Міністерство освіти і науки України
Криворізький технічний університет
Кафедра технології машинобудування
КУРСОВИЙ ПРОЕКТ
з курсу «Різальний інструмент»
на тему
«Вибір і проектування інструментальної оснастки»
Виконала:
ст. гр. ТМ05 Думіна С.В.
Перевірив: Нечаєв В.П.
Кривий Ріг
2008
Зміст
Вступ
1. Вибір стандартних та різальних інструментів для заданої деталі
1.1 Аналіз технологічності конструкції заданої деталі
1.2 Вибір і обґрунтування послідовності обробки поверхонь деталі
1.3 Вибір металорізальних верстатів та інструментів по обробці поверхонь деталі
1.4 Вибір параметрів різальної частини інструментів
1.5 Вибір параметрів різальної частини інструментів
1.6 Вибір типорозміру різальних інструментів
2. Проектування спеціального інструмента
3. Розробка інструментального налагодження
3.1 Вибір допоміжних інструментів
Додаток
Література
Вступ
Металорізальний інструмент є одним із найважливіших засобів виробництва. Він використовується при обробці різанням всіляких деталей на металоріжучих верстатах. При цьому зрізається частина матеріалу заготовки в вигляді стружки до отримання необхідної поверхні деталі.
В наш час в машинобудуванні використовується велика кількість різноманітних ріжучих інструментів. Наприклад, широко застосовуються токарні різці, які мають одну ріжучу частину і такі складні інструменти, як протяжки які мають декілька десятків ріжучих зубів.
Металорізальний інструмент є одним із найважливішим елементів техніки різних галузей машинобудівної промисловості. Протягом всієї історії техніки вдосконалення ріжучого інструменту виявили великий вплив на конструкцію металоріжучих верстатів і технологію машинобудування.
Наприклад, застосування швидкоріжучої сталі замість вуглецевої інструментальної викликало різке підвищення режимів обробки і, відповідно продуктивності праці.
Ріжучий інструмент не тільки виявляє вплив на конструкцію верстатів, технологію виготовлення виробів, але й в певній мірі впливає на конструктивні форми деталей машин. Так, поява й широке розповсюдження в машинобудуванні шліцьових з’єднань стали можливими завдяки застосуванню методу протягування. Наприклад, шліцевою протяжкою можна забезпечити високопродуктивну обробку шліцьового отвору з необхідною точністю. Але, з іншого боку, наприклад, розвиток важкого верстатобудування потребував створення конструкції крупногабаритних інструментів. Розробка й використання в машинобудуванні автоматичних ліній також потребувала проектування інструментів з високою розмірною стійкістю, спроможних обробляти деталі в межах заданих допусків протягом певного часу. В результаті були розроблені інструменти з відновлюючою в процесі різання ріжучою кромкою, інструменти з автоматичною наладкою, пристрої для автоматичної заміни зношеного інструменту в процесі роботи лінії.
Реклама

На перший погляд може здаватися, що роль ріжучих інструментів в промисловості невелика. Проте, якщо врахувати,що на машинобудівних заводах щоденно мільйони ріжучих кромок обробляють десятки мільйонів всіляких деталей, то стане зрозумілим значення ріжучого інструменту.
Успішний розвиток будь якого машинобудівного виробництва в значній мірі залежить від того, наскільки воно забезпечене необхідною кількістю інструменту.
1. Вибір стандартних та різальних інструментів для заданої деталі
1.1 Аналіз технологічності конструкції заданої деталі
Деталь „Клапан” є одним із елементів дроселю. Вона призначена для рулювання кількості повітря, яке проходить по воздухопроводам
Технологічний контроль креслення деталі та аналіз деталі на технологічність.
Креслення деталі „Клапан” виконано на форматі А3 за ГОСТ 2.104-68. Графи основного напису заповнені вірно і мають всі необхідні підписи. Креслення деталі представлено головним видом у розрізі, який дає повне уявлення про конструкцію деталі та конфігурацію її складових елементів. На креслені проставлені всі необхідні розміри, квалітети точності та шорсткості, які відповідають один одному (відповідають державним стандартам). На креслені вказані такі технологічні вимоги: не вказані граничні відхилення розмірів, форми і розміщення поверхней – за ОСТ 100022-80. Матеріал деталі Сталь 18Х2Н4МА ГОСТ 4543-71.
Аналіз деталі виконуємо, виходячи з умов середньосерійного типу виробництва. Враховуючи технологічні вимоги до точності обробки і навантаження, що сприймається в процесі роботи, матеріал деталі вибраний раціонально і проводити його заміну не має потреби. Простота конструкції елементів деталі дозволяє застосовувати високопродуктивні методи обробки.
У деталі відсутні важкодоступні для обробки місця. Вказані граничні відхилення розмирів і параметрів шорсткості відповідають одне одному.
Реклама

Кресленням передбачено виготовлення клапану з конструкційної машинобудівної легованої високоякісної хромонікельмолібденової сталі 18Х2Н4МА ГОСТ 4543-71.
Таблиця 1.1. - Хімічний склад сталі 18Х2Н4МА (ГОСТ 4543-71), %
| С |
Mn |
Si |
P |
S |
Ni |
Cu |
Cr |
| 0,14-0,2 |
0,25-0,55 |
0,17-0,37 |
0,025 |
0-0,025 |
4-4,4 |
0,3 |
1,35-1,65 |
Таблиця 1.2. - Механічні властивості сталі 18Х2Н4МА
Можлива заміна сталі 18Х2Н4МА ГОСТ 4543-71 на сталь 20Х2Н4А того ж самого ГОСТу.
1.2 Вибір і обґрунтування послідовності обробки поверхонь деталі
Керуючись кінцевими вимогами до точності і якості поверхонь деталі обираємо послідовно застосовувані технологічні методи обробки, сукупність яких забезпечить задану на робочому кресленні якість поверхні. Обрану послідовність заносимо до таблиці 1.3.
Таблиця 1.3 – Вибір і обґрунтування послідовності обробки
| №пов-ні |
Розмір,мм |
Шорсткість,Ra |
Допуск, ІТ |
Послідовність
технологічних
методів обробки
|
Примітка |
| 1 |
2 |
3 |
4 |
5 |
6 |
| 1,13 |
122 |
6,3/6,3 |
h12 |
Підрізати торець |
| 2,11 |
26 |
6,3/6,3 |
h12 |
Точити канавку |
| 3 |
Ø 60 |
0,8 |
f7 |
Точити начорно, точити напівчисто, точити начисто, шліфувати начорно, шліфувати начисто |
| 4 |
Ø 52 |
6,3 |
h12 |
Свердлити,
розточити начорно, розточити начисто
|
| 5 |
0,5 45° 45° |
6,3 |
h12 |
Точити фаску |
| 6 |
Ø 51 |
6,3 |
h12 |
Свердлити,
розточити начорно, розточити начисто
|
| 7 |
60 |
6,3 |
h12 |
Підрізати торець |
| 8 |
Ø 35 |
6,3 |
h12 |
Свердлити,
розточити начорно, розточити начисто
|
| 9 |
65 |
6,3 |
h12 |
Підрізати торець |
| 10 |
Ø 28 |
6,3 |
h12 |
Свердлити, розсвердлити |
| 12 |
Ø 54 |
3,2 |
h12 |
Точити начорно, точити напівчисто, точити начисто |
| 14 |
R8 |
6,3 |
h12 |
Точити начорно, точити начисто |
| 15 |
445° |
6,3 |
h12 |
Точити фаску |
| 16 |
145° |
6,3 |
h12 |
Точити фаску |
| 17 |
Ø10 |
6,3 |
h12 |
Свердлити |
| 18 |
0,645° |
6,3 |
h12 |
Точити фаску |
| 19 |
0,6 |
6,3 |
h12 |
Точити канавки |
| 20 |
0,645° |
6,3 |
h12 |
Точити фаску |
| 21 |
Конічна поверхня
кут 30°
|
3,2 |
h12 |
Точити начорно, точити напівчисто, точити начисто |
1.3 Вибір металорізальних верстатів та інструментів по обробці поверхонь деталі
З урахуванням кількості і змісту раніше передбачених технологічних методів обробки поверхонь, необхідно вибрати типи металорізального обладнання та інструментів. Дані заносимо до таблиці 1.4.
Таблиця 1.4. - Вибір металорізальних верстатів та інструментів по обробці поверхонь деталі
№
поверхні
|
Найменування
операції
|
Тип і модель верстату |
Тип
інструменту
|
Примітка |
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Підрізка торця |
Токарно - гвинторізний верстат 16К20 |
Токарний прохідний різець з пластиною із твердого сплаву |
2,11,12,
13,14,15,
20,21
|
Точіння фасонної поверхні |
Токарно - гвинторізний верстат 16К20 |
Фасонний |
| 3 |
Точити начорно |
Токарно - гвинторізний верстат 16К20 |
Токарний прохідний різець з пластиною із твердого сплаву |
| Точити напівчисто |
Токарно - гвинторізний верстат 16К20 |
Токарний прохідний різець з пластиною із твердого сплаву |
| Точити начисто |
Токарно - гвинторізний верстат 16К20 |
Токарний прохідний різець з пластиною із твердого сплаву |
| Шліфувати начорно |
Круглошліфувальний
верстат 3Б153У
|
Шліфувальний круг ПП  |
| Шліфувати начисто |
Круглошліфувальний
верстат 3Б153У
|
Шліфувальний круг ПП |
| 4 |
Свердлити |
Токарно - гвинторізний верстат 16К20 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
| Розточувати начорно |
Токарно - гвинторізний верстат 16К20 |
Розточний цільний різець з твердого сплаву зі стальним хвостовиком |
| Розточувати начисто |
Токарно - гвинторізний верстат 16К20 |
Розточний цільний різець з твердого сплаву зі стальним хвостовиком |
| 5 |
Точити фаску |
Токарно - гвинторізний верстат 16К20 |
Токарний прохідний різець з пластиною із твердого сплаву |
| 6 |
Свердлити |
Токарно - гвинторізний верстат 16К20 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
| Розточувати начорно |
Токарно - гвинторізний верстат 16К20 |
Розточний цільний різець з твердого сплаву зі стальним хвостовиком |
| Розточувати начисто |
Токарно - гвинторізний верстат 16К20 |
Розточний цільний різець з твердого сплаву зі стальним хвостовиком |
| 7 |
Підрізка торця |
Токарно - гвинторізний верстат 16К20 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
| 8 |
Свердлити |
Токарно - гвинторізний верстат 16К20 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
| Розточувати начорно |
Токарно - гвинторізний верстат 16К20 |
Розточний цільний різець з твердого сплаву зі стальним хвостовиком |
| Розточувати начисто |
Токарно - гвинторізний верстат 16К20 |
Розточний цільний різець з твердого сплаву зі стальним хвостовиком |
| 9 |
Підрізка торця |
Токарно - гвинторізний верстат 16К20 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
| 10 |
Свердлити |
Токарно - гвинторізний верстат 16К20 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
| Розсвердлити |
Токарно - гвинторізний верстат 16К20 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
| 16 |
Точити фаску |
Токарно - гвинторізний верстат 16К20 |
Розточний цільний різець з твердого сплаву зі стальним хвостовиком |
| 17 |
Свердлити |
Координатно – розточний верстат 2Д450 |
Свердло спіральне з швидкоріжучої сталі з циліндричним хвостовиком |
| 18 |
Точити фаску |
Токарно - гвинторізний верстат 16К20 |
Токарний прохідний різець з пластиною із твердого сплаву |
| 19 |
Точити канавки |
Токарно - гвинторізний верстат 16К20 |
Токарний канавочний різець з кутом 60°
|
1.4 Вибір параметрів різальної частини інструментів
З урахуванням фізико-механічних властивостей матеріалу деталі, виду обробки і використаних металорізальних верстатів для прийнятих металорізальних інструментів призначаємо матеріал різальної частини, обираємо геометричні параметри і параметри з’єднувальної частини. Дані заносимо до таблиці 1.5.
Таблиця 1.5. - Вибір параметрів різальної частини інструментів
№
повер.
|
Тип
інструмента
|
Матеріал
різальної
частини
інструмента
|
Матеріал
державки
(корпуса,
хвостовика)
інструмента
|
Геометричні
параметри
різальної
частини
інструмента
|
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Сталь 45 |
|
2,11,1213,14,
15,20,
21
|
Фасонний |
Р18 |
Сталь 40Х |
|
| 3 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК3 |
Сталь 45 |
|
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Сталь 45 |
|
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Сталь 45 |
|
Шліфувальний круг ПП  |
24А |
— |
— |
| Шліфувальний круг ПП |
24А |
— |
— |
| 4 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
Сталь 45 |
 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК3 |
Сталь 45 |
  |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Сталь 45 |
|
| 5 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву
|
ВК8 |
Сталь 45 |
|
| 6 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
Сталь 45 |
 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК3 |
Сталь 45 |
|
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Сталь 45 |
|
| 7 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів
|
ВК8 |
Сталь 45 |
|
| 8 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
Сталь 45 |
|
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК3 |
Сталь 45 |
|
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Сталь 45 |
|
| 9 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Сталь 45 |
|
| 10 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
Сталь 45 |
|
| Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
Сталь 45 |
|
| 16 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Сталь 45 |
|
| 17 |
Свердло спіральне з швидкоріжучої сталі з циліндричним хвостовиком |
Р18 |
Сталь 45 |
|
| 18 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Сталь 45 |
|
| 19 |
Токарний канавочний різець з кутом 60°
|
ВК8 |
Сталь 45 |
|
1.5 Розрахунок конструктивних параметрів різального інструмента
Для розрахунку сили різання інструменту обираю токарний прохідний відігнутий різець з пластиною з твердого сплаву.
Сила різання розраховується по формулі:
Pz
=10Cp
tx
Sy
Kp
Cp
=300; t=25мм; x=1, 0; y=0, 75; n=-0, 15;
Kp
= Kmp
Kφp
Kλp
=1·1·1=1
Pz
=10·300·41
·0,60,75
·1=2045 H (204, 5 кгс)
Ширина прямокутного перерізу різця b=20 мм, ширина h=25 мм
Перевіряємо твердість і міцність державки різця
а) максимальне навантаження, що допускається міцністю різця
 кгс або 8830 Н кгс або 8830 Н
б) максимальне навантаження, що допускає твердість різця
 кгс або 12490 Н кгс або 12490 Н
Різець володіє достатніми твердістю і міцністю, так як
Pz дод
 Pz Pz
 Pz жорст Pz жорст
8330204512499
1.6 Вибір типорозміру різальних інструментів
З урахуванням виду обробки, типу інструмента, параметрів різальної частини, і габаритів, визначених за умовою міцності, призначаються типорозміри стандартних металорізальних інструментів. Дані заносимо у таблицю 1.6
Таблиця 1.6. – Вибір типорозміру інструментів
№
повер.
|
Тип
інструмента
|
Матеріал
різальної
частини
інструмента
|
Основні розміри інструменту, мм |
Шифр інструмента
ГОСТ
|
| 1 |
2 |
3 |
4 |
5 |
| 1 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18868-73
|
2,11,12,
13,14,15,
20,21
|
Фасонний
|
Р18 |
Н=100, B=45, L=56,07, r=1 |
| 3 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК3 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18868-73
|
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18868-73
|
| Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18868-73
|
| Шліфувальний круг ПП |
24А |
D=450, H=63 |
ГОСТ 2424-83 |
| Шліфувальний круг ПП |
24А |
D=450, H=63 |
ГОСТ 2424-83 |
| 4 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
D=28, L=200, l=140 |
ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК3 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| 5 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18868-73
|
| 6 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
D=28, L=200, l=140 |
ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК3 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| 7 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів
ГОСТ18883-73
|
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| 8 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
D=28, L=200, l=140 |
ГОСТ 10903-77 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК3 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ1 8883-73 |
| Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| 9 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| 10 |
Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
D=28, L=200, l=140 |
ГОСТ 10903-77 |
| Свердло спіральне з швидкоріжучої сталі з конічним хвостовиком |
Р18 |
D=28, L=200, l=140 |
ГОСТ 10903-77 |
| 16 |
Токарний розточний різець з пластинами із твердого сплаву для обробки глухих отворів |
ВК8 |
Н=25, B=20, L=140, m=10, a=10, r=15 |
ГОСТ 18883-73 |
| 17 |
Свердло спіральне з швидкоріжучої сталі з циліндричним хвостовиком |
Р18 |
D=10, L=110, l=60 |
ГОСТ 4010-77 |
| 18 |
Токарний прохідний відігнутий різець з пластиною із твердого сплаву |
ВК8 |
Н=25, B=20, L=140, m=10,
a=10, r=15
|
ГОСТ 18868-73
|
| 19 |
Токарний канавочний різець з кутом 60°
|
ВК8 |
Н=25, B=20, L=140, m=10,
a=10, r=15
|
2 Проектування спеціального інструмента
Для зовнішнього обточування фасонної заготовки проектуємо спеціальний інструмент – фасонний різець.
2.1 Виконаємо креслення оброблюваної деталі
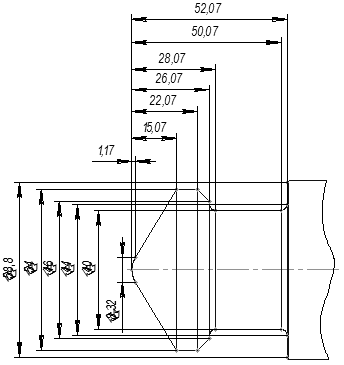
Рисунок 1 – Ескіз деталі
2.2 Призначаємо матеріал різця в залежності від матеріалу деталі
Призначаємо матеріал інструмента: матеріал корпуса різця – сталь 40Х ГОСТ 4543-71,матеріал різальної частини – швидкоріжуча сталь Р18 ГОСТ19265-73.
2.3 Призначаємо з урахуванням матеріалу різця і деталі передній кут різця в точці, яка буде обробляти найменший діаметр виробу
Передній кут призначаємо в залежності від фізико-механічних властивостей різця. За таблицею 47 ([1], стр. 136) рекомендується передній кут для обробки сталі назначати в межах 12 – 20°. Приймаємо передній кут g = 20°.
2.4 Призначаємо задній кут для тієї ж точки
Задній кут леза задають в площині, яка перпендикулярна до осі виготовляємої фасонної деталі в межах 8 – 15°.Приймаємо задній кут  . .
2.5 Призначаємо розміри додаткових ріжучих кромок і розраховуємо загальну ширину різця
Розміри додаткових ріжучих кромок під підрізання і відрізання приймаємо: а=2 мм, b=2 мм, . .
Загальна ширина різця вздовж осі заготовки:
2.6 Вибираємо габаритні й конструктивні розміри різця
Габаритні й конструктивні розміри призматичного різця для найбільшої глибини профілю заготовки tmax
=27 мм вибираємо з таблиці 44 ([1], стр. 133): В=45мм, Н=100мм, Е=15мм, А=60мм, F=40мм, r=1мм, d=8мм.
2.7 Визначаємо розміри С2
,С3,С4
,С5
,С6
,С7
,С8,
С9
,С10
,С11
Для того щоб визначити розміри С2
,С3
,С4
,С5
,С6
,С7
,С8,
С9
,С10
,С11
спочатку визначаємо значення всіх А за формулами:
1. 
2. А1
= r1
× cosg1
= 0 × cos20° = 0мм
3. А2
= r2
× cosg2
= 4,16 × cos0° = 4,16мм
4. А3
= А4
=r3
× cosg3
= 27× cos0° = 27мм
5. А5
=r5
× cosg5
= 23× cos0° = 23мм
6. А6
= А9
=r6
× cosg6
= 22× cos0° = 22мм
7. А7
= А8
=r7
× cosg7
= 20× cos0° = 20мм
8. А10
= А11
=r10
× cosg10
= 29,4× cos0° = 29,4мм
Тепер визначаємо значення всіх С за формулами:
1.
2. С2
= А2
–А1
=4,16 – 0 = 4,16 мм
3. С3
= С4
=А3
–А1
=27 – 0 = 27 мм
4. С5
= А5
–А1
=23 – 0 = 23 мм
5. С6
= С9
=А6
–А1
=22 – 0 = 22 мм
6. С7
= С8
=А7
–А1
=20 – 0 = 20 мм
7. С10
= С11
=А10
–А1
=29,4 – 0 = 29,4 мм
2.8 Визначаємо координатні відстані Р2
,Р3
,Р4
і т.д.
Координатні відстані Р2
,Р3
,Р4
і т.д. вираховуємо в послідовності, яка вказана в табл.49([1], стр. 146):
1. 
2. 
3.  ; ;
4. 
5.  ; ;
6.  ; ;
7.  ; ;
2.9 Вибираємо тип і модель верстату
Для даної деталі і різця обираємо токарно-гвинторізний верстат 16К20.
3. Розробка інструментального налагодження
3.1 Вибір допоміжних інструментів
Інструментальне налагодження будемо виконувати на верстат моделі 2Д450. Верстат призначений для обробки отворів з точним розташуванням осей. На верстаті можна виконувати свердління, легке фрезерування, розмітку і перевірку лінійних розмірів. Верстат оснащений поворотними столами, що дає можливість виконувати обробку отворів, заданих в полярній системі координат, наклонних і взаємно перпендикулярних отворів і проточку торцевих площин. Верстат використовується для робіт в інструментальних цехах і цехах для точної обробки деталей без спеціальної оснастки.
Технічна характеристика верстату: робоча поверхня столу - 1100 630 мм; найменша відстань від дзеркала до торця шпинделя – 200мм; найбільший діаметр свердління по сталі в суцільному матеріалі – 30 мм; найбільший діаметр розточки – 250 мм; найбільший конус інструменту, який закріпляється – Морзе 4; число Т-пазов на столі – 7; частота обертання шпинделю – 50-2000 об/xв; подача на один оборот шпинделя – 0,03-0,16 мм; маса обробляючого виробу при установці на стіл – 600кг; потужність електродвигуна – 0,245квт; часта обертання електродвигуна – 3600об/хв. 630 мм; найменша відстань від дзеркала до торця шпинделя – 200мм; найбільший діаметр свердління по сталі в суцільному матеріалі – 30 мм; найбільший діаметр розточки – 250 мм; найбільший конус інструменту, який закріпляється – Морзе 4; число Т-пазов на столі – 7; частота обертання шпинделю – 50-2000 об/xв; подача на один оборот шпинделя – 0,03-0,16 мм; маса обробляючого виробу при установці на стіл – 600кг; потужність електродвигуна – 0,245квт; часта обертання електродвигуна – 3600об/хв.
Для інструментального налагодження вибираємо свердло спіральне з швидкоріжучої сталі з циліндричним хвостовиком. Враховуючи тип верстату і основні розміри прийнятого стандартного різального інструмента в якості допоміжного інструмента обираємо патрон ГОСТ 52012-01 з конусом Морзе 4. Дані заносимо у таблицю 3.1.
Таблиця 3.1. – Вибір допоміжного інструменту
| Металорізальний верстат |
Різальний інструмент |
Допоміжний інструмент |
| Координатно – розточний 2Д450 |
Свердло спіральне з циліндричним хвостовиком |
Патрон ГОСТ 52012-01 |
Література
1. Нефедов Н.А. Сборник задач и примеров по резанию металлов и режущему инструменту. М.: «Машиностроение», 1990. – 448 с.
2. Обработка металлов резанием: Справочник технолога. / Под общ. Ред. Панова А.А. – М.: Машиностроение, 1988. – 736с.
3. Справочник технолога-машиностроителя. / Под ред. Косиловой А.Г. и Мещерякова Р.К. – М.: Машиностроение, 1985. – Т.1, Т.2.
4. Справочник инструментальщика. / Под ред. Ординарцев И.А. – Л.: Машиностроение Ленинград. Отделение, 1987. – 846 с.
5. Методичні вказівки до виконання курсової роботи «Вибір та проектування інструментальної оснастки». / Укладач: ст. викл. Бугай Л.А. – Видавничий центр КТУ, м. Кривий Ріг, 2007. – 15 с.
6. Родин П.Р. Проектирование и производство режущих инструментов: Учебное пособие. – К.: Техника,1968. – 350с.
|
