СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
ГОСТ 2246 – 70 Проволока стальная сварочная. Технические условия ГОСТ 9036 – 88 Колёса цельнокатаные. Конструкция и размеры ГОСТ 9087 – 81 Флюсы сварочные плавленые. Технические условия ГОСТ 10791 – 2004 Колёса цельнокатаные. Технические условия Правила технической эксплуатации железных дорог ЦРБ-756. М.: Техинформ, 2000, – 190 с. Инструкция по сварке и наплавке при ремонте грузовых вагонов ЦВ 201-98. М.: Транспорт, 1999 г. - 256 с. Унифицированная технологическая инструкция по автоматической наплавке под флюсом гребней вагонных колесных пар. ТИ-5-02-02У.01.04.2004г., Москва. Богданов А.Ф.,Чурсин В.Г. Эксплуатация и ремонт колесных пар вагонов. – М.: Транспорт, 1985. – 270 с. Лукин В.В., Анисимов П.С., Федосеев Ю. П. Вагоны. Общий курс: Учебник для вузов ж.-д. трансп./Под ред. В.В. Лукина. – М.:Маршрут, 2004.- 424с. Методические указания к курсовому проекту по дисциплине «Технология производства и ремонта вагонов» для студентов четвертого курса специальности «Вагоны». Сост. Г. С. Пугачёв, Иркутск, ИрИИТ, 2002, - 38 с. Методические указания к курсовой работе по дисциплине «Технология сварочного производства на вагоноремонтном предприятии» для студентов специальности 150800. Сост. Н. О. Тютрин, Иркутск, ИрГУПС, 2003, - 48 с. Пугачёв Г.С. Технология сварочного производства на вагоноремонтных предприятиях: Учебное пособие. - Иркутск: ИрИИТ, 2001. - 85 с. Технология вагоностроения и ремонта/ Под ред. В.С. Герасимова – 2-е изд., перераб. и доп.- М.: Транспорт, 1988.- 381 с.
СОДЕРЖАНИЕ
Введение………………………………………………………………...........4 Характеристика конструкции………………………………………...6 Назначение узла…………………………………………………6 Описание конструкции………………………………………….8 Описание взаимодействия деталей колёсной пары под действием эксплуатационных и других нагрузок……………..9 Характеристика материала колёс…………………………….11 Силовые факторы, действующие на колесную пару, вызывающие ее повреждение…………………………………13 Анализ повреждений и неисправностей…………………………...14 Статистика отказов колёсных пар в эксплуатации…………..14 Виды повреждений…………………………………………….15 Допускаемое значение величин……………………………….17 Причины повреждения………………………………………...18 Мероприятия, направленные на повышение работоспособности и долговечности…………………………19 Анализ существующих методов ремонта и обоснование выбранного метода ………………………………………………….2 4 4 Технология наплавки гребней колес……………………………….30 Технологический процесс наплавки колёс…………………...30 Технологическое оборудование и оснастка…………………..34 Сварочные материалы………………………………43 Расчет параметров процесса наплавки……………………45 Расчет норм времени………………………………………...49 Метрологическое обеспечение проекта……………………53
Маркировка и регистрация наплавленных колес…………56 Технико-экономическая оценка проекта…………………………57 Мероприятия по технике безопасности и охране труда…………62 Список используемой литературы…………………………………….......64 
Федеральное Агентство Железнодорожного Транспорта Иркутский Государственный Университет Путей Сообщения
Кафедра ″ВВХ″
Курсовой проект по дисциплине «Технология производства и ремонта вагонов» ТЕМА: ВОССТАНОВЛЕНИЕ РЕСУРСА КОЛЕСА НАПЛАВКОЙ ГРЕБНЯ КП.ВВХ.190302.ПЗ
Выполнил студент группы В-05-1 Запольский Д. В.
Руководитель Бочерова О.А.
Иркутск 2009
ГОСТ 31118-82 Форма 2
|
|
|
|
|
|
|
| | Дубл. |
|
|
|
|
|
|
|
| | Взам. |
|
|
|
|
|
|
|
|
|
|
|
| | Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | Разраб. |
|
|
|
|
|
|
| | Нормир. |
|
|
| | Проверил |
|
|
| | Рук.разраб. |
|
|
| Колёсная пара | РА
|
|
| | Н.контр. |
|
|
|
А
Б | Цех | Уч. | РМ | Опер. | Код, Наименование операции | Обозначение документа | | Код, наименование оборудование | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз | Тшт | | К/М
| Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх | | Р 01 | Температура | Давление | Время | Концентр. |
|
|
|
|
|
| | А 02 | 15 01 005 Приготовление раствора ИОТ №53 | | 03 | 10 01 010 Загрузка | | Б 04 | Т 296.00.000 Машина моечная 1846 3 1 5 10 5,0 | | О 05 | Промыть наружную поверхность колёсной пары | | М 06 | Сода кальцинированная ГОСТ 5100-85 6,5 10л | | 07 | Вода водопроводная | | Р 08 | 343 – 363 К (70 – 90 С) 0,5 МПа 15 мин 0,5 г/л | | 09 |
| | А 10 | 20 01 015 Сушка | | Б 11 | Сушильный шкаф 1846 3 1 5 10 5,0 | | МК/КТПО | Карта технологического процесса очистки | |
Гост 3.1118-82 Форма 2
|
|
|
|
|
|
|
| | Дубл. |
|
|
|
|
|
|
|
| | Взам. |
|
|
|
|
|
|
|
|
|
|
|
| | Подл. |
|
|
|
|
|
|
|
|
|
|
|
| | Вагон- цистерна для бензина |
| 01290.00001 | 2 | 1 | | Разраб. |
|
|
|
|
|
|
| | Нормир. |
|
|
| | Проверил |
|
|
| | Рук.разраб. |
|
|
| Колёсная пара |
|
|
| | Н.контр. |
|
|
| | А | Цех | Уч. | РМ | Опер. | Код, Наименование операции | Обозначение документа | | Б | Код, наименование оборудование | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз | Тшт | | К/М | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх | | РС1 | ПЛ | I | U | Vнапл | Sm | ЧП | Км | qм | Дэ | Hэ | Lэ | Кг | Qa |
| | А 01 | 015 ; 9110 Наплавка ИОТ №48;10290.00001; | | 02 | 045.055 | | Б 03 | Автомат А –580М ГОСТ18130; гребкнь 290 3 2 | | 04 | колёсных пар УД-665УХЛ4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | М 05 | Проволока сварочная СВ-08Г2СМФ ГОСТ 2246-70 г/дет 544.8 | | М 06 | Флюс АН-348А ГОСТ 9087-83 г/дет 4937 | | РС07 | О | 318 | 30В | 54 |
| 2…3 | 35…40 | 35…45 |
| 30 |
|
| 4937г/м |
| | 08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | А 09 | 025 Индукционный нагреватель 10290. 00001; УИН №48 | | Б 10 | Выпрямитель ВС-632 ТУ16-739.303-82;гребкнь 2970 3 1 | | 11 | колёсных пар УД- 665 |
|
|
|
|
|
|
|
|
|
|
| | 12 |
| | 13 |
| | РС14 | П | 350 | 40…60 |
|
|
|
|
|
|
|
|
|
|
| | МК/ОКН |
|
| ГОСТ 3.1118-82 Форма 2
|
|
|
|
|
|
|
| | Дубл. |
|
|
|
|
|
|
|
| | Взам. |
|
|
|
|
|
|
|
|
|
|
|
| | Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 01290.0001 | 4 | 1 | | Разраб. |
|
|
|
|
|
|
| | Нормир. |
|
|
| | Проверил |
|
|
| | Рук.разраб. |
|
|
| Колёсная пара |
|
|
| | Н.контр. |
|
|
| | А Б | Цех | Уч. | РМ | Опер. | Код, Наименование операции | Обозначение документа | | Код, наименование оборудование | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз | Тшт | | К/М | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх | | РД 01 | Код , наименование обьекта | ПЗП | ПЗПР | ДЗП |
| СТО |
|
| | А 02 | Дефектация ИОТ №91 «Инструкция по осмотру, освидетельствованию, ремонту | | 03 |
| И формированию вагонных колёсных пар «Союзжелдоррем- | | 04 |
| маш»/4860»;Руководство по зав. ремонту ЦВ/3429»;20290.00001 | | 05 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | 06 |
| | 07 |
| | Б 08 | Стенд для дефектации |
|
| 1624 | 3 |
| 1 |
|
|
|
|
|
| | 09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | РД10 | Износ гребневой части колеса 33 | | 11 | толщина гребня технологическая скоба 32 ВНИЖТ-Св/01-03 | | 12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | 13 |
| | 14 |
| | 15 |
| | 16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | МК/КТПД | Карта технологического процесса дефектации |
|
ГОСТ 31118-82 Форма 2
|
|
|
|
|
|
|
| | Дубл. |
|
|
|
|
|
|
|
| | Взам. |
|
|
|
|
|
|
|
|
|
|
|
| | Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | Разраб. |
|
|
|
|
|
|
| | Нормир. |
|
|
| | Проверил |
|
|
| | Рук.разраб. |
|
|
| Колёсная пара | РА
|
|
| | Н.контр. |
|
|
|
А
Б | Цех | Уч. | РМ | Опер. | Код, Наименование операции | Обозначение документа | | Код, наименование оборудование | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз | Тшт | | К/М
| Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх | | Р 01 | Температура | Давление | Время | Концентр. |
|
|
|
|
|
| | А 02 | 15 01 005 Приготовление раствора ИОТ №53 | | 03 | 10 01 010 Загрузка | | Б 04 | Т 296.00.000 Машина моечная 1846 3 1 5 10 5,0 | | О 05 | Промыть наружную поверхность колёсной пары | | М 06 | Сода кальцинированная ГОСТ 5100-85 6,5 10л | | 07 | Вода водопроводная | | Р 08 | 343 – 363 К (70 – 90 С) 0,5 МПа 15 мин 0,5 г/л | | 09 |
| | А 10 | 20 01 015 Сушка | | Б 11 | Сушильный шкаф 1846 3 1 5 10 5,0 | | МК/КТПО | Карта технологического процесса очистки | |
Гост 3.1118-82 Форма 2
|
|
|
|
|
|
|
| | Дубл. |
|
|
|
|
|
|
|
| | Взам. |
|
|
|
|
|
|
|
|
|
|
|
| | Подл. |
|
|
|
|
|
|
|
|
|
|
|
| | Вагон- цистерна для бензина |
| 01290.00001 | 2 | 1 | | Разраб. |
|
|
|
|
|
|
| | Нормир. |
|
|
| | Проверил |
|
|
| | Рук.разраб. |
|
|
| Колёсная пара |
|
|
| | Н.контр. |
|
|
| | А | Цех | Уч. | РМ | Опер. | Код, Наименование операции | Обозначение документа | | Б | Код, наименование оборудование | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз | Тшт | | К/М | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх | | РС1 | ПЛ | I | U | Vнапл | Sm | ЧП | Км | qм | Дэ | Hэ | Lэ | Кг | Qa |
| | А 01 | 015 ; 9110 Наплавка ИОТ №48;10290.00001; | | 02 | 045.055 | | Б 03 | Автомат А –580М ГОСТ18130; гребкнь 290 3 2 | | 04 | колёсных пар УД-665УХЛ4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | М 05 | Проволока сварочная СВ-08Г2СМФ ГОСТ 2246-70 г/дет 544.8 | | М 06 | Флюс АН-348А ГОСТ 9087-83 г/дет 4937 | | РС07 | О | 318 | 30В | 54 |
| 2…3 | 35…40 | 35…45 |
| 30 |
|
| 4937г/м |
| | 08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | А 09 | 025 Индукционный нагреватель 10290. 00001; УИН №48 | | Б 10 | Выпрямитель ВС-632 ТУ16-739.303-82;гребкнь 2970 3 1 | | 11 | колёсных пар УД- 665 |
|
|
|
|
|
|
|
|
|
|
| | 12 |
| | 13 |
| | РС14 | П | 350 | 40…60 |
|
|
|
|
|
|
|
|
|
|
| | МК/ОКН |
|
| ГОСТ 3.1118-82 Форма 2
|
|
|
|
|
|
|
| | Дубл. |
|
|
|
|
|
|
|
| | Взам. |
|
|
|
|
|
|
|
|
|
|
|
| | Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 01290.0001 | 4 | 1 | | Разраб. |
|
|
|
|
|
|
| | Нормир. |
|
|
| | Проверил |
|
|
| | Рук.разраб. |
|
|
| Колёсная пара |
|
|
| | Н.контр. |
|
|
| | А Б | Цех | Уч. | РМ | Опер. | Код, Наименование операции | Обозначение документа | | Код, наименование оборудование | СМ | Проф. | Р | УТ | КР | КОИД | ЕН | ОП | Кшт. | Тпз | Тшт | | К/М | Наименование детали, сб. единицы или материала | Обозначение, код | ОПП | ЕВ | ЕН | КИ | Н. расх | | РД 01 | Код , наименование обьекта | ПЗП | ПЗПР | ДЗП |
| СТО |
|
| | А 02 | Дефектация ИОТ №91 «Инструкция по осмотру, освидетельствованию, ремонту | | 03 |
| И формированию вагонных колёсных пар «Союзжелдоррем- | | 04 |
| маш»/4860»;Руководство по зав. ремонту ЦВ/3429»;20290.00001 | | 05 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | 06 |
| | 07 |
| | Б 08 | Стенд для дефектации |
|
| 1624 | 3 |
| 1 |
|
|
|
|
|
| | 09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | РД10 | Износ гребневой части колеса 33 | | 11 | толщина гребня технологическая скоба 32 ВНИЖТ-Св/01-03 | | 12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | 13 |
| | 14 |
| | 15 |
| | 16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| | МК/КТПД | Карта технологического процесса дефектации |
|
 3 Анализ существующих методов ремонта и обоснование выбранного метода 3 Анализ существующих методов ремонта и обоснование выбранного метода
Среди способов по восстановлению упрочнению и приданию специальных свойств рабочим поверхностям деталей, которые помогут значительно снизить расходы на ремонт техники и продлят срок её службы в несколько раз существуют следующие: Механическая обработка на колёсотокарных станках. Главным движением при обточке колёс является вращение колёсной пары, а движением подачи – поступательное перемещение режущего инструмента по заданной траектории, соответствующей профилю гребня обода колеса. В колёсных цехах применяются различные по своим параметрам и технико-экономическим характеристикам колёсотокарные станки. К таким параметрам относятся: размеры рабочего пространства (габариты), диапазон подач и частот вращения, мощность главного привода и приводов подач, значение ускоренных перемещений узлов, точность, жесткость, степень автоматизации. Эти параметры, а также показатели производительности и стоимости станков определяют технико-экономическую характеристику оборудования. Фактическая производительность колесотокарных станков различных типов на разных вагоноремонтных предприятиях колеблется от 10 до 50 колёсных пар в смену. Данный способ больше подходит для восстановления поверхности катания нежели гребней вследствие того что для того чтобы увеличить ширину гребня на 1 мм. нужно снять порядка 4…5 мм. с поверхности катания, что приводит к утоньшению бода колеса. Восстановление гребней колесных пар автоматической наплавкой под слоем флюса. Существуют различное конструктивное исполнение установок:  Колесная пара располагается горизонтально с одновременной наплавкой гребней сразу двух колес (установка обеспечивает наивысшую производительность процесса восстановления колесных пар); Колесная пара располагается горизонтально с одновременной наплавкой гребней сразу двух колес (установка обеспечивает наивысшую производительность процесса восстановления колесных пар); Установка состоит из вращателя с горизонтальной осью вращения, двух сварочных головок с подающими механизмами, поворотного электромеханического суппорта, двух стоек с консолью (на одной устанавливаются сварочные головки, на другой - кассеты со сварочной проволокой и флюсами), флюсоотсоса и двух источников сварочного тока типа ВДУ-505 или ВДУ-506. Установка имеет настройку переходов от шва к шву по высоте. Железнодорожную колесную пару устанавливают на вращатель. С помощью суппорта настраивают угол наклона горелок, включают вращатель, подачу флюса и зажигают первую, затем через 8-10 с вторую дугу. По завершению оборота с помощью суппорта поднимают горелки вверх на 6-7 мм без прерывания сварочного процесса и т.д. Всего на гребень наплавляется 4-5 валиков, 5 или 6 отжигающий валик наплавляется только второй дугой. В комплект поставки входят: сварочная часть установки, двухстоечный вращатель с горизонтальной осью вращения, станок для очистки и перемотки электродной проволоки, электропечь для прокалки флюса. 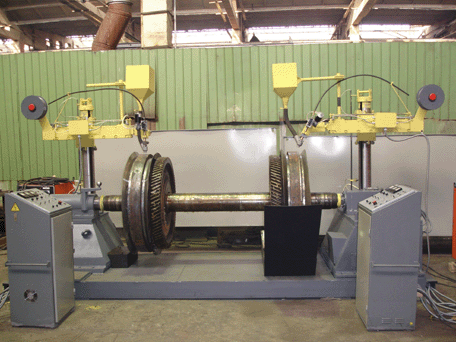 Рис. 8. Установка для автоматической наплавки под слоем флюса гребней цельнокатаных вагонных колёс  Таблица 4 Техническая характеристика Таблица 4 Техническая характеристика | Наименование характеристики | Значение | | Потребляемая мощность установки, кВт | 40 | | Время нагрева перед наплавкой одного колеса, мин | 55 | | Время наплавки гребня на одном колесе, мин. | 40…50 | | Время остывания колесной пары в термостате, часов | 10…12 |
Организация-разработчик: Фирма "М.А.Г." г. Коломна. Колесная пара располагается горизонтально с поочередной наплавкой гребней колес; | В соответствии с запросом Управления технологического транспорта ОАО «Северсталь» была разработана и внедрена эффективная технология ремонтной наплавки гребней железнодорожных колёс внутризаводского транспорта. Было установлено, что колёса тепловозов имеют интенсивный износ реборд в результате сухого трения с рельсом на участках закругления пути. Особенно интенсивно износ происходит на участках со сверхнормативно малым радиусом кривизны, что характерно для стеснённых внутризаводских условий прокладки путей.  Рис. 9. Наплавка с помощью порошковой самозащитной проволоки ЗАО «Фирма ТАС» была предложена технология наплавки с помощью порошковой самозащитной проволоки типа Сабарос-О-ЖК. Наплавленный металл имеет аустенитную структуру на основе сплава Cr-Mn. Наплавка осуществляется с ограниченным предварительным подогревом (150 градусов) и свободным охлаждением наплавленного колеса на воздухе. Время на ремонт одного колеса, включая механическую обработку, не превышает 2 часов. Технология прошла независимую экспертизу и получила положительный отзыв в НУЦ «Сварка и контроль» при МГТУ им. Баумана г. Москва. В настоящее время в локомотивном депо ОАО «Северсталь» эксплуатируется более 150 колёс, наплавленных по новой технологии. Регулярные замеры показали увеличение стойкости в 3-6 раз по сравнению с новыми колёсами (зависит от кривизны рабочего участка). Случаев отслоения наплавки не зафиксировано. |
Недостатками этой установки является: она может использоваться для наплавки гребней железнодорожных колёс внутризаводского транспорта, одновременно можно наплавлять только один гребень. Колесная пара располагается наклонно (поочередная наплавка гребней колес);  Установка (Рис. 10.) состоит из станины 1, с поворотными стойками 2, одна из которых приводная, на них установлена рама 6 с возможностью вращения в вертикальной плоскости. Установка (Рис. 10.) состоит из станины 1, с поворотными стойками 2, одна из которых приводная, на них установлена рама 6 с возможностью вращения в вертикальной плоскости. 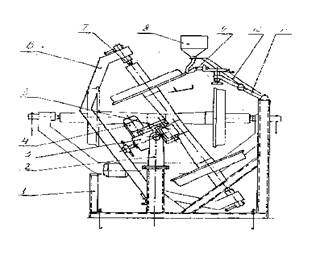 Рис. 10. Установка для наплавки гребней колесных пар грузовых вагонов  Также на станине установлены консоль 10, с бункером 8 для флюса и консоль 11 для установки механизма настройки держака 9 сварочного полуавтомата. Также на станине установлены консоль 10, с бункером 8 для флюса и консоль 11 для установки механизма настройки держака 9 сварочного полуавтомата. Рама содержит подвижные центры 7 для установки и фиксации колесной пары и привод ее вращения, состоящий из электродвигателя 4, червячного редуктора 3 и приводных резиновых роликов 5. Высота установки роликов регулируется вручную с помощью винтовой передачи. Подлежащая наплавке колесная пара, после предварительного нагрева, устанавливается на раме в горизонтальном положении. Ролики приводятся в контакт с осью колесной пары, после чего включается привод стойки, разворачивающий раму на 600, и привод вращения роликов. Затем с помощью консолей в зону наплавки вводят бункер с флюсом и держак сварочного полуавтомата. Производится наплавка. После наплавки гребня колеса до нижнего размера консоли разводятся, рама разворачивается в горизонтальное положение, колесная пара краном удаляется из установки и помещается в термостат для медленного охлаждения, после чего производится наплавка противоположного колеса. Использование сварочной проволоки диаметром 1,6 мм обеспечивает небольшую глубину проплавления, что позволяет избежать трещинообразования в наплавленном слое, а наклон колесной пары на 600 обеспечивает получение горизонтального шва в зоне наплавки, что повышает качество шва, так как расплавленный металл, флюс и шлак не стекают по поверхности, а также не нарушается структура наплавленного металла.
Таблица 5 Техническая характеристика | Наименование характеристики | Значение | | Линейная скорость наплавки, м/час | 24 | | Диаметр электродной проволоки, мм | 1,6 | | Установленная мощность, кВт | 16 | | Сварочный полуавтомат | ПДГ 252 - 1 | | Сварочный выпрямитель | ВДУ 505 | | Габаритные размеры установки, мм | 3500х900х2700 | | Масса, кг | 800 |
 Главным недостатком этой установки является то, что одновременно можно наплавлять только один гребень. Главным недостатком этой установки является то, что одновременно можно наплавлять только один гребень. Организация-разработчик: ЗАО "Оборудование" г. Липецк. Колесная пара располагается вертикально с поочередной двухдуговой наплавкой гребней колес движущимся автоматом при неподвижной колесной паре. Установка оснащается: - двухдуговым аппаратом, перемещающимся по боковой поверхности обода колеса; - двумя источниками питания постоянного тока Данная технология находится на стадии разработки.
В данном курсовом проектировании мы будем проектировать установку в которой колёсная пара располагается горизонтально и наплавка идет одновременно двух гребней. Эта установка является наиболее приемлемой в следствии того что сокращается время на разворот колёсной пары и остывание гребней происходит практически одновременно, что свидетельствует об образовании одинаковой структуры металла в обоих наплавленных гребнях.
 2 Анализ повреждений и неисправностей 2 Анализ повреждений и неисправностей 2.1 Статистика отказов колёсных пар в эксплуатации
По данным формы ВУ-31 определяют число вагонов, подвергаемых текущему ремонту в зависимости от видов неисправностей. И устанавливают причины оцепок вагонов, в том числе из-за дефектов колёсных пар. Анализ, выполненный суктором ремонта и содержания вагонов ВНИЖТа и Уральским отделением этого института, показал следующее: Таблица 3 Соотношение дефектов колёсных пар | Дефект | Количество дефектов, % | | Всех типов | Полувагон | Цистерна | Крытый | Платформа | | Навары | 49,59 | 46,82 | 40,89 | 60,96 | 61,44 | | Ползуны | 21,53 | 26,50 | 13,56 | 16,88 | 22,87 | | Кольцевые выработки | 2,72 | 1,70 | 1,19 | 2,40 | 2,39 | | Прокат | 12,26 | 10,65 | 29,28 | 2,77 | 2,66 | | Подрез и накат гребня | 6,81 | 8,51 | 9,44 | 2,02 | 0,53 | | Выщербины | 1,64 | 1,25 | 0,65 | 0,75 | 1,33 | | Прочие дефекты | 5,45 | 4,57 | 4,99 | 4,22 | 8,78 |
2.2 Виды повреждений
Вертикальный подрез гребня – неравномерный по поперечному профилю круговой износ, при котором угол наклона профиля боковой поверхности гребня приближается к  , а радиус перехода от гребня к уклону 1:20 уменьшается до 8…12 мм. , а радиус перехода от гребня к уклону 1:20 уменьшается до 8…12 мм. В эксплуатации вертикальный подрез гребня не допускается высотой более 18 мм.
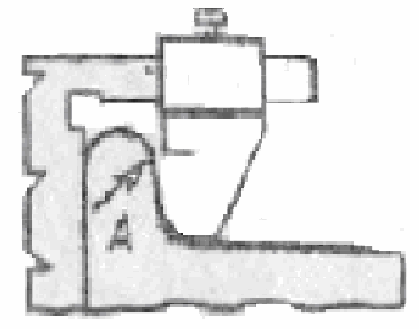 Рис. 4. Вертикальный подрез гребня
 На рисунке 4 показан вертикальный подрез гребня колеса, отсутствие зазора в точке А – БРАК. На рисунке 4 показан вертикальный подрез гребня колеса, отсутствие зазора в точке А – БРАК. Тонкий гребень – нарушение размера гребня колеса. К эксплуатации колеса не допускаются при толщине гребня менее 25 мм - у грузовых вагонов и пассажирских обращающихся со скоростью до 120 км/ч; менее 28 мм – у пассажирских обращающихся со скоростью 120…140 км/ч; менее 30 мм – у пассажирских обращающихся со скоростью 140…1660 км/ч.
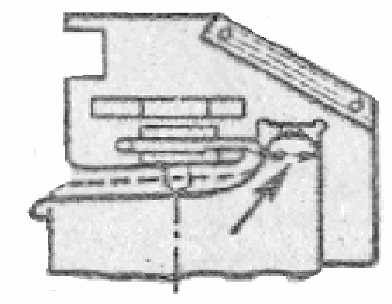 Рис. 5. Тонкий гребень, толщина менее допускаемой
Остроконечный накат гребня – механическое повреждение, которое характеризуется образованием выступа по круговому периметру гребня в месте перехода его изношенной боковой поверхности к вершине. 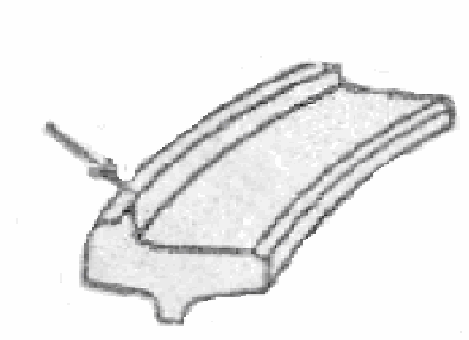 Рис. 6. Остроконечный накат гребня
Примечание: карта эскизов приведена в приложении.
2.3 Допускаемое значение величин
 Восстановление наплавкой подлежат колесные пары, удовлетворяющие по ремонтным параметрам требованиям «Инструкции по осмотру, освидетельствованию, ремонту и формированию колесных пар» ЦВ-3429 и «Правилам технической эксплуатации железных дорог Российской Федерации» ЦРБ-756, имеющие размеры по гребню и ободу: Восстановление наплавкой подлежат колесные пары, удовлетворяющие по ремонтным параметрам требованиям «Инструкции по осмотру, освидетельствованию, ремонту и формированию колесных пар» ЦВ-3429 и «Правилам технической эксплуатации железных дорог Российской Федерации» ЦРБ-756, имеющие размеры по гребню и ободу: При скорости до 120 км/ч толщина гребня в пределах 25…33 мм; толщина обода не менее 130 мм. При скорости 120…140 км/ч толщина гребня в пределах 28…33 мм; толщина обода не менее 130 мм. 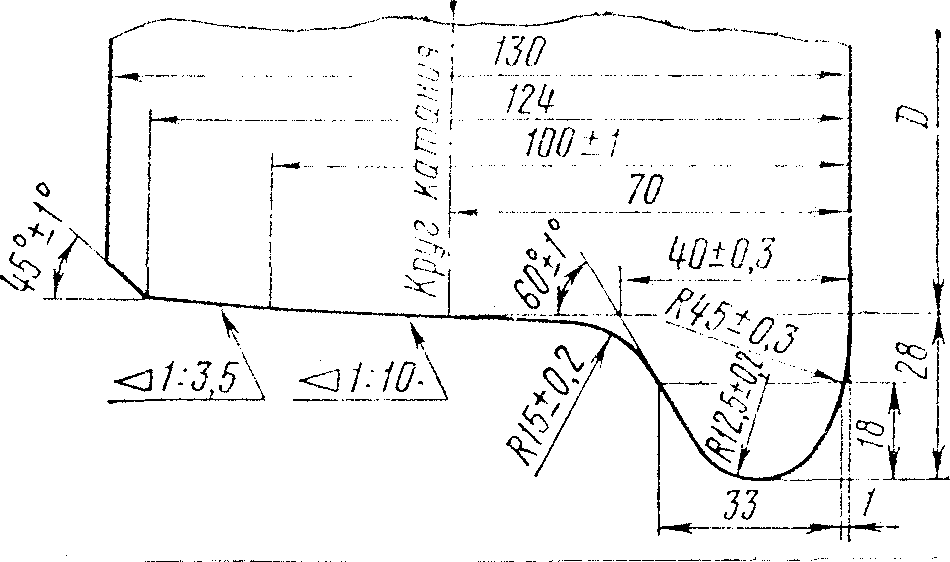
Рис. 7. Профиль поверхности колеса
При толщине гребня колес колесных пар на одном колесе от 20 до 27 мм, а на втором менее 30 наплавке подлежат оба гребня. Гребень и поверхность катания колес, поступающих на наплавку, подвергают визуальному осмотру. Колесные пары с трещинами, выщербинами, «наварами», отколами, наплывами и подрезами на поверхностях катания и гребня к наплавке не допускаются.
 2.4 Причины повреждения 2.4 Причины повреждения
Вертикальный подрез гребня – относится к классу предельный износ, группа – круговой, тип – неравномерный, подгруппе – по профилю. Возникает при смещении пятна контакта колеса и рельса в сторону фаски в основном из-за несимметричности посадки колес на ось, большой разницы диаметров колес по кругу катания, а также при наличии изгиба оси. Кроме того, он может образоваться также при эксплуатации вагонов в замкнутом маршруте с большим количеством кривых малого радиуса Наличие под вагонами колёсных пар с вертикальным подрезом гребня может привести к сходу вагонов с рельсов при противошерстном движении их по стрелочному переводу. Тонкий гребень – относится к классу нарушениегеометрического параметра, тип – нарушение размера. Происходит вследствии интенсивного износа гребня из-за ненормальной работы колесной пары. Остроконечный накат гребня – относится к классу повреждение, группа – механический, тип – пластическая деформация металла. Остроконечный накат гребня возникает в результате пластической деформации поверхностных слоев металла гребня в сторону его вершины из-за высокого контактного давления и интенсивного трения в месте взаимодействия с головкой рельса. Эксплуатация колёсных пар с остроконечным накатом запрещается, так как возможен сход вагонов с рельсов при противошерстном движении.
 2.5 Мероприятия, направленные на повышение работоспособности и долговечности 2.5 Мероприятия, направленные на повышение работоспособности и долговечности
При существующих типах локомотивов и вагонов одна треть прироста грузооборота железнодорожного транспорта осуществляется за счет повышения массы и скоростей движения поездов. Однако дальнейшее увеличение мощности локомотивов и грузоподъемности вагонов приводит к росту нагрузок от колесной пары на рельсы. При вводе в эксплуатацию нового подвижного состава максимальные нагрузки от колесной пары локомотива на рельсы возрастут до 248…267 кН (25…27 тс), т. е. на 9…17%, а грузовых вагонов – до 228…247 кН (23…25 тс), т. е. на 7…16%. Перспективными программами Международного Союза железных дорог (МСЖД) и ряда национальных организаций предусмотрено повышение скоростей движения подвижного состава до 250…400 км/ч. Рост нагрузок от колесной пары на рельсы и скоростей движения значительно увеличивают силовое взаимодействие между подвижным составом и железнодорожным путем и повышают напряженное состояние рельсов и колес. За последние годы железнодорожный путь в нашей стране претерпел существенную модернизацию. Использование термоупроченных рельсов типов Р50, Р65 и Р75, щебеночного балласта, железобетонных шпал значительно увеличило жесткость пути. Эксплуатация подвижного состава в районах с низкими температурами, использование композиционных тормозных колодок, особенно на пассажирских вагонах скоростного движения, усложнило работу колесных пар. Изменение условий службы колесных пар в эксплуатации вызывает повышенные требования к их качеству. В ОАО «РЖД» постоянно проводятся работы, направленные на улучшение конструкции и качества материала колес. Эксплуатационные качества колеса характеризуются его способностью выдержать циклические напряжения, вызываемые и нем статическими и динамическими нагрузками. Отдельные случаи поломок дисков, не связанных с наличием в чих дефектов металлургического происхождения, дают основание предполагать, что рост скоростей' движения поездов и нагрузок па колеса, а также более тяжелые, чем прежде, условия торможения вызывают п колесах напряжения, достигающие предела безопасной эксплуатации. Проблемы качества колес привлекают внимание специалистов, которые занимаются совершенствованием методов их расчета, экспериментальными исследованиями напряженно-деформированного состояния элементов колес при различных способах их нагружения, а также конструированием колес для различных условии эксплуатации. Широкое распространение для расчета напряжении в колесах под действием внешних сил получил метод «конечных элементов». Большое влияние на напряжения в колесах оказывает угол наклона диска. Исследованиями, проведенными в СШЛ, установлено, что при уменьшении угла наклона диска и положении его, близком к вертикальному, растягивающие напряжения от действия тепловых нагрузок вследствие торможения снижаются от 150-180 МПа (15,4…18,2 кгс/мм2) до 54,5—89,8 Л\Пя (5,6-9,1 кгс/мм2). На напряжения возникающие от приложения вертикальных силовых нагрузок, наклон диска оказывает незначительное влияние. Под действием горизонтальных нагрузок напряжения существенно изменяются от угла наклона диска и при вертикальном его положении увеличиваются примерно на 25%. При одновременном действии вертикальной и горизонтальной нагрузок напряжения при вертикальном расположении диска увеличиваются на 20…40 %. Таким образом, с увеличением угла наклона плоского диска напряжения от рабочих нагрузок уменьшаются, а термические напряжения увеличиваются. Так как последние возникают периодически, а рабочие нагрузки действуют постоянно, предпочитается плоско-коническое, а не вертикальное расположение диска.  По результатам предварительных исследований МПС России определило три направления работ по снижению интенсивности износа гребней колес и бокового износа рельсов (указание МПС № 151у от 25.11.1994 г.): По результатам предварительных исследований МПС России определило три направления работ по снижению интенсивности износа гребней колес и бокового износа рельсов (указание МПС № 151у от 25.11.1994 г.): • технологии, технические средства и смазочные материалы для лубрикации зоны контакта гребня колеса с рельсом; • восстановление наплавкой изношенных гребней колес; • организационно-технические мероприятия по повышению качества ремонта и текущего содержания ходовых частей подвижного состава и пути. За прошедшие годы в рамках этой программы разработаны технические средства, смазочные материалы и технологии лубрикации зоны контакта гребня колеса с рельсом. Наиболее эффективными оказались передвижные рельсосмазыватели. Для защиты гребней направляющих осей локомотивов используются бортовые гребнесмазыватели НПП «Фромир» (Ростов-на-Дону) АГС-8, работающие на консистентной смазке. Лубрикация стрелочных переводов осуществляется стационарными путевыми лубрикаторами, для которых разработана всесезонная смазка СПЛ. На Северо-Кавказской железной дороге используется система гребнесмазывания, разработанная РГУПСом. Созданы установки, специальная наплавочная проволока и технологии наплавки на гребни вагонных колес специального противоизносного слоя. Разработаны и применяются технологии магнито-плазменного и плазменного упрочнения поверхностного слоя гребней бандажей локомотивов. Определены ремонтные профили обточки локомотивных и вагонных колесных пар, полученные в результате естественного изнашивания с головками рельсов в кривых. В каждом локомотивном депо разрешено иметь свой профиль обточки гребней бандажей, наиболее полно соответствующий  условиям эксплуатации на закрепленных за депо плечах обращения локомотивов. условиям эксплуатации на закрепленных за депо плечах обращения локомотивов.  Введены более жесткие нормы содержания пути в части минусового допуска на ширину колеи, оптимизации возвышения наружного рельса в кривых, ограничения на боковой износ головки рельса. Введены более жесткие нормы содержания пути в части минусового допуска на ширину колеи, оптимизации возвышения наружного рельса в кривых, ограничения на боковой износ головки рельса. Разработаны новые технологии и оборудование восстановления изношенных пар трения экипажной части грузовых вагонов. Применяемые материалы и технологии обработки восстановленных поверхностей обеспечивают снижение сил трения в этих узлах и облегчают вписывание тележек в кривые. Меры по снижению интенсивности изнашивания позволили получить следующие результаты: • благодаря лубрикации зоны контакта гребней колес с рельсами, магнитоплазменному упрочнению гребней бандажей локомотивов и введению ремонтных профилей обточки колесных пар удалось уже в 1997 г. уменьшить на многих железных дорогах, в основном в восточном регионе, интенсивность износа гребней бандажей до величины ниже уровня 0,5 мм на 10 тыс. км пробега, установленного указанием МПС № 151у от 25.11.1994 г. В 1998 … 1999 гг. на большинстве железных дорог и практически на всех сериях локомотивов она составила 0,25 … 0,35 мм на 10 тыс. км пробега. В дальнейшем (с 2000 г.) вследствие ослабления контроля за лубрикацией, грубых нарушений ее технологии и применения на многих дорогах смазочных материалов, не имеющих допуска МПС, интенсивность износа гребней бандажей вновь стала возрастать. Тем не менее в большинстве депо существует возможность выхода на расчетный режим эксплуатации локомотивов — работы без смены бандажей до капитального ремонта. Необходимым условием этого является стабильное применение установленных технологий лубрикации в течение не менее пяти лет. Исходя из достигнутого ресурса бандажей дополнительные эксплуатационные расходы локомотивного хозяйства снижены по сравнению с 1992 г. на 2,65 млрд. руб. в ценах 2002 г.;  • в вагонном хозяйстве расчетный ресурс колес составляет 12 лет. В начале 1990-х годов он сократился до 4 – 5 лет в связи с высокой интенсивностью износа гребней. Меры по лубрикации, наплавке изношенных гребней и внедрению ресурсосберегающего ремонтного профиля обточки позволили увеличить срок службы колес до 7 – 8 лет. При рабочем парке вагонов 497,9 тыс. ед. это позволило снизить потребность в колесных парах на 114,4 тыс. ед. и, соответственно, сократить эксплуатационные расходы на 1548,3 млн. руб. в год; • в вагонном хозяйстве расчетный ресурс колес составляет 12 лет. В начале 1990-х годов он сократился до 4 – 5 лет в связи с высокой интенсивностью износа гребней. Меры по лубрикации, наплавке изношенных гребней и внедрению ресурсосберегающего ремонтного профиля обточки позволили увеличить срок службы колес до 7 – 8 лет. При рабочем парке вагонов 497,9 тыс. ед. это позволило снизить потребность в колесных парах на 114,4 тыс. ед. и, соответственно, сократить эксплуатационные расходы на 1548,3 млн. руб. в год; • число снятых с главных путей рельсов по дефекту 44 (боковой износ головки) снизилось с 47 631 в 1995 г. до 11 751 в 2001 г., т. е. на 35880 шт., в том числе на 20 тыс. шт. в связи с введением переукладки рельсов со сменой канта. Таким образом, применение лубрикации позволило сократить выход рельсов на 15 880 ед. в год, что соответствует экономии эксплуатационных расходов путевого хозяйства на 2504,08 млн. руб. Суммарное годовое снижение эксплуатационных расходов в рамках программы колесо — рельс составило в 2002 г. по сравнению с 1992 г. 6702,38 млн. руб. без учета снижения расхода топливно-энергетических ресурсов на тягу поездов и сокращения числа сходов подвижного состава с рельсов. На современном этапе основными задачами в области взаимодействия колеса и рельса являются: • снижение числа сходов по причине вкатывания колеса на рельс; • поддержание интенсивности изнашивания колес вагонов и локомотивов и рельсов на заданном уровне по всей сети дорог; • реализация комплекса мер по снижению сменяемости колес грузовых вагонов вследствие контактной усталости; • сокращение числа случаев изъятия рельсов по контактно-усталостным повреждениям.
2 Анализ повреждений и неисправностей 2.1 Статистика отказов колёсных пар в эксплуатации
По данным формы ВУ-31 определяют число вагонов, подвергаемых текущему ремонту в зависимости от видов неисправностей. И устанавливают причины оцепок вагонов, в том числе из-за дефектов колёсных пар. Анализ, выполненный суктором ремонта и содержания вагонов ВНИЖТа и Уральским отделением этого института, показал следующее: Таблица 3 Соотношение дефектов колёсных пар | Дефект | Количество дефектов, % | | Всех типов | Полувагон | Цистерна | Крытый | Платформа | | Навары | 49,59 | 46,82 | 40,89 | 60,96 | 61,44 | | Ползуны | 21,53 | 26,50 | 13,56 | 16,88 | 22,87 | | Кольцевые выработки | 2,72 | 1,70 | 1,19 | 2,40 | 2,39 | | Прокат | 12,26 | 10,65 | 29,28 | 2,77 | 2,66 | | Подрез и накат гребня | 6,81 | 8,51 | 9,44 | 2,02 | 0,53 | | Выщербины | 1,64 | 1,25 | 0,65 | 0,75 | 1,33 | | Прочие дефекты | 5,45 | 4,57 | 4,99 | 4,22 | 8,78 |
2.2 Виды повреждений
Вертикальный подрез гребня – неравномерный по поперечному профилю круговой износ, при котором угол наклона профиля боковой поверхности гребня приближается к , а радиус перехода от гребня к уклону 1:20 уменьшается до 8…12 мм. В эксплуатации вертикальный подрез гребня не допускается высотой более 18 мм.
Рис. 4. Вертикальный подрез гребня
На рисунке 4 показан вертикальный подрез гребня колеса, отсутствие зазора в точке А – БРАК. Тонкий гребень – нарушение размера гребня колеса. К эксплуатации колеса не допускаются при толщине гребня менее 25 мм - у грузовых вагонов и пассажирских обращающихся со скоростью до 120 км/ч; менее 28 мм – у пассажирских обращающихся со скоростью 120…140 км/ч; менее 30 мм – у пассажирских обращающихся со скоростью 140…1660 км/ч.
Рис. 5. Тонкий гребень, толщина менее допускаемой
Остроконечный накат гребня – механическое повреждение, которое характеризуется образованием выступа по круговому периметру гребня в месте перехода его изношенной боковой поверхности к вершине. Рис. 6. Остроконечный накат гребня
Примечание: карта эскизов приведена в приложении.
2.3 Допускаемое значение величин
Восстановление наплавкой подлежат колесные пары, удовлетворяющие по ремонтным параметрам требованиям «Инструкции по осмотру, освидетельствованию, ремонту и формированию колесных пар» ЦВ-3429 и «Правилам технической эксплуатации железных дорог Российской Федерации» ЦРБ-756, имеющие размеры по гребню и ободу: При скорости до 120 км/ч толщина гребня в пределах 25…33 мм; толщина обода не менее 130 мм. При скорости 120…140 км/ч толщина гребня в пределах 28…33 мм; толщина обода не менее 130 мм.
Рис. 7. Профиль поверхности колеса
При толщине гребня колес колесных пар на одном колесе от 20 до 27 мм, а на втором менее 30 наплавке подлежат оба гребня. Гребень и поверхность катания колес, поступающих на наплавку, подвергают визуальному осмотру. Колесные пары с трещинами, выщербинами, «наварами», отколами, наплывами и подрезами на поверхностях катания и гребня к наплавке не допускаются.
2.4 Причины повреждения
Вертикальный подрез гребня – относится к классу предельный износ, группа – круговой, тип – неравномерный, подгруппе – по профилю. Возникает при смещении пятна контакта колеса и рельса в сторону фаски в основном из-за несимметричности посадки колес на ось, большой разницы диаметров колес по кругу катания, а также при наличии изгиба оси. Кроме того, он может образоваться также при эксплуатации вагонов в замкнутом маршруте с большим количеством кривых малого радиуса Наличие под вагонами колёсных пар с вертикальным подрезом гребня может привести к сходу вагонов с рельсов при противошерстном движении их по стрелочному переводу. Тонкий гребень – относится к классу нарушениегеометрического параметра, тип – нарушение размера. Происходит вследствии интенсивного износа гребня из-за ненормальной работы колесной пары. Остроконечный накат гребня – относится к классу повреждение, группа – механический, тип – пластическая деформация металла. Остроконечный накат гребня возникает в результате пластической деформации поверхностных слоев металла гребня в сторону его вершины из-за высокого контактного давления и интенсивного трения в месте взаимодействия с головкой рельса. Эксплуатация колёсных пар с остроконечным накатом запрещается, так как возможен сход вагонов с рельсов при противошерстном движении.
2.5 Мероприятия, направленные на повышение работоспособности и долговечности
При существующих типах локомотивов и вагонов одна треть прироста грузооборота железнодорожного транспорта осуществляется за счет повышения массы и скоростей движения поездов. Однако дальнейшее увеличение мощности локомотивов и грузоподъемности вагонов приводит к росту нагрузок от колесной пары на рельсы. При вводе в эксплуатацию нового подвижного состава максимальные нагрузки от колесной пары локомотива на рельсы возрастут до 248…267 кН (25…27 тс), т. е. на 9…17%, а грузовых вагонов – до 228…247 кН (23…25 тс), т. е. на 7…16%. Перспективными программами Международного Союза железных дорог (МСЖД) и ряда национальных организаций предусмотрено повышение скоростей движения подвижного состава до 250…400 км/ч. Рост нагрузок от колесной пары на рельсы и скоростей движения значительно увеличивают силовое взаимодействие между подвижным составом и железнодорожным путем и повышают напряженное состояние рельсов и колес. За последние годы железнодорожный путь в нашей стране претерпел существенную модернизацию. Использование термоупроченных рельсов типов Р50, Р65 и Р75, щебеночного балласта, железобетонных шпал значительно увеличило жесткость пути. Эксплуатация подвижного состава в районах с низкими температурами, использование композиционных тормозных колодок, особенно на пассажирских вагонах скоростного движения, усложнило работу колесных пар. Изменение условий службы колесных пар в эксплуатации вызывает повышенные требования к их качеству. В ОАО «РЖД» постоянно проводятся работы, направленные на улучшение конструкции и качества материала колес. Эксплуатационные качества колеса характеризуются его способностью выдержать циклические напряжения, вызываемые и нем статическими и динамическими нагрузками. Отдельные случаи поломок дисков, не связанных с наличием в чих дефектов металлургического происхождения, дают основание предполагать, что рост скоростей' движения поездов и нагрузок па колеса, а также более тяжелые, чем прежде, условия торможения вызывают п колесах напряжения, достигающие предела безопасной эксплуатации. Проблемы качества колес привлекают внимание специалистов, которые занимаются совершенствованием методов их расчета, экспериментальными исследованиями напряженно-деформированного состояния элементов колес при различных способах их нагружения, а также конструированием колес для различных условии эксплуатации. Широкое распространение для расчета напряжении в колесах под действием внешних сил получил метод «конечных элементов». Большое влияние на напряжения в колесах оказывает угол наклона диска. Исследованиями, проведенными в СШЛ, установлено, что при уменьшении угла наклона диска и положении его, близком к вертикальному, растягивающие напряжения от действия тепловых нагрузок вследствие торможения снижаются от 150-180 МПа (15,4…18,2 кгс/мм2) до 54,5—89,8 Л\Пя (5,6-9,1 кгс/мм2). На напряжения возникающие от приложения вертикальных силовых нагрузок, наклон диска оказывает незначительное влияние. Под действием горизонтальных нагрузок напряжения существенно изменяются от угла наклона диска и при вертикальном его положении увеличиваются примерно на 25%. При одновременном действии вертикальной и горизонтальной нагрузок напряжения при вертикальном расположении диска увеличиваются на 20…40 %. Таким образом, с увеличением угла наклона плоского диска напряжения от рабочих нагрузок уменьшаются, а термические напряжения увеличиваются. Так как последние возникают периодически, а рабочие нагрузки действуют постоянно, предпочитается плоско-коническое, а не вертикальное расположение диска. По результатам предварительных исследований МПС России определило три направления работ по снижению интенсивности износа гребней колес и бокового износа рельсов (указание МПС № 151у от 25.11.1994 г.): • технологии, технические средства и смазочные материалы для лубрикации зоны контакта гребня колеса с рельсом; • восстановление наплавкой изношенных гребней колес; • организационно-технические мероприятия по повышению качества ремонта и текущего содержания ходовых частей подвижного состава и пути. За прошедшие годы в рамках этой программы разработаны технические средства, смазочные материалы и технологии лубрикации зоны контакта гребня колеса с рельсом. Наиболее эффективными оказались передвижные рельсосмазыватели. Для защиты гребней направляющих осей локомотивов используются бортовые гребнесмазыватели НПП «Фромир» (Ростов-на-Дону) АГС-8, работающие на консистентной смазке. Лубрикация стрелочных переводов осуществляется стационарными путевыми лубрикаторами, для которых разработана всесезонная смазка СПЛ. На Северо-Кавказской железной дороге используется система гребнесмазывания, разработанная РГУПСом. Созданы установки, специальная наплавочная проволока и технологии наплавки на гребни вагонных колес специального противоизносного слоя. Разработаны и применяются технологии магнито-плазменного и плазменного упрочнения поверхностного слоя гребней бандажей локомотивов. Определены ремонтные профили обточки локомотивных и вагонных колесных пар, полученные в результате естественного изнашивания с головками рельсов в кривых. В каждом локомотивном депо разрешено иметь свой профиль обточки гребней бандажей, наиболее полно соответствующий условиям эксплуатации на закрепленных за депо плечах обращения локомотивов. Введены более жесткие нормы содержания пути в части минусового допуска на ширину колеи, оптимизации возвышения наружного рельса в кривых, ограничения на боковой износ головки рельса. Разработаны новые технологии и оборудование восстановления изношенных пар трения экипажной части грузовых вагонов. Применяемые материалы и технологии обработки восстановленных поверхностей обеспечивают снижение сил трения в этих узлах и облегчают вписывание тележек в кривые. Меры по снижению интенсивности изнашивания позволили получить следующие результаты: • благодаря лубрикации зоны контакта гребней колес с рельсами, магнитоплазменному упрочнению гребней бандажей локомотивов и введению ремонтных профилей обточки колесных пар удалось уже в 1997 г. уменьшить на многих железных дорогах, в основном в восточном регионе, интенсивность износа гребней бандажей до величины ниже уровня 0,5 мм на 10 тыс. км пробега, установленного указанием МПС № 151у от 25.11.1994 г. В 1998 … 1999 гг. на большинстве железных дорог и практически на всех сериях локомотивов она составила 0,25 … 0,35 мм на 10 тыс. км пробега. В дальнейшем (с 2000 г.) вследствие ослабления контроля за лубрикацией, грубых нарушений ее технологии и применения на многих дорогах смазочных материалов, не имеющих допуска МПС, интенсивность износа гребней бандажей вновь стала возрастать. Тем не менее в большинстве депо существует возможность выхода на расчетный режим эксплуатации локомотивов — работы без смены бандажей до капитального ремонта. Необходимым условием этого является стабильное применение установленных технологий лубрикации в течение не менее пяти лет. Исходя из достигнутого ресурса бандажей дополнительные эксплуатационные расходы локомотивного хозяйства снижены по сравнению с 1992 г. на 2,65 млрд. руб. в ценах 2002 г.; • в вагонном хозяйстве расчетный ресурс колес составляет 12 лет. В начале 1990-х годов он сократился до 4 – 5 лет в связи с высокой интенсивностью износа гребней. Меры по лубрикации, наплавке изношенных гребней и внедрению ресурсосберегающего ремонтного профиля обточки позволили увеличить срок службы колес до 7 – 8 лет. При рабочем парке вагонов 497,9 тыс. ед. это позволило снизить потребность в колесных парах на 114,4 тыс. ед. и, соответственно, сократить эксплуатационные расходы на 1548,3 млн. руб. в год; • число снятых с главных путей рельсов по дефекту 44 (боковой износ головки) снизилось с 47 631 в 1995 г. до 11 751 в 2001 г., т. е. на 35880 шт., в том числе на 20 тыс. шт. в связи с введением переукладки рельсов со сменой канта. Таким образом, применение лубрикации позволило сократить выход рельсов на 15 880 ед. в год, что соответствует экономии эксплуатационных расходов путевого хозяйства на 2504,08 млн. руб. Суммарное годовое снижение эксплуатационных расходов в рамках программы колесо — рельс составило в 2002 г. по сравнению с 1992 г. 6702,38 млн. руб. без учета снижения расхода топливно-энергетических ресурсов на тягу поездов и сокращения числа сходов подвижного состава с рельсов. На современном этапе основными задачами в области взаимодействия колеса и рельса являются: • снижение числа сходов по причине вкатывания колеса на рельс; • поддержание интенсивности изнашивания колес вагонов и локомотивов и рельсов на заданном уровне по всей сети дорог; • реализация комплекса мер по снижению сменяемости колес грузовых вагонов вследствие контактной усталости; • сокращение числа случаев изъятия рельсов по контактно-усталостным повреждениям.
 5 Технико-экономическая оценка проекта 5 Технико-экономическая оценка проекта
К работе по наплавке гребней допускаются электросварщики не ниже 5 разряда, обученные работе на установке. В удостоверении сварщика делается отметка о допуске к работе по наплавке гребней. До приобретения необходимого опыта установку обслуживать двумя операторами.
Определение затрат на заработную плату
 (23) (23)
где,  – годовой выпуск деталей, = 18550 (шт); – годовой выпуск деталей, = 18550 (шт);  – основная заработная плата, – основная заработная плата,  здесь, T – тарифная ставка, T = 60 (руб/ч);  – время на обработку одного изделия, = 1,774 (ч). – время на обработку одного изделия, = 1,774 (ч).
 (руб) (руб)
 – дополнительная заработная плата, – дополнительная заработная плата, 
 (руб) (руб)
 – начисления на основною и дополнительную заработную плату, – начисления на основною и дополнительную заработную плату, 
 (руб) (руб)  (руб) = 3,856 (млн.руб) (руб) = 3,856 (млн.руб)
 Определение затрат на материалы Определение затрат на материалы
 (24) (24)
где,  – стоимость электрода, – стоимость электрода,  здесь,  – стоимость 1 кг проволоки, = 64,15 (руб/кг); – стоимость 1 кг проволоки, = 64,15 (руб/кг);  – количество килограмм, – количество килограмм,  = 89744,9 (кг). = 89744,9 (кг).
 (руб) (руб)
 – стоимость флюса, – стоимость флюса,  здесь,  – стоимость 1 кг флюса, = 52,26 (руб/кг); – стоимость 1 кг флюса, = 52,26 (руб/кг); – количество килограмм, = 91581,35 (кг).
 (руб) (руб)  (руб) = 10,543 (млн.руб) (руб) = 10,543 (млн.руб)
Определение затрат на электроэнергию
 (25) (25)
где,  – стоимость 1 кВт*ч, = 1 (руб/ кВт*ч) – стоимость 1 кВт*ч, = 1 (руб/ кВт*ч)
 (руб) = 25,172 (млн.руб) (руб) = 25,172 (млн.руб)
 Определение амортизирующих отчислений Определение амортизирующих отчислений
 (26) (26)
где,  – норматив отчислений, = 50 %; – норматив отчислений, = 50 %; k – амортизирующие отчисления на 1 изделие, k = t0/T здесь t0 – норма времени на восстановление одного изделия, t0 = 1,774 (ч); T – годовой фонд времени, T = 3950 (ч)
k = 3950/1,774 = 2226,607
Ц – стоимость оборудования, Ц = 100000 (руб)
 (руб) = 111,331 (млн.руб) (руб) = 111,331 (млн.руб)
Определение затрат на отопление и освещение
 (27) (27)
где, С – затраты на отопление,  здесь, q – удельный расход тепла на 1 м3 здания, q = 24 (ккал/ м3); Ф – продолжительность отопительного сезона, Ф = 4320 (ч); V – объём цеха, V = 200 (м3); Ц – цена 1т пара для отопления, Ц = 30 (руб/т) t – норма времени на технологический процесс, t = 32907,7 (ч); i – теплосодержание 1 кг пара, i = 540 (ккал/кг); T – годовой фонд рабочего времени цеха при двухсменной, Т = 4000 (ч)
  (руб) (руб)
 – затраты на освещение, – затраты на освещение,  здесь, F – площадь производственного участка, F = 50 (м2); P – норма расхода электроэнергии на освещение, Р = 12 (Вт/м2); Ф – продолжительность осветительного сезона, Ф = 2400 (ч); Ц – цена 1кВт Электроэнергии, Ц = 1 (руб) t – норма времени на технологический процесс, t = 32907,7 (ч); T – годовой фонд рабочего времени цеха при двухсменной, Т = 4000 (ч)
 (руб) (руб)  (руб) (руб)
Определение цеховых накладных расходов
 (28) (28)
 (руб) = 2,764 (млн. руб) (руб) = 2,764 (млн. руб)
Себестоимость восстановления детали
 (29) (29)  (руб) = 153,687 (млн. руб)
 Затраты на одну колёсную пару при наплавке двух гребней Затраты на одну колёсную пару при наплавке двух гребней
 (30) (30)
 (руб) (руб)
Вывод: на восстановление одной колёсной пары мы тратим 16570 рублей и 10 копеек, при стоимости новой 60688 рублей экономический эффект имеет место и данная установка эффективна.
6 Мероприятия по технике безопасности и охране труда 
Все работы по восстановлению гребней и контролю качества наплавляемого металла должны выполняться согласно утверждённым ЦТ МПС технологическим инструкциям. Наплавка выполняется специально обученными работниками депо, сдавшим экзамен по требованиям указанной инструкции. Проверка знаний проводится не реже одного раза в год. Ежедневно перед началом работы проверяют надёжность заземления и присоединения сварочных кабелей к источнику питания, обращая особое внимание на месте перегибов. Проверяют наличие и надёжность соединения обратного провода. Проводят осмотр и проверку соединения контактов контактора и контактов всех внешних соединений, изоляции проводов, токопроводов и мундштуков, шлангов полуавтоматов и работу аппаратуры управления. Электросварщик обязан соблюдать заданные режимы работы оборудования, следить за его сохранностью, своевременно заменять изношенные сменные детали, не допускать перегревов аппаратов и механизмов. Производственный мастер следит за соблюдением режимов работы, правильностью эксплуатации оборудования и его сохранностью. Мастер инструктирует электросварщиков по правилам эксплуатации оборудования, ухода за ним и обслуживания. Один раз в месяц проводят ревизию всех механизмов сварочного оборудования, каждые шесть месяцев проводят текущие ремонты электрооборудования. Для защиты тела от брызг расплавленного металла и шлака, сварщик пользуется спецодеждой: курткой, брюками, рукавицами, защитной обувью и головным убором под щиток. Концентрация вредных веществ неблагоприятно воздействует на организм человека, поэтому на основания исследования НИИ гигиены труда необходима вытяжная вентиляция, которая позволит уменьшить объём вытяжки до 1000-1200 мі/час при степени очистки 97%. 
 1 Характеристика конструкции колёсной пары 1 Характеристика конструкции колёсной пары 1.1 Назначение узла
Колесная пара (Рис.1.) – одна из ответственных частей вагона. Она направляет движение вагона по железнодорожному пути и воспринимает все нагрузки, передающиеся от вагона на путь и обратно. Безопасность движения поездов во многом зависит от конструкции, материала, технологии изготовления и ремонта, а также от качества осмотра колесных пар. Конструкция колесных пар оказывает влияние на плавность хода, сопротивление движению и величину сил при взаимодействии вагона и пути. Типы, основные размеры и технические условия на изготовление определяются государственными стандартами, а содержание и ремонт – «Правилами технической эксплуатации железных дорог» (ПТЭ) и «Инструкцией по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» (ЦВ 3429). Для безопасного движения вагона по рельсовому пути на ось 1 прочно закрепляется колесо 2 (Рис.1.) с соблюдением строго определенных размеров. Расстояние между внутренними гранями колёс L составляет: для новых колёсных пар, предназначенных для вагонов, обращающихся со скоростью до 120 км/ч – (1440 ± 3), свыше 120, но не более 160 км/ч (1440 +3-1). Во избежание неравномерной передачи нагрузки на колеса и рельсы разность размеров от торца оси до внутренней грани обода l допускается для колёсной пары не более 3 мм. Колеса, укрепленные на одной оси, не должны иметь разность по диаметру D более 1 мм, что предотвращает односторонний износ гребней и не допускает повышение сопротивления движения. С целью снижении инерционных усилий, колёсные пары скоростных вагонов подвергаются динамической балансировке: для скоростей 140 … 160 км/ч допускается дисбаланс не более 6 Н*м; для скоростей 160 … 200 км/ч – не более 3 Н*м. На железных дорогах РФ используются различные по конструкции колес – цельнокатаные и бандажные, по способу изготовления катаные и литые, по диаметру круга катания – 957 мм. Стандартный профиль колеса имеет гребень, коническую поверхность и фаску. Гребень колеса направляет движение и предохраняет колесную пару от схода с рельсов. 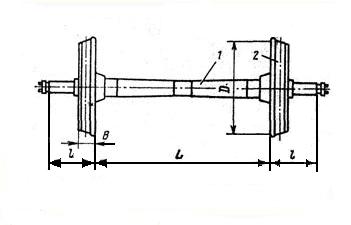 Рис. 1. Колесная пара
1.2 Описание конструкции
 Стальное цельнокатаное колесо (Рис. 2.) состоит из обода 1, диска2 и ступицы 3. Рабочая часть колеса представляет собой поверхность катания 4. Номинальный размер ширины обода составляет 130 мм. На расстоянии 70 мм от внутренней грани и обода, являющейся базовой, расположен воображаемый круг катания, используемый для измерения специальными инструментами диаметра колеса, толщины обода и проката. Противоположная грань б называется наружной. Ступица 3 с ободом 7 объединены диском 2, расположенным под некоторым углом к плоскости круга катания, что придает колесу упругость и способствует снижению уровня динамических сил во время движения вагона. Ступица служит для посадки колеса на подступичной части оси. Поверхность катания 4 обрабатывается по стандартному профилю. Стальное цельнокатаное колесо (Рис. 2.) состоит из обода 1, диска2 и ступицы 3. Рабочая часть колеса представляет собой поверхность катания 4. Номинальный размер ширины обода составляет 130 мм. На расстоянии 70 мм от внутренней грани и обода, являющейся базовой, расположен воображаемый круг катания, используемый для измерения специальными инструментами диаметра колеса, толщины обода и проката. Противоположная грань б называется наружной. Ступица 3 с ободом 7 объединены диском 2, расположенным под некоторым углом к плоскости круга катания, что придает колесу упругость и способствует снижению уровня динамических сил во время движения вагона. Ступица служит для посадки колеса на подступичной части оси. Поверхность катания 4 обрабатывается по стандартному профилю. 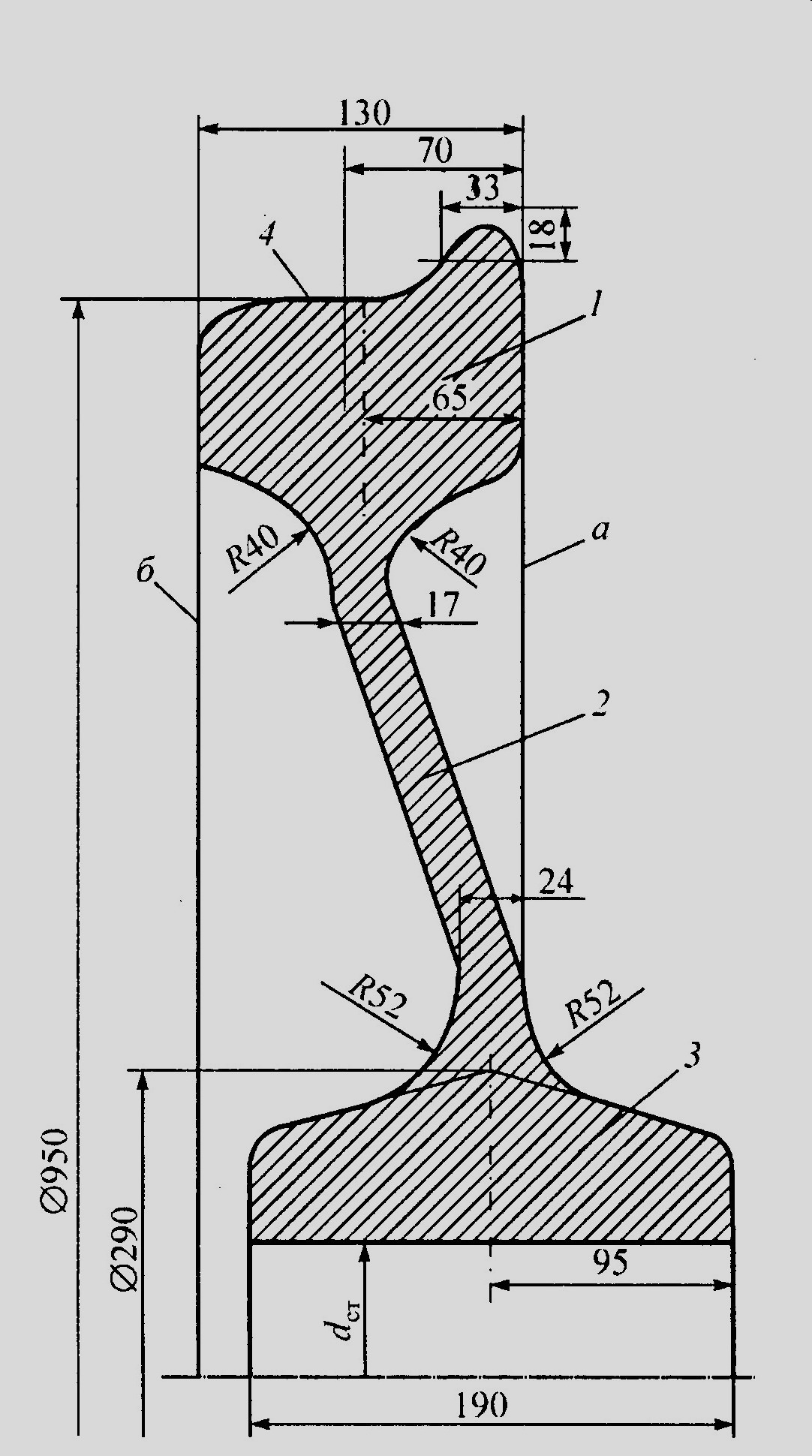 Рис. 2. Стальное цельнокатаное колесо 1.3 Описание взаимодействия деталей колёсной пары под действием эксплуатационных и других нагрузок
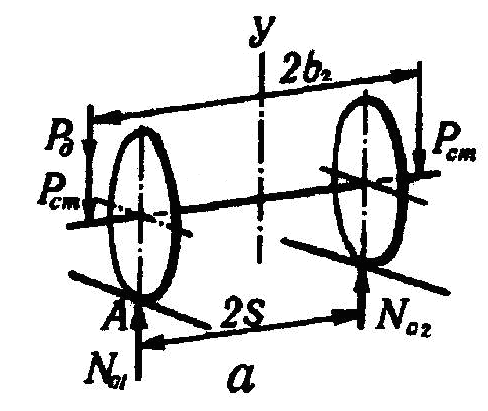
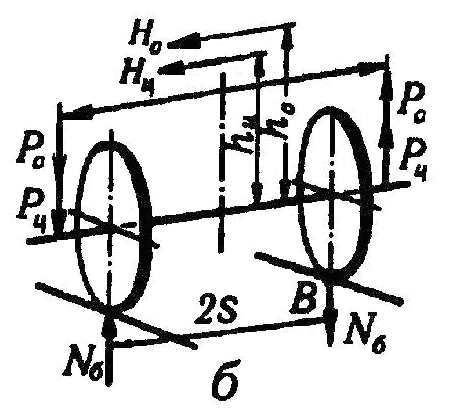
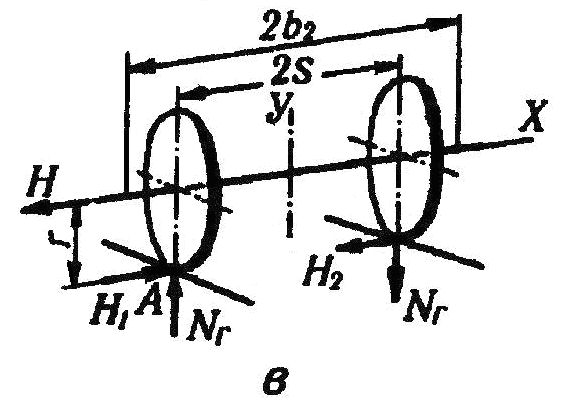
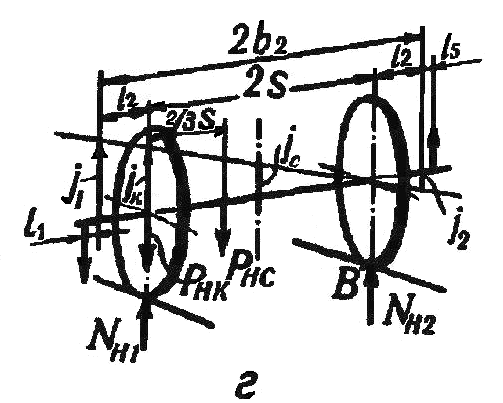
 Наиболее нагруженным элементом колесной пары является шейка оси. Как показывает опыт эксплуатации, среди всех колесных пар наиболее нагруженной является первая по ходу движения вагона. Связано это с тем, что при вписывании подвижного состава в кривой участок пути кроме вертикальной, статической и динамической нагрузок на шейку передается направляющая сила рельса. При этом соответствующая реакция на поверхности катания колеса приложена в месте контакта с рельсом. Наиболее нагруженным элементом колесной пары является шейка оси. Как показывает опыт эксплуатации, среди всех колесных пар наиболее нагруженной является первая по ходу движения вагона. Связано это с тем, что при вписывании подвижного состава в кривой участок пути кроме вертикальной, статической и динамической нагрузок на шейку передается направляющая сила рельса. При этом соответствующая реакция на поверхности катания колеса приложена в месте контакта с рельсом. Вертикальная статическая нагрузка груженного вагона подсчитывается по формуле  , (1) , (1) где  , ,  , ,  – силы тяжести соответствующего вагона брутто, сила тяжести колесной пары и сила тяжести консольной части оси, считая от торца шейки до плоскости круга катания колеса; – силы тяжести соответствующего вагона брутто, сила тяжести колесной пары и сила тяжести консольной части оси, считая от торца шейки до плоскости круга катания колеса;  – число колесных пар в вагоне; – число колесных пар в вагоне; λ – средняя величина коэффициента использования грузоподъемности вагона, для пассажирского вагона λ = 1. Вертикальная динамическая нагрузка, возникающая при колебаниях обрессоренных масс, вычисляется по формуле  , (2) , (2) где  – коэффициент вертикальной динамики колесной пары, определяемый по формуле – коэффициент вертикальной динамики колесной пары, определяемый по формуле  (3) (3) где λв – величина, зависящая от осности тележки (приведена в таблице).  А, В – величины, зависящие от типа вагона и жесткости рессорного подвешивания. А, В – величины, зависящие от типа вагона и жесткости рессорного подвешивания.  – статический прогиб рессорного подвешивания. – статический прогиб рессорного подвешивания. Рис. 3. Схема загруженности колесной пары вагона а - вертикальные статические и динамические силы; б - вертикальные силы от горизонтальных нагрузок; в - горизонтальные нагрузки от центробежной силы и ветровой нагрузки; г - вертикальные нагрузки от сил инерции необрессоренных масс
При проведении расчета учитывается наиболее неблагоприятное состояние несимметричного вида колебаний. Динамическую нагрузку считают приложенной к центру одной шейки, а на другой ее принимают равной нулю.  1.4 Характеристика материала колёс 1.4 Характеристика материала колёс
В соответствии с ГОСТ 10791-2004 цельнокатаные колеса изготавливаются из сталей трёх марок: 1 – для пассажирских вагонов локомотивной тяги, пассажирских локомотивов, путевых машин, не моторных вагонов электро- и дизель-поездов; 2 и 3 – для грузовых вагонов маневровых и грузовых локомотивов. Колёса должны быть изготовлены из спокойной стали, полученной мартеновским, кислородно-конвертерным или электросталеплавильным способом. Сталь должна быть подвергнута внепечной обработке инертным газом. Сталь может подвергаться вакуумированию. Таблица 1 Химический состав стали колёс | Марка стали | Массовая доля элементов, % | | Углерод | Марганец | Кремний | Ванадий | Сера | Фосфор | | Не более | | 1 | 0,44…0,52 | 0,80…1,20 | 0,40…0,65 | 0,08…0,15 | 0,030 | 0,035 | | 2 | 0,55…0,65 | 0,50…0,90 | 0,22…0,45 | Не более 0,10 | 0,030 | 0,035 | | 3 | 0,58…0,67 | 0,50…0,90 | 0,22…0,45 | 0,08…0,15 | 0,020 | 0,030 |
Примечания: 1. В стали допускается отклонение от массовой доли углерода ± 0,02 %. 2. Массовая доля никеля, хрома и меди не должна быть более 0,30 % каждого элемента. Молибдена – более 0,08 %. 3.При использовании непрерывно-литой заготовки массовая доля серы не должна превышать 0,020 %. 4. В готовых колёсах: предельные отклонения по массовой доле углерода, марганца, кремния, серы и фосфора от указанных в таблице – в
соответствии с ГОСТ 380, по массовой доле ванадия – не более ± 0,02 %. Ударная вязкость стали дисков колёс при температуре 200 С должна быть не менее: для стали марки 1 – 0,3 МДж/м2; для стали марки 2 – 0,2 МДж/м2; для стали марки 3 – 0,16 МДж/м2. Механические свойства стали ободов вагонных колес имеют следующие значения: Таблица 2 Механические свойства колёс | Марка стали | Временное сопротивление σВ, Н/мм2 | Относительное удлинение δ,% | Относительное сужение ψ, % | Твердость на глубине 30 мм, НВ | | Не менее | | 1 | 880…1080 | 12 | 21 | 248 | | 2 | 910…1110 | 8 | 14 | 255 | | 3 | 980…1130 | 8 | 14 | 285 |
Разница значений твердости ободьев на глубине (30 ± 1) мм по периметру колёс не должна превышать 20НВ.
1.5 Силовые факторы, действующие на колесную пару,  вызывающие ее повреждение вызывающие ее повреждение
Во время движения колесная пара нагружается пространственной системой сил, изменяющихся по величине во времени При качении колес по рельсам они испытывают сложные виды нагружения: контактные и ударные нагрузки, трение от соприкосновения с рельсами и тормозными колодками. Соприкасаясь с рельсом малой поверхностью, колесо передает ему значительные статические и динамические нагрузки. В результате этого в зонах соприкосновения колес с рельсами возникают большие контактные напряжения. В процессе торможения между колесами и колодками создаются большие силы трения, вызывающие нагрев обода, что способствует образованию в нем ряда дефектов. Эксплуатационное нагружение колесной пары характеризуется периодическим резким скачком амплитудных напряжений в ее элементах при прохождении стыков, крестовин и неровностях на рельсах, а также от воздействия неровностей на поверхности катания колес. Подрез гребня возникает при трении гребня о вертикальную поверхность головки рельса и является преждевременным износом вследствие ненормальной работы колесных пар. |