Лабораторная работа №1
Разработка технологической операции механической обработки детали на токарном станке с ЧПУ 16Б16Т1
Цель работы:
приобретение практических навыков назначения режимов резания, механической обработки детали и составлении программы для изготовления детали на токарном станке с ЧПУ 16Б16Т1.
Исходные данные:
Вариант №6.
Материал заготовки – Чугун СЧ 20.
режим резание деталь инструмент
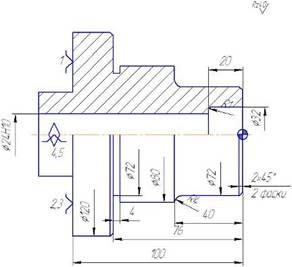
Рисунок 1.1. Чертеж детали
Ход работы:
Материал заготовки СЧ20 (технологичный материал, обладающий высокими литейными свойствами – хорошей жидкотекучестью, малой склонностью к усадке, НВ=170). Выбираем вид заготовки – отливка, получаемая литьем в кокиль (предполагая, что производство крупносерийное). Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости очистки отливок.
Общий припуск на сторону элементов отливки в данном случае принимаем 1,5 мм. Ввиду незначительной экономии материала и с целью упрощения конструкции кокиля, получаем заготовку без отверстия.
Методом литья в кокиль обеспечивается точность порядка 15-го квалитета,высота неровностей профиля не более Rz 80 мкм.
Для обработки поверхностей втулки составим последовательность переходов с назначением режущих инструментов:
1) Сверлить отверстие диаметром 22 мм, так как в сплошном металле получить отверстие другим способом невозможно. Инструмент Т1 – сверло диаметром 22 мм (ГОСТ 886–67). Материал режущей части сверла – быстрорежущая сталь нормальной производительности Р6М5 (для обработки чугунов НВ<220).
С помощью таблиц точности обработки установили: обеспечиваемый квалитет допуска размера – 12, высота неровностей профиля Rz40 мкм. Для достижения требуемого10-го квалитета точности применим черновое зенкерование.
Произведем расчет режимов резания при сверлении.
Глубина резания:

Выбираем подачу, максимально допустимую по прочности сверла:

Скорость резания:
V=Cv
Dq
Kv
/(Tm
sy
)=17,1∙220,25
∙1,15/(1000,125
∙10,4
)=23,9 м/мин.
Значения коэффициентов Сv
и показателей степени приведены для сверления в [1], табл. 28.
Реклама

Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Кv
= Км
v
Ки
v
Кlv
=1,15,
где Км
v
=(190/170)1,3
=1,15 –
коэффициент на обрабатываемый материал (см. табл. 1–4);
Ки
v
=1 –коэффициент на инструментальный материал (см. [1], табл. 6)
Кlv
=1 – коэффициент, учитывающий глубину сверления ([1], табл. 31).
Частота вращения шпинделя:
n=1000v/(пD)=1000∙23,9/(3,14∙22)=346 мин -1
.
Принимаем n=355 мин -1
, ближайшую частоту по станку.
2) Зенкеровать диаметром 24 мм. Инструмент Т2 – зенкеп диаметром 24 мм (ГОСТ 12489–71). Материал режущей части сверла – быстрорежущая сталь нормальной производительности Р6М5 (для обработки чугунов НВ<220).
С помощью таблиц точности обработки установили: обеспечиваемый квалитет допуска размера – 10, высота неровностей профиля Rz40 мкм.
Произведем расчет режимов резания при сверлении.
Глубина резания:
t=1 мм
Выбираем подачу, максимально допустимую по прочности зенкера:
Скорость резания:
V=Cv
Dq
Kv
/(Tm
tx
sy
)=17,1∙240,25
∙1,15/(750,125
10,1
∙10,5
)=25,4 м/мин.
Значения коэффициентов Сv
и показателей степени приведены для сверления в [1], табл. 28.
Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания:
Кv
= Км
v
Ки
v
Кlv
=1,15;
где Км
v
=(190/170)1,3
=1,15 –
коэффициент на обрабатываемый материал (см. табл. 1–4);
Ки
v
=1 –коэффициент на инструментальный материал (см. [1], табл. 6)
Кlv
=1 – коэффициент, учитывающий глубину сверления ([1], табл. 31).
Частота вращения шпинделя:
n=1000v/(пD)=1000∙25,4/(3,14∙24)=337 мин -1
.
Принимаем n=355 мин -1
, ближайшую частоту по станку.
3) Обточить поверхности наружного контура. Инструмент Т3 – проходной резец (ГОСТ 24996–81). Выбираем отогнутый проходной резец вследствие его повышенной жесткости и возможности вести не только обтачивание поверху, но и подрезку торцов и снятие фасок.
Главный угол в плане выбираем таким образом, чтобы инструмент имел возможность вести обработку в нескольких направлениях. Это обеспечивает ему универсальность, и как следствие сокращение числа необходимого инструмента.
Выбираем марку твердого сплава для ВК8 для черновой обработки (обрабатываемый материал серый чугун, НВ<240).
С помощью таблиц точности обработки установили: черновым точением обеспечивается квалитет допуска 14 и высота неровностей профиля Rz 40, следовательно для обеспечения точности наружной поверхности втулки достаточно однократного чернового прохода.
Реклама

Произведем расчет режимов резания при черновом точении.
Глубину резания принимаем равной величине припуска на обработку:
 . .
Подача s: при черновом точении принимается максимально допустимой по мощности оборудования, жесткости системы, прочности режущей пластины и прочности державки. Рекомендуемые подачи при черновом наружном точении приведены в [1], табл. 11:
Скорость резания v, м/мин, при наружном точении:
V=Cv
∙Kv
/(Tm
tx
sy
)=292∙1∙/(400,15
1,50,2
0,60,2
)=171,48 м/мин.
Значения коэффициентов Сv
и показателей степени приведены для точения в [1], табл. 17. Общий поправочный коэффициент Кv
на скорость резания, учитывающий фактические условия резания условно принимаем равным 1.
Частота вращения шпинделя:
n=1000v/(пD)=1000∙171,48/(3,14∙120)=455 мин -1
.
Принимаем n=500 мин -1
, ближайшую частоту по станку.
4) Обработать канавку диаметром 72 мм. Инструмент Т4 – канавочный резец. Выбираем марку твердого сплава для ВК8 для черновой обработки (обрабатываемый материал серый чугун, НВ<240).
С помощью таблиц точности обработки установили: черновым растачиванием обеспечивается квалитет допуска 13 и высота неровностей профиля Rz 40, следовательно для обеспечения точности канавки достаточно однократного чернового прохода.
Произведем расчет режимов резания при черновом растачивании.
Глубину резания принимаем равной величине припуска на обработку:
t=4 мм.
Подачу s принимаем прочности режущей пластины и прочности державки. Рекомендуемые подачи при черновом точении приведены в [1], табл. 12:
Скорость резания v, м/мин, при растачивании:
V=Cv
∙Kv
/(Tm
tx
sy
)=292∙1∙/(400,15
40,2
0,60,2
) ∙0,9=140,9 м/мин.
Значения коэффициентов Сv
и показателей степени приведены для точения в [1], табл. 17. Общий поправочный коэффициент Кv
на скорость резания, учитывающий фактические условия резания условно принимаем равным 1.
Частота вращения шпинделя:
n=1000v/(пD)=1000∙140,9/(3,14∙72)=623,2 мин -1
.
Принимаем n=710 мин -1
, ближайшую частоту по станку.
5) Расточить отверстие диаметром 32. Инструмент Т3 – расточной резец (ГОСТ 20874–75). Выбираем марку твердого сплава ВК4 для чистовой обработки, так как обрабатываемый материал серый чугун, НВ<240. С помощью таблиц точности обработки установили: черновым точением обеспечивается квалитет допуска 10 и высота неровностей профиля Rz 25.
Произведем расчет режимов резания при чистовом растачивании.
Глубину резания принимаем равной величине припуска на обработку:
t=2 мм
Подачу s принимаем прочности режущей пластины и прочности державки.
Рекомендуемые подачи при черновом растачивании приведены в [1], табл. 14.
S=0,6 мм/об
Скорость резания v, м/мин, при растачивании:
V=Cv
∙Kv
/(Tm
tx
sy
)=292∙1∙/(400,15
20,2
0,60,2
) ∙0,9=161,34 м/мин.
Значения коэффициентов Сv
и показателей степени приведены для точения в [1], табл. 17. Общий поправочный коэффициент Кv
на скорость резания, учитывающий фактические условия резания условно принимаем равным 1.
Частота вращения шпинделя:
n=1000v/(пD)=1000∙161,34/(3,14∙32)=1605,7 мин -1
.
Принимаем n=1400 мин -1
, ближайшую частоту по станку.
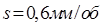
Чтобы при составлении программы пользоваться размерами, указанными на чертеже, нулевую точку выбираем на расстоянии 100 мм вправо от пересечения технологических баз вдоль оси детали
Принимаем исходную точку относительно начала координат с Х=140 Z=200 мм. Последовательность выполнения каждого перехода представим в виде схем обработки заготовки, представляющей траектории движения центра инструмента (см рисунок 1.2).
Далее составим управляющую программу с выбором частоты вращения шпинделя и рабочей подачи в зависимости от выполняемого перехода.
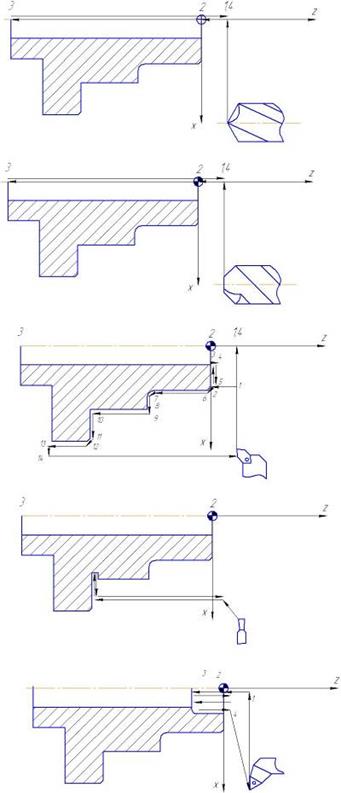
Рисунок 1.2 – Схема обработки заготовки
Составляем управляющую программу с выбором частоты вращения шпинделя и рабочей подачи в зависимости от вида выполняемого перехода:
N0 T1 (сверло диаметром 22 мм)
N1 M3 (вращение шпинделя по часовой стрелке)
N2 M44 (IV– диапазон скорости вращения шпинделя)
N3 S04 (код скорости вращения шпинделя – 355 мин-1
)
N4 G95 (задание подачи, мм/об)
N5 F100 (задание подачи 1 мм/об)
N6 ~X0* (быстрый ход в точку с Х=0 мм)
N7 ~Z200 (быстрый ход в точку с Z=2 мм)
N8 Z-5000 (перемещение инструмента в точку с Z=-50 мм)
N9 ~Z200 (быстрый ход в точку с Z=2 мм)
N10 Z-10000 (перемещение инструмента в точку с Z=-100 мм)
N11 ~Z200 (быстрый ход в точку с Z=2 мм)
N12 ~X14000* (быстрый ход в исходную точку)
N13 ~Z20000
N14 T2 (зенкер диаметром 24 мм)
N15 M3 (вращение шпинделя по часовой стрелке)
N16 M44 (IV– диапазон скорости вращения шпинделя)
N17 S04 (код скорости вращения шпинделя – 355 мин-1
)
N18 G95 (задание подачи, мм/об)
N19 F100 (задание подачи 1 мм/об)
N20 ~X0* (быстрый ход в точку с Х=0 мм)
N21 ~Z200 (быстрый ход в точку с Z=2 мм)
N22 Z-5000 (перемещение инструмента в точку с Z=-50 мм)
N23 ~Z200 (быстрый ход в точку с Z=2 мм)
N24 Z-10000 (перемещение инструмента в точку с Z=-100 мм)
N25 ~Z200 (быстрый ход в точку с Z=2 мм)
N26 ~X14000* (быстрый ход в исходную точку)
N27 ~Z20000
N28 T3 (проходной резец)
N29 M3
N30 M44 (IV– диапазон скорости вращения шпинделя)
N31 S05 (код скорости вращения шпинделя – 500 мин-1
)
N32 G95 (задание подачи, мм/об)
N33 F60 (рабочая подача 0,6 мм/об)
N34 ~X7600* (быстрый ход в точку с Х=38 мм)
N35 ~Z0 (быстрый ход в точку с Z=0 мм)
N36 Х2000
N37 ~Х6800
N38 Х7200–45 (обработка фаски 2х45 на диаметре 72 мм)
N39 Z-3600
N40 G13* (движение по окружности против часовой стрелки)
    N41 Х400* N41 Х400*
    N42 Z400* N42 Z400*
N43 Х5800*
N44 Z-7600
N45 Х200
N46 Z11600
N47 Х12000–45 (обработка фаски 2х45 на диаметре 120 мм)
N48 Z-10000
N49 ~X12200
N50 ~X14000* (быстрый ход в исходную точку)
N51 ~Z20000
N52 T4 (канавочный резец)
N53 M3
N54 M44
N55 S06 (код скорости вращения шпинделя – 800 мин-1
)
N56 G95 (задание подачи, мм/об)
N57 F600 (рабочая подача 0,6 мм/об)
N58 ~Х8200*
N59 ~Z200
N60 ~Z-7600
N61 X7200
N62 X8200
N63 ~Х8200*
N64 ~Z200
N65 ~X14000* (быстрый ход в исходную точку)
N66 ~Z20000
N67 T5 (расточной резец)
N68 M3
N69 M44 (IV– диапазон скорости вращения шпинделя)
N70 S08 (код скорости вращения шпинделя – 1400 мин-1
)
N71 G95 (задание подачи, мм/об)
N72 F60 (рабочая подача 0,1 мм/об)
N73 ~X2800* (быстрый ход в точку с Х=14 мм)
N74 ~Z0 (быстрый ход в точку с Z=0 мм)
N75 Z-2000
N76 Z200
N77 ~X3200*
N78 Z-1900
N79 G12
N80 X3000
N81 Z-2000
N82 X2200
N83 ~X2200*
N84 ~Z200*
N85 ~X14000* (быстрый ход в исходную точку)
N87 M30 (конец управляющей программы)
Вывод:
приобрели практические навыки назначения режимов резания, механической обработки детали и составили программы для изготовления детали на токарном станке с ЧПУ 16Б16Т1.
|
