1. Введение
В настоящее время широкое распространение в производстве автодеталей получили порошковые материалы, армированные дискретными хаотично ориентированными волокнами. Многие отрасли современной техники своими успехами в значительной мере обязаны развитию порошковой металлургии ставшей во второй половине ХХ века одним из важнейших направлений научно - технического прогресса.
Практически в любой из отраслей промышленности применяют те или иные материалы и изделия, полученные методом порошковой металлургии. В частности, при изготовлении шестерен редукторов навесных узлов используются порошковые материалы на основе железного порошка, как правило, полученного распылением расплава. По химическому составу такие порошки принадлежат к низколегированным конструкционным сталям. Кроме распыленных порошков применяют порошки, полученные методом совместного восстановления, обычно это ПЖВС (Белоруссия) или «ULTRAPAK» (Швеция). Специфика химического состава таких дисперсных материалов проявляется при охлаждении от температуры спекания.
В настоящей работе предлагается армировать дискретными волокнами матрицу, что приводит к повышению прочностных свойств и увеличению коэффициента использования материала. Основной результат, достигнутый при проектировании, состоит в предложенном приспособлении, оснастке, технологии, элементе оборудования для прессования.
2.Техническое задание
2.1. Габариты и обозначения.
Диаметр зубьев df
1
=
91.00(мм)
Диаметр впадин зубьев шестерни df
2
– 88.70 (мм)
Делительный диаметр d
= 90.00 (мм)
Диаметр ступицы Dc
= 28.00 (мм)
Диаметр впадины Db
= 50.00(мм)
Диаметр вала Dv
= 12.00 (мм)
Ширина венца В
= 10.00 (мм)
Глубина впадины h
3
=3,00 (мм)
Высота зуба h
= 3.00 (мм)
Неуказанные предельные отклонения по 1Т 14/2.
2.2. Масса изделия.
М = 450гр.
2.3. Температурные характеристики
Рабочая температура до 25о
С
2.4. Окружающая среда.
Атмосферный воздух.
2.5. Характеристики долговечности.
Срок эксплуатации 300000 ч. Угловая скорость n = 150.00 (об/мин)
3. Обзор технической литературы.
Из данных технического задания известно, что для изготовления шестерён редукторов требуется разработать легкий и износостойкий композиционный материал с плотностью меньше сталей. В качестве матричного материала можно взять порошок на металлической основе. В композитах с металлической матрицей сочетаются достоинства конструкционных металлических материалов с достоинствами композитов вообще [3].
Реклама

Для них характерны высокие значения прочностных характеристик, модулей упругости, вязкости разрушения, ударной вязкости, обладают малой чувствительностью к тепловым ударам и поверхностным дефектам. В таблице 1 приведены физико-химические свойства матричного материала на различных основах. Для улучшения прочностных свойств проектируемого изделия из КМ возникает необходимость армирования порошкового изделия. Для армирования железных матриц широко применяются металлические, керамические, углеродные и полимерные волокна. Физико-механические свойства этих волокон приведены в таблице 2
Волокна, кроме того, что повышают прочность при изгибе, ещё и снижают плотность шестерён. Повышение Пн необходимо для повышения долговечности изделий, увеличения прочности при растяжении. Всё это приводит к увеличению реального базового числа нагружений зубьев шестерён. Некоторые металлические волокна имеют большую плотность (титановые), а некоторые большую стоимость (бериллиевые), алюминиевые и кремниевые имеют недостаточные механические
свойства. У карбидокремниевых и керамических волокон большая себестоимость. Поэтому за базовый вариант примем углеродные волокна.
Углеродные волокна обладают комплексом уникальных механических и физических свойств [3]. Им присуща высокая теплоёмкость, низкий коэффициент трения и термического расширения. Они могут иметь сильно развитую поверхность, большие значения удельных механических характеристик. Углеродные волокна применяют для армирования конструкционных материалов. Перед формованием
углеродные волокна напыляют алюминием, для того чтобы они не растворялись в железном порошке. Специфика химического состава таких дисперсных материалов проявляется при охлаждении от температуры изотермической выдержки спекания. Происходит закалка на пересыщенный твёрдый раствор непосредственно в газовой среде нагревательного устройства, чему способствует присутствие легирующих элементов в порошках. С течением времени идёт естественное старение, что даёт значительное повышение физико-механических свойств.
Затем, после закалки, проводится отпуск с последующим искусственным старением. Спечённые детали изготавливаются из смесей порошков железа с легирующими порошками и порошков углеродистых и легированных сталей.
Реклама

Изделия из них получают холодным прессованием, горячей штамповкой.
Термическая обработка проводится только в защитных средах. Охлаждение рекомендуется проводить в масле или в воде для исключения окисления. Для повышения коррозионной стойкости поверхности, проводят операции ворошения и фосфорации, парогазооксидирования. В порошковой смеси, легированной медью до 3% при контролируемом охлаждении в агрегатах спекания достигают структуры, способной выделить Е-фазу при старении.
Таким образом, в качестве матричного материала возьмем железный порошок ПЖ2ВР со следующими характеристиками γ = 7700 кг/м3
; Е = 300 МПа; Пв= 450 МПа; \|/ = 30%; НВ - 400 МПа, γ -
плотность. В качестве армирующего элемента возьмём волокна ВМН - 4 с напылением из Ре.
Для того, чтобы скомпенсировать усадку в металлическую матрицу из порошка железа усилия прессования вводят до 0,3% стеарата цинка, для повышения коррозионной стойкости и улучшения спекания вводят техническую серу в количестве 0,03% для повышения обрабатываемости резанием. Для того, чтобы матрица из стального порошка воспринимала закалку и другие виды термообработки её легируют углеродом (графит) в количестве 0,67%.
Металлический железный порошок экономически выгодно использовать, а углеродные волокна распространены в промышленности. Поэтому в качестве базового варианта проекта выбирается композит на основе железа армированный углеродистыми волокнами.
Шестерни изготавливаются холодного прессования с последующим спеканием, закалкой и отпуском.
Таблица 1. Физико-механические свойства
матричного материала.
| Марка |
Плотность |
Прочность |
Модуль |
| материала |
у, кг/м3
|
Пв, МПа |
Юнга |
| Е,МПа |
| 1. На основе титана: |
| ВТ 1-0 |
4510 |
343 |
103-108 |
30 |
60 |
| ВТ 6-6 |
4430 |
186 |
103-108 |
20 |
80 |
| Т1 -56215 |
4510 |
914 |
116 |
7 |
38 |
| 2. На основе никеля: |
| НП-2 |
8900 |
450 |
175 |
50 |
77 |
| ХН70Ю |
7900 |
750 |
100 |
45 |
45 |
| 3. Железный порошок |
| ПЖ2ВР |
7700 |
450 |
100 |
30 |
30 |
| 4. На основе кобальта ПК-1 |
8900 |
370 |
2,3 |
2,95 |
| 5. Легированный медью |
| на основе порошка |
6-8 |
12-25 |
| СП90ДЗ - 4 |
7800 |
540-900 |
Таблица 2.Физико - механические свойства волокон
| Марка волокон |
Плотность у, |
Диаметр |
Модуль Юнга |
Проч- |
п,% |
| кг/м3
|
ОД мкм |
Е,МПа |
ность ав, |
| МПа |
| 1.Борные волокна |
2500 |
100 |
358000-448000 |
2500-3800 |
0,90 |
| 2.Карбидокремниевые |
3300 |
400000-500000 |
0,50 |
| З.Углеродные |
| ВМН-3 |
1710 |
70 |
250000 |
1430 |
0,60 |
| ВМН-4 |
1710 |
6,0 |
270000 |
2210 |
0,80 |
| КУЛОН |
1900 |
400000-600000 |
2000 |
0,40 |
| ВЭН-210 |
9,9 |
343000 |
1470 |
0,40 |
| 4. Металлические |
30800 |
72000 70000 |
1455 140 |
| Al |
2700 |
310000 120000 |
| Ве |
1850 |
| 4500 |
| Ti |
| Si |
2500 |
Al2
O3
|
3140 |
3 |
173000 |
2070 |
| TiO2
|
4800 |
6,1 |
344000 |
| BN |
1900 2300-2500 |
6,8 10 |
90000 350000 |
1170-1380 1070-1420 |
| В4
С |
4. Конструкторская часть.
Научные основы проектирования КМ составляет принцип комбинирования. В свою очередь, он основан на совокупности двух принципов:
- сочетания физико-химической и механической совместимости. Принцип сочета
ния подразумевает сложение физических свойств компонентов аддитивным
образом. Второй принцип даёт границы возможности сочетания композитов и
подразумевает сохранение всех отличительных принципов КМ при его изготов
лении и эксплуатации. Основными математическими выражениями принципа
комбинирования компонентов в КМ являются:
- зависимости структурных соотношении компонентов;
- зависимости концентрационных соотношений компонентов;
- зависимости физико-механических соотношений материалов компонентов;
- зависимости, отражающие технологическое создание композитов и
- оказывающие влияние на их проектирование.
В отличие от традиционной методики выбора КМ, в случае применения его в деталях шестеренных передач, первой и основной расчетной зависимостью выбора компонентов КМ являются аддитивные выражения твёрдости, а не прочности. Расчет основывается на методике [6] дополненной выражениями, интерпретирующими принцип комбинирования. Исходными данными являются: геометрические размеры шестерни, набор которых соответствует ГОСТ 13755-81, ГОСТ1643 - 80, ГОСТ 9584 -82; масса детали, её пористость, рабочая температура и параметры среды, время работы (срок службы), угловая скорость вращения, твёрдость поверхности. В практике порошковой металлургии принято изготавливать шестерни мало и средненагруженного класса (НВ до 1500 МПа) холодным прессованием порошковых смесей и последующим спекании полуфабриката. Особенностью выбора арматуры КМ является ограничение по наибольшему из размеров частиц, волокон или пленок. Этот размер не должен превышать 240 нм для деталей подвергающихся напылению рабочей поверхности. В нашем случае применяют порошок ПЖ2ВР со смесью: медь (3%), стеарат цинка (0,3%), феррофосфор (1%), техническая сера (0,03%), с легированием углеродом (графит) (0,67%). Армирующим элементом являются волокна ВМН-4 (углеродные).
4.1 Расчет объема и плотности шестерни:
Расчёт произведен при помощи программы Student.exe, автор Мальцев И.М.
 
           

Выводы:
1. Для изготовления КМ подходит матрица следующего состава: железо, медь,
феррофосфор, графит, техническая сера. Предел прочности матрицы
σв
=450МПа.
2. В качестве армирующего элемента необходимо использовать углеродные
волокна ВМИ-4, диаметром 6 мкм, длиной не менее 217,42 мкм , пределом прочности σ в
=2210МПа.
3. Получение однородной по объему производится при помощи V- образного
смесителя.
При проектировании КМ и расчете параметров технологического процесса необходимо решить задачи нахождения оптимального значения факторов, влияющих на свойства КМ. К ним принадлежат различные методы расчета коэффициентов полиномов, полученных при решении систем уравнений, отражающих протекание технологического процесса.
В проекте «КМ» с помощью ПЭВМ решается задача нахождения оптимальной величины пористости КМ, концентрация волокон, критической длины волокна.
5.Технологическая часть.
5.1. Обоснование выбора метода формообразования.
На основе данных технического задания, приведённого обзора технической литературы, расчетов конструкционной части было предварительно выбрано для формования изделия холодное прессование. Холодное прессование в закрытых пресс-формах состоит из операций дозировки шихты, засыпки в полость пресс-формы, прессования, выдержки под давлением и выталкиванием готового изделия. Все операции проводят в одной оснастке. Холодное прессование обеспечивает надежное перемещение пуансонов относительно матрицы и стержня, заданную точность изделия, так зазор между подвижными элементами пресс-формы меньше минимального размера частиц порошка. Шестерня имеет сложную геометрическую форму, поэтому используются пуансоны с независимо перемещающимися элементами или проводят формование выступающих элементов изделия на неподвижных пресс-формах (матрица или стержень). Для обеспечения распределения плотности используют составные верхние и нижние пуансоны. После образования замкнутой полости матрицы и составными пуансонами производится перемещение порошка в полость, образованную верхними пуансонами; уплотнение нижней и верхней частей изделия и его полное уплотнение.
Для создания зубьев шестерён на верхнем и наружном пуансонах наносятся зубья методом коирования [8]. В качестве исходного материала матрицы выбрана смесь порошка ПЖ2ВР со смесью меди (3%), стеарата цинка (0,3%), диррофосфора (1%), технической серы (0,03%) и с легированием углеродом (графит) (0,67%). Армирующим являются волокна марки ВМН - 4 (углеродные).
Технологические свойства порошковой смеси для холодного прессования представлены в таблице 3.
Таблица 3. Технологические свойства порошковой смеси для холодного прессования
| Марка |
Насыпная плотность, г/см |
Средний размер частиц, мкм |
| СП90ДЗ-4 |
2,34 |
0,050 - 0,045 |
| ВМИ-4 |
0,513 |
2,401- 117 |
| Шихта |
1,9746 |
0,056-117 |
Примечание: при расчете насыпной плотности шихты не учитывали насыпные плотности таких компонентов как феррофосфор, графит, техническая сера, т.к. они находятся в небольшом процентном количестве и не вносят существенные отклонения насыпной плотности, рассчитанной без их учета.
5.2. Обоснование выбора методики тепловой обработки.
Для создания требуемых физико-механических свойств в сформированных металлических полуфабрикатах применяют спекание.
При спекании заготовки шестерни выполняется дополнительная функция -происходит не только консолидация металлических контактов, но и снимаются внутренние напряжения. Назначим объёмную закалку, которую проводят в электрической печи сопротивления с эндотермической атмосферой. Установка СТМ показана ниже (рисунок 2). Выбираем среду спекания - эндогаз. Состав эндогаза приведён в таблице 4. Таблица 4. Химический состав эндогаза
| Атмосфера |
02, |
Н2, |
СО2 |
СН4
, |
К2
,% |
СО, % |
Примеси |
| Эндотермический газ |
0 |
35-40 |
<1,0 |
1,0 |
остальное |
18-22,5 |
0 |
5.3. Расчёт технологических параметров процесса формирования
5.З.1 Температура спекания
Назначим и определим температуры спекания порошковых брикетов из КМ и технологические аспекты твердофазного спекания, рассмотренные в пособии [4]. Выбираем температуру спекания для порошковой смеси ПЖ2ВР + Сu (3%), стеарат цинка (0,3%), феррофосфор (1%), техническая сера (0,03%), углерод (0,67%). Т=1150 °С.
5.3.2. Схемы оборудования процесса изготовления композита
Схемы оборудования для производства шестерни из КМ представлены на
рисунках 1,2,3.
| Рисунок 1- Схема пресс-формы для холодного прессования |
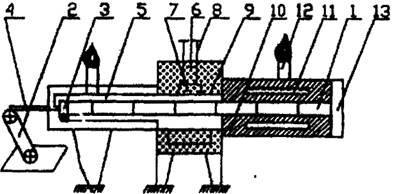
Рисунок 2 - Схема электрической СТМ
1-лодочка; 2-механический электропривод; 3-толкатель; 4-шток; 5-камера; 6-теплоизоляционныйслой; 7-огнеупорная площалка; 8-термопара; 9-керамический муфель; 10-холодильник; 11 -охлаждаемая вода; 12-свеча; 13-разгрузочный люк
На рисунке 3 представлен V- образный смеситель для механического смешивания порошков. Он представляет собой два смыкающихся у шлиберного устройства (3)
полых цилиндров (2) с загрузочными люками (1).

6. Расчет геометрических и силовых параметра процесса формообразования.
В практике КМ и порошковой металлургии для вычисления общего давления формообразования и бокового давления в пресс-форме, применяют выражение полученное из формулы А.И. Николаева: Робщ = СПкм
р 1п (р/(1-р)), где
С -постоянный коэффициент 2,5 .. .3 р - относительная плотность Припадаем С = 2,5 Пкм = ПвГУ& + Пип (1 - Угг), где
Пвг1
предел текучести волокна; ПвГ= 2210 МПа
Пип - предел текучести матрицы; Ппп = 540 МПА (из справочника) Пкм = 2210*0,081+ 540 (1 - 0,081) = 675 МПа Для пористости 10% р = 1-10/100-0,9
Робщ = 2,5*675*0.9*1п(0,9/1-0,9)=2669,62 МПа
Боковое давление в пресс-форме: Рбок = 0,5 Робщ = 0,5 *2670= 1335 МПа Потери
давления на внешнее трение Ртр = 0,3 Робщ = 0,3 *2670= 801 МПа
6.1. Схема технологического процесса изготовления КМ.
Схема технологического процесса изготовления шестерён из композиционного показана на рисунке 4 и в качестве армирующего элемента используют волокна, диаметром 6 мкм. Для матрицы используется железный порошок марки ПЖ2ВР, медный порошок, стеорат цинка, феррофосфор, техническая сера и графит. После поставки материалов осуществляется заводской входной контроль. Для волокон проверяется:
-диаметр по ГОСТ 14959-79;
- химический состав спектральным анализом:
-механические характеристики (предел текучести и относительное удлинение). Для порошков проверяют:
-химический состав (аналитическим методом и спектральным анализом). Потерю массы при прокаливаемое™ в воде определяют по ГОСТ 18897-73,содержание воды -ГОСТ 18317-73;
-гранулометрический состав по ГОСТ 18318-73; -прессуемость по ГОСТ 25280 - 82.
Далее для того, чтобы волокна не рассеивались в металлической матрице, производится напыление на волокно алюминия, хрома, кобальта или железа. Затем осуществляется смешивание компонентов в V- образном смесителе. Взвешивание компонентов проводится в цеховой таре на весах ГОСТ 2371 1-79. Колебание состава допускается не более 0,1 г на один килограмм шихты или компонента.
Время смешивания составляет 4 ± 0,01 часа. Затем производят холодное прессование на пресс - автомате К-628. Выборочный контроль холоднопрессованных изделий: проверяется плотность и пористость. Спекание проводят в электропечи сопротивления СТН с защитной атмосферой температура спекания 1150° С.
Время определяют экспериментально по анализу свойств готовой продукции. Выборочный контроль спечённых изделий: проверяется плотность, пористость и твёрдость по ГОСТ 9012-50. Проверяется временное сопротивление разрушению в условиях лаборатории на эталонных образцах из КМ. Контролируется сдвиг зуба и выкрашивание. Объём контрольных работ составляет 0,01% от объема продукции. Закалку проводят в защитных атмосферах при температуре 1030 °С и охлаждении в масле.
Углеродные волокнаПорошок РеПорошок Си
Входной контрольВходной контрольВходной контроль
Напыление на волокноПриготовление смеси
Приготовление смеси
Холодное прессование
Выборочное контроль
закалка отпуск
Выборочный контроль
Готовая продукция
Рисунок 4. Схема технологического процесса изготовления шестерён из материала:
железная матрица, хаотично ориентированные углеродные волокна.
6.2. Проектирование и конструирование технологической оснастки.
Существует широкий спектр формообразующих машин (прессы, прокатные станы, установки интрузии, экструзии и вакууммирования). В производственных условиях для реализации технологического процесса необходимо дополнение их отметкой, как правило, индивидуальной для каждой детали. Разработка технологической оснастки регламентирована и определяется по ССК(Т)Д РФ. На начальном этапе проектирования технологической оснастки формообразующего оборудования используется. Коэффициент уплотнения смеси при прессовании:
Кγ = γш
/ γшнас
, где
γш
=7882,9 кг/м3
- плотность шестерни; γш
нас
=
1974 кг/м3
-насыпная плотность шихты
Кγ = 3,99
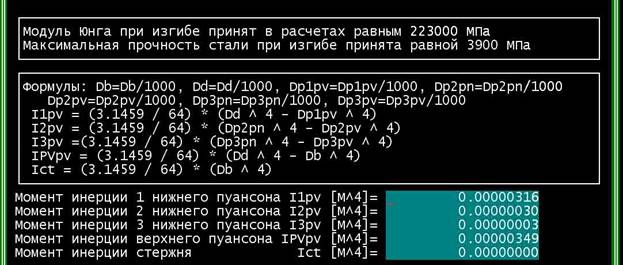
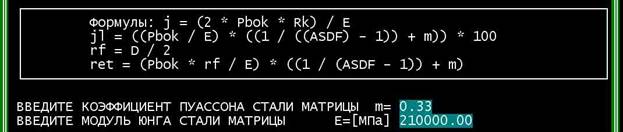
6.2.1. Расчет геометрических размеров пресс - формы.
Расчёт геометрических параметров пресс-формы был так же произведён при помоши программы Student.exe , автор Мальцев И. М.




 

Примечание: пользуясь данными расчета и базой программы «Сталь» назначаем
марку стали для пуансонов, матрица 8Х3. Ниже приведены сравнительные характеристики сталей 8Х3 и ХВСГФ выполненные с помощью программы сравнения и подбора марок материалов, находящейся на сайте « Марочник стали и сплавов» по адресу: http://www.splav.kharkov.com

7. Практическая часть.
Испытания деталей проводят:
1.На экспериментальных участках, позволяющих испытывать относительно дешевые образцы, сформировать режимы и проводить точные измерения.
2.В натуральных узлах и машинах, позволяющих выполнять испытания в условиях близким к эксплуатационным.
3.Испытания деталей делят на кратковременные и усиленные. В первых фиксируется состояние объекта в данный момент, в последнем контролируется изменение соединений во времени, такие как усталость, изнашивание, коррозия и другие. Эти испытания проводят до разрушения. К кратковременным относят испытания по критериям: начальной точности, прочности, жесткости, вибростойкости
При испытании редукторов, коробок скоростей из них составляют математический замкнутый контур, который подвергается внутреннему нагружению путём деформирования упругого элемента. Испытания по внутренним нагружени-ям имеют следующие достоинства: мощность привода расходуется только на определение сил трения, т.е. можно испытывать детали мощных машин; потери на трение можно измерить с высокой точностью. Испытания при повышенных температурах проводят с подогревом испытуемых изделий в специальных камерах, для которых в машине должно быть предусмотрено место.
Точность изделий проверяют уникальными инструментами и приборами для измерения длин, углов, некруглостей, шероховатость поверхности, приборами для измерения отдельных деталей — зубчатых колёс, резьбы и т.д.
8. Новизна конструкторских решений.
С целью повышения прочности и ряда других свойств, было произведено
изменение длины волокна.
В таб. 6 приведены изменившиеся свойства, полученные в результате
увеличения длины волокна (от 152 мкм до 250 мкм).
Таблица 6. Сравнение свойств полученного КМ в зависимости от длины волокна
| b, мкм |
НОу, МПа |
Ккм, МПа |
152
250
|
1300
1300
|
1642,4357
2422,9286
|
b - длина волокна;
КОу - контактные напряжения;
Мкм - прочность КМ при растяжении.
При увеличении длины волокна контактные напряжения остались без изменения, но повысилось значение прочности КМ при растяжении, что приводит к повышению эксплуатационных свойств изделия.
Увеличение длины волокна дало возможность значительно сократить экономические затраты на производство изделия, т.к. чем длиннее волокно, тем меньше его стоимость.
Варьирование длины армирующего волокна от 152 до 250 мкм позволяет получать КМ с различными прочностными характеристиками.
9. Заключение
Разработка изделий из композиционных материалов связана не только с формообразованием и тепловой обработкой, но и с формированием его структуры и физико-механических характеристик выполненных на стадии проектирования
КМ. Таким образом, создание деталей из КМ — наглядный пример воплощения триединства материала, конструкции и технологии. Поскольку в процессах проектирования и изготовления предусматривается обеспечение основных свойств материала изделия. Наибольшая эффективность при использовании КМ достигается при решении задач сохранения металлоёмкости, исключения тепловых операций, повышения характеристик долговечности и надёжности (удельной прочности), снижения веса конструкции и повышения технологической производительности в сочетании с гибкостью и универсальностью
10. Список используемой литературы.
1. Порошковая металлургия. Материалы, технология, свойства, область применения :Справочник / Федорченко И.М., Францевич И.Н / Киев: Наукова думка, 1985 г. Карлшгос Д.М. Композиционные материалы: Справочник Киев: Наукова думка, 1985 г.
2. Проектирование литературы, свойств и технологии порошковых и
композиционных материалов: методическое указание по курсовому проекту для
студентов специальности 1208 НГТУ, Мальцев И. М. Шоткин Ю. А. - Н.
Новгород, 1994 г.
3.
Белов С В . Пористые материалы в машиностроении - М.: Машиностроение,
1987г.
4. Сейфулин Р. С. Физикохимия неорганических полимерных и композиционных
материалов.
5. Радомысельский И. Д. Пресс-формы порошковой металлургии. Расчёт и
конструирование. Киев: Техника, 1970 г.
6. Перельман В. Е. Формование порошковых материалов - М: Машиностроение,
1979г.
7. Либенсон П. А., Панов В. С. Оборудование цехов порошковой металлургии. М.:
Металлургия, 1983г.
8. Интернет сайт., Марочник стали и сплавов., http://www.splav.kharkov.com
|

