Содержание
Введение. 3
1. Обоснование выбранного способа тепловой обработки. 4
2. Характеристика выпускаемой продукции. 7
3. Обоснование режима тепловой обработки. 19
4. Технологический расчет. Обоснование типа тепловой установки, конструкция, работа. 28
5. Теплотехнический расчет. 32
6. Аэродинамический расчет. 37
7. Мероприятия по охране труда и окружающей среды.. 38
8. Технико-экономическая часть. 41
Список использованной литературы.. 42
В целях сокращения сроков распалубки железобетонных конструкций и сдачи их под нагрузку строители всегда стремились ускорить твердение бетона. Этот вопрос приобрел особую актуальность при изготовлении бетонных и железобетонных изделий в заводских условиях, так как предприятия заинтересованы в максимальном использовании производственных площадей и в сокращении сроков изготовления изделий.
В настоящее время наиболее распространенным способом ускорения твердения бетона, позволяющим получать в короткий срок изделия с отпускной прочностью, при которой их можно транспортировать на строительную площадку и монтировать в зданиях и сооружениях, является тепловая обработка. В заводских условиях она осуществляется путем пропаривания изделий в камерах и автоклавах, обогрева в формующих агрегатах или на стендах, а при приготовлении монолитных конструкций - путем электропрогрева, пропаривания и прогрева теплым воздухом.
При пропаривании сформованные изделия выдерживаются в камере в среде насыщенного пара или паровоздушной смеси до достижения бетоном заданной прочности. В пропарочной камере создаются не только благоприятная температура для ускоренного твердения (в пределах 60-100 0
С), но и оптимальная влажность среды, способствующая сохранению влаги в бетоне для его дальнейшего твердения и после окончания пропаривания. Это дает основание считать пропаривание эффективной тепловлажностной обработки (ТВО) бетона.
Эффективность пропаривания, как и других видов тепловой обработки, определяется выбором рационального режима обработки в полном соответствии с принятым составом бетона, характеристикой составляющих материалов, особенностью цемента, размерами и конфигурацией изделия, начальной прочностью 6стона к моменту обработки и др.
Реклама

Твердение железобетонных изделий может происходить в естественных условиях при нормальной температуре и в условиях тепловой обработки (искусственные условия твердения). Тепловая обработка, позволяющая ускорить твердение бетонной смеси, является, непременной операцией при заводском изготовлении железобетонных изделий.
В настоящее время применяют следующие виды тепловой обработки:
- пропаривание изделий при нормальном давлении при температуре 60-100 0
С);
- запаривание изделий в автоклавах, насыщенным водяным паром при давлении 0,9-1,3 МН/м2
(9-13 атм) и температуре 175-191 0
С;
- контактный обогрев изделий;
- электропрогрев путем пропускания электрического тока через толщу бетона;
- обогрев бетона инфракрасными лучами.
Кроме того, исследуется горячее формование, при котором бетонную смесь перед укладкой в форму в течение 8-12 мин. разогревают электрическим током или водяным паром до температуры 75-85 0
С и выдерживают затем в форме в условиях термоса 4-6 часов.
Для формирования структуры бетона особенно важным являются влажностные условия твердения, поэтому во многих случаях следует отдать предпочтение тепловлажностной обработке железобетонных изделий (пропариванию и запариванию).
Тепловую обработку железобетонных изделий проводят до достижения бетоном прочности около 70% проектной, что позволяет транспортировать изделия на строительную площадку и монтировать конструкции из них.
Пропаривание при нормальном давлении производят в камерах периодического или непрерывного действия, оно является наиболее экономичным способом тепловой обработки.
Из камер пропаривания периодического действия широкое применение имеют камеры ямного типа. Наиболее целесообразный размер камер в плане, полученный на основании технико-экономических показателей, должен соответствовать размерам двух пропариваемых изделий. Стенки камеры обычно делают бетонными, сверху камеры имеется массивная крышка.
Отформованные изделия, находящиеся в формах или на поддонах, загружают в камеру в несколько рядов по высоте, после чего камеру закрывают крышкой, препятствующей потере тепла и пара. Пар в камеру подается из котельной постоянно в зависимости от установленного режима пропаривания так, что обеспечивает скорость повышения температуры в камере от 20 до 35 0
С в 1 ч., до максимальной – 85-100 0
С. При этом изделие прогревается на всю толщину и выдерживается при этой температуре 6-8 ч., после чего постепенно охлаждается.
Реклама

Продолжительность пропаривания зависит от состава бетона и свойства цемента и составляет около 14-20 ч. для пластичных бетонных смесей и 4-8 ч. - для жестких. Применение быстротвердеющих цементов позволяет сократить продолжительность изотермической выдержки (при более низкой температуре прогрева 70-80 0
С) и уменьшить общее время пропаривания до 8-10 ч. Изделия из легких бетонов вследствие их меньшей теплопроводности требуют более продолжительного времени тепловой обработки.
Камера пропаривания непрерывного действия представляет собой туннель, обеспечивающий установленный режим пропаривания для изделий, вкатываемых на вагонетках с одной стороны туннеля и выкатываемых с другой. За время пребывания в камере туннельного типа изделия проходят зону подогрева, изотермического прогрева при максимальной температуре и зону охлаждения. Туннельные камеры применяют главным образом при конвейерном способе производства.
Тепловая обработка бетона в камерах пропаривания ускоряет время твердения его по сравнению с твердением в естественных условиях примерно в 7-8 раз.
Запаривание изделий в автоклавах - специальных, герметически закрывающихся аппаратах, состоит в том, что при давлении насыщенного водяного пара 0,9-1,3 МН/м2
(9-13 атм.) вода сохраняется в жидкой фазе даже при температуре 175-191 0
С. Это создает благоприятные условия ускорения твердения и образования соединений, имеющих свойства цементирующих веществ высокой прочности, поскольку бетон набирает прочность в автоклаве в первые 4-6 ч. прогрева, то в автоклавах с давлением в 1,1-1,3 МН/м2
(11-13 атм.) можно сократить длительность изотермического прогрева до 3-5 ч.
Контактный обогрев изделий осуществляют путем непосредственного соприкосновения изделия с источником тепла или с нагревательными приборами, обогреваемыми стенками формы или основанием стенда (при стендовой технологии) и т.п. В качестве источника тепла используют острый водяной пар, горячую воду, масла и др. Этот способ тепловой обработки применяют при изготовлении тонкостенных изделий в кассетах при достаточной их герметизации.
Кроме того, с помощью этих теплоносителей осуществляется обработка некоторых видов изделий в термобассейнах (твердение изделий в горячей воде).
После тепловой обработки технология изготовления железобетонных изделий, если не требуется дальнейшая отделка поверхности, заканчивается. Отдел технического контроля проверяет изделия и направляет на склад готовой продукции.
По условиям задания к курсовому проектированию, завод должен выпускать 25 тыс. м3
плоских железобетонных плит в год. Исходя из вышеуказанного, оптимальным способом термообработки будет являться термообработка в пропарочной камере, поскольку такой способ обеспечивает оптимальное сочетание качества готовых железобетонных изделий, производительности и затрат на производство.
Проектом предусмотрено производство плоских плит из железобетона объемом 25 тыс. м3
в год.
Массогабаритные параметры производимых изделий представлены в табл. 1.
Таблица 1
Массогабаритные параметры производимых изделий
| Наименование
|
Размеры
|
Вес изделия, т.
|
| Длина, мм (L)
|
Ширина, мм (B)
|
Высота, мм (H)
|
| В-4
|
750
|
495
|
60
|
0,06
|
| В-5
|
850
|
495
|
70
|
0,07
|
| В-6
|
950
|
495
|
70
|
0,08
|
| В-7
|
1050
|
495
|
80
|
0,11
|
| В-8
|
1150
|
995
|
90
|
0,26
|
| В-9
|
1300
|
995
|
100
|
0,32
|
| В-10
|
1400
|
995
|
100
|
0,35
|
| В-11
|
1500
|
995
|
120
|
0,45
|
| В-12
|
1600
|
495
|
120
|
0,24
|
| В-12 В-2
|
1600
|
495
|
120
|
0,24
|
| В-13
|
1700
|
495
|
130
|
0,27
|
| В-16
|
2000
|
495
|
160
|
0,40
|
| В-16 В-2
|
2000
|
495
|
160
|
0,40
|

Рисунок 1 – Внешний вид производимых изделий
Состав бетона определяется по формуле Боломея-Скрамтаева (1):
|  , ,
|
(1)
|
где Rб
– требуемая марка бетона;
А – коэффициент, характеризующий качество заполнителей;
Rц
– активность цемента.
Ориентировочный расход воды для приготовления бетонной смеси определяется исходя из ее удобоукладываемости. Бетонная смесь имеет жесткость 50…70с, тогда ориентировочный расход воды составит для щебня фракции 5…10 – 173 л/м3
.
Тогда соотношение цемент-вода:
 . .
Ориентировочный расход цемента (2):
|  кг. кг.
|
(2)
|
С уменьшением модуля крупности песка возрастает расход цемента. Пески с Мк < 1,5 увеличивают расход цемента на 12%. Тогда расход цемента с учетом Мк песка будет:
 кг. кг.
Водопотребность песка составляет 9%, тогда должен быть увеличен на 5 л. на каждый процент увеличения водопотребности. Ориентировочный расход воды равный 173 л. принят для песков средней крупности, имеющих водопотребность 7%. Тогда расход воды будет:
 л. л.
Тогда с учетом крупности песка реальное целое (РЦ
) будет:
 . .
Расход щебня (3):
|  , ,
|
(3)
|
где Vпуст
(4):
|  , ,
|
(4)
|
α – коэффициент раздвижки зерен крупного заполнителя, зависящий от расхода цемента, равный 1,31.
Тогда:
 кг. кг.
Расход песка (5):
|  кг. кг.
|
(5)
|
Проверка (6):
| 
|
(6)
|
Состав бетона:
Ц = 339,00 кг/м3
.
Щ = 131,58 кг/м3
.
П = 661,18 кг/м3
.
В = 183,00 кг/м3
.
При выбранном способе производства (агрегатно-поточном) изделия формуют с помощью специальных машин на посту формования, а затем перемещают мостовым краном в камеры тепловой обработки. При окончании тепловой обработки изделия распалубливают, а форму готовят для последующего производства. После приемки ОТК готовые изделия отправляют на склад. Преимуществом этого способа является возможность изготовления изделий широкой номенклатуры (предпочтительно длинной до 12 м., шириной до 3 м. и высотой до 1 м.), достаточно полной механизации и частичной автоматизации процессов, осуществления четкого пооперационного контроля. Кроме того, технологически линии с агрегатно-поточным способом производства обладают небольшим капиталовложением, по сравнению с другими способами, и ускоренными сроками строительства.
В состав технологических линий с агрегатно-поточным способом входят следующие основные агрегаты:
- формующая машина или бетоноукладчик с виброплощадкой;
- формоукладчик;
- установка для нагрева или механического натяжения арматуры;
- камера тепловой обработки;
- посты распалубки, чистки и смазки форм, складирования полуфабриката, резервных форм и готовых изделий (в зимнее время), ремонта и доводки форм;
- стенд для испытания готовых изделий.
Производство сборного железобетона размещается в унифицированных, типовых пролетах (длиной 144 м. и шириной 18 м.). В пролете предусмотрено 2 формовочных поста, пропарочные камеры ямного типа, установка для предварительного напряжения арматуры и стенд устранения дефектов. Изготовление плит размером производится с немедленной распалубкой со съемом бортоснастки. Поддон после укладки напрягаемой арматуры смазывают и перемещают мостовым краном на продольный формоукладчик. После укладки бортоснастки с помощью формоукладчика форма подается на виброплощадку марки 6691 С (грузоподъемностью 15 т). Укладка бетона производится бетоноукладчиком марки 6691 С/3. продолжительность цикла 15 мин. После уплотнения бетона и съема бортоснастки поддон с изделием поступает в пропарочную камеру.
Формы на виброплощадку обычно подают с помощью формоукладчика.
Достоинство поточно-агрегатного способа – более гибкая и маневренная технология в отношении использования технологического оборудования, возможность изготовления широкой номенклатуры изделий с меньшими капитальными затратами по сравнению с конвейерной технологией. По мимо этого поточно-агрегатная технология, основанная на применении передвижных агрегатов, позволяет формовать изделия за несколько проходов, что гарантирует высокое качество изделий сложной конфигурации и многослойных (стеновых панелей, кровли) и позволяет производить замену устаревшего оборудования без значительной переделки линии. Агрегатно-поточная технология особенно целесообразна при изготовлении различных по геометрической конфигурации элементов.
Для обеспечения нормативной цикличности производства важно содержать формы и формовочное оборудование в чистоте. После каждого цикла формования формы чистят и смазывают, применяя для этого различные машины, приспособления и смазочные материалы. Для очистки форм и поддонов применяют машины, рабочими органами которых являются цилиндрические щетки из стальной проволоки, абразивные круги и инерционная фреза из металлических колец. Машины с относительно мягкими металлическими щетками применяют после каждого цикла формования. Машины с абразивными кругами или жесткими щетками используют не чаще одного раза в 2-3 месяца, так как при такой чистке быстро изнашивается металл.
Поддоны можно очищать по двум схемам: первая – когда машина передвигается над поддоном; вторая – если поддон перемещается под машиной; вторая схема удобна при конвейерной технологии.
Для очистки форм применяют также химический способ, который основан на свойстве некоторых кислот, например соляной, разрушать цементную пленку. Для ускорения реакции применяют в качестве катализатора 0,2%-ный раствор солей NaNО2
и KNO2
. Химическую очистку можно производить не чаще одного раза в год. Формы следует чистить на специальном посту с соблюдением требований техники безопасности.
На качество железобетонных изделий влияет сцепление бетона с поверхностью форм. Один из способов уменьшения сцепления – использование смазок. Правильно выбранная и хорошо нанесенная смазка облегчает расформование изделия и способствует получению его ровной и гладкой поверхности.
На заводах применяют три вида смазок: водные и водно-масляные суспензии, водно-масляные и водно-мыльные эмульсии, машинные масла, нефтепродукты и их смеси.
Суспензии – простейшие смазки, их применяют на заводах при отсутствии других смазок. К ним относятся известковая, меловая, глиняная и шлаковая (из отходов, получаемых при шлифовании мозаичных изделий). Однако эти смазки легко размываются.
Эмульсионные смазки. Наиболее стойки и экономичны водно-масляные, эмульсионные смазки, например, приготовленные на основе кислого синтетического эмульсола ЭКС. Эмульсол представляет собой темно-коричневую жидкость, полученную из смеси веретенного масла (35%) и высокомолекулярных синтетических кислот (5%). Из эмульсола ЭКС делают прямую эмульсию («масло в воде») и обратную эмульсию («вода в масле»); последняя более водостойка.
Приготовление смазок производят при помощи различных смесителей, в том числе эмульсий, с использованием ультразвуковых или механических эмульгаторов, которые дают возможность смешивать между собой жидкости, не смешивающиеся в обычных условиях (бензин с водой, масло с водой и т.п.).
Смазку на поверхность форм наносят распылителями, а в тех местах, где неудобно их использовать, применяют специальные механизмы. Более тонкое распыление и большой факел могут получиться, если применить для нанесения смазки сжатый воздух. Расход смазки зависит от ее консистенции, конструкции и типа форм (горизонтальной или вертикальной), способа нанесения смазки (ручного, механического), качества поверхности смазки.
В заводском производстве на долю арматуры приходится около 20% себестоимости железобетонных изделий, поэтому вопросы организации арматурных работ на заводах сборного железобетона являются важнейшими и в техническом, и в экономическом отношениях.
Арматурные сетки и каркасы изготовляют в арматурном цехе, оборудованном резательными, гибочными и сварочными аппаратами. Изготовление арматуры складывается из следующих операций: подготовки проволочной и прутковой стали – чистки, правки, резки, стыкования, гнутья; сборки стальных стержней в виде плоских сеток и каркасов; изготовления объемных арматурных каркасов, включая приварку монтажных петель, закладных частей, фиксаторов. Подготовка арматуры, поступающей на завод в мотках и бухтах, заключается в их размотке, выпрямлении (правке), очистке и разрезке на отдельные стержни заданной длины. Правку и резку арматурной стали осуществляют на правильно-отрезных станках-автоматах.
Прутковую арматурную сталь разрезают на стержни заданной длины, а также стыкуют сваркой в целях уменьшения отходов. Стыкуют стержни посредством контактной стыковкой электросварки и только в отдельных случаях при использовании стержней больших диаметров применяют дуговую сварку. Контактную стыковую сварку осуществляют методом оплавления электрическим током торцов стержней в местах их будущего стыка. При этом стержни сильно сжимают и сваривают между собой.
Натяжение арматуры в железобетонных конструкциях применяется для повышения трещиностойкости, долговечности, уменьшения деформативности конструкций. Одним из наиболее распространенных методов натяжения стержневой арматуры является механический. Механическое натяжение арматуры (стержневой, проволочной и канатной) производят гидродомкратами и натяжными машинами, которые оборудованы дополнительными приспособлениями для выполнения вспомогательных операций.
Натяжение арматуры на упоры форм или стендов может быть одиночным (каждый арматурный элемент натягивается отдельно) или групповым (одновременно натягивается несколько элементов) в зависимости от конструктивных особенностей изделия.
Натяжение арматуры на стендах производят в два этапа. На первом этапе арматуру натягивают в усилием, равным 40–50% заданного. Затем проверяют правильность расположения напрягаемой арматуры, устанавливают закладные детали и закрывают борта формы. На втором этапе арматуру натягивают до заданного проектом усилия с перетяжкой на 10%, при которой арматуру выдерживают в течении 3-5 мин., после чего натяжение снижают до проектного.
Контролируемое напряжение должно соответствовать проекту. Контроль усилия натяжения должен выполняться по показаниям оттарированных манометров гидравлических домкратов и одновременно по удлинению арматуры. Результаты измерений усилия натяжения по показаниям манометров и по удлинению арматуры не должны отличаться более чем на 10%. При большем расхождении необходимо приостановить процесс натяжения арматуры, выявить и устранить причину расхождения этих показателей.
При использовании гидравлических домкратов для натяжения арматуры цена деления шкалы манометра не должна превышать 0,05 измеряемого давления. Максимальное давление, на которое рассчитан манометр, не должно превышать измеряемого давления более чем в 2 раза.
При натяжении арматуры гидродомкрат должен быть установлен так, чтобы его ось совпадала с продольной осью захвата арматурного элемента или пакета.
Для натяжения арматуры следует преимущественно применять гидравлические домкраты, которые подбираются в зависимости от проектного усилия натяжения арматурных элементов с коэффициентом запаса равным 1,17-1,20.
При изготовлении монтажных петель, хомутов и друга фигурных элементов арматуры прутковую и проволочную арматурную сталь после разрезки подвергают гнутью.
Сборку сеток и каркасов из стальных арматурных стержней производят посредством точечной контактной электросварки, Сущность ее заключается в следующем. При прохождении электрического тока через два пересекающихся стержня в местах их контакта электрическое сопротивление оказывается наибольшим, стержни в этом месте разогреваются и, достигнув пластического состояния металла, свариваются между собой. Прочной сварке способствует также сильное сжатие стержней между собой. Процесс точечной сварки может длиться доли секунды при применении тока в несколько десятков тысяч ампер.
На первом посту производят распалубку изделий и отпуск натяжения арматуры. На втором посту ведут подготовительные операции к бетонированию: смазку форм. Установку арматуры и ее натяжение электротермическим способом. На третьем посту устанавливают второстепенные элементы изделия, закладные детали, монтажные петли и др. На четвертом посту укладывают ненапрягаемую арматуру, а на посту пять производят контроль всех операций и формы. После этого форма с помощью крана перемещается на виброплощадку. Бетонирование панели происходит за два подхода бетоноукладчика с вибронасадкой. Изделия пропаривают в ямных камерах.
Приемка железобетонных изделий осуществляется партиями, которые состоят из однотипных изделий, изготовленных по одной технологии в течение не более 10 дней. В зависимости от объема изделий количество их в партии устанавливают техническими условиями и не должно превышать следующих величин (табл. 2).
Таблица 2
Количество изделий для приемки
| Объем изделий, м3
|
до 0,1
|
0,1 – 0,3
|
0,3 – 1,0
|
1,0 – 2,0
|
свыше 2,0
|
| Изделий в партии, шт.
|
1000
|
700
|
300
|
150
|
100
|
В процессе приемки наружным осмотром проверяют внешний вид изделий, отмечают наличие трещин, раковин и других дефектов. Затем с помощью измерительных линеек и шаблонов проверяют правильность формы и габаритные размеры изделий. Если при контрольных замерах изделия будут выявлены отклонения по длине или ширине, превышающие допускаемые, то изделие бракуют.
При приемке изделий определяют и прочность бетона, которую устанавливают по результатам испытания контрольных образцов и путем испытания готовых изделий. Контрольные образцы с ребром 10, 15 и 20 см. изготовляют в металлических разъемных формах в количестве не менее 3 шт. и не реже одного раза в смену, а также для каждого нового состава бетонной смеси. Уплотнение бетонной смеси в образцах осуществляют на стандартной виброплощадке с амплитудой 0,35 мм. и частотой вращения 300 кол/мин.
Образцы должны твердеть в одинаковых условиях с изделиями. Предел прочности бетона определяют путем испытания образцов на гидравлических прессах и вычисляют как среднее арифметическое значение результатов испытания трех образцов.
Испытание готовых железобетонных изделий на прочность, жесткость и трещиностойкость производят согласно ГОСТам, Отбор изделий для испытаний производят в количестве 1% от каждой партии, но не менее 2 шт., если в партии менее 200 изделий. Испытание производят на специальных испытательных стендах, нагружая конструкцию гидродомкратами, штучными грузами или рычажными приспособлениями. Критерием прочности служит нагрузка, при которой изделие теряет свою несущую способность (разрушается).
В последнее время для определения прочности бетона в конструкциях пользуются методами, не разрушающими изделия, – физическими и механическими. К физическим методам относятся ультразвуковые и радиометрические. Механические методы основаны на определении величины упругой или пластической деформации. В первом случае прочность бетона оценивают по величине упругого отскока бойка от поверхности бетона; во втором прочность бетона характеризуется величиной отпечатка наконечника на поверхности бетона. Приборы этой группы получили широкое применение в строительстве.
При производстве железобетонных изделий, особенно предварительно напряженных, по различным причинам образуются трещины. Трещины по происхождению могут быть формовочные, температурно-усадочные и силовые, которые возникают вследствие особенностей процесса формования изделий, режимов тепловой обработки, транспортирования изделий, обжатия предварительно напряженной арматурой, а также из-за конструктивных недостатков форм.
Предотвращение возникновения технологических трещин и недостатков достигается строгим соблюдением требований технологического процесса; это одно из важнейших требований операционного контроля.
Контроль качества осуществляется лабораторией и ОТК завода. Контролю подлежат: все поступающие материалы, полуфабрикаты и изделия; производственные процессы и качество готовых изделий. Все результаты контроля документируются. Входной контроль осуществляется на основе информации изготовителя о выполнении этих проверок.
Операционный контроль – контроль технологических операций, параметров производственных процессов, соблюдения требований проектной и тех. документации. Для этих целей на заводе разрабатываются технологические регламенты. В основном контролю подлежит: состав и свойства бетонной смеси; параметры технологических режимов; контроль смазки форм; вид, диаметры, размеры арматурных изделий; параметры тепловой обработки, виброуплотнения; прочность бетона (отпускная, передаточная, в проектном возрасте).
Периодичность испытания приготовленной бетонной смеси и готовых изделий указывается в ТУ на изделия. Периодичность – раз в 0,5 – 1 год.
Приемно-сбыточные испытания: отпускная передаточная прочность, наличие закладных изделий, монтажных петель, отсутствие обнаженной арматуры и наплывов на бетоне, отсутствие масляных и ржавых пятен.
Выборочно также проверяется: прочность, жесткость, трещиностойкость на стенде, геометрические параметры, толщина защитного слоя. Контролируемые параметры указываются в ТУ на изделия.
Согласно СНиП 3.09.01-85. Производство сборных железобетонных конструкций и изделий[1]
, режимы тепловой обработки следует назначать путем установления оптимальной длительности и температурно-влажностных параметров отдельных его периодов: предварительного выдерживания, подъема температуры, изотермического прогрева (в том числе термосного выдерживания) и остывания с использованием, как правило, систем автоматического управления параметрами.
Длительность предварительного выдерживания следует назначать исходя из условий производства, но, как правило, не менее времени, приведенного в табл. 3.
Таблица 3
Длительность предварительного выдерживания
Таблица 4
| Вид бетона
|
Способ тепловой
обработки
|
Предвари-
тельное вы-
держива-ние,
ч, не менее
|
Начальная проч-
ность бетона,
МПа (кгс/см2
)
|
Скорость
подъема тем-
пературы,
0
С/ч, не более
|
| Тяжелый и легкий конструкционный
|
Пропаривание в камерах
|
1
|
До 0,1 (1)
0,1-0,2 (1-2)
0,2-0,4 (2-4)
0,4-05 (4-5)
Св. 0,5 (5)
|
15
25
35
45
60
|
| Тяжелый для предварительно напряженных конструкций, изготовляемых:
на стендах (без применения устройств для регулирования натяжения арматуры при тепловой обработке)
в силовых формах
|
То же
-//-
|
1
-
|
0,2 (2) и более
До 0,2 (2)
|
35
60
|
Продолжение табл. 3
| Вид бетона
|
Способ тепловой
обработки
|
Предвари-
тельное вы-
держива-ние,
ч, не менее
|
Начальная проч-
ность бетона,
МПа (кгс/см2)
|
Скорость
подъема тем-
пературы,
0С/ч, не более
|
| Тяжелый с повышенными требованиями по морозостойкости, водонепроницаемости; мескозернистый; жаростойкий
|
-//-
|
3
|
-
|
15
|
| Легкий конструкционо-теплоизоляционный
|
Сухой прогрев в камерах
Пропаривание в термоформах
Пропаривание в камерах
|
1
2
3
|
-
-
-
|
50
40
30
|
При применении малонапорных и индукционных камер, кассетных установок, предварительно разогретых смесей или при подъеме температуры в среде с пониженной влажностью, а также при изготовлении изделий из жестких бетонных смесей с применением дисперсного армирования допускается тепловая обработка без предварительного выдерживания. При изготовлении предварительно напряженных конструкций в силовых формах предварительное выдерживание не должно превышать 1 ч.
Скорость подъема температуры в камерах и термоформах следует назначать с учетом конструкции изделий (однослойные, многослойные и т.п.), их массивности, конкретных условий производства, но, как правило, не более величин, указанных в табл. 3, за исключением случаев применения специальных методов тепловой обработки (термопригруз, камеры с избыточным давлением и т.п.). Допускается подъем температуры среды с постоянно возрастающей скоростью или ступенчатый подъем температуры (кроме предварительно напряженных конструкций). При изготовлении предварительно напряженных конструкций в силовых формах необходимо применять пластифицирующие химические добавки, замедляющие рост прочности бетона в период подъема температуры.
Температуру и длительность изотермического прогрева следует назначать с учетом вида бетона, активности и эффективности цемента при тепловой обработке, его тепловыделения и массивности изделий. Максимальная температура изотермического прогрева изделий из тяжелого, мелкозернистого и легкого конструкционного бетона не должна превышать 80-85 0
С при применении портландцемента и БТЦ и 90-95 0
С - при применении шлакопортландцемента. При тепловой обработке изделий из конструкционно-теплоизоляционного легкого бетона температуру среды при изотермическом прогреве следует повышать до 90-95 0
С при паропрогреве и применении продуктов сгорания природного газа и до 120-140 0
С - при сухом прогреве электрическими и другими нагревателями. При тепловой обработке изделий из напрягающего бетона максимальная температура среды не должна превышать 85 0
С при использовании цемента НЦ-10 и 70-80 0
С при использовании цементов НЦ-20 и НЦ-40.
При назначении длительности изотермического прогрева изделий необходимо учитывать рост прочности бетона при их выдерживании в тепловых агрегатах без дополнительного теплоподвода (или с теплоподводом для компенсации теплопотерь), в период межсменных перерывов, во время выполнения доводочных работ в цехе и хранении на утепленных складах. При выдерживании изделий в нерабочее время в тепловых агрегатах подачу в них теплоносителя следует прекращать за 2-3 ч. до окончания изотермического прогрева либо понижать температуру прогрева на 10-15 0
С.
Скорость остывания среды в камерах в период снижения температуры изделий из тяжелого бетона после изотермического прогрева, как правило, должна быть не более 30 0
С/ч., а при повышенных требованиях по морозостойкости и водонепроницаемости, а также при тепловой обработке изделий из мелкозернистого и напрягающего бетонов, многослойных и с отделочными слоями - не более 20 0
С/ч. При выгрузке изделий из камер температурный перепад между поверхностью изделий и температурой окружающей среды на должен превышать 40 0
С.
Относительную влажность среды в период изотермического прогрева изделий из тяжелого, мелкозернистого, конструкционного легкого и напрягающего бетонов необходимо поддерживать на уровне 90‑100%. При использовании продуктов сгорания природного газа период подъема следует проводить в среде с относительной влажностью 20-60% с последующим доувлажнением до 80% на стадии изотермического прогрева. При относительной влажности среды менее 80% необходимо предусматривать мероприятия для защиты бетона изделий от испарения влаги. При тепловой обработке изделий из конструкционно-теплоизоляционного легкого бетона относительную влажность среды следует поддерживать в пределах 20-60 %.
При тепловой обработке изделий в кассетных установках следует обеспечивать равномерный нагрев изделий. Температура в нагревательных отсеках должна составлять 90-95 0
С. При этом следует применять подъем температуры со скоростью 60-70 0
С/ч. и изотермический прогрев, разделенный на два периода: с подачей пара (тепла) в тепловой отсек и термосным выдерживанием без подачи пара (тепла); длительность этих периодов необходимо определять в зависимости от вида, класса (марки) бетона по прочности и толщины изделий с учетом требований нормативно-технической документации.
Двухстадийную тепловую обработку: первую стадию - для получения распалубочной прочности и вторую - для достижения отпускной и передаточной прочности - следует производить по режимам, устанавливаемым опытным путем с учетом требований ОНТП 7-80.
При использовании предварительного разогрева бетонных смесей паром или электроэнергией температура смеси допускается, как правило, не более 60 0
С. При этом длительность последующей тепловой обработки в различных агрегатах следует сократить не менее чем на 1 ч. Время выдерживания изделий от окончания формования до начала тепловой обработки не должно превышать 20 мин. (без специальных мероприятий, предотвращающих остывание смеси). Предварительный разогрев смесей для изготовления изделий из напрягающего бетона не допускается.
Тепловую обработку в индукционных камерах следует применять при изготовлении густоармированных изделий (ригелей, балок, колонн, плит перекрытий и покрытий, опор ЛЭП, труб и т.п.) по режимам, применяемым в условиях прогрева в среде с пониженной относительной влажностью в соответствии с нормативно-технической документацией.
При тепловой обработке предварительно напряженных конструкций, изготовляемых на стендах и в силовых формах, необходимо предусматривать указанные в рабочих чертежах мероприятия по предотвращению возникновения трещин. Перепад между температурой среды в камерах и упоров при изготовлении изделий на стендах не должен превышать 65 0
С.
В целях экономичного использования тепловой энергии при назначении режимов ТВО следует учитывать последующее нарастание прочности бетона изделий вследствие его остывания в цехе в течение 12 ч.
В зависимости от способа тепловой обработки выбирается температура и продолжительность изотермического прогрева. Для пропаривания в камерах паром температура tИЗ
= 85 0
С. При этом продолжительность изотермического прогрева t2
= 10 ч. продолжительность изотермического прогрева должна определятся временем, необходимым для достижения в центре изделий температуры больше 80 0
С.
Скорость остывания поверхности изделий после изотермического прогрева не должна быть больше 40 0
С/ч. При выгрузке изделий из камеры температурный перепад между поверхностью изделий и температурой окружающей среды не должен превышать 40 0
С.
Температура окружающей среды принимается равной t0
= 20 0
C. Так как толщина изделия d = 160 мм, следовательно длительность охлаждения в камере t3
= 4 ч.
Выбранный режим проверяется расчетом средних температур по сечению изделий к концу основных периодов ТВО:
- подъема температуры;
- изотермической выдержки.
Расчет производится, используя критериальные зависимости теплопроводности при нестационарных условиях. Определяется критерий Фурье (7):
|  , ,
|
(7)
|
где ф – продолжительность расчетного периода ТВО;
R – определяющий размер изделия,  ; ;
б – коэффициент температуропроводности бетонной смеси;
α – определяется по формуле (8):
|  , ,
|
(8)
|
где λ – коэффициент теплопроводности твердого бетона (λ = 1,95);
 – удельная теплоемкость бетона ( – удельная теплоемкость бетона ( = 0,84),к Дж/кгМєС; = 0,84),к Дж/кгМєС;
 – средняя плотность бетона. – средняя плотность бетона.
Для первого периода ТВО:
 м2
/с; м2
/с;
 . .
Критерий Био (9):
|  , ,
|
(9)
|
где б = 150 – коэффициент теплопроводности от паровоздушной среды к поверхности изделия.
1. Для первого периода ТВО:
 . .
С помощью критериев и монограмм находится безразмерные температуры на поверхности и в центре изделия (10-11):
|  , ,
|
(10)
|
| 
|
(11)
|
где  – температура паровоздушной среды; – температура паровоздушной среды;
 – температура поверхности изделия; – температура поверхности изделия;
 – температура бетона в начале расчетного периода; – температура бетона в начале расчетного периода;
 – температура в центре изделия. – температура в центре изделия.
Из графика для определения температуры на поверхности изделия (12):
|  . .
|
(12)
|
Температура паровоздушной среды в первый период ТВО  = 90 0
С, а температура бетона в начале расчетного периода = 20 0
С, следовательно: = 90 0
С, а температура бетона в начале расчетного периода = 20 0
С, следовательно:
 , ,
 0
С. 0
С.
Температура в центре изделия в первый период ТВО определяется аналогичным образом, то есть, из графика для определения температуры в центре изделия известно, что:
 , ,
 , ,
 0
С. 0
С.
Режим ТВО выбран правильно, если к концу первого периода температура поверхности изделия равна температуре среды (допускается ±10 0
С). Проверка:
 0
С. 0
С.
Условие выполняется. Следовательно, режим ТВО выбран верно.
2. Для второго периода ТВО. Критерии Фурье и Био:
 , ,
 . .
Безразмерные температуры на поверхности и в центре изделия:
 , ,
 , ,
Следовательно:
 ; ;
 ; ;
 0
С. 0
С.
 0
С. 0
С.
Вывод: режим ТВО выбран правильно, так как к концу второго периода
-  = 84 – 78 = 6 0
С, что в пределах допустимого, то есть, ( = 84 – 78 = 6 0
С, что в пределах допустимого, то есть, ( - ) и ( - ) и ( - -  ) )  0
С. 0
С.
В результате:
 ч. ч.
Средние температура бетона за соответствующие периоды ТВО:
График ТВО показан на рис. 2.

Рисунок 2 – График ТВО
Габариты установки выбирают по габаритам пропариваемых изделий из табл. 1:
- длина - 2000 мм.;
- ширина - 495 мм.;
- высота - 160 мм.
Следовательно требуется установка типа СМЖ-3212:
- габаритные размеры – 12,0 × 1,5 × 2,0 м.;
- количество изделий – 100 ед.
Число установок (13):
|  , ,
|
(13)
|
где  – годовая производительность цеха ( – годовая производительность цеха ( м3
); м3
);
 – продолжительность цикла работы установки (14): – продолжительность цикла работы установки (14):
|  , ,
|
(14)
|
 время загрузки и выгрузки изделия ( время загрузки и выгрузки изделия ( ); );
 – суммарный объем бетона одновременно обрабатываемого в одной установке ( – суммарный объем бетона одновременно обрабатываемого в одной установке ( м3
); м3
);
м – число рабочих дней в году (м = 253 дн.);
z – продолжительность рабочей смены (z = 8 ч.);
к – число смен (к = 2);
Если D > 5, то резерв 1-2 шт.
 . .
Требуемое количество установок составляет 5 ед. Так как число установок не превышает пяти, то резерв не предусматривается.
Конструкция ямной камеры ТВО представлена на рис. 3.
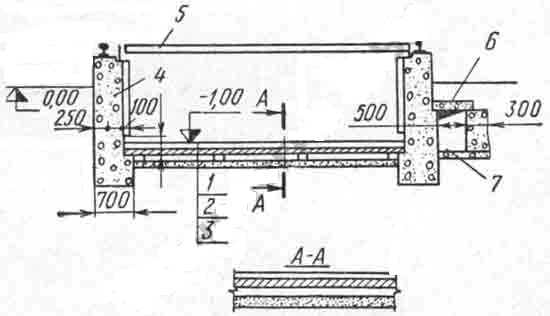
1 - цементный пол с железнением, 2 - железобетонная плита, 3 - бетонная или железобетонная подготовка, 4 - стена из монолитного бетона, 5 - крышка, 6 - сборная железобетонная плита, 7 - каналы для подачи пара и отвода конденсата
Рисунок 3 – Ямная камера ТВО
Ямные камеры располагают обычно ниже уровня пола. Стены 4 камеры делают бетонными или кирпичными. Формы и размеры камер устанавливают с учетом номенклатуры вы пускаемых изделий и требуемой производительности полигона. Чаще всего камеры объединяют в блоки, состоящие из 4-8 камер, что уменьшает охлаждение стен. Загружают изделия в камеры и разгружают кранами.
Ямные камеры закрывают съемными деревянными крышками 5 с металлическим каркасом и хорошей тепло- и пароизоляцией по контуру и по поверхности. Пар под покрытие и колпаки подают гибким шлангом с наконечником из перфорированной трубы. Остывает изделие в камере после прекращения подачи пара.
Расход пара на полигонах при пропаривании бетона в летних условиях в ямных камерах 300-400, а в зимних условиях, соответственно 500-600 кг. на 1 м3
изделия.
Для уменьшения расхода пара и обеспечения заданного режима подогрева применяют пропарочные полуавтоматические камеры ямного типа с повышенной герметичностью конструкции (рис. 4).
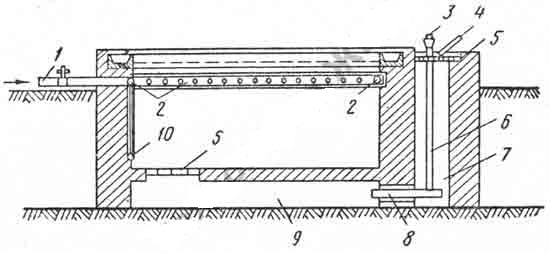
1 - труба для подачи пара в камеру, 2 - верхние перфорированные трубы, 3 – клапан, 4 - крышка колодца, 5 - металлическая решетка, 6 - труба для выпуска паровоздушной смеси, 7 - колодец, 8 - обратная выходная труба, 9 - поддонное пространство, 10 - нижняя перфорированная труба
Рисунок 4 – Конструкция полуавтоматической ямной камеры ТВО
Перфорированные трубы 2 и 10 для подачи пара расположены в верхней и нижней частях камеры. Обратная выходная труба 8 расположена у пола. Из нее паровоздушная смесь по трубе 6 через клапан 3 выпускается в атмосферу.
В этой камере пропаривают при температуре 100 0
С и при 100%-ной относительной влажности. Благодаря равномерной и высокой температуре выдерживания срок пропаривания сокращается до 6-8 ч. при расходе пара на 1 м3
изделий не более 150-250 кг.
После тепловлажностной обработки изделия распалубливают. Разборку сборно-разборных форм начинают с удаления схваток, фиксаторов и клиньев, подъема накладных скоб и других закрепляющих приспособлений. После этого снимают или отодвигают в сторону (при шарнирном креплении к поддону) торцевые и боковые стенки формы при помощи рычагов. Изделия с поддона формы снимают краном или каким-либо другим подъемным механизмом.
В ходе теплотехнического расчета составляются уравнения теплового баланса для каждого периода ТВО или для каждой из зон ТВО. Уравнение составляется для одного теплового агрегата, работающего в неблагоприятных условиях.
Количество теплоты, расходуемое за каждый период или в каждой зоне ТВО, определяется по формуле (15):
|  , ,
|
(15)
|
где:  – суммарный расход теплоты за период или в соотвествующей зоне ТВО, кДж/ч; – суммарный расход теплоты за период или в соотвествующей зоне ТВО, кДж/ч;
 – количество теплоты, необходимое соответственно для нагрева бетона, формы, ограждений, на потери в окружающую среду, на испарение воды затворения, на нагрев среды установки; – количество теплоты, необходимое соответственно для нагрева бетона, формы, ограждений, на потери в окружающую среду, на испарение воды затворения, на нагрев среды установки;
 – количество теплоты, выделяющееся в процессе реакции гидратации цемента; – количество теплоты, выделяющееся в процессе реакции гидратации цемента;
в – коэффициент запаса на нерасчитываемые затраты теплоты (в=0,5-1,2).
1. Расчет теплоты для нагрева изделий определяем по формуле
(16):
|  , ,
|
(16)
|
где: – средневзвешенная теплоемкость бетонной смеси ( – средневзвешенная теплоемкость бетонной смеси ( = 0,84 кДж/кг×К),; = 0,84 кДж/кг×К),;
 – масса бетонных изделий, кг. – масса бетонных изделий, кг.
 115,84 × 1690 = 30758 кг.; 115,84 × 1690 = 30758 кг.;
 – средние значения температур в начале и конце соответствующего периода или зоны. – средние значения температур в начале и конце соответствующего периода или зоны.
Расчет теплоты для нагрева изделий производится по периодам.
Для первого периода:
 ; ;
 °С. °С.
Следовательно, для первого периода теплота для нагрева изделия равна:
 кДж. кДж.
Для второго периода:
 ; ;
 °С. °С.
Следовательно, для второго периода теплота для нагрева изделий равна:
 , кДж. , кДж.
2. Расчет теплоты для нагрева форм
.
Определяется по формуле (17):
|  , ,
|
(17)
|
где  – теплоемкость материала формы (СФ
= 0,46 кДж/кг×К); – теплоемкость материала формы (СФ
= 0,46 кДж/кг×К);
 – масса форм. – масса форм.
 – конечные и начальные температуры форм (принимаются равным температуре поверхности изделий в конце и начале периода). – конечные и начальные температуры форм (принимаются равным температуре поверхности изделий в конце и начале периода).
 кг; кг;
Для первого периода:
 кДж. кДж.
Для второго периода:
 , кДж. , кДж.
3. Расчет потерь теплоты через ограждающие конструкции установки
(18)
|  , ,
|
(18)
|
где К =  ; ;
Ri
- термическое сопротивление слоя ограждения (19);
Fi
– площадь поверхности ограждения;
tср
– температура среды установки;
tн
- температура наружного воздуха.
|  , ,
|
(19)
|
 - коэффициенты теплоотдачи внутренней и наружной поверхности ограждения ( - коэффициенты теплоотдачи внутренней и наружной поверхности ограждения ( и и  =10 Вт/м2
); =10 Вт/м2
);
 и и  - толщины слоев ограждения и коэффициент теплопроводности материалов. - толщины слоев ограждения и коэффициент теплопроводности материалов.

Для первого периода:
 кДж/ч кДж/ч
Для второго периода
 кДж/ч кДж/ч
4. Теплота экзотермических реакций гидратации цемента
(20):
|  , ,
|
(20)
|
где  = 250 КДж/кг – теплота гидротации цемента при его твердении в нормальных условиях в течении 28 суток (принимается равной марке цемента); = 250 КДж/кг – теплота гидротации цемента при его твердении в нормальных условиях в течении 28 суток (принимается равной марке цемента);
 – расход воды и цемента в бетоне; – расход воды и цемента в бетоне;
 – средняя температура бетона за период обработки; – средняя температура бетона за период обработки;
 – объем бетона в соответствующий период обработки, м3. – объем бетона в соответствующий период обработки, м3.
Для первого периода:
 кДж. кДж.
Для второго периода:
 кДж. кДж.
Следовательно, суммарный расход теплоты:
 кДж. кДж.
 кДж. кДж.
7. Определение удельных часовых расходов теплоты и теплоносителя
Часовые расходы теплоты, кДж/ч (21-22):
| 
|
(21)
|
| 
|
(22)
|
где  и и  – расходы тепла в соответствующий период обработки, кДж/ч. – расходы тепла в соответствующий период обработки, кДж/ч.
Часовые расходы теплоносителя (пара), кг/ч (23-24):
| 
|
(23)
|
| 
|
(24)
|
где Dh – используемое теплосодержание единицы теплоносителя (25);
|  кДж/кг, кДж/кг,
|
(25)
|
где  кДж/кг; кДж/кг;
 , кДж/кг; , кДж/кг;
 =640 кДж/кг – теплосодержание теплоносителя при заданном Рц=0,58 МПа; =640 кДж/кг – теплосодержание теплоносителя при заданном Рц=0,58 МПа;
 = 2109 – теплота парообразования при заданном; = 2109 – теплота парообразования при заданном;
 – степень сухости пара в соответствии с заданием (=0,86). – степень сухости пара в соответствии с заданием (=0,86).
Удельный расход тепла и теплоносителя (пара) определяем по формулам (26-27):
|  , кДж/м3
, , кДж/м3
,
|
(26)
|
|  кг/м3 кг/м3
|
(27)
|
В ходе расчета определяются диаметры магистральных и подводящих паропроводов.
Площадь поперечного сечения паропровода определяется по формуле (28):
|  м2 м2
|
(28)
|
где GП
– расход пара на расчетном участке паропровода (29);
|  кг/ч кг/ч
|
(29)
|
rСР
= 3,169 кг/м3
– средняя плотность пара на участке (принимается по заданному давлению PЦ);
u - скорость пара (u=35 м/с – магистральный паропровод; u=30 м/с - подводящий).
Расчет диаметров производится из условия обеспечения принятой скорости движения пара.
 м2
; м2
;
 м. м.
По ГОСТ 3262-75 принимается диаметр трубы 101,3 мм.
 м2
; м2
;
 м. м.
По ГОСТ 3262-75 принимаем диаметр трубы 114 мм.
Тепловые установки на заводах строительных материалов и изделий являются агрегатами повышенной опасности, так как их работа связана с выделением теплоты, влаги, пыли, дымовых газов. Поэтому условия труда при эксплуатации таких установок строго регламентируются соответствующими правилами и инструкциями. Контроль за соблюдением правил и инструкций по охране труда и технике безопасности осуществляется органами государственного надзора и общественными организациями, которые и разрабатывают эти нормы.
Согласно действующим нормативам, в цехах, где размещаются тепловые установки, необходимо иметь: паспорт установленной формы с протоколами и актами испытаний, осмотров и ремонтов на каждую установку; рабочие чертежи находящегося оборудования и схемы размещения КИП; исполнительные схемы всех трубопроводов с нумерацией арматуры и электрооборудования; инструкции по эксплуатации и ремонту. В таких инструкциях должно быть краткое описание установок, порядок их пуска, условия безопасной работы, порядок остановки, указаны меры предотвращения аварии. Кроме того, инструкции должны содержать четкие указания о порядке допуска к ремонту установок, о мерах безопасного обслуживания и противопожарных мероприятиях.
На стадии проектирования предусматриваются нормы безопасной работы и эксплуатации тепловых установок. Каждая тепловая установка разрабатывается с таким расчетом, чтобы она создавала оптимальные условия ведения технологического процесса и безопасные условия труда. Для этого необходимо, чтобы поверхности установок были теплоизолированы и имели температуру не выше 40 °С.
Проектировать топки, сушила, печи, в которых используются продукты горения топлива, разрешается только на давление менее атмосферного (разрежение). Установки для тепловлажностной обработки проектируют с обязательной герметизацией. Эти установки оборудуют вентиляцией рабочего пространства, которая включается перед выгрузкой изделий и тем самым позволяет удалять пар из установки.
Оборудование тепловых установок проектируют с ограждением, а его включение в работу должно сопровождаться звуковой и световой сигнализацией. Площадки для обслуживания, находящиеся выше уровня пола, оборудуют прочным ограждением и сплошной обшивкой по нижнему контуру.
Отопление и вентиляция цехов, в которых устанавливают тепловые установки, необходимо рассчитывать с учетом выделения теплоты, испарения влаги и выделения пыли. Электрооборудование тепловых установок проектируют с заземлением. Все переносное освещение делают низковольтным.
Электрооборудование тепловых установок должно быть запроектировано с ограждением и заземлением.
Особое внимание при проектировании тепловых установок следует уделять очистке работающих теплоносителей от уносов пыли и мелких частиц материала. Согласно нормативным указаниям, для тепловых установок следует проектировать специальные очистные устройства.
При эксплуатации тепловых установок в цехах, где они расположены, кроме соблюдения требований, упомянутых в общих положениях, обязательно должны быть вывешены на видном месте инструкции по правилам эксплуатации установок и охране труда. Весь обслуживающий персонал тепловых установок допускается к работе только после изучения, а также после обязательного документального оформления проверки его знаний.
Крышки ямных пропарочных камер должны быть достаточно герметичны и оборудованы водяными затворами. На стенах ямных камер предусматривают скобы для спуска рабочих при ремонте и чистке. Каждую такую камеру оборудуют вентиляцией.
Туннельные и щелевые камеры снабжают блокировкой снижателей и подъемников для загрузки форм-вагонеток. Все камеры, пакеты и кассеты должны иметь герметичные системы подвода пара, оборудованные надежными вентилями. В цехах, где расположены камеры, кассеты, пакеты и другие установки, обязательно устраивают приточно-вытяжную вентиляцию.
Электрооборудование и электроприборы, размещенные в цехах, где производят тепловлажностную обработку, должны быть рассчитаны на работу во влажной среде. Электродвигатели должны иметь обязательное заземление.
В цехах, где расположены установки для тепловлажностной обработки, вывешивают инструкции по охране труда при обслуживании данных тепловых установок.
1. Назначение и тип установки – Камера пропарочная ямного типа.
2. Вид изделий – плиты железобетонные плоские.
3. Производительность установки в год – 25 тыс. м3
.
4. Суточная производительность установки – 99 м3
.
5. Количество изделий, размещаемых в установке – 100 ед.
6. класс прочности бетона – В15.
7. Время нагрева – 1 ч.
8. Время изотермического выдерживания – 5 ч.
9. Время охлаждения – 4 ч.
10. Продолжительность полного цикла работы камеры – 11 ч.
11. Теплота на нагрев изделий – 1550204 кДж.
12. Теплота на нагрев форм – 900176 кДж.
13. Потери тепла через ограждающие конструкции – 83802 кДж.
14. Теплота экзотермических реакций гидратации – 1707103 кДж.
15. Часовые расходы теплоты – 1645268 кДж.
16. Расход пара в период подъема температуры – 807 кг/ч.
17. расход пара в период изотермического выдерживания – 6,06 кг/ч.
18. Площадь поперечного сечения паропроводов – магистральный 8,01×10-3
; поводящий 9,44×10-3
.
19. Диаметр паропровода – магистральный 101,3 мм., подводящий 114 мм.
20. Количество отверстий в перфорированных паропроводах – 197 шт.
1. В.В. Перегудов, М.И. Роговой «Тепловые процессы и установки в технологии строительных изделий и деталей». М., Стройиздат, 1983.
2. В.Н. Чубуков, В.Н. Основин, Л.В. Шуляков «Строительные материалы и изделия» Мн., Дизайн ПРО, 2000.
3. Справочник по технологии сборного железобетона. Под общ. ред. Стефанова Б.В., Киев, Вища школа, 1978.
4. Общесоюзные нормы технологического проектирования предприятий сборного железобетона (ОНТП-7-80). М., Стройиздат, 1983.
5. Рекомендации по снижению расхода тепловой энергии в камерах для тепловой обработки железобетонных изделий. ВНИИЖБ., М., Стройиздат, 1984.
6. Пособие по тепловой обработке сборных железобетонных конструкций и изделий (к СНиП 3.09.01-85). ВНИИЖБ., М., 1989.
[1]
СНиП 3.09.01-85. Производство сборных железобетонных конструкций и изделий. - М.: ЦИТП Госстроя СССР, 1985. - 40 с.
|
