Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования
Самарский государственный аэрокосмический университет
имени академика С.П. Королева
КАФЕДРА ПРОИЗВОДСТВА ДВИГАТЕЛЕЙ
ЛЕТАТЕЛЬНЫХ АППАРАТОВ И УПРАВЛЕНИЯ КАЧЕСТВА В МАШИОНОСТРОЕНИИ
По курсовому проекту
по курсу:
"Технологический процесс изготовления
детали путем механической обработки"
Студент Задерей Е.В.
Группа М111
Преподаватель Моисеев В.К.
Самара 2010г.
Реферат
Курсовой проект.
Пояснительная записка: с., рис., приложений
Графическая документация:
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, ИСХОДНАЯ ЗАГОТОВКА, ТЕХНОЛОГИЧЕСКАЯ БАЗА, МАРШРУТ ОБРАБОТКИ, ТОЧНОСТЬ ОПЕРАЦИОННОГО РАЗМЕРА, ЗАГОТОВКА, РЕЖИМЫ ОБРАБОТКИ, КОНДУКТОР.
Спроектирована заготовка, разработан ее чертеж. Сформирован укрупненный маршрут и операционный технологический процесс. Произведен размерный анализ. Сформирован комплект технологической документации на ТП изготовления детали.
Содержание
Задание. 4
Введение. 5
1.
Технологический анализ рабочего чертежа детали
. 6
1.1 Условия работы.. 6
1.2 Описание конструкции и геометрических характеристик детали. 6
1.3 Характеристика материала заготовки детали. 8
1.4 Общая характеристика технологичности детали. 9
2. Проектирование технологического процесса
. 9
2.1 Определение типа производства.
9
2.2 Выбор и экономическое обоснование способа получения заготовки.10
2.3 Проектирование технологического маршрута изготовления детали. 14
2.3.1 Выбор технологических баз
14
2.3.2 Установление последовательности обработки поверхностей заготовки
14
2.3.3 Формирование принципиальной схемы технологического процесса
14
2.3.4 Формирование структуры технологического процесса
. 15
2.3.5 Выбор метода обработки и типа оборудования
. 16
2.3.6 Построение эскизного технологического маршрута
. 18
2.4 Расчет режимов резания. 18
2.4.1. Расточка цилиндрической поверхности (операция 10)
18
2.4.2. Подрезка торца (операция 15)
20
2.4.3.
Сверление отверстия (операция 25)
22
2.5 Нормирование операций. 23
3. Проектирование технологической оснастки.
25
3.1. Проектирование специального станочного приспособления. 25
3.1.1 Выбор и обоснование конструкции приспособления.
25
3.1.2
Расчет надежности закрепления заготовки.
26
Список использованных источников. 28
Для выполнения курсовой работы был получен чертёж детали - валик. Необходимо перевести чертёж в электронный вид в соответствии со стандартами оформления чертежей. Далее по чертежу необходимо разработать экономически целесообразный технологический процесс изготовления детали. А также сконструировать для запроектированного технологического процесса оснастку – кондуктор.
Реклама

Механическая обработка детали – широко распространенный технологический процесс современного машиностроения.
Механическая обработка находит широкое применение в областях машиностроения благодаря возможности получения деталей различной формы и конфигурации с заданными технологическими показателями.
В целях обеспечения высокой эффективности производства и создания качественной продукции необходима разработка таких технологических процессов, которые позволяют с наименьшими трудовыми и материальными затратами обеспечить изготовление продукции с требуемыми параметрами, характеристиками и свойствами.
Эффективность того или иного технологического процесса зависит от того, насколько обоснованно был произведен выбор основного инструмента, оборудования, оснастки. А также от методов получения заготовки и режимов резания.
В данном курсовом проекте разработан и обоснован технологический процесс изготовления заданной детали с учетом обеспечения высокого качества её получения методами механической обработки на реальном оборудовании и спроектирован кондуктор для сверления отверстия в заданной детали.
1.1 Условия работы
Деталь относиться обширному классу деталей – типа Вал. Во время работы толкатель испытывает:
· напряжения растяжения
· на поверхностях резьбы возникают контактные напряжения, которые могут вызвать разрушения в зоне контакта
· возможны тепловые нагрузки.
К детали предъявляются следующие требования (ТТ):
1. Твердость поверхности Rc 32-40
2. Острые кромки притупить R0,2.
1.2 Описание конструкции и геометрических характеристик детали
В конструкции валика можно выделить следующие элементы. Имеется 2 отверстия Æ6мм, расположенных перпендикулярно к оси. И 2 отверстия идущих сквозь валик, одно за другим, соостно с осью симметрий. Первое отверстие Æ15мм на глубину 5мм, второе Æ20мм на глубину 100мм. Шероховатость для этих двух отверстий Rz-2,5. Для остальных поверхностей шероховатость Rz-40.
Конструкторские поверхности:
· резьбовая поверхность Æ27;
· поверхности А и Б.
Поверхности простые и доступные для обработки на универсальном оборудовании. Технические требования для этих поверхностей легко обеспечить.
Реклама

Для обработки отверстий в заготовке используют универсальное оборудование. Поэтому технические требования обеспечить не сложно.
Технические требования по твердости обеспечиваются путем применения закалки поверхности валика.
Обработка детали будет производится от черновых операций к чистовым, что позволит достичь заданную точность геометрических размеров. Поверхности, имеющие заданное ограничение по биению будут обрабатываться в одной операции с теми поверхностями, относительно которых эти биения заданы.
Поверхности детали имеют простую геометрическую форму, что позволяет использовать их в качестве технологических баз при изготовлении детали на завершающей стадии обработки.
Обозначим поверхности детали и опишем их в таблице 1.

Рисунок 1 - Конструкция и геометрия валика
Таблица 1
| № поверхности |
Технические требования |
Технологические последствия |
| 1,7 |
Размер (105-
) (11квалитет)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 2 |
Размер (5x15̊ )
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 3 |
Размер (66)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 4 |
Размер ( ) )
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 5 |
Размер(Ø27)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Нарезание резьбы
Закалка
|
| 6 |
Размер (Ø6)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Сверление |
| 8 |
Размер (Ø 15)(11квалитет)
Шероховатость поверхности (Rz2,5)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 9 |
Размер (Ø 25 ) )
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 10 |
Размер (100) (11квалитет)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 11 |
Размер (Ø 20) (11квалитет)
Шероховатость поверхности (Rz2,5)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 12 |
Размер (Ø36)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 13 |
Размер (R1)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
| 14 |
Размер (Ø25)
Шероховатость поверхности (Rz40)
Твёрдость поверхности (HRC46-52)
|
Получистовое точение
Закалка
|
1.3 Характеристика материала заготовки детали
Материал детали - сталь 38ХА. Это – легированная высококачественная сталь.
Состав: * Кремний (Si) 0,17-0,37%
· Марганец (Mn) 0,50-0,80%
· Медь (Cu) не более 0,30%
· Никель (Ni) не более 0,30%
· Сера (S) не более 0,025%
· Углерод (C) 0,35-0,42
· Фосфор (P) 0,025
· Хром (Cr) 0,80-1,10
Материал цементируемый, хорошо обрабатываемый резанием лезвийными инструментами до цементации и закалки (коэффициент обрабатываемости по отношению к стали 45 равен 0,8), а после этой термохимической обработки обрабатывается абразивным инструментом методом шлифования. Кроме этого, материал достаточно хорошо деформируется в горячем состоянии. Механические свойства материала при азотировании: предел прочности  кгс /мм2
, предел текучести кгс /мм2
, предел текучести  кгс/см2
, относительное удлинение образца при разрыве кгс/см2
, относительное удлинение образца при разрыве  , относительное сужение сечения , относительное сужение сечения  =50%, ударная вязкость а =50%, ударная вязкость а =8 кгс м /см2 =8 кгс м /см2
Требуемая твердость материала детали HRC–32…40 получается путем закалки по технологии термического цеха (твердость матреиала заготовки HRC–27…29)
Свариваемость: трудносвариваемая, рекомендуется сварка плавлением с предварительным подогревом и последующей термообработкой.
Назначение стали 38ХА: червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и другие улучшаемые детали
1.4 Общая характеристика технологичности детали
У данной детали малые перепады диаметров, что позволяет применить много резцовые станки. В детали предусмотрены фаски, что позволяет вести обработку в центрах. Конструкция детали достаточно проста, что позволяет обрабатывать поверхности стандартным режущим инструментом. Контроль большинства поверхностей осуществляется стандартным мерительным инструментом, без ограничения по доступности, что делает ее контролепригодной. Исходя из анализа конструкции детали, можно сказать, что деталь технологична.
Проектирование технологического процесса и разработка его маршрута должны выполнятся с учетом типа организации производства. Различают три основных типа машиностроительного производства: массовое, серийное и единичное.
Для оценки типа производства можно воспользоваться характеристикой серийности, в основу которой положена классификация деталей по их массе и габаритам. В нашем случае годовая программа выпуска (N=240шт.), и масса до 6 кг, по таблице устанавливаем тип производства - мелкосерийное.
Таблица 1. Характеристика серийности производства
| Тип производства |
Количество изготавливаемых за год деталей одного наименования |
| Тяжелых (крупных) Массой выше 30 кг |
Средних массой
до 30 кг |
Легких (мелких) массой до 6 кг. |
| Единичное |
До 5 |
До 10 |
До 100 |
| Мелкосерийное |
5..100 |
10…200 |
100…500 |
| Серийное |
100…300 |
200…500 |
500…5000 |
| Крупносерийное |
300…1000 |
500…5000 |
5000…50000 |
| Массовое |
Свыше 1000 |
Свыше 5000 |
Свыше 50000 |
Получаем тип производства - мелкосерийное.
2.2 Выбор и экономическое обоснование способа получения заготовки.
Анализ чертежа детали, тип производства позволяют установить вид, способ получения заготовки и точностные характеристики заготовки по рисунку 2 [2].
В нашем случае сталь 38ХА– деформируемый сплав. Конфигурация детали – валик с небольшой разницей диаметров. Вид производства – серийное. Исходя из условий заготовку можно получать штамповкой на молотах, прессах, на ГКМ.
Рассмотри следующие виды получения заготовки: ГКМ[1]
и шестигранный пруток
.
Штамповка на ГКМ имеет следующие преимущества:
- можно легко штамповать детали, которые на другом оборудовании рационально изготовить нельзя;
- достигается экономия металла, так как штамповка производится преимущественно в закрытых штампах, а штамповочные уклоны в ряде случаев отсутствуют;
- макроструктура поковок получается благоприятной и обеспечивает высокое качество деталей;
- возможно применение вставок для ручьев, чем экономится штамповочная сталь;
- работа на ГКМ легко автоматизируется.
К недостаткам штамповки на ГКМ относятся:
- меньшая универсальность по сравнению с молотами и прессами. Номенклатура поковок резко ограниченна;
- низкая стойкость штампов, которая объясняется рядом причин. Штамп закрытый, поэтому возникают перегрузки в полости ручья;
- необходимость очистки нагретого прутка от окалины, так как деформирование происходит за один ход, и вся окалина будет заштампована.
На рис 1 представлены эскизы получения двух вариантов заготовки, чистый вес (масса) детали 0,345 кг. В размерах заготовки учтены припуски необходимые для обеспечения указанной точности .Чертеж заготовки имеется в приложении к записке.
Первый вариант (рис 2) – ГКМ, вес заготовки Gзаг.1=0,789 кг.
Второй вариант (рис 3) – пруток, вес заготовки Gзаг.2=1,365 кг.
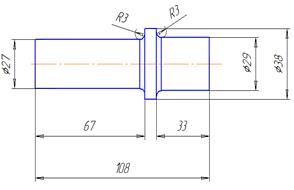 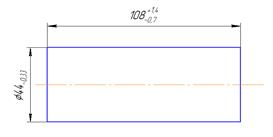
Рисунок 2. ГКМ Рисунок 3. Круглый пруток
Применение обоих вариантов не вызывает необходимости в разработке принципиально отличных техпроцессов изготовления детали. Следовательно, сравнительный экономический расчет проведем по стоимости приведенных вариантов получения заготовки. С учетом коэффициентов приведенных в параграфе 2.2.4. [3], основные данные можно свести в таблицу 2.
Таблица 2 - основные данные для расчета стоимости заготовок
| № п.п. |
Наименование показателей |
Обоз. и еден. измер. |
1 вариант |
2 вариант |
| ГКМ |
Пруток |
| 1 |
Вес (масса) заготовки |
Gзаг
, кг |
0,789 |
1,365 |
| 2 |
Вес (масса) детали |
Gдет
, кг |
0,345 |
0,345 |
| 3 |
Базовая стоимость одной тонны штамповок |
C1
, руб. |
14 175 |
14 175 |
| 4 |
Коэффициент, учитывающий класс точности заготовки |
кТ
|
1 |
1 |
| 5 |
Коэффициент, учитывающий марку материала |
кМ
|
2 |
2 |
| 6 |
Коэффициенты, зависящие от группы сложности и веса заготовок и от объема производства. |
кС
|
1 |
1 |
| кв
|
1,42 |
1 |
| кп
|
1 |
1 |
| 7 |
Вес (масса) отходов |
(Gзаг
-Gдет
),кг |
0,444 |
1,020 |
| 8 |
Стоимость 1т. отходов (табл.12 [ ]) |
Sотх
,руб. |
1 341 |
1 341 |
Расчет стоимости заготовок первого и второго варианта проведем по формуле:

Определим стоимости заготовок по первому и второму вариантам:


Данные расчета сведем в таблицу 3 по форме указанной в разделе 2.3 (табл.25) [3]
Таблица 3 - результаты расчета стоимости заготовки по вариантам
| № п.п. |
Наименование показателей |
Един.изм |
1 – вариант |
2 - вариант |
| 1 |
Способ получения заготовки |
- |
ГКМ |
Пруток |
| 2 |
Материал заготовки |
- |
Сталь 38ХА |
| 3 |
Чистый вес масса детали |
кг |
0,345 |
| 4 |
Вес (масса) заготовки |
кг |
0,789 |
1,365 |
| 5 |
Экономия материала на: |
| а) одну заготовку |
кг. |
1,365-0,789=0,576 |
| б) на годовую программу N=240 шт. |
кг. |
0,576·240=138,24 |
| 6 |
КИМ |
- |
0,416 |
0,176 |
| 7 |
Стоимость заготовки |
руб. |
31,16 |
37,15 |
| 8 |
Экономия на одну заготовку |
руб. |
37,15-31,16=5,99 |
| 9 |
Экономия на годовую программу |
руб. |
5,99·240=1437,6 |
На основании выполненных расчетов можно утверждать, что из двух выбранных для сравнения вариантов лучшим является первый вариант заготовки (заготовка на ГКМ), имеющая меньшую стоимость и больший КИМ.
2.3
Проектирование технологического маршрута изготовления детали
2.3.1 Выбор технологических баз
Исходные технологическими базы – поверхности 3 и 4. Установочные базы – поверхности 5 и 9 (наиболее удобные для этой цели).
Более правильное определение технологических баз и установочных поверхностей возможно после составления технологического маршрута, т.е. после установления комплекса обрабатываемых поверхностей и простановки операционных размеров.
2.3.2 Установление последовательности обработки поверхностей заготовки
Все элементарные поверхности детали можно разделить на две группы: торцы (поверхности 1,3,4,7,10,13), цилиндрические (2,5,8,9,11,12,14), скругление 13, отверстие 6
В качестве первой черновой базы принимаем поверхности 3 и 9, т.к. поверхность 3 образовалась в полости матрицы ГКМ и не имеет штамповочных уклонов.
Менее ответственные поверхности обрабатываются на этапе чернового точения. Необходимо обработать отверстия и боковые поверхности до термообработки, т.к. после этой операции могут возникнуть трудности их формообразования лезвийным инструментом.
После получения готовой детали производится контроль.
2.3.3 Формирование принципиальной схемы технологического процесса
Анализ чертежа детали, заготовки, последовательности обработки поверхностей позволяют сформировать следующую принципиальную схему технологического маршрута и технологического процесса в целом.
Таблица 5 – Этапы обработки заготовки и их назначение
| N этапа |
Наименование этапа |
Назначение |
| Э1 |
Черновой |
Съем лишних напусков и припусков, формирование свободных поверхностей |
| Э2 |
Чистовой |
Съем слоя |
| Э3 |
Термический |
Закалка |
| Э4 |
Контрольный |
Окончательный контроль геометрических параметров и качества поверхностного слоя |
2.3.4 Формирование структуры технологического процесса
Принадлежность каждой элементарной поверхности этапам обработки принципиальной схемы технологического процесса показана в таблице 6.
Таблица 6 – Ступени и вид обработки по каждой из поверхности
| N Элем.пов-ти |
Количество ступеней обработки |
Этап обработки |
| Э1 |
Э2 |
Э3 |
Э4 |
| 1 |
2 |
+ |
- |
+ |
+ |
| 2 |
2 |
+ |
- |
+ |
+ |
| 3 |
2 |
+ |
- |
+ |
+ |
| 4 |
2 |
+ |
- |
+ |
+ |
| 5 |
2 |
+ |
- |
+ |
+ |
| 6 |
2 |
+ |
- |
+ |
+ |
| 7 |
2 |
+ |
- |
+ |
+ |
| 8 |
3 |
+ |
+ |
+ |
+ |
| 9 |
2 |
+ |
- |
+ |
+ |
| 10 |
3 |
+ |
+ |
+ |
+ |
| 11 |
3 |
+ |
+ |
+ |
+ |
| 12 |
2 |
+ |
- |
+ |
+ |
| 13 |
2 |
+ |
- |
+ |
+ |
| 14 |
2 |
+ |
- |
+ |
+ |
Выделим в каждом этапе группы поверхностей, которые могут быть обработаны в одной операции за одну установку заготовки, т.е. создадим технологические комплексы.
Таблица 7 – Распределение поверхностей по этапам обработки
| N этапа |
N комплекса |
| 1 |
2 |
3 |
| Э1 |
1,2,3,8,9,12 |
4,5,7,10,11,13,14 |
6 |
| Э2 |
8,10,11 |
| Э3 |
Все |
| Э4 |
Все |
Считается, что поверхности, входящие в комплекс, будут обрабатываться в одной операции, а последовательность выполнения операций соответствует номеру этапа.
2.3.5 Выбор метода обработки и типа оборудования
Для обработки элементарных поверхностей детали применим методы точения поверхностей тел вращения и сверление отверстий. Технологические возможности этих методов вполне соответствуют требованиям по точности и качеству поверхности.
С целью обеспечения наиболее высокой производительности процесса обработки заготовки на черновом этапе используем станок 16К20, а при сверлении отверстий универсальный станок 2М112, т.всегда необходима переустановка детали с целью точного базирования.
Токарно винторезный станок 16К20
предназначены для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм - 16 мк.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49...57.
Технические характеристики:
Наибольшая длина обрабатываемого изделия, мм 1000
Высота оси центров над плоскими направляющими станины, мм: 215
Пределы оборотов, об/мин 12,5-1600
Пределы подач, мм/об
Продольных 0,05-2,8
Поперечных 0,002-0,11
Мощность электродвигателя главного привода, кВт 11
Наибольший диаметр изделия, устанавливаемого над станиной, мм 400
Наибольший диаметр обработки над поперечными салазками суппорта, мм 220
Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм 50
Габаритный размеры станка, мм
Длина 2795
Ширина 1190
Высота 1500
Масса станка, кг 3005
Технические характеристики вертикально-сверлильного промышленного станка 2М112:
Наибольший размер сверления и резьбонарезания, мм
Нарезание резьбы (реверс)
|
12 (до 16мм - сверлильный патрон в комплекте)
М12
|
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм |
190 |
| Размер конуса шпинделя наружный по ГОСТ 9953-82 |
B18 |
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола,min-max
, мм |
50-400 |
| Наибольшее перемещение шпинделя, мм |
100 |
| Цена деления лимба, мм |
1 |
| Подача при сверлении |
ручная |
| Количество скоростей шпинделя |
5 |
| Пределы частоты вращения шпинделя, min-max
, об/мин |
450-4500 |
| Мощность электродвигателя, кВт |
0,55 |
| Частота вращения электродвигателя, об/мин. |
1500 |
| Напряжение трёхфазного эл.питания, В |
380 |
| Размеры рабочей поверхности стола, мм |
200 х 250 |
| Количество Т-образных пазов |
3 |
| Расстояние между пазами, мм |
50 |
| Ширина пазов, мм |
14 |
| Габаритные размеры, мм |
770x370x950 |
| Масса, не более, кг |
120 |
2.3.6 Построение эскизного технологического маршрута
На основании данных, приведенных выше, разработана маршрутная карта и технологический маршрут изготовления заданной детали, составлен альбом операционных карт и изображены в графическом виде и операции.
2.4 Расчет режимов резания
Рассчитаем режимы резания на обтачивание наружной поверхности (10 операция) ,подрезание торца в операции 15 (токарная, черновая), а также сверление отверстия в операции 25. Расчет режимов резания ведем по методическим пособиям [13] и [14].
Обрабатываемый материал 38ХА имеет Е=200000Мпа,  . По приложению 2[13] находим, что при обработке конструкционных углеродистых сталей рекомендуется применять быстрорежущий резец марки Р6М5. . По приложению 2[13] находим, что при обработке конструкционных углеродистых сталей рекомендуется применять быстрорежущий резец марки Р6М5.
2.4.1. Расточка цилиндрической поверхности
(операция 10)
По приложению 2[13] находим, что при обработке конструкционных углеродистых сталей рекомендуется применять быстрорежущий резец марки Р6М5.
Расточку наружной поверхности будем проводить проходным резцом.
Станок 16К20 допускает применение резцов с максимальным размером сечения державки 25х25, поэтому по приложению выбираем резец с параметрами  мм, L=120
мм. 2.
мм, L=120
мм. 2.
Геометрию резца выбираем по приложению № 2[13]. Форма передней поверхности плоская с фаской;
Выбор глубины резания
Для поверхности 9 согласно эскизу маршрута технологического процесса D=1 мм. Производим обработку в один проход. Итак, принимаем t=1 мм. Шероховатости обрабатываемых поверхностей  мкм. Обработку рекомендуется проводить в 1 проход. Принимаем мкм. Обработку рекомендуется проводить в 1 проход. Принимаем 
Расчет подачи по прочности механизма подачи станка
Используется формула: 
По паспортным данным станка 16K20 (см. приложение 1[13]):
 Н Н
По приложению 3[13] для стали 38ХА:
механические характеристики: Е =
210 000 МПа,  МПа МПа
значения коэффициентов и показателей:     
Для резцов с  принимаем принимаем  и ориентировочно и ориентировочно  м/мин. м/мин.
Определяем  . .
 мм/об. мм/об.
Расчет подачи по прочности державки резца
Используется формула: 
Было принято: В
=25 мм; Н
= 16 мм;  = 260 МПа; = 260 МПа;  ; l = 35 мм. ; l = 35 мм.
Тогда получим: 
Расчет подачи по заданной шероховатости
Используется формула: 
По таблице 1[13] находим, что при обработке стали:  . .
Выбранный резец имеет  мм; мм;  мм, следовательно, мм, следовательно,  =0,22мм/об. =0,22мм/об.
Выбор наибольшей технологически допустимой подачи
Из всех подач наименьшей является S3
. Из имеющихся у станка подач, выбираем ближайшую меньшую или равную ей. Для станка 16К20 Sст
=0,2 мм/об, следовательно, Soцил.
=0,2 мм/об.
Выбор скорости резания
Частота вращения шпинделя станка определяется по формуле:
 . .
По приложению 3[13] принимаем: Т=45 мин, D=75 мм. Находим  ; Xv=0,25; Yv=0,33; m=0,125; KjV
=1,0; Kj1
V
=1,0; KuV
=0,95; KnV
=1,0; KMv
=0,63; KoV
=0,8. ; Xv=0,25; Yv=0,33; m=0,125; KjV
=1,0; Kj1
V
=1,0; KuV
=0,95; KnV
=1,0; KMv
=0,63; KoV
=0,8.
Определяем:  . .
Тогда  . .
Для станка 16К20 по приложению 1[13]: nx
=630 об/мин; nx
+1
=800 об/мин.
Сравнить минутные подачи для этих ступеней:
 ; ;  ; ;  . .
Ближайшая меньшая, имеющаяся на станке  , ,
 , ,
 , ,  . .
Таким образом, наивыгоднейшим режимом резания будет: t=1 мм; S=0,2 мм/об; n=630об/мин.
Действительная скорость резания:  . .
2.4.2. Подрезка торца
(операция 15)
Осуществляем подрезку торцевой поверхности. Будем использовать проходной упорный прямой резец.
Станок 16К20 допускает применение резцов с максимальным размером сечения державки 25х25, принимаем такой же резец, как и для обтачивания цилиндрических поверхностей, с параметрами:
Главный угол в плане  , вспомогательный угол в плане , вспомогательный угол в плане  , радиус при вершине резца r = 0,025(H+B) =0,025(16+25) = 1,025
мм, передний угол , радиус при вершине резца r = 0,025(H+B) =0,025(16+25) = 1,025
мм, передний угол  , задний угол , задний угол  , задний вспомогательный угол , задний вспомогательный угол  , фаска на передней поверхности f = 0.015(H+B) = 0.015(16+25) = 0,615/
мм, угол на фаске , фаска на передней поверхности f = 0.015(H+B) = 0.015(16+25) = 0,615/
мм, угол на фаске  , угол наклона главного режущей кромки , угол наклона главного режущей кромки  , допустимая величина износа , допустимая величина износа  мм. мм.
Выбор глубины резания
Для поверхности 7 согласно эскизу маршрута технологического процесса D3
=1,5 мм. Производим обработку в один переход. Итак, принимаем t=1,5 мм.
Расчет подачи по прочности механизма подачи станка
Используется формула:
По паспортным данным станка 16K20 (см. приложение 1[13]):
Н
По приложению 3[13] для стали 38ХА:
механические характеристики: Е =
210 000 МПа, МПа
значения коэффициентов и показателей:
Для резцов с принимаем и ориентировочно м/мин.
Определяем .
 мм/об. мм/об.
Расчет подачи по прочности державки резца
Используется формула:
Было принято: В
=25 мм; Н
= 16мм; = 260 МПа; ; l = 35
мм.
Тогда получим:  . .
Расчет подачи по заданной шероховатости
Используется формула:
По таблице 1[13] находим, что при обработке стали: .
Выбранный резец имеет мм; мм, следовательно,  = 0,25 мм/об. = 0,25 мм/об.
Выбор наибольшей технологически допустимой подачи
Из всех подач наименьшей является S3
. Из имеющихся у станка подач, выбираем ближайшую меньшую или равную ей. Для станка 16К20 Sст
=0,2 мм/об, следовательно, Soцил.
=0,2 мм/об.
Выбор скорости резания
Частота вращения шпинделя станка определяется по формуле:
.
По приложению 3[13] принимаем: Т=45 мин, D=75 мм. Находим ; Xv=0,25; Yv=0,33; m=0,125; KjV
=1,0; Kj1
V
=1,0; KuV
=0,95; KnV
=1,0; KMv
=0,63; KoV
=0,8.
Определяем .
Тогда  . .
Для станка 16К20 по приложению 1[13]: nx
=630 об/мин; nx
+1
=800 об/мин.
Сравнить минутные подачи для этих ступеней:
; ;  . .
Ближайшая меньшая, имеющаяся на станке  , ,
 , ,
 , . , .
Таким образом, наивыгоднейшим режимом резания будет: t=0,5 мм; S=0,2 мм/об; n=630об/мин.
Действительная скорость резания:  . .
2.4.3.
Сверление отверстия (операция 25)
Сверление производим за1 переход. Сверление отверстия Ø 6 мм, глубиной t = 2,5 мм.
по карте К1 [9] для сверлильных операций выбираем:
 =0,18 =0,18
 = 25.6 = 25.6
С учетом поправочных коэффициентов:
S1
   
 коэффициент учитывающий группу подач, коэффициент учитывающий группу подач,  - коэффициент учитывающий глубину отверстия, - коэффициент зависящий от материала. - коэффициент учитывающий глубину отверстия, - коэффициент зависящий от материала.
S1
=
Скорость резания с учетом поправочных коэффициентов:
v1
   
 - выбирается в зависимости от глубины отверстия, - выбирается в зависимости от глубины отверстия,  - в зависимости от отношения длины сверла к его диаметру, - выбирается в зависимости от твердости материала. - в зависимости от отношения длины сверла к его диаметру, - выбирается в зависимости от твердости материала.
С учетом всех фактров скорость резания будет:

2.5 Нормирование операций
Рассчитаем нормирование токарной операции 10 при работе проходного резца. Определим машинное время обработки
Принимаем у
= 0.5 мм; l
= 66 мм; у1
= 1,2 мм; S
= 0,22 мм/об; п
= 315 об/мин.
у = tctgj;
y1
= 1+0,2t – величина пробега резца;
l – длина обрабатываемой поверхности.
 мин. мин.
Нормирование операции производим по формуле:
 , ,
где Тшт. к
.
- норма времени на операцию,
Тшт
– трудоемкость операции,
ТПЗ
– подготовительно-заключительное время, ТПЗ
= 15-20% от Тосн
.
 , ,
где Топер
– операционное время,
Тотд
– время на отдых и личные надобности, Тотд
= 8% от Тосн
,
Тобсл
– время на обслуживание рабочего места, Тобсл
= 10% от Тос
н
.
 , ,
где Тосн
– основное (машинное) время, Тосн
= 0,49 мин,
Твсп
– вспомогательное время Твсп
= 1 мин.
 мин. мин.
 мин. мин.
 мин. мин.
Нормирование для операции 15.
Для точения:  ; ;
где  - расчетная длина пути режущего инструмента м/; - расчетная длина пути режущего инструмента м/;
i – число ходов;
n – частота вращения шпинделя об/ми/;
 - подача на оборот шпинделя мм. - подача на оборот шпинделя мм.
 , ,
где коэффициенты  учитывают составляющие учитывают составляющие , ,  , ,  и численно равны: и численно равны:
Штучно-калькуляционное время
 применяется в условиях серийного и единичного производства, когда на одном рабочем месте в течение смены выполняется несколько операций и когда подготовку рабочего места и наладку выполняет рабочий станочник: применяется в условиях серийного и единичного производства, когда на одном рабочем месте в течение смены выполняется несколько операций и когда подготовку рабочего места и наладку выполняет рабочий станочник:
 . .
Определяем техническую норму времени на операцию:
 мин; мин;
 мин (определяется по нормативам [12]); мин (определяется по нормативам [12]);
 мин; мин;
 мин; мин;
При определении будем полагать, что  = 24 мин. = 24 мин.
 мин. мин.
Нормирование для операции 25.
По паспорту станка nшп
=782 об/мин. (станок 2М112);
Для сверления:

Время на установку, снятие детали: 0,35 мин;
Время на измерение: 0,4 мин;
Время, связанное с переходом: 0,32 мин;
Топер
=0,12+0,35+0,4+0,32=1,19 мин;
По заводским нормам Топер
=3,762 мин;
3
. Проектирование
технологической оснастки.
3.1.
Проектирование специального станочного приспособления
3.1.1 Выбор и обоснование конструкции приспособления.
Обрабатываемая в данной операции заготовка представляет собой ступенчатый валик, изготовленную из стали 38ХА.
В операции 25 производится сверление 2 отверстий Ø6мм, Базирование заготовки на операции производится по расстоянию 10 мм от торца 7.
Обработка отверстий ведется сверлом Ø6h6, материал Р18.
Режимы обработки при сверлении S=0.05мм/об, n=180об/мин
В данной операции применяется вертикально-сверлильный станок 2М112.
Используем кантуемый кондуктор.
Его особенность заключается в том, что кондукторные втулки размещаются в корпусе приспособления.
В сборном корпусе запрессованы 2 втулки. Вал устанавливается в приспособление с упором в прилегающий торец. После установки заготовки опускается и фиксируется верхняя часть кондуктора двумя болтами . Продольное перемещение заготовки по средствам зажима. При обработке отверстий кондуктор устанавливается на опорных поверхностях. Для обработки следующего отверстия необходимо повернуть кондуктор и зафиксировать полученное первое отверстие фиксатором(штифтом).
Погрешность, связанная с методом обработки ω0
, приводит к смещению оси сверла относительно кондукторной втулки кондукторной втулкой и погрешностью износа ωи
. Диаметр сверла Ø6h6( ), диаметр отверстия кондукторной втулки Ø6F7( ), диаметр отверстия кондукторной втулки Ø6F7( ), ),  =0.03мм: =0.03мм:
Погрешность базирования  равна наибольшему зазору между диаметрами заготовки и установочной поверхностью : равна наибольшему зазору между диаметрами заготовки и установочной поверхностью :
 мм. мм.
Для данного способа закрепления принимаем  . .
Погрешность приспособления  в нашем случае будет складываться из погрешности изготовления в нашем случае будет складываться из погрешности изготовления  оси отверстия приспособления, погрешности не совпадения оси отверстия постоянной втулки и оси отверстия приспособления оси отверстия приспособления, погрешности не совпадения оси отверстия постоянной втулки и оси отверстия приспособления  , разностенности постоянной втулки , разностенности постоянной втулки  , и погрешности установки между заготовкой и установочной втулкой , и погрешности установки между заготовкой и установочной втулкой  : :

 =0мм, =0мм,
 =0мм, =0мм,
 мм мм
Тогда погрешность установки  равна: равна:
 = = мм мм
Суммарная результирующая погрешность:

Видим, что кондуктор обеспечивает заданную точность, так как 
3.1.2
Расчет надежности закрепления заготовки.
При сверлении отверстия возникает окружная сила резания, которую для удобства рассматривают состоящей из горизонтальной составляющей усилия резанья - Рн, и Pv - вертикальной составляющей. Эти силы создают момент резания, пытающий повернуть заготовку. Удерживать заготовку будет момент закрепления от силы зажима – Q (100Н) и силы трения – T٠Q, где Т – коэффициент трения равный 0,2 .
Из условия равновесия заготовки, уравнение моментов имеет вид:
 , ,
где К – коэффициент надежности закрепления равный 1.5.
Тогда:
 Н. Н.
Проверяем, может ли обеспечить данную силу зажима выбранный для приспособления зажимной болт:
 Н, Н,
где  = 100 Н – максимальное исходное усилие которое рабочий может приложить к рукоятке по ГОСТ 122029-77; = 100 Н – максимальное исходное усилие которое рабочий может приложить к рукоятке по ГОСТ 122029-77;
 = 50 мм – плечо (длина рукоятки зажимного механизма); = 50 мм – плечо (длина рукоятки зажимного механизма);
 =14 мм – диаметр болта зажимного механизма. =14 мм – диаметр болта зажимного механизма.
Таким образом  =2466 Н > Q= 425 Н, значит данный механизм зажима может обеспечить усилие, требуемое для надежного закрепления заготовки в приспособлении. =2466 Н > Q= 425 Н, значит данный механизм зажима может обеспечить усилие, требуемое для надежного закрепления заготовки в приспособлении.
Сп
исок использованных источников
1. Технология производства двигателей летательных аппаратов и энергетических установок. Самара 1996 - 76с
2. Проектирование заготовок деталей авиационных двигателей, получаемых методами горячего объемного деформирования. Учеб. пособие/Самар. Гос. Аэрокосмический ун-т, каф ПДЛА; Сост. А.П. Шулепов, И.М. Трухман, И.Л. Шитарев. Самара 1998. –50с.
3. Вишняков А.Е. Технико-экономическое обоснование выбора способа получения заготовки. Куйбышев КуАИ, 1980г
4. Автоматизированное проектирование технологических процессов механической обработки заготовок: Учеб. пособие к курсовой работе / Самар. Гос. Аэрокосмический ун-т; Сост. Г.В. Иванов, И.М. Трухман, В.А, Мартынов. Самара 2000. –60с.
5. Проектирование технологической оснастки: Учебник /
А. П. Шулепов, В. А. Шманев, И. Л. Шитарев. Под общей редакцией Шулепова. Самар. гос. аэрокосм. ун-т. Самара, 1996. 332с.
6. Анурьев. В. И. Справочник конструктора машиностроителя: В 3-х т. Т. 1 – 5-еизд., перераб. И доп. – М.: Машиностроение, 1979. – 728с.
7. Основы взаимозаменяемости в авиастроении: Учеб. Пособие/ В.И. Лепилин, И. Г. Попов, Е. В. Бурмистров, В. Н. Трусов; Самар. авиац. ин-т., Самара 1991. 76с
8. Справочник технолога машиностроителя. В В 2 -х т. Т. 2, по редакцией А.Н. Малова. Государственное машинотехническое издательство машиностроительной литературы. М. 1959г.
9. Контрольно-измерительные приспособления для производства деталей авиационных двигателей: Учеб. Пособие/ Под редакцией А.П. Шулепова; Москва издательство МАИ, 1993г –205с.
10. Расчеты размерно-точностных параметров механической обработки заготовок и их автоматизация на базе ЭВМ: Учеб. пособие / И.А. Иващенко, И.М. Трухман; Куйб. авиац. ин-т. Куйбышев, 1989. – 98 с.
11. Определение технологической себестоимости операции по элементам затрат: Метод. указания / Самар. гос. аэрокосм. унт; Сост. А.П. Шулепов, Н. Д. Проничев, О.С. Сурков. Самара, 2004. с. 60.
12. Общестроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ под ред. Н.В. Тимофеенко и А.И. Захарова. – М.: Машиностроение
13. Лепилин В.И. Режимы резания авиационных материалов при точении: Учеб. Пособие. – СГАУ. Самара, 2000, 128 с.
14. А.Н. Волков. Режимы резания авиационных материалов при фрезеровании: Учебное пособие / Самар. гос. аэрокосм, ун - т. Самара, 1994.90с.
15. Шманёв В.А., Шулепов А.П. Выбор схемы зажимного устройства и расчёт надёжности закрепления заготовок в приспособлениях при изготовлении деталей авиадвигателей. – методическое пособие. Куйбышев, 1985, 31 с.
[1]
Вишняков А.Е. Технико-экономическое обоснование выбора способа получения заготовки. К. 1981г.
|
