Исходные данные
Материал – АМг6 ГОСТ 21488-76
Вид заготовки – пруток 90х27
Изделие – Вал для шлифовки цилиндра
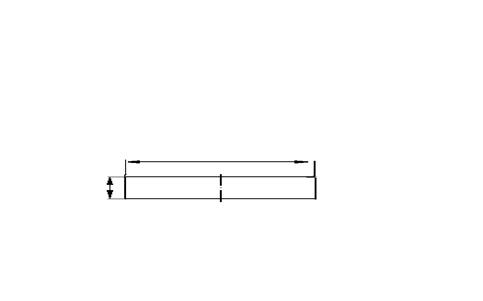
Рис. Заготовка
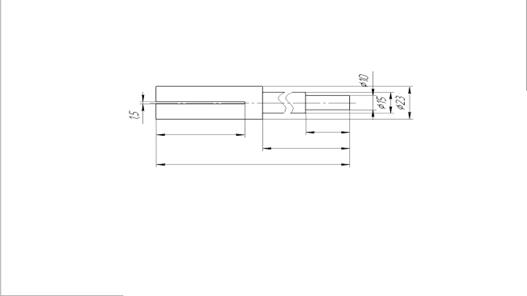
Рис Деталь
токарный роботизированный цапфа станок
Обработка на станках с ЧПУ
1. Точение ступеней на токарном станке с ЧПУ TRENS
Tm=K*l*D=0,000075*24*108+0,000075*18,5*88=0,19+0,12=0,31 мин
2. Сверление на токарном станке с ЧПУ TRENS
Tm=K*l*D= 0,000423*24*72=0,73 мин
3. Черновое подрезание торца на токарном станке с ЧПУ TRENS
Tm=K*( )=0,0000224*( )=0,0000224*( )=0,14 мин )=0,14 мин
4. Чистовое точение наружной поверхности на токарном станке с ЧПУ ROSSTANKOM
Tm=K*l*D=0,000175*5,5*106=0,10 мин
5. Черновое растачивание на токарном станке с ЧПУ ROSSTANKOM
Tm=K*l*D=0,000134*19,94*77.5=0,21 мин
6. Чистовое растачивание внутренней поверхности на токарном станке с ROSSTANKOM
Tm=K*l*D=0,00018*7,5*78,5=0,11мин
7. Чистовое подрезание торца на токарном станке с ЧПУ ROSSTANKOM
Tm=K*()=0,000011*( )=0,06 мин )=0,06 мин
8. Чистовое растачивание внутренней поверхности на токарном станке с ЧПУ ROSSTANKOM
Tm=K*l*D=0,00018*2*74=0,03 мин
9. Чистовое точение наружной поверхности на токарном станке с ЧПУ ROSSTANKOM
Tm=K*l*D=0,000175*18,3*86,5=0,28 мин
10. Чистовое точение наружной поверхности на токарном станке с ЧПУ ROSSTANKOM
Tm=K*l*D=0,000175*7*84=0,10 мин
11. Чистовое подрезание торца на токарном станке с ЧПУ ROSSTANKOM
Tm=K*()=0,000011*( )=0,02 мин )=0,02 мин
Tmобщ=0,31+0,73+0,14+0,1+0,21+0,11+0,06+0,03+0,28+0,1+0,01+0,1+0,17+0,26+0,02=2,63 Мин
 2,63*1,5=3,94 мин 2,63*1,5=3,94 мин
Производительность
 = = =10026 шт/год =10026 шт/год
 – время обработки с учетом времени на переналадку и смену режущего инструмента взято из паспортных данных) – время обработки с учетом времени на переналадку и смену режущего инструмента взято из паспортных данных)
З=6,25 руб/мин – заработная плата взята с сайта http://www.rabota.ru
с=29,5 руб/кг – стоимость 1кг АМг6
Р1=0,89кг – чистый вес детали по чережу
q=2 – коэффициент накладных расходов по механическому цеху
3,94 мин – суммарное калькуляционное время обработки
 0,19 – коэффициент использования материала 0,19 – коэффициент использования материала
Методика построения циклограмм функционирования роботизированного технологического комплекса
Выбираем две операции технологического процесса обработки цапфы на станках:
1. Черновое подрезание торца на токарном станке с ЧПУ TRENS
Tm= 0,14 мин = 8,4 сек
2. Чистовое точение наружной поверхности на токарном станке с ЧПУ ROSSTANKOM
Реклама

Tm= 0,10 мин = 6 сек
Этим двум операциям соответствует промышленный робот Квадрат СГ
Описание:
Полезная нагрузка от 2 кг до 60 кг.
Могут крепиться к полу, потолку или стене.
Модульная концепция F-серии позволяет достигнуть высокой степени изменения досягаемости и загрузки робота для различного применения.
Могут использоваться для перемещения, для дуговой сварки, чистки, полировки, а также для работы в экстремальных условиях с пылью и низкими температурами.
Интегрированный пневматический и электрический контроль клапанов соленоидов дает возможность для быстрой наладки и запуска:
повышение точности выполнения технологических операций и, как следствие, улучшение качества;
возможность использования технологического оборудования в три смены, 365 дней в году;
рациональность использования производственных помещений;
исключение влияния человеческого фактора на поточных производствах, а также при проведении монотонных работ, требующих высокой точности;
исключение воздействия вредных факторов на персонал на производствах с повышенной опасностью;
достаточно быстрая окупаемость.
Расчет циклограммы
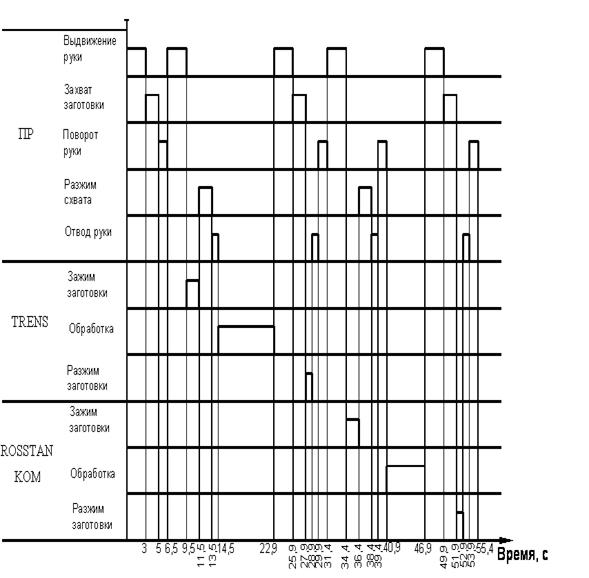
Между двумя станками с ЧПУ (токарный станок TRENSи токарный станок ROSSTANKOM) располагается промышленный робот Квадрат СГ и стол для деталей. Выдвижение руки робота происходит за 3 секунды, захват заготовки – 2 секунды, поворот руки – 1,5 секунды, разжим схвата – 2 секунды, отвод руки – 1 секунда. Зажим заготовки на каждом станке происходит за 2 секунды, разжим заготовки – 1 секунда, обработка на первом станке – 8,4 секунды, обработка на втором станке – 6 секунд. При установке заготовки на станок вначале необходимо закрепить заготовку на станке, а после этого промышленный робот разжимает заготовку и отводит руку из зоны обработки. После обработки вначале необходимо роботу закрепить заготовку, после чего можно разжимать заготовку на станке. На столе находятся заготовки (не прошедшие обработку) и детали прошедшие обработку на токарном станке ) дальше их забирают для дальнейшей обработки на фрезерном станке.
Циклограмма
|
