| Курсовой проект
Проектирование технологии изготовления детали средней сложности в условиях серийного производства
Методические указания к курсовой работе для студентов всех форм обучения Специальности 151001 - Технология машиностроения
Екатеринбург 2008
УДК 62-182+658.562 (075)
Составитель С.Ю. Маслич
Научный редактор проф., д-р. техн. наук А.Я. Красильников
Технологии машиностроения. Методические указания к Курсовому проекту.
С.Ю. Маслич. Екатеринбург: "Издательство УМЦ УПИ", 2002.68 с.
В методических указаниях изложено содержание, порядок выполнения и теоретические положения, справочные и нормативные материалы, необходимые студентам специальности 1201 - Технология машиностроения при выполнении курсового проекта по курсу "Технология машиностроения".
Библиогр.: 10 назв. Рис.7. Табл.42.
Подготовлено кафедрой "Технология машиностроения".
© ООО"Издательство УМЦ УПИ ", 2002
Оглавление
Введение
1. Анализ исходных данных
1.1 Назначение и конструкция детали
2. Выбор заготовки и метода ее получения
2.1 Заготовки из проката и специальных профилей
2.2 Кованые и штампованные заготовки
2.3 Отливки
3. Выбор методов обработки
4. Назначение припусков на механическую обработку и операционных размеров
4.1 Расчет припусков
5. Разработка плана операций
СОДЕРЖАНИЕ КУРСОВОГО ПРОЕКТА.
В курсовом проекте студенты проектируют технологию изготовления детали средней сложности в условиях серийного производства (либо по указанию руководителя).
Курсовой проект должен содержать:
совмещенный чертеж детали и заготовки;
комплект технологической документации (ТЛ, МК, ОК, КЭ);
пояснительную записку;
иллюстрации технологического процесса 2 листа.
чертеж установочно-зажимного приспособления
В пояснительной записке необходимо привести следующие разделы:
анализ исходных данных;
выбор заготовки метода ее получения;
выбор методов обработки;
назначение припусков на обрабатываемые поверхности;
разработка плана операций (маршрута обработки);
выбор технологических баз и схемы базирования на всех операциях;
выбор технологической оснастки (станков и инструмента);
назначение режимов резания;
нормирование технологического процесса;
Реклама

размерный анализ.
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ КУРСОВО
ГО ПРОЕКТА.
Проанализировать технологичность конструкции заданной детали с учетом возможного влияния на конструктивные элементы детали заданного типа производства.
Выбрать заготовку и способ ее получения.
Выбрать методы обработки, позволяющие получить заданную точность и шероховатость поверхностей детали. Составить маршрут обработки.
Выбрать базы для всех операций технологического процесса.
Назначить припуски на обработку всех поверхностей выбранной заготовки. Рассчитать операционные размеры и назначить допуски и предельные отклонения.
Оформить совмещенный эскиз детали и заготовки.
Назначить режимы резания для двух разнородных операций (по указанию руководителя). Произвести нормирование этих операций.
Выбрать станки и технологическую оснастку (режущий, вспомогательный и измерительный инструмент, установочно-зажимные приспособления) для всех операций.
Оформить технологические карты.
Оформить листы иллюстрации технологического процесса.
Спроектировать установочно-зажимное приспособление для одной операции технологического процесса.
Окончательно оформить расчетно-пояснительную записку.
Анализ исходных данных производится на основании типа производства и данных чертежа детали.
В процессе проектирования студент должен ознакомиться с конструкцией детали, ее назначением и условиями работы в сборочной единице или механизме. Все эти вопросы должны быть изложены в соответствующем разделе расчетно-пояснительной записки.
Для технически грамотного и обоснованного изложения этого раздела необходимо изучить чертежи сборочных единиц и механизмов, дать описание назначения самой детали, основных ее поверхностей и влияния их взаимного расположения, точности и шероховатости поверхности на качество работы механизма, для которого изготовляется деталь. Если назначение детали неизвестно, то следует согласовать его с преподавателем.
Для дальнейшей работы необходимо выполнить эскиз детали, на котором размеры не указываются, а все обрабатываемые поверхности обозначаются цифрами в произвольном порядке. Далее следует по табл.1 определить отклонения на свободные размеры для последующей записи в технологические карты.
Из описания назначения и конструкции детали должно быть ясно, какие поверхности и размеры имеют основное, решающее значение для служебного назначения детали, и какие - второстепенное.
В этом же разделе следует также привести данные о материале детали: по химическому составу, механическим свойствам до и после термической обработки. Эти данные сводятся в таблицы.
Реклама

В процессе курсового проектирования, так же как и в производственных условиях, любая конструкция (машина, сборочная единица, деталь) должна быть самым тщательным образом проанализирована. Целью такого анализа является выявление недостатков конструкции по сведениям, содержащимся в
чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции.
Технологический контроль чертежей сводится к тщательному их изучению. Рабочие чертежи обрабатываемых деталей должны содержать все необходимые сведения, дающие полное представление о детали, т.е. все проекции, разрезы и сечения, совершенно четко и однозначно объясняющие ее конфигурацию и возможные способы получения заготовки. На чертеже должны быть указаны все размеры с необходимыми допусками, шероховатость обрабатываемых поверхностей, допускаемые отклонения от правильных геометрических форм, а также взаимного расположения поверхностей. Чертеж должен содержать все необходимые сведения о материале детали, термической обработке, применяемых защитных и декоративных покрытиях, массе детали и т.п. Таким образом, технологический контроль является важной стадией проектирования технологических процессов и во многих случаях способствует выяснению и уточнению приведенных выше факторов. Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Поэтому технологический анализ является одним из важнейших этапов технологической разработки, в том числе и курсового проектирования. Основные задачи, решаемые при анализе технологичности конструкции обрабатываемой детали, сводятся к возможному уменьшению трудоёмкости и металлоемкости, возможности обработки детали высокопроизводительными методами. Улучшение технологичности конструкции детали позволяет снизить себестоимость ее изготовления без ущерба для служебного назначения. Обычно в качестве задания на курсовое проектирование студенту выдается рабочий чертеж детали заводской разработки, в котором учтены технологические требования. Однако при анализе почти любого чертежа могут быть выявлены нетехнологичные элементы. При этом в ряде случаев в конструкцию могут быть внесены целесообразные изменения. Методически вопросом технологичности конструкции надлежит заниматься на протяжении всего периода работы над курсовым проектом, так как ряд соображений возникает непосредственно при разработке технологического процесса, выборе заготовки, проектировании оснастки и т.д., тем не менее в значительной мере эта работа может быть выполнена на основании изучения рабочих чертежей. Окончательно оформить этот раздел расчетно-пояснительной записки следует после разработки технологического процесса.
Чтобы избежать незамеченных недостатков в конструкции, анализ технологичности целесообразно проводить в определенной последовательности.
1. На основании изучения условий работы детали, а также предложенного в задании масштаба производства проанализировать возможность ее упрощения, замены сварной, армированной или сборной конструкцией, а также возможность и целесообразность замены материала.
2. Установить возможность применения высокопроизводительных методов обработки.
3. Определить целесообразность назначения протяженности и размеров обрабатываемых поверхностей, труднодоступные для обработки места.
4. Определить технологическую увязку размеров, оговоренных допусками, с параметрами шероховатости, необходимость дополнительных технологических операций для получения высокой точности и шероховатости обработанных поверхностей.
5. Определить возможность непосредственного измерения заданных на чертеже размеров.
6. Определить поверхности, которые могут быть использованы при базировании, целесообразность введения искусственных баз.
7. Проанализировать возможность выбора рационального метода получения заготовки, учитывая экономические факторы.
Таблица 1. Значения допусков, мкм
| Интервалы диаметров, мм
|
К в а л и т е т
|
| 5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
| До 3
Св.3 до 6
"" 6 "" 10
"" 10 "" 18
"" 18 "" 30
"" 30 "" 50
"" 50 "" 80
"" 80 "" 120
"" 120 "" 180
"" 180 "" 250
"" 250 "" 315
"" 315 "" 400
"" 400 "" 500
|
4
5
6
8
9
11
13
15
18
20
23
25
27
|
6
8
9
11
13
16
19
22
25
29
32
36
40
|
10
12
15
18
21
25
30
35
40
46
52
57
63
|
14
18
22
27
33
39
46
54
63
72
81
89
97
|
25
30
36
43
52
62
74
87
100
115
130
140
155
|
40
48
58
70
84
100
120
140
160
185
210
230
250
|
60
75
90
110
130
160
190
220
250
290
320
360
400
|
100
120
150
180
210
250
300
350
400
460
520
570
630
|
140
180
220
270
330
390
460
540
630
720
810
890
970
|
250
300
360
430
520
620
740
870
1000
1150
1300
1400
1550
|
400
480
580
700
840
1000
1200
1400
1600
1850
2100
2300
2500
|
600
750
900
1100
1300
1600
1900
2200
2500
2900
3200
3600
4000
|
1000
1200
1500
1800
2100
2500
3000
3500
4000
4600
5200
5700
6300
|
С целью упрощения анализа технологичности можно дать некоторые частные рекомендации для некоторых классификационных групп деталей.
Для корпусных деталей определяют:
допускает ли конструкция обработку плоскостей на проход и что мешает такому виду обработки?
можно ли обрабатывать отверстия одновременно на многошпиндельных станках с учетом расстояний между осями этих отверстий?
позволяет ли форма отверстий растачивать их на проход с одной или двух сторон?
есть ли свободный доступ инструмента к обрабатываемым поверхностям?
нужна ли обработка торцов с внутренних сторон отливки и можно ли ее устранить?
есть ли глухие отверстия и можно ли заменить их сквозными?
имеются ли обрабатываемые плоскости, расположенные наклонно, и можно ли заменить их плоскостями, расположенными параллельно или перпендикулярно друг к другу?
имеются ли отверстия, расположенные не под прямым углом к плоскости входа и выхода, и возможно ли изменение этих элементов?
достаточна ли жесткость детали, не ограничит ли она режимов резания?
имеются ли в конструкции детали достаточные по размерам и расстоянию базовые поверхности, если нет, то каким образом следует выбрать вспомогательные базы?
насколько прост способ получения заготовки (отливки), правильно ли выбраны элементы конструкции, обусловливающие получение заготовки?
Для валов определяют:
можно ли обрабатывать поверхности проходными резцами?
убывают ли к концам диаметральные размеры шеек вала?
можно ли уменьшить диаметры больших фланцев или буртов или исключить их вообще и как это повлияет на коэффициент использования металла?
можно ли заменить закрытые шпоночные канавки открытыми, которые обрабатываются гораздо производительнее дисковыми фрезами?
имеют ли поперечные канавки форму и размеры, пригодные для обработки на гидрокопировальных станках?
допускает ли жесткость вала получение высокой точности обработки (вал считается недостаточной жесткости для получения точности 6-7-го квалитета при соотношении его длины к диаметру >10-12; для валов, изготовляемых по более грубым квалитетам, это отношение может быть равно 15; при многорезцовой обработке это отношение следует уменьшить до 10)?
Зубчатые колеса - массовые детали машиностроения, поэтому вопросы технологичности приобретают для них особенно важное значение. При анализе технологичности конструкции зубчатых колес следует определить возможность высокопроизводительных методов формообразования зубчатого венца с применением пластического деформирования в горячем и холодном состоянии. Конструкция зубчатого колеса должна характеризоваться следующими признаками:
простой формой центрального отверстия, так как сложные отверстия значительно усложняют обработку, вызывая необходимость применения револьверных станков и полуавтоматов;
простой конфигурацией наружного контура зубчатого колеса (так как наиболее технологичными являются зубчатые колеса плоской формы без выступающих ступиц) или ступицами, расположенными с одной стороны, - в противном случае, обработка по одной детали на зубофрезерных станках вызывает увеличение количества этих станков на 25-30%;
симметричным расположением перемычки между ступицей и венцом для зубчатых колес, подлежащих термической обработке, как по отношению к венцу, так и по отношению к ступице; нарушение этого условия приводит к значительным односторонним искажениям при термической обработке;
возможностью многорезцовой обработки в зависимости от соотношения диаметров венцов и расстояний между ними.
Подобным образом проводится анализ технологичности и для других деталей, имеющих аналогичные элементы конструкции.
После проведенного анализа технологичности все предложения по изменению конструкции детали должны быть систематизированы в расчетно-пояснительной записке, ряд этих предложений по согласованию с руководителем проекта может быть внесен в конструкцию детали.
Конечной целью технологического анализа конструкции является оценка предложений по ее изменению.
При использовании заводских чертежей и справочной литературы может возникнуть необходимость перевода классов чистоты поверхности и степеней точности в параметры шероховатости и квалитеты. Соотношения приведены в таблицах 2 и 3.
Таблица 2. Соотношение классов чистоты поверхности по ОСТ и параметров шероховатости Ra по ГОСТ 2789-66
| Класс чистоты поверхности
|
 Ñ 1 Ñ 1
|
 2 2 2 2
|
 Ñ 3 Ñ 3
|
 Ñ 4 Ñ 4
|
 Ñ 5 Ñ 5
|
 Ñ 6 Ñ 6
|
 Ñ 7 Ñ 7
|
 Ñ 8 Ñ 8
|
 Ñ 9 Ñ 9
|
 Ñ 10 Ñ 10
|
| Параметр шероховатости поверхности Ra
|
50
|
25
|
12,5
|
6,3
|
3,2
|
1,6
|
0,8
|
0,4
|
0,2
|
0,1
|
Таблица 3. Соотношение классов точности поверхности по ОСТ и квалитетов по ГОСТ 25347-82
| Степень точности
|
1
|
2
|
2а
|
3
|
3а
|
4
|
5
|
7
|
| вал
|
отв.
|
вал
|
отв.
|
вал
|
отв.
|
Валы и отверстия
|
| Квалитет
|
5
|
6
|
6
|
7
|
7
|
8
|
8 - 9
|
10
|
11
|
12
|
14
|
На выбор метода получения заготовки оказывают влияние:
материал детали;
её назначение и технические требования на изготовление;
объем и серийность выпуска;
форма поверхностей, размеры и точность детали.
Оптимальный метод получения заготовки определяется на основании всестороннего анализа названных факторов и технико-экономического расчета технологической себестоимости детали. Метод получения заготовки, обеспечивающий технологичность изготовляемой из нее детали, при минимальной себестоимости последней считается оптимальным.
При выполнении проекта делается краткий анализ способов получения заготовки заданной детали. Выбор метода получения заготовки осуществляется на основе литературных данных с учетом заданной серийности производства.
На все обрабатываемые поверхности назначается общий припуск, допуск и предельные отклонения. Оформляется чертеж заготовки.
Для изготовления деталей методами резания и пластической деформации применяют сортовой, специальный прокат и профили. Виды проката, его характеристика и область применения приведены в табл.4.
Сортамент проката приведен в табл. П1…П3 Приложения (знаком + обозначены выпускаемые размеры).
Таблица 4. Виды проката и области его применения
| Вид проката
|
Область применения
|
| Сортовой:
круглый горячекатаный повышенной и нормальной точности
|
Гладкие и ступенчатые валы с небольшими перепадами диаметров ступеней, стаканы диаметром до 50 мм, втулки с наружным диаметром до 25 мм.
|
| круглый калиброванный квадратный, шестигранный, полосовой (горячекатаный обычной точности)
|
| Крепеж, рычаги, планки, клинья
|
| квадратный, шестигранный калиброванный
|
| Листовой:
толстолистовой горячекатаный
тонколистовой горяче - и холоднокатаный
|
Фланцы, кольца, плоские детали различной формы
|
| Трубы стальные бесшовные горяче - и холоднокатаные
|
Цилиндры, втулки, гильзы, шпинделя, стаканы, барабаны, ролики
|
Ковка.
Ковкой получают поковки простой формы массой до 250 т с большими напусками. Применяя специальный инструмент, уменьшают напуски. Припуски и допуски на поковки, изготовляемые на молотах, от (5±1) мм до (34 ± 10) мм, а на поковки, изготовляемые на прессах, от (10 ± 3) мм до (80 ± 30) мм; для необрабатываемых участков предельные отклонения снижают на 25-50%. С применением подкладных штампов (закрытых и открытых) получают поковки массой до 150 кг (главным образом мелкие до 5 кг) с относительно сложной формой, без напусков; припуски - от 3 мм и выше, допуски +1,5 мм и более.
Горячей ковкой изготовляют поковки:
цилиндрические сплошные гладкие и с уступами (штоков, осей, валов, колонн, цапф, роторов и т.п.);
прямоугольного сечения гладкие и с уступами (плат, пластин, штамповых кубков, вкладышей, шпинделей, дышел, баб и т.п.);
со смешанными сечениями сплошные с уступами и с расположением отдельных частей в одной, двух, трех и более плоскостях (коленчатых валов и т.п.);
цилиндрические полые гладкие и с малыми уступами (дисков, фланцев, колес, покрышек, муфт и т.п.,);
цилиндрические полые гладкие с малым отношением длины к размеру сечения (бандажей, колец и т.п.); цилиндрические полые гладкие и с большими уступами при большом отношении длины к размеру сечения (барабанов, полых валов, цилиндров и т.п.);
с криволинейной осью (крюков, бугелей, скоб, днищ, вилкообразные и т.п.).
Горячая штамповка
.
Краткая характеристика основных способов горячей штамповки приведена в табл.5. Горячая штамповка выполняется по двум схемам: открытых и закрытых штампах. При штамповке в закрытых штампах получают более точные штампованные заготовки, меньше расходуется металла; производительность высокая при пониженной стойкости штампов и ограниченности форм штамповок (круглые, типа шестерен, фланцев, стаканов). Штамповку в закрытых штампах иначе называют безоблойной.
Штамповка в открытых штампах на кривошипных горячештамповочных прессах (КГШП) обеспечивает изготовление относительно точных поковок без сдвига в плоскости разъема, с малыми припусками и с повышенной по сравнению с молотами производительностью.
Таблица 5. Способы горячей штамповки (ориентировочная характеристика)
| Способ получения заготовок
|
Характеристика получаемых заготовок
|
Припуски и допуски
|
| Штамповка в открытых штампах
|
Масса до 3 т (в основном 50-100 кг); сложной формы. Углубления или отверстия в боковых стенках поковок невозможны
|
Припуски и допуски по ГОСТ 7505-74. Припуски на сторону для поковок, изготовляемых на молотах массой до 40 кг с размерами до 800 мм - от 0,6-1,2 до 3,0 - 6,4 мм. Поля допусков соответственно от 0,7-3,4 до 1,6-11 мм. Для штампованных заготовок, изготовляемых на кривошипных прессах, припуски на 0,1 - 0,6 мм меньше. При холодной калибровке (чеканке) допуски от ± (0,1 - 0,25) мм (калибровка обычной точности) до ± (0,05-0,15) мм (калибровка повышенной точности)
|
| Штамповка в закрытых штампах
|
Масса до 50-100 кг; простой формы, преимущественно в виде тел вращения. Применяются для сокращения расхода металла (отсутствует заусенец) и для сталей и сплавов с пониженной пластичностью
|
| Выдавливание и прошивка
|
Масса до 75 кг; круглые, конические или ступенчатые, фасонного сечения; стержень с массивной головкой различной формы; типа втулок (стаканов) с глубокой глухой или сквозной полостью и односторонним фланцем
|
Припуски и допуски для наружных диаметров 5 - 150 мм от 0,4 до 1,6 мм, для диаметров полостей 10-100 мм - от 1,6 до5,0
|
| Штамповка: в штампах с разъемными матрицам
На горизонтально ковочных машинах
|
Масса до 150 кг; сложной формы, например с отверстиями в боковых стенках, не выполнимыми без напусков другими способами
|
Аналогичные штамповке в открытых штампах, но допуски несколько больше в направлении разъема частей матриц
|
| Масса до 30 кг; в виде стержней с головками или утолщениями различной формы, полые, со сквозными или глухими отверстиями, фланцами и выступами. Предпочтительна форма тела вращения
|
Максимальные припуски и допуски по ГОСТ 7505-74. Припуск на 40 - 50% больше, чем при штамповке на молотах
|
Штамповку в открытых штампах на винтовых фрикционных прессах применяют для изготовления мелких фасонных заготовок и заготовок типа болтов и заклепок только в одном ручье из-за недостаточного направления ползуна.
Штамповку в открытых штампах на гидравлических прессах выполняют в одном ручье, центр давления которого расположен в центре давления пресса. Распространена штамповка из алюминиевых и магниевых сплавов деталей больших размеров типа панелей, рам, узких и длинных поковок типа балок и лонжеронов (длиной до 8 м), стаканов, втулок, из стали и титана штампуют поковки типа дисков. При изготовлении сложных поковок заготовку перед штамповкой подготовляют путем ковки.
Горячей штамповкой выдавливанием обычно на КГШП получают заготовки типа стержня с утолщением; стержни постоянного и переменного сечения, сложной формы, с центральным и эксцентричным расположением головки относительно оси; с головкой несложной осесимметричной формы (тарельчатые, шарообразные, ступенчатые, фланцевые, конусные); с головкой сложной формы и типа развилин; заготовки типа крестовин или с двусторонними утолщениями и др.
Штамповку на горизонтально-ковочных машинах (ГКМ) выполняют в штампах с двумя плоскостями разъема: одна - перпендикулярна оси заготовки между матрицей и пуансоном, вторая - вдоль оси, разделяет матрицу на неподвижную и подвижную половины, обеспечивающие зажим штампуемой заготовки. На ГКМ штампуют поковки типа стержней с утолщениями, с глухим отверстием, трубчатые, с полым утолщением и стержнем. Благодаря осевому разъему матриц уклон в участках зажатия на поковках не требуется.
Основные методы получения заготовок путём обработки металлов давлением и их характеристика приведены в табл.5. Область применения этих методов - серийное и массовое производство.
При выборе заготовок, получаемых давлением, следует иметь в виду, что наиболее производительными методами являются холодная высадка на автоматах и поперечно-винтовая прокатка (до 350 шт. /мин). Штамповка на кривошипных прессах в 2-3 раза производительнее штамповки на молотах, припуски и допуски уменьшаются на 20-35%, расход металла на поковки - на 10-15%.
Литьё в песчаные формы является наиболее универсальным методом. Однако изготовление формы требует больших затрат времени. Так, набивка 1м3
формовочной смеси вручную занимает 1,5-2ч, а с помощью пневматической трамбовки - 1ч. Применение пескомёта сокращает время набивки до 6 мин. Встряхивающие машины ускоряют её по сравнению с ручной в 15 раз, а прессовые - в 20 раз.
Литьё в оболочковые формы применяют главным образом при получении ответственных фасонных отливок. При автоматизации этого метода можно получать до 450 полуформ/час.
Литьё в кокиль экономически целесообразно при величине партии не менее 300-500 шт.д.ля мелких отливок и 30-50 шт.д.ля крупных. Часовая производительность метода - до 30 отливок.
Литьё по выплавляемым моделям экономически целесообразно для литых деталей очень сложной конфигурации из любых сплавов при величине партии свыше 100 шт.
Литьё под давлением применяется в основном для получения фасонных отливок из цинковых, алюминиевых, магниевых и латунных сплавов. Способ считается целесообразным при величине партии 1000-2000 шт. и более. Производительность - до 1000 отливок/час.
Центробежное литьё получило распространение при выполнении заготовок, в форме тел вращения. Производительность - до 15 отливок/час.
Перспективна штамповка заготовок из жидкого металла. Метод позволяет получать достаточно точные заготовки с глубокими выступами и тонкими стенками при удельном давлении в 6-8 раз меньшем, чем при горячей штамповке.
Метод обработки поверхности выбирается исходя из требований точности и шероховатости поверхности, указанных на чертеже. Выбор начинают с финишной операции. Методы обработки на остальных операциях выбирают исходя из принципа постепенного повышения точности; если на начальных операциях техпроцесса возможно повышение точности на 3 - 4 квалитета, то на финишных - не более чем на 1 - 2. Экономическая точность обработки на металлорежущих станках, а также размеры и точность обработки некоторых типовых элементов деталей машин приведены в табл.6 - 11.
Таблица 6. Средняя точность и шероховатость обработки наружных поверхностей тел вращения
| Способы обработки
|
Квалитет
|
Шероховатость
Ra, мкм
|
| Обтачивание однократное
|
12
|
6,3
|
| Обтачивание предварительное,
обтачивание чистовое
|
11 - 10
|
3,2
|
| Обтачивание однократное,
шлифование однократное
|
8 - 10
|
1,6 - 0,8
|
| Обтачивание предварительное,
обтачивание чистовое,
шлифование однократное
|
8 - 6
|
0,8
|
| Обтачивание предварительное,
обтачивание чистовое,
обтачивание тонкое
|
7 - 6
|
0,4
|
| Обтачивание однократное, шлифование предварительное, шлифование чистовое
|
7 - 6
|
0,4
|
| Обтачивание предварительное,
обтачивание чистовое,
шлифование предварительное,
шлифование чистовое
|
6
|
0,4
|
| Обтачивание предварительное,
обтачивание чистовое,
шлифование предварительное,
шлифование тонкое
|
6 - 5
|
0,2
|
| Обтачивание предварительное,
обтачивание чистовое,
шлифование предварительное,
шлифование чистовое,
шлифование тонкое
|
5
|
0,2 - 0,1
|
Таблица 7. Средняя точность и шероховатость обработки цилиндрических отверстий
| Способы обработки
|
Квалитет
|
Шероховатость
Ra, мкм
|
| В сплошном металле
|
| Сверление
|
12
|
25 - 6,3
|
| Сверление и зенкерование
|
11
|
6,3 - 3,2
|
| Сверление и развертывание
|
8 - 9
|
3,2 - 1,6
|
| Сверление и протягивание
|
8 - 9
|
3,2 - 1,6
|
| Сверление, зенкерование и развертывание
|
8 - 9
|
1,6 - 0,8
|
| Сверление и двукратное развертывание
|
7 - 8
|
1,6 - 0,4
|
| Сверление, зенкерование и двукратное развертывание
|
7 - 8
|
0,8 - 0,4
|
| Сверление, зенкерование и шлифование
|
7 - 8
|
0,8 - 0,4
|
| Сверление, протягивание и калибрование
|
7 - 8
|
0,8 - 0,4
|
| В заготовках с отверстием
|
| Рассверливание
|
12
|
25 - 6,3
|
| Зенкерование или растачивание
|
12
|
6,3 - 3,2
|
| Двукратное зенкерование или двукратное растачивание
|
11
|
12,5 - 6,3
|
| Зенкерование или растачивание и развертывание
|
8 - 9
|
3,2 - 1,6
|
| Зенкерование и растачивание
|
8 - 9
|
6,3 - 3,2
|
| Двукратное зенкерование и развертывание или двукратное растачивание и развертывание
|
8 - 9
|
1,6 - 0,8
|
| Зенкерование или растачивание и двукратное развертывание
|
7 - 8
|
0,8 - 0,4
|
| Зенкерование или двукратное растачивание и двукратное развертывание или тонкое растачивание
|
7 - 8
|
0,8 - 0,2
|
| Зенкерование или двукратное растачивание и хонингование
|
7 - 6
|
0,8 - 0,1
|
| Зенкерование и растачивание, тонкое растачивание и хонингование
|
6 - 5
|
0,4 - 0,1
|
| Зенкерование и растачивание, тонкое растачивание и двукратное хонингование
|
5 - 4
|
0,2 - 0,1
|
| Прогрессивнее протягивание и шлифование
|
5
|
0,2 - 0,1
|
Таблица 8. Средняя точность и шероховатость обработки плоских поверхностей
| Способы обработки
|
Квалитет
|
Ra, мкм
|
| Строгание и фрезерование цилиндрическими и торцовыми фрезами:
|
| черновое
|
14 - 11
|
12,5 - 1,6
|
| получистовое и однократное
|
12 - 11
|
3,2 - 1,6
|
| чистовое
|
10
|
1,6 - 0,8
|
| тонкое
|
9 - 7
|
1,6 - 0,2
|
| Протягивание:
|
| черновое литых и штампованных поверхностей
|
11 - 10
|
3,2 - 0,4
|
| чистовое
|
8 - 6
|
1,6 - 0,2
|
| Шлифование:
|
| однократное
|
9 - 8
|
1,6 - 0,2
|
| предварительное
|
8
|
1,6 - 0,4
|
| чистовое
|
7
|
0,4 - 0,1
|
| тонкое
|
6
|
0,2 - 0,05
|
Примечания:
1. Данные относятся к обработке жестких деталей с габаритными размерами не более 100 мм при базировании по чисто обработанной поверхности и использовании ее в качестве измерительной базы.
2. Точность обработки торцовыми фрезами при сопоставимых условиях выше, чем цилиндрическими, на один - два квалитета.
3. Тонкое фрезерование производят только торцовыми фрезами
Таблица 9. Средняя точность обработки зубчатых колес
| Способы обработки
|
Степень точности
|
Шероховатость
Ra, мкм
|
| Фрезерование:
|
| предварительное
|
9 - 10
|
12,5 - 3,2
|
| чистовое дисковой фрезой
|
8 - 9
|
6,3 - 1,6
|
| чистовое червячной фрезой
|
7 - 8
|
6,3 - 1,6
|
| Долбление чистовое
|
6 - 8
|
3,2 - 0,8
|
| Протягивание
|
6 - 7
|
3,2 - 0,8
|
| Строгание чистовое
|
5 - 7
|
3,2 - 0,8
|
| Шевингование
|
6 - 7
|
1,6 - 0,4
|
| Шлифование
|
4 - 5
|
0,8 - 0,2
|
Размеры и точность обработки отверстий под нарезание резьбы
Таблица 10. Диаметры и предельные отклонения (мм) отверстий по ГОСТ 19257-73 под нарезание метрической резьбы с крупным шагом
| Номинальный диаметр резьбы
|
Шаг резьбы
|
Диаметр отверстия под нарезание резьбы с полем допуска
|
Диаметр сверла для обработки отверстия под резьбу
|
| 6Н, 7Н
|
6Н
|
7Н
|
| Номинальный
|
Предельные отклонения
|
| 3
|
0,5
|
2,50
|
+0,10
|
+0,14
|
2,50
|
| 4
|
0.7
|
3,30
|
+0,12
|
+0,16
|
3,30
|
| 5
|
0,8
|
4, 20
|
+0,13
|
+0,18
|
4, 20
|
| 6
8
|
1
1,25
|
4,95
6,70
|
+0, 20
|
+0,26
|
5,0
6,7
|
| 10
|
1,5
|
8,43
|
+0,22
|
+0,30
|
8,5
|
| 12
|
1,75
|
10, 20
|
+0,27
|
+0,36
|
10,2
|
| 14
16
|
2
|
11,90
13,90
|
+0,30
|
+0,40
|
11,9
14,0
|
| 18
20
22
|
2,5
|
15,35
17,35
19,35
|
+0,40
|
+0,53
|
15,4
17,4
19,4
|
| 24
27
|
3
|
20,85
23,85
|
20,9
23,9
|
| 30
36
|
3,5
4
|
26,30
31,80
|
+0,48
|
+0,62
|
26,5
32,0
|
| 42
|
4,5
|
37,25
|
+0,55
|
+0,73
|
37,5*
|
| 48
52
|
5
|
42,70
|
+0,60
|
+0,80
|
43,0*
47,0*
|
| 46,70
|
* Сверла указанного диаметра следует применять при чистовом рассверливании; предварительное сверление выполняют сверлами диаметром на 1-3 мм меньше окончательного размера отверстия.
Таблица 11. Диаметры и предельные отклонения (мм) отверстий по ГОСТ 19257-73 под нарезание метрической резьбы с мелким шагом
| Номинальный диаметр резьбы
|
Шаг резьбы
|
Диаметр отверстия под нарезание резьбы с полем допуска
|
Диаметры сверла для обработки отверстия под резьбу
|
| 6Н, 7Н
|
6Н
|
7Н
|
| Номинальный
|
Предельные отклонения
|
| 5
|
0,5
|
4,50
|
+0,10
|
+0,14
|
4,5
|
| 6
|
0,75
|
5, 20
|
+0,17
|
+0,22
|
5,2
|
| 8
|
1
|
8,95
|
+0, 20
|
+0,26
|
7,0
|
| 10
|
1,25
1
|
8,73
8,95
|
8,8
|
| 9,0
|
| 12
|
1
1,25
1,5
|
10,95
10,7
10,43
|
11,0
1,7
1,5
|
| +0,22
|
+0,30
|
| 14
|
1
1,25
1,5
|
12,95
12,7
12,43
|
+0, 20
|
+0,26
|
13,0
12,7
12,5
|
| 16
|
1
1,25
1,5
|
14,95
14,7
14,43
|
+0,22
|
+0,30
|
15,0
14,7
14,2
|
| 18
|
1
1,5
|
16,95
16,43
|
17,0
16,5
|
| 20
|
1
1,5
|
18,95
18,43
|
19,0*
18,5*
|
* Сверла указанного диаметра следует применять при чистовом рассверливании; предварительное сверление выполняют сверлами диаметром на 1-3 мм меньше окончательного размера отверстия.
Обработка центровых отверстий
На рис.1 изображены две формы центровых отверстий. Отверстия формы А (рис.1, а) делают в деталях, которые подвергаются предварительной обработке с пониженной точностью размеров. Отверстия формы Б (рис.1, б) применяются для деталей, многократно устанавливаемых при обработке на станке, и деталей, которые в процессе эксплуатации подвергаются ремонту шлифованием и т.д.
Предохранительный конус с углом 120○
служит для защиты основного конуса от забоин и облегчает подрезку торцов. Центровые отверстия делают одинаковыми с обоих концов заготовки, хотя диаметры концевых шеек готовой детали различны. Размеры центровых отверстий приведены в табл.12.
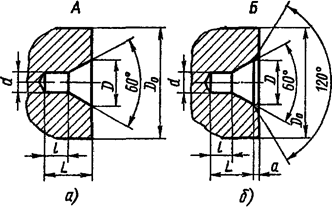
Рис.1 Формы центровых отверстий-
а - форма А (без предохранительного конуса),
б - форма Б (с предохранительным конусом)
Таблица 12. Размеры центровых отверстий
| Диаметр заготовки, мм
|
Размеры отверстия, мм
|
Наименьший диаметр концевой шейки Dо, мм
|
| D
|
d
|
L
|
l
|
a
|
| 5-8
|
2,5
|
1,0
|
2,5
|
1,2
|
0,4
|
4,0
|
| 8-12
|
4,0
|
1,5
|
4,0
|
1,8
|
0,6
|
6,5
|
| 12-20
|
5,0
|
2,0
|
5,0
|
2,4
|
0,8
|
8,0
|
| 20-30
|
6,0
|
2,5
|
6,0
|
3,0
|
0,8
|
10,0
|
| 30-50
|
7,5
|
3,0
|
7,5
|
3,6
|
1,0
|
12,0
|
| 50-80
|
10,0
|
4,0
|
10,0
|
4,8
|
1,2
|
15,0
|
| 80-120
|
12,5
|
5,0
|
12,5
|
6,0
|
1,5
|
20,0
|
| 120-180
|
15,0
|
6,0
|
15,0
|
7,2
|
1,8
|
25,0
|
| 180-300
|
20,0
|
8,0
|
20,0
|
9,6
|
2,0
|
30,0
|
| Св.300
|
30,0
|
12,0
|
30,0
|
14,0
|
2,5
|
42,0
|
Назначение припусков производится табличным и расчетно-аналитическим (для двух поверхностей) методами. Для расчета операционных размеров и назначения припусков на обработку для всех поверхностей, обрабатываемых более чем за один переход, составляется маршрут обработки (табл.13).
Припуски для различных методов обработки приведены в таблицах П5 - П8. Расчет операционных размеров начинают с конца маршрута. На последнем переходе (операции) операционный размер равен размеру по чертежу детали, размер на предыдущей операции получают складывая (или вычитая для отверстий) припуск с операционным размером следующей операции.
Предельные отклонения на все операционные размеры, кроме последнего, задают с полем h - для валов или H - для отверстий.
Предельные отклонения размеров заготовки задаются по своим правилам, установленным для данного вида заготовок (для отливок и штамповок часто + 1/3 и - 2/3 допуска для валов и + 2/3 и - 1/3 для отверстий).
Таблица 13. Пример расчета операционных размеров.
| Маршрут обработки поверхности
|
квалитет
|
Операционный размер, мм
|
Припуск,
мм
|
|  Обработка поверхности (№), ступень вала Æ30k6 Обработка поверхности (№), ступень вала Æ30k6
Заготовка (штамповка)
|
16
|
Æ34 (±…)
|
4,0
|
| Обтачивание черновое
|
12
|
Æ31,9 ® Æ32h12
|
2,0
|
| Обтачивание чистовое
|
9
|
Æ30,4h9
|
1,5
|
| Шлифование предварительное
|
7
|
Æ30,1h7
|
0,3
|
| Шлифование окончательное
|
6
|
Æ30k6
|
0,1
|
Если размер заготовки выбран по другим нормативам, например для заготовки из проката, то припуск на первую операцию получается как разность между размером заготовки и первым операционным размером. Если припуск на первую операцию получается слишком большим для удаления за один переход, приходится вводить в техпроцесс дополнительные (обдирочные) проходы.
Операционные размеры на черновых переходах округляют до 0,5 или 1,0 мм. На чистовых переходах размеры не округляются.
При выполнении курсового проекта расчет припусков на механическую обработку производится расчетно-аналитическим методом для двух наиболее точных поверхностей и по таблицам для остальных поверхностей.
Расчет припусков и назначение их величин по таблицам могут производиться только после выбора оптимального для данных условий технологического маршрута и выбора метода получения заготовки.
Расчет припусков на механическую обработку.
Минимальный промежуточный припуск на выполняемом переходе в общем виде для плоских поверхностей определяется по формулам:
для асимметричных припусков zi
min
= (Rz i-1
+ h i-1
) + ΔΣ
i-1
+ εi
;
для симметричных припусков 2zi
min
= 2 [ (Rz i-1
+ h i-1
) + ΔΣ
i-1
+ εi
].
Где: zi
min
(2zi
min
) - минимальный расчетный припуск на выполняемом переходе;
Rz -
параметр шероховатости;
ΔΣ
- Пространственные отклонения (кривизна и коробление заготовки, эксцентричность отверстия относительно наружной поверхности, увод оси отверстия, отклонения от параллельности, перпендикулярности осей, плоскостей и т.п.).
εi
- погрешность установки на выполняемом переходе.
Для диаметральных поверхностей εi
и ΔΣ
являются векторными величинами. Общая величина двух пространственных отклонений определяется суммой векторов:

Поэтому для припусков на диаметр:
2zi min
= 2 [ (Rz i-1
+ h i-1
) +].
С целью удобства расчет следует производить в виде табл.1.
Таблица 1. Расчет припусков и операционных размеров
| Технологические операции и переходы обработки элементарных поверхностей
|
Квалитет
|
Допуск Т, мкм
|
Элементы припуска, мкм
|
Минимальный припуск, мкм
|
Максимальный припуск, мкм
|
Расчетный размер, мм
|
Операционный размер, мм
|
| Rz
|
h
|
ΔΣ
|
ε
|
Порядок расчета припусков на обработку и предельных размеров по технологическим переходам
Для наружных поверхностей.
1. Пользуясь рабочим чертежом детали и картой технологического процесса механической обработки, записать в расчетную карту обрабатываемые элементарные поверхности заготовки и технологические переходы обработки в порядке последовательности их выполнения по каждой элементарной поверхности от черновой заготовки до окончательной обработки.
2. Записать значения допуска - Т, параметра шероховатости - Rz, глубины дефектного слоя - h, погрешности формы или расположения - ΔΣ
, погрешности базирования - ε для каждой операции (перехода).
3. Определить расчетные величины минимальных припусков на обработку Zimin
по всем технологическим переходам.
4. Записать для конечного перехода в графу "Расчетный размер" наименьший предельный размер детали по чертежу.
5. Для перехода, предшествующего конечному, определить расчетный размер прибавлением к наименьшему предельному размеру расчетного припуска.
6. Последовательно определить расчетные размеры для каждого предшествующего перехода прибавлением к расчетному размеру расчетного припуска следующего за ним смежного перехода.
7. Записать наименьшие предельные размеры по всем технологическим переходам, округляя их увеличением расчетных размеров; округление производить до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
8. Определить наибольшие предельные размеры прибавлением допуска к округленному наименьшему предельному размеру.
9. Записать предельные значения припусков zmax
как разность наибольшего предельного размера выполняемого перехода и наименьшего предельного размера предшествующего перехода и zmin
как разность наименьшего предельного размера выполняемого перехода и наибольшего предельного размера предшествующего перехода.
10. Определить общие припуски Z0
mах
и Z0
min
, суммируя промежуточные припуски на обработку.
11. Проверить правильность произведенных расчетов по формулам:
Zim
ах -
Zimin
= Ti
-1
- Ti
Z0
mах
- Z0
min
= Тзаг
- Тдет
Для внутренних поверхностей
1. Пользуясь рабочим чертежом детали и картой технологического процесса механической обработки, записать в расчетную карту обрабатываемые элементарные поверхности заготовки и технологические переходы обработки в порядке последовательности их выполнения по каждой элементарной поверхности от черновой заготовки до окончательной обработки.
2. Записать значения допуска - Т, параметра шероховатости - Rz, глубины дефектного слоя - h д
погрешности формы или расположения - ρ, погрешности базирования - ε и б для каждой операции (перехода).
3. Определить расчетные величины минимальных припусков на обработку Zimin
по всем технологическим переходам.
4. Записать для конечного перехода в графу "Расчетный размер" наибольший предельный размер детали по чертежу.
5. Для перехода, предшествующего конечному, определить расчетный размер вычитанием из наибольшего предельного размера расчетного припуска.
6. Последовательно определить расчетные размеры для каждого предшествующего перехода вычитанием из расчетного размера следующего за ним смежного перехода расчетного припуска.
7. Записать наибольшие предельные размеры по всем технологическим переходам, округляя их уменьшением расчетных размеров; округление производить до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
8. Определить наименьшие предельные размеры вычитанием допуска из округленного наибольшего предельного размера.
9. Записать предельные значения припусков zmax
как разность наибольшего предельного размера выполняемого перехода и наименьшего предельного размера предшествующего перехода и zmin
как разность наименьшего предельного размера выполняемого перехода и наибольшего предельного размера предшествующего перехода.
10. Определить общие припуски Z0
mах
и Z0
min
, суммируя промежуточные припуски на обработку.
11. Проверить правильность произведенных расчетов по формулам:
Zim
ах -
Zimin
= Ti
-1
- Ti
Z0
mах
- Z0
min
= Тзаг
- Тдет
Примечания,
1. Минимальный припуск не может быть меньше минимальной толщины срезаемого слоя при выбранном методе обработки. Если это условие не соблюдается необходимо припуск увеличить.
2. Максимальный припуск необходимо использовать для проверки прочности режущего инструмента.
3. При обработке взаимосвязанных плоских поверхностей от переменных баз рекомендуется строить размерные цепи, определяющие взаимосвязь обрабатываемой поверхности с измерительной базой.
4. В ряде случаев целесообразно припуск, рассчитанный на черновую обработку, распределять между черновой и получистовой обработкой; при этом 60-70% расчетного припуска рекомендуется снимать при черновой обработке и 30 - 40% - при получистовой обработке.
5
. Разработка плана операций
При разработке плана операций (маршрута обработки) учитывают следующие положения:
на первой операции (первых операциях) техпроцесса необходимо подготовить базы для дальнейшей обработки;
при разработке маршрута необходимо стремиться к реализации принципов постоянства баз и совмещения баз;
обработка всегда начинается с черновых операций, на которых удаляют максимальный припуск;
при совмещении в одной операции черновых и чистовых переходов желательно сначала выполнить все черновые, затем чистовые;
перед чистовой обработкой точных поверхностей желательно обработать все вспомогательные поверхности (пазы, канавки, резьбы, отверстия…);
шлифовальные операции проводятся после термообработки (если она требуется);
место операций термообработки необходимо указать в маршруте.
|
