Курсовая работа по теме:
«Основные физико-химические закономерности получения пленок из растворов полимеров»
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ПРИГОТОВЛЕНИЕ РАСТВОРОВ ПОЛИМЕРОВ
2. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПОЛУЧЕНИЯ ПЛЕНКООБРАЗУЮЩИХ РАСТВОРОВ ПОЛИМЕРОВ ФОРМИРОВАНИЯ ПЛЕНОК
3. ОСНОВНЫЕ СТАДИИ ПРОИЗВОДСТВА ПЛЕНОК ИЗ РАСТВОРА ПОЛИМЕРА
ЛИТЕРАТУРА
ВВЕДЕНИЕ
Формование пленок из растворов полимеров имеет более давнюю историю, чем какие-либо другие методы производства пленочных материалов.
Полученная еще в конце прошлого столетия гибкая пленка из нитрата целлюлозы вскоре была использована изобретателями кинематографа в качестве основы кинопленки. С тех пор не прекращалась работа по усовершенствованию кинопленки, как используемых материалов, так и технологии процесса. Это привело к созданию ряда новых полимерных пленок на основе различных эфиров целлюлозы, из которых наибольшее значение имеют пленки из частично гидролизованного триацетата целлюлозы (59-71 % связанной уксусной кислоты), вытеснившие горючую взрывоопасную кинофотопленку из нитрата целлюлозы.
Первоначально пленки получали из раствора, поливаемого из движущейся фильеры на неподвижный стол, поверхность которого представляла собой плоские листы, силикатного стекла. Впоследствии эта несовершенная система была заменена той, которая используется и в настоящее время: из неподвижной фильеры раствор поступает на непрерывно движущуюся поверхность - бесконечную ленту или вращающийся барабан.
В 20-х годах нашего столетия широкое промышленное развитие, получил предложенный в 1908 г. Бранденбергером способ производства упаковочной вискозной пленки - целлофана, основанный на принципе формования искусственного шелка. Этот процесс заключается в химических превращениях целлюлозы, которую переводят в растворимое состояние последовательной обработкой щелочью и сероуглеродом.
Методы получения пленок отливом из раствора до сих пор не утратили своего значения для полимеров, температура вязкого течения которых находится ниже температуры разложения. К ним относятся эфиры целлюлозы, гидрохлорид потгиизопренового каучука, поливиниловый спирт. Использование растворителей целесообразно и в тех случаях, когда повышение молекулярной массы, улучшающее прочностные и эластические свойства пленок, ведет к увеличению температуры текучести и не допускает переработку полимеров из расплава.
Реклама

Так как отлив пленок из раствора производится при сравнительно низкой температуре, возможно введение нетермостойких добавок определяющих дальнейшее применение пленки (стабилизаторов, консервантов, лекарственных препаратов и т. п.) [1].
1. ПРИГОТОВЛЕНИЕ РАСТВОРОВ ПОЛИМЕРОВ
Процесс растворения полимеров
Растворение полимеров с целью получения исходных рабочих растворов для формования изделий (волокон, пленок и т. п.) является важным этапом технологического процесса переработки полимеров через растворы. Конечная концентрация рабочего раствора зависит от типа полимера, его молекулярного веса, избранного растворителя и способа формования изделия.
Одним из основных лимитирующих параметров, определяющих концентрацию рабочего раствора, является его вязкость. При формовании волокон и пленок по методу испарения растворителя эта вязкость колеблется в пределах нескольких сотен пуаз (приблизительно до 1500 пз),
при формовании по «коагуляционному» методу она составляет несколько десятков пуаз (в некоторых случаях до 100-200 пз).
Этим пределам вязкости отвечает концентрация полимера в растворе 15-30% в первом случае и 6-10% во втором.
Целесообразно вначале рассмотреть процесс растворения низкомолекулярных веществ. Этот процесс относится к диффузному насыщению пограничного слоя растворителя растворяющимся веществом и последующему срыву этого слоя благодаря конвекционным потокам (тепловым или возникающим в результате механического, перемешивания). После срыва пограничного слоя скорость диффузии достигает предельного значения, а затем опять уменьшается. Проникновение растворителя в твердое тело практически не происходит, если не считать заполнения пор или иных дефектов на поверхности растворяемого тела.
Иное положение при растворении полимера. С одной стороны, скорость диффузии макромолекул полимера в растворитель очень мала, и практически, если бы растворение шло по привычному для низкомолекулярных веществ механизму, оно
завершилось бы за промежутки времени, совершенно несопоставимые со временем, отводимым на технологические процессы.
С другой стороны, в отличие от низкомолекулярных веществ для полимеров характерно глубокое проникновение растворителя во внутренние слои веществ (набухание), которое на много порядков обгоняет по скорости процесс диффузии вещества в растворитель. Таким образом, образование слоя, представляющего собой раствор вещества в растворителе, происходит не над поверхностью твердого тела, а как бы в поверхностных слоях самого полимера.
Реклама

Когда поверхностный слой достигает определенной концентрации благодаря непрерывной диффузии растворителя в полимер и соответственно определенной вязкости, происходит срыв его из-за конвекционных потоков в жидкости. При этом чем выше градиент скорости, задаваемый перемешивающим устройством, тем более глубокие слои могут быть сорваны таким путем. Чем выше молекулярный вес полимера и, следовательно, чем выше вязкость эквиконцентрированных растворов, об
разующихся в поверхностных слоях, полимера, тем тоньше срываемые слои (при одной и той же скорости перемешивания) и тем медленнее происходит интегральный процесс растворения.
Скорость растворения совершенно не связана с интенсивностью перемешивания жидкости. Однако после этой точки скорость растворения и соответственно толщина последующего слоя будут зависеть от скорости перемешивания.
Фильтрование и обезвоздушивание растворов
Так как изделия из растворов полимеров формуют путем выдавливания их через тонкие отверстия (фильеры или щели), удалению примесей и нерастворенных частиц уделяется всегда очень большое внимание. Действительно, даже частицы с размерами, значительно меньшими, чем диаметр отверстия фильеры, способны существенно исказить форму вытекающей струи и вызвать локальные перенапряжения или утонения, приводящие к обрыву нити или к появлению дефектов на пленке, примеси же большего диаметра закупоривают отверстия и вообще делают невозможным формование.
На практике вопрос чистоты рабочих растворов полимеров решается двумя путями.
Первый путь состоит в подборе систем фильтров, фильтровальных материалов и кратности фильтрации для рационального проведения процесса фильтрации выбирают оптимальные соотношения между размерами пор фильтровального материала и диаметром формующих отверстий. Дело в том, что полная очистка раствора, не может быть достигнута. Но, задавая определенный интервал допустимых размеров проходящих через фильтр частиц, следует считаться с тем, что этот интервал не есть строгая величина; в результате естественного разброса в размерах пор фильтра, в конечном счете, получается раствор, в котором не удалены полностью все примеси до заданного размера, а содержатся с какой-то вероятностью частицы, размерами выше заданных.
Таким образом, исходной величиной для расчета фильтрации должен быть такой критерий, как, например, допустимая экономически и технологически частота засоряемости фильер, к сожалению, такой системы расчетов, нет, и обычно пользуются при определении объема и режима работы фильтрующих элементов эмпирическими данными, заимствованными из опыта работы действующих предприятий.
Второй путь решения проблемы чистоты рабочих растворов - предотвращение попадания в них нерастворимых частиц, и в, соответствии с этим предотвращение образования неполностью проэтерефицированных, пропитанных растворителем или неполностью очищенных с поверхности полимерных материалов при их подготовке к переработке.
B практических растворах полимеров частицы размером выше одного или нескольких микрон (примеси меньших, размеров не вызывают существенного осложнения при переработке могут появляться по разным причинам; основные типы этих частиц следующие.
1) Зольные примеси в исходном полимерном сырье или во вспомогательных материалах. Сюда можно отнести, например, кремнекислоту, привносимую в целлюлозу из древесины, и в частности захваченную в виде речного песка при сплаве древесины. В рабочих растворах часто встречаются частицы окислов металлов, захватываемые из трубопроводов и другой технологической аппаратуры.
2) Нерастворимые частицы исходного полимера, эти частицы образуются в результате, например, неполной этерификации целлюлозы при получении ксантогената или ацетата целлюлозы.
3) Частицы воздуха, которые попадают в раствор с полимером или захватываются при перемешивании. Так же как и твердые примеси, они вредны, если их размер превышает определенный предел, зависящий от диаметра (или толщины) формующих отверстий [1,2].
2. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПОЛУЧЕНИЯ ПЛЕНКООБРАЗУЮЩИХ РАСТВОРОВ ПОЛИМЕРОВ ФОРМИРОВАНИЯ ПЛЕНОК
Полимеры в растворах, особенно концентрированных, образуют структуры, форма и размер которых зависят как от характера взаимодействия полимера с растворителем, так и от условий, в которых находится раствор (температура, механическое воздействие). Ещё в 30-х годах было показано, что вязкость растворов нитрата целлюлозы равной концентрации в различных растворителях неодинакова. Отличались по своим механическим свойствам и пленки, отлитые из этих растворов (рис. 1).
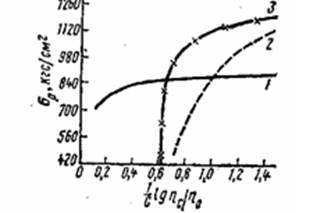
Рис. 1
Крупный вклад в создание теории растворов высокомолекулярных соединений внесли советские ученые (В.А. Каргин, П.В. Козлов, СП. Папков, А.А. Тагер и др.).
Как и низкомолекулярные соединения, полимеры способны к образованию истинных растворов. Однако длинноцепочечное строение полимеров, их большая молекулярная масса, различная гибкость полимерных цепей определяют специфику растворения полимеров и свойств полимерных растворов. Принципиальное различие в механизме растворения низкомолекулярных веществ и полимеров заключается в том, что пограничный слой, содержащий растворенное вещество в растворителе, образуется прямо противоположным путем: низкомолекулярное вещество диффундирует в растворитель, а в случае высокомолекулярных соединений растворитель проникает в полимер. Такое проникновение, может происходить либо диффузией растворителя, либо через микропоры и капилляры полимерного материала. В материалах волокнистой структуры скорость капиллярного проникновения значительно выше скорости диффузионного процесса.
Набухание полимера под действием растворителя сопровождает ся изменением физического состояния полимера.
Растворитель, проникая полимер, температура которого ниже температуры стеклования, повышает гибкость молекулярных цепей, в результате чего происходит «расстекловывание» полимера в слое, прилегающем к области, не содержащей полимер. Дальнейшее повышение содержания растворителя соответствует появлению высоко-эластической деформации в среднем слое. И наконец, в наружном слое, где содержание полимера наименьшее, возникает вязкое течение. Толщина слоя обусловливается конвекционным режимом, зависящим от скорости перемешивания и вязкости раствора в слое, граничащем с жидкостью.
Так как растворение идет с поверхности материала, его скорость тем выше, чем больше величина поверхности, поэтому измельчение способствует интенсификации процесса.
Растворение полимеров происходит в две стадии:
1)набухание полимера вследствие проникновения малых частиц растворителя оно вызвано большой разницей в коэффициентах диффузии полимера и растворителя;
2)собственно растворение, заключающееся во взаимодиффузии, полимера и растворителя, приводящей к разделению элементов структуры полимера и образованию истинного раствора. Эта стадия может быть ускорена перемешиванием.
В тех случаях, когда полимер имеет редкие «сшивки» (мостичные химические связи между цепями макромолекул), прочные водородные связи или кристаллообразования, действие растворителя на полимер может ограничиться стадией набухания. Факторы, способствующие ослаблению межмолекулярного взаимодействия (тепловое движение; возрастающее с повышением температуры, растворитель, способный к сольватации активных групп полимера), приводят к переводу набухшего полимера в раствор.
Набухание полимера связано с изменением его структуры и сопровождается увеличением объема. Поэтому характер проникновения частиц растворителя в полимер ни в коей мере не похож на проникновение жидкости в пористые материалы.
В отличие от разбавленных растворов полимеров, являющихся термодинамически устойчивыми системами, концентрированные растворы, используемые в технике, представляют собой смесь низко-молекулярного компонента растворителя - и ассоциатов макро-молекул[2,3].
3. основные стадии производства пленок из раствора полимера
На рис. 2 представлена схема технологического процесса производства пленок из раствора методом испарения летучих растворителей.
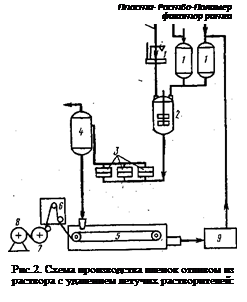
Из мерников-дозаторов исходные компоненты поступают в смеситель, снабженный мешалкой, где происходит растворение полимера. Полученный раствор через фильтры попадает в аппарат для деаэрации. Из этого аппарата чистый, прозрачный раствор поступает в фильеру, равномерно распределяющую раствор по всей ширине непрерывно движущейся отливочной ленты, заключенной в герметизированный кожух. После удаления летучих растворителей отформованная пленка, содержащая еще довольно значительное количество раствори теля, идет в камеру досушки, а затем, охладившись в барабане, - на намотку. Испарившиеся растворители из кожуха отливочной машины направляются в систему рекуперации. На схеме не представлены дополнительные операции обработки, связанные с получением специальных видов пленки (магнитных лент, кино- и фотопленок).
Основными стадиями процесса производства являются:
1)приготовление раствора;
2)подготовка раствора к формованию - фильтрование;
3)формование пленки;
4)сушка пленки;
5)обрезка кромок и намотка.
Самостоятельной стадией процесса, имеющей большое экономическое значение, является рекуперация растворителей.
Приготовление раствора. В состав рабочего раствора; идущего на изготовление пленки, входят пленкообразующий полимер, растворитель и пластификатор, иногда краситель или пигмент, стабилизатор.
Растворители должны отвечать следующим основным требованиям:
1)достаточная растворяющая способность по отношению к полимеру;
2)неограниченное смешение с пленкообразующим полимером для обеспечения однородного раствора;
3)минимальное значение концентрационного градиента вязкости (т. е. вязкость раствора по возможности должна мало изменяться с изменением концентрации полимера во избежание значительной усадки пленки при испарении растворителя);
4)максимальный температурный градиент вязкости (т. е. значительное изменение вязкости с изменением температуры, что облегчает проведение ряда технологических операций, например фильтрования, деаэрации);
5)степень летучести, обеспечивающая оптимальную кинетику испарения;
6)химическая стойкость и инертность по отношению к другим компонентам раствора и материалам оборудования;
7)нетоксичность;
8)взрыво- и пожаробезопасность;
9) экономичность, определяемая как доступностью и низкой стоимостью растворителя, так и возможно более полной его регенерацией.
В отличие от растворителя, играющего вспомогательную роль при получении пленок (при формовании пленки растворитель удаляется), пластификатор остается в пленке как ее неотъемлемая часть.
Общие требования к пластификаторам:
1)эффективность действия;
2)совместимость с полимером;
3)низкая степень летучести;
4)химическая стойкость и инертность в отношении других компонентов смеси;
5)отсутствие цвета и запаха;
6)нетоксичность.;
Пластификатор не должен также экстрагироваться из пленки в условиях ее эксплуатации.
Состав раствора, как правило, определяется назначением пленки.
Для получения более толстых пленок, не подвергающихся изгибу, готовят более концентрированные растворы, содержащие до 40% частично омыленного триацетата целлюлозы. Для электроизоляционных пленок, которые должны выдерживать многократный изгиб/ используются 10%-ные растворы того же полимера в метилен хлориде с добавкой спирта. При пониженных требованиях к прочности пленки применяют вторичный ацетат целлюлозы с меньшим количеством связанной уксусной кислоты (54-56% вместо 60-61% в частично омыленном триацетате целлюлозы). Это позволяет повысить содержание полимера в спирто-ацетоновом растворе (1 : 3) до 18-20% при наименьшем концентрационном и наибольшем температурном градиентах раствора.
Пластификаторами ацетилцеллюлозных пленок служат смеси фта-латов и фосфатов.
Однородность раствора в большой степени зависит от выбора смесительного оборудования, порядка загрузки компонентов и режима перемешивания.
Обычно используют вертикальные или наклонно-горизонтальные аппараты с коррозионностойким внутренним покрытием, снабженные мешалками, конструкция которых обеспечивает эффективное перемешивание массы во всем объеме аппарата. Схематическое изображение таких аппаратов дано на рис. 3.
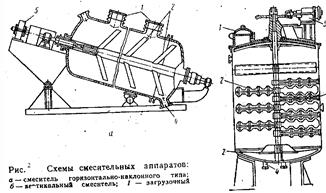
Рис. 3
Так как для лучшего растворения полимера необходимо дать ему набухнуть, загрузку компонентов ведут следующим образом: в аппарат вводят примерно половинное количество растворителя и при работающей мешалке загружают небольшими порциями разрыхленный порошкообразный полимер. Затем загружают остальное количество основного растворителя и после продолжительного перемешивания в полученный однородный раствор добавляют смесь пластификаторов в растворе входящего в рецептуру тяжелолетучего растворителя.
Продолжительность и интенсивность перемешивания зависят от количества и характера смешиваемых компонентов, а также от конструкции смесителя и его емкости; приготовление раствора занимает обычно от 6 до 24 ч: В случае высоковязких растворов слишком интенсивное перемешивание (высокая скорость вращения мешалки) вызывает нежелательное разогревание раствора.
Выгрузка, вязкого раствора и подача его в дополнительные емкости - гомогенизаторы - производится насосами плунжерного, геликоидального или шестеренчатого типа, предназначенными для перекачивания вязких жидкостей.
Подготовка раствора к формованию. Раствор, поступающий и формование пленки, не должен содержать каких-либо механически примесей и частиц нерастворившегося полимера, а также пузырьков газа, ухудшающих качество отлитой пленки.
Для удаления инородных твердых включений раствор подвергают многоступенчатой фильтрации с помощью фильтр-прессов однокамерного или многокамерного типа. Фильтрующим материалом в них служат ватно-марлевые подушки, хлопчатобумажные ткани (бязь, молескин, батист), кирза.
Раствор плунжерным или шестеренчатым насосом подается под давлением в фильтр-пресс, и, пройдя слой фильтрующего материала, через патрубок пресса по трубопроводу направляется в промежуточные емкости, установленные после каждой ступени фильтрации.
Скорость фильтрации зависит от вязкости раствора, количества примесей в нем, конструкции фильтр-пресса, типа фильтрующего материала и давления.
Фильтрацию проводят в 2-4 ступени. Основной из них является первая. Последняя ступень - контрольная - служит для очистки раствора от случайных загрязнений непосредственно перед подачей раствора на деаэрацию. Назначение деаэрации - удалить из пленкообразующего раствора растворенные в нем газы и пузырьки воздуха, захваченные раствором в процессе приготовления, фильтрации, транспортировки. В зависимости от типа растворителя эту операцию осуществляют одним из двух способов, основанных на понижении растворимости газов в растворе.
Для водных растворов понижение упругости пара достигается путем вакуумирования. Для летучих растворителей этот способ непригоден, так как их испарение вызовет изменение концентрации раствора и нарушение технологического процесса получения пленки.
Для подобных растворов рекомендуется нагревание раствора с последующим отстаиванием. Нагретый теплообменнике до температуры кипения растворителей раствор попадает в расширительный сосуд - термостат-отстойник, где вскипает. Вскипающий растворитель увлекает за собой растворенные газы и пузырьки воздуха, которые при нагревании увеличиваются в объеме и лопаются по выходе на поверхность раствора. Пары растворителя конденсируются и возвращаются в раствор, а газы удаляются.
Для нагревания используют теплообменники типа «труба в трубе» с эмалированной внутренней поверхностью. Термостат-отстойник представляет собой герметически закрытый цилиндрический сосуд с коническим днищем, снабженный водяной рубашкой (для охлаждения раствора) и предохранительным клапаном (для регулирования давления внутри термостата). Подача раствора в простейших термостатах-отстойниках осуществляется по направляющему зонту либо под уровень раствора во избежание разбрызгивания раствора и образования пузырьков.
Термостаты-отстойники располагают таким образом, чтобы раствор из них самотеком поступал в фильеру отливочной машины. При этом необходимо соблюдать постоянный напор, обеспечивающий равномерное поступление раствора на формование, а следовательно, равнотолщинность пленки.
Формование пленок из раствора производится с помощью фильеры, конструкция которой выбирается в зависимости от вязкости раствора и толщины пленки. На рис. 3 представлены три типа фильер: мажущая - для растворов вязкостью 250-350 П; льющая - для растворов вязкостью 120-150 П; фильера с валиком, используемая для производства тонких пленок. Все типы фильер представляют собою корытообразные устройства со щелевым отверстием внизу, зазор которого в некоторых случаях может регулироваться. Раствор, вытекающий из мажущей фильеры, задерживается установленной у задней стенки фильеры планкой, создавая некоторый запас. Планка с тщательно отшлифованным нижним краем, прикрепленная к передней стенке фильеры, служат для размазывания раствора по всей ширине поверхности отливки. Расстояние от края планки до поверхности регулирует толщину отливаемого слоя.
У фильеры с валиком толщина слоя регулируется расстоянием меж-ду, валиком и поверхностью отливки, а также скоростью вращениявалика. Это позволяет создать более или менее равные условия фор-мирования верхнего и нижнего слоя пленки, что особенно важно длятонких пленок.
У льющей фильеры количество вытекающего раствора регулируют шириной раскрытия щели, изменяя положение передней стенки фильеры с помощью установочных и микрометрических винтов. Деление фильеры на запасную (I) и рабочую (II) камеры обеспечивает равномерное поступление раствора на поверхность отливки. Отливку, раствора из фильеры производят на вращающийся барабан или непрерывно движущуюся ленту. Отливочный барабан представляет собой стальной цилиндр- шириной 1,2-1,5 м и диаметром от 1,5 до 5,4 м. Поверхность барабана покрыта тонким зеркальным слоем серебра или никеля. Во внутренней полости цилиндра циркулирует вода для обеспечения равномерной температуры поверхности отливки". В герметизированный, концент-рично установленный кожух подается теплоноситель с температурой, заданной режимом сушки.
Отливочная часть машины ленточного типа (рис. 4) состоит из двух барабанов, на которые натянута бесконечная медная лента шириной от 0,7 до 1,4 м и длиной от 28 до 86 м. Ось заднего, направляющего, барабана может перемещаться в горизонтальной плоскости.
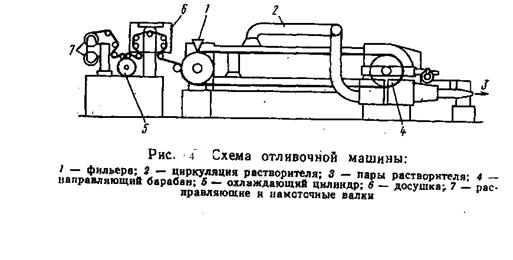
Рис. 4
Это позволяет регулировать натяжение ленты и ее положение на барабанах. Передний барабан имеет рубашку с циркулирующей в ней холодной водой, охлаждающей ленту.
Оба барабана и лента заключены в герметичный кожух, образующий вдоль бесконечной ленты сушильные каналы.
Существенное значение имеет поверхность, на которую отливается пленка. Поэтому на барабан или ленту отливочных машин наносят жесткое полимерное покрытие с высокоглянцевой поверхностью, так называемый зеркальный слой. Первоначально для зеркального слоя использовали желатину, от которой позднее отказались из-за недолговечности покрытия и длительности изготовления. В настоящее время в качестве зеркального слоя используют покрытия из производных целлюлозы, главным образом йз омыленного ацетата целлюлозы. Зеркальный слой должен иметь хорошую адгезию к металлической поверхности барабана или ленты и плохую - к отливаемой пленке, обеспечивая легкое снятие. Зеркальное покрытие наносится в три слоя и подвергается дополнительной обработке - омылению.
Омыление верхнего слоя достигается обработкой его спиртовым раствором щелочи с последующей промывкой. Из-за большей изнашиваемости верхний слой приходится возобновлять вдвое чаще, чем нижний, срок службы которого примерно 8 месяцев.
Сушка пленки
В основном происходит одновременно с процессом пленкообразования.
Кинетика испарения растворителей при пленкообразовании связана, с одной стороны, с характеристикой самих растворителей, а с другой - с тенденцией полимера образовывать на поверхности пленки более плотный слой. Скорость испарения растворителей должна обеспечивать необходимую производительность процесса- при условии получения пленки с однородной, равновесной структурой. Чем больше толщина пленки, тем труднее выполнить это условие. Это объясняется тем, что при пленкообразовании из раствора по толщине пленки образуются три слоя, отличающиеся своей микроструктурой.
Первый слой возникает при соприкосновении раствора с движущейся поверхностью отливочной машины. В этом слое происходит ориентация структурных элементов вдоль движения поверхности отливки, вследствие чего он отличается неравновесной, анизотропной структурой.
Поверхностный слой, соприкасающийся с нагретым воздухом, характеризуется плотной упаковкой цепных макромолекул, равно-, весной и изотропной структурой, образовавшейся в результате более или менее длительной диффузии растворителей через этот слой.
В промежуточном слое - равновесная, изотропная микроструктура, отличающаяся повышенной рыхлостью из-за присутствия остаточного растворителя.
Высокая концентрация полимера в поверхностном слое затрудняет как диффузию растворителя из нижних слоев к поверхности пленки, так и испарение.
Чтобы получить пленку с более однородной структурой и ускорить диффузию растворителя из глубинных слоев, замедляют поверхностное испарение, применяя циркуляцию теплоносителя с повышенным содержанием паров растворителя.
Если концентрация паров летучего растворителя в сушильных каналах не достигает нижнего предела взрывоопасности, можно использовать в качестве теплоносителя нагретый воздух. В противном случае лучше пользоваться инертным газом (азотом).
Циркуляция теплоносителя осуществляется либо открытым способом, либо по замкнутому циклу, что зависит от характера пленкообразовании. Открытый способ применяют тогда, когда не требуется повышенного содержания растворителей в верхнем сушильном канале. В этом случае чистый сухой воздух (содержание влаги не более 8 г/кг) после насыщения парами растворителя полностью отсасывают из сушильных каналов и направляют на рекуперацию.'
В технологической практике чаще используют замкнутый цикл, при котором теплоноситель (смесь азота с парами растворителя) циркулирует в замкнутой системе, включающей сушильные каналы отливочной машины, вентилятор, калорифер, фильтр, конденсатор. Две точки отсоса обеспечивают интенсивную циркуляцию в верхнем и нижнем каналах.
При большом объеме паровоздушной смеси (за счет теплоносителя) используют схему циркуляции теплоносителя по двум самостоятельным циклам. В этом случае наиболее насыщенная парами растворителя смесь из верхнего сушильного канала поступает (через теплообменник) в конденсатор, а смесь из нижнего канала после подогрева возвращается в сушильные каналы машины. Регулированием обоих потоков добиваются заданной концентрации паров растворителя в теплоносителе.
Отсасываемая вблизи фильеры парогазовая смесь, содержащая максимальное количество паров растворителя, поступает в конденсатор, где часть паров конденсируется и самотеком поступает в специальный сборник. Несконденсировавшаяся часть парогазовой смеси и малонасыщенная смесь из точки отсоса вблизи направляющего барабана, пройдя калорифер, подаются в нижний сушильный канал машины, что сокращает непроизводительные расходы. Теплоноситель вводят у ведущего барабана машины, где сформированная пленка уже не может деформироваться струей газа.
В зависимости от состава пленкообразующего раствора и условий процесса пленка, выходящая из отливочной части машины, может содержать различное количество остаточного растворителя. Так, например, в пленке из частично омыленного триацетата целлюлозы содержание растворителя составляет от 15 до 25 %, тогда как в пленке из вторичного ацетата целлюлозы оно равно примерно 10%.
Образование жидкой пленки
Жидкая пленка образуется при выдавливании раствора полимера на барабан, непрерывную ленту или непосредственно в осадительную ванну через щелевую фильеру, размеры отверстия которой определяются концентрацией раствора и заданной толщиной готовой пленки. Если, например, толщина готовой пленки целлофана составляет 20 мк, то с учетом того, что в исходном растворе содержится 8% целлюлозы, щель в фильере должна иметь размер около 0,3 мм. Усадка по ширине в процессе формования достигает приблизительно 40-50% от исходного размера. При отливе пленки на барабане (или непрерывной ленте) ширина готовой пленки равна исходной, поэтому размер щели фильеры при заданной толщине готовой пленки зависит только от концентрации раствора и поправки на усадку не требуется.
Рабочие растворы эфиров целлюлозы поступают на формование пленки с вязкостью порядка 100-300 пз в зависимости от метода формования. Этот предел вязкости задается при мокром формовании тем давлением, которое допустимо создать в фильере, а при сухом - условиями равномерного растекания раствора перед испарением растворителя.
При указанных величинах вязкости раствора обычно не появляются какие-либо осложнения в образовании равномерной по толщине жидкой пленки. В отличие оттой роли, которую играет поверхностное натяжение в образовании формы поперечного сечения при прядении искусственных волокон, при формовании пленок по методу непосредственного ввода струи раствора в ванну и по методу растекания слоя раствора на поверхности влияние поверхностного натяжения может сказаться только на скорости сглаживания тех небольших неровностей, которые возникают из-за механических повреждений выходных отверстий фильеры или вследствие попадания нерастворенных частиц в раствор полимера.
Выравнивание поверхности жидкой пленки происходит не только под действием сил гравитации, но и в результате стремления любой системы к минимуму свободной энергии, т. е. под действием сил поверхностного натяжения. Уменьшение свободной энергии может быть достигнуто только за счет уменьшения поверхности. Поэтому неровнота поверхности, схематически изображенная на рис. 4 ,а в виде бугра, должна исчезнуть под действием сил поверхностного натяжения, и слой раствора должен приобрести гладкую поверхность, как это показано на .рис. 5 6. Приведенная схема подразумевает отсутствие сил гравитации, и поэтому положение подложки может быть представлено произвольным по отношению к поверхности Земли.
Поверхностное натяжение трудно изменить для подобных систем искусственным путем, поэтому определяющим фактором для скорости выравнивания поверхности жидкого слоя является вязкость раствора полимера. Если вязкость превышает определенную величину, то силы поверхностного натяжения оказываются недостаточными, чтобы за тот отрезок времени, в течение которого пленка остается жидкой, случайная неровность поверхности исчезла.
Возможно этим обстоятельством объясняется тот наблюдаемый в производстве факт, что при формовании целлофана по методу ввода жидкой пленки непосредственно в осадительную ванну на готовом целлофане обнаруживается продольная полосатость. Действительно, поверхностное натяжение на границе раздела двух несмешивающихся сред (вискоза - осадительная ванна) очень быстро достигает малых величин и оказывается недостаточным для выравнивания поверхности пленки.
При формовании вискозных пленок по транспаритовому методу, когда . жидкий слой вискозы наносится предварительно на поверхность вращающегося барабана, а затем уже попадает в осадительную ванну, сглаживание случайных неровностей успевает завершиться до поступления в ванну, так как поверхностное натяжение на границе раздела вискоза - воздух очень велико (50-60 дин/см). Пленки, полученные по транспаритовому методу, не имеют полосатости (штрихов). Поскольку, как отмечалось выше, в процессе последующей обработки происходит значительная усадка пленки, все неровности, возникшие на первой стадии формования, усиливаются, что приводит к еще большему различию в равномерности пленок, изготовляемых по этим двум методам.
Вопрос о гладкости поверхности пленок и о роли соотношения поверхностного натяжения и вязкости недостаточно изучен. Между тем он представляет интерес не только с точки зрения устойчивости формования волокон, о чем говорилось в предыдущей главе, или ровноты поверхности пленок, но и еще в одном отношении. Речь идет о формовании ленточек, которые представляют собою нечто среднее между волокнами и пленками: отношение толщины к ширине составляет от 1 : 100 до 1 : 10000 и выше. Такие ленточки используются, например, для изготовления некоторых тканей.
Необходимо оценить предельное соотношение размеров жидкой ленточки, при котором в данных условиях (вязкость, поверхностное натяжение, скорость отверждения) полоска не превратится в нить круглого сечения. За этим пределом уже не сказывается влияние краевых участков пленки, с которых начинается постепенное «сжатие» (скругление) пленки под действием сил поверхностного натяжения.
Отверждение пленки при застудневании
Отверждение жидкой пленки путем застудневания не отличается в принципе от аналогичного процесса отверждения раствора при формовании искусственных волокон. Здесь при попадании раствора полимера в оса-дительную ванну также начинается процесс диффузии молекул растворителя и осадителя, который приводит к застудневанию системы в результате распада раствора полимера на две фазы и к последующему синеретическому отделению жидкости.
Поскольку из пленок, получаемых по мокрому методу формования, широкое практическое значение приобрел только целлофан, то в последующем изложении физико-химических особенностей этого метода речь будет идти преимущественно об этом типе пленочного материала.
При формований вискозной пленки более существенную роль, чем при формовании волокна, играют процессы диффузии. Если в волокнах проникновение кислоты до центра заканчивается через 0,1-0,2 сек, то здесь это время составляет 1-3 сек, поскольку толщина пленки, как правило, в 2-4 раза превышает, диаметр волокна, а продвижение фронта диффузии пропорционально корню квадратному из времени. В результате в пленке резче, чем в волокне, проявляется неоднородность по поперечному сечению. Когда внешние слои успевают отвердеть, внутренние представляют собой еще подвижную жидкость.
Гидродинамическое сопротивление ванны, и тянущее усилие ведущих механизмов создают в поверхностном слое пленки напряжение, которое вызывает некоторую перестройку структуры, и в частности ориентацию полимера. Внутренние слои испытывают такую перестройку под действием одноосного растяжения в значительно меньшей степени. Эти структурные различия сохраняются и в готовой пленке, что может быть обнаружено по различной интенсивности окрашивания или непосредственным наблюдением срезов в электронном микроскопе.
Особенности формования пленок из растворов полимеров заключается в необходимости создать условия для получения ровной поверхности жидкого слоя до того, как наступит процесс отверждения системы. Здесь определяющую роль играет соотношение между вязкостью и поверхностным натяжением системы, с одной стороны, и скоростью отверждения ее, с другой стороны [4-7].
ЛИТЕРАТУРА
1. Папков С.П. Физико-химические основы переработки растворов полимеров. М.: Химия, 1971.
2. Козлов П.В., Физико-химия эфироцеллюлозных пленок, Изд. «Искусство», 1948.
3. Козлов Л.В., Брагинский Г.И., Химия и технология полимерных пленок, Изд. «Искусство», 1965.
4. Чесунов В.М., Васенин Р. М., Высокомол. соед., А9, 2067 (1967).
5. Козлов П.В., Физико-химия эфироцеллюлозных пленок, Изд. «Искусство», 1948.
6. Козлов Л.В., Брагинский Г.И. Химия и технология полимерных пленок, Изд. «Искусство», 1965.
7. Подгородецкий Е.К., Технология производства пленок из высокомолекулярных соединений, Изд. «Искусство», 1953.
|
