Поліграфічні матеріали
Вступ
У сучасній поліграфічній промисловості використовуються матеріали, номенклатура яких сягає понад дві тисячі видів, а вартість цих матеріалів складає у різних випадках від 40 до 70 відсотків вартості усіх виробничих витрат, тому стає зрозумілим, чому так важливо вміло використовувати ці матеріали у роботі.
На виробництві матеріали поділяють на основні та допоміжні. Основні матеріали входять до складу готової продукції та визначають її споживчі властивості (задруковувані матеріали; фарби; палітурні матеріали), у той час як допоміжні матеріали лише задіяні у виробничому процесі, але до складу готової продукції не входять (фототехнічні плівки, друкарські форми, матеріали для фарбових валиків, різноманітні хімікати, змащувальні матеріали). На основі інтеграції знань про властивості матеріалів, технологічні операції та їх фізико-хімічні характеристики було вирішено розділити матеріали за трьома умовними групами, виходячи з технологічного процесу виготовлення поліграфічної продукції.
До першої групи матеріалів віднесені фотоматеріали та формні матеріали, що у свою чергу згруповані за призначенням: формні матеріали для високого та флексографічного друку, плоского офсетного, глибокого та тамподруку, трафаретного друку.
До другої групи матеріалів віднесені: папір та картон, фарби та лаки, невбираючі задруковувані поверхні (метали, скло, пластмаси та ін.). матеріали з поліуретанів (декелі, друкарські валики, марзани), зволожувальні розчини, змащувальні матеріали.
До третьої групи входять палітурні матеріали (клеї, покривні матеріали, фольга та плівки). Далі в курсовій роботі наведені основні відомості стосовно поліграфічних матеріалів.
У багатьох до друкарських процесах перетворення оригінальної текстової та образотворчої інформації завершується виготовленням фотоформи, яка використовується у формному процесі для виготовлення друкарської форми, окрім сучасних скорочених технологічних схем, наприклад, комп'ютер – друкарська пластина ("Computer-to-Plate"), комп'ютер – друкування "Computer-to-Print", де фотоформа не потрібна.
Фотоформа являє собою зображення, яке складається з непрозорих та прозорих елементів, відносно до випромінювання, що використовується у формному процесі.
Реклама

Зображення фотоформ не обов'язково відповідає оригінальному зображенню, створеному автором, так як для поліграфічного відтворення оригінальне зображення необхідно перетворити. Зокрема:
– виділити з оригінального зображення область для відтворення;
– вибрати масштаб для відтворення;
– для напівтонових зображень вибрати найважливіші тональні переходи, які необхідно найточніше відтворити. Виконати відповідну їх градаційну корекцію відносно градаційних характеристик технологічних процесів та умов друку, щоб зображення на друкарському відбитку було близьким до оригіналу;
– виконати кольороподіл – отримати зображення для друкування базовими та додатковими друкарськими фарбами. Базові кольорові фарби здійснюють кольоровий синтез під час друку (наприклад, для тріадного друку це голуба, жовта, пурпурна та чорна (контурна) фарби на білому тілі задрукованого матеріалу). Додаткові фарби використовуються для надання окремим елементам зображення кольору, що не може бути відтворений під час кольорового синтезу (наприклад, оранжевий чи фіолетовий кольори, сріблясті та золотисті металізовані кольори);
– напівтонові зображення необхідно перетворити на мікроштрихові (растрові), тобто виконати растрування (рисунок 1);
Це пов'язано з тим, що більшість способів друку не дозволяють відтворювати напівтони шляхом зміни товщини фарбового шару. Зміна співвідношення надрукованої та ненадрукованої площі дискретного (растрового) елемента, при певних співвідношеннях розміру цього елемента та відстані спостереження зображення, людським оком сприймається як перехід тонів, що і використовується у поліграфії для відтворення напівтонових зображень.
– залежно від перетворень у формному та друкарському процесах, фотоформа повинна мати позитивне або негативне (з аналогічним або протилежним, до оригінального, розподілом тонів), пряме або дзеркальне зображення.
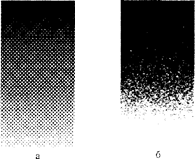
Рисунок 1 – Схематичне зображення растрованого напівтонового клину: а – традиційний растр, б – частотно-модульований (стохастичний) растр
Виготовлення фотоформ здійснюється у до друкарських процесах де за допомогою променевої енергії здійснюється відтворення або запис зображення на світлочуттєвому матеріалі у фоторепродукційному апараті, у контактно-копіювальній рамі або у фотовивідному пристрої.
Сьогодні у поліграфії в якості світлочуттєвого матеріалу переважно застосовують чорно-білі фототехнічні срібловмісткі плівки.
Реклама

Разом із фототехнічними плівками до фототехнічних матеріалів відносять речовини для їх оброблення та речовини для коректування отримуваної фотоформи.
2 Формні матеріали
Від способів друку, технології друкування залежить вид друкарської форми.
Матеріали для складання форм високого друку (друкарські шрифти, лінотипні рядки, стереотипи) відливаються під тиском у відповідних формах (матрицях). Залежно від виду і призначення складального матеріалу друкарський сплав повинен задовольняти певним технічним вимогам:
– плавитися при невисоких температурах, забезпечуючи при цьому економію енергії та часу, продовжуючи термін користування відливною формою та відливними механізмами;
– мати добрі ливарні властивості; бути рідкотекучим, відзначатися малою усадкою, добре заповнювати форму;
– не шкодити здоров'ю працівників, які з ним працюють;
– бути хімічно пасивним у розігрітому стані, не руйнувати матриці та деталі відливних механізмів;
– мати хороші механічні властивості – бути твердим, міцним, пружним – для підвищення тиражостійкості друкарської форми;
– бути стійким до дії навколишнього середовища;
– не підгорати при повторному переплавленні;
– бути економічно вигідним, не містити дорогих металів;
– добре сприймати та віддавати олійну друкарську фарбу;
– бути легким і зручним у роботі.
Для виготовлення друкарських форм використовують цинкові, алюмінієві та сталеві пластини. Вони повинні задовольняти таким технічним вимогам:
– мати хімічний склад відповідно до марки пластини;
– відзначатися рівною поверхнею без механічних пошкоджень і домішок;
– мати дрібнозернисту, однорідну структуру;
– рівномірну товщину;
– достатню механічну твердість і найменшу крихкість;
– не утворювати тріщин при згинанні;
– їх геометричні розміри повинні відповідати стандартам.
Для виготовлення кліше шляхом травлення використовують цинкові та мікроцинкові пластини.
Як копіювальні шари для форм офсетного, високого, флексографічного та трафаретного друку використовуються фотополімери. Фотополімери – це високомолекулярні органічні речовини, молекули яких під дією світла при наявності ініціаторів "зшиваються" між собою і втрачають здатність розчинятися. Даний процес називається фотополімеризацією.
Принцип отримання друкувальних елементів є ідентичним для всіх видів друку, крім трафаретного. При експонуванні через негатив під дією ультрафіолетових променів у шарі фотополімеру відбувається фотополімеризація й утворюються нерозчинні ділянки. Ці ділянки і є друкувальними елементами, на які пізніше наносять фарбу. Під темними ділянками негативу шар не піддається дії світла і розчиняється у водному розчині лугу чи спирту, так утворюються проміжні елементи форми. У трафаретних друкарських формах нерозчинні ділянки є проміжними елементами, а ділянки, де фотополімери розчиняються, – друкувальними елементами. Фотополімерні форми мають ряд переваг перед металевими:
– процес виготовлення фото полімерних друкарських форм швидкий, доступний, дешевий;
– при їх використанні поліпшуються умови праці та не забруднюється навколишнє середовище;
– друкарські форми порівняно з іншими добре сприймають і віддають фарбу;
– використання фотополімерів значно скорочує витрати кольорових металів;
– форми стійкі до дії в'яжучих фарб і змивальних речовин;
– можуть відтворювати дрібні зображення на відбитку;
– мають високу тиражостійкість.
Проте фотополімерні форми важко піддаються корегуванню, вимагають високої якості негативів, формний матеріал не піддається повторній переробці, фотополімери порівняно дорогі, їх використання економічно вигідне при друкуванні книжково-журнальної продукції середніми та великими тиражами.
Фотополімер як формний матеріал привертає увагу простотою технології виготовлення друкарських форм та низькою трудомісткістю процесу. Такі форми з високою точністю дозволяють відтворювати складні зображення з текстовими, штриховими та растровими елементами. Вони, у порівнянні з металевими формами, володіють більшою фарбовіддачею, що забезпечує отримання відбитків з підвищеною оптичною щільністю.
У флексографії (різновид високого друку) використовуються еластичні полімерні рельєфні форми. У простому виконанні флексографічна друкарська система складається з чотирьох основних елементів (рис. 2): 1 – растрового (анілоксового) валика з дрібнокомірчастою поверхнею, який дозволяє перенести на друкарську форму дозовану кількість друкарської фарби; 2 – м'якої еластичної друкарської форми; 3 – друкарського циліндра; 4 – ракеля.

Рисунок 2 – Спрощена схема фарбового апарата флексографічної друкарської машини
Використання м'якої еластичної форми обумовлюється наявністю жорсткого анілоксового валика та друкарського циліндра, у протилежному випадку неможливим було б перенесення з комірок анілоксового валика навіть дуже рідкої фарби. Точність виготовлення друкарських форм за товщиною повинна складати 0,02– 0,3 мм, перевищення цієї межі може викликати в процесі друкування розтискування фарби та забивання штрихових та растрових елементів зображення. Твердість флексографічних друкарських форм знаходиться в межах 40–60 од. за Шором. Еластичність друкарської форми дає можливість задруковувати будь-які матеріали.
Офсетний спосіб друкування – один з основних та найбільш перспективних способів, значення якого зростає. На формах плоского друку (рисунок 3, а) друкарські 1 та проміжні 2 елементи практично розташовані в одній площині та мають різні фізико-хімічні властивості: у більшості випадків перші сприймають фарбу (гідрофобні або оліофільні), а другі – сприймають вологу (гідрофільні).
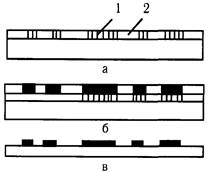
Рисунок 3 – Схема форми плоского друку та відбитка з неї
Багаторазове отримання відбитків забезпечується завдяки тому, що в процесі друкування перед кожним нанесенням фарби пробільні елементи зволожуються та не сприймають фарбу (рисунок 3, б). Друкарські елементи, які знаходяться в одній площині, покриваються рівномірним шаром фарби, і всі елементи зображення, як і у високому друці, складаються з фарбового шару однакової товщини (рисунок 3, в).
У плоскому офсетному друці використовується велике різноманіття друкарських форм. Проте всі вони, в основному, призначені для друкування із зволоженням. Такі форми класифікуються за наступними ознаками (рисунок 4).

Рисунок 4 – Класифікація форм плоского офсетного друку
Форми плоского офсетного друку в залежності від виду друкарських машин виготовляють різноманітних форматів при товщині від 0,15 до 0,8 мм. Вартість таких форм є відносно невисокою, а процес їх виготовлення – продуктивним. Тиражостійкість форм залежить від способу їх виготовлення та формних матеріалів, що застосовуються, та коливається в широких межах.
Офсетні металеві формні пластини в залежності від кількості металів, з яких складається робоча поверхня, поділяються на монометалеві та біметалеві. Для виготовлення монометалевих офсетних друкарських форм застосовують цинк та алюміній, якщо їх поверхня попередньо механічно або електрохімічне оброблена. У всіх сучасних способах виготовлення монометалевих форм гідрофобні друкувальні елементи утворені копіювальним шаром або лаком і міцно з'єднані з поверхнею металу, а проміжні утворені на поверхні металу-основи, адсорбованими гідрофільними плівками. У копіювальному процесі копію з фотоформи на поверхні монометалевої пластини отримують з растрових або штрихових негативів або діапозитивів. Під час виготовлення біметалевих форм (рисунок 5) для створення стійких друкувальних та проміжних елементів використовують два різних за властивостями метали: мідь або латунь для утворення друкувальних елементів; хром, нікель, електролітичний сплав нікель-кобальт, нержавіючу сталь – для проміжних елементів.
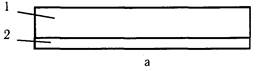
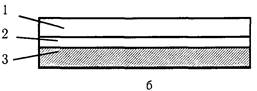
Рисунок 5 – Схема друкарської формної пластини:
а – біметалевої (1 – хром або нікель, 2 – мідь або латунь);
б – триметалеві (1 – хром або нікель, 2 – мідь, 3 – алюміній або сталь)
При позитивному способі використовують копіювальний шар на основі ортонафтохінондіазидів, при негативному – шар на фотополімерах діазосмол або хромальбуміні. У глибокому друці друкувальними є заглиблені елементи форми, в які у той чи інший спосіб наноситься фарба (рисунок 6). Проміжні елементи форми глибокого друку перед друкуванням ретельно очищуються від фарби ракелем і не утворюють відбитка на папері.
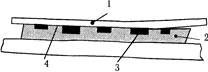
Рисунок 6 – Схема глибокого друку 1 – задруковуваний матеріал; 2 – друкарська форма; 3 – друкувальний елемент; 4 – проміжний елемент
Усі форми глибокого друку за видом продукції, поділяються на ілюстраційні та тексто-ілюстраційні. Вони виготовляються фотохімікографічним та електронно-гравіювальним способами.
Фотохімікографічні форми, в залежності від методу перенесення зображення на формний циліндр та травлення друкувальних елементів, виготовляють із застосуванням пігментного паперу (пігментний спосіб), або без його застосування (безпігментний спосіб).
Перспективним напрямком глибокого друку є тампонний друк (тамподрук), при якому плоске зображення переноситься на предмети різної конфігурації, виконані з різних матеріалів, за допомогою проміжного носія – тампону, коли інші способи друку не можуть бути застосовані.
Друкування здійснюється з форм глибокого, плоского, високого, трафаретного друку, але, як правило, використовується форма із заглибленими елементами (глибина від 20 до 180 мкм) на плоскій пластині. Виготовлення друкарських форм є складним та трудомістким процесом. На якість друкарської форми впливають матеріал, з якого її виготовляють та чистота обробки заготовки форми, склад копіювального шару, режими копіювання та травлення.
3 Папір і картон
Папір – це пористо-капілярний матеріал, із масою квадратного метра до 250 г, що складається переважно із рослинних волокон, пов'язаних між собою силами поверхневого зчеплення, в якому можуть містяться проклеювальні речовини, мінеральні наповнювачі, хімічні й натуральні волокна, пігменти й барвники. Картон – це багатошаровий матеріал, що містить переважно рослинні волокна і відрізняється від паперу більшою товщиною і масою квадратного метра. Виробництво паперу – трудомісткий процес, який передбачає виготовлення паперової маси, відлив та обробку паперу.
Однією із найважливіших технологічних операцій цього процесу є розмелювання – оброблення маси волокнистого напівфабрикату в розмелювальній апаратурі з метою розщеплення його волокон, зменшення розмірів та їх гідратації. Ступінь розмелювання характеризується довжиною волокна та ступенем фібрилювання. Залежно від довжини отриманих волокон, розмол може бути довгим (2,5–1,5 мм) і коротким (менше 1 мм), залежно від ступеня розмелювання – масним і пісним. При масному розмелюванні майже всі волокна розщеплено на фібрили, і на дотик маса здається "масною". Вплив розмелювання на властивості паперу є значним. Утворення великої кількості фібрил надає волокнам гнучкості та пластичності. Збільшення загальної кількості поверхні волокон сприяє ліпшому їх з'єднанню та переплетенню. Тому масне розмелювання використовують для виготовлення міцного, щільного, гладкого та дрібнопористого паперу. При пісному розмелюванні волокон отримують пухкий, пористий папір (наприклад, газетний, фільтрувальний).
Розмелені волокнисті напівфабрикати змішуються у певному співвідношенні (відповідно до складу даного виду паперу) у регуляторах композиції. Потім паперова маса, залежно від вимог до якості готової продукції, може йти на відлив, або в її композицію додатково вводять проклеювальні речовини, наповнювачі, барвники і тощо. Для осадження на волокнах компонентів, що додають у паперову масу, використовують сірчанокислий алюміній, поліакриламід чи інші домішки.
Підготовлену паперову масу регулюють за концентрацією, акумулюють у масних чи машинних басейнах. Перед подачею паперової маси на машину, де відливається папір, її розбавляють, очищують від шкідливих домішок і подають через спеціальні потокорозподілювачі в напірний пристрій, а далі на формуючий пристрій. Останній складається з однієї чи декількох рухомих незакінчених сіток, де відбувається видалення основної частини води й формування (чи відлив) необхідної структури паперового чи картонного полотна, яке далі в інших частинах машини буде підлягатися пресуванню, сушінню, охолодженню, машинній обробці й намотці.
Залежно від вимог готової продукції, вона може бути додатково каландрована на суперкаландрах. Готовий папір й картон розрізають на рулони заданого формату, пакують й направляють на склад готової продукції. У випадку необхідності папір і картон розрізають на бобіни чи аркуші. Вони можуть крейдуватись, можуть підлягати тисненню чи іншій обробці.
Паперовий і картонний брак, що обов'язково утворюється в процесі виробництва, знову перетворюється в паперову масу і повертається в технологічний процес (рисунок 7).
Виробництво картону в загальних рисах мало відрізняється від виробництва паперу. Різниця полягає в тому, що картон є багатошаровим композиційним матеріалом, тому для його внутрішніх шарів використовують дешевші волокнисті матеріали, ніж зовнішні. Інколи доводиться розділяти потоки оборотних вод картоноробної машини: на води для поверхневого шару із білених напівфабрикатів і для внутрішніх шарів із макулатурної маси і небілених напівфабрикатів. Якщо ж білизна зовнішнього шару картону не нормується, то оборотні води можуть йти загальним потоком для всіх шарів.
Друкарські властивості паперу – це властивості, що визначають поведінку паперу до друкування (тобто проходження його через паперопровідну систему друкарської машини), під час друкування (взаємодія паперу з друкарською фарбою) та після друкування (операції фальцування, брошурування, підрізання, а також експлуатаційні характеристики готової продукції). Тому актуальним та важливим є висвітлення найбільш важливих параметрів паперу, які слід враховувати при закупівлі і використанні. До основних з них можна віднести: показники структури, молекулярно-фізичні, механічні, оптичні та інші властивості. Вони повинні відповідати умовам даного технологічного процесу і характеру друкарської продукції, для якої призначено папір.

Рисунок 7 – Загальна технологічна схема виготовлення паперу та картону
У випадку застосування офсетного способу друку важливими показниками є міцність поверхні паперу і характер взаємодії його з вологою. Папір повинен мати високий рівень проклеювання, а стан поверхні (гладкість) суттєвої ролі не відіграє через те, що тиражування зображення виконується за допомогою офсетного циліндра. Папір, призначений для рулонного друку або для друкування за один процес, не рекомендується застосовувати для декількох прогонів на друкарській машині, оскільки він не нормується за значенням лінійної деформації. Важливо також врахувати наявність сушильних пристроїв у рулонних машинах. За їх відсутністю можна обмежитись папером машинної гладкості, пористим, але не крейдяним.
На відміну від офсетного способу, високий друк є дуже чуттєвим до характеру поверхні паперу. Залежно від ступеня обробки поверхні друкарський папір може бути машинної гладкості, глазурований і високоглазурований. У способі високого друку перенесення інформації з форми забезпечує тиск, під дією якого вирівнюється поверхня паперу. Тому значна шорсткість паперу вимагає збільшеного тиску, що погіршує якості відбитка. Друкарський папір машинної гладкості призначений для друкування текстової продукції, глазурований – ілюстраційно-текстової з тоновими зображеннями з лініатурою растру до 40 лін/см. Відтворення складних штрихових і тонових ілюстрацій з лініатурою растру до 48 лін/см рекомендується здійснювати на високоглазурованому папері при друкуванні на аркушевих машинах, враховуючи дещо сповільнене закріплення фарби на відбитках через структуру поверхні.
Папір для глибокого друку повинен мати високу здатність до вбирання, що забезпечить сприйняття малов'язкої фарби із заглиблень друкарської форми.
Отже, особливості самого процесу одержання якісних відбитків у різних способах друку зумовлює специфічність властивостей друкарського паперу. Разом із тим папір повинен задовольняти вимогам, які є загальними для всіх видів паперу, а саме:
– достатня механічна міцність, що забезпечує нормальні умови процесу друкування та довговічність використання друкарської продукції без помітного її руйнування;
– незасміченість, що характеризується допустимим числом смітинок площиною 0,1–0,5 мм2
на 1 м2
паперу;
– товщина, щільність, структура та інші властивості паперу повинні бути однорідними не лише у папері одної партії, але й усередині кожного аркуша (різка зміна властивостей паперу – суттєвий його недолік);
– вологість у межах 6–8%;
– аркуші паперу повинні мати чітку прямокутну форму. Косина аркуша не повинна перевищувати 2 мм; обріз країв паперу повинен бути чистим і рівним;
– аркуші паперу не повинні мати складок, зморшок, плям, смужок, отворів, надривів та інших пошкоджень.
В процесі поліграфічної технології папір вступає в контакт з рідкими матеріалами, що входять до складу друкарських фарб, клеїв, лаків та ін. При використанні поліграфічної продукції папір також може підлягатися дії різних рідин і, перш за все, води. Особливі вимоги до вологостійкості паперу висувається при виготовленні офсетного, картографічного, форзацного, обкладинкового, етикеткового паперу. Тому ми розглядаємо вбирну здатність паперу у відношенні до друкарських фарб та специфічну дію води на папір.
Особливими властивостями паперу, які здійснюють безпосередній вплив на якість віддрукованої продукції, а також на вибір фарб для друкування тієї чи іншої продукції чи умов обробки є властивості паперу вбирати фарбу. Правильний вибір паперу з оцінкою вбирання фарби означає виконання умови своєчасного і цілковитого закріплення фарби і як результат отримання якісного відбитка.
Здатність паперу вбирати фарбу залежить, в першу чергу, від капілярних властивостей паперу. Якщо зобразити структуру паперу у вигляді шкали, то на одному її кінці розмістяться макропористі сорти паперу, що складаються цілком з деревної маси, наприклад, газетні. Другий кінець шкали, відповідно, займуть целюлозні мікропористі сорти паперу, наприклад, крейдяні. Дещо лівіше розмістяться целюлозні не крейдяні папери, також мікропористі. А решта займуть проміжок, що залишився.
Макропористий (або пористий) папір настільки швидко вбирає фарбу, що вона може проникнути на зворотну сторону аркуша. У цьому випадку може мати місце ще один дефект друкування, який називають осипанням. Причиною цього є те, що пігмент лишається на поверхні паперу без достатньої кількості в'яжучої речовини для утворення плівки. У випадку мікропористого (капілярного) паперу фарба майже не проникає в середину паперу, що може спричинити появу чорнишів.

Підвищення вологості навколишнього середовища або намочування у воді змінює лінійні розміри аркуша. Однією з причин цього явища є набрякання волокон. При зволоженні рослинні волокна, з яких складається папір, набрякають, внаслідок чого змінюються розміри аркуша.
Ступінь лінійної деформації паперу – це зміна лінійних розмірів аркуша паперу (за довжиною й шириною) під дією зміни вологості навколишнього середовища.
Неоднорідність структури паперу й орієнтація волокон у машинному напрямку є причиною деформації у різних напрямках. Деформація має більшу величину в поперечному напрямку, оскільки при набряканні кожне волокно більше розширюється, ніж видовжується. Найбільшої деформації зазнає папір із зімкнутою структурою, меншої – пористий, у якому через значну кількість пор набухання менше впливає на розмір аркуша. Звідси стає зрозумілим, що наповнювач й каніфольна проклейка, які збільшують пористість, ведуть до зменшення деформації паперу, а крохмальна проклейка підвищує зімкнутість паперу і спричиняє збільшення його деформації після зволоження.
Деформація паперу виникає не тільки при його зануренні у воду. Вона-має місце й при зміні вологості навколишнього середовища. Щоб уникнути деформації паперу при зволоженні, передбачають його акліматизацію. Для цього отриманий зі складу папір витримують у цехах протягом деякого часу, щоб він набув показників вологи й температури відповідних до умов цеху. У приміщеннях друкарських цехів рекомендується підтримувати такі кліматичні умови: у холодну пору року – температура 18–22 °С при відносній вологості повітря 45%; у теплу пору року – температура 19–23 °С і відносна вологість близько 53%.
Папір у виробах, незалежно від їх питомої ваги, несе в основному інформаційне навантаження, а картон, окрім цього, є ще основою певної конструкції. Картон – це листовий, багатошаровий матеріал, маса 1 м2
якого понад 250 г. Картон відрізняється від паперу більшою товщиною (0,5 до 3 мм).
Для виробництва картону використовують такі типи волокнистої маси, які відрізняються за способами виробництва:
– хімічна целюлоза;
– деревна маса (подрібнена деревина, спресована подрібнена деревина, очищена деревна маса, спресована очищена деревна маса, бура деревна маса, термомеханічна-деревна маса);
– перероблена (макулатурна) волокниста маса.
Процес підготовки маси для відливу картону не відрізняється від процесу підготовки паперової маси. Відлив картону здійснюють на машинах, які за будовою подібні до машин для відливання паперу. Вони дають змогу з'єднати елементарні волокнисті шари для отримання картону необхідної товщини і маси. Наприклад, у палітурному картоні послідовно нашаровуються та з'єднуються сім елементарних волокнистих шарів.
Для друкування важливим фактором у картоні є крейдяна поверхня. Колір його поверхні досягається з допомогою пігментів, в'яжучих, аддитивів і води.
Нині одним із основних методів крейдування є шаберне крейдування, оскільки таким способом можна домогтися найгладкішої поверхні. Зазвичай цього досягають у два етапи: попереднє крейдування згладжує волокнисту поверхню лицевого боку (лайнера) і готує основу для верхнього крейдування. У картонах із перероблених волокон для досягнення ними найкращих друкарських властивостей останнім часом застосовують тришарове крейдування. Покриття з білим пігментом накладають у рідкій формі на один або на два боки в залежності від продукту, пригладжують лезом і висушують. Продукт у цьому випадку вирізняється білизною, рівномірністю забарвленням, всотуваністю лаку і гладкістю. Щоб домогтися однорідних і постійних показників поверхні, картон обробляють полірувальним пензлем або каландруванням, що дає змогу досягти максимального ефекту при друкуванні і лакуванні.
Кожен виріб ставить свої специфічні вимоги до картону і при виборі ці вимоги повинні бути пов'язані з характеристиками картону. Наприклад, пакувальний картон повинен захистити вміст упаковки від зовнішнього середовища, в тому числі від різних чинників протягом обробки, екстремальних значень температури і вологості, а також сприяти просування продукту на ринку, створювати привабливий зовнішній вигляд. Вимоги до просування і фізичного захисту відображаються в якості картону, наприклад гладкості, жорсткості, витривалості.
4 Друкарська фарба
Друкарська фарба – це складна колоїдна система, твердою фазою якої є високодисперсні пігментні частинки, які рівномірно розподілені і стабілізовані у середовищі рідкої в'яжучої речовини. Кожна частинка пігменту оточена суцільною захисною (сольватною) оболонкою, яка складається з орієнтованих молекул поверхнево-активних речовин (рисунок 8). Маслорозчинними поверхнево-активними речовинами є, наприклад, вільні жирні кислоти і їх кальцієві солі, які містяться у в'яжучому, деякі високомолекулярні полімери асиметричної будови, що мають активні функціональні групи і ін. Водорозчинними поверхнево-активними речовинами є вищі спирти, різного роду змочувальні речовини, а також натрієві солі жирних кислот.
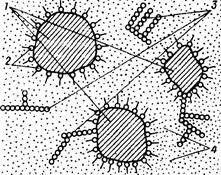
Рисунок 8 – Стабілізація пігменту у в'яжучому: 1 – пігмент; 2 – сольватні оболонки з молекул поверхнево-активних речовин навколопігменту; 3 – асиметричні молекули або флокули-пачки молекул смол; 4 – дисперсне середовище
Пігменти забезпечують, головним чином, оптичні характеристики фарб, крім того впливають на їх фізико-хімічні властивості.
В'яжучі речовини надають фарбі друкарських властивостей, здатність розкочуватись у тонкий рівномірний шар, наноситись на друкарську форму, переходити на папір або інший матеріал і закріплюватися на ньому. Крім пігменту і в'яжучого у склад фарби можуть входити наповнювачі (наприклад, сульфат барію, гідроксид алюмінію), які дозволяють більш повніше виявити колір пігменту, покращити друкарські властивості і знизити вартість фарби; підфарбовуючі речовини (інтенсивно-сині, фіолетові пігменти, малорозчинні барвники), які підвищують насиченість кольору і покращують відтінок фарби на відбитку. Крім того, у фарбу можуть вводитись різні допоміжні речовини, які призначені для коректування окремих показників фарби, наприклад, спеціальні пасти, що регулюють липкість фарби; сикативи чи антиоксиданти, які, відповідно, прискорюють чи сповільнюють процес плівкоутворення (рисунок 9).

Рисунок 9 – Складові друкарської фарби
До друкарських фарб висуваються певні технічні вимоги. Вони визначаються:
– художньо-естетичними вимогами до віддрукованого зображення;
– призначенням друкованої продукції;
– технічними умовами, в яких знаходиться фарба в процесі друкування, обробки і експлуатації.
Фарбовий відбиток повинен точно відтворювати оригінал, максимально повно передавати всю гаму кольорів і відтінків, бути яскравим і насиченим, зберігаючи при цьому художні якості оригіналу. В процесі експлуатації відбиток повинен зберігати і властивості, не змінюючись під дією сонячного світла, вологи і механічних дій. Крім того, фарби повинні мати цілий комплекс друкарсько-технічних властивостей, які б не викликали ускладнень під час друкарського процесу. Ці вимоги мають відповідати тим умовам, в яких знаходиться фарба, тобто типу і конструкції друкарського обладнання, швидкості друкування та якості паперу.
Згідно з особливостями технології друкування та видом друкарської продукції пігменти друкарських фарб повинні задовольняти такі вимоги:
– за кольоровим тоном бути подібними до спектральних кольорів;
– відзначатися інтенсивністю, що давала б змогу готувати фарбу з меншою їх концентрацією;
– не змінювати кольору при тривалій дії світла;
– пурпурні, голубі та жовті пігменти для тріадних фарб, призначені для друкування багато фарбових ілюстрацій, мають утворювати із в'яжучим прозорі фарби;
– мати м'яку структуру, тобто легко, швидко перетиратися із в'яжучим, що сприяє утворенню гладкої поверхні на відтиску не зменшує стирання друкарської форми;
– мати невелику маслоємність, що дає змогу збільшити вміст пігментів у фарбі для підвищення її інтенсивності та поліпшення друкарських властивостей;
– бути стійкими до дії води, спирту, масел та інших розчинників.
Властивості пігментів впливають на поведінку фарби при друкуванні та на якість друкованої продукції.
Сучасна друкарська фарба повинна володіти цілим комплексом суперечливих властивостей, які важко сумістити в одній фарбі: міцність до стирання, висока швидкість закріплення на папері, висока в'язкість і низька липкість, відсутність відмарювання у стосі, стабільність фарби у друкарській машині. Сукупність цих властивостей і становить друкарські властивості фарб. Вони визначають поведінку фарби в процесі друкування та отримання високоякісного відбитка.
5 Лаки
Під час виготовлення будь-якої друкованої продукції (книжково-журнальної, етикетної, пакувальної, рекламної) лакування - виконує функцію додаткового елемента оздоблення; крім цього лак захищає задруковану продукцію від стирання, додає паперовому виробу міцності і довговічності. Тому у всьому світі росте інтерес до лакування як засобу покращення якості друкованої продукції.
Призначення лакування:
– надає глянець цілому відбитку або окремим фрагментам і тим поліпшує його естетичний вигляд;
– підвищує стійкість до стирання задрукованого відбитка;
– підвищує контрастність зображення і тексту на відбитку;
– підвищує стійкість відбитка до дії вологи та сирості, до хімічно агресивних продуктів і середовищ, що особливо важливо для пакування окремих товарів;
– змінює оптичні властивості поверхні матеріалу, що задруковується, підвищуючи її матовість чи глянець;
– підвищує стійкість лакованого відбитка до дії води (вологи);
– пришвидшує висихання фарби та покриває фарбу захисним шаром;
– дає змогу створити ряд спеціальних ефектів, наприклад, за допомогою лаків з металевими пігментами з бронзи або алюмінію;
– дає можливість нанесення ґрунтувальних та спеціальних лаків (наприклад, із запахом);
– при потребі заміщувати інші відносно дорогі способи оздоблення поверхні відбитків, наприклад, ламінування.
Залежно від застосування лаки поділяються на:
– ґрунтувальні (адгезійні), які створюють прошарок із хорошою адгезійною здатністю для подальшого нанесення шару лаку чи друкарської фарби;
– глянцеві;
– матові;
– підвищеною стійкістю до стирання;
– більшим чи меншим ступенем ковзання, які полегшують або утруднюють пересування задрукованого пакувального матеріалу;
– для термозварювання, стійкі до вологи, придатні для термозварювання за допомогою мікрохвильових пристроїв, у яких навіть невелика кількість води може призвести до неможливості термозварювання;
– для термозварювання за допомогою ультразвуку, енергія якого перетворюється на теплову;
– для каландрування, які за допомогою гарячих валиків під тиском додатково каландруються;
– спеціального призначення, наприклад, для етикеток, термопакування. Залежно від типу машин, які застосовуються для нанесення, лаки поділяються на лаки для лакування на машинах офсетного, глибокого, флексографічного і трафаретного друку.
Технологічний процес лакування може здійснюватися на лакувальних машинах, при використанні спеціальних лакувальних секцій (рисунок 10) і майже на всіх сучасних офсетних друкарських машинах.

Рисунок 10 – Лакувальна секція на лінії:
1 – подовжений приймальний стіл з кінцевою сушкою задрукованого відбитка;
2 – лаковий модуль; 3 – проміжна сушка; 4 – лаковий модуль
При цьому лаковий шар може наноситись через зволожувальний чи фарбовий апарати. Лакувати можна як всю поверхню друкарського відбитка, разом з незадрукованими ділянками, так і окремі елементи зображення (локальне лакування). Залежно від виду продукції, що випускається використовують друкарські машини з одинарним і подвійним лакувальними модулями. Подвійний лакувальний модуль може бути з одним чи двома проміжним сушінням. Зараз набувають поширення друкарські машини з подвійним лакувальним модулем, проміжною та кінцевою сушильними секціями. Ефективність багатофарбових друкарських машин з подвійними лакувальними секціями модулем (наприклад, фірм "Гейдельберг", фірми "МАН Роланд") забезпечується високим рівнем автоматизації та контролем спеціальними пристроями, що дозволяє одержувати за один прогін друковану продукцію високої якості.
|
