Содержание
Введение
1. Расчетная часть
1.1 Анализ исходных данных
1.2 Выбор схемы установки заготовки
1.3 Назначение режима обработки заготовки
1.4 Расчет усилий и моментов резания
1.5 Расчет усилий закрепления заготовки
1.6 Расчет зажимного механизма
1.7 Расчет силового привода
2 Описательная часть
2.1 Описание контрукции станочного приспособления
2.2 Описание работы приспособления
Заключение
Литература
Приложения
заготовка резание привод станочный
Введение
Технологическая основа является важнейшим фактором успешного осуществления технического прогресса в машиностроении. На современном этапе развития машиностроения необходимо обеспечить быстрый рост выпуска новых видов продукции, ускорение её обновленности, сокращение продолжительности нахождения в производстве. Задача повышения производительности труда в машиностроении не может быть решена только за счет ввода в действие даже самого совершенного оборудования. Применение технологической оснастки способствует повышению производительности труда в машиностроении и ориентирует производство на интенсивные методы его ведения.
Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называют вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций обработки, сборки и контроля.
Применение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить её точность, увеличить производительность труда на операции, снизить себестоимость продукции, облегчить условия работы и обеспечить её безопасность, расширить технологические возможности оборудования, организовать многостаночное обслуживание, применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции.
Эффективными методами, ускоряющими и удешевляющими проектирование и изготовление приспособлений является унификация, нормализация и стандартизация. Нормализация и стандартизация дают экономический эффект на всех этапах создания и использования приспособлений.
1. Расчетная часть
1.1 Анализ исходных данных
- Деталь – Корпус
- Материал - Сталь 40Х ГОСТ 4543-71 Ϭв= 655 МПа Твердость 42±3 HRC
Реклама

- Операция – Токарная
- Размер обработки: 50+0.025; 70-0,74;
- Тип производства – среднесерийное
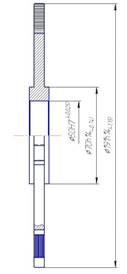
Рисунок 1.1 Эскиз обработки на токарной операции
1.1.2 Анализ исходных данных
На основе анализа исходных данных определяем стратегию конструирования станочного приспособления. Для достижения этой цели решаем задачи подраздела:
1.1.2.1 Определение типа производства
Принимаем тип производства – среднесерийное.
1.1.2.2. Выбор металлорежущего станка для выполнения технологической операции
Принимаем токарный станок с ЧПУ 16К20Ф3 [6, с.82]
1.2.2.3 Изучение рабочей зоны станка
Определим габариты рабочего пространства, конфигурацию и размеры установочных баз станка.
Модель Токарный станок с ЧПУ 16К20Ф3
Наибольший диаметр обрабатываемого изделия, мм:
над станиной 400
над суппортом 220
Наибольшая длина обрабатываемого изделия, мм 1000
Наибольшее перемещение суппорта, мм:
продольное 900
поперечное 250
Количество инструментов 6
Число ступеней частоты вращения шпинделя (общее/по программе) 22/9
Пределы частоты вращения шпинделя, об/мин 12,5-2000
Пределы рабочих подач, мм/мин:
продольная 3-1200
поперечная 1,5-600
Дискретность отсчета по осям координат, мм:
продольной 0,01
поперечной 0,005
Скорости ускоренных перемещений, мм/мин:
продольных 4800
поперечных 2400
Шаг нарезаемых резьб, мм 0,1 -10
Мощность электродвигателя главного привода, кВт 10
Габаритные размеры станка, мм 3360 X 1710 X 1750
Масса станка, кг 4000
1.1.2.4 Выбор типа приспособления
Для среднесерийного типа производства принимаем: самоцентрирующее, зажимного кулачковое устройство.
1.1.2.5 Выбор схемы приспособления
Для данной структуры тех. Операции применяем приспособление, схема которого характеризуется следующими признаками:
-одноместная
-двухинструментальная
-последовательная
-двухпозиционная
1.1.2.6 Состояние поверхностей к моменту выполнения операции
Состояние предполагаемых базовых поверхностей и поверхностей, по которым будет производиться закрепление заготовки: шероховатость Ra 8мкм, Твердость 240 НВ, Диаметр 196мм.
1.1.2.7 Задачи курсового проекта
Для успешного выполнения курсового проекта необходимо решить следующие задачи:
1. Построить схему установки заготовки.
2. Рассчитать усилия резания.
3. Рассчитать усилия закрепления заготовки.
4. Выбрать тип привода и определить его параметры.
5. Разработать конструкцию и выполнить сборочный чертеж приспособления.
6. Выполнить описание конструкции и работы станочного приспособления.
Реклама

1.2 Выбор схемы установки заготовки
Задачи подраздела:
-разработать теоретическую схему базирования;
-разработать схему установки заготовки;
1.2.1 Разработка теоретической схемы базирования
Теоретическую схему базирования заготовки по рассматриваемой технологической операции следует разработать в соответствии с требованиями ГОСТ 2149-76 “Базирование и базы в машиностроении”
Схема базирования приведена на рисунке 1.2.

Рисунок 1.2 – Схема базирования опоры на токарной операции.
В таблице 1.1 приводятся степени свободы, лишаемые с помощью опорных точек.
Таблица 1.1 – Лишаемые степени свободы
| № точки |
1 |
2 |
3 |
4 |
5 |
6 |
| Лишаемая степень свободы |
z |
φy |
φx |
x |
y |
φz |
Точки 1, 2, 3 – установочная база (опора по торцу), 4, 5 – направляющая база(центровка по оси), точка 6 – опорная база (место контакта с зажимными элементами приспособления).
1.2.2 Разработка схемы установки заготовки
На основании теоретической схемы базирования выбираем приспособление трехкулачковый самоцентрирующийся пневмопатрон.
1.3 Назначение режима обработки заготовки
Задачи подраздела:
-выбрать режущий инструмент;
-определить элементы режима обработки при выполнении технической операции.
1.3.1 Исходные данные для расчета
-Деталь – Корпус;
-Материал - Сталь 40Х ГОСТ 4543-71 Ϭв= 655 МПа Твердость 42±3 HRC
-Заготовка – Прокат
-Обработка – токарная черновая
-Тип производства – серийное
-Смена детали – ручная
-Жесткость станка – средняя
1.3.2 Структура операций
Операция: токарная
Точить поверхности, выдерживая размеры : 50+0,025; 70-0,74;
1.3.3 Выбор режущих инструментов
Инструмент-резец проходной упорный, с трехгранной пластиной из тв. Сплава (ТУ2-035-892-82) ГОСТ 19046-80 Т15К10. Обозначение резца: 2101-0601 ГОСТ 20872-80 h*b=25×25мм.
1.3.4 Расчет режимов резания
1.3.4.1 Глубина резания t, мм
t= (196-191)/2=2мм
1.3.4.2 Подача на оборот заготовки
По таблице [2, с.266] определяем продольную подачу проходного резца при черновом точении резцами с пластинами из твердого сплава и при диаметре обрабатываемой поверхности от 100 до 400 мм:
So= 0.8 мм/об
1.3.4.3 Скорость резания, V м/мин определяется по формуле [6, c.286]
где  - коэффициент: m, x, y - показатели степени, Cv= 340; x= 0,15; y= 0,45 m= 0,2; Т - стойкость инструмента, Т= 30 мин., t - глубина резания, t= 2мм., S - подача, S= 0,8 мм/об [2, с.269] - коэффициент: m, x, y - показатели степени, Cv= 340; x= 0,15; y= 0,45 m= 0,2; Т - стойкость инструмента, Т= 30 мин., t - глубина резания, t= 2мм., S - подача, S= 0,8 мм/об [2, с.269]
где  - поправочный коэффициент, учитывающий конкретные условия обработки - поправочный коэффициент, учитывающий конкретные условия обработки
 , ,
где  - коэффициент, учитывающий влияние физико-механических свойств обрабатывания момента [2, с.261] - коэффициент, учитывающий влияние физико-механических свойств обрабатывания момента [2, с.261] 
для стали  , ,
 ; ;  ; ; 
 - коэффициент, учитывающий влияние состояния поверхности заготовки [2, c.263] , - коэффициент, учитывающий влияние состояния поверхности заготовки [2, c.263] , так как обработка не чистовая с коркой, так как обработка не чистовая с коркой,  - коэффициент влияния инструментального материала[2, c.263] , - коэффициент влияния инструментального материала[2, c.263] , 

1.3.4.4 Частота вращения шпинделя

Где v-расчетная скорость резания, м/мин;
D- диаметр обработки, мм.
 об/мин об/мин
1.3.4.5 Корректировка режимов резания по паспортным данным станка.
По паспорту станка фактическая частота вращения шпинделя n=345об/мин
Тогда фактическая скорость резания

 м/мин м/мин
1.4 Расчет усилий и моментов резания
Задачей подраздела является расчет координатных составляющих усилия резания, действующего на заготовку в процессе обработки.
Главная составляющая силы резания  определяется по формуле: определяется по формуле:

где  - постоянная, - постоянная,
 - показатели степеней [2, с. 273] - показатели степеней [2, с. 273]
 - поправочный коэффициент [2, с.271] - поправочный коэффициент [2, с.271]

где  -коэффициент, учитывающий влияния качества обрабатываемого материала на силовые зависимости [2, с.264] -коэффициент, учитывающий влияния качества обрабатываемого материала на силовые зависимости [2, с.264]
 , n= 0,75, , n= 0,75, 
где  - поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания. [2, с.275] - поправочные коэффициенты, учитывающие влияние геометрических параметров режущей части инструмента на составляющие силы резания. [2, с.275]
 ; ;  ; ;  ; ;  ; ;

 Н Н

Мощность резания определяется по формуле
где  - сила резания, Н; - сила резания, Н;
V - факторы скорости резания, м/мин.
60 1020 - переводной коэффициент 1020 - переводной коэффициент
 кВт кВт
Проверяем достаточна ли мощность привода станка. У станка 16К20Ф3 Nшп = Nд×ŋ=10×0.7 = 7кВт;
5.14<7 => обработка возможна.
1.5 Расчет усилий закрепления заготовки
Суммарный крутящий момент от касательной составляющей силы резания Pz стремится повернуть заготовку в кулачках и равен по [3, с.164]

где d1- обрабатываемый диаметр заготовки, d1=191мм.
Провороту заготовки препятствует момент силы зажима определяемый
по [3, с.165] следующим образом:
где W – суммарное усилие зажима приходящееся на три кулачка, H.
f – коэффициент трения на рабочей поверхности сменного кулачка,
d2 – установочный диаметр, по которому идет закрепление заготовки, d2= 190 мм.
Схема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования представлена на рисунке 1.3
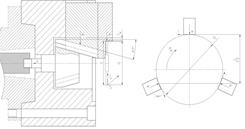
Рисунок 1.3 – Схема закрепления заготовки
Из равенства моментов Мр и Мз определим необходимое усилие зажима препятствующее провороту заготовки в кулачках.

Значение коэффициента запаса К определим по [3, с.382], в зависимости от конкретных условий выполнения технологической операции определяется по формуле:

где K0 - гарантированный коэффициент запаса K0=1,5;
K1 - поправочный коэффициент, учитывающий
вид поверхности детали K1=1,0
K2 - поправочный коэффициент, учитывающий увеличение силы резания при затуплении режущего инструмента.
K2Pz= 1,05 - для силы Рz, [3, с.383]
K2Py= 1,4 - для силы Рy, [3, с.383]
K3 - поправочный коэффициент, учитывающий увеличение силы резания при обработке прерывистых поверхностей детали K3=1,2
K4 - поправочный коэффициент, учитывающий непостоянность силы зажима различаемой силовым приводом приспособления K4=1,0
K5 - поправочный коэффициент учитывающий степень удобства расположения рукоятки в ручных зажимных устройствах K5 =1,0

Так как значение коэффициент K меньше 2,5, то принимается значение 2,5 [3, с.384].
Коэффициент трения между заготовкой и сменными кулачками fпримем f= 0,18 [1, с.384 ].
 Н Н
Величина усилия зажима W1, прикладываемая к постоянным кулачкам несколько увеличивается по сравнению с силой зажима W определим по [1, с.387].
где lk – вылет кулачка, мм;
Hk – длина направляющей постоянного кулачка, мм;
f – коэффициент трения направляющих.
f = 0.1 – для полусухого кулачка, bc =30 мм.
Постоянного кулачка Вс = 50 мм.
Длина кулачка Нк = 55 мм, вылет lк = 35мм.
Подставив в формулу получим:
1.6 Расчет зажимного механизма
При расчете зажимного механизма определяется усилие Q, создаваемое силовым приводом, которое зажимным механизмом увеличивается и передается кулачку определим по [3, с.389].

где ic – передаточное отношение по силе зажимного механизма.
Данное соотношение для клинового мезанизма.
где α – угол наклона клина α = 15°.
φ,φ1 – углы трения на поверхности кулачка и втулки и определяются по формуле φ =arctgf = arctg0,1 =5°,43’.
Можно принять φ=φ1=6°,тогда

Принимаем клиновой механизм с iс =2,3
Нужный диаметр патрона можно определить по формуле:

1.7 Расчет силового привода
В качестве привода принимаем пневмоцилиндр двустороннего действия с рабочим давлением 0.4 мПа Диаметр пневмоцилиндра двух стороннего действия определяется по следующей формуле[3, с.396]:
 = = = 200 мм. = 200 мм.
Принимаем по ГОСТ 15608-81 ближайшее значение 200мм.
Определяем ход поршня по формуле[3, с.397]:

Sw– свободный ход кулачков, принимаем Sw= 5 мм.
 - передаточное отношение зажимного механизма по преремещениию. - передаточное отношение зажимного механизма по преремещениию.
Значение Sqпринимаем с запасом 10…15 мм. Sq = 20 мм.
2. Описательная часть
2.1 Описание конструкции станочного приспособления
Патрон кулачковый самоцентрирующийся, предназначен для установки, базирования и надежного закрепления заготовки на шпинделе токарного станка 16К20Ф3.
Патрон кулачковый самоцентрирующийся, предназначен для установки, базирования и надежного закрепления заготовки при токарной обработки детали на токарном станке.
Приспособление содержит корпус 1 в направляющих которого перемещаются сменные быстропереналаживаемые кулачки 3 они крепятся с помощью винтов 8 к постоянным кулачкам 2.Постоянные кулачки 2 через вал 4 клинового зажимного механизма связанны с тягой силового привода приспособления.
Силовой привод приспособления содержит корпус, который жестко закреплен на заднем конце шпинделя станка. В полости корпуса расположен поршень и соединенный с ним шток. В левой части силового привода расположена муфта для подачи воздуха.
2.2 Описание работы приспособления
Приспособление работает следующим образом. При подаче воздуха в поршневую полость цилиндра поршень вместе со штоком, тягой и валом патрона перемещается налево и за счет радиального смещения кулачков происходит закрепление заготовки.
Чертеж приспособления предоставлен в графической части курсавой работы.
Заключение
В данном курсовом проекте решены следующие задачи:
-выбран тип приспособления
-разработана схема установки заготовки
-рассчитаны усилия резания и закрепления заготовки
-выбран тип привода и определены его параметры
-предложена конструкция и выполнено описание работы приспособления
-разработан сборочный чертеж приспособления
Выполнена цель проекта- создано механизированное станочное приспособление для установки заготовки корпус для выполнения токарной операции.
Литература
1. Гжиров Р.Н. Краткий справочник конструктора. –Л.: Машиностроение, 1984-464с.
2. Справочник технолога-машиностроителя. В 2х томах. Т. 2/Под. ред. А.Г. Косиловой и Р.Г, Мещерякова – М.: Машиностроение 1985-496с.
3. Станочные приспособления: Справочник . В 2х томах. Т1/Под. ред Б.Н Вардашкина –М.: Машиностроение 1984-592с.
4. Белоусов, А.П Проектирование станочных приспособлений: Учебное пособие для техникумов. М.: Высш. Школа, 1980-240с.
5. Жуков Э.Л. Технология машиностроения: Учебное пособие для вузов / Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина. - М.: Высшая школа, 2003.
6. Михайлов, А.В Методические указания для студентов по выполнению курсового проекта по специальности 151001 Технология машиностроения по дисциплине «Технологическая оснастка» / А.В Михайлов, - Тольятти ТТК, 2007, 40с.
|
