Курсовой проект
на тему:
«Проект завода по производству блоков из неавтоклавного газобетона, мощностью 25000 м3
/год»
Краснодар 2009 г.
Введение
Неавтоклавный газобетон относится к ячеистым бетонам и представляет собой долговечный искусственный цементный камень с равномерно распределенными по объему сферическими порами диаметром примерно до 0,5–3 мм.
В основе производства газобетона лежит процесс газообразования. От его динамики, повторяемости, состава сырьевых компонентов, а также температурных условий газообразующего комплекса зависит качество газобетона.
Важнейшей технологической особенностью производства высококачественных газобетонных изделий является получение необходимой заданной пористости и достаточной прочности в условиях одновременно протекающих процессов – газовыделения и газоудержания. Поэтому, необходимо обеспечить соответствие между скоростью реакции газовыделения и скоростью нарастания структурной вязкости водоцементного теста. Причем стабилизация поднявшегося цементного теста, отвердение и набор его прочности значительно оторваны по времени от основной фазы газообразования.
На газоудерживающую способность цементного теста существенно влияет водотвердое отношение, которое может колебаться в широких пределах: 0,4–0,9. Это связано с соответствующей вязкостью и плотностью раствора и с конкретными условиями газообразования: температурой сырьевых компонентов и окружающей среды, особенностями состава воды и вяжущего, составом и активностью добавок, ожидаемой плотностью газобетона и т.д. С другой стороны, газобетонная масса в ходе процесса газообразования должна достаточно легко деформироваться под воздействием давления газов. Пластично – вязкие системы характеризуются показателем пластичной вязкости, определяющим связность и прочность структуры раствора. В производстве газобетона водоцементное тесто должно обладать достаточной связностью для предотвращения прорыва пузырьков и бесполезной потери газа. С другой стороны, для обеспечения нормального вспучивания газобетонная масса должна обладать достаточно небольшим предельным напряжением сдвига и минимально-необходимой пластической вязкостью.
Реклама

В результате приготовления водоцементной смеси получается практически двухфазный состав из твердой и жидкой фаз с большим водотвердым отношением. С введением в состав порообразователя «ПОС-15» и созданием соответствующих условий начинается образование газовой фазы. Формирующиеся микропузырьки газа сначала объединяются до определенного размера, и затем увеличивают объем цементного теста, разделяясь между собой в смеси межпоровыми перегородками. Особо важным является механизм формирования межпоровых перегородок, поскольку сами поры на практике могут быть двухуровневые. Первый уровень пор – основной, который определяет в целом структуру газобетона. Второй уровень пор развивается в стенках пор первого порядка. Чем тоньше перегородка пор и меньше размер пор первого уровня, и меньше развитие микропор второго порядка – тем качественней получается газобетон. Кроме того, соединяющихся пор должно быть минимально. Сами поры должны быть округлые и самостоятельные – замкнутые.
Дальнейшее протекание процесса поризации способствует уменьшению толщины межпоровых перегородок под действием давления внутри газового пузырька. Количество поровой жидкости определяется водотвердым отношением всей системы. При таком соотношении фаз система цемент-наполнитель-вода в межпоровой перегородке представляет собой суспензию, в которой процессы гидратации и твердения имеют свою специфику развития.
1. Номенклатура выпускаемой продукции
Таблица 1.1. Номенклатура выпускаемой продукции
| Наименование |
Плотность |
Типоразмер, мм |
Количество штук в 1 м3
|
Вес блока, кг |
| Блок стеновой |
D600 |
600х400х200 |
20,83 |
35 |
| Блок стеновой |
D600 |
600х300х200 |
27,77 |
27 |
| Блок стеновой |
D600 |
400х300х200 |
41,66 |
17 |
| Блок перегородочный |
D600 |
600х400х100 |
41,66 |
17 |
| Блок перегородочный |
D600 |
600х300х100 |
55,55 |
14 |
| Блок стеновой |
D500 |
600х400х200 |
20,83 |
29 |
| Блок стеновой |
D500 |
600х300х200 |
27,77 |
23 |
| Блок стеновой |
D500 |
400х300х200 |
41,66 |
14 |
| Блок перегородочный |
D500 |
600х400х100 |
41,66 |
14 |
| Блок перегородочный |
D500 |
600х300х100 |
55,55 |
12 |
В курсовом проекте в качестве базового изделия примем стеновой блок плотностью D600 размером 600х400х200.
Таблица 1.2. Физико-технические свойства блока
| Плотность бетона, кг/м3
|
Прочность бетона на сжатие, кг/см2
|
Класс бетона по прочности |
Марка бетона по морозостойкости |
Отпускная влажность бетона, не более % |
Усадка при высыхании,
мм
|
Коэффициент теплопроводности, Вт/м 0
С |
| 600 |
35 – 50 |
В 2,5 – 3,5 |
F 35 |
35 |
1,0 – 1,4 |
0,14 |
Таблица 1.3. Предельные отклонения от номинальных размеров и показателей внешнего вида
| Наименование отклонения геометрического параметра |
Предельные отклонения блоков |
| на клею |
на растворе |
Отклонения от линейных размеров
– Отклонения по:
высоте
длине, толщине
– Отклонения от прямоугольной формы (разность длины диагоналей)
– Искривление граней и ребер
|
±1
±2
2
1
|
±3
±4
4
3
|
Повреждение углов и ребер
Углов (не более двух)
на одном блоке глубиной ребер на одном блоке общей длиной не более двукратной длины продольного ребра и глубиной
|
5
5
|
10
10
|
2. Сырьевые компоненты
Для каждого производителя газобетона перечень и расход сырьевых материалов определяется, в первую очередь, исходя из конкретной задачи, возможности местных ресурсов, а также результатами испытаний полученного газобетона и заключением соответствующей региональной лаборатории.
Сырьевые материалы, применяемые для изготовления газобетона, принимают партиями и должны соответствовать требованиям стандартов или соответствующих технических условий.
Реклама

При производстве монолитного газобетона в цеховых условиях и возможности оценивать стабильность технологических процессов результаты контроля качества материалов и некоторых производственных процессов необходимо ежемесячно подвергать статистической обработке и сопоставлять их соответствие с нормируемыми показателями табл. 2.1.
Таблица 2.1. Нормируемые показатели сырья и технологического процесса
| № п.п. |
Наименование материалов и технологических процессов |
Наименование контролируемых параметров и свойств материалов |
Максимальные значения коэффициента вариации, У, % |
Допустимые отклонения средних значений х
от заданного, % |
| 1 |
Цемент |
Дисперсность (удельная поверхность) |
10 |
5 |
| Активность по прочности |
5 |
10 |
| 2 |
Зола-унос кислая |
Дисперсность |
5 |
5 |
| 3 |
Зола-унос высокоосновная |
Содержание |
55 |
105 |
| 4 |
Приготовление газобетонной смеси |
Температура воды
Расход материалов
|
2
2
|
2
0
|
| 5 |
Формование изделий |
Температура газобетонной смеси при заливке в формы |
5 |
5 |
При изменении сырья и параметров производства лаборатория обязана вносить необходимые коррективы в технологию изготовления изделий.
Вода является важнейшим компонентом в составе смеси. Поскольку технология неавтоклавного газобетона на порообразователе «ПОС-15» связана с гидравлическим вяжущим – портландцементом, то крайне важным является определение оптимального водотвердого В/Т значения газобетонной смеси, поскольку расчет водоцементного отношения на практике менее удобный. Минимальное количество воды для затворения цемента составляет, как известно, около 25%, при этом получим полусухую смесь. Для дальнейшей пластификации растворной смеси необходимо количество воды 40% от веса цемента и более. В случае сложной смеси цемента с наполнителем необходимо рассчитывать раздельно количество воды на затворение цементного клинкера и на смачивание наполнителя. Более тонкодисперсный наполнитель, как и более высокомарочный цемент, потребуют соответственно большего количества воды. В результате опытов и расчетов обе воды складываются и получаем общую воду, состоящую из свободной, которая со временем испарится, и связанной, которая молекулярно становится частью газобетонного каркаса. Количество связанной воды, как правило, составляет до 10 кг/м3
газобетона.
Вода для приготовления газобетонной смеси должна отвечать требованиям ГОСТ 23732. По качеству пригодна любая питьевая вода. В случае технической воды, вода поверхностных источников несоленая, мягкая – средняя по жесткости предпочтительней. Допускаются следы нефтепродуктов и другой органики.
Необходимое количество воды надо определить достаточно точно. Поскольку недостаток воды приводит к недоподъему теста, т.е. нерациональному использованию порообразователя. С другой стороны излишек воды, обусловленный неоправданным большим ее количеством, приводит как правило к снижению прочности газобетона и увеличению размера пор, а также значительно увеличивает риск трещинообразования и удлиняет время отвердения смеси. Поэтому, определение необходимого количества воды в составе газобетонной смеси очень важно.
Величину общего В/Т предстоит вначале подобрать опытным путем на небольших тестовых замесах по 0,5…2 л раствора сначала с шагом 0,05 от 0,55 до 0,75, а затем, уточняя около оптимального значения более мелким шагом 0,01. Установлено, что структура пор в широком диапазоне В/Т практически сохраняется, лишь сами поры увеличиваются или уменьшаются в размере пропорционально значению водотвердого. Поэтому, подбором различных значений В/Т можно в частности регулировать плотность газобетона при относительно меньшем или большем подъеме рабочего раствора. При этом в некоторых предельных случаях риск образования вторичной пористости естественно резко возрастает. Среднеоптимальным значением водотвердого отношения при нормальной температуре является значение 0,56…0,58.
Величина водотвердого отношения тесно связана с температурой воды. Так, если среднеоптимальным является величина водотвердого отношения В/Т= 0,58 при температуре воды +20 град. С, то при повышении этой температуры до +27 град. С величина В/Т возрастает примерно до 0,60. При понижении температуры воды до +10 град. С водотвердое необходимо понизить примерно до 0,55. Заметим, что холодная вода приводит к вялому долгому подъему раствора до 3…5 часов. Затем наблюдается также вялый процесс отвердения смеси. С другой стороны, горячая вода (более 50 град. С) приводит к чрезмерно бурной реакции газообразования с высокой степенью дегазации раствора – его «кипению» и несвоевременно быстрому отвердению смеси. Явление «кипение» проявляется в результате активного объединения мелких пузырьков газа в большие, обладающие высокой подъемной силой. В зимний период при пониженных температурах воздуха необходимо пользоваться теплой водой (35…40°С), учитывая, что часть тепла «перейдет» к холодному оборудованию и материалам. Таким образом, вода и другие сырьевые материалы, используемые для получения газобетонной смеси должны иметь температуру не ниже +10 град. С и не выше +45 град. С. В случае переохлажденного оборудования несколько выровнять температуру рабочей смеси можно подогретой водой в указанных пределах.
Количество воды строго дозировано и определяется для каждого определенного состава индивидуально. Однако (табл. 2.2), например, при производстве теплоизоляционного газобетона возможно искусственное увеличение доли воды с целью дополнительной пластификации смеси и облегчения подъема водоцементного теста, поскольку прочность в данном случае не принципиальна.
Таблица 2.2. Изменение средней плотности неавтоклавного газобетона на порообразователе «ПОС-15» с использованием портландцемента М500 ДО в зависимости от степени поднятия газобетонной смеси и значения величины водотвердого отношения
| Марка бетона по средней плотности |
Поднятие смеси, раз |
Водотвердое отношение, В/Т |
| 0,55 |
0,60 |
0,65 |
0,70 |
0,75 |
0,80 |
| D600 |
1,7 |
640 |
610 |
580 |
550 |
520 D500 |
500 |
| D600 |
1.8 |
620 |
580 |
550 |
520 D500 |
500 |
470 |
| D600 |
1,9 |
590 |
550 |
520 D500 |
500 |
470 |
450 |
| D600 |
2,0 |
560 |
530 D500 |
500 |
470 |
450 |
430 D400 |
| D500 |
2.1 |
540 D500 |
500 |
480 |
450 |
430 D400 |
410 |
| D500 |
2,2 |
510 |
480 |
460 |
440 D400 |
410 |
390 |
| D500 |
2.3 |
490 |
470 |
440 D400 |
420 |
400 |
380 |
| D500 |
2.4 |
470 |
440 D400 |
420 |
400 |
380 |
360 |
| D400 |
2.5 |
440 D400 |
420 |
400 |
380 |
360 |
340 D300 |
В результате производства газобетона не избежать т.н. «горбушки» и некоторых других технологических «отходов», которые, будучи влажными и свежими в течение короткого времени (1…2 часа) можно практически без измельчения вернуть обратно в миксер. Таким образом, экономится до 5…20% всевозможных обрезов газобетонного теста, чем пренебрегать нельзя. Поскольку газ – водород обрат уже практически покинул, а воздух еще не пришел, то обрат находится под небольшим вакуумом. По этой причине эти обрезы теста легко набирают воду и называются «обратом», поскольку легко возвращаются обратно в процесс подготовки газобетонного раствора, еще не потеряв в целом вяжущие свойства. Более того, экспериментально и на практике установлено, что добавление свежего обрата до 20% существенно ускоряет процесс твердения раствора и таким образом благоприятно действует на процесс становления газобетона. Кроме того, это позволяет не создавать технологические отходы и экономически целесообразно. Влажность обрата в обязательном порядке учитывается в общем балансе воды и количественно определяется при необходимости по разнице веса образца до и после высушивания в сушильном шкафу в течение 3 часов при температуре 105 град. С.Обрат необходимо измельчать. Для этого применяется дробилка-дезинтегратор. Применение дезинтегратора позволяет получать технологическую крошку газобетонного обрата удобную для возвращения в миксер. При этом в процессе измельчения обреза свободная вода из газобетонной крошки не отделяется (не отпрессовывается), содержание которой достигает 55% от сухой массы газобетона. Иначе – свободная вода не должна отжиматься, иначе получится «каша». Производительность дезинтегратора должна обеспечивать переработку всего обрата. Отходы газобетонного раствора даже измельченные, но пересушенные и в возрасте более суток должны в рецептуре учитываться как обычный активный наполнитель.
Практически все портландцементы России по ГОСТ 10178–85 марки М500ДО и М400ДО пригодны для производства неавтоклавного газобетона. Несмотря на то, что для каждого цемзавода существует своя безусловная специфика состава цемента, все равно возможен подбор рецептуры и режим изготовления неавтоклавного газобетона с применением конкретного цемента. Исключаются только высокосульфатные, гидрофобные, сульфатостойкие и пуццолановые цементы. Как правило, марка цемента М500 отличается от марки М400 лучшим, более продолжительным помолом, поскольку исходный материал портландцементов – клинкер по составу на отдельном цемзаводе одинаковый. Разница в цене у этих цементов, в основном, сравнительно невелика. Кроме того, цемент М500 чаще более дефицитный, особенно летом. Поэтому, возможно доизмельчать низкомарочный цемент самостоятельно, лучше с добавкой 2% суперпластификатора С-3. При этом более активный цемент М500…600 позволит получить более качественный газобетон при большем проценте добавляемых наполнителей. Таким образом, применять более качественный цемент марки М500 выгодно и технологически и экономически. В случае возможного выбора оптимального цемента, что сегодня не редкость, приводим описание оптимального вяжущего, применяемого для неавтоклавного газобетона: бездобавочный портландцемент марки М500ДО, содержащий трехкальциевый алюминат не более 6%. Начало схватывания цементов должно быть не позднее 1 часа, а окончание – не позднее 3 часов. Поздние сроки схватывания (4…8 часов) цементов являются частой причиной падения поднявшегося теста. Удельная поверхность цемента должна быть не менее 3200 см2
/г, что несложно проверить просеиванием на стандартном сите 80 микрон. Необходим входной контроль качества портландцемента, в первую очередь его активности. Фактическая активность должна соответствовать маркировке, по ГОСТ 310.4 -81 от каждой новой партии. Учитывая долговременность и важность процедуры определения активности цемента на практике достаточно представлять ее сравнительную величину. Дополнительный помол части используемого цемента (до 10… 20%) позволяет увеличить прочность, ускорить процесс гидратации цемента и твердения смеси. Добавочные портландцементы «Д20» возможно применять, в «свежем» виде и при достаточно хорошем качестве. Дело в том, что цифра «20» указывает, что цемзавод в цемент «положил» 20% добавочных компонентов разной степени активности чаще всего в виде молотого гранулированного шлака. Однако, как правило, цемзавод не ограничивается одними шлаками, поскольку у него своя экономика и добавляются другие добавки не всегда безвредные для производства газобетона. Так, не допускается применение цемента с добавкой трепела, пепла, тонкомолотого кварца, а также сульфатсодержащих компонентов. В процессе подготовки газобетонного раствора после затворения водой необходимо, чтобы рабочий раствор за короткое время (10… 15 мин.) достиг высокой щелочности по рН более 12 для того, чтобы «работа» «ПОС-15» продолжилась синхронно с изменениями вязкости газобетонного раствора. С такой задачей способен справится качественный бездобавочный средне- и быстросхватывающийся портландцемент марки М500…600ДО. Шлакопортландцементы, высокоалюминатные, глиноземистые быстротвердеющие требуют отдельной проверки. Использование цементов среднего качества (в первую очередь ПЦ М400ДО) возможно при более продолжительном наборе щелочности раствора, за счет большей его активации при подготовке водоцементной смеси увеличивая время до 15…20 минут или скорость ее перемешивания, что уточняется опытным путем. Для каждой партии цемента, если источник его непостоянный, необходимо найти рациональный режим применения при подготовке газобетонного раствора.
В составе газобетона возможны различные композиции с дисперсными, инертными и активными наполнителями. Самые общие требования к ним заключаются в том, чтобы вязкость рабочего раствора не позволяла наполнителю осаждаться до полного подъема газобетонной смеси. Поэтому, по условиям седиментационного осаждения в вязкой среде, например, при плотности газобетона 600 кг/мЗ
и более добавляемый, природный тонко-мелкозернистый песок или зола ТЭЦ размерностью менее 0,20 мм не требуют помола при условии отсутствия их комкования. Другим ограничением по максимальному размеру частиц наполнителя является примерно 1/3 минимальной толщины стенки поры. Принято, что удовлетворительная размерность составляет для 90% материала до 100….200 микрон.
Дисперсные наполнители могут быть самые различные как природного происхождения, так и техногенные и др., допущенные нормативно в качестве компонентов обычных тяжелых бетонов. Все добавки проходят тщательную проверку на пригодность.
Так, например, молотый мел, который можно отнести к активному наполнителю, при добавке в раствор в количестве 10…20% благоприятно сказывается на процессе.
Дозирование компонентов-наполнителей следует производить по массе с точностью не менее ±2%. Допускается применять другие материалы, обеспечивающие получение газобетона, отвечающего заданным физико-техническим характеристикам. Рассматривая помол наполнителей, отметим, что грамотно выполненный помол наполнителя для газобетонных смесей благоприятно сказывается на конечном качестве газобетона. Вместе с тем, вопрос неоднозначный. Каким способом и как измельчать? Как долго и в каких условиях вести помол? Не теряются ли приобретенные полезные свойства со временем?
В зависимости от минерального состава активность измельченного материала со временем будет различная. Дело в том, что в результате деструкции минеральных зерен первоначально на поверхности молотых осколков образуются статические заряды. Однако, после «отлеживания» его заряд постепенно «стекает», и соответственно активность его падает. Поэтому, формируя состав газобетонной смеси, эту особенность измельченных наполнителей необходимо учитывать. То же относится и к молотым шлакам, активность которых заметно падает в течение первого месяца. Практический вывод простой – указанное сырье по возможности лучше впрок не измельчать. В меньшей степени это касается известняка и мела. Кстати, все. кондитеры подобный эффект хорошо знают по сахару: сахарная пудра вчерашнего помола, еще будучи даже рыхлая, хуже «прилипает» к изделиям.
Степень помола можно характеризовать приобретенной поверхностью. Так, для цемента она составляет около 3 000 кв. см/г, для ВНВ (вяжущее низкой водопотребности) при дополнительном помоле цемента достигает 4000…6000 кв. см/г. Далее помол технически трудно достижим. Выход молотого материала, да еще в промышленных масштабах, в 1 микрон практически недоступен обычным способом, поскольку вновь получаемая поверхность резко возрастает относительно размерности продукта, что ведет к массовому агрегированию и энергетически на сегодня становится неразрешимой задачей, не говоря уже об экономической стороне вопроса. Поэтому, размер выходного продукта порядка 6… 10 микрон становится практической границей для механического помола при использовании даже современных мельниц. При этом, чем тоньше достигаемый помол, тем будет меньшая производительность агрегата, поскольку требуется совершение большей работы. Увеличение поверхности материала пропорционально приводит к росту его химической активности. Так, кусок цементного клинкера может долго находиться даже в воде без изменений, однако после его помола мы приобретаем активный цемент.
Совместный помол наполнителя и цемента (или его части) весьма благоприятно для газобетона, поскольку зерна взаимно «притираются», что позволяет потом получать максимально плотную упаковку в бетоне. Есть еще одна проблема. Дело в том, что образующаяся при помоле песка кварцевая пудра активно работает с цементной растворной щелочью, нейтрализуя ее. Поэтому, в руководствах по бетону, предлагают избегать пылеватый песок, который способен снизить рН среды водоцементного теста даже до 10… 9, когда процесс гидратации цемента практически останавливается. По этой же причине глинистые минералы при концентрации всего от 5…6% способны существенно изменить ход реакции гидратации, поскольку имеют суммарную поверхность больше чем вся фракция песка в бетоне. Конечно, можно компенсировать недостающую – утерянную щелочность, например добавкой негашеной извести, как это делается при производстве газосиликатов. Но для связывания теперь уже излишнего кальция потребуется автоклав.
Таким образом, в части помола наполнителя можно сделать некоторые выводы.
1. Неконтролируемый сухой помол кварцевого песка может привести к образованию «вредной» кварцевой пыли.
2. Измельченный наполнитель со временем теряет первоначальную активность, поэтому это необходимо учитывать.
3. Известняковая (или доломитовая) мука, безусловно, более стабильный молотый продукт и, кроме того, имеющий химически близкое родство с цементом, более перспективный материал для газобетонных смесей. Кроме того, запасы известняка абсолютно неограниченны и относительно стабильны по химическому составу по сравнению с природными песками. Также, для измельчения известняка требуется гораздо меньше энергии при меньшей его природной прочности.
Для механического усиления газобетона можно применить т.н. объемное армирование, т.е. получить газобетонный композит. Смысл его заключается в равномерном распределении определенной длины тонких искусственных волокон в объеме газобетона. Отдаленным прототипом фибры является добавление древними римлянами резанного конского волоса в свои «бетонные» композиции.
С точки зрения «цена-качество» приоритет имеет специально гидрофилизированная базальтовая фибра и рубленная по 15…18 мм. При этом удорожание газобетона составляет до 5%. Однако, прочность при одноосном сжатии возрастает 1,2…2,5 раза, в 2…6 раз при изгибе, в 1,5…2,5 раза при раскалывании, в 3…10 раз при ударе, а повышение несущей способности на 30%. Полностью совместима с цементом, при этом в результате взаимных реакций до 10% волокна растворяется, иначе замещается щелочными новообразованиями и таким образом, в отличие от металлической, полипропиленовой и лавсановой фибр, как бы «врастает» в бетон. Поставляется в герметичных мешках по 15 кг. Расход фибры составляет от 150 г/куб. м до 600 г/куб. м газобетона на низких его плотностях, и зависит от назначения. Добавляется в водоцементный раствор совместно с «ПОС-15».
Отметим основные особенности базальтовой фибры:– прочность на разрыв больше, чем у стали (до 11 т/кв. мм.);– имеет свойства превосходного электрического изолятора;– абсолютно негорючий материал;– не гниет и «неинтересна» грызунам и насекомым;– благодаря низкому коэффициенту линейного расширения, практически не чувствительна к изменениям температуры;– высокотехнологична и удобна в работе;– многолетний период годности.
Порообразователь «ПОС-15» газообразующего действия на основе алюминиевой пудры представляет собой порошкообразную многокомпонентную сухую смесь плотностью 600 кг/куб. м., серовато – серебристого цвета и предполагает некоторые особенности его применения. Требует защиты от влаги, как и цемент.
Состав порообразователя комплексный и содержит в своем составе также специальные добавки пассивирующие металлическую арматуру и предотвращающие грибковую деструкцию бетона. Важнейшим свойством порообразователя «ПОС-15» является «дозированное газовыделение», т.е. способность его за равное время производить равный относительный подъем смеси. Этот эффект заложен в его «конструкцию» и позволяет не «рвать» тесто, а в спокойном ламинарном режиме поднимать газобетонный раствор.
Применение порообразователя «ПОС-15» предполагает принципиально две основные схемы под условными названиями «сухая» и «мокрая»:а) «сухая» – заключается в предварительном промышленном приготовлении специальной сухой смеси, состоящей из цемента, наполнителей и порообразователя «ПОС-15», в целом названной «сухим газобетоном СГБ».б) «мокрая» схема отличается тем, что порообразователь «ПОС-15» добавляется в определенное время в заранее приготовленное водоцементное тесто. Обе схемы имеют свое практическое назначение и обладают кинетической спецификой, тесно связаны с особенностями состава газобетонного раствора.
Осредненное распределение расхода порообразователя в зависимости от планируемой плотности газобетона можно изобразить графически, как это показано на рис. 2.2.

Рис. 2.2. Зависимость расхода порообразователя «ПОС-15» от плотностигазобетона
Для «мокрой схемы» возможно использование эффекта более продолжительного набора щелочности раствора, изменяя время и скорость его 10…20-минутного перемешивания. После чего вносится в раствор порообразователь «ПОС-15», предварительно перемешанный в небольшом количестве наполнителя или сухого цемента в соотношении примерно 1:3…5 для облегчения вовлечения порообразователя в турбулентный поток, поскольку порообразователь имеет плотность меньше воды. Конкретно необходимое время устанавливается опытным путем с тем условием, чтобы степень схватывания (не путать с «ложным схватыванием») рабочего раствора была синхронна подъему смеси. Увеличение количества навески «ПОС-15» обратно пропорционально приводит к уменьшению плотности газобетона и наоборот. Верхний теоретический предел подъема смеси составляет 4…4,5 раза при плотности 250…300 кг/куб. м., а нижний естественно переходит в «1 раз» при плотности тяжелого бетона. В табл. 2.3 приведен расход порообразователя «ПОС-15» в зависимости от плотности газобетона. Условия нормальные – комнатные, вода питьевая нежесткая 20 град. С. Расход цемента принят 60% и более, остальное – известняковая мука. Как видно, расход «ПОС-15» уменьшается при увеличении степени пластификации газобетонной смеси с увеличением водотвердого отношения от 0,6 до 0,8. Практический смысл табл. 2.3, например в том, что если необходим монолитный газобетон, для стяжки под полы, то лучше работать на пониженном водотвердом, несколько увеличив при этом расход «ПОС-15». Зато на стяжке под кровлю можно сэкономить на «ПОС-15» и работать на повышенном водотвердом значении.
Таблица 2.3. Расход сырья без учета наполнителя для производства 1 куб. м. неавтоклавного газобетона D500 на «ПОС-15»
| МАРКА БЕТОНА ПО СРЕДНЕЙ ПЛОТНОСТИ |
ВОДОТВЕРДОЕ ОТНОШЕНИЕ, В/Т* |
ЦЕМЕНТ» (60%), кг |
«ПОС-15»***, кг |
| D300 |
0,60 |
- |
- |
| 0,70 |
180 |
3,3 |
| 0,80 |
180 |
3,0 |
| D400 |
0,60 |
240 |
2,7 |
| 0,70 |
240 |
2,4 |
| 0,80 |
240 |
2,2 |
| D500 |
0,60 |
300 |
2,1 |
| 0,70 |
300 |
2,0 |
| 0,80 |
300 |
1,9 |
| D600 |
0,60 |
360 |
1,8 |
| 0,70 |
360 |
1,6 |
Приведем расчет состава газобетонного раствора, например, применительно к плотности D500.
Так, основным исходным параметром является величина плотности газобетона. Она включает твердую часть (ТВ) и если не учитывать вес порообразователя «ПОС-15» (менее 1%) и связанной воды (около 1%), тогда ТВ равно общему весу цемента и наполнителя. Принимая количество цемента ПЦ М400ДО в смеси 60%, получаем 300 кг. Соответственно, наполнитель – 200 кг. Количество «ПОС-15» берем из табличных данных для данной плотности из табл. 2.3., соответственно 2.2 кг/куб. м. Водотвердое условно примем 0,57, тогда количество воды составит ТВХО, 57=285 л. Отметим особо, что на горбушку необходимо увеличить количество сырья примерно на 5…10%. Однако, если имеется свежая горбушка или обрат, то его необходимо вернуть в процесс. В случае ровной и последовательной работы обрат постоянно обращается в процессе подготовки раствора и не влияет существенно на экономику.
В табл. 3.1 приведены рекомендации по расходу материалов в производстве газобетона различных плотностей с учетом марок применяемого цемента.
Таблица 3.1. Расход сырья в производстве неавтоклавного газобетона различных плотностей с учетом марок применяемого цемента
| Сырье |
Расход компонентов сырья для изготовления 1 куб. м. газобетона без учета горбушки*, в кг |
| Марка по плотности (кг/ куб. м) |
| D400 |
D500 |
D 600 |
| Подъем смеси в форме, раз |
2.7 |
2,1 |
1.8 |
| ПЦ М400 ДОНаполнитель**ПОС-15Вода*** |
34060 (15%)2 5240 (В/Т=0,60) |
300200 (40%)2,2285 (В/Т=0,57) |
330270 (45%)1,7336 (В/Т=0,56) |
| ПЦ М500 ДОНаполнительПОС-15Вода |
32080 (20%)2,4240 (В/Т=0,61) |
275225 (45%)2,1290 (В/Т=0,58) |
300300 (50%)1,7330 (В/Т=0,55) |
3. Способы производства неавтоклавного газобетона
Неавтоклавный газобетон производится с конкретной целью для получения изделий (блок) или монолита (полы). Поэтому, в зависимости от этого различают способы производства газобетона. В свою очередь каждый способ предполагает свой перечень оборудования и свои специфические производственные особенности. Различают как минимум два основных способа получения газобетона: монолитом (полы, кровля, бассейны, монолитная стена, художественные изделия и т.п.) и стеновыми блоками, с правильными повторяющимися геометрическими размерами.
Монолитный газобетон. Продукция – стяжки под полы и кровлю, монолитная стена ограждения, плита перекрытия до 6 м длиной, заполнение колодцевой кирпичной кладки и т.п. Форма или заливочная карта должна соответствовать возможности миксера, с учетом подъема смеси, включая горбушку. Крайне желательно, чтобы слив раствора происходил одновременно в несколько форм, а не в порядке очередности. Материал для изготовления форм может использоваться практически любой, однако лучшим будет наиболее теплосберегающий (дерево, пластик и т.д.). Герметизация форм осуществляется любым уплотнителем, в том числе и оконным поролоном. Особое внимание обращают на нижнюю часть формы, где наблюдается наибольший риск протечек во время слива раствора. При необходимости форма проверяется на герметичность наливом воды. Форма должна закрываться после налива раствора полиэтиленом или другим подобным материалом для сохранения тепла. Раствор не должен прилипать к элементам формы, для этого используют разделяющие составы типа эмульсола (например, марки «ЭПМ» от НИиХП) с расходом при подготовке смазки до 3 кг на 100 литров воды или специального «концентратора смазки «КСФ-1» (НИиХП) с расходом 9 кг на 100 литров воды. Можно изготовить всю форму из материала с «нулевой» адгезией типа фторопласта.
Миксер является основным и ответственным аппаратом, предназначенным для интенсивной и длительной эксплуатации. Газобетон с применением «ПОС-15» изготовляется в скоростном миксере принудительного действия объемом до 2,0 куб. м газобетонного раствора при скорости вращения крыльчатки 1000…3000 об/мин., в зависимости от требуемой производительности. При малых скоростях вращения крыльчатки до 100…300 об/мин. происходит расслоение (стратификация) раствора.
Пустой миксер должен легко перемещаться к месту заливки форм в заводских условиях и к месту заливки в опалубку в условиях строительной площадки. Возможно обойтись без больших затрат и изготовить самим небольшой, но практичный в работе миксер по следующим требованиям, наподобие стиральной машинки на базе 200-литровой бочки:– оптимальное количество оборотов 900…1500 об/мин; динамика раствора внутри емкости миксера – подъем снизу вверх па центру, общее вращение по часовой стрелке и обрушение по стенкам;– форма активатора любая из пластины или подрезанного уголка, отдаленно похожая на винт самолета с «углом атаки», примерно 15…20 градусов и размахом лопасти 100…150 мм;– слив через дно емкости или низ цилиндра бочки через патрубок и шаровый кран, через выпуск подобно сливному бачку, либо по другому (например, просто поднять сливной шланг, надетый на патрубок); двигатель можно приспособить снизу – сбоку, привод может быть ременный, однако можно и проще – двигатель на лапах установить наверху напрямую, соосно с наклоненным слегка рабочим длинным валом; крышка бочки разрезанная, складывающаяся, чтобы ее можно было закрыть и защелкнуть после загрузки; для устранения вибрации вал должен «протыкать» дно бочки опираясь на закрепленный сухой подшипник снизу; для недопущения течи использовать «сантехнический клиновой зажим» с обычным уплотнителем и регулировкой уплотнения двумя подтягивающими болтами;– желательна колесная база – два колеса и опорный костыль;– сверху под крышкой обязательна съемная защитная решетка, на которую подают разрезанные мешки с цементом и наполнителем.
Такой небольшой установкой возможно производить 10 куб. м газобетона в смену за 8 часов непрерывной работы. «Цикл может составить до 20 мин. Но при этом подача цемента и наполнителя в мешках. Удобство такой установки в том, что она весит около 80 кг и легко проходит через дверной проем. При этом миксер неприхотлив и ремонтопригоден. Возможны и другие разработанные конструкции миксеров до 1,5…2,0 куб. м газобетонного раствора, работающие в целом по такому же принципу.
Производство газоблоков.Продукция – стеновые газоблоки размером 600х300х200 мм или 600х300х100 мм, или другие реальные размеры в зависимости от традиций района и заказа. Размеры строго ограничены размерами конкретной формы.
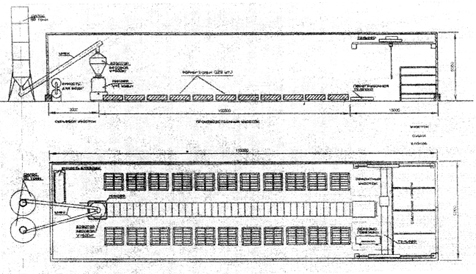
Рис. 3.1. Схема линии неавтоклавных газоблоков по формовочной технологии производительностью 100 куб. м/сут
В основе рассматриваемой технологии лежат следующие основные позиции (рис. 3.1): сырьевой участокв начале технологической линии для оптимизации состава сырья с целью максимальной механизации весового взвешивания, своевременного составления рецептурной смеси, подготовки воды и ее дозирования. Сырьё поступает со склада сырья или силоса, примыкающего к производственному корпусу, и при помощи винтового конвейера поступает в дозатор, откуда подается прямо в миксер;– технологические линии
для создания наилучших условий подготовки и транспортировки рабочего раствора и его слива, стабильных режимов для подъема смеси и ее скорейшего твердения; миксеры движутся по узкоколейным путям, как базовой транспортной магистрали; секционные формы располагаются симметрично по обе стороны узкоколейки;кассетныеформы располагаются статично на специальных «подушках», которые могут включать гидроизоляцию, теплоотражающий слой, теплоизоляционный пласт, дажесистему электрического или водяного обогрева типа «теплые полы». Отметим, что в общем случае могут перемещаться и кассетные формы; участок приема «сырых газоблоков»,в противоположном конце технологической линии;камер «выдержки»газоблоков для ускорения набора прочности, где, в зависимости от интенсивности прогрева, длительность процесса будет соответственно колебаться; складской комплексготовой продукции.
В целом производство газоблоков направлено на достижение достаточно высокой геометрической точности и стабильных физических параметров продукции.
Организация производствагазоблоков предполагает строгую технологическую последовательность операций. При этом предполагается: минимальное время на загрузку сырья, время перемешивания и слив рабочего раствора; жесткая по времени организация поточного производства; возможная автоматизация некоторых операций:– раздельно подготавливается вода и сырьевая смесь (цемент и наполнители). Вода, при необходимости, прежде чем поступить всмеситель, предварительно подогревается до температуры +20…+25 град. С и поступает в промежуточную ёмкость, из которой насосом через специальный патрубок поступает в смеситель. Либо устанавливают прямоточный электронагреватель воды;– в прибывший миксер на сырьевой участок ведется последовательная загрузка воды затем цемента, наполнителя и порообразователя «ПОС-15» при работающей крыльчатке; далее работающий или отключенный миксер прибывает на место розлива смеси, где производится опорожнение зараз миксера от готового газобетонного раствора одновременно в одну или две кассетные формы. Автоматика, установленная на миксере, позволяет выдерживать определенные интервалы времени. После слива газобетонного раствора в формы устанавливают внутренние простенки, форму накрывают теплоизолирующим колпаком, а миксер возвращают на сырьевой участок. Транспорт миксера осуществляется вручную, а может с электроприводом – типа дрезины, с полной автоматикой – с сенсорами и адресной остановкой с пульта управления (зависит от возможностей);– «впереди» по технологической линии другое звено бригады производит разборку ранее залитых форм и уже отвердевших газоблоков, вынимает газоблоки и грузит их на специальную узкоколейную тележку (на поддоны), смазывает формы и собирает их для новой заливки;– загруженная сырыми блоками узкоколейная тележка вручную сопровождается в конец линии, где газоблоки вместе с поддоном снимают и перевозят на участок срезки горбушки (если горбушку не срезали раньше – через 4 часа после заливки);– затем блоки укладывают окончательно на товарный поддон в закрывающиеся камеры досушки на 1… 2 дня (температура 40…60 град. С). Тепло лучше обеспечивать снизу – через полы (около 130 Вт/кв. м); после досушки готовые блоки вывозят из камеры, упаковывают (лучше обернуть в полиэтилен для сохранения влаги) и транспортируют на склад готовой продукции.
В табл. 3.2. приведены основные параметры формовочного цеха.
Таблица 3.2. Параметры производства газоблоков 100 куб. м/сутки по формовочной технологии
| Параметры |
Количество |
| Площадь (кв. м), в т.ч.: |
| Сырьевого участка* |
150 |
| Технологических линий** |
500 |
| Распиловочного участка* |
30 |
| Участка переработки горбушки* |
10 |
| Сушильных камер** |
150 |
| Разборки массивов и упаковки блоков ** на товарный поддон. |
90 |
| Склада готовой продукции на двое суток* |
150 |
| Всего площади (кв. м) |
1080 |
| Кол-во форм 0,432 куб. м на 12 блоков 600x300x20 при обороте в сутки 2 раза, (шт.) |
116 |
| Количество рабочих в смене |
30 |
| Потребление э/энергии (кВт/сут.) |
180 |
Относительно оборудования сырьевого участка, металлоконструкций, вспомогательных и подъемных механизмов приводится аналогия с резательной технологией.
Резательная технология. Готовая смесь через нижнюю горловину смесителя выгружается в металлическую форму. Форма массива состоит из двух частей – поддона и съемной опалубки. Поддон представляет собой тележку на четырех стальных колесах с деревянным основанием, выступающим над металлическим каркасом. Съемная опалубка состоит из двух частей «г» – образной формы и в собранном виде образует четыре грани, формирующих массив. Перед заливкой пенобетонной смеси, съемная опалубка собирается, смазывается специальным раствором или прокладывается промасленной бумагой и ставится на поддон. Для обеспечения герметичности, соединения формы проклеиваются специальным уплотнителем. После заполнения пенобетонной смесью, форма при помощи позиционного транспортера, доставляется к месту набора распалубочной прочности. Время набора распалубочной прочности зависит от многих факторов (конкретного состава, марки цемента, температуры и т.д.) и колеблется от 4-х до 8-ми часов.
Для обеспечения высоких прочностных характеристик материала очень важно в момент набора прочности обеспечить жесткий температурный режим. В зависимости от используемых материалов необходимо поддерживать температуру 40–50°С на участке до разрезки массива (4–8 часов) и 60–90°С на участке после разрезки массива (до 16 часов). По истечении времени набора прочности съемная опалубка разбирается и поддон с массивом подается к посту разрезки. Опалубка очищается, собирается, смазывается, устанавливается на свободный поддон и подается на заливку.
Массив, набравший необходимую пластическую прочность, захватывается специальным позиционным транспортером и поступает на разрезку. На первом этапе посредством шнековой фрезы с массива срезается верхняя горбушка. На втором и третьем этапе происходит поперечная и продольная разрезка массива.
Блоки укладываются на транспортировочные поддоны, стягиваются скреплентой и при помощи транспортирующих механизмов подаются на складскую площадку или складское помещение. Дальнейший срок выдержки готовых блоков при положительной температуре определяется Заказчиком и составляет от одной до двух недель. Освободившийся поддон очищается, прокладывается п/э пленкой или промасленной бумагой и отвозится в зону заливки. Продукция – стеновые блоки, ограниченные размером общего массива газобетона 600х1300х1500 мм. Газоблоки размером 600x300x200 мм (а также другие типоразмеры) для наружных и внутренних стен с допуском по размерам до ±2 мм и возможностью кладки на клею. В таблицах 3.3 и 3.4 приведены основные параметры цеха резательной технологии неавтоклавных газоблоков. За счет резательной технологии достигается высокое качество как по геометрии изделий, так и по производительности. Основным элементом этой технологии является резательный комплекс «РКГБ-12» производимый ООО «КОНВУД», состоящий из трех резательных струнных модулей. От габаритных возможностей этого комплекса следует размер форм.
Первый подрезает горбушку, а два другие производят затем вертикальный одновременный порез массива в двух перпендикулярных направлениях. Для получения качественного «низа» блока в массиве, в верхней части поддона присутствуют специальные пазы для сквозного полного разреза массива.
Расчет количества поддонов простой – он минимально совпадает с числом кубов от максимальной производительности: при 100 куб. м./сут. производительности – надо 100 технологических поддонов.
Расчет количества комплектов формобортов определяется их цикличностью в сутки и временем подготовки их и сборки формы целиком. Так, по опыту, возможна распалубка форм и начало резки массива через 4 часа. Тогда число чистых циклов составит: 24 часа: 4 часа= 6 циклов. Тогда при производительности цеха 100 куб. м получим: 100 куб. м:6 циклов = 16,7 комплектов формобортов. Отложим 1,3 формоборта на подготовку и сборку. Всего получим 16,7 + 1,3 = 18 формобортов.
Таблица 3.3. Распределение производственных площадей, количество рабочих и потребление электроэнергии при производстве газоблоков 100 куб. м/сутки по резательной технологии
| Участки: |
Площадь (кв. м), в т.ч.: |
| Сырьевой* |
150 |
| Технологических линий** |
200 |
| Резки-распиловки ** |
20 |
| Переработки горбушки** |
10 |
| Сушильные камеры пенального типа, 4 яруса* |
150 |
| Разборки массивов и упаковки блоков ** на товарный поддон |
90 |
| Склад готовой продукции на двое суток* |
150 |
| Всего площади |
770 |
| Кол-во рабочих в смену |
15 |
| Потребление Эл/энергии (кВт/сут.) |
350 |
производство газобетон неавтоклавный цемент
Таблица 3.4. Перечень технологического оборудования для производства газоблоков 100 куб. м/сут по резательной технологии
| № п/п |
Наименование |
Количество |
| 1. |
Формы-борта, на 1,13 куб.'м с тележками и термоколпаками |
18 шт. |
| 2. |
Дополнительные поддоны |
82 шт. |
| 3. |
Силос цемента, 80 тонн |
1 шт. |
| 4. |
Силос наполнителя, 80 тонн |
1 шт. |
| 5. |
Дозатор групповой с винтовыми конвеерами |
1 компл. |
| 6. |
Узел нагрева воды с
емкостью и насосом |
1 компл. |
| 7. |
Резательный комплекс «УРК – 3М» |
1 шт. |
| 8. |
Дезинтегратор обрата |
1 шт. |
| 9. |
Весы электронные |
2 шт. |
| 10. |
Миксер СМС 40Б, 5 куб. м |
1 шт. |
| 11. |
Тележка ручная гидравлическая |
Зшт. |
| 12. |
Электрокара |
2 шт. |
| 13. |
Рельсы узкоколейные, Р 1 8 |
280 м, или 5,0 т |
| 14. |
Передаточные тележки |
Зшт. |
| 15. |
Упаковочный узел |
Компл. |
| 16. |
Металлоконструкции для силосов и сушилки |
Компл. |
В плане формы можно расположить на одной или нескольких узкоколейных дорожках, насколько позволяет геометрия помещения. Только надо дополнительно учесть одну транспортную дорожку на возврат поддонов и две или три поперечные передаточные дорожки для перекатки поддонов, подачи массивов на резку и пустых форм под заливку.
Отметим основные отличиярезательной технологии (РТ) от формовочной (ФТ):– при РТ отсутствует возможность формирования лицевой стороны и боковых пазов блока, а также его армирования;– эффективность РТ проявляется при производительности от 50… 100 куб. м газоблоков в сутки, а ФТ, наоборот, при объемах 100 куб. м становится «тяжелой» по причине большого ручного труда по расформовке, большей длительностью времени распалубки;– при РТ для одной производительности потребность в персонале и производственных площадях существенно меньше по сравнению с ФТ;– при РТ полнее используется обрат, зато при ФТ его меньше образуется;– при РТ за счет большего массива газобетона нарастание температуры существенно выше, чем при ФТ за счет более глубокой гидратации цемента, наполнителя и более интенсивной работы «ПОС-15». Соответственно, прочность при РТ нарастает быстрее;– надо еще учесть, что при РТ возникает необходимость в расходном материале для резательного комплекса (струны, обслуживание).В результате, необходимо при постановке работ в цеху четко исходить из производительности, возможности и реальной потребности газоблоков.В случае монолитного газобетона чем больше отношение его поверхности к объему, тем большие ожидаются потери тепла. Поэтому, и все получаемые физические параметры газобетона будут конечно хуже, чем при ФТ и РТ.В курсовом проекте технологическая линия представлена на рисунке
Рассчитаем производственную программу цеха и сведём её в таблицу. Расчёт производим по формулам:
 м3
/сут м3
/сут
где П
сут
– производительность в сутки;
П
год
– годовая производительность;
К
год
– количество рабочих дней в году.
 м3
/см м3
/см
Псм – производительность в смену;
Ксм – количество смен в сутки;
 м3
/ч м3
/ч
где Пч – часовая производительность:
Кч – количество часов в смену;
Завод выпускает 25000 м3
газобетонных блоков в год (склад готовой продукции), с учётом потерь при складировании n=1%: за год:  ;за смену: ;за смену:  ;за час: ;за час:  .Необходимый объем газобетонных блоков с учетом потерь при струнной резке (n=10%):за год: .Необходимый объем газобетонных блоков с учетом потерь при струнной резке (n=10%):за год:  ;за смену: ;за смену:  ;за час: ;за час:  .Потребность в газобетонной смеси учетом потерь в смесителе (n=1%):за год: .Потребность в газобетонной смеси учетом потерь в смесителе (n=1%):за год:  ;за смену: ;за смену:  ;за час: ;за час:  .По данным таблицы 3.1 рассчитаем необходимую массу каждого компонента, входящего в бетонную смесь. .По данным таблицы 3.1 рассчитаем необходимую массу каждого компонента, входящего в бетонную смесь.
           
|
