Федеральное агентство по образованию
Хакасский технический институт - филиал
ФГОУ ВПО «Сибирский федеральный университет»
Кафедра «ЭиУН»
РЕФЕРАТ
ПО ДИСЦИПЛИНЕ МЕХАНИКА И АВТОМАТИЗАЦИЯ
НА ТЕМУ: « Электрифицированный инструмент для ручных работ».
Выполнил: Попкова Д.В.
Гр. АЗ-95 4 курс (6 лет)
Проверил: Демченко В.М.
СОДЕРЖАНИЕ
1. Классификация ручных машин
2. Виды ручных машин
3. Устройство ручных машин
4. Сверлильные машины
5. Шлифовальные машины
6. Машины для резки металла
7. Машины для сборки резьбовых соединений
8. Машины для обработки дерева
9. Техника безопасности при работе с ручным инструментом
10. Список литературы
1.Классификация ручных машин
Индустриализация строительства и повышение степени готовности элементов конструкций с последующей их сборкой на строительной площадке обеспечивают значительное снижение трудоемкости послемонтажных работ при массовом строительстве. Однако трудоемкость послемонтажных работ все еще велика и составляет около 30 % общих трудовых затрат, а их стоимость достигает 20 % общей стоимости строительства. Это в значительной степени является следствием того, что при выполнении отделочных работ в условиях строительного объекта применяется еще много ручного труда. Электрифицированный ручной инструмент убыстряет в десятки раз многие операции, а в определенных видах резьбы, обработке и отделке он просто незаменим.
Технологические машины со встроенными двигателями, при работе которых их масса полностью или частично воспринимается руками оператора, производящего подачу и управление машиной, называются ручными машинами. Масса ручных машин 1,5—10 кг.
Ручные машины классифицируют по роду энергии питания двигателя, по характеру и виду движения рабочего органа, принципу действия рабочего органа на обрабатываемые материалы, по видам выполняемых строительных работ и другим признакам.
Внутри каждого класса (группы) ручные машины могут иметь дополнительные признаки деления на подгруппы, в том числе по видам скорости, обеспечению безопасности работ, способу преобразования энергии, методу применения и др.
По роду энергии питания ручные машины разделяют на электрические, пневматические, с двигателем внутреннего сгорания, гидравлические и пиротехнические.
Реклама

Электрические ручные машины подразделяются на машины с электрическими двигателями и приводами: постоянного тока, однофазного переменного тока с коллекторными и асинхронными двигателями; трехфазного переменного тока с асинхронными двигателями нормальной и повышенной частоты тока. К ручным машинам с электрическим приводом относят: сверлильные, резьбонарезные, шлифовальные, полировальные, заточные машины, трамбовки, гайковерты, молотки, герметизаторы, перфораторы, пилы дисковые, рубанки, долбежники, вибраторы, ножницы, краскораспылители, краскотерки, вибросита и многие другие машины.
Ручные машины пневматические подразделяют на ротационные, турбинные и поршневые. К ручным машинам с пневматическим приводом относят машины сверлильные, шлифовальные, резьбоза-вертывающие и резьбонарезные, ножницы, ломы, молотки, пробойники, вибраторы и др.
Ручные машины с двигателями внутреннего сгорания подразделяются на машины с бензиновым и дизельным двигателем.
К ручным машинам пиротехническим в основном относятся пистолеты пиротехнические (пистолеты строительно-монтажные поршневые).
По видам выполняемых строительных работ ручные машины разделяют на машины общего применения, для обработки металлов, для обработки дерева, отделочных, кровельных и гидроизоляционных, железобетонных и бетонных, а также для монтажных санитарно-технических, электромонтажных и других видов строительных работ.
По способу преобразования энергии питания ручные машины разделяют на электромагнитные, механические, компрессионно-вакуумные и пружинные;
по исполнению и регулированию скорости — прямые (оси рабочего органа и привода параллельны или совпадают), угловые (оси рабочего органа и привода расположены под углом), реверсивные и нереверсивные, односкоростные и многоскоростные;
по характеру движения рабочего органа — машины с вращательным, возвратно-поступательным и сложным движением. У вращательных машин силовое воздействие рабочего органа на обрабатываемый объект осуществляется непрерывно. Рабочие органы, совершающие возвратно-поступательное и сложное движения, оказывают силовое воздействие на обрабатываемый объект импульсами.
В строительстве преимущественное распространение получили электрические и пневматические ручные машины. Электрические ручные машины выгоднее применять при выполнении работ сравнительно небольших объемов, пневматические — при работах средних и больших объемов на объектах, обслуживаемых передвижной компрессорной установкой или располагающих централизованной сетью сжатого воздуха. По сравнению с пневматическими, электрические машины имеют значительно больший (в 4...6 раз) коэффициент полезного действия. Многие виды ручных машин (машины для обработки древесины — дисковые пилы, рубанки, трамбовки для уплотнения грунта, перфораторы и др.) выпускаются только с электрическим приводом.
Реклама

2.Виды ручных машин
| Виды ручных машин |
Выполняемые операции |
| 1.Сверлильные машины |
Бурение отверстий(шпуров): в скальных грунтах; в кирпиче; бетоне и железобетоне. Сверление отверстий: в деревянных конструкциях и деталях; в металле. |
| 2.Режущие машины |
Резание: профильного проката; полимерных материалов; стеклопластика; листового металла. Обработка кромок под сварку. |
| 3.Шлифовальные машины |
Резание: арматуры и профильного металла; мелкого проката. Зачистка: голов ж/б свай; металла; сварных швов. Шлифование: шпаклеванных поверхностей; дощатых и паркетных полов; мозаичных и бетонных полов. Подгонка отдельных деталей. |
| 4.Резьбозавертывающие и резьбонарезные машины |
Завертывание: шурупов, болтов, гаек, винтов, шпилек. Нарезание резьбы в различных материалах. |
| 5.Машины ударного действия |
Разрыхление твердых слежавшихся и мерзлых грунтов. Разрушение бетона, асфальтобетона и железобетона. Рубка металла и арматуры. Бурение отверстий в твердых скальных грунтах и железобетоне. Обработка рабочих швов ранее уложенного бетона. Пробивка: отверстий в бетоне и кирпичной кладке; ниш, гнезд, борозд. Скалывание ж/б свай. Забивка шпилек при закреплении стекол в рамах. Насечка твердого бетонного основания. Снятие грата после огневой резки. Отбивка шлака после сварки. Чеканка сварных швов. Клепка конструкций. Обрубка металла и буртовка труб. Вырубка дефектных сварочных швов, заклепок, болтов, пайки. |
| 6.Уплотняющие машины |
Уплотнение: бетонной смеси при формовании монолитных бетонных и ж/б конструкций; бутобетона при устройстве фундаментов; несвязного грунта. Уплотнение и разравнивание бетона при устройстве оснований и покрытий. Трамбование поверхностей оснований. |
| 7.Краскораспылители |
Увлажнение и обеспыливание грунта. Смазка: щитов опалубки перед установкой; металлических форм, кассет. Нанесение на поверхность: лакокрасочных покрытий; шпаклевочных масс; грунта. Огрунтовка поверхности жидким стеклом. Лакирование поверхностей. |
| 8.Деревообрабатывающие машины |
Строгание и фугование древесины. Обрезка паркетной клепки, фугование кромок, фрезерование пазов. Распиловка лесоматериалов. Выборка отверстий и гнезд прямоугольной формы и шпунтовых пазов. Выпиливание деталей из дерева. |
| 9.Прочие машины |
Затирка и заглаживание поверхностей бетонных конструкций и изделий. Очистка арматуры и металлоконструкций от ржавчины и старой краски, окалины, грязи и т.п. Забивка крепежных деталей дюбелей в бетон и кирпичные конструкции. Заточка инструментов. Затирка накрывочного слоя. Развальцовка отверстий. |
3.Устройство ручных машин
Ручные машины состоят из привода, передаточного устройства, рабочего органа и системы управления.
К основным видам ручных машин относятся электрические и пневматические.
Электрические сверлильные машины применяют для получения отверстий в стали, цветных металлах, пластмассах и дереве. По размерам различают легкие, средние и тяжелые машины (диаметры сверления соответственно до 8,15 и 23 мм); по конструкции — прямые и угловые; по роду тока — высокочастотные, низковольтные (36 В) и с приводом, работающим от одно- и трехфазного тока напряжением 127—220 В.
Конструктивно сверлильные машины (рис. 1) весьма просты и состоят из корпуса с ручкой, в который встроен электродвигатель, приводящий через редуктор во вращение шпиндель с закрепляемым в нем сверлом.
В сверлильных машинах, предназначенных для работ по дереву, выключатель заменен переключателем, обеспечивающим реверсирование сверла, необходимое для его извлечения из просверленного отверстия. Диаметр отверстия до 32 мм.
Электрические гайковерты, ключи, шпильковерты и шуруповерты, предназначенные для монтажных работ с использованием крепежных деталей, выполнены по типу сверлильной машины. Рабочий орган приводится во вращение через редуктор и электродвигатель, размещенные в общем корпусе.

Рис. 1. Электрическая сверлильная машина для работы под углом: 1 — шпиндель, 2 — корпус, 3 — электродвигатель
Эти инструменты отличаются от сверлильной машины предохранительным устройством, автоматически отключающим привод при достижении на шпинделе их рабочего органа заранее заданного крутящего момента, соответствующего окончанию завертывания гайки, болта или винта.
Предохранительное устройство выполнено в виде подпружиненной косо срезанной кулачковой муфты, кулачки которой при превышении определенного передаваемого усилия отходят, преодолевая усилие пружины, и пробуксовываются.
Электрические ножницы применяют для разрезания листовых материалов как по прямым, так и по сложным траекториям. Ножницы (рис. 2) состоят из редуктора, соединенного с электродвигателем с помощью рукоятки, в которую встроен выключатель с курком. Эксцентриковый выходной вал редуктора преобразует свое вращательное движение в возвратно-поступательное движение ползуна с прикрепленным к нему подвижным лезвием, обеспечивающим режущее действие при движении относительно неподвижного лезвия, закрепляемого на улитке. Ручные электрические шлифовальные машины служат для зачистки сварных швов, очистки поверхностей от коррозии, удаления бетонных наплывов. Конструктивно шлифовальные машины аналогичны прямым сверлильным с той лишь разницей, что к их шпинделю крепят не сверло, а абразивный диск,
Электрические дисковые пилы предназначены для распиловки деревянных, реже пластмассовых, деталей и по конструкции аналогичны прямым сверлильным машинам. Однако в некоторых пилах пильный диск насаживается непосредственно на вал электродвигателя, т. е. без редуктора.
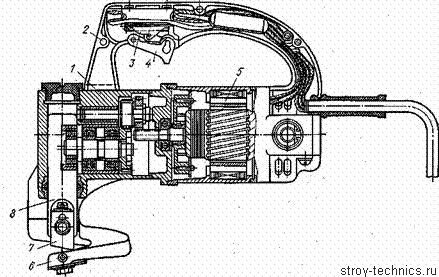
Рис. 2. Электрические ножницы:
1 — редуктор, 2 — рукоятка, 3 — выключатель, 4 — курок, 5 — электродвигатель, б — улитка, 7 — подвижное лезвие, 8 — ползун
Электрические рубанки (рис. 3) предназначены для механизации столярных работ и оборудованы обращенным трехфазным асинхронным электродвигателем с короткозамкнутым ротором. Электродвигатель размещен в предохранительном кожухе, а концы его статора неподвижно закрепляются на раме. Сидящий на статоре ротор несет на себе ножевой барабан с закрепленными на нем ножами.
Электрический рубанок может быть использован как в прямом, так и в перевернутом положении. В первом случае рабочий с помощью рукояток перемещает рубанок вдоль обрабатываемой детали, во втором — деталь перемещается вдоль передней и задней лыж, а рубанок неподвижно закреплен на верстаке рукоятками вниз.
Электрические долбежники (рис. 4) служат для выемки в деревянных деталях прямоугольных пазов и гнезд, необходимых для соединения деталей в «шип». Рабочий орган долбежника представляет собой бесконечную фрезерную цепь 8, на каждом звене которой прикреплен резец. За один проход долбежник выбирает паз размером до 20×55 мм при глубине долбления до 150 мм.
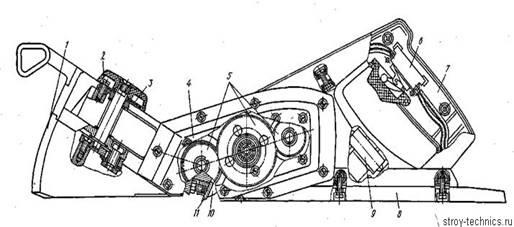
Рис. 3. Электрический рубанок:
1, 8 — подвижная и задняя лыжи, 2 — поворотная ручка. 3 — стрелка, 4 — корпус редуктора, 5 — редуктор, 6 — выключатель, 7 — основная рукоятка, 9 — устройство для подавления радиопомех, 10 — барабан, 11 — нож

Рис. 4.
1— основание, 2 — направляющая линейка, 3 — ведущая звездочка, 4 — рычажное приспособление, 5 — электродвигатель, 6 — направляющая колонка, 7 — пружина, 8 — долбежная цепь
Электрические цепные пилы (рис. 5) применяются для распиловки брусков и досок и состоят из электродвигателя с редуктором и пильной рамы, вокруг которой перемещается рабочая Цепь. Натяжение цепи регулируют с помощью механизма, перемещающего ведомую звездочку.
Электрические лобзики позволяют выпиливать из фанеры и досок толщиной до 15 мм детали криволинейной формы. Их рабочий орган выполнен в виде тонкой пилки, совершающей возвратно-поступательные движения с помощью кривошипного механизма, приводимого в действие через одноступенчатый редуктор от электродвигателя.
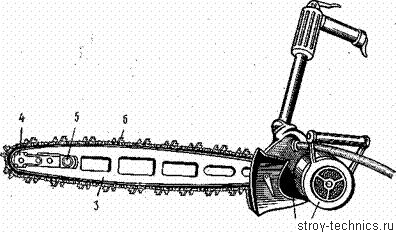
Рис. 5. Электрическая цепная пила по дереву:
1 — электродвигатель, 2 — редуктор, 3 — пильная рама, 4 — ведомая звездочка, 5— регулировочный механизм, 6 — рабочая цепь с зубьями
Электродвигатель через зубчатую передачу кривошипно-шатунный механизм обеспечивает возвратно-поступательное движение поршня. При движении поршня вправо между ним и бойком образуется вакуум, который заставляет боек следовать за поршнем. После того как поршень начинает перемещаться влево, вакуум снимается, а оставшийся между поршнем и бойком воздух сжимается, посылая боек влево. В результате он ударяет по хвостовику рабочего наконечника, который в свою очередь ударяет по обрабатываемому материалу. В крайнем левом положении поршень доходит до зоны перепускных каналов, через которые уравнивается давление в левой и правой полостях ствола. После этого цикл повторяется.
Электрические перфораторы легкого типа, предназначенные для бурения скважин в легких породах, отличаются от молотков установкой дополнительного устройства, обеспечивающего непрерывное или прерывистое вращение рабочего наконечника.
Выпускают также перфораторы с вынесенным электродвигателем, вращение от которого сообщается кривошипно-шатунному механизму с помощью гибкого вала. Такая конструкция позволяет в два раза уменьшить массу перфоратора и обеспечивает большую безопасность и надежность в работе.
Электрическая трамбовка используется при земляных работах в стесненных условиях и по конструкции принципиально ничем не отличается от молотков.
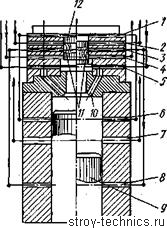
Рис. 6. Схема работы пневматической машины ударного действия с направляющим пневмораспределителем
Масса электрических ручных машин 1,4—34 кг (у трамбовок 150 кг); мощность электродвигателей 0,12— 1,6 кВт (у трамбовок до 3 кВт).
Пневматические ручные машины предназначены для тех же целей, что и электрические, и по типу привода подразделяются на поршневые, ротационные и турбинные.
По принципу выполнения работы различают ударные, ударно-вращательные и вращательные пневматические ручные машины.
Для ударного воздействия на обрабатываемый материал применяют поршневой привод, а для машин с вращательным движением рабочего органа — ротационный и турбинный.
Пневматические машины ударного действия чаще всего выпускают с направляющими пневмораспределителями, схема работы которых показана на рис. 6. Когда золотник находится в верхнем крайнем положении, открывается доступ сжатому воздуху через каналы в пространство над поршнем. Под воздействием сжатого воздуха поршень опускается вниз, производит рабочий ход, Ударяя о расположенный под ним боек (на схеме не указан). При движении поршня вниз расположенный под ним воздух вначале вытесняется наружу через канал, а потом через канал, выточку в золотнике и канал. После того как поршень опустится настолько, что откроется канал, подаваемый в пространство над поршнем сжатый воздух начнет поступать через каналы в пространство над золотником и в момент открытия канала, когда давление в пространстве над поршнем резко упадет, заставит золотник опуститься вниз. При этом сжатый воздух через канал, выточку и каналы поступает в пространство под поршнем и поднимает его вверх (холостой ход). Воздух из пространства над поршнем выталкивается наружу через каналы до тех пор, пока поршень их не перекроет. При последующем движении вверх поршень сжимает оставшийся там воздух, который оказывает давление на нижнюю часть золотника. Золотник переходит в верхнее положение, после чего цикл повторяется.
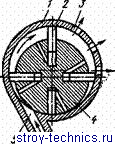
Рис. 7. Схема работы ротационного пневмодвигателя:
1 — статор, 2 — лопатка, 3, 5 — каналы, 4 — ротор
Пневматические машины с ударно-вращательным действием рабочего органа (перфораторы) предназначены для бурения скважин в твердых материалах, например бетоне и скальном грунте. От инструментов ударного действия перфораторы отличаются специальным поворотным механизмом, обеспечивающим при каждом холостом ходе поворот поршня-ударника на некоторый угол. Благодаря этому поршень-ударник более эффективно воздействует на разрабатываемый материал.
Пневматические машины вращательного действия приводятся в действие чаще всего с помощью ротационных пневмодвигателей, схема работы которых показана на рис.7.
В статоре этого двигателя эксцентрично размещен ротор, в радиальных пазах которого расположены подвижные лопатки. Сжатый воздух через канал оказывает давление на выступающую поверхность лопаток и заставляет вращаться ротор в направлении, показанном стрелкой. Отработавший воздух выходит наружу через канал.
К пневматическим машинам вращательного действия относятся следующие: – сверлильные машины, предназначенные для выполнения отверстий в самых различных материалах; – гайковерты, подразделяющиеся на вращательные, у которых максимальный момент развивается в конце затяжки, и ударно-импульсные, у которых вращательное движение преобразуется в периодические удары по шпинделю-ключу: – резьбонарезные машины, отличающиеся от сверлильных наличием реверса, позволяющего вывертывать резьбонарезные инструменты из нарезанного отверстия; – шлифовальные машины, предназначенные для зачистки металлических конструкций, шлифования и полирования твердых материалов, отрезания металла и огнеупоров; – ножницы для резки листовой стали, выпускаемые как с дисковыми ножами (в этом случае один режущий диск приводится во вращение, а второй свободно установлен на оси), так и с ползуном (вырубного действия), аналогичные по конструкции электрическим ножницам.
Пневматические ручные машины работают при давлении сжатого воздуха не менее 0,5 МПа, их масса не превышает 18 кг.
Ручные машины с приводом от двигателя внутреннего сгорания применяют в тех случаях, когда отсутствуют электроэнергия и источники сжатого воздуха. К наиболее распространенным ручным машинам этого вида относятся перфораторы, ломы и пилы. Они отличаются от ручных машин с электро- и пневмоприводом типом привода. Масса машин этого типа большая, например, перфоратор мощностью 4 л. с. весит 37 кг.
4.Сверлильные машины
Сверлильные машины являются одним из наиболее распространенных видов ручных машин. Они предназначены для сверления отверстий в различных материалах: металлах, дереве, бетоне, кирпиче, пластических массах, горных породах и т.д.
Сверлильные машины можно классифицировать: по типу потребляемой энергии – электрические, пневматические; по типу двигателя – высокочастотные, коллекторные; по взаимному расположению осей двигателя и рабочего органа – прямые, угловые; по типу подачи – с ручной, механической, автоматической; по режиму работы – легкие, средние, тяжелые; по регулированию скорости – односкоростные, многоскоростные; по воздействию на обрабатываемый материал – вращательные, ударно-вращательные.
Часто в строительстве и монтажной практике приходится сверлить отверстия в строительных материалах и конструкциях, кирпиче, бетоне и железобетоне. Для этих целей служат как ручные машины, так переносные станки. Рабочим органом таких машин и станков служат перовые сверла, алмазные кольцевые сверла, кольцевые резцы, буровые коронки и т.д.
Сверла кольцевые алмазные
Они не требуют заточки и постоянного охлаждения во время работы. Во избежание перегрева их следует периодически погружать в воду.
При сверлении кирпича и бетона с малоабразивными заполнителями применяются сверла, оснащенные твердосплавными пластинками из металлокерамических сплавов ВК2, ВК3, ВК6. Эти сплавы обладают наименьшей износостойкостью при истирании. В качестве привода для таких сверл применяют сверлильные ручные машины вращательного действия.
Сверление отверстий в бетонах повышенной и высокой прочности (М400-600) осуществляют сверлами, оснащенными твердосплавными пластинками из металлокерамических сплавов ВК11 и ВК 15, обладающих высокой вязкостью и эксплуатационной прочностью. С этими сверлами могут работать сверлильные машины ударно-вращательного принципа действия.
Выбор мощности и частоты вращения сверлильных машин производится в зависимости от диаметра и глубины просверливаемого отверстия, а также от материала, в котором сверлят отверстия.
Для завинчивания шурупов, винтов, болтов и гаек используется электрошуруповерт ИЭ-3601Б. Он состоит из встроенного электродвигателя, ударного механизма, редуктора, шпинделя и рукоятки. Вращение от электродвигателя передается шпинделю через двухступенчатый редуктор и кулачковую муфту, состоящую из двух полумуфт (ведущей и ведомой). В нерабочем состоянии обе полумуфты разъединены. При нажиме на электрошуруповерт их кулачки входят в зацепление, и отвертка начинает вращаться вместе со шпинделем. Крепление рабочего инструмента в шпинделе обеспечивается шариковым замком. Для удобства работы при завинчивании винтов и шурупов отверстие снабжено ловителем.

Электрическая сверлильная машина: 1 — шпиндель, 2 — шарикоподшипники, 3 — зубчатые колеса двухступенчатого редуктора, 4— шестерня па валу электродвигателя, 5— электродвигатель, 6— рукоятка, 7—выключатель, 8 — токоподающий кабель
Сверлильная машина на электромагнитном основании МС-7 по праву считается одной из лучших. При основном предназначении в виде выполнения отверстий больших диаметров, за годы эксплуатации эти станки удостаивались только лестных отзывов от потребителей в виде сверхнадёжности и широких технологических возможностей. Применение зажимных патронов и большого перечня инструментов возможно благодаря посадочному конусу Морзе 3 на шпинделе четырёхскоростного привода с запасом мощности.
технические характеристики сверлильной машины на электромагнитном основании МС-7
| Напряжение/ частота тока, В/Гц |
220/50 |
| Мощность, Вт |
1730 |
| Шпиндель |
КМ3/19мм Weldon |
| Количество скоростей |
2 |
| Плавная регулировка скорости |
есть |
| Изменение направления вращения |
есть |
| Частота вращения, об\мин |
40-140/120-480 |
| Диаметр сверления кольцевой фрезой, max мм |
110 |
| Диаметр сверления спиральным сверлом, max мм |
32 |
| Зенкерование, мм |
50 |
| Сила притяжения электромагнита, Н |
18000 |
| Диаметр нарезаемой резьбы, max мм |
М24 |
| Размеры основания,мм |
110х220х57 |
| Высота max/min, мм |
753/511 |
| Рабочий ход, мм |
242 |
| Расстояние от оси шпинделя до основания, мм |
57 |
| Расстояние от оси шпинделя до фронтальной стороны привода,мм |
80 |
| Масса, кг |
28,5 |
| Наименование приспособления для работы на трубах |
ПКТ 500 |
Сверлильная машина на электромагнитном основании МС-7
Радиально сверлильный станок Z3080x20 предназначены для обработки отверстий в средних и крупных деталях. Станок Z3080x20 является аналогом станков производства одесского завода радиально сверлильных станков, например радиально-сверлильного станка 2А554. . На станках можно выполнять следующие виды работ: сверление, зенкерование, развертывание, подрезку торцов и нарезание резьбы. Станки применяется в индивидуальном мелкосерийном производстве и серийном производстве. Применение приспособлений и специального инструмента значительно повышает производительность станка и расширяет круг возможных операций, позволяет производить на нем выточку внутренних канавок, вырезку круглых пластин из листа и т. д. Все основные узлы станка изготовлены из высокопрочных сталей и сплавов. Термообработка на высококлассном и современном оборудовании обеспечивает долговечность деталей. Станки изготавливаются на специальном оборудовании, гарантирующем высокое качество ответственных деталей. Зажим и смена скоростей управляются гидравликой, которая очень надежна в эксплуатации. 16 различных скоростей и подач обеспечивают экономичную и высокоэффективную обработку. Механические и электрические органы управления централизованы в передней бабке для простого и быстрого использования. Новая технология покраски и модернизированная внешность.
Технические характеристики
| Мах диаметр сверления мм |
80 |
| Вылет шпинделя от образующей колонны мм |
2000 |
| Расстояние от шпинделя до поверхности плиты мм |
550 |
| Осевое перемещение шпинделя мм |
1500 |
| Min-Мах скорость вращения об/мин |
16-1250 |
| Кол-во подач шпинделя |
16 |
| Мощность двигателя кВт |
7,5 |
| Габариты: |
| Длина Ширина Высота мм |
3230
1400
3825
|
| Вес кг |
10000 |
5.Шлифовальные машины
Шлифовальные машины применяются в строительстве для очистки ржавчины, удаления наплывов металла, зачистки швов, полировки естественного камня, для резания металлов мелкого проката, огнеупоров.
Для шлифовки и зачистки обычно применяются абразивные круги и проволочные щетки; для полировки – фетровые и войлочные круги; для резания – абразивные и алмазные круги.
В зависимости от особенностей процесса работы выделяется несколько типов электрических шлифовальных машин: ленточные шлифмашины; виброшлифмашины; дельташлифмашины; эксцентриковые шлиф-машины; угловые шлифовальные машины.
Ленточные шлифмашины.
Эти машины применяются для шлифовки больших плоских поверхностей, снятия изрядного слоя материала или обдирки грубых поверхностей. При помощи ленточных шлифмашин можно работать по дереву, пластмассам, металлам и строительным материалам. Центр тяжести таких машин размещен довольно низко, поэтому при работе не требуется прилагать большие усилия. Именно ленточными шлифмашинами можно подготовить кромки и скосы различных заготовок. Обработка поверхности в этом типе машин происходит благодаря движению шлифовальной ленты по направляющим роликам. Этот процесс схож с движением гусеницы трактора или танка. Потребляемая мощность ленточных шлифмашин колеблется от 500 до 1200 Вт. Данная характеристика определяет скорость шлифовки больших поверхностей и возможность той или иной модели работать без остановки. Скорость хода ленты находится в пределах от 75 до 500 м/мин, что позволяет в процессе работы учитывать специфику решаемых задач, и фирмы-производители предлагают модели с регулируемой скоростью движения ленты (плавной или ступенчатой). Применяются дополнительные рукоятки для удобства при шлифовке поверхностей в углах помещений. А пыль в процессе работы через специальный патрубок попадает в мешок-пыле-сборник или в дополнительно подключенный пылесос. Для расширения возможностей ленточных шлифмашин существуют специальные приспособления, такие как: шлифовальная рама, исключающая повреждение поверхности заготовки; тиски, благодаря которым шлифмашину можно использовать стационарно, или же специальная подставка, создающая действительно комфортные условия для стационарной работы; параллельный и угловой упоры, расширяющие возможности стационарного использования, и необходимые, например, для получения точных параллельных поверхностей или скоса на обрабатываемой детали.
Некоторые модели ленточных шлифмашин дополнительно оснащаются системой автоматической центровки ленты. В зависимости от фирмы-производителя и модели устройства для работы могут использоваться шлифовальные ленты различной ширины и длины. Предназначение шлифовальных лент (для тонкого шлифования и для грубого обдира больших наростов) зависит от величины зерна. Несущие материалы полотен состоят из прочной ткани и выдерживают большие нагрузки.
Виброшлифмашины.
Вибрационные шлифмашины применяются для гладкой тонкой отделки поверхности и подходят для общих и чистовых отделочных работе различными материалами: от дерева до металла. При помощи виброшлифмашин с прямоугольной опорной плитой можно обрабатывать достаточно большие площади. Обработка поверхности в этом типе машин происходит благодаря вибрации шлифплиты устройства, которая достигается вращением закрепленного на валу двигателя эксцентрика.
Потребляемая мощность виброшлифмашин колеблется от 160 до 600 Вт. Некоторые модели оснащаются устройствами регулировки числа оборотов двигателя в пределах от 14 до 20000 об/мин, что позволяет учитывать особенности обрабатываемых поверхностей.
Вибрационные шлифмашины имеют системы отвода пыли с рабочей поверхности в специальный мешок-пылесборник или в подключенный пылесос через отверстия в шлифовальном листе.
Закрепляются шлифлисты на поверхности опорной плиты одним из двух способов: при помощи прижимных рычагов или на липучке.
Дельташлифмашины.
Данный тип машин незаменим, если необходимо заняться реставрацией оконных рам, пластин жалюзи или старой мебели.
Эти машины по принципу работы аналогичны обычным вибрационным, но из-за специфической формы шлифовальной пластины ими можно обрабатывать поверхности в узких и труднодоступных местах. В этом типе устройств можно регулировать скорость вращения двигателя (потребляемая мощность этих устройств лежит в пределах 100-280 Вт). Они также имеют отверстия для отвода пыли, однако шлифовальная бумага крепится только на липучке. Некоторые производители выпускают модели, в которых для полного использования шлифовальной бумаги, шлифпластина может поворачиваться на 120° или с помощью SDS-крепления быстро заменяться.
Помимо различных шлифлистов, для дельташлифмашин предлагаются листы из шлифовальных и очистительных тканей (для структурирования небольших и труднодоступных участков деревянных поверхностей, удаления ржавчины с металлов и матирования лаков), а также полировальные листы для конечной обработки гладких поверхностей, полирования и натирки. Пластинчатые насадки позволят пробраться в самые узкие щели, а шлифпластины со специальным плоским или овальным языком — спокойно браться за обработку округлых и вогнутых форм.
Эксцентриковые шлифмашины.
Такие машины выделяются среди других шлифующих устройств тем, что в них совмещены два типа движения шлифплиты: эксцентриковое движение плюс вращение, и поэтому могут иметь очень разнообразное применение. Так, посредством вращательного эксцентрикового движения можно получить очень тонкую, без рисок, шлифовку при достаточно высокой производительности съема. Можно производить шлифование по выпуклым и вогнутым поверхностям, так как некоторые эксцентриковые шлифмашины имеют эластическую шлифовальную тарелку (круглая шлифплита).
Данные устройства оснащены двигателями с потребляемой мощностью от 155 до 400 Вт. Есть целый ряд моделей с возможностью регулировки скорости вращения двигателя и, соответственно, скорости обработки поверхности заготовки. Как и в других типах шлифмашин, здесь предусмотрен пылеотсос через отверстия в шлифлистах. Для удобства работы предусмотрена интегрированная или легко убираемая дополнительная рукоятка, а чтобы при запуске шлифмашины не было ощутимого рывка, в некоторых моделях предусмотрена специальная система притормаживания. Также встречаются модели с электронной системой плавного набора числа оборотов.
Угловые шлифовальные машины.
Особо выделяются угловые шлифовальные машины, известные под названием «болгарки». Кстати, такое название этот инструмент получил в связи с импортом в советское время электроинструмента из Болгарии, в том числе и угловых шлифмашин, не имевших тогда отечественных аналогов. Они специально предназначена для резки твердых металлов и камня, обдирки, зачистки, шлифовки поверхностей и т.п. Рабочим инструментом «болгарки» чаще всего является абразивный диск для резки или шлифовки определенного типа материала. Каждый конкретный диск предназначен для строго определенного типа материала, иначе можно лишиться диска и получить травму. Диаметр его является основной характеристикой машины, чем он больше, тем глубже можно сделать разрез. Замена диска производится, как правило, при помощи ключей, либо специальной гайки, которая закручивается и откручивается вручную.
Угловые машины бывают одноручными или двуручными. И те, и другие могут оснащаться дополнительной переставляемой рукояткой для удобства работы.
Производительность шлифовальных машин при зачистных работах зависит от количества проходов k, необходимых для зачистки, от скорости перемещения машины  и от ширины площадки зачистки b: и от ширины площадки зачистки b:
 м2/мин. м2/мин.
При зачистки сварного шва, снятии фаски или резании
 м/мин. м/мин.
6.Машины для резки металла
При выполнении кровельных, медницких, жестяницких, сантехнических и других работ в строительстве и на монтаже прямолинейную и фасонную резку листового металла толщиной до 4 мм осуществляют электро- и пневмоножницами.
Ножницы бывают: ножевые, вырубные, кромкорезы, прорезные и дисковые.
Ножевые ножницы применяют для прямолинейной и фасонной резки листового проката различных металлов толщиной до 3,5 мм. Режущими органами служат подвижный и неподвижный однолезвийные ножи, между которыми закладывается разрезаемый материал. Оптимальный угол между ножами 24…25°. При увеличении угла создаются дополнительные усилия, выталкивающие материал из зева, а при его уменьшении возрастает сопротивление резанию. Неподвижный нож установлен на стальной улитке, прикрепленной к корпусу машины. Регулировка зазора между ножами производится перемещением неподвижного ножа в плоскости, перпендикулярной плоскости реза. Ножевыми ножницами рез можно начинать только с края материала.
Число двойных ходов ножниц 1060…1350 в минуту, скорость резания 1,8…4,0 м/мин, потребляемая мощность 0,45…0,55 кВт.
ручной машина шлифовальный электрический
Технические характеристики
| Потребляемая мощность, Вт |
520 |
| Габариты, мм |
272х160х96 |
| Масса, кг |
2,8 |
| Габариты в упаковке, мм |
335х160х110 |
| Масса в упаковке, кг |
3,2 |
Преимущества:
резание без образования стружки;
минимальное усилие при резании;
продолжительный срок службы режущего ножа.
Наибольшая производительность ножевых ножниц.
 , м/мин, , м/мин,
где е – эксцентриситет эксцентрикового вала, мм; f – общая деформация деталей механизма головки, мм (применяется f≈1,1 деформации улитки); β – угол между режущими кромками ножей в вертикальной плоскости; K – коэффициент, учитывающий невозможность использования оператором усилия подачи вследствие физиологических факторов и упругой деформации отрезаемой полосы(K = 0,7 /0,9).
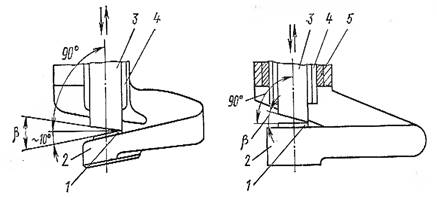
Режущая часть ножниц Режущая часть ножниц без улитки (рис.8.) с улиткой ( рис.9.)
В работе принимают участие два ножа: нижний 1, установленный непосредственно на улитке 2, и верхний 3 – подвижный, закрепленный в ползуне 4, совершающем возвратно-поступательное движение относительно направляющей втулки 5.
Вырубные ножницы для прямого и криволинейного резания
• высококачественные пуансон и матрица – гарантия резания без заусениц
• полый круглый пуансон позволяет изменять траекторию резания в диапазоне 360°
• узкий корпус редуктора и отвод стружки вниз обеспечивают хороший обзор линии реза
• режущая часть позволяет вести ножницы боком при резке волнистых металлических листов
• скорость резания изменяется электронным регулятором
Технические характеристики
| Потребляемая мощность (Вт) |
520 |
| Способность резания по сталим |
2,0 мм |
| Способность резания по алюминию |
2,5 мм |
| Ход шлифования |
7 мм |
| Минимальный радиус |
4 мм |
Скорость холостого хода
возвратно поступательного движения
|
300-1950 мин-1
|
| Масса (кг) |
2,0 |
Кромкорезы.
Фаскосниматель СНР-12
снятие фаски шириной до 12мм под сварку на листовой стали и проских заготовках толщиной 6-40мм, трубах диаметром от 100мм.
Фаскосниматель СНР-12 предназначен для снятия фаски на листовой стали под сварку. Возможна разделка односторонних и двухсторонних кромок. Скорость подачи равна скорости вращения фрезы. Обработка производится путем скалывания кромки специальной фрезой, качество получаемой поверхности - грубое. Фаскосниматель может комплектоваться фрезами для работы с углеродистой сталью, нержавеющей сталью, а также алюминием.
Технические характеристики фаскоснимателя СНР-12
| Толщина обрабатываемых листов: |
3 - 40 мм |
| Ширина фаски (мах диагональ): |
12 мм |
| Углы обработки: |
22.50, 25.0, 30.0,
35.0, 37.5, 45.0°
|
| Глубина снятия (при угле обработки 45°): |
8,7 мм |
| Скорость снятия фаски: |
2,6 м/мин |
| Напряжение питания электродвигателя: |
380В |
| Мощность привода фрезы: |
3000Вт |
| Частота вращения вала двигателя: |
1400 об/мин |
| Диаметр фрезы: |
93мм |
| Вес фаскоснимателя: |
65 кг |
Автоматическая подача
Надежное закрепление на заготовке
Возможность обработки труб диаметромот
|
100мм
|
7.Машины для сборки резьбовых соединений
Основная часть сборочных работ, в условиях единичного и мелкосерийного типов производств, выполняется на общей сборки, лишь малая доля осуществляется под отдельными сборочными единицами. С увеличением серийного производства сборочные работы все больше раздробляются по отдельным сборочным единицам, и в условиях массового и крупносерийного типов производств узловой сборки становиться равным или даже превосходит объем общей сборки, что способствует механизации и автоматизации сборочных работ.
При механизации процесса завертывания и отвертывания болтов и гаек используют инструмент с электро- или пневмоприводом. В инструменте с электроприводом от асинхронного двигателя 9 (рис. 10а) крутящий момент через редуктор 5 передается на кулачковые муфты 6 и 7, выполняющие функции ограничения предельного момента, муфта находится в зацеплении под действием пружины 5. Сила нажатия пружины регулируется гайкой 4, расположенной на выходном валу. Нерегулируемая муфта 3 выполняет функцию включения рабочего наконечника.
До начала работы инструментом эта муфта под воздействием пружины 2 находится в разомкнутом состоянии. В начале работы в результате нажатия на инструмент преодолевается сопротивление пружины 2 и муфта 3 включается. В конце затяжки или при достижении определенного усилия ее головка останавливается, а кулачковые муфты 6 и 7 обеспечивают проскальзывание приводного механизма. Наконечник 1 сменный. При установке торцового ключа получают гайковерт, при установке отвертки — винтоверт или шуруповерт.
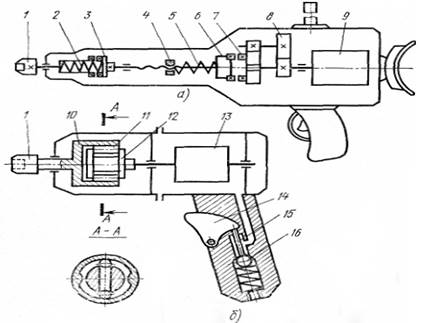
Рис. 10. Инструмент с электроприводом (а) и пневмоприводом (б)для затяжки резьбовых соединений.
Электрогайковерты с механизмом проскальзывания по принципу действия относятся к безударному резьбозавертыванию. Существенным недостатком таких гайковертов является передача реактивного момента на руки рабочего, что ограничивает их применение до резьбы диаметром 12 мм.
В инструменте с пневматическим приводом вращательное движение привода преобразуется в серию периодически повторяющихся ударов. При нажатии курком 14 на стержень 15 и через него на клапан 16 сжатый воздух поступает в полость рукоятки и далее в полость роторного пневматического двигателя 13. От вала двигателя вращение передается рабочему наконечнику 1 через ударно-импульсную муфту, состоящую из обоймы 12 и роликов 11. При вращении обоймы ролики многократно ударяют о выступы шпинделя 10, обеспечивая затяжку; в этом случае реактивный момент не передается на руки рабочего.
Гайковерты ударно-вращательного действия имеют меньшую массу по сравнению с злектрогайковертами. Импульсное приложение энергии к резьбовому соединению значительно повышает выходную мощность, что позволяет завертывать резьбовые соединения диаметром до 80 мм.
Затяжка резьбовых соединений по моменту обеспечивает надежное соединение при хорошем качестве резьбы. Если резьба имеет дефекты, то возможны случаи, когда устройство затяжки показывает, что достигнут заданный момент затяжки, но болт или гайка не завернуты, а только достигли дефектного места резьбы. Поэтому при затяжке по моменту необходимо контролировать визуально, что головка болта или гайка достигла плоскости скрепляемых деталей, или состояние контрящих деталей.
Наиболее качественной получается затяжка, выполненная по удлинению болта, при этом должны быть предусмотрены измерительные базы и доступ для измерений. Удлинение измеряют микрометрами или индикаторами часового типа с использованием различных приспособлений.
Гайковерт ИП-3128.
Технические характеристики гайковерта ИП3128: (резьба 20-42мм)
| "Прямой - квадрат шпинделя |
1 - 1/4"" (33мм) |
| момент затяжки |
1600 Н.м. |
| комплектуется головками |
S-41, 46 |
| расход воздуха |
1100 л/мин |
| давление |
6,3 бар |
| масса |
8,5 кг |
8.Машины для обработки дерева
Для обработки дерева применяют электрические сверлильные машины, электрические дисковые пилы, цепные пилы, долбежники, рубанки, лобзики, электрические полировально-шлифовальные машины. Электросверлильные машины по дереву принципиально не отличаются от электрических сверлильных машин по металлу, только выключатель заменен на переключатель, чтобы обеспечить реверсирование сверла при извлечении его из просверленного отверстия. Применяемые в строительстве электросверлилки для дерева обеспечивают диаметр сверления до 32 мм и имеют мощность двигателя 0,6... 1,1 кВт. Шпиндель сверлилки вращается с частотой 480 и 560 мин.
Электрические рубанки. Рабочим органом электрического рубанка ИЭ-5701Б является фреза — барабан с укрепленными на нем двумя плоскими ножами. Вращение от вала ротора однофазного коллекторного электродвигателя передается на вал фрезы посредством ременной передачи. Глубина строгания рубанка регулируется от 0 до 2 мм перемещением передней опоры относительно корпуса по наклонной поверхности последнего поворотом рукоятки. В рукоятке вмонтировано пусковое устройство.
Рубанок ручной электрический РЭ-600
1.1. Рубанок ручной электрический бытового назначения РЭ-600 предназначен для строгания плоских поверхностей древесины, строгания кромки (фаски) при изготовлении элементов деревянных конструкций. Рабочим инструментом рубанка являются ножи.
1.2. Рубанок предназначен для эксплуатации в районах умеренного климата (климатическое исполнение УХЛ, категория размещения 3.1 по ГОСТ 15150-69, при температуре окружающего воздуха от плюс 35°С до минус 15°С).
1.3. Рубанок обеспечивает направленный выброс стружки и плавное регулирование глубины строгания.
1.4. Питание рубанка осуществляется от сети переменного тока напряжением 220 В ± 10% и частотой 50 Гц ± 5%.
Технические характеристики
| Номинальная потребляемая мощность, |
Вт 600 |
Частота вращения рабочего барабана на
холостом ходу, об/мин
|
16500
|
| Глубина строгания за один проход, мм |
0 ¸2 с шагом 0,1 |
| Ширина строгания за один проход, мм |
82 |
| Класс рубанка по ГОСТ 12.2.013.0-91 |
II |
| Режим работы по ГОСТ 183-74 |
S1 (продолжительный) |
| Тип электродвигателя |
коллекторный |
| Габаритные размеры, не более, мм, |
280, 160, 170 |
| Масса (без шнура питания), кг, не более |
2,5 |
Пилы ручные электрические дисковые выпускают с редуктором и безредукторными. Безредукторная пила имеет более простую конструкцию, но вследствие того, что пильный диск насажен непосредственно на вал двигателя, глубина максимального пропила меньше, чем в редукторных пилах. На валу ротора электродвигателя редукторной дисковой пилы насажена шестерня, которая в паре с шестерней, заклиненной на валу пильного диска, образует редуктор, позволяющий сместить вниз ось вращения пильного диска. Электродвигатель установлен на плите, которая позволяет легко перемещать пилу по распиливаемому материалу и осуществлять вручную при нажиме на рукоятку подачу пилы на материал. Глубина пропила регулируется винтом. Прямая линия пропила обеспечивается передвижной планкой с направляющей линейкой. Конструкция редукторной пилы позволяет распиливать доски и мелкие детали под углом. Направляющие глубины пропила могут перемещаться по дуговым направляющим кронштейна, закрепленного на опорной плите двигателя. Пильный диск закрыт защитным кожухом, состоящим из верхней неподвижной и нижней подвижной частей. Когда снимают пилу с распиливаемой доски, кожух под действием пружины автоматически закрывается.
Электрическая пила дисковая ручная Makita 5903RK
| Потребляемая мощность |
2000 Вт |
Скорость вращения на
1-й скорости об/мин
|
4500
|
| Диаметр диска |
235 мм |
| Глубина пропила при 90 градусах |
85 мм |
| Глубина пропила при 45 градусах |
64 мм |
Патрубок для пылеотсоса,
система пылеудаления
|
| Габаритная длина |
400 мм |
| Вес |
7.6 кг |
Долбежники ручные электрические применяют для выемки в дереве прямоугольных пазов и гнезд для соединения «в шип». Рабочим органом электродолбежника является бжсконечная долбежная (фрезерная) цепь.
У долбежника ручного электрического ИЭ-5601А (рис. 300) электродвигатель с внешним обдувом имеет удлиненный вал, на котором насажена ведущая звездочка долбежной цепи с направляющей линейкой, закрепленной на приливе подшипникового щита. В нижнем конце направляющей линейки имеется ролик, огибаемый цепью. Натяжение долбежной цепи регулируется упорным винтом, ввернутым в стойку. Двигатель с долбежной цепью может передвигаться по двум направляющим колонкам. Система рычагов связана с подъемными пружинами, которые удерживают электродвигатель в верхнем положении. Точная глубина долбления фиксируется ограничителем хода.
Для установки и закрепления долбежника при долблении пазов служат основание, передвижная линейка с винтом. Конструкция долбежника позволяет вырубать пазы сдвоенной и даже строенной долбежной цепью. Пуск и остановку электродвигателя долбежника выполняют с помощью выключателя.
Устройство долбежника ИЭ-5607 (рис. 11.). Долбежник состоит из основания с направляющими колонками, однофазного коллекторного электродвигателя с двойной изоляцией, редуктора, режущей цепи, направляющей линейки, рычажного приспособления, защитного кожуха, зажимного приспособления, токопод-водящего кабеля.
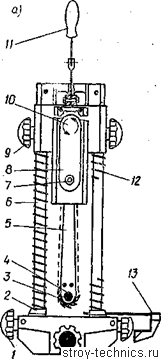
Рис. 11. Долбежник электрический ИЭ-5607
а — конструкция; б —работа дол-бежником; 1 — зажимное приспособление; 2 — основание; 3 — режущая цепь; 4 — роликовый подшипник; 5 — направляющая линейка; 6 — направляющая колонка; 7 — винт регулировки натяжения цепи; 8 — защитный кожух; 9 — стопорный винт; 10 — ведущая звездочка; 11 — нажимной рычаг; 12 — цилиндрическая пружина; 13 — направляющая планка
9.Техника безопасности при работе с ручным инструментом
Электроинструмент выпускается следующих классов:
I класс – электроинструмент, у которого все детали, находящиеся под напряжением, имеют изоляцию и штепсельная вилка имеет заземляющий контакт.
II класс – электроинструмент, у которого все детали, находящиеся под напряжением, имеют двойную и усиленную изоляцию. Этот инструмент не имеет устройств для заземления.
III класс – электроинструмент на номинальное напряжение не выше 42В, у которого ни внутренние, ни внешние цепи не находятся под другим напряжением.
Требования безопасности перед началом работ.
Электроинструмент, питающийся от сети, должен быть снабжен несъемным гибким кабелем (шнуром) со штепсельной вилкой. Несъемный гибкий кабель электроинструмента I класса должен иметь жилу, соединяющую заземляющий зажим электроинструмента с заземляющим контактом штепсельной вилки.
Переносные ручные электросветильники должны иметь защитную сетку, крючок для подвешивания и шланговый провод с вилкой; сетка должна быть укреплена на рукоятке винтами. Патрон должен быть встроен в корпус светильника так, чтобы токоведущие части патрона у цоколя лампы были недоступны для прикосновения.
Кабель в месте ввода в электроинструмент должен быть защищен от истираний и перегибов эластичной трубкой из изоляционного материала. Трубка должна быть закреплена в корпусных деталях электроинструмента и выступать из них на длину не менее пяти диаметров кабеля. Закрепление трубки на кабеле вне инструмента запрещается.
Штепсельные розетки 12 и 42 В напряжением должны отличаться от розеток сети 220 В. Вилки напряжением 12 и 42 В не должны подходить к розеткам 220 В.
Перед началом работ следует:
Определить по паспорту класс инструмента,
Проверить комплектность и надежность крепления,
Проверить исправность кабеля и штепсельной вилки, целостность изоляционных деталей корпуса, рукоятки и крышек щёткодержателей, наличие защитных кожухов и их исправность;
Проверить четкость работы выключателя; работу на холостом ходу;
Выполнить (при необходимости) тестирование устройства защитного отключения (УЗО),
У электроинструмента класса I, кроме того, должна быть проверена исправность цепи заземления между его корпусом и заземляющим контактом штепсельной вилки;
Подключать электроинструмент напряжением до 42 В к электрической сети общего пользования через автотрансформатор или потенциометр запрещается.
Не допускается использовать в работе ручные электрические машины, переносные электроинструменты и светильники с относящимся к ним вспомогательным оборудованием, имеющие дефекты.
Требования безопасности во время работы.
Во время работы электродрель следует установить на обрабатываемом материале, упереть сверлом в размеченную точку и после этого включить дрель. При работе длинными сверлами выключить дрель нужно до момента полного просверливания отверстия.
Удалять стружку или опилки руками во время работы инструмента запрещается. Стружку следует удалять после полной остановки электроинструмента специальными крючками или щетками.
Провода, идущие к ручному электроинструменту, должны по возможности подвешиваться. Кроме того, должно быт исключено непосредственное соприкосновение проводов с металлическими предметами, горячими, влажными, покрытыми маслом поверхностями.
Не разрешается во время работы:
передавать ручные электрические машины и инструменты, хотя бы на непродолжительное время, другим работникам,
разбирать ручные электрические машины и электроинструмент, производить какой-либо ремонт,
держать ручной электроинструмент за провод или касаться вращающихся частей режущего инструмента или удалять стружку, опилки до полной остановки инструмента, машины;
производить замену режущего инструмента до полной его остановки;
устанавливать рабочую часть в патрон инструмента, машины и изымать ее из патрона, а также регулировать инструмент без отключения его от сети штепсельной вилки;
вносить переносной трансформатор или преобразователь частоты внутрь металлических резервуаров или ёмкостей;
работать с приставных лестниц, для выполнения работ на высоте должны устраиваться прочные леса или подмостки;
работать электродрелью в рукавицах.
Присоединение трансформаторов с вторичным напряжением 12-42В к сети должно производиться с помощью шлангового кабеля со штепсельной вилкой. Длина кабеля должна быть не более 2м. Концы его должны быть наглухо прикреплены к зажимам трансформатора. На стороне 12-42В трансформатора должна быть смонтирована непосредственно на кожухе штепсельная розетка. В местах, где предусмотрена возможность безопасного подключения к сети переносных приемников тока, должны быть сделаны соответствующие надписи.
Во время работы необходимо помнить, чтобы одежда облегала тело, рукава плотно охватывали кисти рук, полы куртки обязательно застегивались, волосы тщательно убраны под головной убор.
При сверлении электродрелью с применением рычага для нажима необходимо следить, чтобы конец рычага не опирался на поверхность, с которой возможно ее соскальзывание.
Обрабатывать электроинструментом обледеневшие и мокрые детали запрещается.
Оставлять без надзора электроинструмент, присоединенный к сети, запрещается.
Если во время работы обнаружится неисправность шнура или трансформатора, необходимо их заменить. При обнаружении замыкания на корпус электроинструмента или иной неисправности, работа с ним должна быть прекращена.
При использовании разделительного трансформатора необходимо руководствоваться следующим: от разделительного трансформатора разрешается питание только одного электроприемника, заземление вторичной обмотки разделительного трансформатора не допускается,
Корпус трансформатора в зависимости от режима нейтрали питающей электрической сети должен быть заземлен или занулен. В этом случае заземление корпуса электроприемника, присоединенного к разделительному трансформатору, не требуется.
Требования техники безопасности по окончании работы.
Рабочее место привести в порядок.
Электроинструмент и переносные лампы вернуть на постоянное место хранения.
Снять спецодежду, лицо и руки вымыть теплой водой.
10.Список литературы.
1. М.И.Гальперин, Н.Г.Домбровский.
2. Типовая инструкция по охране труда при работе с ручным электроинструментом ТИ РМ-073-2002.
3. СТРОИТЕЛЬНЫЕ МАШИНЫ Под редакцией Д. П. Волкова.
4. Строй-Техника.ру Строительные машины и оборудование, справочник.
|
