Министерство Образования и Науки Российской Федерации
Федеральное агентство по образованию
Задача по дисциплине термическая обработка металлов
Выполнил:
студент группы
Проверил:
Задание:
Конические зубчатые колёса диаметром 50 мм в электротележке работают в условиях динамических нагрузок и повышенного износа. По требованию конструктора сталь должна обладать высоким сопротивлением хрупкому разрушению изделия в сердцевине. Выбрать углеродистую цементуемую сталь, разработать и обосновать режимы всех видов термической обработки изделия, для всех стадий выбрать оборудование, схематично его изобразить и описать принцип работы. Описать превращения, происходящие в сплаве на всех стадиях обработки, указать, какой будет структура на каждой стадии. Схематично изобразить структуру стали после окончательной обработки изделия, дать характеристику её механических свойств.
Выбор стали
Для изготовления конических зубчатых колёс выберем углеродистую цементуемую сталь 20Х. Так как она является наиболее оптимальной.
Характеристика материала
Заменитель: 15Х, 20ХН, 12ХН2, 18ХГТ.
Классификация: Сталь конструкционная углеродистая цементуемая.
Применение: Пальцы поршневые, валы распределительные, толкатели, крестовины карданов, зубчатые колёса, клапаны, мелкие детали, работающие в условиях износа при трении.
Химический состав в %
С = 0,17-0,23%
S = 0,035%
P = 0,035%
Cu = 0,30%
Ni = 0,30%
Cr = 0,30%
Температура критических точек
Ac1=750, Ac3(Acm)=825, Ar3(Arcm)=755, Ar1=665, Mn=390
Механические свойства
σ0,2
= 390 Мпа, σв=640 МПа, δ5
=13% KCU=49 Дж/см2
Технологический процесс изготовления зубчатого колеса
Наилучшая макроструктура зубчатых колес получается при штамповке, когда расположение волокон соответствует конфигурации колеса, так как в этом случае
прочность на изгиб повышается.
I
.
Для подготовки структуры к обработке колес на металлорежущих станках и для улучшения механических свойств готовых зубчатых колес штампованные заготовки перед обработкой на металлорежущих станках подвергают термической обработке — отжигу (полному, изотермическому) или нормализации, или нормализации с высоким отпуском.
Наилучшей для резания (получение наименее шероховатой поверхности металла) является структура после изотермического отжига по режиму: нагрев до температуры выше Ас3
на30-50° С, выдержка, кратковременное переохлаждение до 480—500° С, выдержка при 580—600° С с дальнейшим охлаждением на воздухе.
Реклама

Отличительной особенностью изотермического отжига является то, что при его проведении распад аустенита на ферритно-цементитную смесь происходит при постоянной температуре. При других видах отжига такой распад происходит в период охлаждения в условиях непрерывного снижения температуры. После того как уже произошел распад аустенита, скорость охлаждения не имеет существенного значения, и поэтому охлаждение после изотермической выдержки можно проводить на воздухе. Это дает определенные преимущества. Во-первых, сокращается длительность процесса. Во-вторых, структура получается более однородной, поскольку превращение аустенита в перлит происходит при одной и той же температуре, а не в интервале температур, как при обычном отжиге.
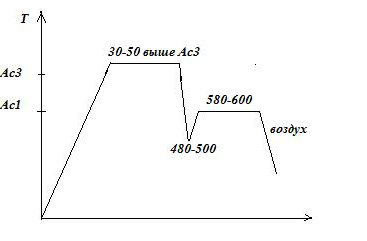
Рис. 1. Изотермический отжиг
Результат отжига: устранения внутренних напряжений, снижения твердости, повышения пластичности и вязкости, что позволяет нам провести механическую обработку материала. Микроструктура – перлит + феррит.
II
.
После механической обработки зубчатые колёса подвергают цементации с закалкой.
Цементация – это насыщение поверхностного слоя Ме углеродом при нагреве в соответствующей среде – карбюризаторе.
Закалка – это вид термической обработки, приводящий к неравновесной структуре – мартенсит. Результат: повышение твердости, высокая хрупкость, низкая пластичность. Закалка заключается в нагреве стали выше критических точек превращения, выдержке их при этой температуре и быстрому охлаждению.
Цементации подвергают детали, изготовленные из стали с низким содержанием углерода (<0,1—0,3% С). После цементации содержание углерода в поверхностном слое повышается до 0,8—1,2%. Если теперь такую деталь закалить, то в поверхностном слое получится мартенситная структура с высокой твердостью и износостойкостью, а сердцевина, хотя и не закалится вследствие низкого содержания углерода, однако приобретет более однородную мелкозернистую структуру. Благодаря этому механические свойства сердцевины улучшаются, а главное, она сохраняет высокую вязкость и способность воспринимать ударные нагрузки.
Карбюризатором при газовой цементации служит газ, содержащий углеводороды, т. е. соединения углерода и водорода, например метан — СН4
. При высокой температуре такой газ разлагается (диссоциирует) и дает необходимый для цементации атомарный углерод.
Реклама

Карбюризатором может служить, например, природный газ, который содержит 95—97% СН4
.
Режим: нагрев в карбюризаторе до 920-950о
С, подстуживание до 840-860о
С, закалка в масле.
 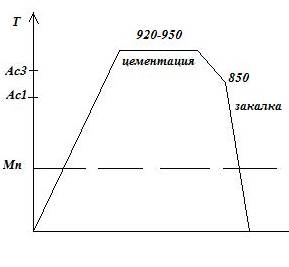
Рис 2. Цементация с закалкой
В результате закалки получается структура - мелкоигольчатый мартенсит с остаточным аустенитом.
III
.
Следующим этапом термической обработки зубчатого колеса будет низкотемпературный отпуск.
Отпуск – это процесс приближения неравновесной структуры к равновесной. Отпуск заключается в нагреве стали до температуры ниже Ас1, выдержка при заданной температуре и последующее охлаждение с заданной скоростью.
При отпуске происходит частичный или полный распад мартенсита, уменьшаются или полностью устраняются внутренние напряжения, повышается пластичность, снижается твердость и хрупкость.
Низкотемпературный отпуск заключается в нагреве до температуры 180-200 С, не выше температуры Мн. Структура: мартенсит отпуска. немного снимаются внутренние напряжения, сталь становится менее хрупкой, твердость остается высокой. Применяется для инструментов или деталей машин, где требуется высокая твердость. С, не выше температуры Мн. Структура: мартенсит отпуска. немного снимаются внутренние напряжения, сталь становится менее хрупкой, твердость остается высокой. Применяется для инструментов или деталей машин, где требуется высокая твердость.
В нашем случае мы производим нагрев до температуры 180-200С с последующим охлаждением на воздухе.
 Т Т
Ас1 ---------------------------------
727о
С------------------------------------
Мн ---------------------220о
С-------------------------

воздух
 М+Аост
Мотп
τ М+Аост
Мотп
τ
Рис. 3. Низкотемпературный отпуск
В результате получается структура мартенсит отпуска.
Низкотемпературный отпуск является окончательным видом термической обработки для зубчатого колеса.
 Т Т
   880-900о
С 920-950о
С 880-900о
С 920-950о
С
    Ас3------------------------------------------------------------------------------------------------------- --
850о
С----------------------------------- Ас3------------------------------------------------------------------------------------------------------- --
850о
С-----------------------------------
Ас1-----------------------------------
580-600о
С--------------------------------------------------------------------------------------------------
480-500о
С воздух масло
Мн---------------------------------------------------------------------------------------------------------------------------------
180-200о
С----
 воздух воздух
Рис. 4. Термическая обработка конического зубчатого колеса τ
Окончательная структура зубчатого колеса – мартенсит отпуска

Рис. 5. Мартенсит отпуска
После изготовления и проведения термической обработки, мы получили коническое зубчатое колесо, полностью удовлетворяющие эксплуатационным требованиям.
Окончательным видом обработки конического зубчатого колеса, предающей ему товарный вид, является очистка от окалины и технической грязи. Очистка производится в травильной машине с последующей промывкой. Это позволяет удалить с поверхности зубчатого колеса окислы.
Оборудование для нагрева
Камерная печь с вы
движным подом
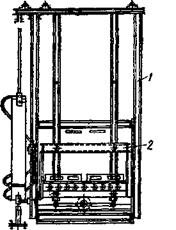
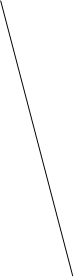
Камерные печи с выдвижным подом могут быть топливными и электрическими. На рис. 6 представлена камерная топливная печь с выдвижным подом типа ТДО. Под 3
печи монтируется на сварной раме 4
и футеруется шамотным нормальным или легковесным кирпичом. Рама 4
перемещается на катках 5 или устанавливается на колеса. Для выкатки пода используют специальные механизмы. Подъем заслонок 1
осуществляется электролебедкой 2, иногда применяют и гидроподъемники. Максимальная температура нагрева изделий в печах ТДО достигает 1100°С. Контроль температуры автоматический.
Камерные печи с выдвижным подом применяют в основном для отжига.
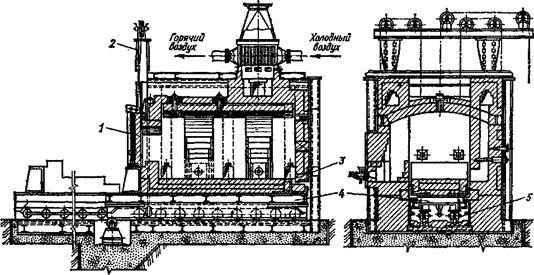
Рис. 6. Камерная топливная печь с выдвижным подом типа ТДО
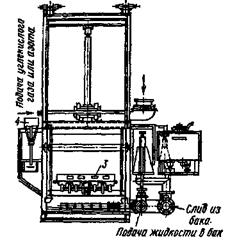
Механизированная камерная электрическая печь
Механизированная камерная электрическая печь приведена на рис. 7. Печи такого типа имеют индекс СНЗА. Печь имеет две камеры – закалочную и нагревательную 5. Поддон с деталями поступает сначала в закалочную камеру, в нижней части которой расположен закалочный бак 1
. Затем с помощью цепного механизма 6
поддон с деталями перемещается в нагревательную камеру. После нагрева поддон снова передвигается в закалочную камеру и вместе со столиком 3
погружается в бак с маслом. После закалки столик поднимается, закалочную камеру разгружают и снова загружают.
Печь данной конструкции может быть использована для цементации и нитроцементации. В комплект печи входит эндотермический генератор, очистительные и смесительные устройства, приборы для контроля температуры и регулирования углеродного потенциала.
Контролируемая атмосфера, используемая в печи,— эндогаз. Для равномерного распределения атмосферы в нагревательной камере установлен вентилятор 4.
Давление контролируемой атмосферы в нагревательной камере должно быть положительным (больше атмосферного).
Рис. 7. Механизированная камерная электрическая печь
Оборудование для охлаждения
Механизированный закалочный бак с опускающимся столом
Механизированный закалочный бак (рис. 8) состоит из корпуса 1
, в котором установлен стол 2
с отверстиями в крышке. С помощью пневматического приспособления 3
стол может опускаться, подниматься и покачиваться. Перемешивание масла осуществляется мешалкой. 4.
Охлаждение поддонов производится следующим образом. Горячие поддоны с деталями поступают на стол, и стол с помощью пневматики погружается в масло и покачивается.
Рис. 8. Механизированный закалочный бак с опускающимся столом
Оборудование для очистки
Травильная машина с краном
Химическое травление осуществляется травильной машиной с подъемным краном (рис. 9). Плунжер споршнем 1
соединен с четырьмя балками-хоботами 2,
расположенными крестообразно. С помощью плунжера корзины 3
можно поднимать и опускать. При подъеме балки-хоботы могут быть повернуты на 90 °С.
Травильная машина имеет три бака 4,
расположенных под концами балок-хоботов. В одном баке находится раствор кислоты, в другом — горячая вода, а в третьем — холодная вода. Под четвертым хоботом находится разгрузочно-погрузочная площадка.
Кислотные травильные баки делают из кислотоупорного бетона, деревянными с внутренней облицовкой из кислотоупорного кирпича, металлическими и т. д. Химическое травление ограничено, так как оно вредно влияет на организм человека.
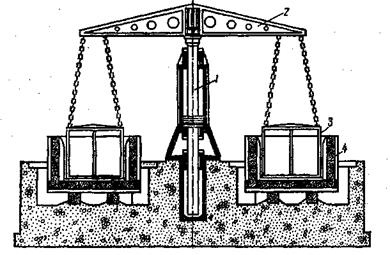
Рис. 9. Травильная машина с краном
Бесконвейерная тупиковая моечная машина
Бесконвейерная тупиковая машина представлена на рис. 10. Детали укладываются в тележку 4.
Водный раствор от насоса 1
по трубопроводу 3
поступает в верхнюю 2
и нижнюю 5
части машины.
Для промывки применяют горячий (70—90 °С) водный раствор щелочи с содержанием 3—10% каустической или кальцинированной соды. Более высокое качество очистки после закалки достигается при промывке в 3—5%-ном растворе жидкого стекла (Са5О2
) или в воде с добавкой 10 % эмульсола, в состав которого входит 75 % индустриального масла, 22 % оксидолового масла, до 1 % едкого натра и до 2 % спирта.
Размеры рабочей камеры 700X700X800 мм. В камере промывается одна корзина с деталями. Продолжительность промывки 3 мин. Габарит машины 1870Х X1045X1700 мм.
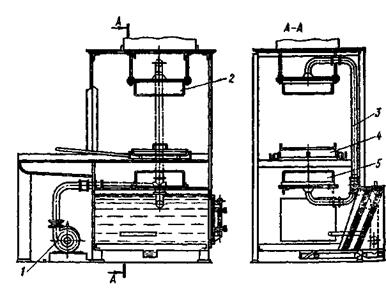
Рис. 10. Бесконвейерная тупиковая моечная машина
Подъемно-транспортное оборудование
На рис. 11 показаны конструкции ручных мостовых кранов. Однобалочные ручные мостовые краны имеют грузоподъемность до 5 т при пролетах до 12 м. Для большей грузоподъемности, а также при пролетах, превышающих 12 м, устанавливают двухбалочные краны В электрических мостовых кранах ходовые колеса приводятся в движение электродвигателем.
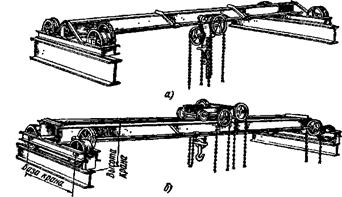
Рис. 11. Ручные мостовые краны:а — однобалочный,
б —
двухбалочный
|