СОДЕРЖАНИЕ:
Введение
1. Общая часть
1.1 Вагонное депо – структурное подразделение железнодорожного транспорта, его назначение, сфера деятельности и классификация.
1.2. Производственная структура проектируемого депо, характеристика производственно-хозяйственной деятельности.
1.3 Принципы разработки генерального плана депо, требования к размещению производственных участков и отделений.
1.4 Способы и методы ремонта вагонов в депо, эффективность и целесообразность принятого метода.
1.5 Установление режима работы депо и определение фонда рабочего времени.
1.6 Расчет параметров производственного процесса.
1.7 Определение габаритных размеров вагоносборочного участка.
2. Индивидуальная часть.
2.1 Назначение, состав и краткая характеристика проектируемого участка.
2.2 Определение годового объема работы участка.
2.3 Технологический процесс работы проектируемого участка. Основные неисправности вагона (узла), способы их устранения. Схема технологического процесса.
2.4 Качество работы участка, показатели качества продукции вагонного депо. Организация технического контроля.
2.5 Расчет потребного оборудования участка.
2.6 Определение основных размеров участка.
2.7 Разработка плана размещения оборудования и рабочих мест.
2.8 Расчет контингента работающих и составление штатного расписания участка.
2.9 Коллективные формы организации труда, ее преимущества.
2.10 Схема управления участком, права и обязанности мастера и бригадира.
2.11 Профилактические мероприятия по обеспечению безопасности движения в вагонном хозяйстве.
2.12 Механизация и автоматизация работ на участке. (конструкция принцип действия и техническая характеристика).
2.13 Аттестация и рационализация рабочих мест, цель и порядок проведения.
3. Охрана труда.
3.1 Общие положения по охране труда.
3.2 Требования пожарной безопасности и средства пожарной защиты.
3.3 Требования техники безопасности при выполнении технологического процесса.
3.4 Требования техники безопасности оборудованию.
3.5 Требования техники безопасности к персоналу, средства индивидуальной защиты.
3.6 Мероприятия по охране окружающей среды от вредного воздействия при работе на проектируемом участке.
Реклама

3.7 Расчет количества электроэнергии, воды, сжатого воздуха, топлива, пара на производственные нужды.
4. Экономическая часть.
4.1 Производственно-финансовый план, планирование показателей объема и качества.
4.2 Сущность заработной платы, системы и формы оплаты труда, виды доплат и стимулирование труда. Расчет заработной платы работников участка.
4.3 Производительность труда, ее сущность, факторы, влияющие на рост производительности труда. Расчет производительности туда на участке.
4.4 Планирование эксплуатационных расходов участка.
4.5 Организация материально-технического снабжения в вагонном хозяйстве, нормирование расхода и определение потребности в материальных ресурсах проектируемого участка.
4.6 Расчет себестоимости ремонтных работ.
4.7 Анализ производственно-хозяйственной деятельности участка.
Список литературы
ВВЕДЕНИЕ
Роль железнодорожного транспорта в жизни России с ее огромными пространствами, расположением природных ресурсов и производительных сил была и остается ведущей. Связывая все отрасли и индустриальные центры в масштабе страны, края, области железные дороги являются цементирующей основой всего хозяйственного комплекса. В условиях реформирования экономики, расширения самостоятельности регионов, формирования новых хозяйственных связей бесперебойная работа железнодорожного транспорта важна как никогда и рассматривается в качестве одного из главных факторов стабилизации социально-экономического положения в стране.
Доля железнодорожного транспорта в транспортной системе составляет в грузообороте (без трубопроводного транспорта) 85,8%, в пассажирообороте 38,5%.
Итоги работы отрасли, темпы увеличения перевозок показали, что железнодорожный транспорт, являясь важнейшей составной транспортной системы способен в короткие сроки мобилизовать свои ресурсы и обеспечить потребности страны.
Некоторые сдвиги в экономике страны обусловили повышенные требования к работе железнодорожного транспорта, и дороги частично отреагировали на изменение конъюнктуры. В ходе выполнения этих требований был обеспечен оптимальный режим работы технических средств, эффективного использования подвижного состава, внедрения новых технологий, направления дополнительных ресурсов на освоение увеличивающегося потока пассажиров и предъявляемых к перевозкам грузов.
Главное достижение последних лет - перелом многолетней тенденции спада объемов перевозок. Так отправление грузов возросло на 13,5%,грузооборот увеличился на 8,1%, пассажирооборот возрос на 12,3%. Это результат трехлетней работы железных дорог и предприятий отрасли по экономии всех видов ресурсов, по повышению производительности труда, активной ценовой политики и содержания техники. В настоящее время остро стоит проблема эксплуатации убыточных мало деятельных железнодорожных веток, на которых осуществляется незначительный объем перевозок и где независимо от размеров движения требуется нести расходы на ремонт, топливо или электроэнергию, содержать штат для их обслуживания. Важное значение в совершенствовании перевозочного процесса принадлежит вагонному хозяйству, которое объединяет вагоны и материально техническую базу их ремонта. Вырисовывается основная роль и назначение вагонного хозяйства, заключающаяся в обеспечении перевозок исправным вагонным парком, за счет чего увеличивается жизнебезопасность, и синхронно с этим повышается престиж железных дорог. Для этого особое внимание уделяется оптимизации межремонтных периодов и сроков службы вагонов, повышению качества ремонтных работ, внедрению новых и совершенствованию существующих форм организации производства, созданию и массовому внедрению, а также последующему неуставному модернизированию поточно-конвейерных линий по ремонту вагонов и отдельных частей и узлов.
Реклама

Совершенствуется система планирования и материального стимулирования широким внедрением научной организации труда, специализации и прогрессивной технологии ремонта на основе широкого использования передовых достижений науки и техники. Наряду с механизацией, автоматизацией и внедрением электроники остро встает проблема, которая очень актуальна в наше время - обучение и подготовка высококвалифицированных кадров. С каждым годом увеличивается (пополняется) тот объем знаний и практических навыков, который необходим для умелого руководства тем или иным предприятием на сети железных дорог
Наряду с решением задач максимального использования существующих производственных мощностей ведется строительство новых и реконструкция действующих предприятий вагонного хозяйства.
Большое внимание уделяется развитию технической базы для текущего ремонта вагонов. Всячески модернизируются и развиваются крупные механизированные пункты подготовки вагонов к перевозкам, совершенствуется работа пунктов технического обслуживания (ПТО), расположенных на сортировочных и участковых станциях. Продолжается посильное внедрение средств механизации трудоемких процессов.
От четкой, слаженной работы подразделений вагонного хозяйства во многом зависит бесперебойность и безопасность движения поездов, своевременное обеспечение перевозок технически исправным подвижным составом, эффективность использования транспортных средств. За последние годы в вагоноремонтном хозяйстве возросло количество случаев изломов колес, осевых шеек, осей колесных пар вагонов. По этим и другим причинам произошло 50% общесетевого числа сходов вагонов в грузовых поездах. Принимаемые в вагонном хозяйстве меры не дают должного эффекта, в частности, не приводят к повышению качества обработки вагонов на ПТО и при их деповском ремонте. Требуют неотложного решения и вопросы повышения качества дефектоскопного контроля состояния узлов и деталей вагонов. Как следствие, был выпущен приказ “О дополнительных мерах повышения безопасности движения и проведены соответствующие работы во всех линейных подразделениях железных дорог. Результаты не замедлили себя ждать, и количествокрушений, и общее число браков сокращено более чем на 20%.
Оценивая в целом техническое содержание средств и обустройств на железнодорожном транспорте, следует отметить, что здесь получены неплохие результаты.
Безусловно, наметилась тенденция к улучшению ситуации с безопасностью движения, но главное, чтобы она сохранялась и в дальнейшем.
Вагонное хозяйство, по праву, занимает доминирующее положение производственно-обслуживающей структуре железных дорог РФ, поэтому престиж железнодорожного транспорта во многом зависит от состояния вагонного хозяйства.
1.
ОБЩАЯ ЧАСТЬ
1.1
Вагонное депо – структурное подразделение железнодорожного транспорта, его назначение, сфера деятельности и классификация
Вагонные депо предназначены для выполнения планового деповского ремонта вагонов, ремонта и комплектовки вагонных узлов и деталей.
Вагонные депо делятся на пассажирские, грузовые и рефрижераторные. Эксплутационные и ремонтные депо располагаются на крупных сортировочных и участковых станциях.
Железная дорога признана основным территориальным подразделением железнодорожного транспорта с нахождением ее имущества в собственности ОАО «РЖД». Вагонные депо железных дорог являются их структурными подразделениями, имущество их закреплено за ними по решению уполномоченного на это хозяйствующего субъекта, в данном случае ОАО «РЖД».
Реформированием железных дорог предусмотрены ликвидация и присоединение мелких линейных предприятий к более крупным, преобразование их в обособленные структурные подразделения.
В связи со структурной реформой эксплутационные вагонные депо считаются структурными подразделениями — филиала ОАО «РЖД» (далее соответственно - подразделение, дирекция, дорога, ОАО «РЖД»). Современные вагонные депо – высокомеханизированные предприятия, предназначенные для выполнения планового ремонта вагонов.
Вагонные депо, как и другие структурные подразделения, характеризуется производственно — техническим и организационно — экономическим единством, а также административно — хозяйственной самостоятельностью. Производственно-техническое единство заключается в том, что депо представляет собой сложный взаимосвязанный комплекс участков, отделений, объединенных производственным процессом, направленным на изготовление определенной продукции и оказание услуг.
1.2
Производственная структура проектируемого депо, характеристика производственно-хозяйственной деятельности
Производственная структура вагонного депо определяется составом производственных подразделений, их взаимным расположением, а так же формами технологической взаимосвязи. Правильность построения производственной структуры должно обеспечить реализацию принципов специализации, пропорциональности и прямоточности. Первый принцип реализуется путем специализации подразделений на выполнение отдельных стадий производственного процесса, второй – созданием пропорциональности и производительности всех подразделений, третий — рациональным размещением производственных подразделений.
Основными факторами, оказывающими влияние на производственную структуру, являются:
специализация депо на ремонте определенного типа вагонов;
программа ремонта;
уровень кооперирования.
Тип вагонов, на ремонте которых специализированно депо, определяет состав производственных подразделений, необходимых для ремонта его отдельных частей и узлов, а программа — целесообразное разделение производственного процесса на стадии, закрепление технологических операций за каждым рабочим местом, объединение групп рабочих мест в подразделения, специализированных на ремонте (изготовлении) технологически однородной продукции. Высокий уровень кооперирования нередко делает нецелесообразным производство некоторых видов работ в депо при небольших масштабах их выполнения, а, следовательно, и организацию тех или иных подразделений.
Основной структурной единицей вагонного депо является производственный участок, в состав которого могут входить несколько отделений.
По характеру производственные участки и отделения разделяют на основные, вспомогательные и обслуживающие. На основных участках выполняют ремонт основных деталей и узлов вагона.
К основным участкам относятся:
- вагоносборочный с отделениями наружной обмывки и очистки, подготовке вагонов к ремонту, ремонтно-сборочным и малярным работам (или без них);
- тележечный, с парком тележек;
- роликовый
- колесный, с парком колесных пар;
- ремонтно-комплектовочный.
На вспомогательных участках и отделениях производятся изделия, используемые для ремонта вагонов и узлов на основных участках.
К вспомогательным участкам относятся:
- ремонтно-механический;
- ремонт электросилового оборудования;
- инструментальный;
- кладовая;
- деревообделочный.
К обслуживающим участкам относится ремонтно-хозяйственный участок, обеспечивающий работу компрессорной станции, котельной, трансформаторной подстанции, сетей водоснабжения и канализации, транспортного и складского хозяйства и отвечает за ремонт спецодежды, текущий ремонт зданий и сооружений депо.
Производственно - хозяйственная деятельность вагонного депо заключается в восстановлении работоспособности грузовых, пассажирских вагонов и контейнеров и поддержании их в состоянии готовности выполнять перевозочный процесс при наименьших эксплуатационных расходах.
Производственно - хозяйственная деятельность вагонного депо имеет специфические особенности:
- неоднородность выполняемых ремонтных работ, объем и сложность которых постоянно меняется;
- не все узлы и детали взаимосвязаны, и поэтому требуется выполнять пригоночные операции;
- большое количество различных по технологическим признакам работ, требующих разнородной квалификации исполнителей.
Все это обусловлено тем, что на железных дорогах эксплуатируется большое число типов вагонов, имеющих различия в конструкциях. Производственная структура вагонного депо сложная, так как работы по демонтажу, ремонту и монтажу узлов и деталей вагонов, а так же кузова, рамы вагонов выполняется специализированными участками и отделениями, где имеются разнообразное технологическое оборудование и оснастка. Ремонт узлов и деталей производится в основном по циклу «разборка — дефектация — ремонт — сборка — испытание», поэтому качество выпускаемой продукции зависит от качества выполнения всех промежуточных операций и требует постоянного контроля за ходом производственного процесса.
Таким образом, организация производственно-хозяйственной деятельности должна отвечать современным требованиям, обеспечивать качество выпускаемой продукции, которая должна быть конкурентоспособной в условиях рыночных отношений.
1.3
Принципы разработки генерального плана депо, требования к размещению производственных участков и отделений
Под генеральным планом депо понимают взаимное расположение всех его зданий и сооружений, рельсовых и безрельсовых дорог, наземных и подземных инженерных коммуникаций, зеленых насаждений и ограждений в увязке со схемой производства и местными условиями (рельеф, конфигурация площадки, ориентация ее по сторонам света, примыкание к основным транспортным маршрутам и т.д.).
Взаимное расположение зданий и сооружений на территории депо зависит от многих факторов и должно отвечать следующим требованиям:
• максимальное обеспечение прямоточности перемещения вагонов и их узлов в процессе ремонта;
• возможность максимального объединения производственных помещений и устройств в одном здании;
• расположение зданий и сооружений по отношению к сторонам света и направлению преобладающего ветра, обеспечивающее наиболее благоприятные условия для естественного их освещения и аэрации;
• наибольшая обеспеченность перемещения грузов технологическим транспортом и наименьшая протяженность энергетических коммуникаций;
• учет направления господствующих ветров и обеспечение противопожарной безопасности;
• безопасное, по наикратчайшим расстояниям пешеходное движение работников депо до бытовых помещений, рабочих мест без пересечения или с наименьшим числом пересечений в одном уровне с потоками грузов и ремонтируемых вагонов;
• двустороннее примыкание проектируемого депо к железнодорожной станции без пересечения главных путей и создания узловых потоков при подаче вагонов в депо и уборке их после ремонта. На схеме генерального плана предусматриваются площадки отдыха работников дело, в том числе спортивные, площадки для хранения транспортных средств.
В проекте предусматривают на территории депо различные пути, в том числе пути для ввода и вывода вагонов из главного корпуса депо, пути экипировки, обмывки и установки для очистки вагонов, пути для стоянки в ожидании ремонта и подготовки к нему, пути отправления отремонтированных вагонов, а также пути для обгона и поточного следования подвижного состава по территории дело.
На территории дело располагаются кроме главного корпуса с мастерскими котельная, обмывочные устройства, парк колесных пар и тележек; здания для подготовительных работ; открытая площадка или контейнер для хранения металлолома; трансформаторная подстанция, компрессорная; административно-бытовой корпус со столовой и здравпунктом.
В основном здании депо размещены производственные участки: вагоносборочный (с малярным отделением или без него), ремонта тележек и колесных пар, роликовых подшипников; ремонтно-комплектовочный; ремонта электрооборудования; холодильного оборудования пассажирских вагонов и др. Для перемещения вагонов применяется конвейер с тяговыми станциями.
Производственная структура вагонного депо определяется составом производственных подразделений, их взаимным расположением, а также формами технологической взаимосвязи.
Правильное построение производственной структуры должно обеспечивать реализацию принципов специализации, пропорциональности и прямоточности.
Основными факторами, оказывающими влияние на производственную структуру, являются: специализация депо на ремонте определенного типа вагонов, программа ремонта, уровень кооперирования.
Тип вагонов, на ремонте которых специализировано депо, определяет состав производственных подразделений, необходимых для ремонта, его отдельных частей и узлов, а программа — целесообразное разделение производственного процесса на стадии, закрепление технологических операций за каждым рабочим местом, объединение групп рабочих мест в подразделениях, специализированных на ремонте технологически однородной продукции.
Пространственное расположение участков и отделений на территории депо осуществляется в соответствии с генеральным планом, разрабатываемом при проектировании депо. На плане депо участки и отделения должны быть сгруппированы по технологическому принципу с соблюдением требований к взаимному расположению.
Эти требования следующие:
— максимальное обеспечение прямоточности перемещения вагонов и их узлов в процессе ремонта;
— преобладающее перемещение грузов технологическим транспортом;
— сокращение протяженности энергетических коммуникаций;
— обеспечение пути следования рабочих на работу и с работы без пересечения или с минимальным пересечением ж/д путей за счет сооружения эстакад и подземных переходов;
— максимальная блокировка производственных участков в одном здании;
— учет направления ветров и обеспечение требований противопожарной безопасности;
— обеспечение удобного примыкания к станции (без пересечения главных путей и создания угловых потоков при подаче и уборке вагонов в депо и из депо). Кроме того, важными показателями рациональной планировки депо являются:
— обеспечение нормальных санитарно-гигиенических и производственных условий труда;
— наличие резервной площади для дальнейшего расширения депо;
— эстетически выразительный архитектурный обмен главного корпуса депо и служебных помещений, соответствующих современному архитектурно-художественному стилю.
Схема расположения основных, вспомогательных и обслуживающих участков депо
| Тележечный уч-к |
Колесный уч-к |
Роликовый уч-к |
ДОЦ |
| ВСУ |
Кузнечный участок
|
КПА |
Механический участок |
Инстру-менталь-ная |
Участ по рем кр. люков |
Кладовая |
Бытовые помещения |
Таблица 1. Основные размеры участков.
| Наим. участков |
Ширина (м) |
Длина (м) |
Площадь (м2
) |
Тележечный
Колесный
Роликовый
ДОЦ
|
18
18
18
12
|
30
36
12
18
|
540
648
216
216
|
Кузнечное отд.
КПА
Механический
Рем. крышек люков
Инструмент.
Кладовая
Бытовые помещ.
|
12
12
12
12
12
9
12
|
18
24
18
12
6
6
30
|
216
288
216
144
72
54
360
|
1.4
Способы и методы ремонта вагонов в депо, эффективность и целесообразность принятого метода
В ремонтной практике различают следующие основные методы ремонта вагонов: стационарный и поточный.
При стационарном методе вагоны от начала до конца ремонта находятся на одних и тех же позициях. На каждой из позиций производится полный комплекс работ по ремонту вагонов. Все ремонтные позиции оснащаются самостоятельным комплексом технологической оснастки. Большое число выполняемых технологических операций и ограниченная производственная площадь, отводимая под ремонтную позицию, не позволяют в широких масштабах применять стационарное специализированное высокопроизводительное технологическое оборудование, требуется повторять комплексность оснастки либо перемещать его от одного вагона к другому, что увеличивает норму простоя вагона в ремонте.
При этом методе ремонта особое значение имеет график работы, так как значительная плотность работ (одновременно на вагоне работает максимально возможное количество рабочих) при ограниченном времени на их выполнение требует строжайшего соблюдения технологической дисциплины. Работы по ремонту осуществляют специализированные и комплексные бригады рабочих, которые последовательно переходят с вагона на вагон. Это также требует затрат дополнительного времени на ремонт.
Поточный метод характеризуется разделением комплекса операций, закрепленных за отдельными рабочими, позициями, размещенными последовательно в соответствии с технологическим процессом.
Ремонтируемый объект постепенно перемещается с одной позиции на другую. Значительное сокращение количества технологических операций, выполняемых на каждой позиции, создает возможность внедрения высокопроизводительной специализированной стационарной
технологической оснастки и существенного повышения производительности труда. В зависимости от типа вагоносборочного участка вагоны могут перемещаться в процессе ремонта в одном направлении или П-образно (при вагоносборочном цехе тупикового типа). На каждой позиции могут находиться один или несколько вагонов в зависимости от принятой технологии ремонта. Совокупность рабочих мест, расположенных в последовательности выполнения операции технологического процесса и предназначенных для производства закрепленных за ними операций, образуют поточную линию. Поточный метод нашел широкое применение не только при ремонте вагонов, но и при ремонте узлов и деталей, например, поточно-конвейерная линия ремонта тележек, колесных пар, букс, автосцепок, тормозных приборов и так далее.
Принимаем поточный метод ремонта, потому что он является более высокой формой организации ремонта по сравнению со стационарным методом.
1.5
Установление режима работы депо и определение фонда рабочего времени
Фонд времени работы оборудования – это количество часов его работы в течение определенного периода (год, квартал, месяц). Различают номинальный и действительный годовой фонд времени работы оборудования.
Номинальный фонд времени работы оборудования определяется по формуле:
 , где: , где:
Дк
– количество календарных дней в году (365 дн.);
Дп
– количество праздничных и выходных дней в году (116 дн.);
Дп
′ - количество предпраздничных дней в году с сокращенной продолжительностью рабочей смены (5 дн.);
tc
– продолжительность рабочей смены, ч., (8 ч.);
tп
′ - продолжительность смены в предпраздничные дни, ч., (7 ч.);
mсм
– количество смен (2 см.).
 ч. ч.
Номинальный фонд времени работы оборудования при работе в одну смену будет равен 1987 часов.
Действительный фонд времени работы оборудования определяется по формуле:
 , где , где
 - коэффициент, учитывающий простой оборудования по техническим неисправностям и в ремонте, принимаемый равным 0,95-0,98. - коэффициент, учитывающий простой оборудования по техническим неисправностям и в ремонте, принимаемый равным 0,95-0,98.
 ч., при работе в одну смену. ч., при работе в одну смену.
 ч., при работе в две смены. ч., при работе в две смены.
Рабочая неделя пятидневная, 40 часов в неделю. Начало работы в 8:00, окончание работы в 17:00. обеденный перерыв с 12:00 до 13:00.
1.6
Расчет параметров производственного процесса
Основными параметрами производственного процесса ремонта вагонов, их узлов и деталей являются ритм и такт выпуска, длительность производственного цикла и фронт ремонта. В соответствии с принятой терминологией (ГОСТ 3.1109-73) ритмом выпуска называется количество изделий (вагонов), выпускаемых из ремонта в единицу времени. Ритм определяется по формуле:
 , где , где
N – годовая программа депо, вагоны;
 - действительный годовой фонд времени работы оборудования с учетом сменности, ч. - действительный годовой фонд времени работы оборудования с учетом сменности, ч.
 вагонов. вагонов.
Такт выпуска – интервал времени, через который периодически производится выпуск вагонов (узлов и деталей) из ремонта.
 , где , где
а – количество вагонов (узлов и деталей), одновременно выпускаемых из ремонта (1).
 ч. ч.
Фронт работ или количество одновременно ремонтируемых вагонов рассчитывается следующим образом:
 , где , где
tв
– производственный цикл ремонта вагонов в депо (время с момента начала ремонта до его окончания), ч.
 вагонов. вагонов.
Принимаем фронт работы равным 15 вагонам.
Метод ремонта – поточно-конвейерный. Число поточных линий, необходимых для освоения заданной программы, определяется в зависимости от фронта работы, числа позиций на поточной линии и числа вагонов, установленных на каждую ремонтную позицию, по формуле:
 , где , где
С – число позиций на поточной линии;
nв
– число вагонов на позиции (1 или 2 вагона).
 нитки. нитки.
1.7
Определение габаритных размеров вагоносборочного участка
Длина вагоносборочного участка при наличии в нем малярного отделения рассчитывается по формуле
 , где , где
Фс
– количество вагонов (фронт работ) на одном пути сборочного отделения;
Фм
– количество вагонов (фронт работ) на одном пути малярного отделения;
lв
– расчетная длина вагона (принимается по нормам технологического проектирования для четырехосных грузовых вагонов 14,7 м);
lп
– длина участка пути для выкатки и подкатки тележек позиции подъемки кузова (принимается для двух грузовых тележек 10 м);
lт
– ширина шлюзового тамбура между сборочными и малярными отделениями (принимается не менее 6 м);
l1
– длина интервала между двумя соседними вагонами в сборочном отделении (принимается 2 м);
l2
– расстояние от торцовой стены сборочного отделения и перегородки тамбура, отделяющего сборочное отделение от малярного, до автосцепок крайних вагонов (принимается 4 м);
l3
– длина интервала между двумя соседними вагонами в малярном отделении (принимается 4 м с учетом производства механизированной окраски торцовых стен вагона);
l4
– расстояние от торцовой стены малярного отделения и от перегородки тамбура до автосцепок крайних вагонов (принимается 4 м с учетом производства механизированной окраски торцовых стен вагонов).
 м. м.
Размеры здания вагоносборочного участка должны отвечать требованиям действующих строительных норм и быть кратны 6 или 12м по длине и 6 м по ширине. Принимаем длину вагоносборочного участка равной 114 м.
Ширина здания вагоносборочного участка при наличии 3 путей принимается равной 24 м.
Высота вагоносборочного участка устанавливается из условия оснащения его мостовым краном грузоподъемностью 10 т, и будет равна 10,8 м.
Площадь здания вычисляем по формуле
 , где , где
L – длина здания;
В – ширина здания.
 м2 м2
Объем здания вычисляем по формуле
 , где , где
Н – высота здания.
 м3 м3
2.
ИНДИВИДУАЛЬНАЯ ЧАСТЬ
2.1
Назначение, состав и краткая характеристика проектируемого участка
Отделение автосцепкипредназначено для ремонта и комплектовки корпуса автосцепок с механизмом сцепления и поглощающих аппаратов с тяговым хомутом. Здесь организуются поточная линия с нерегламентированным тактом на подвесном конвейере по ремонту корпусов автосцепок, поточная линия по ремонту тяговых хомутов, применяются механизированные стенды для ремонта поглощающих аппаратов, производства наплавочных работ, для обработки наплавленных мест установлены горизонтально-фрезерный и вертикально-фрезерный, токарный станки и другое оборудование. Отделение оснащено кран-балкой грузоподъемностью 0,5
т и имеет приточно-вытяжную вентиляцию для отвода газов и пыли.
2.2
Определение годового объема работы участка
Программа участка это установленный объём работы данного
участка за определённый промежуток времени.
Программа контрольного пункта автосцепки определяется по формуле:
 ; где ; где
NД
– годовая программа депо,
NТ.О
– годовая программа текуще-отцепочного участка.

автосцепок, 12060 поглощающих аппаратов, 12060 тяговых хомутов.
2.3
Технологический процесс работы проектируемого участка. Основные неисправности вагона (узла), способы их устранения. Схема технологического процесса
Предварительный осмотр.
Повреждения в деталях автосцепки выявляют визуально. При этом обращают внимание на характерные признаки неисправностей. Трещины находят по следам коррозии, наличию валика из пыли в летнее время, инея – в зимнее.
Очистка.
После предварительного осмотра детали автосцепного устройства подаются в моечные установки, где они промываются водой с добавлением каустической и кальцинированной соды. Каустик, являющийся сильнодействующей щелочью, применяется в моечных машинах и ваннах. После очистки поверхностей щелочными растворами, особенно каустической содой, их необходимо ополаскивать водой с добавлением нейтрализующей кислоты. Расход воды должен составлять 20-30 л на 1 м2
очищаемой поверхности.
Разборка.
После обмывки узлов и деталей автосцепку разбирают. Для этого разгибают стопорную шайбу, отворачивают гайку и вынимают болт, крепящий валик подъемника. Затем вынимают валик подъемника, замок с предохранителем, замкодержатель и подъемник из корпуса автосцепки.
Проверка.
Снятые детали осматривают и проверяют шаблонами. Наиболее ответственные детали дефектоскопируют. Дефектоскопированию подлежат: корпус автосцепки, перемычка хвостовика корпуса, углы окна для замка и замкодержателя, углы верхнего зуба зева.
•Ширину зева корпуса автосцепки проверяют непроходным шаблоном 821р-1 по всей высоте носка большого зуба. Шаблон прикладывают одним концом к углу малого зуба (рис. 1), а другим подводят к носку большого зуба. Если кромка шаблона пройдет мимо носка большого зуба, то зев расширен и подлежит исправлению.
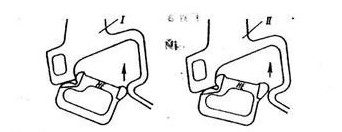
Рис. 1
•Длину малого зуба (рис. 2, а) корпуса и расстояние между ударной стенкой зева и тяговой поверхностью большого зуба (рис. 2, б) проверяют шаблонами 892р, 893р и 884р в зависимости от видов ремонта подвижного состава. Проверку выполняют в средней части по высоте зубьев на расстоянии 80 мм вверх и вниз от продольной оси корпуса. При этом зону тяговой поверхности большого зуба, находящуюся напротив окна для лапы замкодержателя, не проверяют, так как ударная стенка зева имеет литейный уклон.
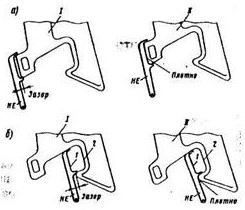
Рис. 2
Если ударная стенка зева была наплавлена и обработана, то расстояние от тяговой поверхности большого зуба до ударной стенки зева должно быть проверено и в этой зоне шаблоном 884р.
•Контур зацепления корпуса контролируют проходным шаблоном 827р (рис. 3), который перемещают в контуре зацепления по всей высоте так, чтобы направляющая труба 1 шаблона располагалась по закруглению в месте перехода малого зуба в ударную стенку 2 зева, а плоская часть проходила через зев и охватывала малый зуб. Контур годен, если шаблон свободно проходит через него по всей высоте головы корпуса.
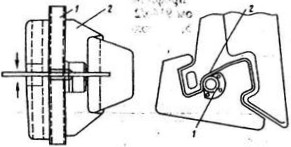
Рис. 3
Если поверхности контура зацепления корпуса автосцепки или одна из не соответствуют требованиям проверки шаблонами 892р, 893р или 827р, автосцепка должна быть отремонтирована с доведением до альбомных размеров соответственно шаблону 914р-м с профильной планкой 914/24-1м и непроходным щупом 914р/21а, проходным шаблонам 914р/22-м и 914р/25, непроходному 884р и проходному 827р шаблонам, шаблону 822р. При оборудовании автосцепки кронштейнами от саморасцепа по проекту ПКБ ЦВ М1695 вместо шаблонов 914р-м 914р/22-м использовать шаблоны 914р-2М и 914р/22-2М.
•Шаблоном 914р-м проверяют ударную поверхность малого зуба и ударную стенку зева. Шаблон устанавливают в корпусе так, чтобы упоры с (рис. 4,а) были прижаты к ударной стенке зева, а нижняя часть п основания опиралась на нижнюю перемычку малого зуба. Пружины а, опираясь на кромки окна для замка, прижимают опоры и основания шаблона к внутренней стенке малого зуба.
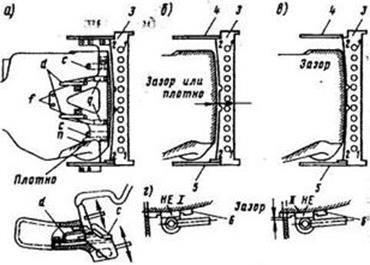
Рис. 4
После установки шаблона проверяют состояние ударных поверхностей контура с помощью профильной планки 914р/24-1м и непроходного щупа 914р/21а (рис. 4, г).
Профили рабочих поверхностей ребер планки соответствуют вертикальным профилям ударных поверхностей стенок зева и малого зуба. Ребром 1 профильной планки 3 с надписью Зев проверяют ударную поверхность стенки зева, а ребром 2 с надписью "Малый зуб" - ударную поверхность малого зуба.
•Для проверки ударной поверхности профильную планку прикладывают к контурным листам шаблона так чтобы плоскость планки была перпендикулярна к проверяемой поверхности. Затем планку перемещают по кромкам контурных листов, как по копирам, по всей ширине проверяемой поверхности, а пластинку щупа вводят в зазор между ребром профильной планки и проверяемой поверхностью контура зацепления.
Если профильная планка 3 прилегает одновременно к верхнему 4 и нижнему 5 контурным листам (рис. 4, б), то проверяемая поверхность годна. Проверяемая поверхность будет негодна (рис. 4, в), если профильная планка прилегает плотно к нижнему 5 контурному листу, но не прилегает к верхнему 4 контурному листу или наоборот.
Проверяемая поверхность автосцепки годна (рис. 4, г, поз. 7), если щуп б не проходит между профильной планкой и ударной поверхностью малого зуба. Корпус автосцепки бракуют, если непроходной щуп по всей своей ширине проходит до упора в прилив рукоятки в зазор между профильной планкой, плотно прижатой по концам к контурным листам шаблона, и проверяемой поверхностью (поз. II).
Разность зазоров между профильной планкой и ударными поверхностями малого зуба и зева вверху и внизу не должна превышать 2 мм. Зазор между профильной планкой и ударной стенкой зева в зоне, лежащей ниже носка большого зуба, не контролируется.
•Шаблонами 914р/22-м и 914р/25 проверяют тяговые поверхности малого и большого зубьев корпуса. При этом шаблон 914р/22-м должен свободно надеваться на малый зуб до упора в его боковую поверхность (рис. 5, а), а шаблон 914р/25 - свободно проходить между ударной стенкой зева и тяговой поверхностью большого зуба в зоне 3 до упора ограничителей (рис. 5, б) в боковую поверхность этого зуба, при этом выступ 1 шаблона должен опираться на кромку большого зуба 2.
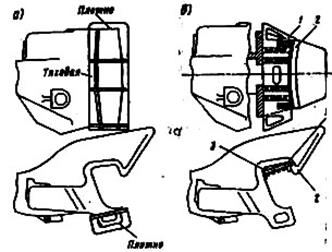
Рис. 5
Если при проверке корпуса установлено, что профильная планка своими концами прилегает к контурным поверхностям шаблона неплотно, или проходной шаблон для малого зуба полностью на него не находит, или проходной шаблон для большого зуба не проходит до упора в его боковую поверхность, значит, на проверяемых поверхностях имеется лишний металл, который необходимо снять до плотного прилегания профильной планки к контурным поверхностям или до свободного прохода проходных шаблонов на малый и большой зубья. Если необходимо наплавить ударные поверхности зева и малого зуба корпуса автосцепки, то толщину наплавляемого слоя определяют по зазорам а и б (рис. 6) между наплавляемой поверхностью и ребром профильной планки 914р/24-1м. Для определения наибольшей допускаемой толщины наплавки тяговой поверхности малого зуба нужно из значения зазора в между ребром шаблона 914р/22-м, плотно прижатого к ударной поверхности малого зуба, и тяговой поверхностью вычесть значение ранее определенного с помощью шаблона 914р-м зазора а.
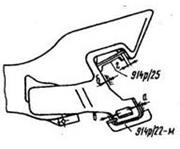
Рис. 6
•Для определения толщины слоя наплавки тяговой поверхности большого зуба надо из значения зазора г между ребром шаблона 914р/25, плотно прижатого к ударной поверхности зева, и тяговой поверхностью вычесть значение ранее определенного с помощью шаблона 914р-м зазора б.
Углы зева и малого зуба корпуса проверяют шаблоном 822р (рис. 7).

Рис. 7
•Диаметры и соосность малого и большого отверстий для валика подъемника проверяют шаблоном 797р (рис. 8), а положение отверстий относительно контура зацепления автосцепки – шаблонами 937р и 797р (рис. 9). Корпус считается годным, если проходная часть шаблона 797р свободно входит в соответствующее отверстие, а непроходная часть шаблона не входит в отверстие до упора в торец прилива корпуса.
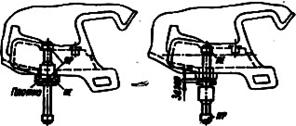
Рис. 8
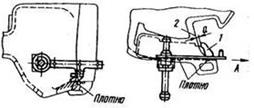
Рис. 9
•Размеры шипа для замкодержателя и его положение относительно контура зацепления корпуса автосцепки проверяют шаблонами 849р-1,806р и 816р. Шаблоном 849р-1 контролируют высоту шипа (рис. 10). Если в пространство между стенкой со стороны малого зуба и торцом шипа проходит проходная часть шаблона и не проходит непроходная, значит высота шипа соответствует требованиям. Если в это пространство проходит непроходная часть шаблона (шип короткий) или не проходит проходная (шип длинный), то шип должен быть отремонтирован. Проверка производится по всей поверхности торца шипа.
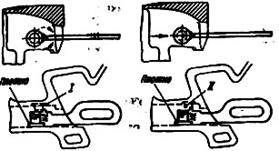
Рис. 10
•Положение полочки для верхнего плеча предохранителя в корпусе относительно шипа для замкодержателя и контура зацепления проверяют шаблоном 834р (рис. 11), после того, как будет установлено, что шип для навешивания замкодержателя удовлетворяет требованиям проверки шаблонами 849р-1,806р и 816р.
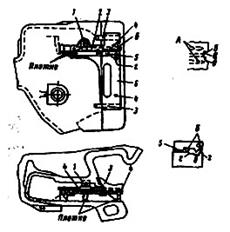
Рис. 11
•Толщина перемычки хвостовика автосцепки СА-3 должна отвечать требованиям проверки непроходным шаблоном 897р-1 или 898р-1 (рис. 12, а) как со стороны верхней, так и со стороны нижней плоскости. Перемычка считается годной, если шаблон не надевается на нее полностью (поз. 7); если шаблон доходит до упора в перемычку, то она негодна (поз. II).
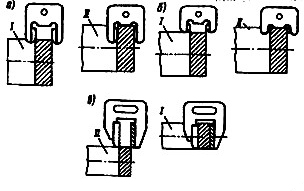
Рис. 12
Перемычка, изношенная клином тягового хомута и имеющая размеры менее допустимых, подлежит наплавке.
Замок
Замок считается неисправным, если:
а) он не проходит впроходной вырез шаблона 852р и проходит после ремонта внепроходной вырез;
б) рабочая замыкающая часть замка входит внепроходной шаблон 899р;
в) положение задней кромки овальногоотверстия относительно торца, замка не соответствует шаблону 839р;
г) положение шипа, его диаметр и кромка прилива не соответствуют шаблону 833р;
д) направляющий зуб не соответствует шаблону 943р;
е) имеются трещины, изломы.
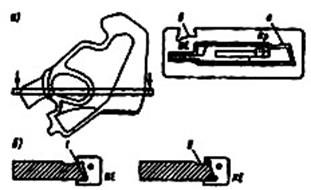
Рис. 13
Замок проверяют проходной частью шаблона 852р (рис.13, а) и признают годным, если он свободно проходит через вырез, а этого шаблона. Толщину замыкающей части замка по всей ее высоте проверяют после ремонта непроходным вырезом б шаблона 852р, а до ремонта - шаблоном 899р (рис. 13, б). Замок признают годным, если замыкающая часть его не входит в вырез шаблона (поз. 7) и негодным, если она входит в вырез шаблона (поз. II).
Направляющий зуб замка должен соответствовать очертаниям шаблона 943р (рис. 14). Шаблон своим вырезом должен проходить по всей ширине зуба, причем суммарный зазор между кромками зуба и шаблоном не должен превышать 2 мм.
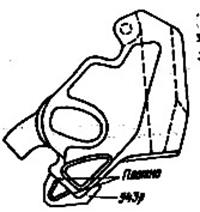
Рис. 14
Замкодержатель
Замкодержатель признают неисправным и направляют в ремонт, если:
а) он погнут или его толщина и ширина лапы не соответствуют очертаниям вырезов шаблона 841р;
б) овальное отверстие, расцепной угол, упорная часть противовеса не соответствуют требованиям проверки шаблоном 826р;
в) наружное очертание (контур) замкодержателя не соответствует шаблону 916р;
г) имеется трещина.
Толщину замкодержателя и возможные изгибы проверяют шаблоном 841р (рис. 15), который надевают на замкодержатель вначале вырезом, охватывающим противовес и стенку замкодержателя.
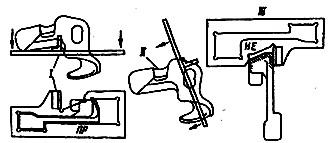
Рис. 15
После ремонта замкодержатель должен быть проверен шаблонами 841р, 826р, 916р, как указано выше.
Предохранитель
Предохранитель признают неисправным и направляют времонт, если:
а) он погнут;
б) диаметр отверстия, длина верхнего плеча, высота его торца или очертания верхнего и нижнего плеч не соответствуют шаблону 800р-1;
в) имеется трещина.
Наличие изгиба предохранителя определяют, пропуская его в вырезы а и б шаблона 800р-1 (рис. 16). Если предохранитель не проходит в вырезы, то его надо выправить. Пропуская предохранитель через вырез а, надевают его отверстием на шип 7, укрепленный в обойме 2, до упора в основание. Предохранитель годен, если он свободно проходит через вырез в листе шаблона и располагается заподлицо с верхней плоскостью листа или ниже ее.

Рис. 16
После ремонта предохранитель проверяют шаблоном 800р-1, как указано выше.
Подъемник замка
Подъемник замка признают неисправным и направляют в ремонт, если любой из его проверяемых размеров не соответствует требованиям проверки шаблоном 847р (рис. 17), и исправным, если:
а) подъемник, надетый на пробку 2, входит в обойму 5;
б) проходит в вырез 7;
в) буртиком входит в вырез б;
г) отверстием не надевается на пробку 7;
д) надетый на пробку 3, не подходит широким пальцем под шляпку стойки 4, а узким пальцем проходит мимо проходной части сухаря 8 и не проходит мимо непроходной. После ремонта подъемник замка проверяют шаблоном 847р, как указано выше.

Рис. 17
Валик подъемника
Валик подъемника признают неисправным и направляют в ремонт, если любой из его проверяемых размеров не соответствует требованиям проверки шаблоном 919р (рис. 18), и исправным, если:
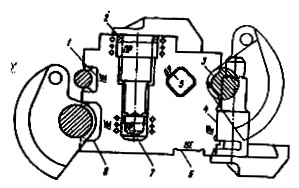
Рис. 18
а) цилиндрические части стержня проходят в соосно расположенные большое 2 и малое 7 кольца шаблона и вращаются в них;
б) стержень валика не проходит цилиндрической частью большего диаметра в вырез 8, а меньшего диаметра - в вырез 7;
в) цилиндрическая часть большего диаметра не проходит по длине в вырез б и проходит в вырез 4;
г) паз для крепящего болта, установленный на контрольный буртик 3, полностью закрывает его;
д) квадратная часть стержня проходит в отверстие 5 и не проходит в вырез 7.
После ремонта валик подъемника проверяют шаблоном 919р, как указано выше.
Выявление изгибов
Погнутый хвостовик автосцепки должен быть выправлен в том случае, если его изгиб г (рис. 19), измеряемый от первоначальной продольной оси корпуса в средней части, превышает 3 мм.

Рис. 19
Разметка корпуса для определения изгиба в горизонтальной плоскости производится, как показано на рис. 13, а. Сначала находят и обозначают середину хвостовика на расстоянии 20 мм от упора головы, а также на торце и в средней части. После этого соединяют линией точки, обозначающие середину хвостовика в начале и в конце. Изгиб определяют как отклонение указанной линии от середины хвостовика в его средней части. Изгиб г в вертикальной плоскости отсчитывают в средней части хвостовика от первоначальной продольной оси корпуса, которая является продолжением литейного шва на большом зубе. Не разрешается выправлять хвостовик автосцепки с заваренными или незаваренными трещинами в зоне выправляемых мест.
Трещины в хвостовике корпуса автосцепки глубиной до 5 мм допускается вырубать с плавным переходом на литейную поверхность без последующей заварки. Мелкие трещины (сетчатые) глубиной не более 8 мм в перемычке хвостовика разрешается вырубать с последующей заваркой при условии, что после их вырубки толщина перемычки будет не менее 40 мм.
Сварочные работы. Корпус автосцепки
•Заварка вертикальных трещин 1 сверху и снизу в зеве со стороны большого зуба в углах, образованных ударной стенкой зева и боковой стенкой большого зуба. (Рис. 20).
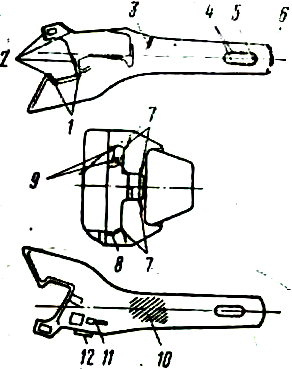
Рис. 20
Разрешается заварка, если после разделки трещины не выходят на горизонтальные плоскости наружных ребер большого зуба. Повторные трещины, образовавшиеся по ранее выполненному шву, можно разделывать длиной на 5—8 мм больше чем длина выполненной заварки. Ранее наплавленный металл должен быть удален. Перед заваркой подготовленных трещин производить предварительный местный подогрев до температуры 250—300° С. В случае длительного перерыва и остывания места сварки ниже температуры 250° С следует повторно подогреть. •Наплавка изношенных поверхностей 2 (Рис. 20) по контуру зацепления. Граница наплавленного металла должна быть на расстоянии 15 мм от закруглений в углах зева и иметь плавный переход к изнашиваемым поверхностям на длине 15 мм, а также твердость не менее НВ 250. Твердость металла для изотермических и пассажирских вагонов должна быть не менее НВ 450. Для получения металла такой твердости рекомендуется использовать электроды ОЗН – 400, порошковую проволоку. ППТН500, пластинчатые электроды с применением легирующих присадок по технологии ВНИИЖТа. Заварка трещин 3 (Рис. 20) в хвостовике корпуса.
Трещины глубиной более 5мм заваривают при условии, что после разделки поперечное сечение стенок хвостовика не уменьшается более чем на 25%. •Наплавка перемычек хвостовика со стороны прилегания клина 5 и с торца 6. Толщина перемычек перед наплавкой для автосцепки СА-3 не менее 40 мм. При наплавке должны использоваться электроды УОНИ-13/85. •Наплавка боковых стенок отверстия 4 (Рис. 20) для клина тягового хомута. Наплавляют при износе более 3 мм, ноне более 8 мм с последующей механической обработкой заподлицо с основным металлом. •Заварка трещин в углах окон 7 (Рис. 20) для замка и замкодержателя.
Разделка трещин в верхних углах окна для замка не должна выходить на горизонтальную поверхность головы, в верхнем углу окна для замкодержателя — за положение верхнего ребра со стороны большого зуба, а длина разделанной трещины в нижних углах для замка и замкодержателя не должна превышать 20 мм. При заварке трещин требуется дополнительный местный подогрев головы автосцепки до температуры 250— 300° С. Если заваривают трещины непосредственно после разделки, дополнительно подогревать не нужно. Не допускается разделывать трещины воздушно-дуговым способом угольным электродом. •Наплавка полочки 9 (Рис. 20) поддерживающей верхнее плечо предохранителя, или приварка новой полочки. Перед приваркой полочку закрепляют в правильном положении при помощи специального кондуктора. Со стороны вершины угла разделки обязательно следует подваривать. •Наплавка поверхности хвостовика по месту 10 (Рис. 20) прилегания к центрирующей балочке.
Наплавляют при износе от 3 до 8 мм. •Заварка трещин 11 (Рис. 20) перемычки между отверстием для сигнального отростка замка и отверстием для направляющего зуба замка.
Разрешается заваривать, если трещина не выходит на вертикальную стенку кармана. •Наплавка шипа для навешивания замкодержателя. Перед наплавной требуется дополнительный местный подогрев. •Наплавка изношенных стенок 12 (Рис. 20) отверстия валика подъемника. Разрешается при всех ремонта.
Замок
•Наплавка изношенной замыкающей поверхности 1 (Рис. 21) замка. Твердость наплавленного металла должна быть не менее НВ 250. Изношенные поверхности замков автосцепок рефрижераторных и пассажирских вагонов должны после механической обработки закаливаться до твердости НВ 400—450.
•Приварка шипа 2 (Рис. 21) для навешивания предохранителя или наплавка изношенной его части. После наплавки производят механическую обработку до чертежных размеров. •Наплавка задней кромки 3 (Рис. 21) овального отверстия для валика. Износ не должен превышать более 8 мм. •Приварка отломавшегося сигнального отростка 4 (Рис. 21) замка. Применяют электроды типа Э42А или Э46.
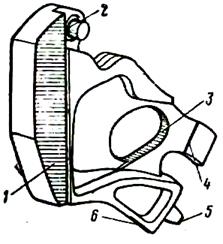
Рис. 21
•Наплавка изношенной радиальной опоры и направляющего зуба 5 (Рис. 21). Применяют электроды марки УОНИ-13/85 или порошковую проволоку марки ПП-ТН250. •Наплавка изношенных мест 6 (Рис. 21) нижней части замка. Применяют электроды марки УОНИ-13/85 или порошковую проволоку марки ПП-ТН250.
Замкодержатель
•Заварка трещин 1 (Рис. 22) в замкодержателе. Допускается заваривать только одну трещину. •Наплавка изношенных частей 2 (Рис. 22) замкодержателя. Рекомендуется электроды марки УОНИ-13/85 или порошковая проволока марки ПП-ТН250.
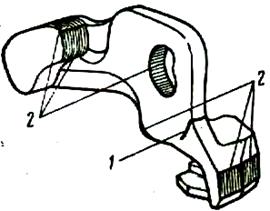
Рис. 22
Предохранитель замка
•Наплавка изношенных поверхностей 1 (Рис. 23). Наплавляют при любом износе.
Предохранитель, отлитый из стали Г13ФЛ ремонту сваркой не подлежит.
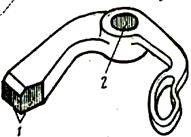
Рис. 23
•Заварка изношенного отверстия 2 (Рис. 23) предохранителя. Величина разработки не ограничивается.
Подъемник замка.
•Наплавка изношенных поверхностей 1 (Рис. 24) подъемника. Износ не ограничивается.

Рис. 24
Валик подъемника
•Наплавка изношенных поверхностей 1 (Рис. 25).
Рекомендуется электроды марки УОНИ-13/85 или порошковая проволока марки ПП-ТН250.
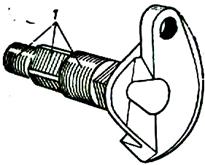
Рис. 25
Механическая обработка
Обработка наплавленных поверхностей деталей автосцепки производится с применением фрезерных, строгальных станков, шлифовальных машинок и специализированной оснастки до альбомных размеров.
Клеймение и окраска
После ремонта и проверки шаблонами на замок, замкодержатель, предохранитель, подъемник, валик подъемника, собранную автосцепку, ставят клейма. Клейма на деталях ставят в определенных местах. Например, на собранной автосцепке клеймо должно быть расположено на расстоянии 180 мм от упора и на 80 мм от верха головы корпуса. Все старые клейма должны быть зачищены. Клеймо состоит из номера ремонтного пункта и даты ремонта цифрами высотой не менее 6 мм на глубину 0,25 мм (например, клейм не допускается. После приемки детали автосцепного устройства окрашивают черной краской, за исключением внутренних поверхностей зева корпуса и поглощающего аппарата, а также деталей механизма. Сигнальный отросток замка должен быть окрашен в красный цвет. Не допускается смазывать детали механизма автосцепки и поверхности трения поглощающих аппаратов.
Проверка.
Контур зацепления собранной автосцепки проверяютпроходным шаблоном 828р, при этом лапу замкодержателя вжимаютзаподлицо с ударной поверхностью зева корпуса.Шаблон должен свободно проходить по всей высоте головыавтосцепки. Проверку действия механизма автосцепки выполняют в следующем порядке: проверяют действие предохранителя замка от саморасцепа; убеждаются в отсутствии преждевременного включения предохранителя; контролируют обеспечение удержания механизма в расцепленном положении; выявляют возможность расцепления сжатых автосцепок (т. е. когда лапа замкодержателя прижата заподлицо с ударной стенкой зева); проверяют уход замка от вертикальной кромки малого зуба при включенном предохранителе; контролируют расстояние от вертикальной кромки малого зуба до кромки замка в его нижнем свободном положении и от кромки замка до кромки лапы замкодержателя по горизонтали; проверяют положение лапы замкодержателя относительно ударной стенки зева, когда замок находится в заднем крайнем положении.
Схема технологического процесса

2.4 Качество работы участка, показатели качества продукции вагонного депо. Организация технического контроля
Современная рыночная экономика предъявляет принципиально иные по сравнению с централизованной экономикой требования к качеству выпускаемой продукции. Выживаемость организации, ее устойчивое положение на рынке транспортных услуг определяется уровнем конкурентоспособности. В свою очередь конкурентоспособность связана с двумя показателями уровнем цены и уровнем качества продукции, причем второй фактор в связи с созданием конкурентной среды вагоноремонтных организаций постепенно выходит на первое место.
Качество — это авторитет организации, увеличение прибыли, рост процветания, и работа по управлению качеством — главная задача всего персонала — от руководителя до конкретного исполнителя.
Качество продукции важнейший показатель вагонного депо. Повышение качества ремонта вагонов в значительной мере определяется ростом эффективности производства, экономией всех видов ресурсов, используемых в депо.
Качество
— это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением.
Качество ремонта вагонов определяется обеспечением бесперебойности их работы в эксплуатации, и, прежде всего безопасности движения. Общие для всех частей вагонов показатели качества долговечность, надежность, ремонтопригодность, экономичность в эксплуатации и после ремонта.
Долговечность
— свойство вагона сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания.
Надежность —
свойство вагонов сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения технического обслуживания, ремонтов, хранения и транспортировка
Ремонтопригодность -
свойства вагона, заключающиеся в приспособленности к предупреждению и обнаружению причин возникновения отказов, повреждений, поддержанию и восстановлению работоспособного состояния путем проведения технического обслуживания и ремонта. Работоспособность
— состояние вагона, при котором значения всех параметров соответствуют требованиям нормативно-технической и конструкторской документации.
Показатели качества продукции фиксируются в особых документах:
ГОСТах, технических условиях, заводских нормалях, актах испытаний, приемки-сдачи продукции.
Сложность и многообразие технологических процессов при ремонте вагонов и изготовлении запчастей вызывают необходимость в неослабном техническом контроле на каждом этапе производства.
Технический контроль
— это планомерная система организационно-технических мероприятий по соблюдению требований, предъявляемых к выпускаемым из ремонта вагонам и их частям, а также по систематическому повышению их качества.
Основной задачей технологического контроля является своевременное выявление брака и устранение причин его возникновения. Функции технологического контроля на вагоноремонтных подразделениях включают в себя:
• контроль за качеством поступающих в депо (завод) запасных частей, металла, древесины и т.д.;
• внутрицеховой пооперационный контроль за соблюдением установленного технологического режима;
• проверка качества и комплектности выпускаемой продукции, систематический контроль за состоянием оборудования, машин, инструмента, контрольно-измерительных приборов;
• участие в разработке и проведении мероприятий по предупреждению и выявлению причин брака, учет бракованной продукции;
• изучение поступающих рекламаций и принятие соответствующих мер;
• разработка методики технологического контроля.
2.4
Расчет потребного оборудования участка
Оборудование участка принимается согласно технологического процесса. Данные по наличию оборудования сводятся в таблицу 2.
Таблица 2 Оборудование участка.
| № п/п
|
Наименование оборудования
|
Кол-во
|
Площадь ед. обор. (м2
)
|
Общая площадь (м2
)
|
Стоим. единицы (Руб)
|
Общ. стоимость (Руб)
|
| 1 |
Контейнер |
2 |
5,4; 1,6 |
7 |
15000 |
30000 |
| 2 |
Стол осмотра погл. Аппаратов |
1 |
1,91 |
1,91 |
25000 |
25000 |
| 3 |
Поточная линия ремонта тяговых хомутов |
1 |
18,5 |
18,5 |
65000 |
65000 |
| 4 |
Стенд для наплавки тяговых хомутов |
1 |
2,5 |
2,5 |
20000 |
20000 |
| 5 |
Сварочный стол |
1 |
4,5 |
4,5 |
50000 |
50000 |
| 6 |
Рольганг |
2 |
5,4 |
10,8 |
75000 |
150000 |
| 7 |
Полуавтомат А-765 |
1 |
2,5 |
2,5 |
225000 |
225000 |
| 8 |
Стенд-кантователь |
1 |
4,51 |
4,51 |
90000 |
90000 |
| 9 |
Стеллаж-верстак |
5 |
3,2; 1,6; 4,4; 7; 6 |
22,2 |
25000 |
125000 |
| 10 |
Вертикально-фрезерный станок |
1 |
10 |
10 |
2320000 |
2320000 |
| 11 |
Горизонтально-фрезерный станок |
1 |
10 |
10 |
1198000 |
1198000 |
| 12 |
Верстак |
2 |
15,4; 8,8 |
24,2 |
45000 |
90000 |
| 13 |
Наждачно-шлифовальный станок |
1 |
5,9 |
5,9 |
950000 |
950000 |
| 14 |
Стенд |
4 |
1,5; 4,4; 8,5; 2 |
16,4 |
25000 |
100000 |
| 15 |
Стенд для обработки шипа головки автосцепки |
1 |
2 |
2 |
671000 |
671000 |
| 16 |
Кассета |
2 |
9,6; 4 |
13,6 |
25000 |
50000 |
| 17 |
Кран-балка г/п 0,5 т |
1 |
- |
- |
2190000 |
2190000 |
| 18 |
Шкаф для инструментов и шаблонов |
2 |
5,1; 5 |
10,1 |
15000 |
30000 |
| 19 |
Устройство для дефектоскопирования хвостовика и головки автосцепки |
1 |
2,5 |
2,5 |
100000 |
100000 |
| 20 |
Тележка механизированная для транспортировки автосцепок |
2 |
2,5 |
5 |
50000 |
10000 |
Sобщ.
=174,12 м2
Общ. стоимость оборудования =8489000 руб.
2.5
Определение основных размеров участка
Основные размеры участка определяются исходя из количества оборудования, занимаемой им площади с учетом проходов и проездов.
Ширина участка принимается 12 м.
Sоб
=288 м2
Вкпа
=12 м
 (м), где: (м), где:
Sоб
– площадь участка;
Вкпа
– ширина участка.
 м м
Высоту участка принимаем h=4,8 м. объем участка определяется по формуле:

 м3 м3
2.6
Разработка плана размещения оборудования и рабочих мест
При проектировании производственных помещений, выборе и размещении оборудования должны учитываться требования действующих инструкций по охране труда, производственной санитарии, противопожарной профилактике и производственной эстетике.
Размеры помещений, определяемые в основном количеством и объемом выбранного технологического оборудования, его размещением и характером производства, должны соответствовать требованиям санитарных норм: площадь не менее 4м2
, а объем не менее 13м3
на одного работника.
При планировке производственных участков и отделений должны обеспечиваться поточность ремонтных операций, максимальная их механизация и возможность транспортировки. Должны предусматриваться удобные безопасные подходы к оборудованию для осмотра, смазки и ремонта. Проходы между технологическим оборудованием должны быть не менее 0,8м. Оборудование размещают так, чтобы обеспечивались кратчайшие пути движения ремонтируемых узлов, не допуская их встречных кольцевых перемещений, создающих повышенную опасность. В случаях применения электрокар, автопогрузчиков, размеры транспортных дорожек согласуются с габаритными размерами транспортных средств с учетом выступающих за пределы платформ перевозимых деталей и узлов. Ширина дорожки при движении транспортного средства грузоподъемностью 1-1,5т в одном направлении должна быть не меньше 2м при установке оборудования к дорожке тыловой стороной и 2,8 м при фронтальном его расположении. Ширина транспортных дорожек, прокладываемых между стеллажами для складирования узлов и запасных частей, должна быть не меньше 1,25 — 2,5м, в зависимости от ширины применяемых транспортных средств.
2.7
Расчет контингента работающих и составление штатного расписания участка
Контингентом работающих называют численность производственных рабочих, необходимых для выполнения производственного задания.
Различают явочную и списочную численность.
Списочный состав характеризует общее число рабочих подразделения, фактически явившихся на работу и отсутствующих по уважительным причинам (по болезни, в служебных командировках, отпусках и т.д). Явочный состав – это число рабочих, фактически явившихся на работу. Число производственных рабочих в депо зависит от объема выполняемой работы, трудоемкости работ и фондов рабочего времени. Явочное Rяв
и списочное Rсп
число рабочих определяют по формулам:
 , где , где
 =годовая программа участка, =годовая программа участка,
Нт
= трудоемкость ремонта в депо, чел/ч,
Фяв
, Фсп
– годовой фонд времени работы оборудования, ч,
Кн
– коэффициент выработки нормы, равный 1,14-1,2.
 чел. (принимаем 12 человек) чел. (принимаем 12 человек)
  чел. (принимаем 13 человек). чел. (принимаем 13 человек).
Таблица 3. Штат работающих.
| Профессия
|
Разряд
|
Кол-во чел.
|
| Бригадир |
8 |
2 |
| Слесарь |
5 |
4 |
| Сварщик |
3 |
4 |
| Станочник |
4 |
2 |
| Мастер |
10 |
1 |
2.8
Коллективные формы организации труда, ее преимущества
Технологические процессы производства сложны по своей структуре, что требует высокой организации коллективного труда, т.е. одновременных трудовых операций достаточно большого числа работников, которые выполняют общую задачу. Например, ремонт вагона или его отдельных узлов требует участия нескольких рабочих. Чтобы работы были выполнены в установленное время, необходимы предварительные организационные мероприятия, которые будут способствовать эффективному участию нескольких работников в процессе производства. Одним из таких мероприятий является разработка способов коллективного труда.
Коллективная работа обеспечивает высокую производительность труда, способствует полному использованию материальных ресурсов, позволяет выполнять сложные и трудоемкие работы, укрепляет дисциплину работников в общественном производстве.
В настоящее время первичное звено производства — это подрядный коллектив, в состав которого добровольно объединяются работники одной или нескольких профессий для совместного выполнения общего дела.
В нашей стране под подрядом обычно понимают сделку, договор, обязательство на выполнение каких-либо работ или доставку продукции.
В настоящее время подряд
рассматривается как договор, по которому одна сторона (подрядчик) обязуется выполнить определенную работу по заданию другой стороны (заказчик), который обязуется принять и оплатить выполненную работу.
Бригадный подряд
коллективная форма и организации труда и его оплаты. Денежные средства бригаде начисляются в целом за весь комплекс работ и распределяются между ее членами в зависимости от количества и качества труда каждого работника бригады.
Подрядный вариант организации коллективного труда строится на соблюдении обеими сторонами условий и обязанностей в соответствии с составленным договором.
Со стороны заказчика предусматривается выполнение следующих условий;
1. Вовремя и в полном объеме предоставлять бригаде материалы, заготовки и сырье.
2. Обслуживать и ремонтировать станки, приспособления, оборудование.
3. Выделять лимиты на электроэнергию, топливо, различные материалы. 4. Осуществлять транспортное обслуживание.
5. Выделять производственную площадь.
Договором предусматривается закрепление за бригадой или предоставление во временное пользование оборудования, инструментов и т. д.
Материальные ресурсы выделяются бригаде по действующим нормативам в соответствии с заданным объемом работ.
Бригаде гарантируется выплата заработанной суммы за выполненную по объему, качеству и сроку работ.
Подрядному коллективу, работающему на хозрасчете, даются лимиты на фонд заработной платы, на использование оборудования, энергии, топлива.
Со стороны подрядчика в договоре на подряд должны быть зафиксированы следующие положения;
• бригада заранее обязуется выполнить работу по объему, качеству и в определенные сроки в соответствии с договором;
• бригада заранее идет на определенный риск — неполучение денег полностью, если не будет выполнен договор по всем пунктам;
• бригада самостоятельно решает свои внутренние проблемы по управлению, планированию и организации работ, по распределению суммы на зарплату каждого члена бригады;
• бригада несет ответственность и перед администрацией, и перед «смежниками» за невыполнение или нарушение условий договора. Такая ответственность возлагается и на заказчика.
Бригады формируются по оптимальным, объективным, минимально достаточным принципам, как по количественному, так и по качественному составу.
На некоторых предприятиях в подрядную бригаду включаются помимо рабочих разных профессий и специальностей инженерно-технические работники. Формируется бригада на основе добровольности, при соблюдении важнейшего принципа психологической совместимости членов бригады.
2.9
Схема управления участком, права и обязанности мастера и бригадира
Мастер является непосредственным организатором производства и труда на рабочих местах. Права и обязанности мастера определены специальным положением. В интересах производства мастер должен на своем участке работы заниматься подбором и расстановкой рабочей силы, укреплять производственную и трудовую дисциплину, создавать условия для повышения квалификации рабочих, обеспечивать выполнение правил технической безопасности и охраны труда.Как непосредственный организатор производства мастер должен: постоянно изыскивать возможности увеличения производительности труда; неустанно воспитывать подчиненных, разъяснять каждому работнику его роль на производстве, учить передовым приемам работы, опираясь на бригадиров, изобретателей и рационализаторов; внимательно рассматривать каждое предложение, направленное на облегчение, ускорение и рационализацию производства, немедленно внедрять ценные предложения, а работников, подавших их, поощрять; быть активным рационализатором и новатором производства, подсказывать активу рационализаторов темы для разработки предложений.
Внедрение в жизнь всех указанных мероприятий мастер должен уметь сочетать с неуклонным укреплением трудовой и производственной дисциплины. Он должен подавать личный пример выполнения служебного долга, уметь организовать коллектив на выполнение поставленных задач.
Бригадир руководит бригадой и распределяет работы между ее членами, обеспечивает выполнение установленного плана работ с высоким качеством, правильным использованием материалов и запасных частей. Бригадир подчиняется мастеру и назначается начальником депо по представлению мастера производственного подразделения.

2.10
Профилактические мероприятия по обеспечению безопасности движения в вагонном хозяйстве
Анализ итогов работы железнодорожного транспорта в рамках ОАО «РЖД» свидетельствует о том, что поставленные перед компанией задачи в области реформирования, транспортного обеспечения экономики страны, обновления основных фондов, качества перевозок решаются на должном уровне. Вполне естественно, что в условиях столь высокой динамики объемов и качества работы как никогда возрастает значимость обеспечения безопасности движения. Очевидно, что поддержание высокого уровня безопасности перевозок требует и соответствующих финансовых вложений. И компания вкладывает значительные суммы в мероприятия, связанные с повышением безопасности. За три прошедших и текущий год общая сумма инвестиций непосредственно по программе безопасности составит более 20 млрд. руб. А по всем программам на мероприятия, связанные с повышением уровня безопасности, направлено около 100 млрд. руб. капитальных вложений.
А этот же период многое сделано для усиления мотивации труда работников железных дорог, непосредственно связанных с обеспечением безопасности движения. Заработная плата у работников, занятых на перевозках, возросла в 2,3 раза. При этом наибольший рост заработной платы обеспечен у рабочих ведущих профессий. Только за два последних года в компании за счет выплаты специального вознаграждения за обеспечение безаварийной работы поощрено 178 тыс. чел. на общую сумму 1 млрд. 370 млн, руб.
Анализ причин нарушений безопасности движения показывает, что в значительной степени они обусловлены недостаточным профессиональным уровнем и низкой технологической дисциплиной персонала, непосредственно участвующего в перевозочном процессе. Поэтому компания направила на обучение и переподготовку кадров более 8 млрд. руб. Это позволило повысить квалификацию 957 тыс. железнодорожников, т.е. абсолютного большинства работающих на сети железных дорог.
Меры, принимаемые для обеспечения безопасности движения в текущем году, позволили в целом по сети на 11 % снизить общее количество случаев брака в работе, на 22 % - особых случаев брака и на 15%- с пассажирскими поездами. Относительное число случаев брака в работе в расчете на 1 млрд. выполненной тонно-километровой работы за 9месяцев т.г. по сравнению с аналогичным периодом прошлого года снизилось на 13 %,
причем это снижение достигнуто на всех железных дорогах.
Одним из основных факторов повышения уровня безопасности движения поездов на сети железных дорог является реализация комплекса задач по внедрению технических средств в рамках Программы повышения безопасности движения. Итоги проводимой ежегодно работы подтверждают целесообразность и необходимость продолжения этих мероприятий и в последующие годы.
В результате реализации Программы повышения безопасности движения общее число крушений с 1992 по 2005 г. снизилось более чем в 10,5 раза, аварий - в 15 раз, число случаев брака в работе сократилось в 3,6 раза. Число случаев проезда запрещающих сигналов уменьшилось в 3,8 раза, ухода подвижного состава - в 11,3 раза, изломов колесных пар - в 16 раз, отцепок вагонов от грузовых поездов по грению букс - в 2,8 раза. Неисправностей пути с ограничением скорости до 15 км/ч или закрытием движения стало меньше в 5,7 раза, дорожно-транспортных происшествий на железнодорожных переездах - в 1,7 раза. С внедрением более производительной техники для восстановительных поездов в 22,5 раза сократилось время полного перерыва в движении поездов, связанного с ликвидацией последствий всех видов нарушений безопасности движения.
В соответствии с предложениями железных дорог, департаментов и управлений ОАО «РЖД» разработана среднесрочная Программа по повышению безопасности движения на период 2006-2009 гг. в объеме 17,1 млрд. руб. Ее задания формировались исходя из актуальности и эффективности решаемой техническими средствами задачи обеспечения безопасности и степени подготовленности технических средств к внедрению (завершенности разработки и ее обязательной сертификации, возможностей предприятия-изготовителя).
В вагонном хозяйстве для обеспечения более качественной проверки и выявления неисправностей тормозного оборудования вагонов при подготовке поездов предстоит внедрить устройства испытания тормозного оборудования (УКРП), автоматизированные линии для измерения и сортировки пружин (АЛИСП), акустико-эмиссионные установки для контроля котлов цистерн и литых деталей тележек грузовых вагонов. Это позволит значительно уменьшить количество нарушений безопасности движения, допускаемых из-за технической неисправности грузовых вагонов. Для предупреждения изломов колесных пар предусмотрено внедрение в вагонном хозяйстве средств неразрушающего контроля нового поколения - автоматических дефектоскопов («Пеленг» УД2-102), а также систем технической диагностики подвижного состава в пути следования, обеспечивающих контроль состояния подвижного состава на ходу поезда (ДИСК-Б, КТСМ-01).
В хозяйстве грузовой и коммерческой работы с учетом намеченной частичной ликвидацией пунктов коммерческого осмотра поездов и вагонов предусматривается внедрение на ПТО автоматизированных систем коммерческого осмотра поездов и вагонов (АСКО ПВ).
За четырехгодичный период работы компании наметилась устойчивая тенденция к снижению таких нарушений безопасности движения, как крушения, сходы подвижного состава в пассажирских и грузовых поездах, изломы колесных пар, отцепки вагонов от пассажирских и грузовых поездов в пути следования, порчи локомотивов в пассажирских поездах в пути следования с требованием резерва, саморасцепы автосцепок в поездах, перекрытия разрешающего показания сигнала на запрещающее с последующим проездом, изломы рельсов, неисправности пути с ограничением скорости движения до 15 км/ч, сходы и столкновения подвижного состава при маневрах.
И тем не менее, объективно и самокритично оценивая складывающуюся обстановку с безопасностью, необходимо считать, что безопасность (в созданных условиях) должна обеспечиваться на более высоком уровне, и пользователи услугами железнодорожного транспорта должны быть уверены, что принимаемые компанией меры гарантируют полную безопасность перевозок как пассажиров, так и грузов.
О результатах реформирования железнодорожного транспорта России на рынке транспортных услуг помимо ОАО «РЖД» появляется большое число независимых участников перевозочного процесса, деятельность которых влияет на безопасность движения поездов: компании - перевозчики, операторы железнодорожного подвижного состава, владельцы тягового подвижного состава, выходящего на пути железнодорожного транспорта общего пользования, компании по ремонту и техническому обслуживанию элементов инфраструктуры железнодорожного транспорта и подвижного состава, владельцы инфраструктуры железнодорожного транспорта общего пользования и др. Будучи коммерческими организациями, они могут стремиться осуществлять свою деятельность по извлечению максимальной прибыли зачастую в ущерб обеспечению безопасности движения.
Такое разделение единого железнодорожного комплекса России неизбежно приводит к формированию внутри него новых «стыков взаимодействия» и, как следствие, появлению новых факторов риска возникновения нарушений безопасности движения. Все это требует переосмысления подходов к организации работ по обеспечению безопасности движения как в ОАО «РЖД», так и в других организациях-участниках перевозочного процесса. Анализ показывает, что действующая система управления безопасностью требует уже на настоящем этапе существенной корректировки. Не секрет, что за прошедший период реформирования наметилось некоторое отставание в разработке нормативно-правовой и технологической основы в вопросах безопасности движения поездов.
Реформирование идет более быстрыми темпами, чем разработка нормативной базы, что существенно снижает уровень управляемости безопасностью движения. В то же время это отставание не подрывает основы реформирования, но сохранение «разрыва» может в ближайшее время серьезно осложнить состояние безопасности движения. Обстановка требует синхронизации скорости проведения реформ с преобразованиями системы контроля работы основных хозяйств, филиалов и выделяемых дочерних обществ.
В условиях формирования существенных мотивационных бюджетов отдельные нарушения безопасности, приводящие к значительным материальным ущербам, как правило, завершаются дисциплинарными мерами, а финансовые потери списываются в общих расходах и никем не восполняются. Поэтому необходимо разработать механизм введения на сети железных дорог штрафных санкций за нарушения безопасности движения поездов, невыполнение требований ПТЭ, действующих инструкций и правил, технологии ремонта, обслуживания и содержания технических средств. В то же время должны быть созданы новые экономические механизмы мотивации за конкретный личный вклад в безаварийную работу каждого работника компании, занятого в процессе перевозок.
Необходимо сформировать концепцию и разработать систему управления качеством и упреждающего контроля, обеспечивающего безопасную и безаварийную работу. Мировая практика непрерывного повышения качества продукции и услуг, в том числе транспортных, заключается в создании на предприятиях систем управления качеством на основе требований стандартов по управлению качеством ГОСТ ИСО 9000-2001.
Применительно к железнодорожному транспорту использование этих стандартов требует, чтобы ОАО «РЖД» сформулировало политику и цели в области качества перевозочного процесса и его составляющих. Необходимо обеспечить разработку целевых и плановых показателей, осуществлять планирование, контроль, устранение несоответствия между запланированным и достигнутым уровнями качества, в том числе безопасности движения, и улучшение показателей качества перевозочного процесса. В каждом хозяйстве ОАО «РЖД» на основе анализа и нормирования рисков предстоит разработать целевые и плановые показатели качества процессов, ориентированные на обеспечение заданного уровня безопасности перевозочного процесса в целом с учетом технико-экономической эффективности инновационных затрат.
В настоящее время готовых решений по всем перечисленным составляющим системы управления качеством перевозочного процесса нет. Но именно в этом направлении нам всем следует работать. В этом году в соответствии с распоряжением президента ОАО «РЖД» уже созданы рабочие группы по разработке функциональных стратегий компании, в том числе по разработке стратегии обеспечения гарантированной безопасности и надежности перевозочного процесса.
Необходимо разработать комплекс мер по эффективному использованию требований законодательства по имущественной ответственности персонала компании за нарушения технологии и условий безопасного движения поездов.
В условиях реформирования отрасли необходимо установить технологическое взаимодействие между компанией и создаваемыми дочерними и зависимыми обществами, в уставах и договорах следует предусмотреть специальный раздел «Обеспечение безопасности движения». Для этого надо разработать эффективную систему входного контроля получаемой продукции для нужд компании и порядок проведения претензионно-рекламационной работы. Президентом компании уже издан приказ «О создании центра инспекций по контролю качества и приемке структурного подразделения ОАО «РЖД». Это позволит повысить эффективность контроля за приобретением железными дорогами новой продукции, внедрением новых конструкторских и технологических решений. Центр инспекций по контролю качества и приемке будет создаваться на базе инспекций локомотивного и путевого хозяйств, по контролю производства и ремонта пассажирских и грузовых вагонов, мотор-вагонного подвижного состава. Центр войдет в непосредственное ведение вице-президента, курирующего вопросы безопасности движения.
Сегодня стало очевидным, что в изменившихся условиях работы сети, связанных, в том числе и с внедрением на железных дорогах новых технологий, существующая система обеспечения безопасности движения поездов уже не в состоянии охватить все необходимые производственные и эксплуатационные процессы, от которых зависит гарантия безаварийного перевозочного процесса. Успех реформы российской железнодорожной отрасли в немалой степени зависит от того, насколько эффективно мы будем реализовывать современные высокие технологические и ресурсосберегающие технические средства.
Внедрение современных достижений научно-технического прогресса во всех хозяйствах компании позволит создать принципиально новый подход к системе обеспечения безопасности движения. От мер, разработанных на основе допущенных нарушений безопасности движения и направленных на устранение их последствий, необходимо перейти к построению системы предупреждения рисков, основанных на глубоком и постоянном анализе перевозок и концентрации внимания на слабых местах.
В короткие сроки можно достичь существенного повышения уровня безопасности перевозок, прежде всего в результате реализации мероприятий, направленных на предотвращение нарушений технологических процессов обслуживания и ремонта технических средств и подвижного состава хозяйств пути и вагонного.
К первоочередным таким мероприятиям следует отнести:
• автоматизированный пооперационный контроль (надзор) за своевременностью и качеством исполнения технологических процессов;
• автоматизированный контроль остаточного ресурса технических средств;
• автоматизированный расчет фактических и прогнозируемых показателей безопасности перевозок;
• автоматизированная выработка оперативных рекомендаций по предотвращению нарушений условий безопасных перевозок.
Эти мероприятия реализуются автоматизированной системой управления безопасностью движения (АСУ БД), поэтапное внедрение которой началось с 2006 г. на опытных полигонах. Внедрение системы не требует значительных капитальных вложений и эксплуатационных расходов, так как ее реализация ориентирована на использование уже применяемых на сети железных дорог систем передачи информации, АСУ хозяйств по мере их разработки и внедрения.
Одна из первоочередных проблем, обозначенных в плане, это ошибки человека, или так называемый человеческий фактор, по вине которого за последние пять лет произошло 38 % всех аварий на железных дорогах США. В рамках плана предполагается разработать новые федеральные правила, направленные на сокращение аварий по причине человеческого фактора.
В компании проведена огромная работа по разработке Стратегической программы развития компании до 2010г. Она согласована Минэкономразвития, и можно надеяться, что будет иметь статус Государственной программы. Реализация Стратегической программы внесет значительный вклад в повышение эффективности и безопасности перевозок благодаря повышению темпов обновления активной части основных фондов, прежде всего вагонов и локомотивов.
С 2003 г. компания ежегодно почти удваивает темпы пополнения парка подвижного состава за счет прямых закупок и получения техники по лизингу. При этом приоритет отдается приобретению качественно нового подвижного состава, отличающегося повышенной надежностью.
Неплохой вклад в повышение эффективности и безопасности парка подвижного состава вносит реализация корпоративных программ модернизации локомотивов и вагонов с продлением нормативного срока службы. В соответствии со Стратегической программой развития в период до 2010 г. на эти цели должны быть направлены инвестиции в размере около 400 млрд. руб. За счет этих средств будет приобретено более 850 новых электровозов, 1400 секций тепловозов, 100 тысяч грузовых вагонов, продолжена модернизации подвижного состава с продлением срока службы.
Совершенно новых стандартов в организации эксплуатационной работы и обеспечении безопасности перевозок требует высокоскоростное движение, подготовка к которому разворачивается в сотрудничестве с компанией. Немецкие коллеги представили свои соображения относительно технологии технического обслуживания и ремонта высокоскоростного подвижного состава, в соответствии с которыми поезда будут подвергаться серьезной ревизии узлов и агрегатов один раз в два с половиной года. Это новые технологии, совмещающие планово-предупредительный ремонт с глубоким подходом к анализу фактического состояния техники. Необходимо разработать не менее эффективные технологии содержания и технического обслуживания высокоскоростной инфраструктуры. В связи с реформированием отрасли меняется структура управления на железных дорогах, отделениях дорог и структурных подразделениях, создаются филиалы и независимые дочерние общества. В этих условиях необходимо сохранить высокий уровень управляемости в отрасли и обеспечить безопасность движения поездов.
Главная задача - обеспечение высокой эффективности и адресности в работе руководящего состава, направленной на совершенствование содержания инфраструктуры и подвижного состава, повышение квалификации работников, дальнейшее укрепление трудовой и технологической дисциплины,
Все эти меры способствуют совершенствованию безопасности движения и повышению эффективности работы отрасли.
2.12 Механизация и автоматизация работ на участке (конструкция принцип действия и техническая характеристика)
Кран-балки. Особую группу кранов мостового типа составляют кран-балки (подвесные краны). Они применяются при незначительных объемах работ, небольших пролетах и малой грузоподъемности. Отличие кран-балки от однобалочного мостового крана состоит в том, что ее ходовые колеса опираются на рельсы, подвешиваемые к потолочному перекрытию. В этом случае рельсом служит сварная конструкция таврового сечения, на полки которой и опираются одноребордные ходовые колеса.
Скорости передвижения кран-балок 20 и 32 м/мин при управлении с пола и 63 м/мин при управлении из кабины. В соответствии со стандартом значения грузоподъемности кран-балок установлены в пределах от 0,25 до 20т. Так же как и однобалочные краны, кран-балки грузоподъемностью до 5т включительно оборудуются электротельферами, свыше 5т — грузовыми тележками. Расчет кран- балок и однобалочных мостовых кранов аналогичен расчету мостовых кранов.
2.14
Аттестация и рационализация рабочих мест, цель и порядок проведения
Положение о порядке проведения аттестации рабочих мест по условиям труда на предприятиях железнодорожного транспорта устанавливает цели, порядок проведения аттестации рабочих мест по условиям труда на предприятиях железнодорожного транспорта, а также определяет порядок оформления и использования результатов аттестации в организациях.
Положение предусматривает проведение оценки условий труда лабораторными, инструментальными и эргономическими методами исследований рабочих мест по условиям труда на предприятиях железнодорожного транспорта, проведенное в соответствии с действующим
Положением, используются для:
планирования и проведения мероприятий по охране труда в соответствии с нормативными актами РФ;
сертификации производственных объектов на соответствие требованиям по охране труда;
обоснования предоставления льгот и компенсаций работникам, занятым на тяжелых работах с вредными и опасными условиями труда, предусмотренных законодательством РФ;
решения вопроса о связи заболевания с профессией при подозрении на профессиональное заболевание, установлении диагноза профзаболевания, в том числе при решении споров, разногласий в судебном порядке;
рассмотрения вопроса о прекращении (приостановлении) эксплуатации участка, отделения, производственного оборудования, изменении технологий, представляющих непосредственную угрозу для жизни и здоровья работников;
ознакомления работающих с условиями труда на рабочих местах;
составления статистической отчетности о состоянии условий труда, льготах и компенсациях за работу с вредными и опасными условиями труда по форме № 1-Т; применение административно-экономических санкций (мер воздействия) к виновным должностным лицам за нарушение законодательства РФ об охране труда. Сроки проведения аттестации устанавливаются организацией, исходя из изменений условий труда и характера труда, но не реже одного раза в 5 лет с момента проведения последних измерений. Измерения параметров опасных и вредных производственных факторов, определение показателей тяжести и напряженности трудового процесса осуществляют лабораторные подразделения организации. Подготовка к аттестации рабочих мест по условиям труда заключается в составлении перечня всех рабочих мест и выявлении опасных и вредных факторов производственной среды, подлежащих инструментальной оценке, с целью определения фактических значений их параметров.
Для проведения аттестации рабочих мест по условиям труда руководителем организации издается приказ о создании аттестационной комиссии.
В состав аттестационной комиссии включаются: специалисты служб охраны труда, организации труда и заработной платы, главные специалисты, руководители подразделений организации, медицинские работники, представители профсоюзных организаций.
При аттестации рабочих мест проводится оценка условий труда, оценка травмобезопасности оборудования и приспособлений. При этом учитывается обеспеченность работников средствами индивидуальной и коллективной защиты, а также эффективность этих средств.
На каждое рабочее место (или группу аналогичных по характеру и по условиям труда рабочих мест) составляется Карта аттестации рабочего места по условиям труда по строго установленной форме.
Рабочим местом считается любое место, где работник должен находиться или куда ему необходимо следовать в связи с выполнением его работы, и которые прямо или косвенно находятся под контролем руководителя.
Измеряются все вредные и опасные факторы во всех местах работы, где такие факторы имеются, и в Карту аттестации заносятся максимальные величины для химического фактора, эквивалентные для шума и вибрации, средние для тяжести труда.
Оценка опасных и вредных производственных факторов на аналогичных по характеру выполняемых работ и по условиям труда рабочих местах производится на основании данных, полученных при аттестации не менее 20% таких рабочих мест. Уровни опасных и вредных факторов определяются на основании инструментальных измерений. Инструментальные измерения физических, химических, биологических и психофизиологических факторов, эргономические исследования должны выполняться в процессе работы, то есть при проведении производственных процессов в соответствии с технологическим регламентом, при исправных и эффективно действующих средствах коллективной и индивидуальной защиты.
При проведении измерений необходимо использовать средства измерений, указанные в нормативно - технических документах на методы измерений.
Данные инструментальных измерений уровней производственных факторов оформляются протоколами. Форма протоколов устанавливается нормативно-техническими документами, определяющими порядок проведения измерений уровней показателей того или иного фактора.
Вслучаях, когда производственное оборудование и приспособления на рабочих местах изготовлены до введения в действие распространяющихся на них нормативных актов, или когда эти документы не разработаны и не утверждены в установленном порядке, оценка травмобезопасности производственного оборудования и приспособлений проводится на соответствие требованиям, изложенным в нормативных актах, устанавливающих на рабочих местах безопасные условия труда.
Результаты оценки рабочего места по фактору травмобезопасности оформляются протоколом в соответствии с Положением. Впротоколе указываются:
нормативные требования безопасности к рабочему месту;
фактическое состояние безопасности труда на рабочем месте;
краткая оценка соответствия фактического состояния безопасности труда на рабочем месте к требованиям нормативной документации;
мероприятия по выполнению данного нормативного требования безопасности к рабочему месту с целью обеспечения соответствия фактического состояния нормативному требованию.
По результатам оценки травмобезопасности рабочего места в протоколе приводятся краткие выводы. Вних указывается, каким требованиям нормативных документов не соответствует рабочее место, а также указываются должности, фамилии, имена, отчества и подписи лиц, проводивших оценку.
Оценка обеспеченности работников средствами индивидуальной защиты осуществляется посредством сопоставления фактически выданных средств с нормами бесплатной выдачи рабочим и служащим специальной одежды, специальной обуви и других средств индивидуальной защиты и другими нормативными документами.
Оценка фактического состояния условий труда по степени вредности и опасности производится на основе сопоставления результатов измерений всех вредных и опасных факторов производственной среды, тяжести и напряженности трудового процесса с установленными для них гигиеническими нормативными требованиями.
По результатам аттестации рабочих мест по условиям труда заполняются:
ведомость рабочих мест и результатов их аттестации по условиям труда; сводная ведомость рабочих мест и результатов их аттестации по условиям труда в организации.
Результаты работы аттестационной комиссии организации оформляются протоколом аттестации рабочих мест по условиям труда. К протоколу должны прилагаться:
карты аттестации рабочих мест по условиям труда;
ведомости рабочих мест и результатов их аттестации по условиям труда в подразделениях;
сводная ведомость рабочих мест и результатов их аттестации по условиям труда в организации;
план мероприятий по улучшению и оздоровлению условий труда в организации.
По итогам результатов осуществляется разработка плана мероприятий по улучшению и оздоровлению условий труда в организации. По результатам аттестации рабочих мест по условиям труда аттестационной комиссией с учетом предложений, поступивших от подразделений, отдельных работников и разрабатывается выше означенный план.
В плане указываются источники финансирования мероприятий, сроки их исполнения. План должен предусматривать приведение всех рабочих мест в соответствие с требованиями по охране труда.
С учетом результатов аттестации рабочих мест по условиям труда аттестационная комиссия разрабатывает предложения о порядке подготовки подразделений организации к их сертификации на соответствие требованиям норм по охране труда и намечает мероприятия, конкретизирующее содержание такой подготовки.
Результаты аттестации рабочих мест по условиям труда являются основой для создания банка данных существующих условий труда на уровне организации.
Контроль над качеством проведения аттестации рабочих мест по условиям труда возложен на органы Государственной экспертизы условий труда РФ.
Ответственность за проведение аттестации рабочих мест по условиям труда несет руководитель предприятия или лицо, непосредственно за это ответственное.
3.
ОХРАНА ТРУДА
3.1 Общие положения по охране труда
Каждый работник железнодорожного транспорта должен пройти инструктаж по охране труда в соответствии с видами работ, соблюдать правила и инструкции по технике безопасности и производственной санитарии установленные для конкретных видов работ. Ответственность за выполнение работниками этих правил и инструкций возлагается на бригадиров или мастеров.
Выполнение требований правил и инструкций является служебной обязанностью, а нарушение — нарушением трудовой дисциплины.
Рабочий имеет право выполнять только ту работу, которая входит в его служебную обязанность или по поручению администрации.
При работе могут использоваться только исправные инструменты, приспособления и оборудования. Необходимо выполнять требования указываемые знаками безопасности труда, сигналами и предупреждающими надписями, соблюдать предельные нормы перемещения грузов вручную.
Необходимо внимательно следить за сигналами и распоряжениями руководителя и немедленно выполнять его команды, особенно касающиеся ухода в безопасное место.
Нарушение требований инструкций в зависимости от последствий влечет за собой привлечение к дисциплинарной или уголовной ответственности. При выполнении работы необходимо иметь при себе удостоверение личности.
Работники, осуществляющие техническое обслуживание и ремонт пассажирских вагонов, должны быть обеспечены соответствующей спецодеждой и другими СИЗ.
К самостоятельной работе, связанной с техническим обслуживанием и ремонтом грузовых вагонов в депо, ПТО и ППС допускаются лица не моложе 18 лет, прошедшие обучение и проверку знаний по специальности и охране труда в объеме соответствующей занимаемой должности.
При возникновении аварийной ситуации работник должен прекратить работу, немедленно сообщить о случившемся мастеру или бригадиру и дальше выполнять его указания по предупреждению несчастных случаев или устранению возникшей аварийной ситуации. Осмотрщик или осмотрщик ремонтник должен сообщить об аварийном происшествии дежурному по отделению или управлению железной дороги.
3.2 Требования пожарной безопасности и средства пожарной защиты
Основные требования пожарной безопасности объекта в том числе к содержанию территории, зданий и сооружений, электроустановок, к системам отопления, вентиляции, технологическому оборудованию противопожарному водоснабжению, пожарной техники и средствами связи, изложены в типовых правилах пожарной безопасности для промышленных предприятий и в правилах по пожарной безопасности на железнодорожном транспорте.
Вскладских помещениях и на территории должны вывешиваться запрещающие и указательные знаки: места нахождения пожарных постов, пожарных кранов, гидрантов, огнетушителей, пунктов извещения о пожаре, места курения и т.д.
В обеспечении пожарной безопасности особое место занимает противопожарная подготовка инженерно-технических работников, служащих и рабочих, которая включает первичный и вторичный пожарные инструктажи, а также занятия по программе пожарно-технического минимума.
Под средствами защиты от пожара понимается огнетушащие составы, пожарные автомобили, пожарные поезда, пожарно-технические сооружения. По назначению средства тушения подразделяются на огнетушащие средства (вещества), прекращающие горение, средства доставки огнетушащих средств, их получения, а также выполнения других работ на пожаре.
Углекислый газ чаще всего применяется при тушении легковоспламеняющихся и горючих жидкостей в емкостях, горящего электрооборудования и двигателей внутреннего сгорания, при тушении пожаров в местах, где применять воду или пену нецелесообразно.
К изолирующим и разбавляющим веществам относят химическую и воздушно-механическую пену: азот, порошки общего и специального назначения. Химическую пену применяют длятушения легковоспламеняющихся и горючих жидкостей. Наиболее эффективна воздушно-механическая пена, обладающая хорошим теплоотражающим эффектом, также хорошо используются огнетушители (ОХП-10; ОУ; ОУ-2А; ОУ-2ММ; ОУ-5; ОУ-5ММ; ОУ-8), стационарные (ОСУ-5А; ОСУ- 5), порошковые ОП-10, комбинированные ОХВП-10 и ОК-100.
При возникновении пожара необходимо сообщить в пожарную охрану и руководителю работ. Тушить горящие предметы, находящиеся на расстоянии менее двух метров от контактной сети, разрешается только углекислотными, аэрозольными или порошковыми огнетушителями. Тушение горящих предметов, расположенных на расстоянии более семи метров от контактного провода, находящегося под напряжением может быть допущено без снятия напряжения. При этом необходимо следить, чтобы струя воды или пены не касалась контактной сети и других частей, находящихся под напряжением. При тушении пожара струю пены направлять в сторону от людей. При возгорании электроприборов применять только углекислотные или порошковые огнетушители.
3.3 Требования техники безопасности при выполнении технологического процесса
Требования техники безопасности при выполнении технологического процесса устанавливаются законом об охране труда РФ и местными инструкциями.
Перед началом работы работник должен проверить состояние инструмента находящегося на рабочем месте или получаемого из инструментальной кладовой. Инструмент и приспособления должны отвечать требованиям стандартов и технических условий.
Молоток должен иметь:
- ровную, не сбитую, без заусенцев, слегка выпуклую поверхность байка;
- овальное отверстие для ручки с небольшим конусом наружу;
- ручку овального сечения из дерева, гладкую без сучков и трещин, конусную с уширением к свободному концу.
Места обработки деталей зубилом или другим подобным инструментом ограждают щитками из сетки, а исполнители работ обеспечиваются защитными очками.
Напильники применяют только с исправными ручками с металлическими кольцами в местах их насадки. Гаечные ключи должны соответствовать указанным на них размерам и не иметь разошедшихся челюстей. Наращивать гаечные ключи другими ключами и трубами, а также применять прокладки между гайкой и ключом не допускается.
Абразивный инструмент, применяемый в заточных станках и ручных пневматических шлифовальных машинах типаИП-2002 ТУ 22-166-30, должны эксплуатироваться ииспытываться в соответствии с ГОСТ 12.3.028.
Запрещается пользоваться неиспытанными абразивными кругами. Для испытания абразивного инструмента в депо имеется специальный стенд находящийся в цехе оборудования. Верстаки, столы и стеллажи должны быть прочными, устойчивыми и иметь высоту, удобную для работы. Поверхность верстаков необходимо покрывать гладким материалом (листовой сталью).
3.4 Требования техники безопасности оборудованию
Мастер и бригадиры должны постоянно, в течении рабочей смены контролировать исправность инструмента, а исполнители - перед началомработы.
Работа неисправным инструментом, неочищенным от грязи и масла и без защитных средств запрещается.
Все производственное оборудование должно отвечать требованиям ГОСТ 12.1.003-83, ГОСТ 12.2.003-91, ГОСТ 12.2.022-80.
Для обеспечения безопасных условий труда электродвигатели, пусковая аппаратура и все другие части оборудования, которые могут находиться под напряжением, надежно заземляют и перед началом работы проверяются работниками цеха.
Зубчатые и ременные передачи, а также другие вращающиеся части оборудования, расположенные в доступной зоне, должны быть ограждены. Конструкции предохранительных устройств на станках должны быть прочными и надежно закрепленными. Внутренние поверхности защитных ограждений окрашивают в ярко-красный цвет.
Стенды и механизированные приспособления для ремонта автосцепного оборудования, потребляющие при работе электрический ток, должны иметь надежное защитное заземление в соответствии с ГОСТ 12.1.030. Сопротивление заземления должно быть 40 Ом. Сопротивление изоляции стендов должно соответствовать требованиям ГОСТ 1516.1 и быть не менее 0.51 Ом.
Все провода должны прокладываться в металлических трубах или гибких металлорукавах, защищенных асбестовой тканью.
Оборудование должно быть установлено на изолирующих фундаментах или основаниях, тщательно выровнено и закреплено.
3.5 Требования техники безопасности к
персоналу, средства индивидуальной защиты
Все люди, работающие с какой-либо машиной или механизмами должны быть совершеннолетними и иметь специальный допуск к работе, т.е. являться квалифицированными специалистами. Помимо этого каждый рабочий должен знать все нюансы своего дела во избежание издержек в работе, он несет полную ответственность за продукцию, получаемую в результате выполнения им своих трудовых обязанностей.
На предприятии в целом, и на участке в частности ведется систематическая работа по воспитанию у каждого члена коллектива чувства высокой ответственности за личную безопасность, безопасность рядом работающих, за выполнение норм и правил охраны труда, соблюдение трудовой и производственной дисциплины.
В соответствии с законодательством, рабочим, если при выполнении своих трудовых обязанностей они подвергаются воздействию отрицательных производственных факторов, бесплатно выдают по установленным нормам спецодежду, спецобувь и другие средства индивидуальной защиты. Выдаваемые средства индивидуальной защиты должны соответствовать характеру и условиям их работы, обеспечивать безопасность труда. При проведении работ под движущимися машинами и механизмами в качестве средства индивидуальной защиты предусмотрена каска. При работе с пневмоинструментом обязательны очки и рукавицы. При проведении сварочно-наплавочных работ пользуются сварочными масками для защиты глаз.
С наступлением холодов предусмотрена выдача теплой спецодежды и обуви с последующим возвратом в летнее время года.
Регулярно в соответствии со сроками проводят испытание и проверку исправности средств индивидуальной защиты с занесением результатов проверки в журнал.
3.6
Мероприятия по охране окружающей среды от вредного воздействия при работе на проектируемом участке
Охрана окружающей среды — система государственных мероприятий, направленных на рациональное природопользование, сохранение и оздоровление окружающей среды в интересах ныне живущих и будущих поколений людей.
К факторам неблагоприятного воздействия железнодорожного транспорта на окружающую среду относят выбросы вредных веществ в атмосферный воздух, внешние шумы железнодорожных объектов, загрязнение почвы и водоемов.
Важнейшим мероприятием по борьбе с загрязнением атмосферного воздуха, вредными веществами является уменьшение их выделения в источниках образования. Этому служат механизация и автоматизация производственных процессов, уплотнение, герметизация и вакуумизация оборудования, создание поточных и непрерывных технологических линий, замена вредных летучих веществ менее вредными и летучими, а твердого топлива — газообразным и т.д.
Решению проблемы снижения загрязнения атмосферного воздуха способствуют современные установки. Очистка промышленных выбросов в атмосферу на современных предприятиях является составной частью технологического процесса. Цель ее — предотвращение загрязнения атмосферного воздуха, удаление вредных веществ и технологических выбросов, уменьшение механического износа оборудования, извлечение из отходов ценных продуктов и использование их как вторичного сырья.
На железнодорожном транспорте наибольшую опасность в отношении загрязнения поверхностных источников питьевого назначения представляют вагоноремонтные депо.
Обезвреживание сточных вод важная санитарно-техническая проблема, от решения которой зависят безопасное водопользование населения и развитие живого мира. Поэтому при осуществлении санитарного контроля исследуют сточные воды на содержание многочисленных химических веществ, прозрачность, кислотность или щелочность. Особое внимание обращают на потребление кислорода, необходимое для окисления различных отходов.
Среди профилактических мероприятий по охране почвы важное место занимает исправность тары. В случаях аварийного розлива и рассеивания опасных химических грузов большое значение имеет оперативное проведение мероприятий по их нейтрализации.
Ограничению загрязнения почвы вредными веществами способствует обязательное соблюдение предельно допустимых концентраций химических веществ в почве. Организация и руководство работой по вопросам охраны природы и рационального использования природных ресурсов возложена на специальный отдел, который является структурным подразделением главного управления по безопасности движения и экологии.
Основные задачи отдела охраны природы и рационального использования природных ресурсов следующие: контроль за своевременным включением в план управлениями железных дорог природоохранных объектов железнодорожного транспорта; разработка на основе экономических расчетов и обоснований с учетом материалов проектов перспективных и годовых планов по охране природы и рациональному использованию водных и лесных ресурсов, земель, по охране воздушного бассейна, вводу в действие природоохранных объектов.
3.7
Расчет количества электроэнергии, воды, сжатого воздуха, топлива, пара на производственны нужды
Электроэнергия на предприятии вагонного хозяйства используется для питания электроприводов оборудования, станков, при производстве ремонта, электросварке. Количество потребляемой электроэнергии определяется с учетом активной мощности оборудования, продолжительности работы, а также коэффициентом использования.
Таблица 4. Мощность оборудования.
| Наименование оборудования |
Кол-во |
Мощность (кВт) |
Коэффициент мощности |
Общая мощность (кВт) |
| Полуавтомат А-765 |
1 |
80 |
0,6 |
48 |
| Вертикальный фрезерный станок |
1 |
4,5 |
0,6 |
2,7 |
| Горизонтальный фрезерный станок |
1 |
4,5 |
0,6 |
2,7 |
| Наждачный шлифовальный станок |
1 |
2,5 |
0,7 |
1,75 |
| Кран-балка |
1 |
31,2 |
0,7 |
21,84 |
| Устройство для дефектоскопирования |
1 |
2 |
0,5 |
1 |
∑Ракт
=77,99 кВт. (принимаем 80 кВт).
Количество электрической энергии, применяемой на участке для производственных нужд в течении года определяется по формуле:
 (кВт/ч), где: (кВт/ч), где:
∑Ракт
– активная мощность, потребляемая оборудованием участка в течении года;
- действительный годовой фонд времени работы оборудования с учетом сменности работ.
 кВт. кВт.
Стоимость электрической энергии составляет:
 руб. руб.
Под электроэнергией на бытовые нужды обусловлена электроэнергия на освещение, определяемая по формуле:
 (кВт/ч в год), где: (кВт/ч в год), где:
Wосв
– количество электроэнергии, необходимое для бытовых нужд;
0,75
– коэффициент потребления энергии в течении дня;
∑Р
– активная мощность светильников в течении часа;
Тгод
– время использования освещения в течении года.
Активная мощность, потребляемая для освещения на участке в течении часа определяется по формуле:
 (кВт), где: (кВт), где:
Wуд
– удельная мощность светильников (10-30 Вт);
Sкор
– площадь участка.
 кВт. кВт.
Время использования освещения в течении года определяется по формуле:
 (час), где: (час), где:
Др
– количество рабочих дней в году;
Tосв
– среднее время осветительного периода в течении суток (10 час).
 (час) (час)
 кВт. кВт.
Стоимость бытовой энергии составляет:
 руб. руб.
Количество и стоимость воды для производственных нужд определяется по формуле:
 где: где:
∑
Q
– расход воды на обмывку одной автосцепки (0,01 м3
);
Ксп
– коэффициент спроса (0,75);
1,1
– коэффициент, учитывающий утечку воды.
 м3
. м3
.
Стоимость воды на производственные нужды составляет:
 руб. руб.
Количество и стоимость воды на бытовые нужды определяется по формуле:
 м3
, где: м3
, где:
qуд
– удельный расход воды, потребляемый одним рабочим в смену (65 л);
Rсп
– списочное количество рабочих;
Др
– количество рабочих дней в году.
 м3
. м3
.
Стоимость воды для бытовых нужд составляет:
 руб. руб.
Стоимость отопления с учетом использования твердого топлива определяется по формуле:
 руб, где: руб, где:
α
– коэффициент, учитывающий вид топлива (0,23);
Тоб
– число часов отопительного сезона (4320);
gот
– часовой расход тепла на 1 м3
(0,8);
tв
,
tн
– внутренняя и наружная температура воздуха (tв
=160
С, tн
=100
С);
кэк
– эксплуатационный коэффициент (1,25);
Ц
– стоимость отопления за 1 гКкал (640,77 руб).
 руб. руб.
Расчет количества и стоимости сжатого воздуха
Годовая потребность в сжатом воздухе (м3
) рассчитывается по его расходу на работу пневмоинструментов и стендов. Удельный расход сжатого воздуха на работу пневмооборудования принимаем из таблицы 5.
Таблица 5. Пневмоинструмент участка.
| Наименование оборудования
|
Ед. измерения, м3
/мин.
|
Кол-во
|
Расход сжатого воздуха
|
Коэф. спроса
|
| Гайковерт |
м3
/мин |
2 |
0,8 |
1,6 |
| Шлиф. машинка |
м3
/мин |
5 |
0,9 |
4,5 |
Расход сжатого воздуха определяется по формуле:
 м3
, где: м3
, где:
n
– количество инструментов;
Vуд
– средний удельный расход сжатого воздуха;
- действительный фонд работы оборудования с учетом сменности;
L
– коэффициент спроса.
 м3
. м3
.
Стоимость сжатого воздуха составляет:
 руб. руб.
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1 Производственно-финансовый план, планирование показателей объема и качества
Каждое предприятие железнодорожного транспорта осуществляет свою деятельность на основе производственно-финансового плана, который является основным организующим, направляющим и контролирующим документом. Производственно-финансовый план составляется заранее на год и утверждается в вышестоящих организациях.
Производственно-финансовый план содержит в своем составе данные по всем направлениям деятельности конкретного предприятия. Включает в себя объем работы, правила и порядок выполнения работ, контингент, необходимый для выполнения данного объема работ, условия и возможность внедрения механизации, расходы на выполнение объема работ, возможный рост производительности труда, рентабельность и себестоимость.
Основной задачей составления производственно-финансового плана является четкая организация производственного процесса, обеспечения непрерывности при выполнении работ, увеличение роста заработной платы работающих за счет сокращения расходов на выполнение объема работ, снижения себестоимости и т.д.
Производственно-финансовый план состоит из двух основных частей:
1. Производственная часть включает в себя установление программы работ и возможность выполнения данной программы (технологический процесс, оборудование виды ремонта вагонов). 2. Финансовая часть включает в себя установление затрат на запланированную программу при установленном методе ремонта и технологического процесса. Производственно- финансовый план состоит из пяти основных разделов:
Объем работы, метод ремонта, технология работы оборудования и механизмов. План по труду — устанавливает необходимую численность работающих, составление штатного расписания. Определение зарплаты и производительности труда.
План эксплуатационных расходов — затраты на выполнение запланированного объема работ.
Себестоимость выполнения работ.
Баланс доходов и расходов.
4.2 Сущность заработной платы, системы и формы оплаты труда, виды доплат и стимулирование труда. Расчет заработной платы работников участка
Заработная плата — это цена, выплачиваемая предприятием за использование труда работника. Зарплата зависит от количества и качества труда. Определяющими факторами являются — квалификация работника, его способность выполнять работу определенной сложности. Уровень квалификации работника определяется:
общим образованием, специальной подготовкой; производственным стажем.
Условия труда оказывают влияние на уровень оплаты. На железнодорожном транспорте есть профессии с неблагоприятными условиями труда — в этом случае оплата труда выше. Система оплаты труда — это способ исчисления размеров вознаграждения за труд в соответствии с результатами или затратами труда. В зависимости от того, что берется за измеритель труда, различают две основных системы оплаты труда — повременную и сдельную.
При сдельной системе оплате подлежит количество фактически произведенной продукции по заранее установленным расценкам.
Расценки устанавливают, исходя из тарифной ставки, соответствующей разряду данного вида работ, и установленной нормы времени.
При повременной системе оплате подлежит количество отработанного времени. Зарплата определяется в соответствии с разрядом, тарифной ставкой и фактически отработанным временем. Разновидностью данных форм являются: простая-сдельная, простая-повременная. Для материальной заинтересованности работников в результатах труда могут вводиться системы премирования. Премиальная система дополняет основные, и тогда имеют место комбинированные системы — повременно премиальные и сдельно-премиальные.
Таблица 6 Заработная плата.
| Наименование профессии
|
Кол-во
|
Разряд
|
Час т/ст, руб
|
Мес т/ст, руб
|
Доплаты и надбавки
|
Всего за мес, руб
|
Всего за мес, руб
|
ФОТ руб
|
Прем.
50%
|
Прираб 10%
|
Ночн 40%
|
| Бригадир |
2 |
8 |
61,69 |
10285,36 |
5142,68 |
1028,54 |
- |
16456,58 |
32913,16 |
394957,92 |
| Слесарь |
4 |
5 |
58,77 |
9755,82 |
4877,91 |
975,58 |
- |
15609,31 |
62437,24 |
749246,88 |
| Сварщик |
4 |
4 |
52,39 |
8696,74 |
4348,37 |
869,67 |
- |
13914,78 |
55659,12 |
667909,44 |
| Станочник |
2 |
4 |
52,39 |
8696,74 |
4348,37 |
869,67 |
- |
13914,78 |
55659,12 |
667909,44 |
| Мастер |
1 |
10 |
- |
19674 |
9837 |
- |
- |
29511 |
29511 |
354132 |
| Итого:
|
2834155,68 руб |
4.3 Производительность труда, ее сущность, факторы, влияющие на рост производительности труда. Расчет производительности туда на участке
Производительностьтруда — это есть количество продукции, выработанное одним или группой рабочих за определенный промежуток времени. Различают плановую, фактическую и оперативную производительность труда.
Плановая производительность труда — это количество продукции, выработанное одним или группой рабочих за установленное время по плану:
 , где: , где:
Nпл
- плановый объем работы,
Rсп
- списочное количество работников.
Фактическая производительность труда — это фактическое количество продукции, выработанное одним или группой рабочих в установленное время, фактически:
 , где: , где:
Nф
- фактически выполненный объем работы,
Rяв
- явочное количество рабочих.
Оперативная производительность труда — это отношение фактической производительности к плановой производительности:
Для расчета производительности труда участка по ремонту автосцепки используем метод натуральных единиц:
, где:
Nпл
- плановый объем работы,
Rсп
- списочное количество работников.
 автосцеп. автосцеп.
 , где: , где:
Nф
- фактически выпускаемый объем работы,
Rяв
- явочное количество работников.
 автосцеп. автосцеп.
 %. %.
4.4
Планирование эксплуатационных расходов участка
В плане эксплуатационных расходов устанавливается сумма денежных средств, необходимая для выполнения производственной программы. План расходов должен быть увязан с другими разделами плана и предусматривать экономное расходование трудовых ресурсов, топлива, электроэнергии, материалов и пр.
Эксплуатационные расходы вагонного дело планируются со статьям расходов основной деятельности железных дорог и элементам затрат: заработная плата, отчисления, материалы, запчасти, топливо, электроэнергия и прочие расходы. Наибольший удельный вес в эксплуатационных расходах занимает заработная плата.
По экономическому содержанию расходы классифицируются на основные и общехозяйственные.
1. Основные расходы — расходы, включающие зарплату производственных рабочих, затраты на силовую электроэнергию, материалы и запчасти, воду для обмывки деталей и узлов вагона, сжатый воздух и т. д.
2. Основные расходы общие для всех содержат данные о расходах на социальное страхование работающих, дополнительную зарплату (отпускные), амортизационные отчисления, бытовые расходы.
3. Общехозяйственные расходы содержат данные на содержание АУР.
Таблица 7 Эксплуатационные расходы
| Основные расходы
|
| Наименование расходов |
Сумма (руб) |
Примечание |
| Зарплата произв. Рабочих |
2834155,68 |
| Материалы и запчасти |
22241300 |
| Электроэнергия |
640920 |
На нужды |
| Отопление |
528078,79 |
| Итого ∑
26244454,47 руб. |
| Основные расходы общие для всех
|
| Дополнительная зарплата |
141707,78 |
2-5% от ФОТ |
| Социальные нужды |
153044,4 |
5,4 % от ФОТ |
| Техника безопасности |
85024,67 |
3% от ФОТ |
| Освещение |
11294,64 |
| Водоснабжение |
2730,16 |
| Амортизация произв. фондов |
424450 |
5% от стоимости здания |
| Амортизация произв. оборудования |
1018680 |
12% от стоим. оборудования |
| Итого∑
1443130 руб. |
| Общехозяйственные расходы
|
| Зарплата АУР |
749089,92 |
Бригадир+мастер |
| Социальные нужды |
40450,85 |
5,4% от АУР |
| Дополнительная зарплата |
14981,79 |
2% от АУР |
| Подготовка кадров |
7490,89 |
1% от ФОТ АУР |
| Изобретательство и рационализация |
7490,89 |
1 % от ФОТ АУР |
| Итого∑
819504,34 руб. |
| Всего расходов:
28507088,81 руб. |
4.5 Организация материально-технического снабжения в вагонном хозяйстве, нормирование расхода и определение потребности в материальных ресурсах проектируемого участка
Материалы и запчасти вагонное депо получает в соответствии с заявкой на предстоящий год. Данная заявка составляется на основе утвержденных норм расхода материалов и планируемого объема работ по эксплуатации, ремонту и содержанию здания и сооружения, а также оборудования предприятия.
Номы расхода материалов — это количество материала, которое необходимо затратить на производство единицы изделия или на выполнение единицы работы при установленном технологическом процессе и соответствующей организации производства.
Депо получает материалы и запчасти с материального склада или транзитом в вагонах. Учет движения материалов и запчастей осуществляется на основании документов, отражающих приходные и расходные операции. Каждое предприятие должно располагать необходимым запасом материалов для бесперебойного снабжения ими участков и рабочих мест. Величина запасов непрерывного производственного процессов должна быть достаточной для организации непрерывного производственного процесса, но в то же время минимально необходимой для обеспечения нормальной работы предприятия и исключения длительного оседания материалов на складе.
Норма запасов материалов — это их минимальное количество, находящееся на складе и в кладовых и необходимое для обеспечения ритмичной работы производства в условиях принятой периодичности завоза материалов и запчастей, а также режима их потребления.
Таблица 7 Определение материалов и запасных частей
| Наименование материалов
|
Ед. измер.
|
Норма на ед. продукции
|
Кол-во на программу
|
Стоимость (руб).
|
Общ. стоимость (руб).
|
| Головка автосцепки в сборе |
Шт. |
0,02 |
242 |
30000 |
7260000 |
| Аппарат фрикционный |
Шт. |
0,01 |
121 |
25000 |
3025000 |
| Корпус погл. аппарата |
Шт. |
0,035 |
423 |
7500 |
3172500 |
| Валик подъемника |
Шт. |
0,005 |
61 |
4500 |
274500 |
| Замок автосцепки |
Шт. |
0,03 |
362 |
5000 |
1810000 |
| Замкодержатель |
Шт. |
0,05 |
603 |
5500 |
3316500 |
| Тяговый хомут |
Шт. |
0,01 |
121 |
15000 |
1815000 |
| Электроды сварочные |
Пач. |
1,3 |
15678 |
100 |
1567800 |
| Итого:
22241300 руб. |
4.6 Расчет себестоимости ремонтных работ
Одним из основных показателей эффективности работы участка является себестоимость, показывающая, во что обходится предприятию производство и реализация продукции. Уровень себестоимости зависит от технического оснащения участка, степени использования оборудования, правильной организация технологического процесса, объема выполненной продукции, производительности труда, зарплаты работников, расхода материалов и запчастей, цены на сырье, электроэнергию и другие оборотные фонды.
Основной метод расчета себестоимости — метод определения эксплуатационных расходов по статьям и элементам затрат относительно единицы выполненной продукции
 (
руб), где: (
руб), где:
Эр
- эксплуатационные расходы участка;
Nуч
- программа участка.
 руб. руб.
4.7 Анализ производственно-хозяйственной деятельности участка
Таблица 8
Анализ производственно-хозяйственной деятельности участка.
| Наим. работ
|
Измеритель
|
Объем работ
|
Эксплуатационные расходы
|
Всего расх. (руб).
|
Себестоим. (руб).
|
| Основные расходы
|
Основные общие для всех
|
Общехоз.
|
| Ремонт автосцепки |
Шт. |
12060 |
26244454,47 |
1443130 |
28507088,81 |
28507088,81 |
2363,77 |
Проект разработал: Воронков О. М.
СПИСОК ЛИТЕРАТУРЫ:
1. В.И. Гридюшко, В.П. Бугаев, А.Ф. Сузова. «Экономика организация и планирование вагонного хозяйства», Москва «Транспорт» 1980.
2. А.И. Попов, А.Н. Королев. « Экономика, организация и планирование вагонного хозяйства».
3. В.И. Гридюшко, В. П. Бугаев, Н. Э. Криворучко. «Вагонное хозяйство», Москва «Транспорт» 1988.
4. В.Д. Алексеев, Г.Е. Сорокин. «Ремонт вагонов», Москва «Транспорт» 1977.
5. В.С. Крутяков. «Охрана труда и основы экологии на железнодорожном транспорте и в транспортном строительстве», Москва «Транспорт» 1993.
|
