ТО та ремонт кривошипно-шатунного механізму
1. Призначення та будова кривошипно-шатунного механізму тракторів
Кривошипно-шатунний механізм перетворює зворотно-поступальний рух поршнів в обертальний рух колінчастого вала. Складається кривошипно-шатунний механізм з двох груп деталей: нерухомих і рухомих.

Рис. 1.1. Остов двигуна
1 – кришка клапанів; 2, 5, 8, 12, 16, 17, 28, 29 – прокладки; 3 – головка циліндрів; 4 – циліндр; 6, 13, 19, 26 – шпильки; 7 – блок-картер; 9 – піддон картера; 10 – гільза циліндра; 11 – кришка фланця для масляного фільтра; 14, 18 – верхня і нижня частини корпуса ущільнення; 15 ‑ сальник; 20, 21, 22, 24, 25 – кришки корінних підшипників колінчастого вала; 23 – скоба; 27 – кришка фланця для водяного насоса; 30 – гумове ущільнювальне кільце; 31 – бокова кришка.
До нерухомих деталей належать блок-картер 7 (Рис. 1.1.) з опорами колінчастого вала, циліндром 4, гільзою 10, піддон картера 9, головка циліндра З, корінні підшипники, ущільнення, а до рухомих – поршень 3 (Рис. 1.2.), поршневий палець 5, шатун 7, колінчастий вал і маховик. Нерухомі деталі є остовом двигуна, основою, де розташовуються рухомі деталі кривошипно-шатунного і газорозподільного механізмів та виконуються робочі цикли. Таким чином, деталі рухомої групи перетворюють прямолінійний зворотно-поступальний рух поршня в обертання колінчастого вала.

Рис. 1.2. Деталі групи поршня і шатуна
1 – компресійні кільця; 2 – маслознімні кільця; 3 ‑ поршень; 4 – стопорне кільце; 5 – поршневий палець; 6 – втулка; 7 – шатун; 8 – шатунний болт; 9 – вкладиші; 10 – кришка шатуна; 11 – стопорна пластина
Циліндри 4 (Рис. 1.1.) в двигуні розміщуються в блоці вертикально в один ряд. Зверху циліндри закриваються головкою. Для надійнішого ущільнення об'ємів циліндрів у площині, розняття блока і головки кладуть азбометалеву прокладку.
На поршні 3 (Рис. 1.2.) встановлюють компресійні 1 та маслазнімні кільця 2. За допомогою поршневого пальця 5 поршень шарнірно з'єднується з шатуном 7 (нижня частина якого рознімна), а шатун – з колінчастим валом. В місцях цих з'єднань розміщені підшипники-втулки 6 головки шатуна та шатунні рознімні підшипники 9 (вкладиші). Рознімні корінні підшипники колінчастого вала за допомогою кришок 20,21,22,24,25 (Рис. 1.1.) цих підшипників кріпляться до блока двигуна 7. На хвостовику колінчастого вала кріпляться приводні деталі: шків що передає обертання на вентилятор, генератор і компресор; шестерні для приводу масляного насоса високого тиску, газорозподільного вала, а на фланці – маховик.
Реклама

Замкнутий об'єм, в якому обертається колінчастий вал з робочим запасом масласистеми мащення двигуна, називається картером. Він забезпечується нижньоючастиною блока і піддоном, який гвинтами кріпиться до блока знизу. В площиніроз'єму блока і піддона встановлюється прокладка.
До остова двигуна прикріплюються майже всі деталі й вузли систем і механізмів двигуна.
На деталі кривошипно-шатунного механізму при роботі двигуна діють силові і теплові навантаження. Тому деталі кривошипно-шатунного механізму, які працюють в умовах великих знакозмінних навантажень, пружних коливань і високої температури, повинні мати достатню міцність, жорсткість і стійкість проти спрацювання.Кривошипно-шатунний механізм повинен бути компактним і легким. Зменшення маси деталей, які рухаються відносно остова, при збереженні їх міцності і жорсткості зменшує сили інерції і відповідно навантаження та спрацьовування деталей.
Для зменшення витоку газів із циліндрів двигуна деталі, які утворюють робочі об'єми (циліндри, поршні з кільцями, головки з прокладками), повинні постійно підтримувати потрібну герметичність циліндрів.
Будова деталей кривошипно-шатунного механізму і компоновка його вузлів на двигуні повинні забезпечувати просте технічне обслуговування та ремонт.
Всі деталі сучасних ДВЗ розраховані і виготовлені з урахуванням цих умов, але тривала і безперебійна їх робота можлива лише при правильній і професійній експлуатації двигуна.
1.1 Деталі групи остова
Остов двигуна складається з блок-картера, картера розподільних шестерень, картера маховика, головки циліндрів і піддона картера. У V‑подібних двигунах до деталей остова належить кришка повітряної порожнини.
Нерухомий остов двигуна з розміщеними всередині деталями захищає їх від пошкодження, корозії та забруднення. Деталі і вузли можуть також кріпитись на остові ззовні.
Для підвищення жорсткості деталі остова масивніші за інші деталі двигуна, тому вони складають основну частину загальної маси двигуна. Всі деталі остова надійно
з'єднані між собою і для герметичності та пилонепроникності площини розняття ущільнені прокладками.
Реклама

Блок-картер – основна корпусна деталь двигуна Це складна відливка із чавуну, що об'єднує блок циліндрів і верхню частину картера колінчастого вала. Жорсткість відливки забезпечується перегородками та оребренням внутрішніх поверхонь.
Горизонтальною перетинкою блок-картер поділено на дві частини: верхня – це блок циліндрів, або просто блок, нижня–картер.
Для встановлення циліндрів на верхній площині блока і в горизонтальній перетинці є спеціальні отвори. Простір між стінками гільз циліндрів і блока, заповнений охолоджувальною рідиною, називають сорочкою охолодження. На стінках отворів горизонтальної перетинки є виточки для гумових ущільнювальних кілець, які запобігають витіканню охолоджувальної рідини із сорочки охолодження блока
На стінці картера є фланець з отворами, до якого кріпиться масляний фільтр (центрифуга), у нижній частині розташований отвір для масломірної лінійки.
До нижньої площини картера болтами кріпиться масляний піддон, в якому влаштовано злив масла зі спускною пробкою. У деяких двигунів у пробці закріплено магніт для вловлювання металевих часточок, які потрапляють у масло. Між масляним піддоном і картером встановлено картонну або паронітову прокладку.
До передньої площини блок-картера кріпиться картер розподільних шестерень, який центрується по точно обробленому пальцю проміжної шестерні і штифту, запресованих з торця блок-картера Таким чином, забезпечується зчеплення шестерень газорозподільного механізму.
Між блок-картером, картером і кришкою розподільних шестерень встановлюються прокладки.
Картер і кришка розподільних шестерень мають складну конфігурацію. В них просвердлено отвори для встановлення валів, під болти та шпильки для кріплення їх до блок-картера, а також кріплення до них інших вузлів. Для забезпечення жорсткості цих деталей на них в різних площинах зроблено перетинки з внутрішньої і зовнішньої сторін.
До кришки картера розподільних шестерень кріпиться опора 1, за допомогою якої
двигун з'єднується з остовом трактора.
До задньої площини блок-картера кріпиться картер маховика. Це складна відливка циліндричної форми, яка з блок-картером з'єднується через фланець гвинтами. Внутрішня і зовнішня поверхні картера мають перетинки та ребра жорсткості. На зовнішній поверхні виконано кілька фланців для кріплення електростартера або пускового двигуна, задньої опори двигуна та інших вузлів і деталей. За допомогою болтів корпус маховика кріпиться до корпуса трансмісії через проміжний корпус (універсально-просапні трактори) або з'єднується з коробкою передач (трактор Т‑150 К та інші) через проміжний корпус.
Остов двигуна кріпиться до остова трактора найчастіше в трьох точках: одна опора спереду і дві – ззаду. Передня опора у більшості двигунів шарнірна, обидві задні опори частіше встановлюють на картері маховика. В деяких випадках роль задніх опор виконують кронштейни, які приєднують до блока двигуна, або спеціальні виступи, відлиті разом з остовом двигуна. Для зменшення вібрації двигун кріпиться на рамі еластично. Пружними елементами в опорах, як правило, є гумові прокладки (подушки).
В розвалі між блоками циліндрів є порожнина для впуску повітря в циліндри, закрита алюмінієвою кришкою, яка кріпиться 16 болтами до блок-картера. Між кришкою і блок-картером встановлено картонну прокладку. Повітря підводиться до ресивера через патрубок, вилитий разом з кришкою, і до якого за допомогою гумового трубопроводу і хомутів приєднують повітропровід від радіатора охолодження наддувочного повітря або гумовий трубопровід від турбокомпресора. На кришці встановлено фланець з чотирма шпильками для турбокомпресора, а також фланець, через який за допомогою трубопроводу із турбокомпресора зливається масло в піддон двигуна.
Циліндр разом з головкою та поршнем утворюють об'єм, де відбуваються теплові процеси робочих циклів двигуна.
Циліндри відлито з легованого чавуну. Гільзи циліндрів двигунів омиваються рідиною, що циркулює у сорочці охолодження. їх називають мокрими. Внутрішню поверхню циліндра (дзеркало) обробляють з великою точністю (її овальність іконусність не повинні перевищувати 0,02 мм) і загартовують струмом високоїчастоти). Риски й задирки на цих поверхнях не допускаються.
Верхню частину гільзи ущільнюють азбометалевою прокладкою, розміщеною між блок-картером і головкою блока. Надійне ущільнення можливе лише в тому разі, коли буртик гільзи виступатиме над площиною розняття на певну величину. У нижній частині гільза ущільнюється одним або двома гумовими кільцями.
При встановленні гільз в блок-картер необхідно зберегти їх правильну геометричну форму.
При підвищеній овальності гільз гази проникають з камери згоряння, значно зростає витрата картерного масла.
Овальність в першу чергу залежить від точності виконання посадочних поверхонь гільзи і блок-картера. Вона може збільшитись також і при неправильному встановленні ущільнювального гумового кільця, при потраплянні під буртик гільзи сторонніх предметів а також при неправильній затяжці гайок кріплення головки циліндрів.
Головки циліндрів відлито з чавуну. Вона закриває циліндри зверху. У нижній частині головки є виточка, куди входить бурт циліндра. Торцева поверхня виточки ущільнює (без прокладки) стик між циліндром і головкою. У головці циліндрів розміщується камера згоряння. Всередині головки розташований впускний і випускний канали з виходом на один бік головки. На виходах каналів встановлено фланці з різьбовими отворами для шпильок, до яких кріпиться впускний і випускний трубопроводи. Поперечний переріз впускного каналу більший, ніж випускний.
На нижній торцевій поверхні головок розміщені гнізда впускного і випускного клапанів та отвір для розпилювача форсунки. На верхній площині головок є гнізда для пружин клапанів, а також різьбові отвори для закріплення стояків валика клапанних коромисел.
Головка циліндрів закривається кришкою клапанів. Кришка клапанів спеціальними гайками кріпиться до стояків валика коромисел. Між кришкою і головкою встановлюється прокладка.
Блок-циліндрів двигуна має вставлені змінні гільзи. При пошкодженні певної гільзизамінюють лише її, а не весь блок циліндрів. Крім того, змінні гільзи виготовляють звисокоякісного хромонікелевого чавуну, а весь блок економічно відливати з сірогочавуну. Для зменшення спрацювання дзеркала гільзи її внутрішню поверхню післярозточки шліфують, полірують і загартовують з нагріванням струмом високої частотина глибину 1,5…3,0 мм.
Гільзи поділяють на мокрі і сухі (рис. 1.3.). Зовнішній бік мокрої гільзи охолоджується рідиною, а суху гільзу встановлюють у розточений циліндр блок-картера і охолоджувальна рідина омиває зовнішній бік циліндра. Для центрування гільзи відносно блока на зовнішній її поверхні є два посадочні пояски 2 і 4, а буртик 5 слугує опорою для гільз.
Мокру гільзу встановлюють у гнізді блока так, щоб забезпечити герметичність сорочки охолодження. Тому між верхньою частиною гільзи і головкою блока передбачено металоазбестову прокладку 11, між верхньою частиною гільзи і блоком – мідне кільце 10, між нижньою частиною гільзи і блоком – гумові кільця 9. Сухі гільзи запресовують в циліндр блок-картера. Торець гільзи дещо виступає над верхньою площиною блок-картера для надійного ущільнення прокладки 11.
За внутрішнім діаметром гільзи поділяють на групи: «Б» – велика; «С» – середня; «М» – мала. Літеру, якою позначається група, вибивають на торці верхнього бурта гільзи. При встановленні підбирають гільзи однієї групи. Це потрібно для забезпечення необхідного зазору між гільзами і поршнями, які також мають певні групи.
Головка блока циліндрів двигуна закриває ряд блока зверху і утворює камери, в яких відбувається робочий процес. Конструкція головки блока залежить від типу камери згоряння.
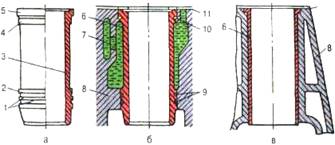
Рис. 1.3. Гільзи циліндрів:
а – будова гільзи, б – встановлення в блок-картер мокрої гільзи; встановлення в блок-картер сухої гільзи; 1 – канавки для ущільнювальних кілець; 2,4– посадочні пояски; 3 – дзеркало циліндра; 5 – буртик; 6 – гільза циліндра: 7 – рідинна сорочка охолодження; 8 – блок-картер; 9 – гумові ущільнювальні кільця: 10 – мідне ущільнювальне кільце; 11 – металоазбестова прокладка головки циліндрів
У головці розточено гнізда під впускні і випускні клапани, які під'єднуються з каналами для виведення відпрацьованих газів. Форсунки встановлюють в отвори, які сполучаються з циліндрами.Для з'єднання сорочки охолодження головки циліндра і блок-картера на нижній поверхні головки є отвори, які співпадають з відповідними отворами у блоці. Охолоджувальна рідина із сорочки охолодження головки через спеціальний патрубок надходить у верхній бак радіатора. У головці є отвори для форсунок, для розміщення штанг газорозподільного механізму, отвори для напрямних втулок клапанів, фланці для закріплення стояків валика коромисел. Клапанний механізм, встановлений на головці циліндрів, закриваються кришкою, між ними передбачено прокладку.
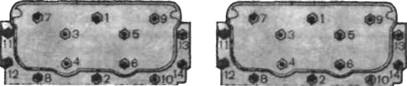
Головку блока встановлюють на шпильки, загвинчені у блок-картер, і кріплять гайками. Гайки на шпильках кріплення головки потрібно затягувати рівномірно, поступово, у зазначеній (на рис. 1.4. зазначено послідовність закріплення головки різних двигунів) послідовності, в кілька прийомів (на одну-дві грані за один прийом). Спочатку з половинним зусиллям, як вказано в технічній характеристиці двигуна або трактора, потім – з повним зусиллям. Остаточно затягувати головку необхідно динамометричним ключем.
Між головкою циліндрів і блок-картером встановлюється ущільнювальна прокладка, яка перекриває вихід газам із циліндра, а охолодній рідині – із сорочки охолодження.
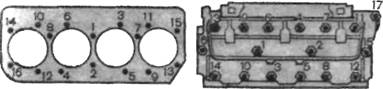
ЯМЗ‑240Б А‑41
Рис. 1.4. Послідовність затягування гайок болтів кріплення головки циліндрівдвигуна (відповідно до нумерації)
Ущільнювальну прокладку виготовляють з пружних, теплостійких матеріалів: азбесту, м'якої сталі, міді, алюмінію.
У дизелях і карбюраторних двигунах застосовують комбіновані азбостальні або мідноазбестові прокладки.
Найпоширеніші азбостальні прокладки складаються з каркасу тонкостінної м'якої сталі, по обидва боки якого встановлено листи пресованого азбесту. Вікна і отвори прокладки облаштовують також стальним листом. Щоб прокладка не прилипала до блоку або головки, її поверхню вкривають тонким шаром графіту.
1.2 Деталі групи поршня та шатуна
Поршень з
компресійними тамаслознімними кільцями, поршневим пальцем і деталями його кріплення складають поршневу групу (рис 1.2.). Поршнева група разом з циліндром і головкою блока циліндрів утворює змінний об'єм, в якому відбуваються робочі цикли.
Шатун шарнірно з'єднує поршень з колінчастим валом. При роботі двигуна шатун передає зусилля від поршня до колінчастого вала і, навпаки, від колінчастого вала допоршня, залежно від співвідношення сил, діючих в даний момент від поршня іколінчастого вала.
Поршень – відповідальна деталь двигуна, оскільки за його допомогою здійснюються всі процеси: всмоктування й стиск свіжого повітря або пальної суміші, сприймання тиску газів під час спалаху і згоряння пальної суміші та передача сили через поршневий палець і шатун на колінчастий вал. Виготовляється поршень з алюмінієвого сплаву.
Поршень працює у надзвичайно несприятливих умовах: велике ударне навантаження; висока змінна швидкість руху (5… 15 м/с), внаслідок чого виникають значні сили інерції; висока температура (Ю00…2500 °С); утруднені умови мащення та охолодження.
Матеріал поршня повинен бути міцним, стійким проти спрацювання, повинен зберігати механічну міцність при високих температурах. Поршні сучасних тракторних дизелів виготовляють з високостійких алюмінієвих сплавів, які добре проводять тепло, легкі. Недоліком таких поршнів є те, що вони дуже розширюються при нагріванні і спрацьовуються.
Поршень складається з днища А (рис. 1.5.), ущільнювальної частини Б і направляючої – В. У днищі поршня розміщена частина камери згоряння (двигун з роздільною камерою згоряння), або вся камера (двигун з нероздільною камерою). Камери згоряння, розташовані в днищі поршня, бувають напівсферичні (сферичні), типу ЦНІДІ та тороїдальні. На ущільнювальній і направляючій частинах поршня виконано канавки для поршневих кілець, на бокових стінках виготовлено бобишки з отворами і канавками для встановлення поршневого пальця і стопорних кілець.для його фіксації.
При роботі двигуна днище поршня нагрівається до 200…400 °С, а направляюча частина (юбка) до100…150 °С. Через різницю температур нагрівання поршня і циліндра (останній має примусове охолодження) зазор між ними змінюється – від максимального при пуску холодного двигуна до мінімального при роботі нагрітого з повним навантаженням.
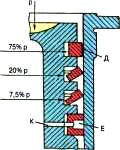 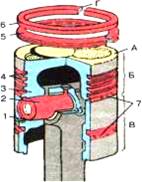
Рис. 1.5. Поршень та розподілення тиску газів на поршневі кільця:
1 –
стопорне кільце; 2 – поршневий палець; 3 – бобишка; 4 – канавки для компресійних кілець; 5 – маслознімне кільце: 6 – компресійне кільце; 7 – канавки для маслознімних кілець
Для нормальної роботи двигуна між поршнем і циліндром повинен бути мінімальний зазор 0,1. – 0,3 мм. Але при цьому повинен забезпечуватись вільний хід поршня у циліндрі і наявність масляної плівки між ними для зменшення тертя і кращого ущільнення.
Щоб усунути заклинювання поршня в циліндрі при роботі двигуна, поршень виконують конусним по висоті, еліптичного перерізу, з нерівномірним розподілом маси металу в стінках. Діаметр днища поршня при цьому менший діаметра юбки.
Юбки поршнів різних двигунів бувають циліндричними, конусними, овальними, конусоовальними. Форми юбки, відмінні від циліндричної, передбачають компенсацію її нерівномірного розширення при роботі двигуна.
Поршні комплектують за масою, зовнішнім діаметром юбки і діаметром отвору під поршневий палець. Позначення розмірної і масової групи наносять на днище поршня. Різниця маси поршнів в одному комплекті не повинна перевищувати 7 г.
Поршневі кільця призначені для забезпечення щільного рухомого з'єднання між поршнем і гільзою цилідра та відведення частини теплоти від днища поршня до дзеркала гільзи циліндра.
За призначенням кільця поділяють на компресійні (ущільнювальні), які встановлюють по 3–4, і маслознімні.Компресійні кільця встановлюють в канавках 4 поршня (Рис. 1.5.).
Маслознімні кільця встановлюють в канавках напрямної частини поршня. Вонизнімають з дзеркала циліндра зайве масло і відводять його в картер через отвори Е вкільцях і масловідвідних каналах К в канавках поршня, а масло, яке залишаєтьсярівномірно розподіляють по дзеркалу.
Маслознімні кільця скребкового типу (Рис. 1.6.) встановлюються по 2 в одній канавці виточками до юбки поршня, їхня робоча поверхня вкривається шаром хрому. Кільця діють не залежно одне від одного, тому добре припрацьовуються до профілю стінки гільзи і забезпечують роботу двигуна з незначною витратою масла. Основна їх перевага – технологічність виготовлення.
а б в
г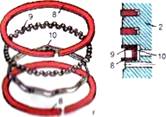
Рис. 1.6. Конструкція і дія маслознімних кілець: а – дія кільця при переміщенні поршня вниз; б – дія кільця при переміщенні поршня вгору; в – збірне кільце; 1 – масловідвідний канал; 2 – поршень; 3 – гільза; 4 – кільце коробчатого типу; 5 – канал в поршні; 8 – плоскі стальні кільця; 9 – осьовий розширювач; 10 – радіальний розширювач
Збірні маслознімні кільця краще знімають масло зі стінок циліндра. Вони складаються з двох стальних дискових кілець 8, між якими встановлюють розширювачі – осьовий 9 і радіальний 10. Радіальний розширювач виготовлений із стальної пластини, яка завдяки своїй пружності збільшує тиск кілець на дзеркало.
Поршневий палець призначений для шарнірного з'єднання поршня з шатуном. Оскільки на палець діє значне ударне навантаження, його виготовляють з міцного, твердого і в'язкого матеріалу – маловуглецевої сталі, а його робочу поверхню для забезпечення достатньої твердості цементують, загартовують, а потім шліфують і полірують.
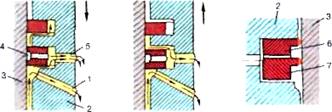
Для зменшення маси пальців їх виготовляють порожнистими – у вигляді трубки з товстими стінками. Під час роботи на прогрітому двигуні (температура охолоджувальної рідини понад 85 °С) палець може вільно прокручуватись відносно поршня і шатуна, тому його називають плаваючим. Щоб палець під час роботи двигуна не переміщувався в осьовому напрямку і не пошкоджував при цьому дзеркало гільзи циліндра, його закріплюють. Способи фіксації пальців наведено на рис. 1.8.
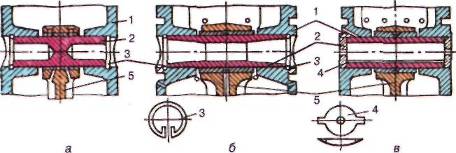
Рис. 1.7. Конструкція поршневих пальців і способи їх фіксації від осьовихпереміщень:а, б – за допомогою стопорних кілець: в-за допомогою заглушки; 1 – поршень; 2 – поршневий палець; 3 – стопорне кільце; 4 – алюмінієва заглушка; 5 – шатун
Внутрішня поверхня поршневого пальця циліндрична (рис. 1.7., а, в), або конічно-циліндрична (рис. 1.7., б) для збільшення його жорсткості. Поршневі пальці двотактних двигунів мають перетинку внутрішнього отвору, щоб запобігти прориванню газів із кривошипної камери у випускний канал (ПД‑10М), або сталеві заглушки у бобишках для запобігання проникненню масла в продувні вікна циліндра.
У сучасних двигунах застосовується спосіб закріплення пальців стопорнимикільцями.В отвір втулки верхньої головки шатуна палець встановлюється із зазором, а в бобишки поршня – з натягом. Поршневий палець змащується через отвори в стержні шатуна, прорізи у верхній головці шатуна і масляні канали в бобишках поршня.
За величиною зовнішнього діаметра пальці поділяють на розмірні групи, які позначаються фарбою на внутрішній поверхні пальців. При складанні розмірні групи пальців і поршнів повинні співпадати. Відсутність маркування свідчить про єдину розмірну групу.
Шатун з'єднує поршень через поршневий палець з шатунною шийкою колінчастого вала. Внаслідок того, що на шатун діють значні зусилля, які розтягують або стискують його стержень, шатуни повинні бути міцними, жорсткими і легкими, їх виготовляють з високоякісної сталі, потім піддають термічній обробці.
Шатун (рис. 1.2) складається з верхньої та нижньої головок і стержня.
Верхня головка не рознімна. Для зменшення тертя шатуна з поршневим пальцем у верхню головку запресовують підшипник, виготовлений у вигляді бронзової або стальної втулки 6 з шаром бронзи. Змащення поршневого пальця здійснюється завдяки отворам у верхній головці, які вловлюють краплини масла.
Стержень шатуна для більшої міцності двотавровий і переходить у нижню та верхню головки. Така конструкція забезпечує необхідну міцність і жорсткість при мінімальній масі.
Нижня головка рознімна, оскільки охоплює шатунну шийку колінчастого вала. Площина розняття нижньої головки перпендикулярна до осі симетрії шатуна або розміщена під кутом 45° до вертикальної осі шатуна.Такий розріз дозволяє виймати поршень із шатуном через верхній отвір гільзи циліндра. Площина розняття зубчаста, у вигляді трикутних шліців, які фіксують кришку відносно головки і розвантажують шатунні болти. Між нижньою головкою шатуна і колінчастим валом встановлюється підшипник. Нижні підшипники виготовлені у вигляді тонкостінних сталевих вкладишів, на які нанесено тонкий шар антифрикційного сплаву. Товщина вкладиша становить 2…З мм. їх штампують із сталевої стрічки, на внутрішню поверхню наносять сплави АСМ, АСМТ, АО‑20 та інші.
Масло до вкладишів надходить по каналах, виконаних в колінчастому валу,коли ті під час його обертання співпадають з отворами вкладишів. За допомогоюканалу на внутрішній поверхні масло рівномірно розподіляється по поверхні вкладиша.
1.3 Деталі групи колінчастого вала
До деталей групи колінчастого вала належать: колінчастий вал, маховик, корінні підшипники, пристрої для фіксації колінчастого вала від осьових переміщень, масловідбивачі і сальники.
Колінчастий вал сприймає ударні навантаження, які передаються від поршнів через поршневий палець і шатун. Крім того, шатунні і корінні шийки вала спрацьовуються від тертя, тому матеріал колінчастого вала повинен бути досить твердим, водночас в'язким і мати високу міцність.
Колінчасті вали виготовляють з якісної вуглецевої сталі способом гарячого штампування або відливають з високоміцного чавуну. Робочі поверхні загартовують струмом високої частоти на глибину від 1,5 до 5,0 мм, шліфують і полірують з великою точністю (овальність і конусність шийок не повинна перевищувати 0,01 мм).
Колінчастий вал (рис. 1.9.) має корінні 7 і шатунні 6 шийки, передню (носок) і задню (хвостовик) частини.
Між собою корінні і шатунні шийки з'єднуються щоками 8, в яких просвердлено канали для підведення масла від корінних до шатунних шийок. В шатунних шийках є порожнини 5, закриті заглушками для відцентрового очищення масла від металевих й мінеральних частинок. У більшості двигунів щоки виконують також роль противаги, розвантажуючи корінні підшипники від дії відцентрових сил.
Кількість шатунних шийок в рядних двигунах відповідає кількості циліндрів двигуна, а у У-подібних – кількості циліндрів в одному ряду, оскільки в них до одної шийки приєднано два шатуни. Корінних шийок на одну більше, ніж шатунних. Шатунні шийки відносно одна одної у дво- і чотирициліндрових двигунів зміщені на 180°, у шестициліндрових – на 120°, у восьмициліндрових – на 90°. Це забезпечує рівномірне чергування робочих тактів і зрівноваження сил інерції.
У передній частині вала встановлено шестерню 4 приводу проміжної шестерні і масляного насоса, шків 2 приводу вентилятора і генератора. Між шківом і шестернеювстановлений масловідбивач 3, який відкидає масло від переднього сальниковогоущільнення. В торці колінчастого вала є храповик, яким колінчастий вал прокручується вручну за допомогою ключа або рукоятки.

Рис. 1.9. Колінчастий вал:
1 – храповик; 2 – шків привода вентилятора; 3 – масловідбивач; 4 – шестерня для привода проміжної шестерні і масляного насоса; 5 – порожнина шатунної шийки;6 – шатунна шийка; 7 – корінна шийка; 8 – щока; 9 – вкладиш корінного підшипника; 10 – ущільнювальний вкладиш; 11 – маслознімна різьба; 12 – маховик; 13 – вінець маховика; 14 – ущільнювальна вставка; 15 – кришка корінного підшипника
У задній частині вала дизеля є фланець з шістьома отворами для закріплення маховика. Перед фланцем на колінчастому валі виконано маслознімну різьбу 11, яка разом із спеціальними вузькими алюмінієвими вкладишами 10 забезпечує ущільнення і запобігає витіканню масла в картер маховика.
Шатунні та корінні підшипники колінчастого вала більшості двигунів є підшипниками ковзання. Підшипники коченя застосовують тільки в одно-, двоциліндрових двигунах та в двигунах з рознімним колінчастим валом.
Вкладиші корінних підшипників (рис. 1.10.) за будовою подібні до шатунних.
Вкладиші виготовляють із стальної стрічки товщиною 1…3 мм; шарантифрикційного сплаву становить 0,1…0,9 мм. Цей сплав наноситься безпосередньона стальну стрічку або на металокерамічну основу (60% міді та 40% нікеля).
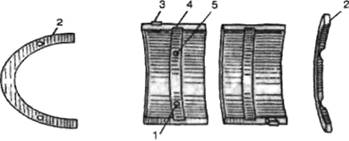
Рис. 1.10. Вкладиші корінних підшипників колінчастого вала:
а – вкладиш корінного підшипника з упорними півкільцями; б – ущільнювальний вкладиш;1 – отвір для проходження масла з масляної магістралі блок-картера: 2 – півкільця;3 – фіксуючий виступ; 4 – кільцева канавка; 5 – отвір для проходження масла до підшипників газорозподільного вала
В якості антифрикційних сплавів використовують високоолов'янисті бабіти на свинцевій основі, свинцевисті бронзи, сплави на алюмінієвій основі та інші. У бабітів незначний коефіцієнт тертя і вони добре змащуються, однак з підвищенням температури їх механічні властивості погіршуються. Застосовують бабіти для виготовлення вкладишів карбюраторних двигунів.
Свинцевисті бронзи й алюмінієві сплави використовують для виготовлення вкладишів дизелів, оскільки вони можуть працювати при навантаженнях більше 10 МПа і температурі понад 80 °С.
Мідно-нікелева основа тришарового вкладиша зміцнює з'єднання бабіту зі стальною стрічкою. Шар бабіту на основі товщиною до 0,1 мм.
Перед встановленням вкладиші вкривають тонким шаром олова (0,002…0,003 мм) для швидкого припрацювання тертьових поверхонь, щільного їх прилягання і кращого відведення теплоти від підшипника.
Для компенсації подовження вала при нагріванні передбачено певний осьовийзазор. Обмежується осьове переміщення колінчастого вала більшості двигунів (вмежах 0,1…0,5 мм) різними способами: упорними півкільцями, ущільнювальнимивкладишами і вставками, буртиками, виконаними на колінчастому валі тощо.
На виходах носка і хвостовика колінчастого вала з блок-картера необхідно забезпечити герметичність двигуна; це виконують за допомогою сальників. Витіканню масла в місцях встановлення сальників запобігають масловідбивачі і маслозгінна різьба.
Маховик забезпечує рівномірне обертання колінчастого вала, долання короткочасних перевантажень, коли трактор рушає з місця та під час роботи, а також призначений для приєднання до нього муфти зчеплення.
Маховик – це важкий чавунний диск. Розміри залежать від частоти обертання колінчастого вала, кількості циліндрів і тактності двигуна
Маховик кріпиться на хвостовику колінчастого вала безпосередньо або за допомогою спеціального фланця болтами. Необхідне взаємне положення маховика і колінчастого вала забезпечується несиметричним розташуванням болтів або установочних штифтів. Для кріплення муфти зчеплення на поверхні маховика зроблено отвори для болтів, якими муфта кріпиться до маховика. Задня площина маховика ретельно оброблена.
Для пуску маховика електричним стартером або пусковим двигуном на маховик в гарячому стані напресовано стальний зубчастий вінець. На ободі маховика є мітки або заглибини для встановлення поршня першого циліндра у ВМТ. При цьому мітка на маховику повинна стояти проти нерухомої мітки або стрілки на картері маховика. На маховиках деяких двигунів нанесеш мітки з номерами циліндрів, які використовуються при регулюванні теплових зазорів газорозподільного механізму.Балансують маховик разом з колінчастим валом.
2. Технічне обслуговування та ремонт
кривошипно-шатунного механізму
Способи усунення несправностей
Термін роботи деталей двигунів залежить як від якості їх виготовлення, так і від точного виконання правил технічної експлуатації. При нормальних умовах експлуатації та правильному обслуговуванні дизеля спрацьовування деталей кривошипно-шатунного механізму незначне і його надійна робота забезпечується протягом всього ресурсу дизеля. У випадку порушення правил технічного обслуговування деталі кривошипно-шатунного механізму, які працюють в
дуже несприятливих умовах, спрацьовуються швидше, потужність двигуна різко зменшується, інколи це може призвести до серйозних аварій.
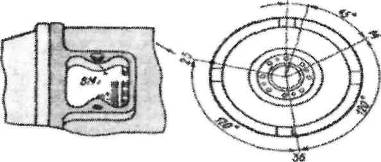
Рис. 2.1. Розміщення міток на маховику
Для забезпечення нормальних умов роботи деталей кривошипно-шатунного механізму забороняється:
1. Повністю завантажувати без попередньої обкатки, згідно з інструкцією з експлуатації, новий двигун або після капітального ремонту. Обкатка двигуна при поступово зростаючих навантаженнях забезпечує наближення тертьових поверхонь до розрахункових геометричних параметрів.
2. Працювати на тракторі без попереднього прогріву двигуна до температури охолодної рідини не нижче 50 °С. Непрогрітий двигун не забезпечує повної потужності через порушення процесів сумішоутворення і згоряння палива, а також різкого погіршення умов мащення. При цьому прискорюється спрацювання деталей, в першу чергу гільз, поршнів, поршневих кілець, а також відбувається обсмолення цих деталей.
3.Тривалий час працювати з перевантаженням двигуна.
4.Працювати при температурі охолоджувальної рідини нижче 70 °С і вище 95 °С.
5. Допускати тривалу роботу двигуна (понад 15 хв) при холостому ході, оскільки це супроводжується значним нагароутворенням і пригорянням (заклинюванням у канавках) поршневих кілець.
6. Запускати двигун при температурі повітря нижче -5 °С без попереднього його прогрівання за допомогою підігрівального пристрою або іншими способами.
7. Експлуатувати двигун зі стуками, димними вихлопами, низьким тиском масла (нижче 0,1 МПа) та інтенсивним вигорянням масла.
8. Розбирати кривошипно-шатунний механізм без необхідності. Робити це можна лише у закритому приміщенні і лише у випадку крайньої потреби.
Технічний догляд за кривошипно-шатунний механізмом треба виконувати згідно з вимогами інструкції заводу-виготовника.
Для запобігання підвищеного спрацьовування деталей кривошипно-шатунного механізму тракторист зобов'язаний виконувати такі операції:
– при щоденному технічному обслуговуванні (ЛІТО) очищати двигун від пилу і бруду,
– усувати підтікання охолоджувальної рідини і масла;
– перевіряти зовнішнє кріплення деталей, звертаючи особливу увагу на щільність з'єднання повітроочисника і впускних трубопроводів;
– перевіряти рівень і стан масла в картері двигуна; під час роботи слідкувати за тиском масла і кольором вихлопних газів, перевіряти роботу дизеля для виявлення сторонніх стуків;
– при перших ознаках ненормальної роботи потрібно усунути несправності;
- при першому і другому технічному обслуговуванні (ТОЇ і ТО‑2) перевірити і при необхідності долити масло в картер двигуна; перевірити тиск масла в головній магістралі системи мащення. Зниження тиску масла до 0,15–0,10 МПа на прогрітому двигуні при працюючих агрегатах системи мащення і правильних показаннях манометра свідчить про значне спрацювання підшипників колінчастого вала;
– при третьому технічному обслуговуванні (ТО‑3) перевірити технічний стан циліндро-поршневої групи за кількістю газів, які надходять в картер двигуна, за допомогою індикатора витрати газів при роботі у номінальному режимі або вимірюванням компресії (тиск в циліндрі наприкінці такту стиску) за допомогою ком-пресіометра Для цього знімають головку циліндрів двигуна, очищають від нагару головку циліндрів і поршні, при необхідності міняють поршневі кільця і прокладку.
– після встановлення головки циліндрів на блок-картер гайки шпильок необхідно
затягувати у певній послідовності з необхідним моментом затягування гайок кріплення головки циліндрів.
Ремонт блока.
У більшості двигунів блоки виготовлені із сірого і спеціального легованого чавуну. У процесі експлуатації їх можливі такі основні дефекти: тріщини, зломи і пробоїни; пошкодження й спрацювання різьби в отворах і на шпильках; спрацювання отворів у втулках і під втулки розподільного вала; спрацювання, овальність, конусність і зміщення отворів в опорах під вкладиші корінних підшипників; жолоблення поверхонь прилягання до головки блока; спрацювання отворів під палець проміжної шестірні, під установочні штифти та втулки; спрацювання торцевих поверхонь гнізд під верхні бурти гільз циліндрів; спрацювання клапанних гнізд і втулок клапанів; спрацювання, овальність, конусність і задирки поверхонь циліндрів або гільз циліндрів.
Блок вибраковують
при тріщинах і обломах у гніздах під вкладиші корінних підшипників, в отворах під втулки розподільного вала, у масляних каналах і місцях, недоступних для ремонту, а також у випадках, коли є: більш як дві тріщини між отворами циліндрів (гільз) або клапанних гнізд; більш як чотири тріщини у водяних сорочках або більш як дві тріщини, що входять на оброблені поверхні; зломи одного і більше гнізд під ущільнювальні кільця гільз циліндрів розміром більш як 1/3 периметра.
Тріщини, зломи і пробоїни
заварюють електродуговим або газовим зварюванням, накладанням латок та закріпленням їх болтами і зварюванням, накладанням латок із застосуванням полімерних матеріалів на основі епоксидних смол. Тріщини в місцях, де немає великих навантажень, закривають штифтами або ущільнювальними фігурними вставками.
Спрацьовані різьбові отвори
відновлюють нарізуванням різьби збільшеного розміру або за допомогою вставок. Шпильки із спрацьованою різьбою, як правило, вибраковують, а інколи відновлюють наплавлюванням і нарізуванням різьби нормального або збільшеного розміру.
Спрацьовані отвори під втулки розподільного вала
(до послаблення посадки втулок) розточують під втулки ремонтного розміру. Отвори втулок розточують під ремонтний розмір опор вала або відновлюють встановленням втулок із зменшеними отворами і шліфують опори розподільного вала по цих отворах.
Посадочні місця (постелі) під вкладиші корінних підшипників
відновлюють нанесенням покриттів зварюванням, насталюванням або сумішами на основі епоксидних смол.
Перед наплавлюванням постелі розточують на глибину 1…1.5 мм. Наплавлюють постелі електрозварюванням, маловуглецевим електродом з крейдяною обмазкою способом відпалюючих валиків або газовим зварюванням чавунними прутками із застосуванням флюсів ФСЧ‑1 і ФСЧ‑2. Можна також наплавляти постелі газовим полум'ям, використовуючи латунні прутки, а як флюс – буру і напаювати твердим припоєм ПМЦ‑54 (або латунню Л‑62). Перед наплавлюванням шпильки корінних підшипників закривають кожухами з листової сталі, площини розняття – мідними накладками, а отвори для подачі масла – азбестовими, графітовими або мідними пробками, щоб захистити їх від бризок і напливів під час наплавлювання.
Ремонт циліндрів і гільз циліндрів.
Основні дефекти – спрацювання і задирки робочої поверхні, а для гільз циліндрів додатково деформація і спрацьовування зовнішніх посадочних поверхонь. У деяких тракторних двигунах буває кавітаційне спрацювання поверхонь охолодження.
Робочі поверхні циліндрів і гільз циліндрів спрацьовуються рівномірно. Найбільше спрацьовуються ділянки, розміщені проти верхнього компресійного кільця при положенні поршня у верхній метровій точці (в. м. т.). Тому циліндри вимірюють (індикаторним нутроміром) у зоні найбільшого спрацьовування на відстані ЗО…40 мм від верхньої кромки.
Спрацьовані й пошкоджені поверхні циліндрів і гільз циліндрів
відновлюють розточуванням і наступною доводкою (хонінгуванням) під ремонтний розмір.
Для циліндрів і гільз циліндрів двигунів типу ГАЗ і ЗИЛ передбачено три збільшених ремонтних розміри з інтервалом через 0,5 мм від номінального розміру.
Гільзи циліндрів двигунів ЯМЗ (усіх моделей і модифікацій), А‑01М, А‑41 і Д‑37 (усіх модифікацій) ремонтних розмірів не мають. Гільзи циліндрів решти тракторних двигунів відновлюють під ремонтний розмір, збільшений на 0,7 мм проти номінального.
Усі циліндри або гільзи циліндрів одного блока обробляють під один ремонтний розмір. Циліндри, виконані в тілі блока, спрацьовані до останнього розміру, відновлюють встановленням гільз з наступною обробкою під номінальний розмір.
Розточують циліндри і гільзи циліндрів на вертикально-розточувальних верстатах типу 278Н. На деяких ремонтних підприємствах гільзи циліндрів розточують на токарних верстатах, застосовуючи спеціальні пристрої, або шліфують їх абразивними кругами. Базовими поверхнями при встановленні блока для розточування циліндрів є нижня привалкова площина і фаска у верхній частині циліндра. При встановленні гільз на розточування або шліфування базовими поверхнями є зовнішній чисто оброблений поясок і верхній торець гільзи.
Під час розточування циліндрів блока стежать за додержанням відстаней між осями циліндрів і перпендикулярності осей циліндрів до осі колінчастого вала. Відхилення від перпендикулярності допускається більш як на 0,05 мм на всій довжині циліндра. При розточуванні або шліфуванні гільз циліндрів стежать за товщиною стінок гільзи. Різниця в товщині стінок гільзи, виміряних по посадочних поясках у вертикальній площині, не повинна перевищувати 0,06 мм.
Після розточування діаметр циліндра або гільзи повинен бути на 0,04…0,10 мм менший від ремонтного розміру, це так званий припуск на наступну доводку (хонінгування).
Доводку циліндрів виконують на вертикально-хонінгувальних або вертикально-свердлильних верстатах спеціальними хонінгувальними головками 3
(рис. 71). На головці по обводу встановлено чотири, п'ять або шість змінних дрібнозернистих абразивних брусків 2.
Головку, з'єднану з хвостовиком 5
через шарнір 6,
закріплюють у шпинделі ловки шатуна, отвору під втулку і самої втулки верхньої головки шатуна, спрацювання й зминання площин розняття і торцевих площин під болти в нижній головці шатуна.
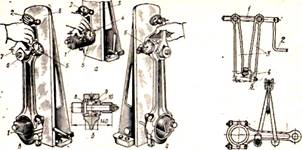
Рис. 3.2. Пристрій для перевірки шатуна на скрученість І вигин: а
– встановлення індикаторів; б – встановлення розтискноїоправки; в –
перевірка вигину шатуна; г –
перевірка шатуна
Шатуни вибраковують,
коли є аварійні вигини, обломи і тріщини. Шатуни двигунів ЯМЗ (усіх модифікацій), крім того, вибраковують, якщо дуже спрацьовані або обпиляні площини розняття нижньої головки, а шатуни двигунів СМД‑60, СМД‑64 і їх модифікацій, – якщо зім'яті рифи на площинах розняття нижньої головки.
Вигин або скрученість
шатуна вимірюють за допомогою різних індикаторних і оптичних пристроїв.
На багатьох ремонтних підприємствах загального призначення для перевірки шатунів на вигин і скручування використовують індикаторний пристрій типу КИ‑724 (рис. 72). Цей пристрій універсальний, він дає можливість контролювати шатуни двигунів різних марок.
Призму 7 з індикатором годинникового типу встановлюють на оправкуі пересувають її до зіткнення упора 4,
призми з площиною плити З
пристрою. У цьому положенні індикатор 2
пересувають до утворення натягу на вимірювальному стержні в межах 1,0.. 1,5 оберту стрілки. Закріплюють індикатор і суміщують нульову поділку шкали із стрілкою. Повертають призму на 180° і також встановлюють індикатор 5.
В отвір верхньої головки шатуна з випресуваною втулкою вставляють розтискну втулку 9
і закріплюють її конусами 8
і 10.
Шатун ставлять на оправку /),
переміщують

Рис. 3.3. Пристрій 9570–157–1 для контролю геометричних параметрів шатуна:і – призма; 2 і 3 – оправки; 4 16 –
індикатори; 5 – кронштейн; 7 – плита.2
визначають вигин шатуна, а по відхиленню стрілки індикатора 5
(рис. 72, г)
– скрученість.
Погнутий шатун вирівнюють під пресом або в спеціальному гвинтовому пристрої. Скручений шатун також випрямляють. Шатун затискають у лещата і випрямляють вилкуватим важелем або спеціальними важелями З
(рис. 3.3) з гвинтовим пристроєм. Щоб результати правки були задовільними, треба застосовувати стабілізуюче підігрівання.
На спеціалізованих мотороремонтних підприємствах для перевірки шатунів використовують спеціальні оптичні прилади або індикаторні пристрої типу 9570–157–1. Пристрій складається з плити 7 з призмою / і кронштейна 5, на якому розміщені чотири індикатори годинникового типу. Два індикатори 4
встановлені вертикально і два індикатори 6
горизонтально, так щоб осі їх були взаємно перпендикулярні. В отвори нижньої та верхньої головок випробовуваного шатуна ставляють оправки 2
і З,
потім шатун вкладають оправкою 2
на призму / і оправкою 3
похило підводять до упора і вимірювальних стержнів індикаторів. Різниця в показах вертикальних індикаторів 4
означає вигин шатуна, а різниця в показах горизонтальних і індикаторів 6
– скрученість шатуна. Перед вимірюванням індикатори встановлюють по спеціальному еталону. Такий пристрій можна застосовувати для контролю тільки одного типорозміру шатуна.
Допустима скрученість шатунів тракторних двигунів лежить у межах 0,05…0,08 мм, автомобільних –0,04…0,06 мм на 100 мм довжини (по осі оправки, вставленої в отвір.
Перелік використаної літератури
1. Бабушко С.М. Ремонт тракторов и автомобилей. – К.: Высшая школа. 1982. – 344 с.
2. Головчук А.Ф. Експлуатація та ремонт сільськогосподарської техніки: Підручник 1:
Трактори.-336 с.
3. Дзюба П.Я. Программированное пособие по устройству автомобиля. – К.: Урожай, 1985. – 576 с.
4. Лауш П.В. Техническое обслуживание и ремонт машин. – К.: Высшая школа, 1989. – 350 с.
5. Полянський С.К. Будівельно-дорожні та вантажопідіймальні машини. – К.: Техніка, 2001. – 624 с.
6. Родичев В.А., Родичева Г.И. Тракторы и автомобили – М.: Высш. школа, 1982. – 320 с.
7. Токаренко В.М. Практикум по устройству, техническому обслуживанию и ремонту автотранспорта. – К.: Урожай, 1989. – 350 с.
|
