| Двигатели газ-51, зис 2, м-20 и газ-69
Ремонт водяного насоса
Характерной неисправностью водяного насоса является течь воды через сальник крыльчатки в результате износа текстолитовой уплотняющей шайбы. Подтекание сальника обнаруживается через контрольное отверстие, расположенное в средней части корпуса насоса, снизу. Устранение неисправности производится или путем перевертывания текстолитовой шайбы обратной стороной (неизношенной) к торцу корпуса, если абсолютная величина износа невелика, или заменой ее новой. При этом, как правило, подлежит замене и резиновая манжета.
Закупоривать контрольное отверстие для устранения подтекания сальника не допускается, так как в этом случае вода, просочившаяся из насоса, попадет в подшипник и испортит его.
Для ремонта сальника насоса новой конструкции (см. рис. 47) необходимо спрессовать крыльчатку вместе с заключенным в ней сальником с валика насоса, для чего следует:
1) снять насос с двигателя и вывернуть из него болт крепления крыльчатки;
2) зажать насос в тиски за ступицу вентилятора;
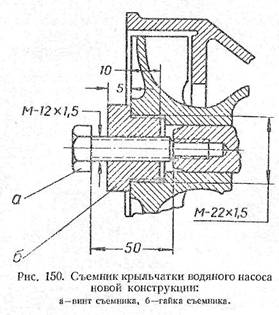
3) завернуть в крыльчатку гайку съемника б (рис. 150) и, вращая винт съемника а, спрессовать крыльчатку вместе с сальником;
4) удалить стопорное кольцо сальника из корпуса крыльчатки и вынуть все детали сальника.
Собирать сальник крыльчатки нужно в следующем порядке;
в корпус крыльчатки вставить сначала упорную пружину сальника (меньшим диаметром внутрь), затем резиновую манжету в сборе с латунным кольцом и обоймой, упорную текстолитовую шайбу и стопорное кольцо сальника.
Напрессовывать крыльчатку на место рекомендуется на ручном прессе, так как от ударов молотком крыльчатка может расколоться.
При напрессовке насос опирается передним торцем валика на стол, а нагрузка прикладывается к ступице крыльчатки. Напрессовка производится до упора ступицы в выступ валика от лыски .
Часть валика насоса, на котором работает резиновая манжета, перед напрессовкой крыльчатки должна быть смазана мылом, а торец корпуса насоса, по которому работает упорная текстолитовая шайба,— тонким слоем графитной смазки. Это исключит возможность задира рабочей поверхности манжеты и улучшит качество приработки рабочих поверхностей упорной шайбы и торца корпуса насоса.
Реклама

Состав графитной смазки приводится в разделе „Сборка двигателей" главы IV.
После напрессовки крыльчатки болт ее крепления с шайбами должны быть поставлены на место.
Для ремонта сальника насоса старой конструкции (см. рис. 46) необходимо разобрать весь насос в следующем порядке:
1) выбить конический штифт ступицы вентилятора со стороны, противоположной большему отверстию под штифт;
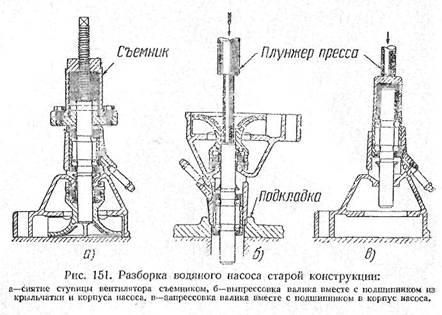
2) снять ступицу вентилятора, пользуясь для этой цели съемником, как. п оказано на рис. 151 а;
3) вынуть из корпуса насоса стопорное кольцо подшипника;
4) выпрессовать с помощью ручного пресса валик насоса вместе с подшипником из крыльчатки и корпуса, для чего необходимо опереть насос передним торцем корпуса на какое-либо основание с отверстием, обеспечивающим свободный проход через него подшипника, а нагрузку прикладывать к торцу валика насоса со стороны крыльчатки, как показано на рис. 151 б;
5) удалить стопорное кольцо сальника из корпуса крыльчатки и вынуть все детали сальника. Сборка сальника производится так же, как и в насосе новой конструкции (см , выше).
При сборке насоса после замены сальника необходимо:
1) запрессовать валик насоса с подшипником в корпус до упора, прикладывая нагрузку к торцу обоймы подшипника, как показано на рис. 151 в ;
2) поставить на место стопорное кольцо подшипника водяного насоса;
3) напрессовать крыльчатку, как указывалось выше, для насоса новой конструкции;
4) напрессовать ступицу вентилятора, оперев валик на его задний торец.
При сборке насоса старой конструкции надо обеспечить зазор между лопастями крыльчатки и плоскостью корпуса насоса в 0,75 + 0,25 мм, а также зазор между задним торцем
ступицы вентилятора и передним торцем корпуса насоса в 1±0,25 мм. Указанные зазоры обеспечиваются тем, что запрессовка крыльчатки и ступицы производится до совпадения торце в валика с торцами этих деталей.
Для обеспечения надежной посадки крыльчатки на валике водяного насоса старой конструкции, между ними должен быть натяг в пределах 0,037—0,075 мм. Этот натяг обеспечивается соответствующими размерами диаметров валика и отверстия в крыльчатке (см. табл. 18).
В результате разборки этого соединения плотность посадки крыльчатки на валике может быть значительно ослаблена. В этом случае ее надо восстановить хромированием конца валика (на длине 30—35 мм от торца) с последующей шлифовкой и полировкой его до требуемых размеров. При шлифовке валик противоположным концом зажимается в патроне шлифовального станка.
Реклама

Указанная работа должна выполняться только высококвалифицированным шлифовальщиком.
После сборки насоса необходимо смазать его подшипник солидолом.
При необходимости (например, для замены подшипников или валика), полная разборка насоса новой конструкции производится аналогично описанной выше разборке насоса старой конструкции с той лишь разницей, что при запрессовке валика с подшипниками в корпус насоса нагрузку следует прикладывать к внутренней обойме подшипника, а не к наружной.
При установке водяного насоса на двигатель необходимо каждый раз менять прокладку между ним и блоком цилиндров.
Болты крепления насоса к блоку, во избежание течи воды через резьбу, должны быть поставлены в нее па сурике.
|
