| Содержание
Введение
1. Расчетно-исследовательская часть
1.1 Назначение станка, область применения.
1.2 Анализ существующего оборудования для сверления отверстий в книжном блоке, его недостатки
1.3 Технические требования к проектируемому станку.
1.4 Разработка и обоснование выбранной схемы.
1.5 Устройство и принцип работы станка
1.6 Устройство и принцип работы сверлильной головки.
1.7 Устройство системы подачи книжного блока.
1.8 Расчет сверлильной головки.
1.8.1 Силовой и кинематический расчет
1.8.2 Расчёт зубчатых передач привода сверлильной головки.
1.8.3 Предварительный расчёт валов и предварительный выбор подшипников
1.8.4 Эскизная компоновка привода сверлильной головки.
1.8.5 Проектный расчёт валов привода сверлильной головки, построение эпюр
1.8.6 Проверочный расчет подшипников привода сверлильной головки.
1.8.7 Выбор и проверка муфт
1.8.8 Расчет шпоночных соединений
1.8.9 Проверочный расчет вала
1.9 Обоснование выбора стандартного пневматического устройства привода для системы подачи книжного блока.
2. Технолого-машиностроительная часть
2.1 Разработка технологической схемы станка.
2.2 Разработка конструкции сверлильной головки
3. Экономическая часть.
3.1 Технико-экономические показатели оборудования.
3.2 Расчет годовой производственной мощности оборудования.
3.3 Расчет полной себестоимости изготовления продукции.
3.4 Расчет показателей экономической эффективности.
4. Разработка мероприятий по технике безопасности и охране труда.
4.1 Анализ травмоопасности станка
4.2 Система вентиляции.
4.3 Обеспечение пожарной безопасности при работе станка..
4.4 Электробезопасность
4.5 Освещение.
4.5.1 Расчет освещенности рабочего места
4.6 Борьба с шумом.
Заключение
Библиографический список.
Приложения.
Введение
В данном дипломном проекте разрабатывается станок для сверления отверстий в корешковой части книжного блока. Сверление отверстий в блоке печатной продукции, как правило, выполняется на этапе послепечатной обработки. Послепечатная обработка является неотъемлемым элементом изготовления полиграфической продукции. Операции послепечатной обработки придают изделию законченный вид, эксклюзивность, дополнительную функциональность. К таким операциям относятся: фальцовка, биговка, подборка, ламинирование, тиснение, вырубка, перфорация, сверление и другое. Без этих операций некоторые изделия просто невозможно изготовить.
Реклама

Изготовление отверстий в полиграфическом производстве выполняется для самых разнообразных целей. Это архивация документов различного назначения, создание каталогов, изготовление блоков для органайзеров, бирок и ярлыков на товары. Иногда отверстия делают в декоративных целях.
Наличие отверстий в листах позволяет фиксировать их в специальных папках, например, для архивации. Несмотря на технический прогресс, в многочисленных мелких и средних по размеру компаниях, а тем более в учёбе и личных целях, такие папки до сих пор являются самым распространенным средством хранения документов и корреспонденции. В современном мире стопроцентно автоматизированный архив, полностью базирующийся на электронной системе обработки данных, скорее исключение, чем правило. Бумагу легче хранить, идентифицировать, труднее изменить юридически верно оформленный текст, оперативно и бесследно избавиться от него. Кроме того, сроки хранения традиционного документа уже апробированы, а электронные носители требуют новых испытаний. Вот почему сейчас наиболее оптимальной схемой является симбиоз традиционных бумажных носителей информации и компьютера.
Отверстия в бумажных носителях можно получить различными способами — перфорацией, вырубкой или, собственно, сверлением. Выбор конкретной технологии зависит от характеристики изделия: бумаги, размера, тиража и др. В массовом производстве наиболее эффективно зарекомендовал себя процесс создания отверстий посредством сверления поверхности печатной продукции. При этом используются специальные полые (полиграфические) сверла, у которых отвод бумажной стружки производится внутри специального канала. В зависимости от плотности и толщины материала, сверление осуществляется свёрлами разного диаметра Применение таких сверл из сортов стали ориентированных на работу с бумагой, позволяют получить аккуратные отверстия на всем тираже. В основном, сверление отверстий посредством соответствующего сверлильного аппарата происходит в следующих материалах:
— переплётный картон;
— картон;
— бумага;
— пластик;
— другие материалы.
1 Расчетно-исследовательская часть
1.1 Назначение станка, область применения
Как уже отмечалось во введении, в данной работе проектируется станок для сверления в корешковой части книжного блока отверстий диаметром 5 мм. Из технического задания на проектирование следует, что таких отверстий должно быть четыре. Размер блока задан в соответствии с Российским стандартом на форматы изданий (ГОСТ 5773-90) и имеет обозначение 84х108/16. В необрезанном виде это соответствует размерам в миллиметрах 210х270. Таким образом, станок должен сверлить отверстия в блоке печатной продукции по макету, представленному на рис. 1.1.1
Реклама

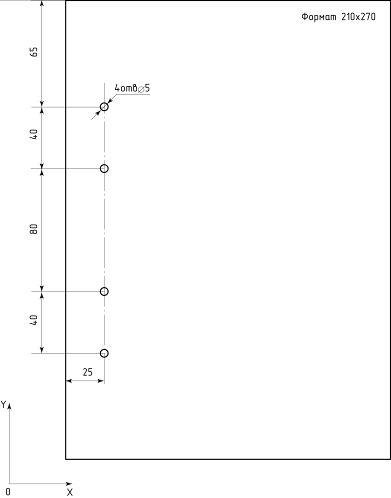
Рис. 1.1.1
Толщина книжного блока, состоящего из листов такого формата, может варьироваться в диапазоне 10¸40 мм. Такой книжный блок устанавливается оператором в станок, далее оператор нажимает соответствующую кнопку (кнопки), после чего начинается процесс сверления. Таким образом, станок работает в полуавтоматическом режиме с участием одного оператора. У станка имеется возможность модификации в количестве отверстий. Например, путем изъятия двух крайних сверл можно получать только два отверстия на расстоянии 80 мм. Комбинируя количество сверл и положение самого блока в координатах X,Y, можно получать разные комбинации в количестве и размещении отверстий на поверхности листа.
При таком подходе можно применить сверлильную головку с постоянной геометрией расположения сверл, что значительно упростит и удешевит конструкцию всего механизма в целом.
Простота конструкции станка не требует высокой квалификации оператора и позволяет осуществлять совмещение различных вспомогательных операций одним оператором. Это свойство станка делает его доступным для малых предприятий с небольшой численностью персонала. Будучи выполненным в настольном варианте этот станок не требует выделения дополнительных площадей, что также важно для малого предприятия. Возможность видоизменять шаблон сверления за счет снятия сверл и путем перемещения книжного блока позволяет применять этот станок и для средних предприятий с более широким ассортиментом выпускаемой продукции. Полуавтоматический режим работы станка и значительная толщина книжного блока (до 40 мм) рассчитаны на работу с большими тиражами печатной продукции. Таким образом, область его применения распространяется и на большие полиграфические предприятия.
1.2 Анализ существующего оборудования для сверления отверстий в книжном блоке, его недостатки
Бумагосверлильное оборудование относится к классу отделочного и брошюровочного оборудования. Его разработкой и производством занимаются во многих странах мира. Наиболее известные из них достигли высокого качества выпускаемой продукции за счет безупречного качество сборки и долговечности функционирования. Среди них такие фирмы как: NAGEL (Германия), HANG (Германия), UCHIDA (Япония), SPC (Бельгия), Marchetti (Италия), VEKTOR (КНР) и др. Предлагаемая этими производителями технология бумагосверления и соответствующее оборудование обеспечивают высокое качество обработки материала, и широко применяется в делопроизводстве, банковской сфере, для производства каталогов, перекидных календарей, папок, органайзеров, блокнотов, бирок на товары, а также для формирования больших документальных архивов различного назначения.
Анализ оборудования требует сравнения различных его параметров на основе знания классификации этого класса оборудования. Существующее в настоящее время бумагосверлильное оборудование можно разделить на два основных класса по типу привода:
- ручной привод,
- автоматический привод.
Ручной привод означает, что подача механизма сверления или стола осуществляется непосредственно рукой оператора. Автоматический привод, как правило, электрический, освобождает оператора от этой утомительной при больших тиражах работы. Так как разрабатываемый в дипломной работе станок предполагает наличие автоматической подачи, то оборудование с ручной подачей исключим из дальнейшего анализа.
Главное различие между станками с автоматической подачей состоит в количестве сверлильных головок. В зависимости от типа бумагосверлильной машины, может быть установлено от одного до шести свёрл. При этом расстояние между сверлами может быть постоянно или предусмотрена возможность регулировки этого расстояния (расстояний) оператором.
Дальнейшая классификация оборудования идет по такому важному параметру как толщина пробиваемого материала. Очевидно, что толщина пробиваемого материала, из которого состоит книжный блок, напрямую зависит от свойств самого материала. Бумагосверлильные станки делают отверстия не только в бумаге, но и в картоне, ламинированных материалах, фольге, резине, коже, пластике.
Различаются станки также в возможностях регулировок различных параметров процесса сверления. Так практически на всех моделях станков есть возможность передвигать стол на "стоповые" позиции. Это предусмотрено для архивных работ, когда стол перемещается на расстояние 80 мм (под скоросшиватель и архивные папки). В некоторых моделях предусмотрена регулировка скорости вращения сверл и скорости подачи. Наличие таких возможностей позволяет оператору наиболее полно учесть свойство материала и повысить качество выполняемых работ.
Характерным представителем семейства станков с автоматической подачей является станок модели Citoborma 490 немецкой фирмы Nagel. У этого модели имеются модификации по своим возможностям охватывающие все выше перечисленные параметры классификации бумагосверлильного оборудования (рис 1.2.1).
Citoborma 490 является характерным представителем класса напольных станков с автоматическим приводом. Аналогичного класса станки выпускаются ведущими фирмами производителями и имеют близкие по своим параметрам характеристики. Отличительной особенностью данной модели является наличие сверлильной головы, которая поставляется отдельно от станка по индивидуальному заказу потребителя. Это связано с тем, что головка имеет переменное количество сверл (до шести) и предусматривает возможность регулировки расстояния между ними. Фирма NAGEL выпускает бумагосверлильные машины с 1938 года и приобрела большой опыт в их конструировании и производстве. Разработанная этой фирмой конструкция сверлильной головы является достаточно сложной (рис. 1.2.2). Ее производство требует наличия высокотехнологичного предприятия с большим опытом таких работ. Очевидно, что это сказывается на конечной цене головки и станка в целом.
Техническая характеристика
Citoborma
490
максимальная высота блока 60 мм
отступ от края 27 мм
кол-во сверлильных головок от 1 до 6
автоматический прижим есть
Ножной привод есть
диаметр сверл от 2 до 35 мм
Мощность 1,8 кВт
привод подачи сверлильных головок: автоматический
Время 1 такта работы 4 с
Габариты 1390 х 710 х 770 мм
Электропитание 380 в
Вес 265 кг

рис. 1.2.1

рис. 1.2.2
Для примера,
по данным сайта www.offpoly.ru стоимость станка Citoborma 490 в различных модификациях без учета стоимости сверлильной головки колеблется в диапазоне от 473100,75 рублей до 593661,15 рублей. Стоимость сверлильной головки для Citoborma 490 сопоставима со стоимостью самого станка и составляет по данным сайта www.polyland.ru для варианта трехшпиндельной головки 19 мм для сверла 2-6 мм - 174049 рублей, для варианта шестишпинделной головки соответственно – 311081 рублей. Таким образом, в максимальной комплектации стоимость такого станка ≈ 900000 рублей.
Очевидно, что значительная стоимость такого оборудования является его недостатком, учитывая, что и стоимость его эксплуатации также будет высокой по причине высокой стоимости запасных импортных частей. Использовать такую сложную конструкцию станка для сверления отверстий по жесткому макету нецелесообразно и экономически не обосновано. Кроме того, во всех моделях станков применяется стандартная схема подачи сверлильной головки при неподвижном столе. Исключение составляет только модель Citoborma 490 Vario, в которой блок сверлильных головок неподвижен. Автоматическая подача блока сверлильных головок ведет к дополнительным затратам мощности на ее перемещения и усложняет конструкцию. Это также можно отнести к недостаткам этого типа оборудования.
Бумагосверлильное оборудование с настраиваемой сверлильной головкой и столом требует высокой квалификации оператора и квалифицированного обслуживания на стадии подготовки к производству. В конечном счете, это скажется на увеличении себестоимости выпускаемой продукции.
1.3 Технические требования к проектируемому станку.
Основная техническая характеристика станка следуют из задания на его проектирование (таблица 1.3.1).
Таблица 1.3.1
| |
Формат книжного блока, мм
|
210х270
|
|
| |
Толщина книжного блока, мм
|
|
|
| |
максимальная
|
40
|
|
| |
минимальная
|
10
|
|
| |
Количество просверливаемых отверстий
|
4
|
|
| |
Диаметр отверстий, мм
|
5
|
|
| |
Расстояние между отверстиями, мм
|
40-80-40
|
|
| |
Частота вращения сверл, об/мин.
|
1350
|
|
| |
Давление сжатого воздуха, атм
|
6
|
|
| |
Мощность привода сверлильной головки, КВт
|
1,1
|
|
Из анализа существующего оборудования (1.2) следует, что сверлильную головку целесообразно сделать неподвижной, с постоянной геометрией расположения сверл. В процессе сверления будет двигаться более легкая часть станка - книжный блок. Оптимальное время одного такта работы для существующего оборудования соответствует 4¸5 секунд. Так как станок работает в полуавтоматическом режиме, то оператор только устанавливает на рабочее место книжный блок. Его прижим на время сверления будет осуществляться автоматически.
Для упрощения конструкции станка, снижения его веса и уменьшения занимаемой площади принимаем настольный вариант исполнения. Кроме того, в конструкции станка должны быть предусмотрены меры по обеспечению безопасности оператора. В частности зона сверления книжного блока должна быть закрыта от случайного попадания в нее рук оператора. В конструкции станка должно также присутствовать обязательное заземление, так как питающее напряжение двигателя 380 вольт.
Исходя из выше изложенного, проектируемый станок должен иметь следующую техническую характеристику (таблица 1.3.2).
Таблица 1.3.2
| Техническая характеристика проектируемого станка
|
| формат книжного блока
|
210х270 мм
|
| минимальная высота книжного блока
|
10 мм
|
| максимальная высота книжного блока
|
40 мм
|
| отступ от края
|
25 мм
|
| расстояние между отверстиями
|
40-80-40 мм
|
| количество сверл
|
4
|
| частота вращения сверл
|
1350 об/мин
|
| автоматический прижим
|
есть
|
| диаметр сверл
|
5 мм
|
| мощность
|
1,1 кВт
|
| привод подачи книжного блока:
|
автоматический
|
| давление сжатого воздуха
|
6 атм
|
| время 1 такта работы
|
5 с
|
| электропитание
|
380 в
|
1.4 Разработка и обоснование выбранной схемы
Для разработки кинематической схемы станка необходимо выбрать ориентацию сверлильной головки (вертикальную, горизонтальную), а также определить, какой из двух элементов станка (сверлильная головка, устройство фиксации книжного блока) будут совершать соответственно вертикальное (горизонтальное) перемещение в процессе сверления отверстий.
В станках с автоматической подачей, как отмечалось в 1.2, перемещается сверлильная головка. В целях упрощения конструкции станка и уменьшения стоимости принимаем конструкцию с неподвижной сверлильной головкой. Одновременное вращение четырех сверл предлагается организовать посредством механического привода. Задача привода равномерно распределить энергию вращения от одного электрического двигателя на четыре вала с зажимными патронами для сверл.
Легкий относительно сверлильной головки механизм фиксации книжного блока (аналог стола) предлагается сделать подвижным и также расположить в горизонтальной плоскости механизма. Такое размещение блока фиксации в сочетании с механизмом скольжения позволит уменьшить усилия на перемещение книжного блока.
Таким образом, в конструкции станка предлагается использовать горизонтальное размещение его основных блоков – сверлильной головки и механизма фиксации (рис. 1.5.1). Это позволит разработать настольный станок с габаритами и весом меньшими, чем приведено в таблице рис. 1.2.1.
При выборе типа привода для перемещения механизма фиксации книжного блока необходимо учесть свойства применяемых полиграфических сверл (рис. 1.4.1). Рабочая поверхность сверла имеет тонкую стенку. Несмотря на специальные свойства материалов, из которых изготовляются сверла и их специальную обработку, резкие ударные осевые нагрузки на него, а также изгибы могут привести к поломке сверла и ускоряют износ.
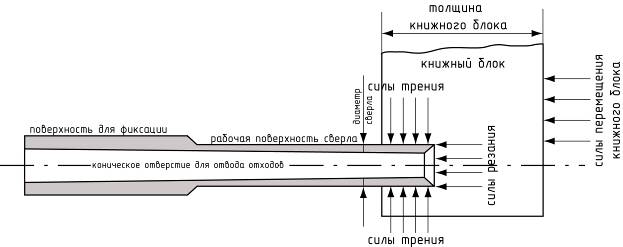
рис. 1.4.1
Эти требования можно выполнить в случае плавного нарастания скорости перемещения книжного блока с жестким допуском на осевые отклонения в процессе сверления. Так же желательно плавное торможение книжного блока при возвратном движении.
Выполнить эти требования с использованием электропривода сложно. Инерционность электропривода снижает его быстродействие. Для достижения плавности перемещения потребуются специальные электродвигатели и электронные схемы управления движением. Для выполнения поставленной задачи перемещения книжного блока предлагается использовать энергию сжатого воздуха.
Пневматические устройства начали применять еще в глубокой древности (ветряные двигатели, музыкальные инструменты, кузнечные меха и пр.). Широкое распространение они получили вследствие создания надежных источников пневматической энергии - нагнетателей, способных придавать газам необходимый запас потенциальной и (или) кинетической энергии. В нашем случае использование сжатого воздуха позволит сконструировать пневматический привод. Основные достоинства пневматического привода в сравнении с электроприводом следующие:
- простота конструкции и технического обслуживания;
- пожаро- и взрывобезопасность;
- надежность работы в широком диапазоне температур;
- значительно больший срок службы, чем электропривода;
- высокое быстродействие;
- наличие демпфирующего эффекта, которым обладает воздух.
Благодаря перечисленным достоинствам пневмоприводы нашли широкое применение в современном производстве. Более 70% всех общемировых автоматизированных систем по сборке и упаковке продукции реализованы на базе пневматических устройств таких, как, распределители, позиционеры и пневмоцилиндры. Многие фирмы-производители, такие как FESTO (международный концерн со штабом в Германии), SMC Corporation (Япония), CAMOZZI (Италия), разработали и выпускают типовые элементы для конструирования пневмоприводов различного применения. К таким элементам относятся пневмоцилиндры разных конструкций, демпфирующие дроссели, бесконтактные магнитные датчики перемещения, системы подготовки воздуха, клапаны и др.
Правильный выбор пневмоцилиндров, наличие регулируемых демпфирующих дросселей, возможность установки датчиков перемещений в пазах пневмоцелиндров позволит так настроить систему подачи книжного блока, чтобы соблюсти необходимые скоростные и временные параметры перемещения. С помощью пнемвоцилиндра организуется не только перемещение книжного блока, но и зажим его корешковой части в фиксирующем блоке.
Таким образом, использование стандартных комплектующих позволит ускорить проектирование бумагосверлильного станка, упростить его производство и повысить ремонтопригодность.
1.5 Устройство и принцип работы станка
При разработке устройства и конструкции станка используем блочный принцип построения. Разобьем с этой целью станок на следующие части:
- привод сверлильной головки;
- сверлильная головка;
- каретка для перемещения книжного блока;
- устройство фиксации книжного блока;
- привод каретки;
- устройство управления.
Воспользуемся введенными наименованиями блоков для построения кинематической схемы станка (рис. 1.5.1). Сверлильная головка включает в себя компоненты 1-5. Они неподвижно закреплены на общем основании. С помощью зажимных патронов 4 монтируется необходимое количество специальных полиграфических сверл 5 (всего до четырех). Вращение вала электродвигателя 1 через муфту 2 передается на входной вал привода 3 сверлильной головки. Привод сверлильной головки осуществляет вращение выходных валов с зажимными патронами 4 с постоянной скоростью в 1350 оборотов в минуту.
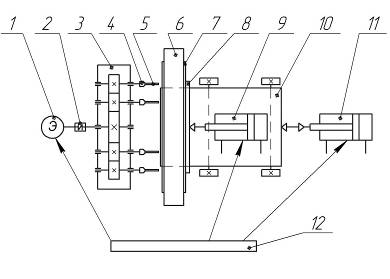
Рис. 1.5.1
где: 1 – электродвигатель, 2 – муфта, 3 - привод сверлильной головки, 4 – зажимные патроны, 5 – полиграфические сверла, 6 – книжный блок, 7 - устройство фиксации книжного блока, 8 – прижим книжного блок, 9 – пневмоцилиндр перемещения прижима книжного блока, 10 – каретка,, 11 – пневмоцилиндр привода каретки, 12 – устройство управления.
Величина нагрузки на выходных валах привода определяется усилиями, возникающими в процессе сверления книжного блока. Благодаря специальной конструкции полиграфического сверла (рис. 1.4.1) эти усилия малы. На рис. 1.4.1 видно, что благодаря конструкции сверла отверстия в книжном блоке получаются путем вырезания острой кромкой сверла в процессе его вращения и вследствие поступательного движения самого книжного блока. Показанная на рисунке толщина стенок преувеличена, чтобы отразить конструкцию рабочей части сверла. В реальности стенки значительно тоньше. Необходимо отметить, что силы трения возникают и внутри конусного канала для отвода бумажной стружки. Величина этих сил трения также незначительна, так как поверхность внутреннего канала специально обработана.
Полиграфические сверла изготавливаются из высокопрочных сплавов, что обеспечивает их качество и долговечность. Сверла бывают различных типов:
- обычные сверла, из углеродистой стали с повышенной стойкостью на износ;
- сверла с покрытием (вольфрамовым или тефлоновым);
- хромированные сверла с низким коэффициентом трения.
Все сверла могут быть многократно заточены с помощью ручного приспособления. Благодаря острой заточке режущей кромки сверла и специально обработанной рабочей поверхности, силы трения и резания очень малы. При этом края отверстия в книжном блоке не обгорают (в пластике не оплавляются).
Перед началом сверления книжный блок 6 устанавливается оператором в устройство фиксации 7. Начинается процесс сверления с фиксации корешковой части книжного блока прижимом 8, который приходит в движение под действием пневмоцилиндра 9 привода прижима. При достижении пневмоцилиндром 9 определенной точки на оси движениия начинает действовать пневмоцилиндр 11 привода каретки 10. Каретка приходит в движение в направлении вращающихся сверл. При достижении пневмоцилиндром 11 определенной точки на оси движения начинается процесс его движения в противоположную сторону. Каретка 10 с книжным блоком 6 возвращается в исходное положение. При достижении каретки исходного положения происходит включение пневмоцилиндра перемещения прижима 9 в обратном направлении. При этом книжный блок освобождается от фиксации и может быть снят оператором со станка. Далее процесс сверления повторяется с другим книжным блоком. Двигатель привода сверлильной головки не отключается на протяжении сверления необходимой партии книжных блоков.
Достижение пневмоцилиндрами 9 и 11 крайних точек их движения контролируется магнитными датчиками, укрепленными в пазах на корпусах соответствующих пневмоцилиндров. Датчики позволяют управлять клапанами, обеспечивающими направление движения пневмоцилиндров. Датчики перемещения и клапана управления направлением движения пневмоцилиндров входят в устройство управления станком 12.
Динамика перемещения пневмоцилиндров, т.е. скоростные и силовые показатели их работы задаются с помощью регулировки демпфирующих узлов, конструктивно входящих в состав пневмоцилиндров. Регулировка демпфирующих узлов позволяет получить плавное и практически безударное соприкосновения сверла 5 с поверхностью книжного блока 6 в начальный момент сверления. Для тонкостенного полиграфического сверла это важно, так как способствует увеличению его срока действия, сохраняет остроту режущей кромки, улучшает качество отверстий. В свою очередь, плавное торможение каретки 10 при движении в обратном направлении также позволяет избежать ударов механических частей станка. Поэтому их можно сделать менее прочными, уменьшив тем самым габариты, металлоемкость станка и, как следствие, его вес. Демпфирующие устройства также можно отнести к составу устройства управления 12.
1.6 Устройство и принцип работы сверлильной головки
Сверлильная головка обеспечивает фиксацию необходимого количества сверл (до четырех) и вращение их с заданной постоянной скоростью. В качестве привода сверлильной головки используется электродвигатель. Кинематическая схема сверлильной головки представленной на рис. 1.6.1.
Вращение электродвигателя 1 через муфту 2 передается на входной вал привода 3. Привод обеспечивает равномерное распределение мощности вращения электродвигателя на четыре выходных вала. Конструктивное решение такого привода в целях упрощения конструкции станка выполним в виде одноступенчатого редуктора. Выходные валы привода передают вращение на совмещенные с ними зажимные патроны 4 с полиграфическими сверлами 5.
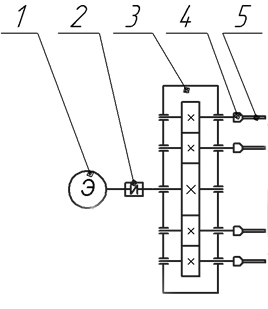
рис. 1.6.1
где: 1 – электродвигатель, 2 – муфта, 3 - привод сверлильной головки, 4 – зажимные патроны, 5 – полиграфические сверла.
Расстояния между центрами сверл определяется макетом сверления (рис. 1.1.1). Из этого следует, что расстояния между центрами выходных валов также должны соответствовать этому макету. Таким образом, макет сверления задает соответствующие параметры для расчета привода. Например, еще не приступая к расчету привода, известно, что делительные диаметры шестерен на выходных валах будут соответствовать 40 мм. Так требует макет сверления.
Другой важной особенностью конструкции сверлильной головки является наличие приспособления для отвода образующихся в процессе резания бумаги отходов в виде маленьких кружочков. Частично возможность отвода уже заложена в конструкции самого сверла (см. рис. 1.4.1). Выходные валы привода также имеют полую конструкцию, которая позволяет выводить бумажную стружку за пределы станка, например, в приемную емкость. Приемная емкость представляет собой выдвигаемый прямоугольный ящик, встроенный в основание станка. Оператор следит за его наполнением и периодически очищает от бумажной стружки.
Электродвигатель и привод неподвижно закреплены на общей раме. В процессе работы станка оператор включает электродвигатель на время, необходимое для сверления отверстий в партии книжных блоков. Таким образом, работа сверлильной головки должны быть рассчитана на длительный непрерывный период.
1.7 Устройство блока подачи и привода блока подачи
В разделе 1.4 обосновано применение сжатого воздуха для перемещения устройства фиксации книжного блока. Кинематическая схема блока подачи и привода блока подачи приведено на рис. 1.7.1.
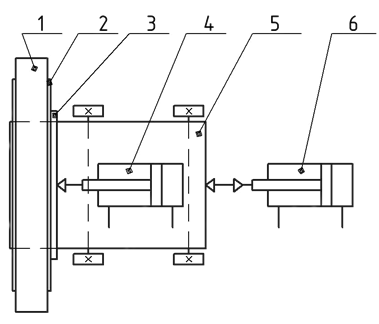
рис. 1.7.1
где: 1 – книжный блок, 2 - устройство фиксации книжного блока, 3 – прижим книжного блок, 4 – пневмоцилиндр перемещения прижима книжного блока, 5 – каретка,, 6– пневмоцилиндр привода каретки,
В устройстве блока подачи имеются два конструктивных блока 4 и 6, обеспечивающих перемещение соответствующих исполнительных механизмов 3 и 5.
В процессе сверления листы, входящие в книжный блок 1, должны быть плотно прижаты друг к другу. От плотности сжатия зависит качество отверстий. Для этого в бумагосверлильных станках различных типов присутствует элемент, называемый прижимом. Он может быть ручным или автоматическим. В данном станке используется автоматический прижим 3. Его перемещение обеспечивает пневмоцилиндр 4.
Относительное перемещение прижима 3 незначительно. Величина силы сжатия определяется экспериментальным путем для различного типа материалов. Важно, что усилия, развиваемые пневмоцилинром 4, регулируются в процессе его настройки и должны обеспечивать необходимое сжатие. В качестве пневмоцилинда 4 предлагается использовать типовое устройство привода с линейными направляющими (рис. 1.7.2).
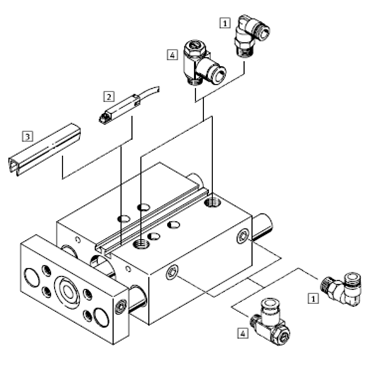
Рис. 1.7.2
где: 1 – цанговый штуцер для подключения шлангов, 2 – датчик положения, 3 – профиль для паза для защиты кабеля датчика и профиля от загрязнения, 4 – дроссель с обратным клапаном для регулировки скорости.
Как видно из рисунка. 1.7.2, в состав такого пневматического устройства входят элементы, необходимые для организации его работы в системе управления. Привод имеет гибкую систему крепления, позволяющую монтировать его так, как удобно конструктору – горизонтально, на боку, сверху или на торце. Направляющие скольжения обеспечивают большую жесткость и высокое сопротивление моментам и боковым усилиям. Привод и направляющие находятся в одном корпусе, за счет чего занимаемое им пространство минимально. Датчики дают возможность настройки конечных положений. Дросселя регулируют скорость перемещения исполнительного органа.
Выпускаются различные варианты приводов с направляющими. Они отличаются такими характеристиками как:
- диаметр поршня;
- величина хода;
- наличие демпфирования за счет упругих колец;
- датчики опроса положения;
- тип направляющей (направляющая скольжения или шариковая направляющая).
По этим параметрам выбирается необходимый вариант привода, который монтируется в конструкцию станка в соответствии с рисунком 1.7.4.
Процесс сверления книжного блока происходит при горизонтальном перемещении механизма фиксации в направлении вращающихся сверл. Из конструктивных соображениям величина перемещения не превышает 50 миллиметров. В конструкцию блока подачи вводится пневмоцилиндр, осуществляющий возвратно поступательное перемещение на такое расстояние (рис. 1.7.3).
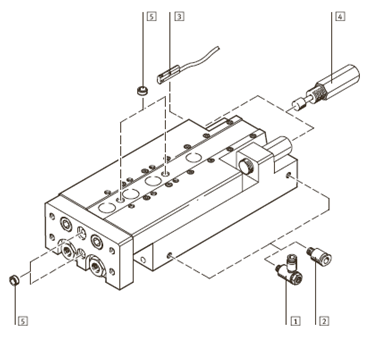
рис. 1.7.3
где: 1 – дроссель с обратным клапаном для регулировки скорости, 2 – цанговый штуцер для подключения шлангов, 3 – датчик положения, 4 – амортизатор, 5 - центрирующий штырь/втулка для центрирования нагрузки.
Приведенное на рис. 1.7.3 устройство относится к классу мини-суппортов, выпускается фирмами производителями с разными значениями параметров, таких как:
- диаметр поршня;
- величина хода;
- упругое демпфирование нерегулируемое;
- датчики опроса положения и др.
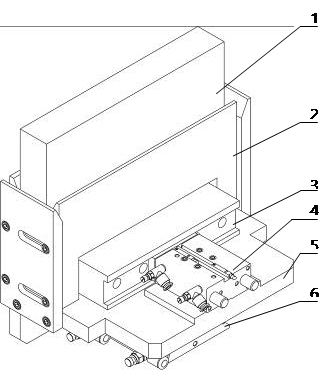
рис. 1.7.4
где: 1 – книжный блок, 2 - устройство фиксации книжного блока, 3 – прижим книжного блок, 4 – пневмоцилиндр перемещения прижима книжного блока, 5 – каретка, 6– пневмоцилиндр привода каретки.
Конструкция мини-суппорта позволяет крепить на его подвижной части исполнительные механизмы, что значительно упрощает конструкцию каретки 5. На рисунке 1.7.4 показано, что каретка, выполненная в виде плиты 5, неподвижно крепится на мини-суппорте 6. Таким образом, блок подачи и его привод функционально совмещены в одном устройстве за счет применения стандартного мини-суппорта.
Совместная работа двух пневмоцилиндров обеспечивается соответствующей пневматической схемой (рис. 1.7.5). Важной частью этой схемы является блок подготовки воздуха (БПВ). Сжатый воздух, поступающий в станок из пневмосети, необходимо предварительно подготовить, т.е. очистить от влаги и грязи (Ф) и ввести в него некоторое количество масла (МР) для смазки подвижных частей пневмоцилиндров.
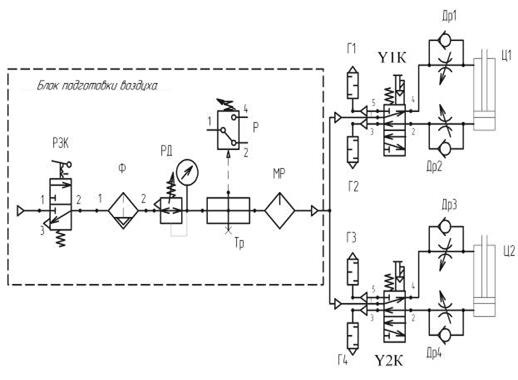
рис. 1.7.5
где: РЭК – ручной запорный клапан, Ф – фильтр-влагопоглотитель, РД - регулятор давления с манометром, Р – реле давления, Тр – разветвитель, МР - маслопаспылитель, Г1-Г4 – глушитель, Y1K,Y2K – пневмораспределитель с управлением, Др1-Др4 – дроссель с обратным клапаном, Ц1 – мини-суппорт, Ц2 – направляющая.
Кроме перечисленного, БПВ включает в себя элементы, позволяющие оператору включать (отключать) пневмосеть (РЭК), согласовывать ее давление с величиной, необходимой для данного станка (РД), контролировать давление в сети на заданное минимальное значение (Р), по достижении которого пневмосеть автоматически отключается.
В состав схемы подачи сжатого воздуха включены также распределители с электроуправлением (Y1K, Y2K), работающие совместно с датчиками перемещения. Смысл их управления состоит в том, что по достижении поршнем пневмоцилиндра (Ц1, Ц2) определенного положения, срабатывает соответствующий датчик положения, закрепленный в пазах пневмоцилиндра. Контакты датчика положения управляют работой распределителя, способного под их действием направлять сжатый воздух в разные части пневмоцилиндра. При этом поршень соответствующего пневмоциндра меняет направление движения и совершает необходимую для станка работу.
Наличие дросселей (Др1-Др4) позволяет за счет регулировки обратного клапана менять скорость движения поршня, т.е. управлять процессом прижима и движением каретки. Для снижения уровня шума, производимого выходящим из камер пневмоцилиндров воздухом, в схему включены глушители Г1-Г4.
1.8 Расчет сверлильной головки
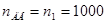
В соответствии с техническими характеристиками станка (1.2) в его конструкции используется неподвижно закрепленная сверлильная головка. Устройство сверлильной головки в соответствии с 1.5 предполагает наличие привода в виде одного электродвигателя, механического привода сверлильной головки (далее привода) и устройств фиксации сверл. Представим сверлильную головку в виде схемы рис. 1.8.1. По принципу работы станка привод сверлильной головы не реверсивный, предназначен для длительной эксплуатации, при односменной работе, валы установлены на подшипниках качения. Исходные данные для проектирования приведены в Таблице 1.3.2.
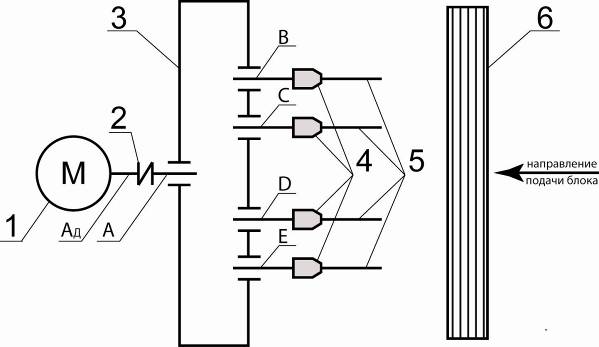
рис. 1.8.1
где:
| 1
|
-
|
электродвигатель
|
АД
|
-
|
вал электродвигателя
|
| 2
|
-
|
муфта
|
A
|
-
|
входной вал привода
|
| 3
|
-
|
закрытый привод сверлильной головки
|
В
|
-
|
выходные валы привода
|
| 4
|
-
|
головки для фиксации сверл
|
С
|
-
|
| 5
|
-
|
сверла
|
D
|
-
|
| 6
|
-
|
Книжный блок
|
E
|
|
1.8.1 Силовой и кинематический расчет
Произведем расчет необходимой мощности резания отверстий в книжном блоке. За исходную величину мощности резания одного отверстия примем мощность ручного одношпиндельного станка Citoborma 111. Величина этой мощности не превышает N=0,2 кВт. Достаточность такого значение подтверждается на практике и может быть принята за основу в наших расчетах. С поправкой на количество сверл определим необходимое значение мощности резания для проектируемого станка как:
 (1.8.1) (1.8.1)
где: n – количество одновременно задействованных сверл, для n=4 получим:
 кВт кВт
Примем полученное значение мощности резания в качестве значения мощности привода сверлильной головки Р=0,8 кВт.
Выбор электродвигателя
Из приведенной на рис. 1.8.1 кинематической схемы следует, что вращение вала AД электродвигателя 1 передается последовательно через муфту 2 на входной вал А привода 3, который передает вращение через выходные валы B,C,D,E на фиксирующие головки 4. Закрепленные в фиксирующих головках пустотелые сверла 5 также вращаются и при поступательном движении книжного блока 6 обеспечивают сверление отверстий. Технология сверления отверстий предполагает, что все 4 сверла находятся в одной горизонтальной плоскости и концы этих сверл одинаково удалены от блока печатной продукции. Выходные валы В,С,D,Е имеют одинаковую частоту вращения и одинаковые размеры зубчатых колес.
Определим требуемую мощность электродвигателя
 (1.8.2) (1.8.2)
где: Р- мощность привода сверлильной головки.
 - коэффициент полезного действия КПД привода определяется как: - коэффициент полезного действия КПД привода определяется как:
 (1.8.3) (1.8.3)
где  – КПД отдельных кинематических пар цепи. – КПД отдельных кинематических пар цепи.
По Таблице 1.1 [1] принимаем следующие значения КПД:
- для муфты  ; ;
- для пары зубчатых колес (привода)  ; ;
- для каждого вала (всего их 5) с учетом потерь в опорах (подшипниках)  ; ;
Подставляя принятые значения в формулу (1.2) получим КПД привода:

Подставим значения Р и  в формулу (1.8.2) получим: в формулу (1.8.2) получим:
 93 кВт 93 кВт
Для выбора типа электродвигателя и схемы привода необходимо принять во внимание заданные величины относительного расположения выходных валов (сверл), частоты их вращения и мощности привода.
В приложении П1 [1] рассчитанной величине мощности двигателя соответствует строка с ближайшим значением мощности двигателя равным 1,1 кВт. Такому значению соответствуют четыре двигателя со скоростями соответственно 3000, 1500, 1000 и 750 об/мин. Заданной скорости вращения сверл в 1350 об/мин. ближе всего по этому параметру соответствуют двигатели со скоростями в 1500 и 1000 об/мин.
При этом передаточное число привода определяется как:
 (1.8.4) (1.8.4)
где:  - номинальная скорость двигателя, - номинальная скорость двигателя,  - скорость вращения выходных валов привода. - скорость вращения выходных валов привода.
Подставив соответствующие значения величин в формулу (1.8.4), получим для первого двигателя  , для второго двигателя , для второго двигателя  . .
Исходя из полученных значений передаточных чисел привода, приходим к выводу, что оба типа двигателя соответствуют одноступенчатому зубчатому приводу. Для первого двигателя это будет понижающий привод, для второго – повышающий.
Принимая во внимание одинаковые скорости вращения выходных валов B,C,D.E целесообразно выполнить привод в соответствии с кинематической схемой рис. 1.8.2. Так как ведущая шестерня  передает вращение одновременно на два колеса передает вращение одновременно на два колеса  , то принимаем вариант второго двигателя – повышающий. В этом случае диаметр, ведущий шестерни будет больше диаметра ведомых колес. Это позволит сделать диаметр ведущего вала максимально близким к диаметру вала двигателя и обеспечить его соответствующую прочность. , то принимаем вариант второго двигателя – повышающий. В этом случае диаметр, ведущий шестерни будет больше диаметра ведомых колес. Это позволит сделать диаметр ведущего вала максимально близким к диаметру вала двигателя и обеспечить его соответствующую прочность.
По ГОСТ 19523-74 выбираем двигатель ближайшей большей мощности с частотой вращения, находящейся в определенном интервале. По П1 [1] выбираем асинхронный электродвигатель серии 4АМ80В6У3 повышенным пусковым моментом, параметры которого:  =1,1 кВт, n=1000об/мин. =1,1 кВт, n=1000об/мин.
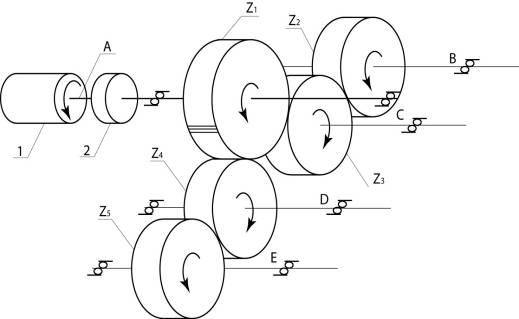
рис. 1.8.2
Находим угловую скорость и частоту вращения звеньев привода
Угловая скорость электродвигателя и быстроходного вала:
 (1.8.5) (1.8.5)
 =104,7 рад/с =104,7 рад/с
Угловая скорость тихоходного вала:
 (1.8.6) (1.8.6)
 рад/с рад/с
При этом частота вращения вала электродвигателя и тихоходного вала:
 об/мин об/мин
Частота вращения быстроходного вала привода:
 об/мин (1.8.7) об/мин (1.8.7)
Вращающие моменты
Т1
=(PНД
х 103
)/ω1
=(1,1 х 103
)/104,7 =10,5 Нм (1.8.8)
Т2
= Т1
х ή1
х ήп
=10,5 х 0,98 х 0,99=10,2 Нм (1.8.9)
Т3
= Т2
х u2
х ή2
х ή3
=10,2 х 0,74 х 0,98 х 0,99 =7,3 Нм (1.8.10)
Мощности
P1
=1,1 кВт (1.8.11)
Р2
=(Pнд
х 103
) х ή1
х ήп
= (1,1 х 103
) х 0,98 х 0,99=1,07кВт (1.8.12)
Р3
= Р2
х ή2
х ή3
=(1,07х103
) х 0,98 х 0,99=1,04 кВт (1.8.13)
Силовые и кинематические параметры привода
Таблица 1.8.2
| Тип двигателя
4АМ80В6У3
|
РНД
=Р1
=1,1 кВт,
n
=1000 об/мин
|
| Вал привода
|
n
, об/мин
|
Р, кВт
|
Т, Нм
|
| Вал двигателя
|
n1
=1000
|
P1
=1,1
|
Т1
=10,5
|
| Тихоходный вал
привода
|
n2
=1000
|
Р2
=1,07
|
Т2
=10,2
|
| Быстроходный вал привода
|
n3
=1350
|
Р3
=1,04
|
Т3
=7,3
|
1.8.2
Расчёт зубчатых передач привода сверлильной головки
С ведущего зубчатого колеса вращение передается на два ведомых колеса, которые расположены симметрично относительно оси привода. Диаметры ведомых колес, а также силы и моменты, возникающие при передаче вращения одинаковы. Для дальнейших расчетов будем рассматривать одно зубчатое зацепление.
Выбор материала и термической обработки
Для передач с прямыми зубьями и малой передаваемой мощности Р≤2 кВт материал зубчатых колес принимаем сталь 40Х и вариант термообработки II:
колесо: – улучшение; HB 269…302; Gт
=750•106
,
шестерня: - улучшение и закалка ТВЧ, HRC 45…50.
Определяем допускаемое напряжение
Число циклов перемены напряжений:
для колеса N2
=573 ω2
•Lh
=573•104,7•10000=600•106
;
для шестерни N1
= u• N2
=0,74•600•106
=444•106
.
Число циклов перемены напряжений, соответствующее пределу контактной выносливости, определяем по таблице 3.3 (8)
для колеса HBср
=0,5(269+302)=285;NH
02
=20•106
;
для шестерни HRCср
=0,5(45+56)=50,5; NH
01
=100•106
.
Коэффициент долговечности:
для колеса
 , ,

для шестерни
 , ,

Допускаемое контактное напряжение и напряжение изгиба, соответствующее числу циклов NH
0
и 4•106
(см. таб. 2.2) (7):
для колеса
[σ]H
02
=1,8 HBср
+67=1,8•285+67=580 МПа;
[σ]F
02
=1,03 HBср
=1,03•285=293 МПа,
для шестерни
[σ]H
01
=14 HRCср
+170=14•50,5+170=877 МПа;
[σ]F
01
=310 МПа, полагая, что модуль передачи m≤3 мм.
Допускаемое контактное напряжение и напряжение изгиба с учетом времени работы передачи:
для колеса
[σ]н2
=КН
L
2
x [σ]H
02
=1•580=580 МПа;
[σ]F
2
=КFL
2
х [σ]F
02
=1•293=293 МПа,
для шестерни
[σ]н1
=КН
L
1
x [σ]H
01
=1•877=877 МПа;
[σ]F
1
=КFL
1
х [σ]F
01
=1•370=310 МПа.
Среднее допускаемое контактное напряжение
[σ]н
=0,45([σ]н1
+[σ]н2
)=0,45 (877+580)=656 МПа
При этом условие
[σ]н
=656 МПа <1,23[σ]н2
=1,23•580=713 МПа соблюдается
Окончательно принимаем в паскалях (Па)
[σ]н
=656•106
Па; [σ]F
2
=293 106
Па; [σ]F
1
=310•106
Па. 106
Па; [σ]F
1
=310•106
Па.
Определение межосевого расстояния
 , (1.8.14) , (1.8.14)
где Ка
-
вспомогательный коэффициент. Для прямозубых передач Ка
=49,5;
 -
коэффициент ширины венца колеса, равный 0,28...0,36 — для шестерни, расположенной симметрично относительно опор в проектируемых нестандартных одноступенчатых цилиндрических редукторах; -
коэффициент ширины венца колеса, равный 0,28...0,36 — для шестерни, расположенной симметрично относительно опор в проектируемых нестандартных одноступенчатых цилиндрических редукторах;
и-
передаточное число редуктора;
Т3
-
вращающий момент на тихоходом валу при расчете редуктора, Нм;
[σ]н
- допускаемое контактное напряжение колеса с менее
прочным зубом или среднее допускаемое контактное напряжение,
Н/мм2
(см. 3.1, п. 2, в) (8);
 -
коэффициент неравномерности нагрузки по длине зуба. -
коэффициент неравномерности нагрузки по длине зуба.
Для прирабатывающихся зубьев =
1 (см. 3.1, п. 1) (8).
Принимаем  =0,35, тогда =0,35, тогда  =0,5 =0,5  (u±1)=0,5•0,35(0,74+1)=0,3. (u±1)=0,5•0,35(0,74+1)=0,3.

принимаем значение, а = 47 мм.
Предварительный размер колеса
Делительный диаметр, мм
d2
=2а•u/(u±1)=2•47•0,74/(0,74+1)=40 мм; (1.8.15)
Ширина венца колеса и шестерни, мм
b2
=a=0,35•47=16,5 мм. (1.8.16)
Принимаем b2
=20 мм
b1
= b2
+(2…4)=20+4=24 мм. (1.8.17)
Модуль передачи
m ≥ 2КmТ3
/ d2
b2
[σ]
F
.
(1.8.18)
где Кm
– вспомогательный коэффициент. Для прямозубых передач Кm
=5,8;
[σ]F
– допускаемое напряжение изгиба материала колеса с менее прочным зубом, н/мм2
.
Подставляем значения в формулу
m ≥ 2 •5,8•7•103
/(39•24•293)≥0,3 мм.
Примем стандартное значение m=2,0 мм.
Определим суммарное число зубьев для прямозубых колес
Z∑
=Z1
+ Z2
=2а/m(1.8.19)
Z∑
=2•47/2=47
Число зубьев шестерни и колеса
Число зубьев шестерни
Z1
= Z∑
/(u+1)=47/(0,7+1)=27,6. (1.8.20)
Принимаем Z1
=27.
Число зубьев колеса
Z2
= Z∑
- Z1
=47-27=20. (1.8.21)
Фактическое передаточное число
uф
= Z2
/Z1
=20/27=0,74(1.8.22)
∆u= ׀uф
- u׀• 100/u=׀0,74- 0,74׀ •100/0,74=0≤4%
Условие выполняется
Определяем фактическое межосевое расстояние
а= (Z1
+ Z2
) m/2=(27+20)•2/2=47 мм(1.8.23)
Диаметры колес
Делительные диаметры:
шестерни
 =2•27=54 мм; (1.8.24) =2•27=54 мм; (1.8.24)
колеса
  =2•20=40 мм; (1.8.25) =2•20=40 мм; (1.8.25)
Диаметры окружностей вершин и впадин
шестерни
 =54+2•2=58 мм; (1.8.26) =54+2•2=58 мм; (1.8.26)
 =54-2,5•2=49 мм. (1.8.27) =54-2,5•2=49 мм. (1.8.27)
колеса
 =40+2•2=44мм; (1.8.28) =40+2•2=44мм; (1.8.28)
 =40-2,5•2=35 мм. (1.8.29) =40-2,5•2=35 мм. (1.8.29)
Проверочный расчет
Проверяем межосевое расстояние
а=(  /2=(54+40)/2=47 мм (1.8.30) /2=(54+40)/2=47 мм (1.8.30)
Пригодность заготовки колес
Диаметр заготовки шестерни
Dзаг
=dа1
+6=58+6=64мм. (1.8.31)
Размер заготовки колеса закрытой передачи
Sзаг
= b2
+4=20+4=24 мм. (1.8.32)
Если колесо без выточек, то
Сзаг
= b2
=20 мм.
По таб. 2.1 (8) Dпред
=125 мм и Sпред
=80 мм.
Следовательно, условия Dзаг
≤ Dпред
и Sзаг
≤ Sпред
выполняется.
Силы в зацеплении
Окружная
 (1.8.33) (1.8.33)
Радиальная
 (1.8.34) (1.8.34)
Осевая

Проверка зубьев колес по напряжениям изгиба
Коэффициент  = b2
/d1
=20/54=0,37(1.8.35) = b2
/d1
=20/54=0,37(1.8.35)
Окружная скорость колеса
υ2
=0,5 ω3
d2
=0,5 •141,5• 0,040=2,83 м/с. (1.8.36)
По табл. 2.4 (7) степень точности передачи – 8, для прямозубых колес коэффициент КFa
=1. Коэффициент, учитывающий наклон зубьев,  =1. =1.
По таблице 4.4 (8) коэффициенты равны YF
1
=3,7, YF
2
=3,82. Коэффициент КF
υ2
=1,4 для колеса и КF
υ1
=1,2 для шестерни. Коэффициент неравномерности нагрузки для прирабатывающихся зубьев колес равен
Расчетное напряжение изгиба в зубьях колеса и шестерни
σF
2
=  КF
а КF
а
 КF
υ2
YF
2
Ft
/( b2
m)=(1•1•1•1,4•3,81•378/(0,020•0,002)= 50•106
Па,(1.8.37) КF
υ2
YF
2
Ft
/( b2
m)=(1•1•1•1,4•3,81•378/(0,020•0,002)= 50•106
Па,(1.8.37)
что меньше [σ]F
2
=293•106
Па,
σF
1
= σF
2
YF
1
/ YF
2;
Тогда расчетное напряжение изгиба в зубьях шестерни
σF
1
= 50•106
• 3,7/3,82=48•106
Па, что меньше [σ]F
1
=310•106
Па.
Следовательно, прочность на изгиб зубьев колес обеспечена.
Проверка зубьев колеса по контактным напряжениям.
 , (1.8.38) , (1.8.38)
где К- вспомогательный коэффициент равный К=436;
 - коэффициент, учитывающий распределение нагрузки. Для прямозубых колес =1; - коэффициент, учитывающий распределение нагрузки. Для прямозубых колес =1;
 - коэффициент динамической нагрузки. - коэффициент динамической нагрузки.
Передаточное число передачи u=0,74. По расчету имеем: Ft
=378 Н, d1
=54мм, b2
=20 мм.
Тогда расчетное контактное напряжение
 =396•106
Па, что меньше [σ]н
=656•106
Па. =396•106
Па, что меньше [σ]н
=656•106
Па.
1.8.3 Предварительный расчёт валов и предварительный выбор подшипников
Расчет и проектирование тихоходного вала, подбор подшипников и схемы их установки
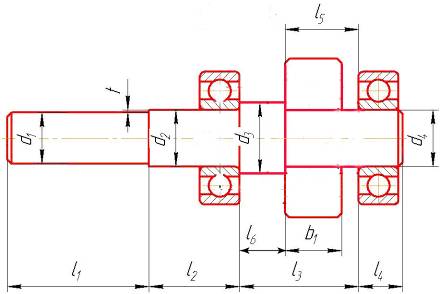
рис. 1.8.3 -Тихоходный вал
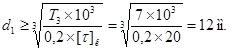
Расчет первой ступени вала
 – –
диаметр вала под муфту, (1.8.39)
 – 12…25 МПа; Т2
– крутящий момент, который передает быстроходный вал. – 12…25 МПа; Т2
– крутящий момент, который передает быстроходный вал.
Принимаем d1
=18 мм.
l1
=(1,0...1,5) х d1
- длина участка вала под полумуфту (1.8.40)
l1
=(1,0...1,5) х 18=18…27 мм
Принимаем l1
=50 мм
Расчет второй ступени вала под уплотнение
d2
= d1
+ 2t – диаметр вала под уплотнение(1.8.41)
d2
= 18 + 2 •1=20 мм
Принимаем d2
=20 мм.
l 2
=1,25d2
– длина участка вала под уплотнение (1.8.42)
l 2
=1,25•20=25 мм
Принимаем l2
=32 мм.
Расчет третьей ступени вала под шестерню
d3
= d2
+3,2r=20+3,2•1,6=25,1 мм. (1.8.43)
Принимаем d3
=25 мм.
Длина l 3
=42 мм определяется графически на эскизной компоновке.
Расчет диаметра под подшипник
d4
=d2
+ (0…5) =20 + (0…5) = 20…25 диаметр вала под подшипник. (1.8.44)
Принимаем d4
=20 мм.
l4
=В+1.5 – длина участка вала под подшипник
l4
=14+1,5=15,5 мм.
Предварительно принимаем подшипники шариковые радиальные однорядные
ГОСТ 8338-75 204 с параметрами dп
=20 мм, В=14 мм, D=47 мм.
Расчет и проектирование быстроходного вала, подбор подшипников и схемы их установки
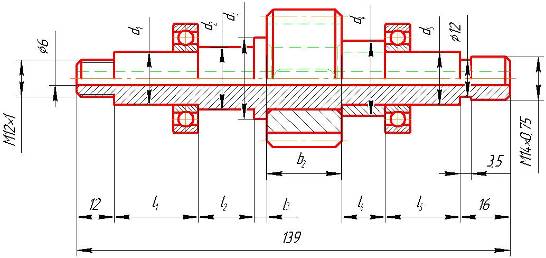
рис. 1.8.4 – Быстроходный вал
Расчет первой ступени вала
Конструкция быстроходного вала имеет сложный нестандартный вид. Для возможности проведения расчетов примем предварительно упрощенную конструкцию вала.
Расчет первой ступени вала под уплотнение
 – диаметр вала под подшипник – диаметр вала под подшипник
 – 12…25 МПа; Т2
– крутящий момент, который передает быстроходный вал. – 12…25 МПа; Т2
– крутящий момент, который передает быстроходный вал.
Принимаем d1
=17 мм.
l 1
=1,25d1
– длина участка вала под уплотнение
l 1
=1,25•17=21,3 мм
Принимаем l1
=27 мм.
Расчет второй ступени вала
d2
= d1
+3,2r=17+3,2•0,5=18,6 мм.
Принимаем d2
=20 мм.
Длина l2
=18 мм определяется графически на эскизной компоновке.
Расчет диаметра под упорную ступень
d3
= d2
+ 2t – диаметр вала под уплотнение
d2
= 20 + 2 •1=22 мм
Принимаем d2
=26 мм.
Длина l 3
= 6 мм определяется графически на эскизной компоновке
Расчет третьей ступени вала под шестерню
d4
= d5
+3,2r=17+3,2•0,5=18,6 мм.
Принимаем d3
=24 мм.
Длина l 4
=16 мм определяется графически на эскизной компоновке.
Расчет диаметра под подшипник
d5
=d1
+ (0…5) =17 + (0…5) = 17…22 диаметр вала под подшипник.
Принимаем d5
=17 мм.
Предварительно принимаем подшипники шариковые радиальные однорядные ГОСТ 8338-75 7000904 с параметрами dп
=17 мм, В=8 мм, D=35 мм.
Остальные размеры вала определены графическим способом исходя из конструктивных особенностей сверлильной головки.
1.8.4 Эскизная компоновка привода сверлильной головки
Для предотвращения заедания за внутренние стенки корпуса принять зазор Х=8…10 мм
Принимаем Х=8 мм. Смещение колес относительно внутренней стенки корпуса привода равно Х1
=10мм Х2
=3мм. Расстояние между дном корпуса и поверхностью колес
У=4Х=4•8=32 мм. (1.8.45)
В зависимости от принятого конструкторского решения подшипниковых узлов они должны быть утоплены на Т=10 мм и Т1
=2,5 мм.
Графическим способом находим lм
=75 мм, lБ
=68 мм, lБ1
=38 мм, lБ2
=30 мм, LБ
=76 мм,
lТ
=56 мм, lТ1
=33 мм, lТ2
=23 мм.
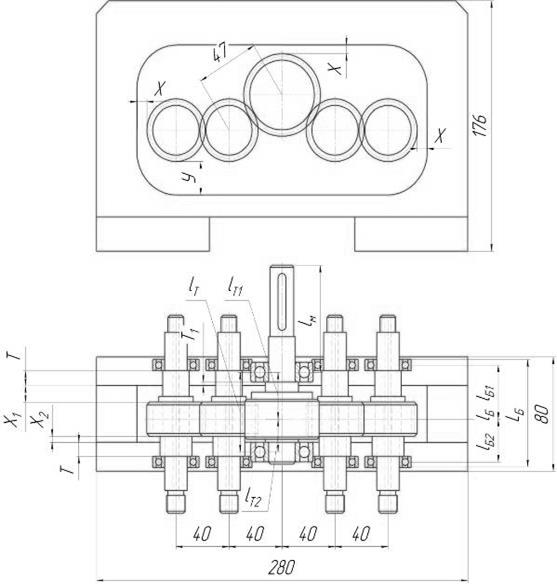
рис. 1.8.5 – Компоновка привода
1.8.5 Проектный расчёт валов привода сверлильной головки, построение эпюр
Определение реакций в опорах
Силы здесь изображены как сосредоточенные, приложенные в серединах ступиц. Линейные размеры (мм) в предположении установки валов шариковые радиальные однорядные ГОСТ 8338-75 1204 с параметрами dп
=20 мм, В=14 мм, D=47 мм легкой серии берут по компоновочной схеме: lм
=75 мм, lТ
=56 мм, lТ1
=33 мм, dвых
=14 мм, lвых=29 мм, lТ2
=23 мм, d1
=54 мм; lБ
=68 мм, lБ1
=38 мм, lБ2
=30 мм, lс
=30 dС
= 5 мм, d2
= 40 мм. Силы в зацеплении: Ff
= 378 H, Fr
=138 Н, Fa
= 0 Н.
Тихоходный вал привода соединяется с муфтой упругой втулочно-пальцевой. Тогда
FM
=  = = = 160 Н. (1.8.46) = 160 Н. (1.8.46)
где - Т2
вращающий момент на тихоходном валу, Нм.
Направление FM
заранее не известно и на расчетной схеме показано условно.
Быстроходные валы соединены с патронами, в которых закрепляется сверла.
В результате воздействия сверл на блок возникает осевая сила, которая
равна (9):
F0
=10´Ср´Dg
´Sy
´Kр, (1.8.47)
где D- диаметр сверла;
S – подача при сверлении;
Kр – коэффициент, учитывающий фактические условия работы, в данном случае зависит только от обрабатываемого материала Kр=1;
Ср, g, y - показатели степени приведения при сверлении.
F0
=10´9,8´51
´0,20,7
´1,5=238Н.
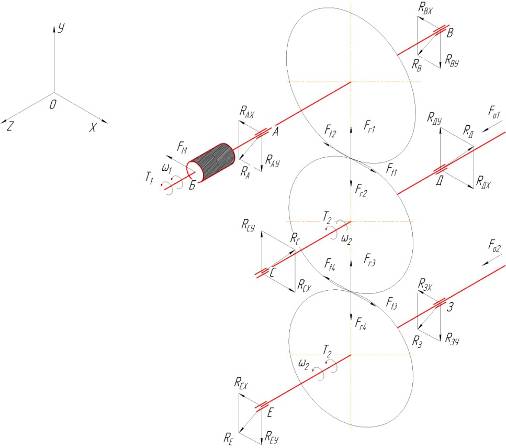
рис. 1.8.6 - Расчетные схемы для определения реакций опор валов привода
Тихоходный вал
Реакции от сил в зацеплении
1 В вертикальной плоскости, Н
а) определяем опорные реакции
 ;(1.8.48) ;(1.8.48)

 (1.8.49) (1.8.49)

Проверка
 реакции найдены правильно. реакции найдены правильно.
б) Строим эпюру изгибающих моментов относительно оси Х по сечениям, Нм
МХБ
=0; МХА
=0; МХГ
=RАУ
•  =56,7•0,033=1,9 Нм; МХВ
=0; =56,7•0,033=1,9 Нм; МХВ
=0;
МХГ
=-RВУ
•  =-81,3•0,023=-1,9 Нм. =-81,3•0,023=-1,9 Нм.

рис. 1.8.7 – Схема действия сил и расчетная схема тихоходного вала
2 Горизонтальная плоскость
а) определяем опорные реакции, Н
 ;(1.8.50) ;(1.8.50)

 ; (1.8.51) ; (1.8.51)

Проверка
 реакции найдены реакции найдены
правильно.
б) Строим эпюру изгибающих моментов относительно оси У по сечениям, Нм
МУБ
=0; МУА
=  ; МУГ
= ; МУГ
=  + RАХ
• + RАХ
• =160• (0,075 +0,033)+219•0,033=24,5Нм; МУВ
=0; =160• (0,075 +0,033)+219•0,033=24,5Нм; МУВ
=0;
3. Строим эпюры крутящих моментов, Нм
МК
= МZ
= Ff
1
d1
/2=378•0,054/2=10,2 Нм
4. Определяем суммарные радиальные реакции, Н
В связи с тем, что на первый тихоходный вал действуют силы второго зубчатого колеса которые равны
RАХ
= RАХ2
=219Н; RАУ
= RАУ2
=-56,7Н; RВХ
= RАВ2
=437Н; RВУ
= RВУ2
=81,3Н;
МАХ
=МАХ2
= 0; МАУ
=МАУ2
= 12 Нм; МГХ
=МГХ2
= 1,9 Нм; МГУ
=МГУ2
= 24,5 Нм;
 Н(1.8.52) Н(1.8.52)
 Н(1.8.53) Н(1.8.53)
Определяем суммарные изгибающие моменты в наиболее нагруженных сечениях, Нм
 (5.9) (5.9)
 (1.8.54) (1.8.54)
Быстроходный вал
Реакции от сил в зацеплении:
1 В вертикальной плоскости, Н
а) определяем опорные реакции
 ;(1.8.55) ;(1.8.55)

 (1.8.56) (1.8.56)

Проверка
 реакции найдены реакции найдены
правильно.
б) Строим эпюру изгибающих моментов относительно оси Х по сечениям, Нм
МХС
=0; МХК
=-RСУ
• =85,4•0,038=-3,3 Нм; МХД
=-RСУ
• =85,4•0,038=-3,3 Нм; МХД
=-RСУ
• =85,4•0,068=-5,8 Нм; МХЛ
=0; =85,4•0,068=-5,8 Нм; МХЛ
=0;
МХК
=-RДУ
• =52,6•0,030=-1,6 Нм. =52,6•0,030=-1,6 Нм.
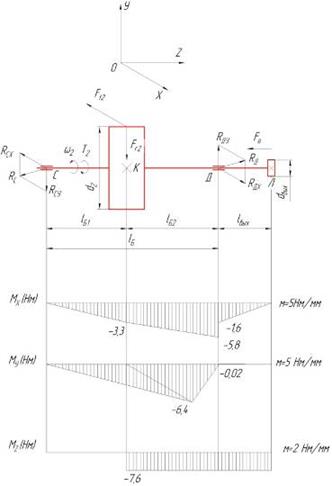
рис. 1.8.8 – Схема действия сил и расчетная схема быстроходного вала
2 Горизонтальная плоскость
а) определяем опорные реакции, Н
 ;(1.8.57) ;(1.8.57)

 ;(1.8.58) ;(1.8.58)

Проверка
 реакции найдены реакции найдены
правильно.
б) Строим эпюру изгибающих моментов относительно оси У по сечениям, Нм
МУ
C
=0; МУК
=

 ; МУЛ
=0; ; МУЛ
=0;
3 Строим эпюры крутящих моментов, Нм
МК
= МZ
= -Ff
2
•d2
/2=378•0,040/2=-7,6 Нм
4 Определяем суммарные радиальные реакции, Н
В связи с тем, что на второй тихоходный вал действуют силы третьего зубчатого колеса, которые равны
RСХ
= RСХ2
=-167Н; RСУ
= RСУ2
=-85,4Н; RДХ
= RДХ2
=211Н; RДУ
= RДУ2
=52,6 Н;
МСХ
=МСХ2
= 0; МСУ
=МСУ2
= 0 Нм; МКУ
=МКУ2
= -6,4 Нм; МДХ
=МДХ2
= -5,8 Нм;
МДУ
=МДУ2
= -0,02 Нм; МКХ
=МКХ2
= -3,3 Нм;
 Н Н
 Н Н
Определяем суммарные изгибающие моменты в наиболее нагруженных сечениях, Нм
 (5.9) (5.9)

1.8.6
Проверочный расчет подшипников привода сверлильной головки
Исходные данные:
а) частота вращения валов  ; ;
б) требуемая долговечность  ; ;
в) сведения о подшипнике 204:
 ; ; 
г) реакции в опорах:
 ; ;
 ; ;
 ; ;

г) сведения о подшипнике 7000103:
 ; ;  ; ;
 265,3 Н 265,3 Н
 307,5 Н 307,5 Н
Подбор подшипников для первого тихоходного вала
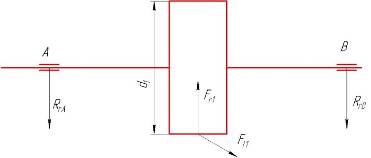
рис. 1.8.9- Расчетная схема тихоходного вала
Определяем соотношение 
- для опоры А:
X2
= 1; Y2
= 0.
- для опоры В
X2
= 1; Y2
= 0.
Эквивалентные динамические нагрузки
 , где(1.8.59) , где(1.8.59)
а) коэффициент вращения: V=1, т.к. вращается вал;
б) коэффициент безопасности:  ; ;
в) температурный коэффициент:  , т.к. , т.к.  ; ;


Т. к. РВ
> РА
, то подшипник опоры В более нагружен и для нее
рассчитываем долговечность.
Находим расчетную динамическую грузоподъемность
 (1.8.60) (1.8.60)
 Н Н
Условие выполняется.
Долговечность подшипника для опоры В
 (1.8.61) (1.8.61)
 , ,
поэтому предварительно назначенный
подшипник 204 пригоден.
Подбор подшипников для второго быстроходного вала

рис. 1.8.10 - Расчетная схема быстроходного вала
Определяем соотношение 
- для опоры С:
X2
= 1; Y2
= 0.
- для опоры Д
X2
= 1; Y2
= 0.
Эквивалентные динамические нагрузки
 , где , где
а) коэффициент вращения: V=1, т.к. вращается вал;
б) коэффициент безопасности:  ; ;
в) температурный коэффициент:  , т.к. ; , т.к. ;


Т. к. РД
> РС
, то подшипник опоры Д более нагружен и для нее
рассчитываем долговечность.
Находим расчетную динамическую грузоподъемность

Условие выполняется.
Долговечность подшипника для опоры Д

 , поэтому предварительно назначенный , поэтому предварительно назначенный
подшипник 7000103 пригоден
1.8.7 Выбор и проверка муфт
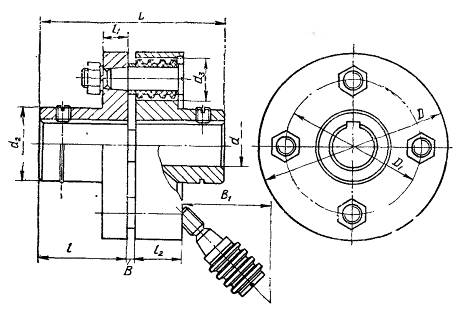
рис. 1.8.11
Условия выбора муфты
а)  мм; мм;
б) 
 (1.8.62) (1.8.62)
Tмуфты
= 31,5 Н м.
Расчет муфты
а) Расчет по напряжениям смятия:
 ;(1.8.63) ;(1.8.63)
 ;(1.8.64) ;(1.8.64)
 (1.8.65) (1.8.65)
 мм2
, (1.8.66) мм2
, (1.8.66)


б) Расчет по напряжениям изгиба:
 ; ;
 ;(1.8.67) ;(1.8.67)
 (1.8.68) (1.8.68)
 мм; (1.8.69) мм; (1.8.69)
 мм3
; (1.8.70) мм3
; (1.8.70)
 МПа, (1.8.71) МПа, (1.8.71)
где – предел текучести материала пальцев. – предел текучести материала пальцев.

Выбираем МУВП (Муфта 31.5-18-1-У3 ГОСТ 21424-93)
1.8.8 Расчет шпоночных соединений
Расчет шпоночного соединения первого ведущего вала и муфты
Рассчитаем шпоночное соединение для передачи вращающего момента Т1
=13 Нм с полумуфты на тихоходного вала привода.
Примем, что участка d=18 мм тихоходного вала под муфту имеет цилиндрическую форму.
Шпонка призматическая (табл. К43 (8)): b = 6 мм, h = 6 мм, t1
= 3,5 мм. Длина шпонки l=40 мм, рабочая длина lр
= l - b = 40 - 6 = 34 мм.
Расчетные напряжения смятия
Условие прочности на смятие:
 (1.8.72) (1.8.72)
что меньше [ ]см
= 90 Н/мм2
для чугунной ступицы полумуфты. Условие выполняется и принимаем шпонку 6•6•40 ГОСТ 23360-78 ]см
= 90 Н/мм2
для чугунной ступицы полумуфты. Условие выполняется и принимаем шпонку 6•6•40 ГОСТ 23360-78
Расчет шпоночного соединения второго ведомого вала с зубчатым колесом
Рассчитаем шпоночное соединение для передачи вращающего момента Т1
=8,5 Нм с тихоходного вала привода на быстроходный.
Примем, что участка d=20 мм быстроходного вала имеет цилиндрическую форму.
Шпонка призматическая (табл. К43 (8)): b = 6 мм, h = 6 мм, t1
= 3,5 мм. Длина шпонки l=20 мм, рабочая длина lр
= l - b = 20 - 6 = 14 мм.
Расчетные напряжения смятия
Условие прочности на смятие:
что меньше []см
= 110 Н/мм2
для стальной ступицы зубчатого колеса. Условие выполняется и принимаем шпонку 6•6•20 ГОСТ 23360-78.
1.8.9 Проверочный расчет вала
Эпюры построены для значений расстояний и радиальных реакций, соответствующих установки вала на окончательно выбранных подшипниках.
Из сопоставления размеров валов и эпюр моментов следует, что наиболее опасные сечения находятся на быстроходном валу полом валу привода.
Принимаем материал вала сталь 45. Выписываем
 , ,  , ,  , ,  . .
В соответствии с формой вала и эпюрами изгибающих МX
, МY
и вращающего МК
моментов предположительно опасным сечением является сечение Д – место установки подшипника.
Расчет сечения Д на статическую прочность
Суммарные изгибающие моменты:
 Н м;(1.8.73) Н м;(1.8.73)
Осевой момент сопротивления сечения для полог вала
W=πd3
/32(1-(d1
/d)4
) (1.8.74)
W=3,14 х 173
/32 •(1-(6/17)4
)=475 мм3
Эквивалентное напряжение
 (1.8.75) (1.8.75)
Коэффициент запаса прочности по текучести при коэффициенте перегрузки Кп
=2,5.
 (1.8.76) (1.8.76)
Статическую прочность вала в сечении Д обеспечивается.
Расчет сечения Д на сопротивление усталости
Определим амплитуду напряжений цикла в опасном сечении:
 Н/мм2
(1.8.77) Н/мм2
(1.8.77)
 Н/мм2
, (1.8.78) Н/мм2
, (1.8.78)
где WК
=πd3
/16=3,14´173
/16=964 мм3
(1.8.79)
Внутреннее кольцо подшипника качения устанавливается на валу с натягом. Поэтому концентратор напряжений в сечении Д-посадка с натягом. По табл. 12.18 (7) имеем:
Посадочная поверхность вала под подшипник шлифуется (Ra
=0,4 мкм) тогда
 =1; =1; =1 =1
Коэффициенты концентрации напряжений в рассматриваемом сечении:
 ;(1.8.80) ;(1.8.80)
 .(1.8.81) .(1.8.81)
Пределы выносливости в сечении вала:
 Н/мм2
; (1.8.82) Н/мм2
; (1.8.82)
 Н/мм2
. (1.8.83) Н/мм2
. (1.8.83)
Коэффициенты запаса прочности вала по напряжениям изгиба  и и
кручения  : :
 (1.8.84) (1.8.84)
 .(1.8.85) .(1.8.85)
Расчетный коэффициент запаса прочности в сечении Д
 (1.8.86) (1.8.86)
Сопротивление усталости в сечении Д обеспечено.
1.9 Обоснование выбора стандартного пневматического устройства привода для системы подачи книжного блока
В разделах 1.4, 1.5 и 1.7 обоснована и показана кинематическая схема подачи книжного блока с применением пневмопривода (рис. 1.5.1). Предлагаемая в разделе 1.7 схема пневмопривода (рис. 1.7.5) разработана с учетом использования стандартных комплектующих. Для составления принципиальной схемы устройства подачи книжного блока необходимо выбрать по каталогам производителя набор конкретных узлов.
Из множества производителей пневматических устройств выбираем международный концерн FESTO, который является одним из ведущих мировых поставщиков пневматических и электромеханических систем для автоматизации производства различных отраслей промышленности. Среди производителей пневматики "Festo" в 1990 году первой получила сертификат качества по ISO 9001. Пневматика является основной сферой деятельности компании Festo во всем мире. В России FESTO работает уже 20 лет и предлагает своим заказчикам 20.000 наименований пневматических устройств, среди которых пневмоцилиндры, распределители, позиционеры, воздушные фильтры, осушители воздуха и другая аппаратура, работающая на сжатом воздухе. Каталог "Пневматические средства автоматизации", выпущенный FESTO на русском языке, содержит более 13 тысяч изделий.
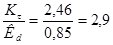
В разделе 1.7 в качестве движущего элемента привода книжного блока предложена конструкция (рис. 1.7.3). В каталоге FESTO этому устройству соответствует класс приводов с линейной направляющей, в частности раздел мощных мини-суппортов типа SLT. Этого типа мини-суппорты приводятся в движение цилиндрами двустороннего действия с двумя поршнями. Для выбора конкретной модели в каталоге предложена следующая форма классификации:
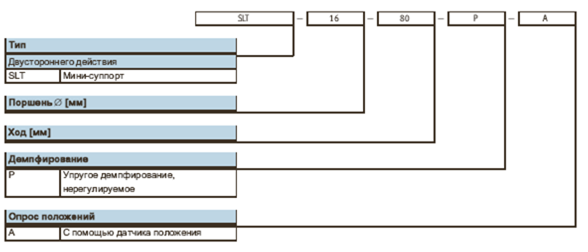
рис. 1.9.1
Из рисунка 1.9.1 следует, что величина диаметра поршня и ход перемещения являются определяющими для данного класса устройств. В разделе 1.7 определили, что относительное перемещение устройства подачи книжного блока не будет более 50 миллиметров. Принимаем эту величину за параметр хода. Для выбора мини-суппорта необходимо задать еще диаметр поршня.
Из теории пневматики известно, что диаметр поршня и давление воздуха влияют на величину усилия развиваемую штоком цилиндра (рис. 1.9.2).
рис. 1.9.2
где: 1 – шток, диаметр d; 2 – поршень, диаметр D; 3 – цилиндр
В зависимости от подачи сжатого воздуха в одну из камер цилиндра 3, поршень 2 совершает прямой или обратный ход. Усилие F, которое возникает, при этом, на конце штока 1 определяется по формуле:
 (1.9.1) (1.9.1)
где; S – площадь рабочей поверхности поршня, P – давление сжатого воздуха.
Из рисунка 1.9.2 следует, что в случае прямого хода поршня площадь рабочей поверхности поршня определяется как:
 (1.9.2) (1.9.2)
В случае обратного хода поршня его площадь рабочей поверхности меньше на величину площади поперечного сечения штока и определяется как:
 (1.9.3) (1.9.3)
В соответствии с приведенными выражениями усилие F, возникающие при прямом ходе, больше усилия, возникающего при обратном ходе поршня. Это обстоятельство отражается на величинах усилий в таблице каталога FESTO (рис. 1.9.3). Приведенные в этой таблице теоретические значения усилий выдвижения (прямой ход) больше соответствующих значений усилий втягивания (обратный ход).

рис. 1.9.3
По этой таблице, зная величину усилия выдвижения или втягивания, можно выбрать необходимый диаметр поршня.
Необходимые усилия выдвижения, для перемещения книжного блока определим экспериментально. В качестве объекта эксперимента возьмем одношпиндельный станок с ручным приводом Citoborma 111. Замер усилий давления, оказываемых книжным блоком на рабочий стол во время сверления, показал значения в диапазоне от 6кГс до 9кГс (килограмм-сила) в зависимости от скорости подачи. Возьмем в качестве величины усилия максимальное значение в 9кГс. Так в разрабатываемом станке одновременно участвуют в работе 4 сверла, увеличим экспериментальное полученное значения прилагаемого усилия в 4 раза и получим значение – 36кГс. Переведенное в ньютоны эта величина преобразуется в 360Н., что по таблице на рисунке 1.9.3 соответствует диаметру поршня в 20 мм. Учитывая, что в реальности усилия могут быть больше (влияние сил трения, инерции и т.п.), возьмем большее значение диаметра, предельное для данного типа – 25 мм.
Таким образом, выбрали тип мини-суппорта по классификации на рис. 1.9.1 следующего типа:
SLT
-25-50-
P
-
A
,
Это означает: мини-суппорт типа SLT с диаметром поршня - 25 мм, ходом - 50 мм, с упругим не регулируемым демпфированием и опросом положений с помощью датчиков положений. Наличие запаса по величине развиваемых мини-суппортом усилий, позволит путем регулирования клапанов настроить более плавную характеристику перемещения книжного блока, с наименьшим ускорением и без удара по концам сверл.
Полная характеристика выбранного типа мини-суппорта представлена в таблице на рис. 1.9.4.
Выбор пневматического привода прижима бумажного блока осуществляется по аналогичной схеме. Представленному на рисунке. 1.7.2 приводу по каталогу FESTO соответствует привод с направляющими типа DFM. Эти приводы имеют двустороннее действие с одним поршнем.
Мини-суппорт SLT-25-50-P-A – 170578
| Характеристика
|
Значение
|
| Ход
|
50
мм
|
| Настраиваемый диапазон крайних положений/хода
|
12 мм
|
| Диаметр поршня
|
25
мм
|
| Демпфирование
|
Упругие демпфирующие кольца или диски в крайнем положении (Р)
|
| Направляющая
|
Шариковая направляющая
|
| Определение позиции
|
с датчиком приближения
|
| Рабочее давление
|
1 - 10 бар
|
| Максимальная скорость выдвижения
|
0,8 м/с
|
| Максимальная скорость втягивания
|
0,8 м/с
|
| Режим работы
|
двустороннего действия
|
| Рабочая среда
|
Осушенный сжатый воздух, с маслом или без масла
|
| Окружающая температура
|
-20 - +60 °C
|
| Энергия удара в крайних положениях
|
0,5 Дж
|
| Макс. усилие Fy
|
1080 Н
|
| Макс. усилие Fz
|
1080 Н
|
| Макс. момент Mx
|
12 Нм
|
| Макс. момент My
|
12 Нм
|
| Макс. момент Mz
|
11 Нм
|
| Теоретическое усилие при 6 бар, обратный ход
|
495 Н
|
| Теоретическое усилие при 6 бар, прямой ход
|
590
Н
|
| Перемещаемая масса
|
1043
г
|
| Вес продукта
|
2197 г
|
| Тип крепления
|
со сквозным отверстием
|
| Информация о материале крышки
|
Обработанный алюминиевый сплав
|
| Информация о материале уплотнений
|
HNBR
|
| Информация о материале, корпус
|
Обработанный алюминиевый сплав
|
| Информация о материале штока
|
Легированная сталь, нержавеющая
|
рис. 1.9.4
Для выбора конкретной модели в каталоге предложена следующая форма классификации (рис. 1.9.5).
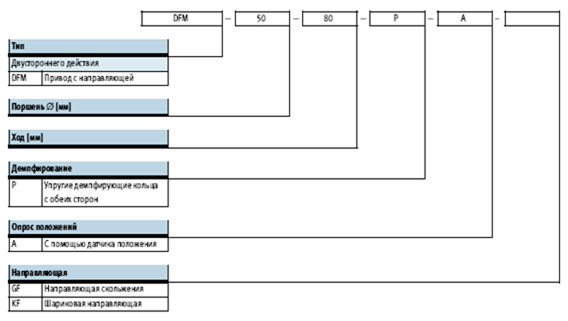
рис. 1.9.5
В соответствии с техническими заданиями на проектируемый станок толщина книжного блока варьируется от 10 мм до 40 мм. Исходя из этого, принимаем величину хода – 40 мм. В целях увеличения веса перемещаемой нагрузки в качестве направляющей выбираем направляющую скольжения - GF.
Для выбора диаметра поршня применяем следующую таблицу каталога (рис. 1.9.6).
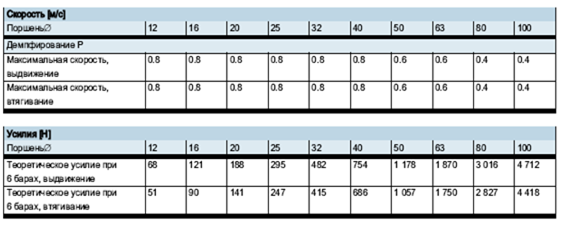
рис. 1.9.6
Из этой таблицы следует, что при наименьшем диаметре поршня в 12 мм усилие выдвижение составляет 68 Н или, примерно, 6,8 кГс. Для улучшения динамических характеристик прижима и достаточного запаса в усилии возьмем следующий типоразмер – 16 мм. Таким образом, выбрали направляющую перемещения для прижима по классификации в соответствии с рисунком 1.9.5 следующего типа:
DFM
-16-40-
P
-
A
-
GF
,
Это означает, что выбрали привод с направляющей DFM с диаметром поршня - 16 мм, ходом – 40 мм, с упругим не регулируемым демпфированием и опросом положений с помощью датчиков положений и направляющей скольжения. В этом приводе также с помощью регулировки клапанов можно изменять характеристику перемещения и развиваемые при этом усилия сжатия книжного блока.
Полная характеристика выбранного типа привода с направляющей представлена в таблице на рис. 1.9.7.
Направляющая DFM-16-40-P-A-GF - 170836
| Характеристика
|
Значение
|
| Расстояние центра тяжести от нагрузки до траверсы
|
50 мм
|
| Ход
|
40
мм
|
| Диаметр поршня
|
16
мм
|
| Демпфирование
|
Упругие демпфирующие кольца или диски в крайнем положении (Р)
|
| Направляющая
|
Направляющая скольжения
|
| Структура проекта
|
Направляющая
|
| Определение позиции
|
с датчиком приближения
|
| Рабочее давление
|
2 - 10 бар
|
| Макс. скорость
|
0,8 м/с
|
| Режим работы
|
двустороннего действия
|
| Рабочая среда
|
Осушенный сжатый воздух, с маслом или без масла
|
| Окружающая температура
|
-20 - +80 °C
|
| Энергия удара в крайних положениях
|
0,1 Дж
|
| Макс. Момент Mx
|
1,68 Нм
|
| Максимальная рабочая нагрузка при заданной дистанции
|
73 Н
|
| Теоретическое усилие при 6 бар, обратный ход
|
90 Н
|
| Теоретическое усилие при 6 бар, прямой ход
|
121
Н
|
| Перемещаемая масса
|
343
г
|
| Вес продукта
|
707 г
|
| Пневматическое соединение
|
M5
|
| Информация о материале крышки
|
Обработанный алюминиевый сплав
|
| Информация о материале уплотнений
|
NBR
|
| Информация о материале, корпус
|
Обработанный алюминиевый сплав
|
| Информация о материале штока
|
Легированная сталь, нержавеющая
|
Рис. 1.9.7
В соответствии с пневматической схемой (рис. 1.7.5) необходимо также выбрать в каталоге FESTO следующие элементы:
- блок подготовки воздуха;
- глушитель Г1 – Г4;
- пневмораспределитель с электроуправлением Y1K, Y2K;
- дроссель с обратным клапаном Др1,Др2 и Др3,Др4.
В разделе каталога FESTO подготовка сжатого воздуха выбираем стандартный БПВ, включающий в себя блоки, показанные на рисунке 1.7.5. По системе обозначений FESTO такой БПВ кодируется как: FRC-1/4 - D-7-MIDI-KC - 185819. Полная характеристика БПВ представлена на рис. 1.9.8.
| Характеристика
|
Значение
|
| Размер
|
Миди
|
| Серия
|
D
|
| Защелка привода
|
Поворотная рукоятка с фиксацией
|
| Позиция сборки
|
Вертикальный +/- 5°
|
| Степень фильтрации
|
40 µm
|
| Отвод конденсата
|
Ручное, вращением
|
| Структура проекта
|
Модуль ответвления Датчик давления Отсечной клапан Фильтр-регулятор с манометром пропорциональный стандартный маслораспылитель
|
| Макс. объем конденсата
|
43 см3
|
| Кожух колбы
|
Металлический кожух стакана
|
| Манометр
|
с манометром
|
| Диапазон давления управления
|
0,5 - 12 бар
|
| Входное давление 1
|
1 - 16 бар
|
| Макс. гистерезис давления
|
0,4 бар
|
| Стандартный номинальный расход
|
1.320 л/мин
|
| Рабочая среда
|
Сжатый воздух
|
| Температура среды
|
-10 - +60 °C
|
| Окружающая температура
|
-10 - +60 °C
|
| Авторизация
|
Germanischer Lloyd
|
| Вес продукта
|
3.000 г
|
| Тип крепления
|
Опция - Линейный монтаж с принадлежностями
|
| Пневматическое соединение, канал 1
|
G1/4
|
| Пневматическое соединение, канал 2
|
G1/4
|
| Информация о материале, корпус
|
Цинковая штамповка
|
| Информация о материале стакана
|
PC
|
рис. 1.9.8
Пневмораспределитель Y1K, Y2K с электроуправлением также выбираем по каталогу FESTO CPE18-M1H-5L-1/4 – 163142. Его полная характеристика представлена на рис. 1.9.9.
| Характеристика
|
Значение
|
| Функция распределителя
|
5/2 моностабильный
|
| Тип воздействия
|
электрический
|
| Стандартный номинальный расход
|
1.300 l/min
|
| Пневматическое соединение, канал 2
|
G1/4
|
| Пневматическое соединение, канал 4
|
G1/4
|
| Рабочее давление
|
2,5 - 10 бар
|
| Структура проекта
|
Каретка поршня
|
| Класс защиты
|
IP65 с розеткой по IEC 60529
|
| Авторизация
|
c UL us - Recognized (OL)
|
| Условный проход
|
8 мм
|
| Функция выхлопа
|
дросселирующий
|
| Принцип уплотнения
|
мягкий
|
| Позиция сборки
|
Любое
|
| Ручное дублирование
|
с принадлежностями, с защелкой сбрасываемый
|
| Тип пилотного управления
|
С пилотным управлением
|
| Идентификация позиции распределителя
|
Держатель табличек
|
| Характеристики давления управления (диаграмма)
|
Диаграмма
|
| Время включения
|
20 мс
|
| Время выключения
|
26 мс
|
| Цикл службы
|
100%
|
| Характеристики катушки
|
24В DC: 1,5Вт
|
| Рабочая среда
|
Осушенный фильтрованный сжатый воздух, TF Осушенный фильтрованный сжатый воздух с маслом, TFG Фильтрованный сжатый воздух без масла, фильтрация 40 мкм Фильтрованный воздух, обогащенный маслом, фильрация 40 мкм Осушенный сжатый воздух, с маслом или без масла
|
| Классификация сопротивления коррозии CRC
|
2
|
| Температура среды
|
-5 - +50 °C
|
| Рабочая среда пилотного каскада
|
Осушенный сжатый воздух, с маслом или без масла
|
| Окружающая температура
|
-5 - +50 °C
|
| Вес продукта
|
0,22 Кг
|
| Тип крепления
|
со сквозным отверстием
|
| Выхлоп пилота 82
|
M5
|
| Выхлоп пилота 84
|
M5
|
| Подвод пилотного воздуха 12
|
M5
|
| Подвод пилотного воздуха 14
|
M5
|
| Пневматическое соединение, канал 1
|
G1/4
|
| Пневматическое соединение, канал 3
|
G1/4
|
| Пневматическое соединение, канал 5
|
G1/4
|
| Информация о материале уплотнений
|
NBR
|
| Информация о материале, корпус
|
Штампованный алюминий
|
Рис. 1.9.9
Дросселя с обратным клапаном и датчики положения комплектуются соответственно с выбранной моделью мини-суппорта и направляющей. Дросселя Др1 и Др2 для мини-суппорта имеют тип: GRLA-1-8-QS-8-RS-D - 534332. Дросселя Др3 и Др4 для направляющей имеют тип: GRLA-M5-QS-6-RS-D - 197578. Датчик положений для мини-суппорта имеет тип: SME-10-SL-LED-24 – 173212 с характеристикой, представленной на рис. 1.9.10.
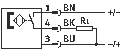
| Характеристика
|
Значение
|
| Проект
|
для круглой щели
|
| Стоек к короткому замыканию
|
Нет
|
| Принцип измерения
|
Магнитный, Холла
|
| Функция переключения
|
Нормально разомкнутый контакт
|
| Защищен от смены полярности
|
Нет
|
| Дисплей рабочего состояния
|
Желтый светодиод
|
| Время выключения
|
<= 0,05 мс
|
| Время включения
|
<= 0,6 мс
|
| Диапазон рабочего напряжения пост. тока (DC)
|
12 - 27 В
|
| Макс. выходной ток
|
100 ма
|
| Макс. характеристика контакта DC
|
1 Вт
|
| Выход переключателя
|
с контактом, биполярный
|
| Обозначение по СЕ
|
в соответствии с руководством EU-EMV
|
| Класс защиты
|
IP65, IP67
|
| Окружающая температура
|
-5 - +70 °C -20 - +70 °C
|
| Вес продукта
|
5 г
|
| Воспроизводимость значения переключения
|
+/- 0,1 мм
|
| Электрическое соединение
|
Кабель с разъемом, M8x1, 3-пиновый
|
| Длина кабеля
|
0,3 м
|
| Тип крепления
|
Зажат в круглой щели
|
| Замечание по материалу
|
Не содержит медь и тефлон
|
| Информация о материале, корпус
|
PPS
|
| Информация о материале оплетки кабеля
|
PUR
|
Рис. 1.9.10
Датчик положения для направляющей имеет тип: SME-8-K-LED-24 – 150855 и характеристику, представленную на рис. 1.9.11.
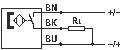
| Характеристика
|
Значение
|
| Проект
|
для Т-образной щели
|
| Стоек к короткому замыканию
|
Нет
|
| Принцип измерения
|
Магнитный, Холла
|
| Функция переключения
|
Нормально разомкнутый контакт
|
| Защищен от смены полярности
|
Нет
|
| Дисплей рабочего состояния
|
Желтый светодиод
|
| Время выключения
|
0,03 мс
|
| Время включения
|
<= 0,5 мс
|
| Диапазон рабочего напряжения пост. тока (DC)
|
12 - 30 В
|
| Макс. выходной ток
|
500 ма
|
| Макс. характеристика контакта DC
|
10 Вт
|
| Выход переключателя
|
с контактом, биполярный
|
| Обозначение по СЕ
|
в соответствии с руководством EU-EMV
|
| Класс защиты
|
IP65, IP67
|
| Окружающая температура
|
-5 - +60 °C -30 - +60 °C
|
| Вес продукта
|
30 г
|
| Воспроизводимость значения переключения
|
+/- 0,1 мм
|
| Электрическое соединение
|
Кабель 3-жильный
|
| Длина кабеля
|
2,5 м
|
| Тип крепления
|
Зажат в Т-образной щели
|
| Замечание по материалу
|
Не содержит медь и тефлон
|
| Информация о материале, корпус
|
PET
|
| Информация о материале оплетки кабеля
|
PUR
|
рис. 1.9.11
2.Технолого-машиностроительная часть
2.1 Разработка технологической схемы станка
Технологическая схема показывает, какие движения рабочих органов должны быть сделаны для обеспечения нормальной безопасной работы станка. Исполнительными рабочими органами разрабатываемого бумагосверлильного станка являются:
- сверла полиграфические в количестве четырех штук;
- устройство фиксации книжного блока;
- прижим;
- каретка.
Технологическая схема станка изображена на рис. 2.1.1.
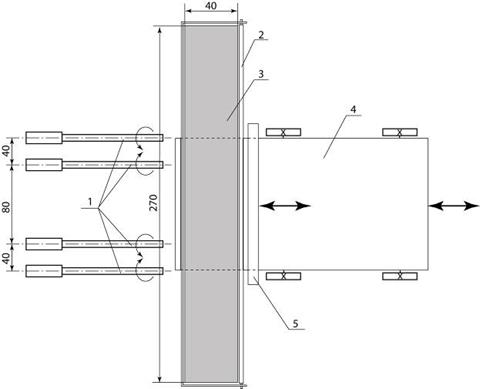
рис. 2.1.1
где: 1 – полиграфические сверла, 2 – устройство фиксации книжного блока, 3 - книжный блок, 4 – каретка, 5 – прижим.
Прижим 5 на время операции сверления обеспечивает прижим книжного блока 3 к передней стенке устройства фиксации. Каретка 4 выполняет возвратно поступательные движения навстречу вращающимся сверлам 1.
Расстояние между концами рабочей части сверл и устройством фиксации книжного блока исключают попадание в это пространство. Зазор между прижимом и книжным блокам также мал. Выходные валы сверлильной головки с зажимными устройствами в целях безопасности закрываются прозрачным козырьком. Таким образом, перечисленные элементы конструкции станка решают проблемы безопасности оператора.
2.2 Разработка конструкции сверлильной головки
Конструирование корпусной детали
На этапе эскизной компоновки привода сверлильной головки (1.8.4) в целях получения необходимых расчетных схем валов, выбора подшипников, крышек и т.д. была выполнена эскизная компоновка редуктора в виде одной проекции вида сверху со снятой крышкой. В последующих разделах были выполнены расчеты реакций опор (1.8.5), проверка долговечности подшипников (1.8.6), проверка валов на минимальный диаметр (1.8.9), подбор и проверка шпонок (1.8.8). В результате этих расчетов были внесены корректировки в предварительную планировку валов, подшипников, нижней части корпуса и т.д.
На данном этапе необходимо произвести компоновку вертикальной проекции редуктора для получения размеров, необходимых для создания чертежа общего вида привода и сборочного чертежа редуктора. Для построения прорисовки вертикальной проекции компоновочного чертежа редуктора необходимо определить размеры некоторых величин в соответствии с таблицей 2.2.1
Расчет корпуса привода
Таблица 2.2.1
Наименование параметра
|
Расчетная формула
|
Принятое значение
|
| Толщина стенки корпуса привода
|
 
|
Принимаем  20 мм 20 мм
|
| Толщина стенки крышки корпуса
|
|

|
| Диаметр болтов для соединения крышки с корпусом
|
|

|
| Диаметр отверстия для болта в крышке
|

|

|
| Количество болтов в крышке
|
n принимаем
|
n=3 шт.
|
| Диаметр штифта соединяющего
корпуса привода с основанием
|
 принимаем принимаем
|

|
| Количество штифтов
|
n принимаем
|
n=2 шт.
|
| Диаметр штифта соединяющего
части корпуса привода между собой
|
 принимаем принимаем
|

|
| Количество штифтов
|
n принимаем
|
n=2 шт.
|
| Диаметр фундаментный болтов
|

|

|
| Количество фундаментных болтов
|
n принимаем
|
n=4 шт.
|
Разработка конструкции цилиндрических зубчатых колес
Конструирование цилиндрического зубчатого колеса тихоходного вала
Расчет конструкции зубчатого колеса тихоходного вала
Таблица 2.2.2
| Элемент
|
Параметр
|
Способ получения заготовки
круглый прокат
|
| обод
|
диаметр
|
dа1
=58 мм
|
| толщина
|
S=2,2 m +0,05b1
,
S=2,2•2 +0,05•22 =5,5 мм
Принимаем S=13,5 мм.
|
| ширина
|
b = b1
=22 мм
|
| фаска
|
f=(0,6…0,7)m =(0,6…0,7)2=1,2…1,4мм
Принимаем f=1 мм
αф
=45°
|
| ступица
|
диаметр внутренний
|
d= d3
=20 мм
|
| длина
|
lст
= b1
=22 мм
|
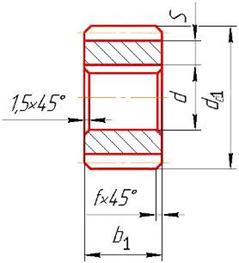
рис. 2.2.1 - Конструкция зубчатого колеса тихоходного вала
Конструирование цилиндрического зубчатого колеса быстроходного вала
Расчет конструкции зубчатого колеса быстроходного вала
Таблица 2.2.3
| Элемент
|
Параметр
|
Способ получения заготовки
круглый прокат
|
| обод
|
диаметр
|
dа2
=44 мм
|
| толщина
|
S=2,2 m +0,05b2
,
S=2,2•2+0,05•24 =5,6 мм
Принимаем S=7,5 мм.
|
| ширина
|
b = b2
=24 мм
|
| фаска
|
f=(0,6…0,8)m =(0,6…0,8)2=1,2…1,6мм
Принимаем f=1,5 мм
αф
=45°
|
| ступица
|
диаметр внутренний
|
d= d3
=20 мм
|
| длина
|
lст
= b2
=24 мм
|
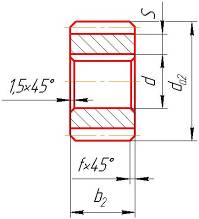
рис. 2.2.2 - Конструкция зубчатого колеса быстроходного вала
Выбор уплотнений
Выбираем манжеты резиновые армированные для быстроходного и тихоходного валов.
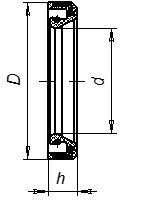
рис. 2.2.3- Манжета резиновая
Основные размеры манжеты
Таблица 2.2.4
| Тихоходный
вал, мм
|
Быстроходный вал, мм
|
| d=20
D=40
h=10
Принимаем
Манжета 1-20x40-3 ГОСТ 8752-79
|
d=17
D=32
h=7
Принимаем
Манжета 1-17x32-3 ГОСТ 8752-79
|
Выбор посадок сопряжений на сопрягаемые детали
Выбор посадок
Таблица 2.2.5
| № п/п
|
Наименование сопряжений
|
Посадка
|
| 1.
|
Крышка подшипника – корпус
|
Æ…Н7/h8
|
| 2.
|
Подшипник – вал
|
Æ…L0/k6
|
| 3.
|
Подшипник – корпус
|
Æ…Н7/l0
|
| 4.
|
Колесо – вал
|
Æ…Н7/s6
|
| 5.
|
Манжета – вал
|
Æ…d9
|
| 6.
|
Шпонка вала
|
Æ…Р9/h9
|
| 7.
|
Хвостовики валов
|
Æ…k6
|
| 8.
|
Муфта
|
Æ…k6
|
| 9.
|
Втулка-вал
|
Æ…k6
|
| 10.
|
Втулка-корпус
|
Æ…F9
|
Смазка привода и подшипниковых узлов
Смазку привода и подшипниковых узлов производим по источнику (8).
Зубчатые передачи в приводе смазываются путем погружения быстроходных валов в масляную ванну и за счет масляного тумана, который образуется при разбрызгивании масла.
Все подшипники в приводе смазываются за счет масляного тумана, который образуется при разбрызгивание масла колесом.
Окружная скорость зубчатого колеса
 . (2.2.1) . (2.2.1)
Контактное напряжения  Н/мм2
, Н/мм2
,
По табл. 10.29 в качестве смазочного материала принимаем масло индустриальное И-Г-А-46 ГОСТ 20799-88. Система смазывания – картерная. Глубина погружения колеса в масляную ванну hм
≤ 0,25d2
=0,25•40=10 мм. Принимаем hм
=10 мм.
На основании данных таблиц 2.2.1-2.2.5 строим вертикальную проекцию компоновочного чертежа привода сверлильной головки. Дополнительные размеры, неопределяемые расчетом в перечисленных таблицах, назначаем из конструктивных соображений. Изображение вертикальной проекции планировки показано на рис. 2.2.4, разрез А-А – на рис. 2.2.5. Существенной частью конструкции является устройство выходного вала привода (рис. 2.2.6). На этом рисунке показан способ фиксации полиграфического сверла. Зажимной патрон 1 фиксирует сверло от горизонтального перемещения и от прокручивания под нагрузкой во время сверления. Цилиндрический вкладыш 2 позволяет настроить положения сверла (сверл) на одинаковом расстоянии от поверхности корешковой части книжного блока.
На основе этих компоновочных рисунков выполнена графическая часть привода сверлильной головки.
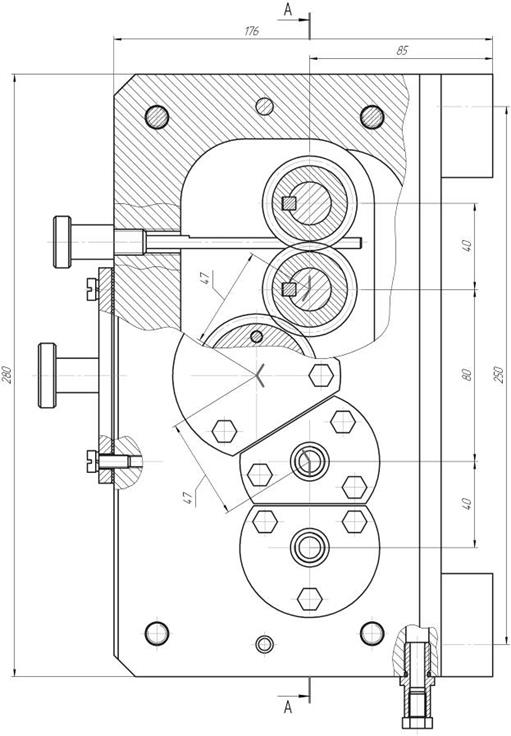
рис. 2.2.4
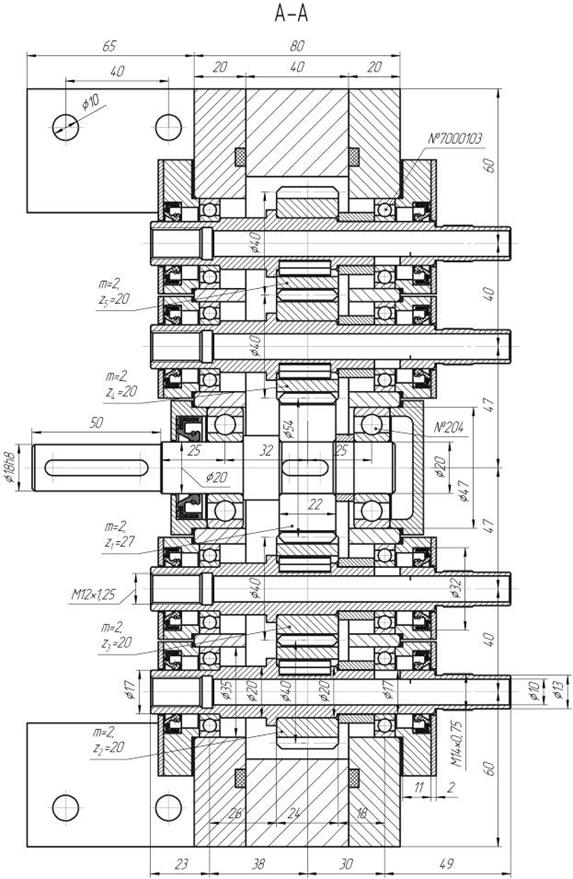
рис. 2.2.5
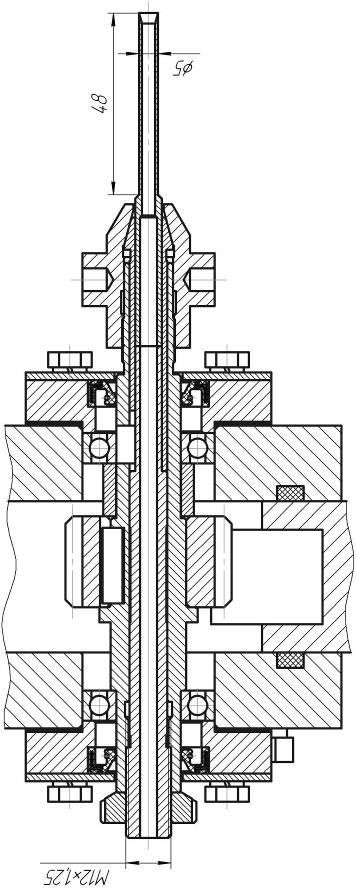
Список литературы
1 Ерохин М. Н. Детали машин и основы конструирования: Учебное пособие для студентов высших учебных заведений.– М.: Колос, 2005. 462.
2 Киркач Н. Ф, Баласанян Р.А. Расчёт и проектирование деталей машин: Учебное пособие для техникумов и вузов. М.: Высшая школа,. 1991. 276 с.
3 Чернавский С.А., Ицкович Г.М., Боков К.Н. и др. Курсовое проектирование деталей машин: Учебное пособие для техникумов/– М.: Машиностроение, 1979-424 с.
4 Иванов М.Н., Иванов В.Н. Детали машин. Курсовое проектирование. М.: Высшая школа, 1975. 552 с.
5 Анурьев В.И. Справочник конструктора-машиностроителя. М.: Машиностроение. В3-х т. 2001. Т.1. 920 с.; Т.2. 912 с; Т.3. 854 с.
6 Детали машин: Атлас конструкций/Под ред.Д.Н. Решетова. В 2-х частях. М.: Машиностроение, 1992 г.Ч.1.-352 с.; Ч.2.-296 с.
7 Дунаев П.В., Леликов О.П. Курсовое проектирование деталей машин: Учебное пособие для вузов.– М.: Высшая школа, 1985. 416 с
8 Шейнблит А.Е. Курсовое проектирование по деталям машин: Учебное пособие для вузов.– М.: Высшая школа, 1991 г. 416 с.
9 Косилова А.Г., Мещеряков Р.К. Справочник технолога машиностроителя М.: Машиностроение. 1985. Т.2. 496 с.
|
