РОССИЙСКИЙ ЗАОЧНЫЙ ИНСТИТУТ
ТЕКСТИЛЬНОЙ И ЛЕГКОЙ ПРОМЫШЛЕННОСТИ
Кафедра технологии швейного производства
КУРСОВАЯ РАБОТА
По «Технологии швейных изделий»
Тема:
Разработка технологического процесса изготовления женского костюма с детальной проработкой методов обработки отдельных деталей и узлов, их сборки
Кемерово 2009
РЕФЕРАТ
Тема курсового проекта: разработка технологического процесса изготовления комплекта женского из смесовой плательно-костюмной ткани.
Работа состоит из 5 разделов, содержит 48 страниц и включает 19 иллюстраций, 11 таблиц.
Курсовой проект рассматривает вопросы совершенствования швейного производства, выбора моделей, материалов, режимов обработки, нового оборудования, расчет экономической эффективности и разработки технологической последовательности обработки изделия.
В проекте обоснованы выбор моделей и материалов в соответствии с потребительскими и промышленными требованиями, с учетом направления моды. Рассмотрены режимы обработки: характеристика машинных строчек и швов, параметры образования клеевых соединений и влажно-тепловой обработки, прогрессивные методы обработки отдельных деталей и узлов, обеспечивающих высокое качество изготовления и снижение трудоемкости на основе применения современного перспективного оборудования отечественного производства. Уделено внимание вопросам механизации и автоматизации швейного производства.
В результате проведенной работы получены результаты, позволяющие судить об эффективности проектных решений: степень механизации по изделию –63,6%, снижение затрат времени –4,53%, рост производительности труда -4,76%.
При выполнении проекта использовались ГОСТы, нормативы, типовая документация, учебная периодическая литература.
ВВЕДЕНИЕ
В настоящее время потребитель ставит перед производителем одежды жесткие требования: качество, новизна, стильность, удобство, оптимальная цена.
Повышение требований к качеству может быть осуществлено при решении комплекса вопросов, связанных с совершенствованием процессов моделирования и конструирования на базе применения новых материалов, разнообразной техники, комплексной механизации и автоматизации изготовления деталей, узлов изделия, применением параллельного, параллельно-последовательного методов обработки с учетом использования новых материалов. Высокие требования, предъявляемые к качеству изготавливаемых изделий, возможно удовлетворить только при постоянном совершенствовании технологии. При этом повышение эффективности процессов изготовления может быть достигнуто за счет использования прогрессивных способов обработки.
Реклама

Технология швейного производства становится механизированной, ее эффективность обусловливается применением специальных машин и оборудования. Современная техника позволяет механизировать и автоматизировать выполнение сборочно-соединительных технологических операций. В результате значительно повышается производительность труда, обеспечивается высокая точность сборки, стабильность обрабатываемых деталей и узлов, снижается утомляемость операторов.
Использование САПР в процессе конструкторской и технологической подготовки позволяют сократить сроки создания модели и улучшают его качество. САПР позволяет автоматизировать все этапы проектирования и производства одежды.
Внедрение передовой техники и технологии, организация производства на промышленных предприятиях содействуют укреплению технической дисциплины в отрасли, повышение производительности труда и улучшение качества изделия. Большие возможности имеет малооперационная технология, позволяющая за один проход выполнить несколько неделимых операций или осуществить монтаж узлов, миную предварительное соединение отдельных деталей.
Наряду с существованием специальных швейных машин, полуавтоматов, швейных установок и комплексных рабочих мест появляются так называемые технологические модули, управляемые компьютерами.
Использование новейших достижений науки и технике на каждой стадии производственного цикла позволяет создать продукцию наилучшего качества. Решение вопросов повышения конкурентоспособности и снижение себестоимости выпускаемой продукции в значительной степени связано с автоматизацией проектных работ.
Целью курсового проекта является разработка высокопроизводительного технологического процесса по изготовлению женских платьев, отвечающего требованиям современного производства, основанного на применении прогрессивных методов обработки, использования нового оборудования и средств оргтехоснастки.
При выполнении курсовой работы решаются следующие задачи:
- выбор моделей, отвечающих современному направлению моды;
- обоснование выбора материалов, рассмотрение их потребительских и технологических свойств и выбор соответствующих режимов и методов обработки;
Реклама

- выбор наиболее эффективных методов обработки и расчет эффективности.
1. ОБОСНОВАНИЕ ВЫБОРА МОДЕЛЕЙ
В настоящее время перед швейными предприятиями стоят задачи изготавливать высококачественную, оригинальную, модную одежду, пользующуюся стабильным спросом у покупателей.
Одним из основных видов одежды для женщин является платье-костюм, ассортимент, который является стабильным и популярным для женщин всех возрастов. По форме, характеру покроя и общему художественному оформлению женские костюмы бывают классического, спортивного, романтического стиля и «фэнтази». Силуэт костюмов может быть любой: прилегающий, полуприлегающий, прямой. Костюмы могут состоять из жакета и юбки, жакета и платья, жакета и брюк, жилета и юбки или брюк.
В костюмах классического стиля пропорции изделия совпадают с естественными пропорциями женской фигуры: линии, образующие форму изделия в целом и отдельных его деталей прямые и лаконичные, имеют конструктивное значение. Юбки могут быть прямыми, расширенными к низу, в складку, «годе».
Для костюмов спортивного стиля характерны наличие таких деталей как отрезные кокетки, накладные карманы, пояса, хлястики. Форма одежды должна обеспечивать удобство человека в движении.
Костюмы романтического стиля отличаются мягкостью форм, лиричностью. В костюмах присутствуют такие детали как воланы, рюши, вышивка, в них есть что-то от исторических костюмов.
Костюмы стиля «фэнтази» характеризуются большим разнообразием форм и покроя, подчеркнутой декоративностью. Членение форм может быть различным, в том числе и ассиметричным. Для костюмов в стиле «фэнтази» характерно акцентирование различных отделок на отдельных частях или деталях изделия, например, драпировка, вышивка, сочетание разных по цвету тканей.
Нередко черты различных стилей переплетаются между собой, соединяются в одном ансамбле, придавая ей особую выразительность.
По назначению платья-костюмы делятся на повседневные и для торжественных случаев. В повседневном костюме женщина проводит большую часть дня. Такой костюм должен быть удобным, простым, скромным, но в тоже время отвечать современному направлению моды.
Назначение торжественного костюма украсить женщину, и поэтому этот вид одежды более чем какие-либо другие виды должен отвечать особенностям внешнего облика и характеру его владельца и, конечно, учитывать модные тенденции.
Одежда играет важную роль в формировании внешнего облика человека. Она должна удовлетворять эстетическим запросам потребителя, требованиям современной моды, отличаться красотой и завершенностью художественного замысла.
Предложенные модели женских костюмов из смесовой плательно-костюмной ткани относятся к классическому стилю, который подходит женщинам любого возраста, независимо от модных тенденций. В таком костюме женщина выглядит всегда элегантно. Полуприлегающий силуэт и форма моделей имеют хорошо воспринимаемые модные пропорции, гармонирует с фигурой человека. Такие модные детали как: рукав длиной 3/4, элементы спортивного стиля (накладные карманы, клапаны), оборки, юбки покроя «годе», делают модели привлекательными для женщин всех возрастов.
Проектирование одежды в условиях промышленности осуществляется с учетом потребительских и промышленно-экономических требований.
Потребительские требования, предъявляемые к изделию, определяются условиями его эксплуатации и назначению. От одежды в процессе эксплуатации требуется, чтобы она была не только красива и прочна, но и удобна. Конструкция одежды, разработанная с учетом антропометрических характеристик тела, обеспечивает удобство в эксплуатации, не стесняет дыхания и движений человека. Особое внимание при проектировании конструкции уделяется качеству посадки изделия на фигуре человека. Этот показатель является одним из главных критериев определения сортности швейных изделий.
Одежда должна быть удобной в пользовании, быть легкой, удобной при ходьбе, рукава не должны стеснять движения рук, хорошо сниматься и надеваться.
Конструкция разработанных моделей соответствует фигуре человека и имеет хорошую посадку, поэтому изделия удобны в носке, обеспечивают свободу движения, обладают хорошей формоустойчивостью в течение всего срока эксплуатации.
Одежда служит человеку для создания и поддержания вокруг тела микроклимата, обеспечивающего комфортные условия для жизнедеятельности организма. В то же время одежда является средством защиты от неблагоприятных воздействий внешней среды и способствует сохранению работоспособности и здоровья человека.
Изделия из смесовых тканей, с добавлением натуральных, обладают отличными гигиеническими свойствами. Показателями гигиенических свойств являются воздухопроницаемость, гигроскопичность, пылеемкость, теплозащитность, которые в основном определяются свойствами текстильных материалов. Теплозащитность и воздухопроницаемость обеспечиваются и конструкцией изделия. Одежда должна предохранять тело человека от перегрева летом и обеспечивать его комфортное состояние.
Кроме того, важны такие показатели как удобство ухода за одеждой (стирка, глажение), сохранение внешнего вида изделия, несминаемость.
Экономические показатели отражают затраты на проектирование, конструкторскую, технологическую и техническую подготовку производства, а также затраты на сбыт и рекламу.
Одним из экономических показателей должен стать показатель затрат, которые определяют потребительскую стоимость изделия. Идеальным является изделие такого уровня качества, при котором полезность соответствующая этому уровню качества максимальна, а затраты производства для потребителя минимальны.
Технологичность конструкции достигается за счет такого конструктивного решения, при котором в процессе ее производства можно использовать наиболее экономичные технологические процессы и приемы, предусмотреть наиболее удобные способы соединения деталей. Большое значение имеет унификация деталей и узлов изделия.
Прогрессивность технологии модели определяется сроками подготовки производства, применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов.
Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке.
При изготовлении выбранных моделей можно применить новое перспективное оборудование, осуществить механизацию и автоматизацию процессов, сократить затраты времени на изготовление изделия в целом.
Технология изготовления соответствует уровню современной организации производства, позволяет значительно улучшить качество и повысить производительность труда.
Описание внешнего вида модели А
Костюм женский для средней возрастной группы из плательно-костюмной ткани, состоящий из жакета и юбки.
Жакет полуприлегающего силуэта с центральной застежкой на 5 обметанных петель и 5 пуговиц, 4 отделочные пуговицы расположены между ними.
Полочки с боковыми нагрудными и талиевыми вытачками, с нагрудными карманами с клапанами, которые застегиваются на пуговицу и обметанную петлю.
Спинка с средним швом.
Воротник втачной, с отложными лацканами. Воротник и лацканы с закругленными концами.
Рукава втачные, одношовные, длинные с притачными манжетами, застегивающимися на пуговицу и обметанную петлю. По плечевым швам расположены погоны, которые застегиваются на пуговицу и обметанную петлю.
Длина жакета до линии бедер.
Юбка женская, прямая, двухшовная, длиной до колена.
Переднее и заднее полотнища юбки с вытачками от линии талии.
Пояс притачной, застегивающийся на пуговицу и обметанную петлю.
Застежка на тесьму – молнию в левом боковом шве.
Описание внешнего вида модели Б
Костюм женский для средней возрастной группы из плательно -костюмной ткани, состоящий из жакета и юбки.
Жакет полуприлегающего силуэта с центральной застежкой на 5 обметанных петель и 5 пуговиц.
Полочки с боковыми нагрудными и талиевыми вытачками, с нагрудными клапанами, которые застегиваются на пуговицу и обметанную петлю. Борта полочек скруглены.
Спинка с средним швом.
Воротник втачной, с отложными лацканами. Воротник и лацканы с закругленными концами.
Рукава втачные, одношовные, длиной 3/4 с притачными манжетами.
Длина жакета до линии бедер.
Юбка женская, покроя «годе», удлиненная, шестишовная. Заднее полотнище со средним швом.
Пояс притачной, застегивающийся на пуговицу и обметанную петлю.
Застежка на тесьму – молнию в среднем шве заднего полотнища.
Модель В
Описание внешнего вида модели В
Костюм женский для средней возрастной группы из плательно -костюмной ткани, состоящий из жакета и юбки.
Жакет полуприлегающего силуэта с центральной застежкой на 4 обметанные петли и 4 пуговицы, отрезной ниже линии талии с воланом по низу. Полочки с боковыми нагрудными и талиевыми вытачками.
Спинка с средним швом.
Воротник втачной, с отложными лацканами. Воротник и лацканы с закругленными концами.
Рукава втачные, одношовные, длинные.
Юбка женская, прямая, двухшовная, длиной до колена.
Переднее и заднее полотнища юбки с вытачками от линии талии.
Пояс притачной, застегивающийся на пуговицу и обметанную петлю. Застежка на тесьму – молнию в левом боковом шве.
Рекомендуемые: роста - 152-170; размеры - 88-108; полноты - 96-116.
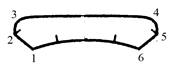
Таблица 1 - Перечень деталей кроя
№№
п/п
|
Наименование деталей |
Эскиз деталей с указанием направления нити основы |
Наименование срезов деталей кроя |
Кол-во дет.
кроя
|
| 1 |
Полочка |

Нить основы проходит параллельно линии середины (линии полузаноса)
|
1-2– плечевой срез
2-3– срез горловины
3-4 – срез раскепа
4-5– срез борта
5-6– срез низа
6-7 - боковой срез
7-1 - срез проймы
|
2 |
| 2 |
Спинка |

Нить основы проходит параллельно линии, проведенной посередине вдоль детали
|
1-2- средний срез
2-3- срез горловины
3-4-плечевой срез
4-5- срез проймы
5-6- боковой срез
6-1- срез низа
|
2 |
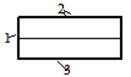
| 3 |
Рукав |

Нить основы проходит параллельно линии, соединяющей верхние и нижние точки переднего среза
|
1-2- срез оката
2-3-передний срез
3-4- срез низа
4-1-локтевой срез
|
2 |
| 4 |
Верхний воротник |
Нить основы проходит параллельно средней линии
|
1-2, 6-5- срез раскепа
2-3,4-5- срез концов воротника
3-4- срез отлета
1-6 - срез стойки
|
1 |
| 5 |
Нижний воротник |

Нить основы проходит параллельно средней линии
|
1-2- срез раскепа
2-3 - срез концов воротника
3-4- срез отлета
4-5 - средний срез
1-5 - срез стойки
|
2 |
| 6 |
Карман |

Нить основы проходит вдоль детали
|
1-2– верхний срез
2-3, 4-3- боковой срез
3-4– нижний срез
|
2 |
| 7 |
Клапан, подкладка клапана |

Нить основы проходит вдоль детали
|
1-2– верхний срез
2-3, 4-3- боковой срез
3-4– нижний срез
|
2 |
| 8 |
Обтачка горловины спинки |

Нить основы проходит параллельно средней линии
|
1-2- срез горловины
2-3 - плечевой срез
3-4- внутренний срез
4-1 - средняя линия
|
1 |
| 9 |
Подборт
|

Нить основы проходит
параллельно линии полузаноса
|
1-2 -плечевой срез
2-3 - срез горловины
3-4 срез борта
4-5- срез низа
5-1 - внутренний срез подборта
|
2 |
| 10 |
Погон |
Нить основы проходит вдоль детали

|
1- нижний срез
2- боковой срез
3- верхний срез
|
2 |
| 11 |
Манжета |
 Нить основы проходит вдоль детали Нить основы проходит вдоль детали
|
1- боковой срез
2– верхний срез
3– нижний срез
|
2 |
2. ОБОСНОВАНИЕ ВЫБОРА МАТЕРИАЛОВ
Требования к одежде делятся на несколько групп: функциональные, требования надежности, эргономичности и конструкторско-технологические. Основными требованиями к женским костюмам для повседневной носки являются эстетические и гигиенические.
Эстетические требования, предъявляемые к материалам для легкого женского ассортимента, меняются от сезона к сезону в зависимости от направления моды. Для разработанной коллекции женских костюмов рекомендуются плательные ткани из натуральных волокон в различных сочетаниях и в смеси с другими волокнами. Они отличаются хорошими потребительскими свойствами и красивым внешним видом. Неизменными для предложенных тканей остаются физиологические и гигиенические требования: небольшая масса, повышенные гибкость и упругость материалов, ограниченная жесткость, хорошая гигроскопичность и паропроницаемость, воздухопроницаемость, высокая влагопоглащаемость.
Одежда должна защищать человека как от внешней (атмосферной) влаги, так и от выделяемой через кожу, так как влажность пододежного воздуха оказывает огромное влияние на тепловой баланс тела человека и ощущения чувства комфорта. Платьевые материалы должны свободно поглощать и отдавать в окружающую среду, испаряющуюся с поверхности тела влагу и сохранять по возможности тело сухим. Для этого они должны быть достаточно гигроскопичными. Гигроскопичность выбранных материалов - 4 - 6 %. Газопроницаемость одежды необходима для удаления из пододежного пространства углекислого газа и водяных паров и поступления из внешней среды воздуха, обогащенного кислородом.
Масса одежды оказывает существенное влияние на самочувствие человека. Масса плательных тканей 180-300 г/м2
, что соответствует нормативам.
Существенное значение для потребителя имеют свойства обеспечивающие чистоту изделия, и именно стойкость к загрязнению, легкость очистки, восстановление формы после стирки, скорость высыхания.
Конструкторско-технологические требования учитывают влияние свойств материала на конструкцию изделия и на особенности его технологической обработки в швейном производстве. Повышенный нагрев при влажно-тепловой обработке уменьшает их прочность, устойчивость к многократным изгибам, истиранию, изменяет цвет материала, приводит к тепловой усадке. Поэтому необходимо соблюдать определенные режимы ВТО. Высокотемпературную обработку тканей, следует производить при температуре 160°- 180°. Объемная форма деталей должна создаваться путем конструкторских решений.
Для придания жесткости отдельным деталям швейных изделий и сохранений их формы применяются прокладочные материалы. Для модели был выбран клеевой нетканый прокладочный материал. Этот материал хорошо сохраняет форму, стойкий к стирке и химической чистке.
Для соединения деталей применяются хлопчатобумажные, синтетические швейные нитки. Нитки должны отвечать следующим требованиям: быть прочными, гладкими, упругими, иметь прочную окраску, хорошо уравновешены на крутке, химически стойки, термостойки. Для выбранного ассортимента рекомендуются нитки № 50 х/б, армированные № 44 ЛХ.
В качестве отделки рекомендуется использовать фурнитуру в соответствии с направлением моды.
В таблице 2 представлены показатели физико-механических и технологических свойств материалов.
Таблица 2 - Показатели физико-механических и технологических свойств материалов
| Наименование и артикул ткани |
Стандартные нормы материала |
Физик–механические свойства |
Технологические свойства |
| Ширина, см. |
Масса 1 м² в г. |
Процентное содержание волокон |
Несминаемость, % |
Усадка, % |
Устойчивость окраски, балл |
Устойчивость к истиранию, цикл. |
Осыпаемость, дан |
Прорубаемость |
Способность к
формообразованию |
| Габардин |
110 |
115 |
Лен-67%,
Шелк-33%
|
30 |
3,5-по основе
2,0-по утку |
5/5 |
400 |
2 |
низкая |
средняя |
| Смесовая ткань |
140 |
145 |
Лавсан-75%
Лен-25%
|
50 |
2,0 -по основе
2,0-по утку |
5/5 |
600 |
1,2 |
низкая |
средняя |
| Костюмно-платьевая ткань «Цилда» |
90 |
145 |
Лавсан-67%,
Вискоза-33%
|
30 |
3,5-по основе
2,0-по утку |
5/5 |
400 |
2 |
низкая |
средняя |
| Костюмно-платьевая ткань «Сильвия» |
110 |
133 |
ПА-60%
Х/б-15%
Капрон -25%
|
50 |
2,0 -по основе
2,0-по утку |
5/5 |
600 |
1,2 |
низкая |
средняя |
| Платьевая ткань арт. 43824 |
110 |
120 |
Триацетат-80%,
ПА-20%
|
50 |
2,0 -по основе
2,0-по утку |
5/5 |
160 |
1,2 |
низкая |
средняя |
Нетканое клеевое полотно, прокламелин
Арт.935556
|
90 |
30 |
Лавсан-90%,
Вискоза-10%
|
- |
- |
- |
- |
- |
низкая |
высокая |
Основная ткань, фурнитура, нитки, прокладочный материал соответствуют друг другу, подобраны в соответствии с назначением одежды, направлением современной моды.
Также при выборе материалов были учтены технологические особенности обработки.
Подбор материалов со сходными пошивочными свойствами дает возможность избежать: наладки оборудования, установить единые режимы обработки.
3. ОБОСНОВАНИЕ РЕЖИМОВ ОБРАБОТКИ
При изготовлении проектируемого изделия используются ниточный способ соединения деталей одежды, как наиболее распространенный и универсальный.
Ниточные соединения имеют достаточную прочность, эластичность, красивый внешний вид. Показатели качества ниточных соединений зависят от параметров образования строчки и от режимов работы исполнительных инструментов швейных машин.
Использование швов различных конструкций дает возможность выполнять соединения из тканей с различными физико-механическими свойствами и определяется при проектировании изделия.
Выбранные методы обеспечивают высокую производительность и качество ниточных соединений, а также надежность их при эксплуатации одежды. Качество и внешний вид изделия зависит от качества выполненных машинных строчек и швов и правильного выбора параметров влажно-тепловой обработки, поэтому выбору режимов обработки применяемых при изготовлении изделия уделяется особое внимание.
Характеристика машинных строчек и швов, применяемых при изготовлении изделия, представлена в таблице 3.
Для придания отдельным деталям одежды формоустойчивости (воротник, манжеты, борта, пояс) применяют термоклеевые прокладочные материалы.
Обоснование режимов клеевых соединений представлено в таблице 4.
От правильности выбора параметров ВТО во многом зависит внешний вид изделия, параметры зависят от физико-механических свойств ткани и толщины пакета обрабатываемого узла. Выбор параметров влажно-тепловой обработки изделия представлен в таблице 3.
Таблица 3 - Характеристика машинных строчек и швов, применяемых при изготовлении платья женского
| Наименование шва |
Вид применяемых стежеов |
Применение в изделии |
Характеристика шва |
Номер ниток |
№ и тип иглы |
| Ширина шва, мм |
Кол-во стежков в 1см. |
Кол-во соедин слоев |
Х/Б |
Армирован |
Лавсан, шелк |
| 1 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
Стачной взаутюжку
с обметанным срезом
|
Двухниточная цепная 401,
трехниточная краеобметолчная цепная 504
|
Обработка боковых швов жакета и юбки, плечевых, швов рукавов, среднего шва спинки, швы втачивания рукавов, соединение клапанов с полочкой, пояса с верхним срезом юбки |
10 |
3-4 |
2 |
80,60, 50
(22,7;
30,3, 39,4)
|
44хл |
33 55л |
0037-02
-70-90
|
| Обтачной в кант |
Челночная двухниточная тип 301 |
Обработка воротника, бортов, погонов, клапанов, манжет |
5-7 |
3-4 |
2 |
80,60, 50
(22,7;
30,3, 39,4)
|
44хл |
33 55л |
0092-02
-80-100
|
Таблица 4 - Параметры образования клеевых соединений деталей изделия
| Назначение клеевого соединения |
Клеевой материал (артикул) |
Вид клеящего вещества |
Режимы склеивания |
| Температура прессующей поверхности, о
К (о
С) |
Время прессования (сек) |
Давление прессования МПа |
| 1 |
2 |
3 |
4 |
5 |
6 |
| Дублирование верхнего воротника стойки воротника, подборта, клапанов |
Нетканное полотно (прокламелин) |
ПА-12/6/6,6 регулярное точечное покрытие |
150-160 |
15-30 |
0,03-0,05 |
Таблица 5- Параметры ВТО изделия
| Наименование материала |
Температура, 0
С |
Усилие прессования кПа |
Время обработки, сек. |
Увлажнение к массе материала, % |
| пресса |
утюга |
На прессе |
утюгом |
| Костюмно-платьевая ткань, габардин, смесовая ткань |
- |
160-180 |
- |
- |
10-20 |
15-20 |
4. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ. РАСЧЕТ ЭФФЕКТИВНОСТИ ВЫБРАННЫХ МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ
На современном производстве работа по совершенствованию технологических операций ведется в следующих направлениях:
- сокращение области применения методов выполнения временных соединений, а также нанесения меловых линий и ручной подрезки полуфабрикатов;
- сокращение любых ручных работ (механизация и автоматизация ручных;
- повышение точности выкраивания деталей за счет использования автоматизированных раскройных комплексов в раскройном цехе с целью сокращения объема работ по ручной подрезке деталей;
- расширение области применения клеевого соединения вместо ниточного для внутреннего закрепления швов, придания формоустойчивости деталям и узлам одежды, для отделки деталей аппликациями и других работ;
- совершенствование технологии на базе применяемых швейных машин с набором автоматизированных функций.
Для изготовления комплекта женского были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Например, машина 97-а кл. «Промшвеймаш» была заменена на одноигольную стачивающую машину 131-311+100 кл. (АО «Орша»), в которой имеется автоматизированный привод с выполнением типовых функций: остановка и фиксация иглы, подъем лапки, обрезка ниток, обрезка края детали. Эта машина в качестве транспортирующего механизма имеет рейку и отклоняющуюся иглу, для предотвращения посадки ткани при стачивании.
Стачивающе-обметочная машина 208-А кл. заменена на AZ8500Н-А4DF (ПО «АОМЗ» Россия), эта машина имеет высокую скорость 6500об/мин., кроме того, машина снабжена универсально-сборным приспособлением УСП-3, с помощью которого можно получить до 300 модификация швов.
Для внутрипроцессной влажно-тепловой обработки рекомендуется использовать утюжильный стол 101 «Макпи» (Россия-Италия), который комплектуется основной и двумя специальными подушками и электропаровым утюгом УТП-2.ОЭП (ОАО «Агат»).
Для обработки верхнего среза юбки предлагается использовать двухигольную машину 852×28 кл. («ПМЗ» г. Подольск) с приспособлением марки 3-28 (МОМЗ ЦНИИШП), что позволило снизить время на обработку и последовательный метод обработки заменить на прогрессивный параллельно-последовательный метод.
| Существующая обработка |
Рекомендуемая обработка |
| Наименование неделимой операции |
Специальность |
Разряд |
Затрата времени сек |
Оборудование, средства оргоснастки |
Наименование неделимой операции |
Специальность |
Разряд |
Затрата времени, сек. |
Оборудование, средства оргоснастки |
| 1Стачать пояс из частей |
м |
2 |
13 |
97-А |
1 Стачать пояс из частей |
М |
2 |
13 |
131-311+100 |
| 2Разутюжить шов стачивания пояса |
у |
2 |
9 |
СУ-В |
2Разутюжить шов стачива-ния пояса |
У |
2 |
9 |
101+0081 + УТП-20Э ОАО "Агат |
| 3Обметать срез пояса юбки |
с |
3 |
21 |
208-А |
4Обтачать концы пояса юбки
|
м |
3 |
23 |
97-А |
3Обтачать концы пояса юбки |
м |
3 |
23 |
131-311+100 |
| 5. Высечь припуск шва в углах пояса, вывернуть, выправить углы пояса юбки |
р |
2 |
11 |
ножницы |
4 Высечь припуск шва в углах пояса, вывернуть, выправить углы пояса юбки
|
р |
2 |
11 |
Ножницы, колышек |
| 6 Заутюжить пояс юбки, уравнивая продольные срезы |
у |
3 |
23 |
СУ-В |
| 7 Притачать пояс к верхнему срезу юбки, вкладывая вешалки |
м |
4 |
78 |
97-А |
5 Притачать пояс к верхнему срезу юбки, вкладывая вешалки |
м |
4 |
80 |
852×28 +
3-28 МОМЗ ЦНИИШП
|
| 8 .Настрочить пояс юбки |
м |
4 |
67 |
97-А |
| Итого по узлу:
|
245
|
136
|
Для обработки нижнего среза рукава предлагается использовать приспособлением марки 3-24 (МОМЗ ЦНИИШП), что позволило снизить время на обработку и последовательный метод обработки заменить на прогрессивный параллельно-последовательный метод.
Таблица 6 - Анализ методов обработки низа рукава
| Существующая обработка |
Рекомендуемая обработка |
| Наименование неделимой операции |
Специальность |
Разряд |
Затрата времени сек |
Оборудование, средства оргоснастки |
Наименование неделимой операции |
Специальность |
Разряд |
Затрата времени, сек. |
Оборудование, средства оргоснастки |
| Притачать обтачку к нижнему срезу рукава |
м |
3 |
68 |
97-А |
Настрочить обтачку на низ рукава |
м |
3 |
70 |
131-311+100+3-24 |
| Настрочить шов притачивания обтачки |
м |
4 |
60 |
97-А |
| Итого
|
148
|
70
|
По итогам анализа производится расчет показателей эффективности, приведенных в таблице 7.
Таблица 7 - Показатели эффективности методов обработки
| №№ п/п |
Показатели эффективности сравниваемых методов обработки |
Един. измерения |
По узлам |
По изделию (мод.В) |
в действ.
потоке
|
проект.
метод
|
в действ.
потоке
|
проект.
метод
|
| 1 |
Затраты времени |
с |
393 |
206 |
4119 |
3932 |
| 2 |
Количество неделимых операций |
ед. |
10 |
6 |
73 |
69 |
| 3 |
Степень механизации |
% |
70 |
66,7 |
60,1 |
63,6 |
| 4 |
Снижение затрат времени |
% |
90,8 |
4,53 |
| 5 |
Рост производительности труда |
% |
47,6 |
4,76 |
Расчет показателей производят по формулам:
- степень механизации труда - Смех
 , ,
где n
мех
-
количество механизированных операций по последовательности обработки узла;
n
–
общее количество операций в последовательности обработки узла;
- снижение затрат времени - Сз
 , ,
где Тд
– трудоемкость обработки узла в действующем потоке;
Тпр
-
трудоемкость обработки узла в проектируемом методе;
- рост производительности труда - Пт
 . .
Характеристика оборудования для ниточного соединения деталей швейных изделий и ВТО и приведена в таблицах 8 и 9.
Таблица 8 - Характеристика оборудования для ниточного соединения деталей швейных изделий
| Оборудование, Предприятие-изготовитель |
Тип или класс машины |
Максим. Частота вращения главного вала, мин-1
|
Длина стежка, мм. |
Механизм перемещения материала |
Иглы /ГОСТ 22249-76/. |
Толщина пакета, мм мм |
Наименование, марка средства малой механизации |
Технологические операции. |
| Одноигольная стачивающая машина АО «Орша» Беларусь |
131-311 +100 |
5000 |
3,5 |
нижняя рейка
|
0092-02-80-90 |
3 |
3-5А
3-140 М.1.2.
1-44(Л-000) МОМЗ ЦНИИШП
|
стачивание, притачивание, настрачивание, втачивание |
| Краеобметочная машина ПО «Азов» Россия |
AZ8003H-A4DF |
8000 |
3,5 |
дифференциальный двигатель |
0037-02-70-90 |
5 |
обметывание срезов |
| Стачивающе-обметочная машина ПО «Азов» Россия |
AZ6500H-С5DF |
6500 |
4,0 |
дифференциальный двигатель |
0037-02-70-90 |
5 |
Стачивание с одновременным обметыванием срезов |
Подшивочная машина ЗАО «Завод промышленных швейных машин» г. Подольск Россия
|
285 |
3200 |
7,0 |
Верхняя рейка |
7 |
2-38 МОМЗ ЦНИИШП |
Подшивание низа изделий, рукавов |
| Двухигольная машина ЗАО г. Подольск Россия |
852×
28
|
4500 |
3,5 |
нижняя рейка
|
0092-02-80-90 |
3 |
3-28 |
Обработка верхнего среза юбки |
| Петельный полуавтомат АО «Орша» Беларусь |
1025 |
3000 |
Специальный двигатель |
0203-90
|
4 |
ПРП-4 |
Обметывание прямых петель |
| Пуговичный полуавтомат ЗАО г. Подольск Россия |
1595 |
1500 |
3,5 |
Специальный двигатель |
0724-90
100
110
|
5 |
Пришивание сферических
пуговиц с ушком
|
Таблица 9 - Характеристика оборудования для влажно-тепловой обработки и склеивания
| Вид оборудования, предприятие -изготовитель |
Производительность циклов, час |
Усилие Прессования, Кн. |
Тип привода |
Способ нагрева подушки |
Температура нагрева подушки, о
С.
|
Тип Подушки |
Выполняемая операция |
| верхний |
нижний |
верхней |
ниж
ней
|
| Малогабаритный пресс для дублирования RSP-450 “Global”(Нидерланды) |
до 50 |
36 |
пневматический |
электрический |
паровой |
50-250 |
105-110 |
В-291 |
дублирование |
| Стол утюжильный 101 «Макпи» Италия |
-
|
-
|
- |
- |
электропаровой |
- |
105-110 |
0981 |
внутрипроцессная и окончательная ВТО |
Электропаровой утюг
УТП-20Э
ОАО «Агат»
Россия
|
- |
2 кг.
|
- |
электропаровой |
- |
100-240 |
- |
- |
внутрипроцессная и окончательная ВТО |
Применение перспективного оборудования позволит улучшить качество обработки изделия, улучшить организацию труда работников, снизить трудоемкость обработки узлов.
На рисунках 1-5 представлены сборочные схемы узлов изделия:

Рисунок 1 - Обработка воротника, борта и соединение воротника с изделием

Рисунок 2 - Обработка манжеты и соединение ее с изделием (мод. А)

Рисунок 3 - Обработка манжеты и соединение ее с изделием (мод. Б)

Рисунок 4- Обработка низа рукава (мод. В)

Рисунок 5 - Обработка вытачек
5. СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ПОСЛЕДОВАТЕЛЬНОСТИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ
На основании выбранных методов составляют технологическую последовательность обработки по неделимым операциям.
Нормы времени устанавливают по отраслевым нормативам времени. Технологическая последовательность представлена в табличном виде.
Таблица 10 - Технологическая последовательность обработки изделий
| №№ п/п |
Наименование неделимых операций |
Специальность |
разряд |
Затраты времени по моделям |
Оборудование, приспособления, инструменты |
| А |
Б |
В |
| 1. |
Проверить и разобрать крой, разнести по рабочим местам |
р |
3 |
153 |
153 |
153 |
| Обработка воротника
|
| 2. |
Стачать нижний воротник из частей |
м |
2 |
22 |
22 |
22 |
131-311+100 АО "Орша"Беларусь |
| 3. |
Разутюжить шов стачивания нижнего воротника |
у |
2 |
18 |
18 |
18 |
101+0081 + УТП-20Э ОАО "Агат" |
| 4. |
Обтачать воротник с закругленными концами |
м |
4 |
90 |
90 |
90 |
131-311+100 |
| 5. |
Настрочить шов обтачивания воротника с закругленными концами на нижний воротник |
м |
4 |
60 |
60 |
60 |
131-311+100 |
| 6. |
Высечь припуск на шов в углах воротника, вывернуть воротник |
р |
3 |
23 |
23 |
23 |
ножницы, спец/колышек. |
| 7. |
Приутюжить воротник |
у |
4 |
37 |
37 |
37 |
101+0081 + УТП-20Э ОАО "Агат" |
| 8. |
Проверить и подрезать концы воротника по срезу стойки |
р |
3 |
28 |
28 |
28 |
лекало, ножницы |
| Итого
|
278
|
278
|
278
|
| Обработка подбортов
|
| 9. |
Стачать подборта из частей |
м |
2 |
14 |
14 |
14 |
131-311+100 |
| 10. |
Притачать обтачку горловины к подбортам |
м |
2 |
14 |
14 |
14 |
131-311+100 |
| 11. |
Разутюжить швы стачивания подбортов из частей и шов притачивания обтачки |
у |
2 |
22 |
22 |
22 |
101+0081 + УТП-20Э ОАО "Агат" |
| 12. |
Обметать внутренние срезы подбортов, обтачки |
с |
3 |
48 |
48 |
48 |
АZ8003Н-А4DF ПО "Азов", Россия |
| Итого
|
98
|
98
|
98
|
| Обработка манжет
|
| 13. 20 |
Обтачать концы манжеты |
м |
4 |
52 |
131-311+100 |
| 14. 22 |
Высечь припуски на шов в углах манжет, вывернуть манжеты на лицевую сторону |
р |
2 |
28 |
ножницы, спец/колышек. |
| 15. 24 |
Стачать поперечные срезы манжет |
м |
3 |
52 |
131-311+100 |
| 16. |
Разутюжить швы стачивания срезов манжет и приутюжить на швах по сгибу |
у |
3 |
20 |
101+0081 + УТП-20Э ОАО "Агат" |
| 17. |
Проложить скрепляющую строчку по верхнему срезу манжет |
м |
3 |
61 |
131-311+100 |
| 18. |
Приутюжить манжеты |
у |
3 |
104 |
56 |
101+0081 + УТП-20Э ОАО "Агат" |
| Итого
|
184
|
189
|
| Обработка карманов
|
| 19. |
Обметать верхние срезы карманов |
с |
3 |
38 |
AZ8003H-A4DF |
| 20. |
Заутюжить карманы по верхнему краю |
у |
3 |
20 |
101+0981 + УТП-20Э |
| 21. |
Заутюжить боковые и нижние срезы карманов |
ф/п |
3 |
46 |
фальцпресс МОМЗ ЦНИИШП |
| Итого
|
104
|
| Обработка клапанов
|
| 22. |
Обтачать клапаны |
м |
4 |
79 |
79 |
131-311+100 |
| 23. |
Высечь припуски на шов в углах клапанов, вывернуть клапаны на лицевую сторону |
р |
2 |
28 |
28 |
ножницы, спец/колышек. |
| 24. |
Настрочить шов обтачивания клапана |
м |
4 |
80 |
80 |
131-311+100 |
| 25. |
Приутюжить клапаны, выправляя кант |
у |
3 |
52 |
52 |
101+0081 + УТП-20Э ОАО "Агат |
| 26. |
Обметать верхние срезы клапанов |
с |
3 |
62 |
62 |
АZ8003Н-А4DF |
| 27. |
Нанести на клапанах линии притачивания |
р |
3 |
19 |
19 |
мел, лекало |
| Итого
|
320
|
320
|
| Обработка погонов
|
| 28. |
Обтачать погоны по двум сторонам |
м |
3 |
68 |
131-311+100 |
| 29. |
Подсечь углы и вывернуть погоны на лицевую сторону |
р |
2 |
28 |
Ножницы, колышек |
| 30. |
Приутюжить погоны, выправляя кант |
у |
3 |
48 |
101+0081 + УТП-20Э ОАО "Агат |
| Итого
|
144
|
| Обработка рукавов
|
| 31. |
Наметить место расположения разреза на рукаве и выполнить разрез |
р |
3 |
26 |
Мел, лекало |
| 32. |
Окантовать разрез рукавов |
м |
3 |
58 |
131-311+100 |
| 33. |
Закрепить верхний конец разреза |
м |
3 |
34 |
131-311+100 |
| 34. |
Настрочить обтачку на низ рукава |
м |
3 |
70 |
131-311+100+3-24 |
| 35. |
Стачать нижние срезы рукавов |
с |
3 |
114 |
94 |
114 |
АZ6500H-C5DF |
| 36. |
Обметать срез низа рукавов |
с |
3 |
62 |
АZ8003Н-А4DF |
| 37. |
Подшить низ рукавов |
с |
3 |
130 |
285 кл. |
| 38. |
Притачать манжеты к низу рукавов |
с |
4 |
134 |
АZ6500H-C5DF |
| 39. |
Притачать манжеты к нижнему срезу рукава |
м |
3 |
110 |
131-311+100 |
| 40. |
Настрочить манжеты по лицевой стороне рукава |
м |
3 |
120 |
131-311+100 |
| 41. |
Вывернуть рукава на лицевую сторону |
р |
2 |
11 |
11 |
11 |
| Итого
|
473
|
239
|
387
|
| Обработка полочек
|
| 42. |
Наметить место расположения нагрудных и талевых вытачек |
р |
3 |
30 |
30 |
30 |
Мел, лекало |
| 43. |
Стачать боковые нагрудные вытачки |
м |
3 |
50 |
50 |
50 |
131-311+100 |
| 44. |
Стачать вытачки по линии талии на полочке |
м |
3 |
58 |
58 |
58 |
131-311+100 |
| 45. |
Заутюжить нагрудные вытачки |
у |
3 |
24 |
24 |
24 |
101+0081 + УТП-20Э ОАО "Агат |
| 46. |
Заутюжить талиевые вытачки |
у |
3 |
24 |
24 |
24 |
101+0081 + УТП-20Э ОАО "Агат |
| 47. |
Наметить место расположения карманов, клапанов на полочке |
р |
3 |
28 |
28 |
Мел, лекало |
| 48. |
Настрочить накладные карманы на полочку |
м |
4 |
70 |
131-311+100 |
| 49. |
Притачать отделочные клапаны на полочку |
м |
3 |
96 |
131-311+100 |
| 50. |
Закрепить боковые стороны клапанов |
м |
3 |
45 |
45 |
131-311+100 "Орша" Беларусь |
| 51. |
Приутюжить карманы и швы притачивания клапанов |
у |
3 |
39 |
25 |
101+0081 + УТП-20Э ОАО "Агат |
| Итого
|
464
|
380
|
186
|
| Обработка спинки
|
| 52. |
Стачать средний срез спинки |
с |
3 |
39 |
39 |
39 |
АZ6500H-C5DF |
| 53. |
Заутюжить средний шов спинки |
у |
3 |
20 |
20 |
20 |
101+0081 + УТП-20Э ОАО "Агат |
| Итого
|
59
|
59
|
59
|
| Обработка волана
|
| 54. |
Стачать боковые срезы волана |
с |
3 |
25 |
АZ6500H-C5DF |
| 55. |
Застрочить нижний срез волана |
м |
3 |
86 |
131-111+100 |
| Итого
|
111
|
| Обработка юбки
|
| 56. |
Наметить место расположения вытачек на переднем полотнище юбки |
р |
3 |
15 |
15 |
15 |
Мел, лекало |
| 57. |
Стачать вытачки переднего полотнища юбки |
м |
3 |
36 |
36 |
131-311+100 |
| 58. |
Заутюжить вытачки переднего полотнища юбки |
у |
3 |
20 |
20 |
101+0081 + УТП-20Э ОАО "Агат |
| 59. |
Наметить место расположения вытачек на заднем полотнище юбки |
р |
3 |
15 |
15 |
15 |
Мел, лекало |
| 60. |
Стачать вытачки заднего полотнища юбки |
м |
3 |
36 |
36 |
131-311+100 |
| 61. |
Заутюжить вытачки заднего полотнища юбки |
у |
3 |
20 |
20 |
101+0081 + УТП-20Э ОАО "Агат |
| 62. |
Стачать срезы частей переднего полотнища юбки |
с |
3 |
52 |
АZ6500H-C5DF ПО "Азов" г. Подольск |
| 63. |
Обметать припуск на обработку застежки в левом боковом (среднем шве заднего полотнища юбки мод.Б) |
с |
3 |
29 |
29 |
29 |
АZ8003Н-А4DF |
| 64. |
Стачать срезы частей заднего полотнища юбки |
с |
3 |
88 |
АZ6500H-C5DF ПО "Азов" г. Подольск |
| Итого
|
171
|
199
|
171
|
| МОНТАЖ
|
| 65. |
Стачать плечевые срезы |
с |
3 |
50 |
50 |
50 |
AZ6500H-С5DF |
| 66. |
Заутюжить плечевые швы |
у |
3 |
21 |
21 |
21 |
101+0081 + УТП-20Э ОАО "Агат |
| 67. |
Стачать боковые срезы полочек и спинки с вкладыванием тканевой ленты с товарным знаком и контрольного ярлыка |
с |
3 |
47 |
47 |
37 |
AZ6500H-С5DF |
| 68. |
Стачать боковые срезы юбки с одновременным вкладыванием тканевой ленты с товарным знаком и контрольного ярлыка |
с |
3 |
70 |
70 |
70 |
АZ6500H-C5DF |
| 69. |
Закрепить левый боковой шов в конце застежки |
м |
2 |
23 |
23 |
23 |
131-311+100 |
| 70. |
Нанести линию подгибки низа жакета |
р |
4 |
32 |
32 |
мел, лекало |
| 71. |
Обметать низ жакета |
с |
3 |
64 |
64 |
АZ8003Н-А4DF |
| 72. |
Притачать волан к нижнему срезу жакета |
с |
3 |
100 |
АZ6500H-C5DF |
| 73. |
Притачать подборта к нижнему срезу |
м |
4 |
57 |
57 |
57 |
131-311+100 |
| 74. |
Обтачать борта, одновременно втачивая воротник |
м |
5 |
220 |
220 |
220 |
131-311+100 |
| 75. |
Настрочить припуск шва обтачивания борта на подборт |
м |
3 |
88 |
88 |
78 |
131-311+100 |
| 76. |
Высечь припуск на шов в углах борта и вывернуть углы |
р |
3 |
44 |
44 |
34 |
ножницы, спец/колышек. |
| 77. |
Приутюжить борта, горловину |
у |
4 |
166 |
166 |
128 |
101+0081 + УТП-20Э ОАО "Агат |
| 78. |
Прикрепить подборта по плечевым швам |
м |
3 |
52 |
52 |
52 |
131-311+100 |
| 79. |
Настрочить срез верхнего воротника по горловине спинки |
м |
4 |
76 |
76 |
76 |
131-311+100 |
| 80. |
Втачать рукава в пройму |
с |
5 |
186 |
186 |
186 |
АZ6500H-C5DF |
| 81. |
Разутюжить часть левого бокового шва юбки |
у |
3 |
40 |
40 |
40 |
101+0081 + УТП-20Э ОАО "Агат |
| 82. |
Вывернуть юбку на лицевую сторону |
р |
2 |
34 |
34 |
34 |
| 83. |
Высечь концы тесьмы молнии |
р |
2 |
10 |
10 |
10 |
ножницы |
| 84. |
Притачать тесьму-молнию в левый боковой шов юбки (средний шов заднего полотнища) |
с |
3 |
144 |
144 |
144 |
131-311+100 |
| 85. |
Притачать пояс к верхнему срезу юбки, вкладывая вешалки |
м |
4 |
160 |
160 |
160 |
852×28 "ЗПШМ" г.Подольск |
| 86. |
Заутюжить боковые швы внизу юбки |
у |
3 |
58 |
58 |
58 |
101+0081 + УТП-20Э ОАО "Агат |
| 87. |
Нанести линию подгибки низа юбки |
р |
4 |
50 |
70 |
50 |
мел, лекало |
| 88. |
Подшить низ жакета |
с |
4 |
88 |
88 |
285 кл. + 2-38 |
| 89. |
Подшить низ юбки |
с |
4 |
104 |
124 |
104 |
285 кл. + 2-38 |
| 90. |
Вывернуть жакет на лицевую сторону |
р |
2 |
34 |
34 |
34 |
| Итого по монтажу
|
1918
|
1958
|
1411
|
| Отделка
|
| 91. |
Наметить и обметать петли на правой полочке |
а |
3 |
95 |
95 |
76 |
1025кл.АО"Орша",лекало |
| 92. |
Наметить и обметать петли на клапанах |
а |
3 |
40 |
40 |
1025 кл. |
| 93. |
Наметить и обметать петли на погонах |
а |
3 |
40 |
1025 кл. |
| 94. |
Наметить и обметать петли на юбке |
а |
3 |
20 |
20 |
20 |
1025 кл. АО"Орша" |
| 95. |
Очистить изделие от производственного мусора |
р |
2 |
40 |
40 |
40 |
| 96. |
Отутюжить готовое изделие (жакет + юбка) |
у |
5 |
620 |
620 |
620 |
101+0081 + УТП-20Э ОАО "Агат |
| 97. |
Наметить и пришить пуговицы па полочке |
а |
3 |
171 |
95 |
76 |
1095 кл. "ЗПШМ" г.Подольск, лекало |
| 98. |
Наметить и пришить пуговицы на клапанах |
а |
3 |
40 |
40 |
1095 кл. |
| 99. |
Наметить и пришить пуговицы на погонах |
а |
3 |
40 |
1095 кл. |
| 100. |
Наметить и пришить пуговицу на юбке |
с |
3 |
20 |
20 |
20 |
1095 кл. |
| 101. |
Наметить и пришить пуговицу на запасном кусочке ткани |
с |
3 |
38 |
38 |
38 |
1095 кл. |
| 102. |
Навесить товарный ярлык |
р |
3 |
32 |
32 |
32 |
| 103. |
Скомплектовать жакет и юбку |
р |
3 |
25 |
25 |
25 |
| 104. |
Скомплектовать изделия по маршрутным листам |
р |
2 |
22 |
22 |
22 |
| 105. |
Застегнуть пуговицы |
р |
2 |
18 |
18 |
18 |
спецкрючок |
| 106. |
Упаковать готовое изделие |
р |
3 |
46 |
46 |
46 |
| 107. |
Сдать изделие на склад готовой продукции |
р |
3 |
45 |
45 |
45 |
| Итого по отделке
|
1312
|
1196
|
1078
|
| ИТОГО по изделию
|
5678
|
5069
|
3932
|
ВЫВОДЫ
Цель курсового проекта - разработка высокопроизводительного технологического процесса по изготовлению женских костюмов, отвечающего требованиям современного производства, на котором применяются прогрессивные методы обработки, используется новое перспективное оборудование и средства оргтехоснастки.
Проектируемые модели соответствуют основным тенденциям современной моды и отвечают требованиям, предъявляемым к швейным изделиям заданного ассортимента. Конструкция разработанных моделей соответствует фигуре человека, поэтому изделия удобны в носке, обеспечивают свободу движения, обладают хорошей формоустойчивостью.
Конструкция модели технологична и позволят рационально использовать материалы, применять эффективные методы изготовления одежды, новое оборудование, исключить потери рабочего времени при смене моделей в потоке, осуществить механизацию и автоматизацию процессов, сократить затраты времени на изготовление изделия в целом.
Основная ткань, фурнитура, нитки, прокладочный материал соответствуют друг другу, подобраны в соответствии с назначением одежды и направлением современной моды. При выборе материалов были учтены технологические особенности обработки. Подбор материалов со сходными пошивочными свойствами дает возможность избежать переналадки оборудования, установить единые режимы обработки.
Технология изготовления соответствует уровню современной организации производства, позволяет значительно улучшить качество и повысить производительность труда. Выбранные параллельные и параллельно-последовательные методы обработки обеспечивают высокую производительность и качество ниточных соединений, а также надежность их при эксплуатации одежды. Параметры ВТО выбраны в соответствии с физико-механическими свойствами ткани и обеспечивают качество обработки и товарный вид изделия.
Для изготовления изделия были выбраны прогрессивные промышленные методы обработки отдельных деталей и узлов, обеспечивающих высокое качество изготовления и снижение затрат времени на основе применения современного перспективного оборудования отечественного производства, приспособления малой механизации и средств оргоснастки.
Применение перспективного оборудования позволит улучшить качество обработки изделия, улучшить организацию труда работников, снизить трудоемкость обработки узлов.
В результате проведенной работы получены итоги, позволяющие судить об эффективности принятых проектных решений: степень механизации по изделию –63,6%, снижение затрат времени –4,53%, рост производительности труда -4,76%.(по изделию).
СПИСОК ЛИТЕРАТУРЫ
1. Бузов Б.А. Материаловедение швейного производства, [Текст]: Учеб. для высш. учеб. заведений./ Б.А. Бузов М.: Легкая и пищевая промышленность, 1986, 645 с.
2. ГОСТ 12807-99 Изделия швейные. Классификация стежков, строчек, швов.
3. Гущина К.Т. Эксплуатационные свойства материалов для одежды и методы оценки их качества [Текст]/ К.Т. Гущина, С.А. Беляева, Е.Я. Командрикова М.: Легкая и пищевая промышленность, 1984, 312 с.
4. Зак И.С., Горохов И.К., Воронин Е.И. Справочник по швейному оборудованию [Текст]/ И.С. Зак, И.К. Горохов, Е.И. Воронин. - М.: Легпробытиздат.- 1981.-185с
5. Кокеткин П.П. Одежда: технология-техника, процессы – качество [Текст]: Справочник / П.П. Кокеткин.- М.: МГУДТ.- 2001.- 560с.
6. ОСТ 17-835-80 Изделия швейные. Технологические требования к стежкам, строчкам, швам.
7. Першина Л.Ф. Технология швейного производства [Текст]: Учеб. пособие для сред. проф. учеб. заведений/ Л.Ф. Першина, С.В Петрова.- М: Высшая школа,- 1991.- 365 с.
8. Промышленная технология одежды [Текст]: Справочник/П.П. Кокеткин, Т.Н., Кочегура, В.И., Барышникова и др. - М.: Легромбытиздат.- 1988 - 640 с.
9. Технология швейного производства [Текст]: Учеб. пособие для сред. проф. учеб. заведений / Э.К. Амирова, А.Т. Труханова, О.В. Саккулина, Б.С. Саккулин.- М: Академия, - 2004. - 480 с.
10. Труханова А.Т. Технология женской и детской легкой одежды. [Текст]: Учеб. для проф.учеб. заведений./ А.Т. Труханова.- 2-е изд., стер. - М.: Высшая школа, 2000.- 416 с.
11. Труханова, А.Т. Иллюстрированное пособие по технологии легкой одежды [Текст]: Учеб. пособие для учащихся проф.учеб. заведений. / А.Т. Труханова. М.: Высшая школа,2000.- 176с.
12. Журналы « Швейная промышленность».
|
