Введение
Автоматизация
– это внедрение технических средств, управляющих процессами без непосредственного участия человека. Разнообразие технических средств автоматизации, глубокое изучение процессов химической технологии, а также достаточно хорошо разработанная теория автоматического управления позволяют интенсивно проводить автоматизацию в химической промышленности.
Одной из основных задач автоматизации технологических процессов является повышение экономической эффективности производства. В ряде случаев само производство не может быть реализовано без его автоматизации. Существует значительное число процессов, интенсификация которых возможна лишь при ведении их в предаварийных режимах, что вызывает необходимость в процессе автоматизации таких производств решать совместные задачи автоматического управления и автоматической защиты.
Важнейшей предпосылкой автоматизации является отработанность технологии производства. Основными требованиями, которые предъявляет автоматизация к технологии, являются неразрывность технологической цепи в пределах автоматизируемого участка и целесообразное расположение оборудования, в соответствии с направлением движения материальных и энергетических протоков. Чем полнее соответствует процесс указанным требованиям, тем выше экономическая эффективность автоматизации.
В химической промышленности вопросам автоматизации уделяется особое внимание. Это объясняется сложностью и большой скоростью протекания технологических процессов, высокой чувствительностью их к нарушениям режима, вредностью условий работы, взрыво- и пожароопасностью перерабатываемых веществ.
Внедрение специальных автоматических устройств способствует безаварийной работе оборудования, исключает случаи травматизма, предупреждает загрязнение окружающей среды.
В данной курсовой работе рассматривается регулирование процесса нагревания.
1 Описание технологического процесса
Основные принципы управления процессом нагревания рассмотрим на примере поверхностного кожухотрубчатого теплообменника, в который подают нагреваемый продукт и теплоноситель. Показателем эффективности данного процесса является температура t
п//
продукта на выходе из теплообменника, а целью управления – поддержание этой температуры на определенном уровне.
Реклама

Зависимость температуры t
п//
от параметров процесса может быть найдена из уравнения теплового баланса:
 , ,
где  , ,  – расходы соответственно продукта и горячего теплоносителя; – расходы соответственно продукта и горячего теплоносителя;
 – удельные теплоемкости продукта и горячего теплоносителя; – удельные теплоемкости продукта и горячего теплоносителя;
 – температуры продукта и горячего теплоносителя на входе в теплообменник; – температуры продукта и горячего теплоносителя на входе в теплообменник;
 – температура горячего теплоносителя на выходе из теплообменника. – температура горячего теплоносителя на выходе из теплообменника.
Решая данное уравнение относительно  , получим: , получим:

Расход теплоносителя можно легко стабилизировать или использовать для внесения эффективных регулирующих воздействий. Расход продукта определяется другими технологическими процессами, а не процессом нагревания, поэтому он не может быть ни стабилизирован, ни использован для внесения регулирующих воздействий; при изменении в теплообменник будут поступать сильные возмущения. Температуры  и и  , а также удельные теплоемкости сп
и с
т определяются технологическими режимами других процессов, поэтому стабилизировать их при ведении процесса нагревания невозможно. К неликвидируемым возмущениям относятся также изменение температуры окружающей среды и свойств теплопередающей стенки вследствие отложения солей, а также коррозии. Анализ объекта управления показал, что большую часть возмущающих воздействий невозможно устранить. В связи с этим следует в качестве регулируемой величины брать температуру , а регулирующее воздействие осуществлять путем изменения расхода . , а также удельные теплоемкости сп
и с
т определяются технологическими режимами других процессов, поэтому стабилизировать их при ведении процесса нагревания невозможно. К неликвидируемым возмущениям относятся также изменение температуры окружающей среды и свойств теплопередающей стенки вследствие отложения солей, а также коррозии. Анализ объекта управления показал, что большую часть возмущающих воздействий невозможно устранить. В связи с этим следует в качестве регулируемой величины брать температуру , а регулирующее воздействие осуществлять путем изменения расхода .
Теплообменники как объекты регулирования температуры обладают большими запаздываниями, поэтому следует уделять особое внимание выбору места установки датчика и закону регулирования. Для уменьшения транспортных запаздываний датчик температуры необходимо помещать как можно ближе к теплообменнику. Для устранения запаздывания значительный эффект может дать применение регуляторов с предварением и исполнительных механизмов с позиционерами.
В качестве контролируемых величин следует принимать расходы теплоносителей, их конечные и начальные температуры, давления. Знание текущих значений этих параметров необходимо для нормального пуска, наладки и эксплуатации процесса. Расход требуется знать также для подсчета технико-экономических показателей процесса, а расход и температуру – для оперативного управления процессом.
Сигнализации подлежат температура и расход продукта. В связи с тем что резкое падение расхода может послужить причиной выхода из строя теплообменника, устройство защиты в этом случае должно перекрывать линию горячего теплоносителя.
Реклама

2 Анализ технологического процесса как объекта автоматизации
На основании описания технологического процесса задачами автоматизации являются:
- поддержание расхода горячего теплоносителя
- поддержание давления исходного теплоносителя
- поддержание и сигнализация температуры продукта
- поддержание и сигнализация расхода продукта
- поддержание температуры в трубопроводах
- поддержание давления конечного теплоносителя
Технологическая карта параметров
| Аппарат |
Параметр |
Номинальное значение |
Допустимое отклонение |
Функциональные признаки ТСА |
| Показание |
Регистрация |
Блокировка |
Сигнализация |
Регулирование |
| Трубопровод |
Расход теплоносителя |
15 кг/с |
+
10 % |
Щ |
Щ |
| Трубопровод |
Давление исходного теплоносителя |
0,1 МПа |
+
10 % |
Щ |
Щ |
| Трубопровод |
Температура продукта |
60°С |
+
5 % |
Щ |
Щ |
Щ |
Подачей теплоносителя |
| Трубопровод |
Расход продукта |
20 кг/с |
+
10 % |
Щ |
Щ |
Щ |
| Трубопровод |
Температура в трубопроводах |
60°С |
+
5 % |
Щ |
Щ |
| Трубопровод |
Давление конечного теплоносителя |
0,1 МПа |
+
10 % |
Щ |
Щ |
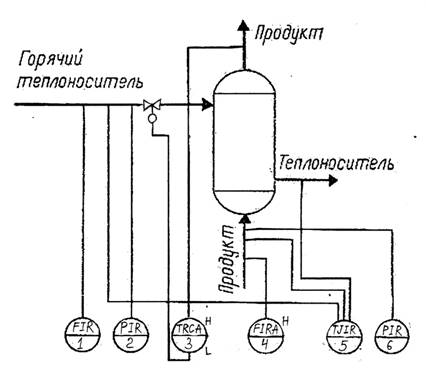
3 Упрощенная функциональная схема автоматизации
4 Выбор и разработка функциональной схемы автоматизации
1. В процессе происходит поддержание расхода горячего теплоносителя. Регулирование происходит следующим образом. Сигнал с камерной диафрагмы FE 1-1 поступает в промежуточный преобразователь FT 1-2, а затем во вторичный блок FIR 1-3, установленный на щите.
2. В процессе происходит поддержание давления в трубопроводе теплоносителя. Регулирование происходит следующим образом. Сигнал с преобразователя РT 2-1 поступает во вторичный блок PIR 2-2, установленный на щите.
3. В процессе происходит поддержание и сигнализация температуры продукта. Регулирование происходит следующим образом. Сигнал с датчика температуры ТЕ 3-1 поступает во вторичный блок TRCА 3-2, установленный на щите, и затем в регулирующий блок TY 3-3, который выдает управляющее действие на исполнительный механизм регулирующего органа 3-4.
4. В процессе происходит поддержание и сигнализация расхода исходного продукта. Регулирование происходит следующим образом. Сигнал с камерной диафрагмы FE 4-1 поступает в промежуточный преобразователь FT 4-2, а затем во вторичный блок FIRА 4-3, установленный на щите.
5. В трубопроводах происходит поддержание температуры. Регулирование происходит следующим образом. Сигнал с датчика температуры ТЕ 5-1 поступает во вторичный блок TJIR 5-2, установленный на щите.
6. В процессе происходит поддержание давления в трубопроводе выходящего теплоносите-ля. Регулирование происходит следующим образом. Сигнал с преобразователя РT 6-1 поступает во вторичный блок PIR 6-2, установленный на щите.
5 Выбор технических средств автоматизации
| Поз. |
Измеряемый (регулир.) параметр |
Номи-нал. знач. параметра |
Место установки |
Наименование прибора |
Тип |
Краткая техн. харак-теристика |
Колво |
Лит. источник |
| 1-1 |
Расход теплоносителя |
15 кг/с |
Трубопровод |
Диафрагма камерная |
ДК-6 |
Ру = 0,6 МПа |
1 |
2 [136] |
| 1-2 |
По месту |
Дифманометр |
МЕТРАН 43 ДД |
+
0,5% |
1 |
3 [35] |
| 1-3 |
Центральный щит |
Автоматический мост |
ДИСК-250 2231 |
+
0,5% |
1 |
2 [379] |
| 2-1 |
Давление исходного теплоносителя |
0,1 МПа |
Трубопровод |
Преобразователь давления |
МЕТРАН 43 ДИ |
+
0,25% |
1 |
3 [29] |
| 2-2 |
Центральный щит |
Автоматический мост |
ДИСК-250 2231 |
+
0,5% |
1 |
2 [379] |
| 3-1 |
Температура продукта |
60°С |
Трубопровод |
Термопреобра-зователь сопротивления |
ТСП-0879 50 П |
-50 ¸ +600°С |
1 |
2 [58] |
| 3-2 |
Центральный щит |
Автоматический мост |
ДИСК-250 2231 |
+
0,5% |
1 |
2 [379] |
| 3-3 |
По месту |
Преобразова-тель электро-пневматический |
ЭПП-М |
Класс точности 1,5 |
1 |
2 [600] |
| 3-4 |
Трубо-провод |
Клапан регулирующий |
25С 94НЖ |
Dy = 80 мм
Ру = 6,3 МПа
|
1 |
2 [777] |
| 4-1 |
Расход продукта |
20 кг/с |
Трубо-провод |
Диафрагма камерная |
ДК-6 |
Ру = 0,6МПа |
1 |
2 [136] |
| 4-2 |
По месту |
Дифманометр |
МЕТРАН 43 ДД |
+
0,5% |
1 |
3 [35] |
| 4-3 |
Центральный щит |
Автоматический мост |
ДИСК-250 2231 |
+
0,5% |
1 |
2 [379] |
| 5-1 |
Температура |
60°С |
Трубо-провод |
Термопреобразователь сопротивления |
ТСП-0879 50 П |
-50 ¸ +600°С |
3 |
2 [58] |
| 5-2 |
Центральный щит |
Автоматический мост |
ДИСК-250 2231 |
+
0,5% |
1 |
2 [379] |
| 6-1 |
Давление конечного теплоносителя |
0,1 МПа |
Трубо-провод |
Преобразователь давления |
МЕТРАН 43 ДИ |
+
0,25% |
1 |
3 [29] |
| 6-2 |
Централь-ный щит |
Автоматический мост |
ДИСК-250 2231 |
+
0,5% |
1 |
2 [379] |
6 Развернутая функциональная схема автоматизации

      1 2 3 4 5 6 7 1 2 3 4 5 6 7
Выводы
В данной курсовой работе был рассмотрен технологический процесс нагревания.
Проведен анализ технологического процесса как объекта автоматизации, предложена функциональная схема автоматизации. Также были выбраны технические средства автоматизации на основе принятой системы контроля и регулирования, которые представлены в спецификации. В ходе работы были приобретены навыки чтения и составления простейших функциональных схем автоматизации.
Список использованной литературы
1. Голубятников В.А., Шувалов В.В. Автоматизация производственных процессов в химической промышленности. М., 1985.
2. Промышленные приборы и средства автоматизации: Справ. / Под ред. В.В. Черенкова. Л., 1987.
3. Номенклатурный каталог «Концерн Метран», 1995 г.
4. Системы управления химико-технологическими процессами: Метод. Указания к выполнению курсовой работы для студентов спец. 2501, 2502 всех форм обучения / НГТУ; Сост.: М.А. Фадеев, Н.Новгород, 2000, 26 с.
5. Лекционный материал.
|
