Содержание:
Введение
1. Анализ состояния вопроса
2. Выбор типа производства и стратегии производственного процесса
3. Выбор и проектирование заготовки
4. Разработка технологического маршрута и плана изготовления
5. Выбор средств технологического оснащения
6. Разработка технологических операций
7. Экономическая эффективность проекта
Заключения
Список литературы
Приложения
Введение
Цель квалификационного проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
Целью данной работы является снижение трудоемкости изготовления вала путем разработки прогрессивного технологического процесса, базирующегося на современных достижениях в области станкостроения и инструментального производства.
К мероприятиям по разработке новых прогрессивных технологических процессов относится и автоматизация, на ее основе применения высокопроизводительного технологического оборудования, применения режущего инструмента, быстродействующими средствами.
В квалификационной работе должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
1. Анализ состояния вопроса
1.1 Служебное назначение детали
Корпус предназначен для установки на нем деталей, из которых состоит клиноплунжерный патрон. Поверхность 13 (рисунку 1- эскиз детали) служит для базирования заготовок, а именно фланцев крепления карданного вала к валу привода переднего моста. На эту же поверхность устанавливается контрольная оправка. Фиксирование заготовки производится посредством 3-х кулачков, которые перемещаются по пазам в патроне, посредством перемещения штока, на котором выполнены специальные пазы. Сам шток перемещается по поверхности 34, он фиксируется сегментной шпонкой, которая перемещается по пазу поверхность 39. Перемещение штока производится посредством соединения винт-гайка.
Реклама

Клиноплунжерный патрон работает с довольно большими нагрузками и изгибающими моментами и, поэтому, требует специальной термообработки. Следует учитывать трение скольжения на поверхностях детали.
На рисунке 1 представлен эскиз детали, а в таблице 1 классификация ее поверхностей.
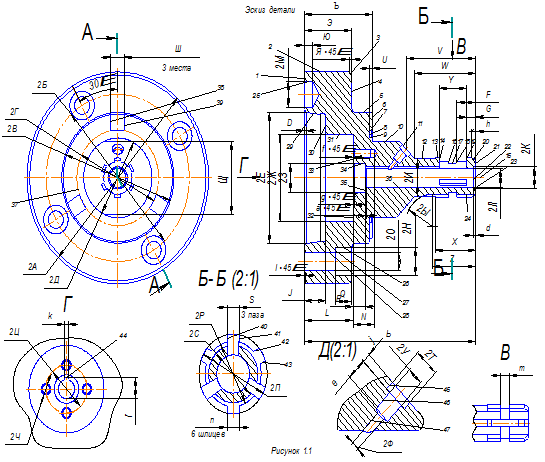
Таблица 1 - Классификация поверхностей детали
| Вид поверхности
|
№ поверхностей
|
| Исполнительные поверхности |
6, 13 |
| Основные конструкторские базы (ОКБ) |
1, 29, 34, 36 |
| Вспомогательные конструкторские базы (ВКБ) |
25,27,28,31,32,33,40,41,46 |
| Свободные поверхности |
остальные |
Материал корпуса – сталь 19ХГН по по ТУ 14-1-261-72, имеющая следующий химический состав: углерода С= 0,16…0,21%, кремния Si= 0,17…0,37%, марганца Mn= 0,7 … 1,1%, хрома Cr= 0,8…1,1%, никеля Ni=0,8…1,1%. [1].
Механические свойства при Т=20 o
С материала 19ХГН: σв =1180-1520МПа, σт =930МПа, НRCэ
после цементации 59…63, обрабатываемость резанием – хорошая, Кv= 1,0. Исходя из служебного назначения корпуса при разработке технологического процесса ее изготовления, особое внимание следует уделить исполнительным поверхностям Ø25(пов.13), торцу (пов.6), а также косновным конструкторским базам: торцу (пов.1), конусной поверхности Ø82,563 (пов.29), отверстию Ø18 (пов.34) и отверстию Ø12Н7 (пов.36).
1.2 Технологичность конструкции детали
Рабочий чертеж корпуса содержит необходимую графическую информацию для полного представления о конструкции. Указаны размеры с их отклонениями, проставлена требуемая шероховатость, большинство отклонений от правильных геометрических форм.
К недостаткам чертежа можно отнести допуск размера Ø82-0,2
, для того чтобы в последствии использовать эту поверхность в качестве базы, назначаем новый допуск под шлифовальную операцию Ø82-0,01
.
В основном деталь технологична и позволяет применить прогрессивные методы обработки (точение, шлифование и т. д.) с использованием режущего инструмента, оснащенного твердым сплавом.
2. Выбор типа производства и стратегии производственного процесса
Тип производства зависит от годовой программы выпуска деталей и их трудоемкости. По таблице 3.2 [21] при массе детали до 5кг (масса корпуса 4 кг) и программе 10000 деталей в год (N= 10000 дет/год – проектная ) тип производства – крупносерийное.
Для серийного производства рекомендуется групповая форма организации производства, когда запуск деталей осуществляется партиями [3]:
 , (2.1) , (2.1)
где a- периодичность запуска деталей, при запуске раз в месяц, а = 24;
F- число рабочих дней в году, F=254.
n = 10000∙24/254 = 945дет.
С учетом типа производства предполагаем применение универсальных станков и станков с ЧПУ, универсальных и специализированных приспособлений с механизированными силовыми приводами, режущих инструментов, оснащенных сменными многогранными режущими пластинами.
Реклама

3. Выбор и проектирование заготовки.
3.1 Экономическое обоснование метода получения заготовки
Заготовку данной детали можно получить штамповкой и прокатом [3]. Метод получения исходной заготовки выбирают по сравнительному анализу себестоимости нескольких вариантов. В данном случае с учетом того, что производство мелкосерийное, будет экономически не выгодно изготавливать дорогостоящие штампы или литейный формы, поэтому производим расчет только для проката (по ВАЗовской технологии).
Стоимость заготовки определяется по формуле [3]:
Sзаг= Q· Ci/1000 – (Q-q) ∙ SОТХ/1000 + ∑Cо.з, (3.1.2)
гдеCi- базовая стоимость 1 тонны заготовок, руб;
Q- масса заготовки, кг;
SОТХ- стоимость отходов (стружки), руб/тонна;
Cо.з – стоимость отрезки штучной заготовки дисковой сегментной пилой при Тшт=3мин.
Для нашего случая:
Сi= 12000 руб/тонна – круг диаметром 140 мм (По данным ВАЗа);
Q= 15,6 кг;
SОТХ= 400 р/тонна – по данным ВАЗа;
q= 3,6 кг;
После подстановки в формулу 3.1.2.
Sзаг1= 182,4 руб.
В качестве метода получения заготовки принимаем – прокат, ГОСТ 2590-88.
3.2 Разработка рабочего чертежа заготовки
Деталь – корпус (чертеж 06.М.15.17.10.000);
Метод получения заготовки – прокат;
Материал – сталь 19ХГН.
Масса детали – 3,6 кг.
3.2.1 Исходные данные для расчета
Масса заготовки Q= 15,6 кг;
Класс точности – Т3 (приложение 1);
Группа стали – М1 (табл.1) при средней весовой доли углерода до 0,45%, суммарной массовой доли легирующих элементов до 2%;
Группа сложности – С3 (приложение 2). Расчет: размеры описывающей фигуры (цилиндр),
диаметр – 133 мм, длина – 126 мм, масса Gцил= 15,6кг при соотношении Gдет/Gцил= 3,6/15,6= 0,23, степень сложности – С3 при соотношении в пределах 0,16…0,32.
3.2.2 Припуски на механическую обработку
Диаметр заготовки выбираем по номинальному диаметру проката, табл.2 [22].
Припуск на боковую поверхность оставляем по 2,5 мм (по ВАЗовской технологии).
Допускаемые отклонения размеров:
диаметры: Ø140 -2
+0,8
, табл. 2 [22];
длины: 131 -2
, табл. 50 [5].
Качество наружной поверхности назначаем с учетом рекомендаций - Rz=100, Т=150мкм.
Рабочий чертеж корпуса клиноплунжерного патрона представлен на листе 1 проекта, чертеж заготовки не прилагается, т.к. заготовкой является прокат.
4. Разработка технологического маршрута и плана изготовления
4.1 Выбор методов обработки поверхностей корпуса
Выбор методов обработки поверхностей детали резанием выполним по типовым таблицам обработки [2] и результаты выбора сведем в таблицу 4.1 проекта. Номера поверхностей взяты с технологического чертежа корпуса (рисунок 1).
Таблица 2 - Методы обработки поверхностей корпуса
| № пов.
|
Точность
(квал.)
|
Шероховатость,
Ra(мкм)
|
Методы обработки
|
| 1 |
7 |
0,8 |
Точение, точение чистовое, шлифование, шлифование чистовое |
| 5, 13 |
8 |
1,6 |
Точение, точение чистовое, шлифование чистовое |
| 6 |
7 |
0,8 |
Точение, точение чистовое, фрезерование, шлифование чистовое |
| 14,19 |
8 |
1,6 |
Фрезерование, фрезерование чистовое |
| 21,22,23 |
11 |
3,2 |
Точение, точение чистовое |
| 24 |
11 |
6,3 |
Фрезерование, фрезерование предварительное |
| 8,10 |
9 |
3,2 |
Точение, точение чистовое, фрезерование чистовое |
| 25, 28 |
11 |
3,2 |
Сверление, зенкерование чистовое |
| 26, 27, 45 |
11 |
6,3 |
Цекование чистовое |
| 32 |
11 |
3,2 |
Точение, точение чистовое |
| 33 |
11 |
3,2 |
Сверление, зенкерование, резьбонарезание, калибрование |
| 38,39 |
11 |
6,3 |
Фрезерование, фрезерование чистовое |
| 40,41,42,43 |
8 |
1,6 |
Фрезерование, фрезерование чистовое |
| 29 |
6 |
0,8 |
Точение, точение чистовое, шлифование, шлифование чистовое |
| 34, 35 |
8 |
1,6 |
Точение, точение чистовое, шлифование, шлифование чистовое |
| 36 |
7 |
0,4 |
Сверление, зенкерование, шлифование, шлифование чистовое |
| 44 |
8 |
1,6 |
Долбежная |
| 46 |
8 |
1,6 |
Зенкерование, шлифование, шлифование чистовое |
| 47 |
11 |
6,3 |
Сверление, зенкерование чистовое |
| Остальные |
11 |
6,3 |
Точение, точение чистовое |
Данные методы реализованы при разработке маршрута изготовления детали.
4.2 Разработка технологического маршрута изготовления корпуса
При разработке маршрута в мелкосерийном производстве придерживались следующих правил:
1.Технологические операции разрабатывали по принципу концентрации технологических переходов, т.е. как можно больше поверхностей обрабатывать с одного установа заготовки.
2.Отдавали предпочтение универсальным, координатным, станкам с ЧПУ, обеспечивающие необходимую гибкость производства.
3.Старались шире применять режущий инструмент со сменными многогранными пластинами (СМП) из твердого сплава. Для цельного инструмента (сверл и др.) рекомендуем быстрорежущую сталь Р6М5.
4.Станочные приспособления применяли со сменными установочными элементами и механизированными зажимными устройствами.
Технологический маршрут обработки представлен в таблице 3.
Таблица 3 - Технологический маршрут изготовления корпуса
| № операции |
Наименование
операции
|
Оборудование
(тип, модель)
|
Содержание операции |
| 000 |
Ленточно-отрезная |
Ленточно-отрезной станок НДА250 |
Отрезать заготовку
пов. 6, 7
|
| 005 |
Токарно-винторезная |
Токарно-винторезный станок 16К20 |
Обдирка
пов. 2, 4, 5, 6, 10, 11, 13, 21
|
| 010 |
Токарно-винторезная |
Токарно-винторезный станок 16К20 |
Установ А:
Сверлить отв. 36
Расточить пов. 34, 31, 29
Точить пов. 35, 32, 30, 2, 1
Установ Б:
Точить 3, 4, 5, 6, 10, 11, 12, 13, 20, 21, 22, 23
Зенкеровать отв. 36
Расточить пов. 7, 8, 9, 16, 17, 18
|
| 015 |
Универсально-фрезерная |
Универсально- фрезерный станок
6Р80
|
Фрезеровать пов. 8, 10
Фрезеровать пов. 6, 38, 39 (3 места)
|
| 020 |
Универсально-фрезерная |
Широкоуниверсальный фрезерный станок 676 |
Фрезеровать пов. 24, 42, 43 (3 места)
Фрезеровать пов.14, 19, 40, 41 (3 паза)
|
| 025 |
Слесарная |
Стол рабочий |
Припилить углы. Удалить заусенцы |
| 030 |
Расточная |
Координатно-расточной станок
2410
|
Установ А:
Сверлить пов. 25
Зенкеровать пов. 25
Сверлить 4 отв. 28
Зенкеровать 4 отв. 28
Сверлить 4 отв. 33
Зенкеровать 4 отв. 33
Установ Б:
Сверлить отв. 47
Зенкерование отв. 47,46
Цековать пов. 26, 27, 45
|
| 035 |
Слесарная |
Стол рабочий |
Удалить заусенцы. Нарезать резьбу.
Продуть резьбу
|
| 040 |
ТО |
Печь шахтная |
Цементировать h 0,8…1,2. Резьбу от цементации предохранить |
| 045 |
ТО |
Печь шахтная |
Закалить 59…63 HRCЭ
|
| 050 |
Слесарная |
Стол рабочий |
Калибровать резьбу по чертежу пов. 33 |
| 055 |
Плоско-шлифовальная |
Плоско-шлифовальный станок 3731 |
Установ А:
Шлифовать пов. 6 (3 места)
Установ Б:
Шлифовать пов. 1
|
| 060 |
Кругло-шлифовальная |
Универсальный кругло-шлифовальный станок 3Б12 |
Шлифовать пов. 5, 13 |
| 065 |
Внутри-шлифовальная |
Внутри-шлифовальный станок 3А225 |
Шлифовать пов. 29, 34, 35, 36 |
| 070 |
Шлифовальная |
Координатно-шлифовальный станок 3СМО |
Шлифовать пов. 46
|
| 075 |
Долбежная |
Долбежный станок
7А412
|
По чертежу паз, пов. 44 |
| 080 |
Слесарная |
Стол рабочий |
Припилить углы. Маркировать пазы |
| 085 |
Моечная |
Моечная машина |
| 090 |
Контрольная |
Контрольный стол |
Контроль |
4.3 Выбор технологических баз
Теоретическая схема базирования выбирается в зависимости от типа детали. Для нашего случая тип детали - диск. Выбирается двойная опорная база, которая лишает заготовку 2 степеней свободы, опорная база - упор, лишающий заготовку ещё одной степени свободы и установочная база, лишающая заготовку 3 степеней свободы. Для обоснования выбранных баз составим таблицу 4.3, в которой покажем по операциям, какие базы используются на операциях.
Таблица 4 - Технологические базы
| № операции
|
№ опорных
точек
|
Наименование базы
|
Характер
проявления
|
Реализа-ция
|
№ обрабатываемых поверхностей
|
Операционные
размеры
|
Единство баз
|
Постоянство баз
|
| явная
|
скрытая
|
естественная
|
искусствен-ная
|
| 1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
| 005
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
2005
4005
5005
6005
10005
11005
13005
21005
|
2А005
2В005
2Д005
2П005
W005
Э005
Ъ005
Ь005
|
+
|
-
|
010А
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
1010А
2010А
29010А
30010А
31010А
32010А
34010А
35010А
36010А
|
2Л010А
2З010А
2Ж010А
2Е010А
2А010А
R010А
L010А
Ь010А
|
+
|
-
|
010Б
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
3010Б
4010Б
5010Б
6010Б
7010Б
8010Б
9010Б
10010Б
11010Б
12010Б
13010Б
16010Б
17010Б
18010Б
20010Б
21010Б
22010Б
23010Б
36010Б
|
2Л010Б
2И010Б
2К010Б
2Д010Б
2Г010Б
2В010Б
U010Б
Я010Б
m010Б
h010Б
F010Б
x010Б
W010Б
Э010Б
Ъ010Б
Ь010Б
|
+
|
-
|
| 015
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
6
015
8
015
10
015
38
015
39
015
|
Ш
015
Щ
015
U01
5
Ъ
015
|
+
|
+
|
| 030А
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
25030А
28030А
33030А
|
2О030А
2М030А
2Ч030А
2Ц030А
2Б030А
f030А
N030А
Ю030А
|
-
|
+
|
| 030Б
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
26030Б
27030Б
45030Б
46030Б
47030Б
|
2Н030Б
2Б030Б
2Т030Б
2У030Б
2Ф030Б
Q030Б
e030Б
j030Б
|
-
|
+
|
055А
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
6055А
|
Ъ055А
|
+
|
+
|
| 055Б
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
1055Б
|
Ь055Б
|
+
|
+
|
| 060
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
5060
13060
|
2В060
2П060
|
+
|
+
|
| 065
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
29065
34065
35065
36065
|
2Л065
2З065
2Е065
R065
|
+
|
+
|
| 070
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
46070
|
2У070
e070
|
-
|
+
|
| 075
|
1,2,3
4,5
6
|
Уст
ДО
О
|
+
-
+
|
-
+
-
|
+
+
+
|
-
-
-
|
44075
|
2Л075
Г075
k075
|
+
|
+
|
Примечание: в таблице 4 двойная направляющая база обозначается буквами ДН, опорная – О, установочная – буквами Уст, двойная опорная – ДО.
В качестве черновых технологических баз на первой операции ТП выбираем цилиндрическую поверхность 2 и торец 1, т.к. для обеспечения точности диаметральных размеров и взаимного расположения цилиндрических поверхностей поверхность 2 подходит лучше всех благодаря своим линейным размерам, обеспечивая устойчивое положение заготовки в приспособлении в радиальном направлении. В дальнейшем она будет обработана согласно требованиям чертежа.
Чистовыми базами на токарных операциях 010А, 035 служат:
скрытая технологическая база – ось пов.5, реализуемая при установке заготовки поверхностью 5 в самоцентрирующее устройство;
явная база- торец 6, реализуемая при его контакте с установочным элементом приспособления.
Чистовыми базами на токарных операциях 010Б служат:
скрытая технологическая база – ось пов.29, реализуемая при установке заготовки поверхностью 29 в самоцентрирующее устройство;
явная база- торец 1, реализуемая при его контакте с установочным элементом приспособления.
При фрезеровании детали базами являются:
скрытая технологическая база – ось пов.29, реализуемая при установке заготовки поверхностью 29 в самоцентрирующее устройство;
явная база - торец 1, реализуемая при его контакте с установочным элементом приспособления (такие же, что и на токарной операции).
При растачивании детали, операция 030А, базами являются:
скрытая технологическая база – ось пов.10, реализуемая при установке заготовки поверхностью 10 в самоцентрирующее устройство;
явная база - торец 21, реализуемая при его контакте с установочным элементом приспособления.
При растачивании детали, операция 030Б, базами являются:
скрытая технологическая база – ось пов.29, реализуемая при установке заготовки поверхностью 29 в самоцентрирующее устройство;
явная база- торец 1, реализуемая при его контакте с установочным элементом приспособления.
При шлифовании детали базами являются:
скрытая технологическая база – ось пов.5(29), реализуемая при установке заготовки поверхностью 5(29) в самоцентрирующее устройство;
явная база - торец 6(1), реализуемая при его контакте с установочным элементом приспособления (такие же, что и на токарной операции).
На долбежной операции 075 чистовыми базами служат:
скрытая технологическая база – ось пов.5, реализуемая при установке заготовки поверхностью 5 в самоцентрирующее устройство;
явная база - торец 6, реализуемая при его контакте с установочным элементом приспособления (такие же, что и на токарной операции).
Такой выбор баз наряду с точностью изготовления корпуса обеспечивает требования взаимного расположения его поверхностей.
Условные обозначения принятых черновых и чистовых технологических баз в теоретических схемах базирования на различных операциях ТП изготовления корпуса приведены в плане изготовления (лист 2).
4.4 Назначение операционных технических требований
Технические требования на обработку детали назначаем по таблицам статистической точности размеров и пространственных отклонений [4], исходя из вида обработки, применяемого оборудования, способа обеспечения точности и длины (диаметра) обработки детали.
Технические требования на выполнение технологических операций включают в себя требования к шероховатости, технологические допуски на размеры, форму и расположение поверхностей.
При этом необходимо соблюдать условие:
TAОП
≥ wc
т
АОП
, (4.4.3)
где TAОП
– операционный операционный допуск на параметр А;
wc
т
АОП
– величина погрешности параметра А, которая может
возникнуть на данной операции при нормальном состоянии
технологической системы (статистическая погрешность).
При назначении операционных допусков на размеры необходимо придерживаться следующих правил:
1) допуск на размер между измерительной базой и обработанной поверхностью ТАОП
складывается из статистической погрешности получения размера wАоп
ст
, пространственных отклонений измерительной базы D и погрешности базирования εБА
от несовпадения технологической и измерительной баз (в случае несовпадения баз): и погрешности базирования εБА
от несовпадения технологической и измерительной баз (в случае несовпадения баз):
TAОП
= wc
т
АОП
+D+ εБА
,(4.4.4)
2) допуск на размер между поверхностями, обработанными с одного установа включает в себя только одну величину статической погрешности.
3) операционные допуски на размеры замкнутых поверхностей складываются из статических погрешностей выполняемых размеров.
Технические требования вносим в графу 4 плана изготовления.
4.5 Оформление технологической документации
Технологическая документация представлена в приложении.
5. Выбор средств технологического оснащения
При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами:
1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции.
2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки.
3) В случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые данным цехом, участком.
4) В серийном производстве следует применять преимущественно универсальные станки, револьверные станки, станки с ЧПУ, многоцелевые станки (обрабатывающие центры). На каждом станке в месяц должно выполняться не более 40 операций при смене деталей по определенной закономерности.
При выборе приспособлений будем руководствоваться следующими правилами :
а) Приспособление должно обеспечивать материализацию теоретической схемы базирования на каждой операции с помощью опорных и установочных элементов.
б) Приспособление должно обеспечивать надежное закрепление заготовки при обработке.
в) Приспособление должно быть быстродействующим.
г) Зажим заготовки должен осуществляться, как правило, автоматически.
д) Следует отдавать предпочтение стандартным, нормализованным, универсально-сборным приспособлениям, и только при их отсутствии проектировать специальные приспособления.
При выборе РИ будем руководствоваться следующими правилами:
1) Выбор инструментального материала определяется требованиями, с одной стороны, максимальной стойкости, а с другой минимальной стоимости.
2) Следует отдавать предпочтение стандартным и нормализованным инструментам.
При выборе средств контроля будем руководствоваться следующими правилами:
1) Точность измерительных инструментов и приспособлений должна быть существенно выше точности измеряемого размера, однако неоправданное повышение точности ведет к резкому удорожанию.
2) В серийном производстве следует применять инструменты общего назначения: штангенциркули, микрометры, длинномеры и т.д, реже – специального назначения.
3) Следует отдавать предпочтение стандартным и нормализованным средствам контроля.
Результаты выбора средств технологического оснащения заносим в таблицу 5.
Таблица 5 - Выбор СТО
| Операция |
Оборудование |
Приспособление |
РИ |
Контроль |
| 1 |
2 |
3 |
4 |
5 |
005
Токарно-винторезная
|
Токарно-винторезный станок 16К20 |
Патрон трехкулачковый самоцентрирующий |
Резец проходной, подрезной |
Пробки, калибры,
скобы
|
010
Токарно-винторезная
|
Токарно-винторезный станок 16К20 |
Патрон трехкулачковый самоцентрирующий |
Резец проходной, расточной, отрезной, подрезной со сменными пластинами, резец спец. канавочный, резец фасонный, зенкер, сверло |
Пробки, калибры, скобы, шаблоны, приспособление для контроля размеров и непараллельности |
| 015 Универсально-фрезерная |
Широко-
универсальный фрезерный станок
675
|
Специальные приспособления |
Фрезы для концевого фрезерования |
Шаблоны, калибры,
мерительные приспособления
|
| 020 Универсально-фрезерная |
Широко-
универсальный фрезерный станок
676
|
Специальные приспособления, делительная головка |
Фрезы для концевого фрезерования |
Пробки, калибры, скобы, шаблоны |
030
Расточная
|
Координатно-расточной станок
2410
|
Специальные приспособления |
Сверла, зенкеры, цековки |
Шаблоны, калибры,
мерительные приспособления
|
055
Плоско-шлифовальная
|
Плоско-шлифовальный станок 3731 |
Патрон трехкулачковый самоцентрирующий |
Шлифовальный круг |
Шаблоны, калибры,
мерительные приспособления
|
060
Кругло-шлифовальная
|
Универсальный кругло-шлифовальный станок 3Б12 |
Специальные приспособления |
Специальные шлифовальные круги |
Шаблоны, калибры,
мерительные приспособления
|
065
Внутри-шлифовальная
|
Внутри-шлифовальный станок 3А225 |
Патрон трехкулачковый самоцентрирующий |
Шлифовальные круги |
Шаблоны, калибры,
мерительные приспособления
|
070
Шлифовальная
|
Координатно-шлифовальный станок 3СМО |
Специальные приспособления |
Шлифовальный круг |
Шаблоны, калибры,
мерительные приспособления
|
075
Долбежная
|
Долбежный станок
7А412
|
Специальные приспособления |
Специальный долбяк |
Калибры, скоба гладкая, мерительные приспособления |
6. Разработка технологических операций
Разработка универсально-фрезерной операции
6.1 Выбор станка
Окончательно принимаем широкоуниверсальный инструментальный фрезерный станок 676 [5], с универсальной делительной головкой УДГ-Д-250.
Размер рабочей поверхности стола – 250 х 630 мм;
Пределы частоты вращения шпинделей, об/мин :
горизонтального - 50...1630
вертикального - 63...2040
Конус отверстия шпинделей – 40;
Габаритные размеры стола – 1200х1225х1758 мм;
Мощность главного электродвигателя – 2,2 квт;
6.2 Выбор последовательности позиций
1. Фрезеровать 1, 2, 3 пазы 20+0,2
(пов. 14, 19), выдерживая размер 4,4 +0,08
(пов. 40, 41). 3 позиции.
2. Фрезеровать пов. ø20,5-0,1
*30 мм (пов. 24), выдерживая размер 4,5-0,12
(пов. 42, 43 и пов. 40, 41). 6 позиций.
6.3 Выбор режущего инструмента
Вид и размеры режущего инструмента определим по справочнику [5]:
Т1 – шпоночная фреза из быстрорежущей стали, с цилиндрическим хвостовиком, ГОСТ 9140 - 68, Р6М5, Ø4 мм.
Т2 – полукруглая вогнутая фреза из быстрорежущей стали, ГОСТ 9305 – 69, Р6М5, Ø40 мм.
6.4 Расчет режимов резания
Режимы резания рассчитаем по методике [5].
Переход 1.
Позиции 1-3 .Фрезерование паза 20· 4,4· 6,5мм (l·b·h).
Глубина резания t=3мм.
Подача на один зуб Sz= 0,1 мм/зуб, S = 0,1∙2=0,2 мм/об.
Скорость резания:
V=(Cv∙Dqv
/Tm
∙txv
∙Sz
yv
∙Buv
∙zpv
)∙Kv, (6.1)
где Cv, q, m, y, x, y, u, p – коэффициент и показатели степени, зависящие от условий обработки. При фрезеровании стали с σв= 1180 - 1520МПа фрезой из стали Р6М5, Cv= 46,7, q= 0,45, х=0,5, y=0,5, u=0,1, р=0,1, m=0,33
[5, стр.442, табл.37];
D – диаметр инструмента;
Т – стойкость инструмента;
S – подача, мм/зуб.
Коэффициент Kvрассчитывается:
Kv= Kмv∙ Knv∙ Kuv , (6.2)
где Kмv= См
( 750/σв )n
v
= 1( 750/1350 )0,9
= 0,6 – учитывает качество обрабатываемого материала;
Knv – учитывает состояние поверхности заготовки,
Knv= 0,9;
Kuv – учитывает инструментальный материал;
Kuv= 0,3;
Kv= 0,6∙ 0,9∙ 0,3= 0,162.
V= 46,7∙ 40,45
∙0,162/600,33
∙30,5
∙0,10,5
∙40,1
∙ 20,1
= 5,42 м/мин.
Частота вращения шпинделя:
n= 1000∙V/ π∙d= 1000∙ 1,4/ 3,14∙4= 432 об/мин,
по станку nст
= 450об/мин, Vф= 6 м/мин, Sм= 150мм/мин.
Мощность резания определяют по формуле[5]:
 , (6.3) , (6.3)
где Pz
– сила резания, который рассчитывают по формулам:
 , (6.4) , (6.4)
здесь SZ
– подача на один зуб инструмента, равная s/z ,где z – число зубьев фрезы;
 , ,
При фрезеровании стали σв= 1350МПа фрезой из стали Р6М5 Cр = 68,2, х=0,86, y=0,72, u=1, w=0, q= 0,86 [5, стр.444, табл.39];

Примечание: на операции используется СОЖ Афтокат Ф-40 или ВЕЛС1, ВЕЛС 1М(4…5%).
Переход 2.
Позиции 1-6 .Фрезерование поверхности 32 мм.
Глубина резания t=2,25мм.
Подача на один зуб Sz= 0,12 мм/зуб, S = 0,12∙15=1,8 мм/об.
Скорость резания:
V=(Cv∙Dqv
/Tm
∙txv
∙Sz
yv
∙Buv
∙zpv
)∙Kv, (6.1)
где Cv, q, m, y, x, y, u, p – коэффициент и показатели степени, зависящие от условий обработки. При фрезеровании стали с σв= 1180 - 1520МПа фрезой из стали Р6М5, Cv= 44, q= 0,45, х=0,3, y=0,2, u=0,1, р=0,1, m=0,33
[5, стр.442, табл.37];
D – диаметр инструмента;
Т – стойкость инструмента;
S – подача, мм/зуб.
Коэффициент Kvрассчитывается:
Kv= Kмv∙ Knv∙ Kuv , (6.2)
где Kмv= См
( 750/σв )n
v
= 1( 750/1350 )0,9
= 0,6 – учитывает качество обрабатываемого материала;
Knv – учитывает состояние поверхности заготовки,
Knv= 0,9;
Kuv – учитывает инструментальный материал;
Kuv= 0,3;
Kv= 0,6∙ 0,9∙ 0,3= 0,162.
V= 44∙400,45
∙0,162/ 600,33
∙2,250,3
∙0,120,2
∙8,50,1
∙ 150,1
= 7,2 м/мин.
Частота вращения шпинделя:
n= 1000∙V/ π∙d= 1000∙ 7,2/ 3,14∙4= 573 об/мин,
по станку nст
= 600об/мин, Vф= 8 м/мин, Sм= 200мм/мин.
Мощность резания определяют по формуле[5]:
 , (6.3) , (6.3)
где Pz
– сила резания, который рассчитывают по формулам:
, (6.4)
здесь SZ
– подача на один зуб инструмента, равная s/z ,где z – число зубьев фрезы;
,
При фрезеровании стали σв= 1350МПа фрезой из стали Р6М5 Cр = 47, х=0,86, y=0,72, u=1, w=0, q= 0,86 [5, стр.445, табл.39];

Примечание: на операции используется СОЖ Афтокат Ф-40 или ВЕЛС1, ВЕЛС 1М(4…5%).
6.5 Расчет норм времени
Время выполнения технологической операции в серийном производстве оценивается штучно-калькуляционным временем, рассчитываем по формуле [3]:
Тш.к = Тп.з/n+ Тшт , (6.5)
где Тп.з – подготовительно-заключительное время, мин;
n – размер партии для запуска (см.раздел 1);
Тшт – штучное время обработки, мин.
Тшт = То + Твс + Тт.о + Тот , (6.6)
где То – основное время обработки в мин;
Твс – вспомогательное время, мин;
Тт.о – время технического обслуживания, мин;
Тот – время на отдых и личные надобности.
Основное время обработки определяется:
То = lр.х/Sм , (6.7)
где lр.х – длина рабочего хода, мм;
Sм – минутная подача, мм/мин.
Длина lр.х складывается из длины обрабатываемой поверхности, lн.д – длины недохода, расстояние до начала обработки которое инструмент проходит на рабочей подаче (режет воздух), lc.х – длина схода инструмента (перебег). Данные величины взяты с чертежа наладки, рассчитываемые по схеме обработки и нормативам.
Вспомогательное время складывается из времени на установку, закрепление и снятие заготовки (по нормативам), времени индексации (для агрегатных операций) и из времени холостого хода (по чертежу наладки).
Сумма времен То + Твс называется временем цикла или оперативным:
Топ = То + Твс. (6.8)
Времена Тт.о и Тот по нормативам принимается 7% от Топ.
Расчет:
Переход 1
1-3 позиции: То =3* lр.х/Sм = 3*43/100 =1,29мин, Твс =3*(0,15 + 0,2) = 1,05мин;
Переход 2
1-6 позиции: То =6* lр.х/Sм = 6*36/200 = 1,08мин, Твс = 6*(0,2 + 0,2) = 2,4мин;
Оперативным временем операции считается наибольшее из оперативных времен на каждой позиции.
Переход 1
Переход 2
Основное время на операции: Тоопер
= 2,37 мин.
Вспомогательное время на операции: Твс = 3,5мин.
Время на техническое обслуживание и отдых будет составлять
Тт.о + Тот = 0,07∙( То+ Твс ) = 0,07∙5,87 = 0,41мин.
Штучно-калькуляционное время будет равно
Тп.з = 20мин, n= 47шт/месяц, Тшт = 6,28мин.
Тш.к = Тп.з /n + Тшт = 40/47 + 6,28 = 7,13мин.
Принимаем Тш.к = 7,1мин.
Результаты расчетов представлены на чертеже наладки и операционной карте (см. приложение).
7. Экономическая эффективность проекта
7.1 Исходные данные для экономического обоснования сравниваемых вариантов по всему технологическому процессу
Структуру штучного времени по операциям технологического процесса представим в виде (табл. 7.9; 7.10).
Таблица 6 - Структура штучного времени по операциям технологического процесса
| Наименование показателей (время, мин) |
Номера операций технологического процесса |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
| Машинное |
0,1 |
0,3 |
0,15 |
0,1 |
0,01 |
0,2 |
0,2 |
0,1 |
0,02 |
| Вспомогательное |
0,25 |
0,5 |
0,33 |
0,25 |
0 |
0,42 |
0,42 |
0,25 |
0 |
| Штучное |
2 |
2,8 |
1,25 |
0,1 |
0,067 |
0,4 |
0,42 |
0,2 |
0,05 |
| Наименование |
Номера операций технологического процесса |
| 11 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
| Машинное |
0,1 |
0,09 |
0,1 |
0,25 |
0,1 |
0,3 |
0,15 |
0,25 |
| Вспомогательное |
0,33 |
0,17 |
0,25 |
0,42 |
0,5 |
0,5 |
0,25 |
0,5 |
| Штучное |
0,33 |
0,033 |
0,27 |
0,45 |
0,6 |
1,33 |
0,45 |
1 |
Таблица 7 - Структура штучного времени по операциям технологического процесса (проектный вариант)
| Наименование показателей (время, мин) |
Номера операций технологического процесса |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
ТО |
| Машинное |
0,15 |
0,9 |
0,15 |
2,37 |
0,02 |
0,2 |
0,02 |
| Вспомогательное |
0,3 |
1,2 |
0,33 |
3,5 |
0 |
0,42 |
0 |
| Штучное |
2 |
3 |
1,25 |
6,28 |
0,05 |
0,4 |
0,05 |
| Наименование |
Номера операций технологического процесса |
| ТО |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
| Машинное |
0,02 |
0,1 |
0,25 |
0,1 |
0,15 |
0,3 |
0,02 |
| Вспомогательное |
0 |
0,25 |
0,42 |
0,5 |
0,25 |
0,5 |
0 |
| Штучное |
0,05 |
0,27 |
0,45 |
0,6 |
0,45 |
1,5 |
0,05 |
| Стоимость приспособлений в % от себестоимости оборудования |
3,5 |
3,5 |
3,5 |
3,5 |
15 |
5 |
5 |
4,5 |
15 |
| Цена ед. инструмента, т.руб. |
32,2 |
32,2 |
32,2 |
32,2 |
15 |
34,6 |
34,6 |
32,2 |
15 |
| Установленная мощность электродвигателей станка, кВт |
11 |
11 |
11 |
11 |
0,75 |
15 |
15 |
14 |
0,75 |
| Наименование |
Номера операций |
| Цена ед. оборудования, т.руб. |
223 |
223 |
675 |
720 |
450 |
450 |
670 |
975 |
| Занимаемая площадь, м2
|
8,1 |
8,1 |
8,9 |
8,9 |
8,1 |
8,1 |
7,3 |
11,2 |
| Стоимость приспособлений в % от себестоимости оборудования |
3,5 |
3,5 |
4,5 |
5 |
4,5 |
4,5 |
4,5 |
5,5 |
| Цена ед. инструмента, т.руб. |
32,2 |
32,2 |
57,7 |
55 |
34,6 |
34,6 |
48,9 |
84,4 |
| Установленная мощность электродвигателей станка, кВт |
11 |
11 |
15 |
15 |
15 |
15 |
14 |
16 |
Исходные данные по оборудованию, оснастке и инструменту представим в виде (таблица 8; 9).
Таблица 8 - Исходные данные по оборудованию, оснастке и инструменту (базовый вариант)
| Наименование показателей |
Номера операций |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
| Цена ед. оборудования, т.руб. |
223 |
223 |
223 |
223 |
10 |
570 |
570 |
415 |
10 |
| Занимаемая площадь, м2
|
8,1 |
8,1 |
8,1 |
8,1 |
4,2 |
8,9 |
8,9 |
7,3 |
4,2 |
Таблица 9 - Исходные данные по оборудованию, оснастке и инструменту (проектный вариант)
| Наименование показателей |
Номера операций |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| Цена ед. оборудования, т.руб. |
223 |
223 |
225 |
225 |
10 |
570 |
10 |
| Занимаемая площадь, м2
|
8,1 |
8,1 |
8,1 |
8,1 |
4,2 |
8,9 |
4,2 |
| Стоимость приспособлений, т.руб. |
2,8 |
2,8 |
2,8 |
2,8 |
15 |
5 |
15 |
| Цена ед. инструмента, руб. |
32,2 |
57,7 |
55 |
55 |
15 |
34,6 |
15 |
| Установленная мощность электродвигателей станка, кВт |
11 |
11 |
11 |
11 |
0,75 |
15 |
0,75 |
| Наименование показателей |
Номера операций |
| 10 |
11 |
12 |
13 |
14 |
15 |
16 |
| Цена ед. оборудования, т.руб. |
10 |
675 |
720 |
450 |
670 |
415 |
10 |
| Занимаемая площадь, м2
|
4,2 |
8,9 |
8,9 |
8,1 |
7,3 |
7,3 |
4,2 |
| Стоимость приспособлений, т.руб. |
15 |
4,5 |
5 |
4,5 |
4,5 |
4,5 |
15 |
| Цена ед. инструмента, руб. |
15 |
57,7 |
55 |
34,6 |
48,9 |
32,2 |
15 |
| Установленная мощность электродвигателей станка, кВт |
0,75 |
15 |
15 |
15 |
14 |
14 |
0,75 |
Исходные данные для экономического обоснования сравниваемых вариантов сносим в таблицу 10.
Таблица 10
| № |
Показатели |
Условное обозначение |
Значение показателей |
| Базовый |
Проект |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Годовая программа выпуска |
Пг
, шт |
10000 |
10000 |
| 2 |
Норма штучного времени, в т.ч. машинное время |
Тш
, мин
Тмаш
, мин
|
см. табл. 13.9; 13.10 |
| 3 |
Часовая тарифная ставка:
Рабочего-оператора-термиста
Наладчика
|
Сч
, руб.
Счн
, руб.
|
29,86
32,06
|
29,86
32,06
|
| 4 |
Годовой эффективный фонд времени рабочего |
Фэр
, час |
1731 |
1731 |
| 5 |
Коэфф. доплаты до часового, дневного и месячного фондов |
Кд
|
1,08 |
1,08 |
| 6 |
Коэфф. доплат за профмастерство (начиная с 3-го разряда) |
Кпф
|
1,12 |
1,12 |
| 7 |
Коэфф. доплат за условия труда (если они вредные или тяжелые) |
Ку
|
1,12 |
1,12 |
| 8 |
Коэффициент доплат за вечерние и ночные часы |
Кн
|
1,2 |
1,2 |
| 9 |
Коэффициент премирования |
Кпр
|
1,2 |
1,2 |
| 10 |
Коэффициент выполнения норм |
Квн
|
1,0 |
1,0 |
| 11 |
Коэффициент отчисления на социальные нужды |
Кс
|
0,26
|
0,26
|
| 12 |
Коэффициент расходов на доставку и монтаж оборуд-я |
Кмонт
|
0,12 |
0,12 |
| 13 |
Годовая норма амортизационных отчислений (3,5…7,4) |
На
,% |
6,7 |
6,7 |
| 14 |
Годовой эффективный фонд времени работы оборудования (при двухсменной работе) |
Фэ
, час
|
4015 |
4015 |
| 15 |
Установленная мощность электродвигателя станка |
Му
, кВт |
см. табл. 13.11; 13.12 |
| 15 |
Коэффициент затрат на текущий ремонт оборудования |
Кр
|
0,3 |
0,3 |
| 16 |
Коэфф-т одновременности работы электродвигателей (0,8…1,0) |
Код
|
0,9 |
0,9 |
| 17 |
Коэфф-т загрузки электродвиг-ей по мощности (0,7…0,8) |
Км
|
0,75 |
0,75 |
| 18 |
Коэфф-т загрузки электродви-ля станка по времени (0,5…0,85) |
Кв
|
0,7 |
0,7 |
| 19 |
Коэфф-т потерь электроэнергии в сети завода (1,04..1,08) |
Кп
|
1,05 |
1,05 |
| 20 |
Тариф платы за электроэнергию |
Цэ
, руб./кВт |
1,35 |
1,35 |
| 21 |
КПД станка (0,7…0,95) |
КПД |
0,8 |
0,8 |
| 23 |
Цена на изготовление единицы инструмента |
Ци
, руб. |
см. табл.
7.11, 7.12
|
| 24 |
Коэфф-т, учитывающий затраты на ремонт приспособления |
Кр.пр
|
1,5 |
1,5 |
| 25 |
Выручка от реализации изношенного приспособления |
Вр.пр
, руб. |
20%
от цены
|
20%
от цены
|
| 26 |
Кол-во приспособлений, необходимое для производства годовой программы деталей |
Нпр
,шт |
| 27 |
Физический срок службы приспособления (3…5 лет) |
Тпр
, лет |
3 |
3 |
| 28 |
Расход на СОЖ |
Нсм
,руб./стан |
300 |
300 |
| 29 |
Удельный расход воды для охлаждения на один час работы станка (0,6 м3
) |
Ув
, м3
/час |
0,6 |
0,6 |
| 30 |
Тариф платы за 1 м3
воды |
Цв
, руб |
1,6 |
1,6 |
| 31 |
Удельный расход воздуха за 1 час работы установки приспособления
(0,1…0,15 м3
/час)
|
Усж
, м3
/час |
0,1 |
0,1 |
| 32 |
Тариф платы за 1 м3
сжатого воздуха |
Цсж
, руб./м3
|
0,15 |
0,15 |
33
|
Площадь, занимаемая одним станком |
Руд
, м2
|
см. табл.
13.11, 13.12
|
| 34 |
Коэфф. учитывающий дополни-тельную площадь (1,5…3,0) |
Кд.пл.
|
2,0 |
2,0 |
| 35 |
Стоимость эксплуатации 1м2
площади здания в год |
Цпл
, руб/м3
|
4500 |
4500 |
| 36 |
Норма обслуживания станков одним наладчиком (10…20 станков на одного наладчика) |
Нобсл
, ед |
17 |
14 |
| 37 |
Специализация:
оборудование
приспособление
инструмент
|
унив.
унив.
унив.
|
универс.
универс.
универс.
|
| 38 |
Физический срок службы детали, если он повышается |
Тд
, лет |
- |
- |
| 39 |
Надежность детали (кол-во отказов/год), если она повышается |
- |
- |
| 40 |
Материал детали (заготовка, поковка, штамповка, литье) |
Сталь 19ХГН
Прокат
|
Сталь 19ХГН
Прокат
|
| 41 |
Масса заготовки |
Мз
, кг |
15,6 |
15,6 |
| 42 |
Вес отходов в стружку |
Мотх
, кг |
12 |
12 |
| 43 |
Цена 1 кг материала (заготовки) |
Цмат
, руб./кг |
20,74 |
20,74 |
| 44 |
Цена 1 кг отходов |
Цотх
, руб./кг |
1,4 |
1,4 |
| 45 |
Коэффициент транспортно-заготовительных расходов |
Ктз
|
1,05 |
1,05 |
| 46 |
Коэфф-т учит-щий цену отходов |
Котх
|
0,1 |
0,1 |
| 47 |
Цеховые накладные расходы |
Кцех
|
2,15 |
2,15 |
| 48 |
Внепроизводственные расходы |
Квнепр
|
0,05 |
0,05 |
| 49 |
Заводские накладные расходы |
Кзав
|
2,5 |
2,5 |
7.2 Расчет необходимого количества оборудования и коэффициентов его загрузки
Расчет необходимого количества оборудования проводим в виде таблицы 11.
Расчетное количество основного технологического оборудования по операциям технологического процесса
Таблица 11
| № |
Наименование показателя |
Расчетные форм. и расчет |
Знач. показат. |
| Базовый |
Проектн. |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Расчетное количество основного технологичес-кого оборудования по операциям технологичес-кого процесса |
Ноб.расч.
=  , шт , шт
где Квн
=1,0; m – кол. опер.
Базовый вариант:
Ноб.расч1
=2*500/4015*60=0,004
Ноб.расч2
= 2,8*500/4015*60=0,006
Ноб. расч3
=1,25*500/4015*60=0,003
Ноб. расч4
=0,1*500/4015*60=0,0002
Ноб. расч5
=0,067*500/4015*60=0,00014
Ноб. расч6
=0,4*500/4015*60=0,001
Ноб. расч7
=0,42*500/4015*60=0,001
Ноб. расч8
=0,2*500/4015*60=0,0004
Ноб. расч9
=0,05*500/4015*60=0,0001
Ноб.расч11
= 0,33*500/4015*60=0,001
Ноб. расч13
=0,033*500/4015*60=0,0001
Ноб. расч14
=0,27*500/4015*60=0,0006
Ноб. расч15
=0,45*500/4015*60=0,001
Ноб. расч16
=0,6*500/4015*60=0,0013
Ноб. расч17
=1,33*500/4015*60=0,003
Ноб. расч18
=0,45*500/4015*60=0,001
Ноб. расч19
=1*500/4015*60=0,002
Проектный вариант:
Ноб.расч1
=2*500/4015*60=0,004
Ноб.расч2
= 3*500/4015*60=0,0062
Ноб. расч3
=1,25*500/4015*60=0,003
Ноб. расч4
=6,28*500/4015*60=0,013
Ноб. расч5
=0,05*500/4015*60=0,0001
Ноб. расч6
=0,4*500/4015*60=0,001
Ноб. расч7
=0,05*500/4015*60=0,0001
Ноб. расч10
=0,05*500/4015*60=0,0001
Ноб. расч11
=0,27*500/4015*60=0,0006
Ноб. расч12
=0,45*500/4015*60=0,001
Ноб. расч13
=0,6*500/4015*60=0,0013
Ноб. расч14
=0,45*500/4015*60=0,001
Ноб. расч15
=1,5*500/4015*60=0,003
Ноб. расч16
=0,05*500/4015*60=0,0001
|
0,004
0,006
0,003
0,0002
0,00014
0,001
0,001
0,0004
0,0001
0,001
0,0001
0,0006
0,001
0,0013
0,003
0,001
0,002
|
0,004
0,0062
0,003
0,013
0,0001
0,001
0,0001
0,0001
0,0006
0,001
0,0013
0,001
0,003
0,0001
|
| 2 |
Коэффициент загрузки оборудования |
Кз
= Ноб.расч
/Ноб.пр
Базовый вариант:
Кз1
= 0,004/1 = 0,004
Кз2
= 0,006/1 = 0,006
Кз3
= 0,003/1 = 0,003
Кз4
= 0,0002/1 = 0,0002
Кз5
= 0,00014/1 = 0,00014
Кз6
= 0,001/1 = 0,001
Кз7
= 0,001/1= 0,001
Кз8
= 0,0004/1= 0,0004
Кз9
= 0,0001/1 = 0,0001
Кз11
= 0,001/1 = 0,001
Кз13
= 0,0001/1 = 0,0001
Кз14
= 0,006/1 = 0,006
Кз15
= 0,001/1 = 0,001
Кз16
= 0,0013/1 = 0,0013
Кз17
= 0,003/1= 0,003
Кз18
= 0,001/1= 0,001
Кз19
= 0,002/1= 0,002
Проектный вариант:
Кз1
= 0,004/1 = 0,004
Кз2
= 0,0062/1 = 0,0062
Кз3
= 0,003/1 = 0,003
Кз4
= 0,013/1 = 0,013
Кз5
= 0,0001/1 = 0,0001
Кз6
= 0,001/1 = 0,001
Кз7
= 0,0001/1 = 0,0001
Кз10
= 0,0001/1 = 0,0001
Кз11
= 0,0006/1 = 0,0006
Кз12
= 0,001/1 = 0,001
Кз13
= 0,0013/1 = 0,0013
Кз14
= 0,001/1 = 0,001
Кз15
= 0,003/1 = 0,003
Кз16
= 0,0001/1 = 0,0001
|
0,004
0,006
0,003
0,0002
0,00014
0,001
0,001
0,0004
0,0001
0,001
0,0001
0,0006
0,001
0,0013
0,003
0,001
0,002
|
0,004
0,0062
0,003
0,013
0,0001
0,001
0,0001
0,0001
0,0006
0,001
0,0013
0,001
0,003
0,0001
|
Дополнительные исходные данные для станков с ЧПУ
Среднесуточный запуск деталей
Псут
= Пг
/360, шт
Базовый и проектный варианты:
Псут
= 10000/360 = 1,39 →2
7.3 Расчет капитальных вложений (инвестиций)
Таблица 12
| № |
Наименование показателя |
Расчетные форм. и расчет |
Знач. показат. |
| Базов. |
Проект |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Прямые капитальные вложения в основное технологичес-кое оборудование |
Коб
=∑Ноб
*Цоб
*К3
Коб
баз
=(223*0,004+223*0,006+223*0,003+223*0,0002+10*0,00014+570*0,001+570*
*0,001+415*0,0004+10*0,0001+223*0,001++223*0,0001+675*0,0006+720*0,001+450**0,0013+450*0,003+670*0,001+975*
*0,002)*103
= 10177 руб.
Коб
пр
=(223*0,004+223*0,0062+225*0,003++225*0,013+10*0,0001+570*0,001+10*
*0,0001+10*0,0001+675*0,0006+720*
*0,001+450*0,0013+670*0,001+415*
*0,003+10*0,0001)*103
= 9862 руб.
|
10177 |
10074 |
| 2 |
Сопутствующие капитальные вложения |
| 2.1 |
Затраты на проектирова-ние, руб. |
Знир
= 43343,6 |
- |
43343 |
| 2.2 |
Затраты на доставку и монтаж оборудования, руб. |
Км
= Коб
*Кмонт
, тыс. руб.
где Кмонт
=0,12
Км
баз
= 10177*0,12 = 1221
Км
пр
= 10074*0,12 = 1209
|
1221 |
1209 |
| 2.3 |
Затраты на транспортные средства, руб. |
Ктр
=Коб
*0,05
Ктр
баз
=10177*0,05 = 509
Ктр
пр
=10074*0,05 =504
|
509 |
504 |
| 2.4 |
Затраты на дорогостоя-щие приспособле-ния,
руб
.
|
Кпр
баз
=(3,5*0,004+3,5*0,006+3,5*0,003+
+3,5*0,0002+15*0,00014+5*0,001+5*
*0,001+4,5*0,0004+15*0,0001+3,5*0,001++3,5*0,0001+4,5*0,0006+5*0,001+4,5*
*0,0013+4,5*0,003+4,5*0,001+5,5*0,002)**103
= 108 руб.
Кпр
пр
=(2,8*0,004+2,8*0,0062+2,8*0,003+
+2,8*0,013+15*0,0001+5*0,001+15*
*0,0001+15*0,0001+4,5*0,0006+5*0,001+
+4,5*0,0013+4,5*0,001+4,5*0,003+15*
*0,0001)*103
= 116 руб.
|
108 |
116 |
| 2.5 |
Затраты на эксплуатацию производст-венных площадей, занятых основным технологичес-ким оборудова-нием, руб
. |

Кз пл
баз
=(8,1*0,004+8,1*0,006+8,1*0,003+
8,1*0,0002+4,2*0,00014+8,9*0,001+8,9*
*0,001+7,3*0,0004+4,2*0,0001+8,1*
*0,001+8,1*0,0001+8,9*0,0006+8,9*
*0,001+8,1*0,0013+8,1*0,003+7,3*0,001++11,2*0,002)*2*4500= 1947
Кз пл
пр
=(8,1*0,004+8,1*0,0062+8,1*0,003+
+8,1*0,013+4,2*0,0001+8,9*0,001+4,2*
*0,0001+4,2*0,0001+8,9*0,0006+8,9*
*0,001+8,1*0,0013+7,3*0,001+7,3*0,003+
+4,2*0,0001)*2*4500= 2491
|
1947 |
2491 |
| 2.6 |
Затраты на демонтаж заменяемого оборудования,
руб
.
|
Здем
=(570+223+223+450+975)*
*0,1*103
= 244100
|
- |
244100 |
| 2.7 |
Выручка от реализации заменяемого оборудования,
руб
.
|
Вреал
=(570+223+223+450+975)*
*0,1*103
= 122050
|
- |
122050 |
| 2.8 |
Итого сопутствую-щие капитальные вложения, руб. |
Ксоп
= Знир
+Км
+ Ктр
+ Кпр
+ Кэ пл
+ Здем
- Вреал
,
Ксоп
= 0+1221+509+108+1947 =3785
Проектный вариант:
Ксоп
= 43343+1209+504+116+2491+
+244100-122050= 169419
|
3785 |
169713 |
| 3 |
Общие капитальные вложения, руб. |
Кобщ
= Коб
+ Ксоп
Кобщ
баз
= 10177+3785=13962
Кобщ
пр
=10074+169713=179787
|
13962 |
179787 |
| 4 |
Удельные капитальные вложения,руб. |
Куд
= Кобщ
/Пг
|
28 |
360 |
7.5 Расчет технологической себестоимости по каждому из вариантов технологического процесса
Таблица 13
| № |
Наименование показателей |
Расчетные формулы |
Значение
показат.
|
| Базовый |
Проек. |
| 1 |
Основые материалы за вычетом отходов, руб.
|
М=Мз
*Цмат
*Ктз
– Мз
*Цотх
М= 15,6*20,74*1,05-15,6*1,4=318
|
318
|
318
|
| 2 |
Основная з/п рабочих операторов, руб.
|
Зпл
= ΣТшт
/60*Сч
* Ку
* Кпф
*Кд
*Кн
*Кпр
Зпл
баз
= (2+2,8+1,25+0,1+0,067+
+0,4+0,42+0,2+0,05+0,33+0,033+
+0,27+0,45+0,6+1,33+0,45+1)/60* *29,86*1,12*1,12*1,08*1,2*1,2=12
Зпл
пр
=(2+3+1,25+6,28+0,05+0,4+
+0,05+0,05+0,27+0,45+0,6+0,45+
+1,5+0,05)/60*29,86*1,12*1,12*
*1,08*1,2*1,2=16
|
12
|
16
|
| 3 |
Основная зарплата наладчика, руб.
|
Зплн
=Счн
*Фэр
*Ку
* Кпф
*Кд
*Кн
*Кпр
* Кзср
*
*Нобщ
/(Нобс
*Пг
)
Зплн
баз
=32,06*1731*1,12*1,12*1,08*
*1,2*1,2*0,02584*10/(14*500)= 4
Зплн
пр
=32,06*1731*1,12*1,12*1,08*1,2*1,2*0,0345*8/(10*500)= 6
|
4
|
6
|
| 4 |
Начисления на з/п, руб.
|
Нзпл
= (Зпл.опер
+Зпл.нал
)*Ксоц
Нзпл
баз
=(12+4)*0,26= 4
Нзпл
пр
=(16+6)*0,26= 6
|
4 |
6 |
| 5 |
Расходы по содержанию и эксплуатации оборудования |
| 5.1 |
Затраты на текущий ремонт обор-ия, руб
. |
Роб.р
=(∑Ноб
*Цоб
*Кз
*Тшт
*Кр
)/Фэ
*60*Квн
Роб.р
баз
=(223*0,004*2+223*0,006*2,8+
+223*0,003*1,25+223*0,0002*0,1+10**0,00014*0,067+570*0,001*0,4+570*
*0,001*0,42+415*0,0004*0,2+10*
*0,0001*0,05+223*0,001*0,33+223*
*0,0001*0,033+675*0,0006*0,27+720**0,001*0,45+450*0,0013*0,6+450*
*0,003*1,33+670*0,001*0,45+975*
*0,0021*1)*0,3*103
/4015*60*1= 0,018
Роб.р
пр
=(223*0,004*2+223*0,0062*3+
+225*0,003*1,25+225*0,013*6,28+10**0,0001*0,05+570*0,001*0,4+10*
*0,0001*0,05+10*0,0001*0,05+675*
*0,0006*0,27+720*0,001*0,45+450*
*0,0013*0,6+670*0,001*0,45+415*
*0,003*1,5+10*0,0001*0,05)*0,3*103
*/ /4015*60*1= 0,038 руб.
|
0,02 |
0,04
|
| 5.2 |
Расходы на технологическую энергию,руб.
|
Рэ
=(∑Му
*Тмаш
)*Код
*Км
*Кв
*Кп
*Цэл
/
КПД*60
Рэ
баз
=(11*2+11*2,8+11*1,25+11*0,1+
+0,75*0,067+15*0,4+15*0,42+14*0,2+
+0,75*0,05+11*0,33+11*0,033+15*
*0,27+15*0,45+15*0,6+15*1,33+14*
*0,45+16*1*0,9*0,75*0,7*1,05*1,35/
/0,8*60= 2,07
Рэ
пр
=11*2+11*3+11*1,25+11*6,28+
+0,75*0,05+15*0,4+0,75*0,05+0,75*
*0,05+15*0,27+15*0,45+15*0,6+14*
*0,45+14*1,5+0,75*0,05*0,9*1,35*0,7*1,05*0,75/0,8*60= 3,8
|
2
|
4
|
| 5.3 |
Расходы на содерж-ие и эксплуат-ию присп., руб. |
Рпр
=(∑Цпр
*Кр.пр
-Вр.пр
)*Нпр
*Кз
/(Тпр
*Пг
)
Рпр
баз
=((3,5*1,5-0,7)*0,004+(3,5*1,5-0,7)*0,006+(3,5*1,5-0,7)*0,003+ +(3,5*1,5-0,7)*0,0002+(15*1,5-3)* *0,00014+(5*1,5-1)*0,001+(5*1,5-1)* *0,001+(4,5*1,5-0,9)*0,0004+(15*1,5-
-3)*0,0001+(3,5*1,5-0,7)* 0,0007+ +(3,5*1,5-0,7)*0,0001+(4,5*1,5-0,9)* *0,006+(5*1,5-1)*0,001+(4,5*1,5-
-0,9)*0,0013+(4,5*1,5-0,9)*0,003+ +(4,5*1,5-0,9)*0,001+(5,5*1,5-1,1)* *0,002)*103
/3*500 = 0,15 руб.
Рпр
пр
=((2,8*1,5-0,56)*0,004+(2,8*1,5-0,56)*0,0062+(2,8*1,5-0,56)*0,003+ +(2,8*1,5- 0,56)*0,013+(15*1,5-3)* *0,0001+(5*1,5-1)*0,001+(15*1,5-3)* *0,0001+(15*1,5-3)*0,0001+
+(4,5*1,5-0,9)*0,0006+(5*1,5-1)* *0,001+(4,5*1,5-0,9)*0,0013+ +(4,5*1,5-0,9)*0,001+ +(4,5*1,5-
-0,9)*0,003+ +(15*1,5-3)* 0,0001)* 103
/3*500= 0,18 руб.
|
0,15 |
0,18 |
| 5.4 |
Расходы на смаз. матер. и СОЖ, руб
. |
Рсм
=∑Ноб
*Нсм
*Кз
/Пг
Рсм
баз
=17*300*0,02584/500 = 0,26
Рсм
пр
=14*300*0,0345/500 = 0,3
|
0,26 |
0,3 |
| 5.5 |
Расходы на технологическую
воду, руб
.
|
Рв
=∑Ноб
*Кз
*Фэ
*Ув
*Цв
/Пг
Рв
баз
=17*0,02584*4015*0,6*1,6/500=
= 3,4
Рв
пр
=14*0,0345*4015*0,6*1,6/500=
= 3,7
|
3,4 |
3,7 |
| 5.6 |
Расходы на сжатый воздух, руб.
|
Рж
=∑Ноб
*Кз
*Фэ
*Усж
*Цсж
/Пг
Рсж
баз
=17*0,02584*4015*0,1*0,15/500
=0,053
Рсж
пр
=14*0,0345*4015*0,1*0,15/500
=0,058
|
0,053 |
0,058 |
| 5.7 |
Расходы на содержание и эксплуата-цию произ-водственной площади, руб.
|
Рпл
=∑Ноб
*Руд
*Кдпл
*Кз
*Цпл
/Пг
Рпл
баз
=(8,1*0,004+8,1*0,006+8,1*0,003
+8,1*0,0002+4,2*0,00014+8,9*0,0008+
8,9*0,0009+7,3*0,0004+4,2*0,0001+8,1*0,0007+8,1*0,00007+8,9*0,006+8,9*
*0,00093+8,1*0,0013+8,1*0,003+7,3*
*0,001+11,2*0,0021)*2*4500/500 = 4,7
Рпл
пр
=(8,1(0,004+0,0062+0,003+0,013)+
+4,2*0,0001+8,9*0,0008+4,2*0,0001+
+4,2*0,0001+8,9*0,0006+8,9*0,00093++8,1*0,0013+7,3*0,00093+7,3*0,003+
+4,2*0,0001)*2*4500*/500= 5
|
4,7 |
5 |
| 5.8 |
Расход на инструмент, руб.
|

Ри
баз
=((32,2*2-12,88+43*27,2* 0,1)/ /88+(32,2*4-25,76+69*65,2*0,3)/280+ +(32,2*1-6,44+ 28*16*0,15)/29+(32,2* *2-12,88+23*216*0,1)/120+(15*1-3+ +28*11,2*0,01)/29 +(34,6*2-13,84+62* *57,6*0,2)/31,5+(34,6*1-6,92+16*144* *0,2)/34 +(32,2*1-6,44+28*16*0,1)/29+ +(15*1-3+28*11,2*0,02)/29+(32,2*2-
-12,88+16* 144*0,1)/68+(32,2*1-6,44+ 28*16*0,09)/29+(57,7*1-11,54+16* 144*0,1)/34+(55*1-11+16*144*0,25)/ /34+(34,6*2-13,84+62*57,6*0,1)/31,5+ +(34,6*1-6,92+16* 144*0,3)/34+(48,9* *1-9,78+16*144*0,3)/34+(84,4*1-16,88+62*57,6*0,1)/31,5))/ 60 = 184,5
Ри
пр
=((32,2*2-12,88+43*27,2* 0,15)/ /88+(57,7*1-11,54+16*144*0,9)/68+ +(55*2-22+43*27,2*0,15)/88+(55*2-
-22+23*216*2,37)/120+
+(15*1-3+28*11,2*0,02)/29+(34,6*5-
-34,6+62*57,6*0,2)/157,5+(15*1-3+28* *11,2*0,02)/29+(15*1-3+28*11,2*0,02)/ /29+(57,7*1-11,54+16*144*0,1)/34+ (55*1-11+16*144*0,25)/34+(34,6*2-
-13,84+62*57,6*0,1)/ 31,5+(48,9*1-9,78+16*144*0,25)/34+ (32,2*1-6,44+28* 16*0,09)/29+(15*1-3+28*11,2*0,02)/ 29)/60= 203
|
184,5 |
203 |
| Итого расходы по содержанию и эксплуа-тации обору-дования, руб.
|
Робщ
=Рр.об
+Рэ
+Рпр
+Рсм
+Рв
+Рсж
+Ри
+Рпл
Робщ
=0,02+2+0,15+0,26+3,4+
+0,053+4,7+184,5= 195
Робщ
=0,04+4+0,18+0,3+3,7+
+0,058+5+203= 216
|
195 |
216 |
7.6 Калькуляция себестоимости по каждому из вариантов технологического процесса
Калькуляцию себестоимости обработки деталей по вариантам технологического процесса проводим по формулам, и полученные значения заносим в (табл. 14).
Таблица 14 - Калькуляция себестоимости обработки деталей
| № |
Статьи затрат |
Изменения |
Затраты |
| базовый |
проектный |
| 1 |
Материалы за вычетом отходов |
0 |
318 |
318 |
| 2 |
Основная з/п налад-ов и операт-ов |
+6 |
16 |
22 |
| 3 |
Начисления на заработную плату |
+2 |
4 |
6 |
| 4 |
Расходы по содержанию и эксплуатации оборудования |
+21 |
195 |
216 |
| Итоговая технол-ая себестоимость |
+29 |
533 |
562 |
| 5 |
Общецеховые накладные расходы
Рцех
=Зпл.осн
*Кцех
|
+12,9 |
34,4 |
47,3 |
| 6 |
Итоговая цеховая себестоимость
Сцех
=Стех
+Рцех
|
+41,9 |
567,4 |
609,3 |
| 7 |
Заводские накладные расходы
Рзав
=Зпл.осн
*Кзав
|
+15 |
40 |
55 |
| 8 |
Итоговая заводская себестоимость
Сзав
=Сцех
+Рзав
|
+56,9 |
607,4 |
664,3 |
| 9 |
Внешнепроизводственные расходы
Рвн.произ
=Сзав
*Квн.произ
|
+2,85 |
30,37 |
33,22 |
Итоговая полная себестоимость
Сполн
=Сзав
+Рвн.произ
|
+55 |
640 |
695 |
7.7 Расчет приведенных затрат и выбор оптимального варианта технологического процесса
| № |
Наименование показателей |
Расчетные формулы |
Значение показателей |
| базовый |
проектный |
| 1 |
Приведенные затраты на единицу оборудования, руб. |
Зпр.ед
=Сполн
+Ен
*Куд
Зпр.ед
баз
=640+0,33*28= 650 руб.
Зпр.ед
пр
=695+0,33*360=813 руб.
|
650
|
813
|
| 2 |
Годовые приведенные затраты, руб. |
Зпр.год
=Зпр.ед
*Пг
Зпр.год
баз
= 647*500=323500 руб.
Зпр.год
пр
= 816*500= 408000 руб.
|
323500
|
408000
|
7.8 Расчет показателей экономической эффективности проектируемого варианта техники (технологии)
Ожидаемую прибыль (условно-годовая экономия) от снижения
себестоимости обработки детали и повышения долговечности определим по формуле: Эу.г.
=(Сполн
баз
Д2
/Д1
-Сполн
пр
)*Пг
,руб.; (7.21)
где Д1
– базовая долговечность, то есть время работы изготовленной детали до первого отказа в узле машины. Д2
– проектная долговечность изготовленной детали получаемая в результате внедрения нового метода, так как при вибрационном фрезеровании, усталостные напряжения на деталь меньше, чем при обычном фрезеровании, принимаем Д2
=2,5*Д1
.
Определим прибыль повышения долговечности детали:
Эу.г.
=(650*2,5-813)*500 = 406000 руб.
Определим налог на прибыль по формуле:
Нпр
=Эу.г
*Кнал
,руб.; (7.22)
где Кнал
– коэффициент налогообложения, принимаем Кнал
= 0,24
Определим налог на прибыль: Нпр
= 406000*0,24=97440 руб.
Определим чистую ожидаемую прибыль по формуле:
Ппр
чист
=Эу.г
–Нпр
, руб. (7.23)
Определим чистую ожидаемую прибыль: Ппр
чист
= 406000-97440=308560 руб.
После определения чистой прибыли определяется расчетный срок окупаемости капитальных вложений (инвестиций), необходимых для осуществления проектируемого варианта:
Ток.расч
= Квв.пр
/Ппр
чист
=165471,6/308560 =0,54
Расчетный срок окупаемости инвестиций (капитальных вложений) принимается за горизонт расчета (максимально ожидаемое время окупаемости инвестиций), Т = 1 год.
Используя методы дисконтирования мы решаем вопрос о том, стоит ли вкладывать средства в разработанный нами проект, который в течение принятого горизонта расчета принесет дополнительную прибыль, или лучше при существующей процентной ставке на капитал положить деньги в банк.
Для этого в пределах принятого горизонта расчета (Т) необходимо рассчитать текущую стоимость будущих денежных доходов (денежных потоков), приведенных к текущему времени (времени начала осуществления проекта) через коэффициенты дисконтирования.
Общая текущая стоимость доходов (чистой дисконтированной прибыли) в течении принятого горизонта расчета определяется по формуле:
 , (7.24) , (7.24)
где Т - горизонт расчета, лет (месяцев); Е - процентная ставка на капитал (например, при 10% Е=0,1%;при 20% Е=0,2% и т.д.); t- это 1-ый, 2-ой, 3-й год получения прибыли в пределах принятого горизонта расчета.
В результате приведенных расчетов получены следующие выходные данные: размер требуемых для осуществления проекта инвестиций равен (Квв.пр
=165471,6) руб., а ежегодная ожидаемая чистая прибыль составляет
Ппр
чист
=308560 руб., расчетный срок окупаемости (горизонт расчета) составляет 3 года. Процентная ставка на капитал равна 20% в год (Е=0,2), то процентный фактор (дисконт) для 1 года составит: 1/(1+0,2)= 0,83, тогда ожидаемая за год общая чистая дисконтированная прибыль (текущая стоимость денежных доходов) составит:
Добщ.диск
= Пр.чист.диск
= 308560*0,83 = 256104,8 руб.
Определим интегральный экономический эффект по формуле:
Эинт
=ЧДД=Добщ.диск
– Квв.пр
, (7.25)
Определим интегральный экономический эффект:
Эинт
= ЧДД =256104,8-165471,6 = 90633,2 руб.
Таким образом, проект является эффективным, так как ЧДД ≥ 0
Определим индекс доходности по формуле:
ИД= Добщ.диск
/Квв.пр
, (7.26)
Определим индекс доходности:ИД = 256104,8/165471,6 = 1,6
Технико-экономические показатели
Технические параметры проекта
| Базовый |
Проектный |
| 1 |
Количество оборудования |
17 |
14 |
| 2 |
Коэффициент загрузки средний |
0,02584 |
0,0345 |
Экономические показатели проекта
| 1 |
Годовая программа выпуска |
 |
10000 |
| 2 |
Себестоимость единицы изделия |
 |
640 |
695 |
| 3 |
Капитальные вложения |
 |
13962 |
179787 |
| 4 |
Приведенные затраты на единицу изделия |
 |
650 |
813 |
| 5 |
Чистая ожидаемая прибыль |
 |
308560 |
| 6 |
Капитальные вложения в осуществ-ление проекта |
Квв.пр
,руб.
|
165471,6 |
| 7 |
Срок окупаемости инвестиций |
 |
1 |
| 8 |
Интегральный экономический эффект (чистый дисконтируемый доход) |
 , , |
90633,2 |
| 9 |
Индекс доходности |
 |
1,6 |
Вывод
Так как ЧДД > 0, значит проект эффективен, и поэтому определяем индекс доходности,т.е. прибыль на каждый вложенный рубль:
 ; ИД =256104,8/165471,6 = 1,6. ; ИД =256104,8/165471,6 = 1,6.
Проект – эффективен, несмотря на то, что капитальные вложения на проектный вариант больше, чем на базовый, т.к. за счет увеличения долговечности детали в 2,5 раза, мы получаем чистую ожидаемую прибыль в размере 308560 руб. Прибыль на каждый вложенный рубль составляет
Заключение
В ходе работы были выполнены все задачи выпускной квалификационной работы.
Проанализировав исходные данные детали, стало возможным определение:
- выбора типа производства, формы организации технологического
процесса изготовления детали;
- выбора метода получения заготовки;
- технологического маршрута изготовления детали;
- технологического маршрута обработки поверхности;
- технологической схемы базирования;
- припусков с помощью размерного анализа;
- припусков расчетно-аналитическим методом;
Выполнив выпускную квалификационную работу, закрепил знания о технологии машиностроения, в сфере конструирования и технологирования изделия. В результате разрабатываемый технологический проект оказался экономически эффективным.
Список литературы
1. Марочник сталей и сплавов/В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др.; Под общ. ред. В.Г. Сорокина. – М.: Машиностроение, 1989. – 640с.
2. Николаев С.В. Механическая обработка: методические указания к курсовому проектированию спец. 060800, Тольятти, 2002, 30с.
3. Горбацевич А.Ф. и др. Курсовое проектирование по технологии машиностроения – Мн.: Высш. шк., 1983, 256с.
4. Михайлов А.В. Размерный анализ технологических процессов изготовления деталей машин: методические указания к курсовому проектированию – Тольятти: ТГУ, 2001. – 34 с.
5. Справочник технолога-машиностроителя / под ред. А.Г. Косиловой. Т.2 – М.: Машиностроение, 1985, 496с.
6. Справочник технолога-машиностроителя / под ред. А.Г. Косиловой. Т.1 – М.: Машиностроение, 1985, 656с.
7. Специальные металлорежущие станки общемашиностроительного применения: Справочник/ В.Б.Дьячков, Н.Ф. Кабатов, М. У. Носинов. – М.: Машиностроение. 1983. – 288 с.
8. Кузнецов Ю.И., Маслов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник. – М.: Машиностроение, 1990. – 512с.
9. Алфавитно-предметный указатель к МКИ
10. Международная классификация изобретений: раздел В
11. Универсальная десятичная классификация: машиностроение
12. Гордеев А.В. Патентные исследования в курсовых и дипломных проектах: методические указания – Тольятти: ТГУ, 2001 – 23 с.
13. Черемисин А.С. Технологические расчеты механосборочного участка – Тольятти: ТолПИ, 1984
14. Проектирование машиностроительных цехов и заводов. Справочник т.1, 4, 6 / Под общ. ред. Ямпольского С.Е. – М.: Машиностроение, 1975
15. Охрана труда в машиностроении: Учебник для машиностроительных вузов./ Под ред. Е.Я. Юдина, С.В. Белова – М.: Машиностроение, 1983–432 с.
16. Мурахтанова Н.М. Методические указания к экономическому обоснованию курсовых и дипломных работ по совершенствованию технологических процессов механической обработки деталей – Тольятти, ТГУ, 2000.
17. Станочные приспособления: Справочник. Т.1/ под. ред. Б.Н. Вардашкина, А.А. Шатилова – М.: Машиностроение, 1984 – 592с.
18. Справочник инструментальщика / И.А. Ординарцев и др. – Л.: Машиностроение, 1987 – 846с.
19. Михайлов А.В. Методические указания к выполнению дипломных проектов технологического направления – Тольятти: ТолПИ – 1988.
20. Михайлов А.В. Базирование и технологические базы: методические указания – Тольятти: ТолПИ, 1994.
21. Михайлов А.В., Расторгуев Д.А., Схиртладзе А.Г. Основы проектирования технологических процессов механосборочного производства – Тольятти: ТГУ -2004.
22. Раскатов В.М., Чуенков В.С., Бессонова Н.Ф., Вейс Д.А. Машиностроительные материалы. Краткий справочник. – М.: Машиностроение, 1980 – 511с.
23. Кумабэ Д. Вибрационное резание: Под ред.И.И. Портнова, В.В. Белова.-М.: Машиностроение, 1985.- 424 с.
24. Подураев В.Н. Обработка резанием с вибрациями. М., «Машиностроение», 1970, с. 350.
25. Жарков И.Г. Вибрации при обработке лезвийным инструментом. - Л.: Машиностроение,1986.- 186 с., ил.
|
