| Содержание
Введение
1. Назначение, устройство
2. Выбор кинематической схемы с обоснованием элементов
3. Расчёт агрегата машины
4. Правила эксплуатации машины
5. Организация технического обслуживания машины
6. Определение производительности машины
7. Охрана труда при обслуживании и ремонте
Список литературы
Введение
В условиях роста интенсивности движения поездов и грузонапряжонности дорог для проведения путевых работ необходима техника которая позволит выполнять операции за более короткие окна. При создании машин заводом изготовителем следует учесть поэтапный переход на необслуживаемые узлы и агрегаты. Эффективность использования широкой номенклатуры путевых машин со сложными механизмами: гидравлическими, электрическими, контрольно измерительными системами связана с качеством их изготовления испытанием и постоянным контролем при эксплуатации уровня технической готовности. Путевые машины работают на открытом воздухе запыленность широкий диапазон изменений температуры частые нагрузки рабочих органов и вибрации отрицательно сказываются на узлах. Поэтому требуется их своевременное обслуживание и ремонт. Внедрение диагностического комплекса включает следующие тапы:
· Разработка методик диагностирования путевых машин.
· Создание современных диагностических программных модулей.
· Опытная эксплуатация методик и программ.
· Проведение испытаний с целью выявления неисправностей при эксплуатации машины.
Диагностические комплексы определяют основные технические показатели:
1) Контроле пригодность узлов с безопасным обслуживанием и надежностью систем диагностики.
2) Время, необходимое для измерений и постановки диагноза.
3) Достоверность не менее (85-90%) диагностирования по заявленным видам неисправности.
4) Полнота выдаваемой информации при изготовлении и испытанию узлов в картах диагностики для ремонтного персонала.
1.
Назначение и устройство
Ленточные конвейеры широко используются в металлургической, горнодобывающей и других видах промышленности. Их использую для транспортировки насыпных и штучных грузов как на набольшие расстояния, так и на большие расстояния. Простота и надежность их конструкции обеспечивает их работу в течении длительного времени. Ленточные конвейеры можно использовать как в закрытых, так и на открытых участках, что объясняет их широкое использование в промышленности. Конвейеры относятся к машинам непрерывного типа действия и характеризуются непрерывным перемещением грузов по заданной трассе без остановок для загрузки или разгрузки. Перемещаемый насыпной груз располагается сплошным слоем на несущем элементе машины – ленте или отдельными порциями. Штучные грузы также перемещаются непрерывным потоком в заданной последовательности один за другим. Благодаря непрерывности перемещения груза, отсутствию остановок для загрузки и разгрузки и совмещению рабочего и обратного движений грузонесущего элемента машины непрерывного действия имеют высокую производительность, что очень важно для современных предприятий с большими грузопотоками. Например, современный ленточный конвейер на открытых разработках угля может транспортировать до 30000 т/ч вскрышной породы, обеспечивая загрузку 10 железнодорожных вагонов в минуту.
Реклама

Стационарные конвейеры большой протяженности монтируют из нескольких секций. Длинна одной секции достигает 250м. а в отдельных случаях 400м.
Ленточный конвейер (рис.1) состоит из бесконечной прорезиненной ленты 1, огибающей приводной 2 и натяжной 3 барабаны. Лента поддерживается опорными роликами 4 и 5. Приводной барабан получает вращение от электродвигателя 6 через редуктор 7 или иную передачу. Верхняя часть ленты, по которой движется груз, называется рабочей или грузовой ветвью. Нижняя часть ленты носит название холостой ветви.
Барабан, приводимый во вращение от привода, помещается обычно впереди (по движению ленты) и называется приводным или головным.
Второй концевой барабан имеет приспособление для натяжения ленты и называется натяжным или хвостовым.
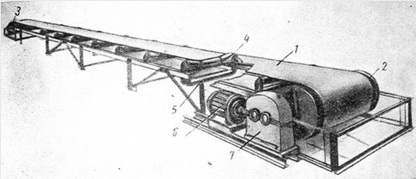
Рис. 1 Общий вид ленточного конвейера.
Приводные и натяжные барабаны и опорные ролики монтируются на металлической раме.
Для увеличения производительности конвейера, рабочей ветви ленты часто придаётся желобообразная форма. Это достигается специальной конструкцией поддерживающих роликов, расположенных по рабочей ветви чаще, чем по холостой. Форму жёлоба лента 1 получает (рис.1) при помощи роликов 4, которые устанавливаются соответствующим образом. Эти ролики также не позволяют верхней ветви ленты провисать. Нижняя ветвь ленты тоже поддерживается от провисания роликами 5. Плоские ленты применяются тогда, когда необходимо сбрасывать материал в нескольких местах по длине конвейера, например при распределении формовочной смеси по бункерам. Желобчатые ленты применяются, когда материал сбрасывается только на конце конвейера. Направление передвижения грузов может быть горизонтальным, наклонным или смешанным – наклонным и горизонтальным. Сыпучие материалы на ленту загружают при помощи загрузочных воронок. Барабаны ленточных конвейеров могут изготовляться литыми или сварными.
Реклама

Натяжное устройство. Предварительное натяжение и подтяжка лент конвейеров по мере их вытягивания создаются путём перемещения подшипников вала натяжного барабана. Это перемещение достигается при помощи натяжного устройства, винтового или грузового.
Винтовые натяжные устройства (рис.2) бывают двух типов. У первого (рис.2,а) гайка 1 винта закреплена неподвижно в раме 2 с направляющими, а сам винт 3 – в корпусе подшипника 4. Винт закрепляется таким образом, чтобы он мог свободно вращаться вдоль своей оси. При вращении винта последний перемещается в неподвижной гайке и тянет за собой корпус подшипника. Второй тип натяжного устройства (рис.2, б) отличается от первого тем, что гайка закреплена неподвижно в корпусе подшипника 5, а сам винт 6 – в раме 7.
При вращении винта гайка, а с нею и корпус подшипника перемещаются вдоль его оси. Для более длинных стационарных конвейеров применяются грузовые натяжные устройства, выполняемые горизонтальными или вертикальными.
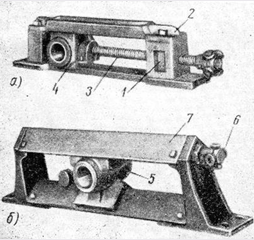
Рис. 2 Натяжные устройства ленточного конвейера.
а – с выдвижным винтом; б – с неподвижным винтом.
Ролики поддерживающих опор (рис. 3 б. в.) монтируются на подшипниках качения с различными уплотнениями. Поддерживающие опоры грузонесущей (рабочей) ветви бесконечной ленты бывают одно-, двух-, трёх- и пятироликовые. В конвейерах однороликовой опорой лента имеет плоскую форму, при двух и более роликах в опоре лента принимает желобчатую форму. Оси смежных роликов в опоре наклонены один к другому под углом 14-30*. Опоры для холостой ветви ленты обычно однороликовые.
Общая длинна роликов в опоре должна быть на 100-200 мм больше ширины ленты. Применяют опоры с роликами из пластмасс, а также с эластичными осями и пружинами.
Для смягчения ударов материала о ленту в конвейерах для крупнокусковых грузов в пункте загрузки устанавливают опоры с амортизирующими роликами, покрытыми резиновыми кольцами. Через четыре-пять обычных роликоопор устанавливают центрирующие роликоопоры (рис 3 в ) с вертикальными боковыми роликами, служащими для предупреждения бокового смещения ленты в процессе работы.
ленточный конвейер груз транспортирующий

Рис 3. Ролики поддерживающих опор
Расстояние между опорами для рабочей ветви принимают в зависимости от ширины ленты Вл, массы каждой единицы штучного груза или насыпной массы груза, для которого для которого предназначен конвейер. Эти расстояния принимают в интервале 0,8-1,6м. В пунктах подачи груза на ленту расстояние между опорами уменьшают, а при холостой ветви увеличивают примерно в 2 раза.
2.
Выбор кинематической схемы с обоснованием элементов
1. Электродвигатель;
2. Тормоз колодочный;
3. Редуктор;
4. Муфта;
5. Приводной барабан;
6. Поворотный барабан;
7. Натяжное устройство.
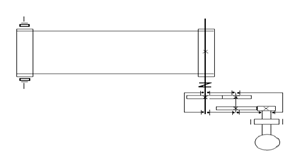
Ленточный конвейер имеет приводной и натяжной барабан. Приводной барабан кинематически связан с приводным электродвигателем кинематика ленточного конвейера включает приводной электродвигатель мощностью N=22кВт и числом оборотов n=1000об/мин. Электродвигатель через соединительную муфту (втулочно-пальцевую) соединён с быстроходным валом редуктора. Редуктор 2х ступенчатый цилиндрический с передаточным отношением i=26,1 тихоходный вал редуктора с помощью зубчатой муфты соединён с приводным валом барабана. Кинематическая схема позволяет передать крутящий момент на привод конвейера через звенья и обеспечивает перемещение ленты конвейера с необходимой скоростью движения ленты ( V= 1,5м/с) и производительностью Пк=500т/ч.
3.
Расчет агрегата машины
 Исходные данные: Исходные данные:
Перемещаемый транспортёром материал ………….щебень
Масса насыпного груза…………………………y = 1800 кг/м3
Крупность кусков материала ………………………а = 50мм
Производительность транспортёра …………...Птр = 500т/час
Угол подъема транспортера …………………………
Скорость движения ленты …………………………v=1,5м/с
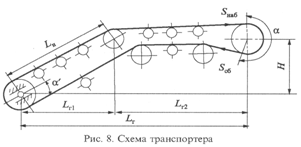
Длина наклонной части транспортера …………..Ln=50м
Длина горизонтальной части транспортера ……..Lr=10м
Разгрузка через верхний (приводной) барабан
Роликовые опоры на подшипниках качения желобчатой формы для рабочей ветви
Привод однобарабанный, с отклоняющим роликом
Угол обхвата барабана лентой ………………….
Определяем ширину ленты по заданной производительности.

Проверяем ширину ленты по условиям крупности материала.
В = 3,3 ф + 200 = 3,3 50 + 200 = 365 < 694м.
Ширина ленты по условиям крупности кусков материала соответствует заданным условиям. Принимаем ГОСТ 20-62 прорезиненную ленту шириной Вф=700 мм типа 2 с параметрами: толщина прокладки  , толщина верхней резиновой обкладки , толщина верхней резиновой обкладки  , толщина нижней резиновой обкладки , толщина нижней резиновой обкладки  . .
Определяем мощность двигателя.
Длина горизонтальной проекции конвейера

Мощность на валу приводного барабана

где Н= 8,7м – высота подъема материала;
В=0,7м – ширина ленты;
К1=1 - коэффициент, учитывающий длину конвейера;
К2=1 – если в конструкции отсутствует разгрузочная тележка;
К3=0 – коэффициент, учитывающий расход энергии на разгрузку конвейера.
N=(0,00015*500*59,2+0,003*500*8,7+0,03*59,2*0,7*1,5)1+0*500=19,4кВт
По каталогу подбираем электродвигатель переменного тока типа 4А200М6У3 мощностью 22кВт.
Определяем число прокладок в ленте.
Окружное усилие на приводном барабане.

Усилие в набегающей ветви ленты

при  и и  . .
Число прокладок в ленте при  для бельтинга Б-820 для бельтинга Б-820
По ГОСТ 20-76 принимаем число прокладок в ленте 6. Определяем основные размеры барабанов.
Диаметр приводного барабана.
Dб = (120/150) i = 125*6 = 750
Диаметр натяжного барабана
Dн = 100*i = 100*6 = 600мм.
Длина барабанов
Lб = В+100 = 700+100 = 800мм.
Передаточное отношение передачи

4.
Правила эксплуатации машины
Уровень требований к технической эксплуатации конвейеров также очень высок, хотя правила Госгортехнадзора распространяются только на конвейеры, эксплуатируемые в горной промышленности, а на конвейеры, эксплуатируемые в строительстве, распространяются правила, утвержденные Госстроем.
Ленточные конвейеры, под которыми могут находиться люди, должны иметь борта и другие устройства, предохраняющие грузы от падения. При работе сложных конвейерных линий, состоящих из нескольких ленточных конвейеров, должны быть предусмотрены автоматические блокирующие устройства для отключения всей линии при остановке одного из конвейеров.
Не разрешается работа на заштыбованных конвейерах, а также транспортирование на подвесных и тележечных конвейерах штучных грузов, масса которых превышает расчетные величины. При расположении конвейеров в крытых галереях должны быть обеспечены свободные проходы для людей. Ширина прохода должна быть не меньше 0,7 м между стеной и конвейером и не меньше 1 м — между двумя конвейерами.
Ленточные конвейеры с гладкими лентами должны иметь углы наклона при подъеме материала не более 18°, а при спуске — 15—17°.
Питатели ленточных конвейеров должны устанавливаться таким образом, чтобы высота падения транспортируемых материалов не превышала 1000 мм для сыпучих и других материалов кусковатостью до 500 мм; для скальных пород высота падения не должна превышать 500 мм. После пуска ленточного конвейера в работу лента в течение 2—3 мин не должна загружаться. За это время проверяется правильность работы конвейера и происходит процесс равномерного натяжения ленты. При длительных остановках конвейера необходимо разгрузить ленту от груза и ослабить ее натяжение.
5.
Организация технического обслуживания машины
Система планово-предупредительных ремонтов предусматривает:
1. периодическое проведение технических обслуживаний, осмотров и ремонтов различного вида после определенной наработки объекта;
2. установление последовательности профилактических и ремонтных воздействий и интервалов наработки между ними в зависимости от условий эксплуатации объекта, его технических характеристик, типа производств и свойств обрабатываемых материалов при выполнении рабочих операций;
3. выполнение технических обслуживаний и текущих ремонтов в пределах регламентированных объемом работ, обеспечивающих нормальное работоспособное состояние объекта; при этом трудоемкости работ зависят от сложности и ремонтопригодности объекта.
В системе ППР приняты следующие понятия и определения: межремонтный цикл, структура межремонтного цикла.
Межремонтный цикл – наработка машины в машино-часах между двумя капитальными ремонтами, а для новой машины с момента ввода её в эксплуатацию до первого капитального ремонта. Продолжительность межремонтного цикла зависит от условий эксплуатации объектов.
Структура межремонтного цикла – число, периодичность и последовательность выполнения всех видов ремонтов и технических обслуживаний в течении межремонтного цикла.
Техническое обслуживание состоит из совокупности технологических операций, каждая из которых составляет часть технологического процесса обслуживания, осуществляемого одним или несколькими рабочими. Операция представляет собой комплекс последовательных действий по обслуживанию агрегата или группы агрегатов машины.
Операции, которые по своему характеру, условиям выполнения и периодичности объединяются в определённые группы, называются видами обслуживания: ежемесячное (ЕО), ТО-1, ТО-2, ТО-3, а также сезонное (СО), проводимое 2 раза в год. Виды обслуживания представляют собой комплекс работ, предназначенных для снижения темпа изнашивания машин, обеспечения требуемого уровня вероятности безотказной их работы в периоды между обслуживаниями и эффективного использования ими топлива и других эксплуатационных материалов.
Ежемесячное обслуживание обеспечивает нормальную работу машин в течении рабочей смены. В состав его входят операции по дозаправке машины топливом и смазочными материалами, проверке исправности и работоспособности её составных частей перед пуском в работу, а также обеспечению безопасности её использования по назначению.
Основным назначением первого второго и третьего технических обслуживаний является выявление неисправностей и предупреждение отказов путем своевременного выполнения контрольно-диагностических, крепежных, смазочных, заправочных, регулировочных, электротехнических и других видов работ без разборки агрегатов и снятия с машин отдельных узлов. Если при выполнении регламентных работ обнаруживаются критические состояния отдельных конструктивных элементов, то их заменяют на работоспособные.
При сезонном обслуживании подготавливают машины к эксплуатации в холодное или теплое время года. Оно обычно совмещается с проведением одного из видов обслуживания.
Перечень операций технического обслуживания в составляется по моделям машин и оборудования в соответствии с указаниями и требованиями эксплуатационно-технической документации заводов-изготовителей с учетом конкретных условий их эксплуатации. В перечень операций технического обслуживания высшего порядка включают работы, выполняемые при технических обслуживаниях низших порядков. При этом учитывают работы, регламентированные требованиями Госгортехнадзора, которые проводят по специальному графику.
Внешний уход за машиной и оборудованием.
Операции внешнего ухода включают уборку кабин и рабочих мест машинистов и операторов, очистку ходовых частей и рабочих органов, мойку наружных поверхностей машины, протирку двигателей, щитков, контрольно-измерительного оборудования, стекол и т.д.
При очистке неокрашенных частей машин, а также налипшего на них грунта, а в зимнее время снега и льда применяют лопатки, скребки и металлические щетки, а для окрашенных поверхностей – волосяные щётки и обтирочный материал.
Наружной мойкой удаляют с поверхностей машины налипшую пыль и грязь. При этом применяют как холодную, так и подогретую до 40 – 50* С воду. Для интенсификации процесса мойки машин применяют моющие химические средства – специальные жидкости и порошки. Моющие растворы уменьшают силу поверхностного напряжения водяной пленки, образующейся на обмываемой поверхности, и растворяют маслянистые отложения, образуют эмульсин и суспензии, которые легко смываются. Чтобы не вызвать разрушения окраски облицовки машин, разница между температурами воды и обмываемой поверхности не должна превышать 18 – 20* С.
Крепежные работы.
Крепежные работы проводятся для восстановления необходимой затяжки резьбовых соединений. Трудоемкость крепежных работ достигает более 20% всего объема работ, выполняемых при обслуживании дорожных машин. Высокая трудоемкость крепежных работ объясняется большим числом крепежных деталей, недостаточной их надежностью, а в некоторых случаях отсутствием научно обоснованных донных и рекомендаций по периодичности их обслуживания.
Работоспособность крепежного соединения, работающего в условиях длительного переменного нагружения, оценивается по степени снижения его предварительной затяжки. А потребность в выполнении крепежной операции зависит не только от усилия предварительной затяжки, но и от условий работы, материала и размеров крепежных деталей, а также от конструкции соединяемых объектов и способа изготовления элементов резьбовых соединений.
При оценке состояния крепежного соединения, его восстановлении и определении периодичности обслуживания следует учитывать назначение и условия работы объектов. При этом целесообразно рассматривать три группы соединений.
Первая группа – резьбовые соединения, от которых зависит безопасность движения или выполнение рабочих операций машины ( тормоза, рулевое управление и др.).
Вторая группа – крепежные соединения, обеспечивающие прочность конструкции. Эти соединения обычно несут силовую нагрузку, и от них зависит надежность и долговечность работы машины в целом (крепления двигателя, коробки передач, редукторов и т.п.).
Третья группа – крепежные соединения, обеспечивающие герметичность системы ( не входящие в первую группу), не допускающие утечки жидкости, газов ( топливо-, воздухо- водо- и маслопроводы и т.п.).
Соединения первой группы проверяют наиболее часто и тщательно с применением специальных приборов и ключей. Соединения второй группы проверяют наружным осмотром крепежных деталей и состоянием стопорных устройств и пробным подтягиванием ключом. Соединения третьей группы проверяют визуально по следу жидкости, по падению давления на приборах и на слух (по шипению).
Контрольно-регулировочные работы.
Необходимость контроля технического состояния конструктивных элементов дорожных машин возникает в следствии их износа, нарушение посадок и зазоров между сопряженными деталями или ухудшения функциональных свойств комплектующих изделий, требующих периодического регулирования или заменяя отказавших элементов.
При контроле состояния объектов замеряют зазор между сопряженными деталями и устанавливают отклонения размеров от нормы, чем и определяется потребность в их регулировании. Одновременно с контрольно-регулировочными работами выполняют работы по устранению обнаруженных при этом мелких неисправностей.
Различают два вида регулировок – компенсационные и наладочные, изменяющие выходные параметры машин или ее систем. К компенсационным могут быть отнесены регулировка зазора в подшипниках, тормозных устройств, регулировка пружин натяжения гусеничных лент и т.п. Наладочными регулировками являются установка положения рабочей жидкости в гидросистеме и т.д.
Методы и средства контроля технического состояния дорожных машин и их составляющих конструктивных элементов различны. Они могут быть классифицированы по различным признакам: по видам машин и объектам контроля, по оцениваемому диагностическому признаку и измеряемому по методу диагностирования параметру; по техническим средствам измерения определяемого параметра.
Резьбовые соединения контролируют визуально простукиванием головок болтов и опробованием их затяжки гаечным ключом.
Смазка машин и заправка эксплуатационными материалами.
Основным документом для технического обслуживания машины является карта смазки, которая состоит из двух частей – схемы и таблицы. На схеме показано расположение всех трущихся сочленений и узлов на машине, обозначенных соответствующими номерами. Таблица имеет единую нумерацию с точками смазки, указанными на схеме, и содержит следующие данные: наименование трущихся деталей с указанием их номеров на схеме смазки; число смазочных точек; рекомендуемый смазочный материал для летних и зимних условий; периодичность и количество смазки, подаваемой на одно смазывание; способ смазки. Карту смазки на каждую машину прикладывают к руководству по ее эксплуатации.
При выборе смазочного материала для смазывания конкретного узла необходимо принимать во внимание: давление, с увеличением которого необходимо повышать вязкость и маслянистость масел; скорость скольжения, с увеличением которой вязкость применяемых смазочных материалов должна снижаться; температуру рабочих поверхностей и окружающей среды, с повышением которой вязкость масел должна увеличиваться; состояние трущихся поверхностей, между которыми вязкость масел должна увеличиваться при ухудшении их обработки и увеличении зазоров.
Помимо этого, при выборе масел и смазок необходимо учитывать расположение трущихся пар, степень динамичности действующих нагрузок, а также конструктивные особенности смазочных систем.
6.
Определение производительности машины
Производительность транспортирующей машины (установки) определяется количеством насыпного или штучного груза, перемещаемого его в единицу времени. Различают техническую и эксплуатационную производительность машины.
Технической (паспортной) производительностью называют количество перемещаемого груза в единицу времени при полном заполнении грузонесущего элемента машины и при сохранении постоянной номинальной (паспортной) рабочей скорости. Таким образом, техническая производительность машины определяется её параметрами и свойствами перемещаемого груза.
Эксплуатационную производительность определяют с учетом действительных местных эксплуатационных условий степени заполнения грузонесущего элемента машины и использования машины во времени ( а также с учетом свойств перемещаемого груза, если в отдельных случаях они изменяются). Таким образом, эксплуатационная производительность зависит не только от технических параметров машины и свойств груза, но и от фактических условий эксплуатации.
Техническая и эксплуатационная производительности связаны между собой соотношением.

где  (Т/ч) и (Т/ч) и  ( ( /ч) эксплуатационная (массовая и объемная) производительности машины; Q (т/ч) и V (/ч) технические (массовая и объемная) производительности машины; /ч) эксплуатационная (массовая и объемная) производительности машины; Q (т/ч) и V (/ч) технические (массовая и объемная) производительности машины;  - общий эксплуатационный коэффициент использования машины. - общий эксплуатационный коэффициент использования машины.
Если производительность указывается, например за смену Qсм (т/смена), Vсм (/смена) и Т – продолжительность смены в часах, то среднюю эксплуатационную производительность (в т/ч и /ч) определяется по формулам.


а техническая производительность (т/ч и /ч) по формулам
При расчете производительности машины не прерывного действия рассматривают три случая транспортирования:
1. перемещением насыпных грузов не прерывным потоком;
2. перемещение насыпных грузов отдельными порциями;
3. перемещение штучных грузов. Во всех случаях основными параметрами, определяющими производительность, является среднее количество груза на единицу длины грузонесущего элемента конвейера и рабочая скорость перемещения.
Среднее количество груза на единицу длины грузонесущего элемента выражают в единицу объема ( , л/м) и массы ( , л/м) и массы ( , кг/м). Секундная производительность конвейера равна произведению или на скорость , кг/м). Секундная производительность конвейера равна произведению или на скорость  (м/с), а часовая производительность (/ч и т/ч) (м/с), а часовая производительность (/ч и т/ч)
Р – плотность насыпного груза т/
Если насыпной груз перемещается непрерывным потоком и грузонесущий элемент конвейера имеет форму желоба сечением  ( ( ) с кофициентом наполнения ) с кофициентом наполнения  (для желоба (для желоба  может быть меньше, равно или больше единицы, для трубы меньше или равно единице), то сечение груза в желобе может быть меньше, равно или больше единицы, для трубы меньше или равно единице), то сечение груза в желобе  и количество груза на 1м длинны (л/м и кг/м) и количество груза на 1м длинны (л/м и кг/м)
Подставив эти значения  и и  в выражения вышеуказанные то получим. в выражения вышеуказанные то получим.
Производительность транспортирующих машин не прерывного действия, перемещающих штучные грузы, иногда измеряют количеством штук в единицу времени. Интервал времени (с) между единичными грузами или партиями грузов.

следовательно часовая производительность (шт/ч)
при этом массовая производительность (т/ч)

Следовательно, при перемещении транспортирующей машиной насыпного груза непрерывным потоком производительность является функцией (произведением) двух величин – поперечного сечения грузонесущего элемента или линейной нагрузки и рабочей скорости. Выбрав в зависимости от типа машины рабочую скорость, находит необходимые для обеспечения требуемой производительности геометрические параметры грузонесущего элемента, например размеры сечения желоба или трубы, ширину ленты, форму желоба и другие, а при перемещении отдельными количествами – объем грузонесущих сосудов и расстояния (шаг) между ними.
Полученные в результате расчета геометрические размеры грузонесущего элемента, перемещаемого крупнокусковые грузы, должны соответствовать размерам кусков.
7.
Охрана труда при обслуживании и ремонте
Перед пуском конвейера в работу проверить:
Чистоту и целостность ленты, правильность ее положения и достаточность натяжения;
Состояние очистных устройств.
Во время работы следить:
Чтобы ролики вращались; Чтобы лоток не истирал ленту, материал распределялся по ней равномерно;
Чтобы лента не сбегала в сторону;
За работой очистных устройств;
За нагревом подшипников редуктора;
За своевременной приемкой материалов смежным агрегатом.
Окончив работу, остановить конвейер, после полной разгрузки ленты, отключить электропитание, осмотреть ленту и все механизмы конвейера.
От правильной и своевременно смазки узлов оборудования зависит надежность и долговечность работы конвейера. Смазка подшипников барабанов осуществляется через пресс масленки консистентной смазкой. Смазка редукторов путем заливки в картер масла "Индустриального – 50". Смазка подшипников шасси через съемные крышки подшипниковых узлов консистентной смазкой.
Указания по охране труда персонала, обслуживающего ленточный конвейер.
Обслуживать конвейер ленточный могут лица, прошедшие обучение по программе, утвержденной техническим руководителем эксплуатирующей организации, прошедшие проверку знаний и получившие допуск к обслуживанию конвейерного комплекса.
Эксплуатирующая организация обязана составить инструкцию по охране труда для лиц, обслуживающих конвейер ленточный универсальный в соответствии с нормами и правилами, действующими в этой организации. С инструкцией должны быть ознакомлены под роспись все лица, занимающиеся обслуживанием и ремонтом конвейерного комплекса;
В указанной инструкции по охране труда должны содержаться следующие требования:
рама конвейера ленточного , корпус редуктора и электродвигателя должны быть заземлены. Перед началом работы машинист обязан проверить целостность заземляющих проводов и шин;
перед запуском конвейера ленточного машинист должен проверить следующее:
убедиться, что в непосредственной близости отсутствуют люди;
проверить чистоту барабанов и роликов, отсутствие на них слоя глины;
проверить уровень масла в редукторе;
Подать предупредительный сигнал;
Произвести пробный пуск ленточного конвейера на 2-3 минуты. Во время работы конвейера ленточного универсального проверить ленту на отсутствие видимых повреждений, на отсутствие посторонних звуков, свидетельствующих о ненормальной работе конвейера, редуктора, роликов, электродвигателя. Произвести проверку работоспособности системы экстренной остановки конвейера (трос по всей длине конвейера со стороны свободных проходов), для чего произвести остановку конвейера с помощью этой системы. Запрещается работать на конвейере при обнаружении повышенной вибрации;
Во время работы конвейера ленточного производить какой-либо ремонт, смазку и очистку запрещается. Запрещается перелазить через работающий конвейер, становиться на его раму, браться руками.
Запрещается работать в случае перекоса и пробуксовывания ленты, выбрасывать какие-либо материалы на барабан под движущуюся ленту с целью устранения ее пробуксовывания, очищать ленту на ходу вручную и производить уборку под лентой и барабанами при работающем конвейере.
Список используемой литературы
1. А.Э. Ридэль, "Погрузочно-разгрузочные машины" М 1986г.
2. А.М. Шейнин "Эксплуатация дорожных машин" М 1980г.
3. А.П. Кравникова "Методические указания" М 2006г.
4. А.О. Спиваковский "Погрузочно разгрузочные машины" М 1983г.
|
