сжатие на прессе МС-500, прочность при изгибе на прессе 2ПГ-50А, определяют сроки схватывания (начало и конец) на приборе Вика, определяют удельную поверхность на приборе ПСХ или на ситах.Качество продукции должно соответствовать Гост 31108 и Гост 30744 (на испытание).
На Подольском цементном заводе производят высокоглиноземистый цемент по новой технологии. Производство базируется на смешении технологического производства плавленых огнеупоров, совместно на производстве цветных тугоплавких металлов ( молибден, вольфрам). Метод плавления ( минералы образуются при охлаждении) обуславливает высокое качество готовой продукции чем при спекании (минералы образуются при нагреве). Этот способ производства заменяет в себе стадии дробления сушку. 
Получается экологически чистые продукт, есть возможность использовать техногенные отходы.
Список литературы
1. Сулименко Л.М. Общая технология силикатов – М 2004, 336с.
2. К.В. Чаус, Ю.Д., Чистов, Ю.В. Лабзина Технология производства строительных материалов, изделий и конструкций М.: Стройиздат 1988
3. Бутт Ю.М., Тимашев В.В. Портландцемент – М 1974, 321 с
|
