Содержание
Введение
1. Основные понятия и определения
1.1 Интерполятор
1.2 Линейный интерполятор
1.3 Круговой интерполятор
2. Структура программы
3. Правила программирования для устройств четвертого поколения
4.
Правила программирования для устройств пятого поколения
Заключение
Литература
Введение
В настоящее время станок с числовым программным управлением (ЧПУ) является основным производственным модулем современного производства. Станки с ЧПУ используются как для автоматизации мелкосерийного или штучного производства, так и для производства больших серий. Ведущие фирмы постоянно совершенствуют и расширяют возможность систем ЧПУ, систем подготовки данных и проектирования. Одна из концепций этой стратегии неразрывно связана с совершенствованием регулируемого электропривода, придания ему новых качеств за счет цифрового управления.
Учитывая разнообразного потребителя, спрос на самые простые, маленькие станки, кроме многокоординатных ЧПУ предлагаются семейства ЧПУ для простых станков (2 оси + шпиндель для токарных и 3 оси + шпиндель для фрезерных станков). В качестве приводов могут быть использованы как шаговые двигатели, так и сервоприводы с аналоговым интерфейсом. Значительное внимание уделяется вопросам модернизации систем ЧПУ старого поколения и создания систем передачи данных. Современные УЧПУ разрабатываются с учетом их работы в гибком автоматизированном производстве (ГПС) и имеют разнообразный интерфейс для создания локальных сетей. Программное обеспечение их существенно расширило возможности технолога и оператора станка. Все шире в алгоритмах интерполяции используются сплайны и полиномы. Эти функции позволяют создавать плавные непрерывные кривые. Использование сплайнов в обработке позволяет сократить управляющую программу, улучшить динамику движения приводов, повысить качество обрабатываемых поверхностей, отказаться от ручной доводки пресс-форм. Хотя за последние годы язык программирования для УЧПУ претерпел серьезные изменения, однако остается преемственность программного обеспечения в виде набора базовых функций. Большинство программ, написанных для старых моделей УЧПУ, работают и с новыми моделями при минимальных переделках.
Реклама

1. Основные понятия и определения
Системы числового программного управления (СЧПУ) - это совокупность функционально взаимосвязанных технических и программных средств, предназначенных для управления станками в автоматическом режиме. К техническим средствам относятся станок, устройства подготовки управляющих программ, устройства управления станком, устройства размерной настройки режущего инструмента и т.д. К программным средствам относятся инструкции, методики, техническое и функциональное программирование и т.д.
Программа управления - это группа команд, составленных на языке данной системы управления и предназначенных для управления станком в автоматическом режиме. Числовое программное управление базируется на программе, в которой команды выражены в виде чисел.
Устройство числового программного управления (УЧПУ) - это часть системы числового программного управления, управляющее работой станка по командам, поступающим из управляющей программы.
УЧПУ выполняют две основные функции :
1. формирование траектории движения режущего инструмента;
2. управление автоматикой станка.
В настоящее время в промышленности используются два вида устройств ЧПУ.
1. УЧПУ четвертого поколения типа NC (Numerical Control – цифровое управление). УЧПУ типа NC состоят из блоков, каждый из которых решает лишь одну конкретную задачу общей программы управления. Логика работы этих блоков реализуется за счет соответствующего построения их электрических схем.
2. УЧПУ пятого поколения типа CNC (ComputerNumericalControl - компьютерное цифровое управление).
УЧПУ типа CNC базируются на работе мини ЭВМ, в которой логика работы задается программным методом. Одно и то же УЧПУ с мини ЭВМ может реализовывать различные функции управления за счет изменения программы управления работой мини ЭВМ.
1.1
Интерполятор
Интерполятор - устройство, на вход которого кадр за кадром подается информация в виде цифровых кодов, а на выходе выдается информация для каждой координаты в виде унитарного кода, т.е. последовательности импульсов.
Решение задачи контурного управления разбивается обычно на этапы:
·подготовка исходной информации о требуемой траектории, которая включает аппроксимацию траектории заданным набором
функций;
·ввод информации в систему программного управления;
·расчет заданных значений координат, расположенных на траектории движения, с использованием выбранного метода интерполяции;
Реклама

·расчет числа импульсов по каждой из координат и выдача управляющих воздействий на исполнительные приводы с требуемой частотой, которая определяет контурную скорость движения по каждой из координат.
Интерполяторы по способу реализации подразделяются на:
·аппаратные;
·программные.
По виду интерполируемой траектории движения интерполяторы делятся на:
·линейные;
·нелинейные (второго порядка - круговые, параболические, n-порядка).
В основном в системах ЧПУ применяются линейные и круговые интерполяторы, т.к. до 90 % траекторий могут быть с достаточной степенью точности представлены совокупностью отрезков прямых и дуг окружности.
Существуют различные алгоритмы интерполяции реального времени, которые условно можно разделить на две группы:
·алгоритмы единичных приращений (метод оценочной функции, метод цифро-дифференциальных анализаторов);
·алгоритмы равных времен (метод цифрового интегрирования, прогноза и коррекции, итерационно-табличные методы).
Во-первых, определяются моменты времени, необходимые для выдачи единичных приращений по одной или нескольким координатам.
Во-вторых рассчитываются координаты точек траектории, через определенные и равные промежутки времени, по истечении которых выдается требуемое количество импульсов на привода исполнительного механизма.
Практически интерполяцию организуют следующим образом. В результате очередного вычислительного цикла, выполняемого с максимально высокой скоростью в машинном масштабе времени, определяют в какие приводы подачи должны быть выданы дискреты на текущем этапе оперативного управления. Результат сохраняют в буфере, который опрашивают с частотой, соответствующей скорости подачи для ведущей координаты. Таким образом, расчеты машинного масштаба привязывают к реальному времени.
На рис. 1.1 показана типичная структурная схема устройства числового программного управления типа 2С-42-65.
Устройство является контурно-позиционным со свободным программированием алгоритмов. Количество управляемых координат - до 8. Одновременное управление при линейной интерполяции обеспечивается по 4-м координатам, а при круговой интерполяции - по 2-м координатам. Одноплатная микро ЭВМ МС 12.02 реализована на базе процессора 1801ВМ2. Обмен информацией между микро ЭВМ и внешними устройствами осуществляется по каналу ЭВМ типа «Общая шина». Для увеличения нагрузочной способности используется расширитель канала (РК).

Рисунок 1.1 – Структурная схема устройства числового программного управления типа 2С-42-65
Конструктивно ЧПУ содержит 2 корзины. Одна из них предназначена для установки блоков общесистемного пользования, а вторая предназначена для установки специальных блоков для управления станком. На станочной магистрали находятся блоки входных и блоки выходных сигналов, с помощью которых реализуется программная реализация задач логического управления. Формирование аналоговых сигналов управления приводами подач и главного движения осуществляется через цифроаналоговые преобразователи (ЦАП) - группа «Привод». Для реализации обратных связей по положению используются преобразователи фаза-код (ПФК), составляющие группу «Датчики». Для решения задач адаптивного управления (например, систем стабилизации мощности резания) могут быть использованы аналого-цифровые преобразователи (АЦП) - группа «Адаптивное управление». Пульт управления (ПУ) содержит набор алфавитно-цифровых клавиш, с помощью которых можно осуществлять ввод управляющей программы. Кроме того, имеются функциональные клавиши, с помощью которых задается режим работы УЧПУ и определяются специальные функции, соответствующие поиску, редактированию управляющих программ. Пульт коррекции (ПК) представляет собой набор декадных переключателей, с помощью которых можно осуществлять изменение значений скорости подачи и скорости вращения главного движения в процентном соотношении. Для отображения текущего значения координат и технологических параметров используется алфавитно-цифровой дисплей - блок отображения символьной информации (БОСИ) . Для ввода и вывода управляющей программы могут быть использованы фотосчитывающее устройство (ФСУ) и ленточный перфоратор (ПЛ). В качестве носителя информации в этом случае используется перфолента. Другой вариант ввода-вывода информации основан на использовании канала последовательной связи (ИРПС - интерфейс радиальной последовательной связи). Для увеличения быстродействия 6 используют аппаратный блок умножения (БУ) и блок преобразования кодов (БПК).
Базовое программное обеспечение УЧПУ записывается в постоянное запоминающее устройство (ПЗУ) и представляет собой набор подпрограмм, реализующих так называемые подготовительные G и вспомогательные функции М, а также сервисные функции по вводу и отработке управляющей программы.
Управляющая программа представляет собой последовательность кадров, определяющих траекторию движения инструмента. В кадре с помощью G и М-функций определяются тип интерполяции (линейная, круговая), перемещения по координатам, скорости подач и частоты вращения привода главного движения, тип и коррекция на вылет режущего инструмента и другая информация, определяющая работу на участке траектории. Рассмотрим отработку управляющей программы с точки зрения функционирования и использования блоков УЧПУ. Основное машинное время при отработке кадра затрачивается на расчет траектории движения инструмента. Движение по траектории в общем случае включает в себя участки разгона и торможения. Согласование движения по координатам и формирование задающих воздействий осуществляется программным интерполятором, который разворачивает требуемую траекторию во времени по прерываниям от таймера. Отработка этой траектории осуществляется следящими приводами подач. Сигнал ошибки по положению формируется программным способом, а затем выдается через ЦАП в качестве сигнала управления скоростью электропривода. Привод подачи (главного движения) при этом представляет собой автономное устройство, которое должно быть замкнуто обратной связью по скорости. Работа интерполятора должна осуществляться в реальном масштабе времени. При использовании численных методов интегрирования шаг интегрирования определяется периодом прерывания от таймера. Для обеспечения частоты среза приводов порядка 50 Гц прерывания от таймера должны производиться на частоте не менее 100 Гц. Во время отработки текущего кадра в фоновом режиме происходит подготовка информации для следующего кадра. Этот этап называется «Интерпретация кадра». Он включает в себя преобразование символьной информации в числовую. Числовая информация вводится в десятеричной системе счисления. Вначале символьная информация преобразуется в двоично-десятичную систему, а затем с помощью БПК - в двоичную. Аналогичная задача преобразования информации возникает и в каналах обратной связи по положению. Контроль положения осуществляется в двоично-десятичном коде. Для согласования информация с преобразователя фаза-код преобразуется к машинному (двоичному) представлению. При выводе информации возникает обратная задача - преобразование двоичной информации в двоично-десятичные числа, а затем в символьное представление.
1.2 Линейный интерполятор
Алгоритм линейной интерполяции (ЛИ) должен обеспечить движение из исходной (с нулевыми координатами) точки.
В основе алгоритма ОФ лежат два правила.
1. При оценочной функции единичные шаги по координатам выдаются в соответствии с генератором шагов, частота которого зависит от контурной скорости.
2. Последовательность шагов по координатам выбирается таким образом, чтобы каждый единичный шаг был оптимальным по критерию максимального приближения к заданной прямой (минимального удаления).
Для того, чтобы определить, по какой координате надо сделать очередной шаг, чтобы реализовать данный алгоритм вводят "оценочную функцию" для каждой. ОФ вычисляется после каждого шага интерполяции. Оценочная функция задается таким образом, чтобы оценив только ее знак можно было однозначно определить, по какой координате делать очередной шаг.
Начальное значение (на первом шаге интерполяции) ОФ принимается равным 0. Выдача шагов происходит по запросам генератора шагов. Частота генератора шагов определяется заданной контурной скоростью.
Предположим, что задано перемещение режущего инструмента между опорными точками  и и  плоскости ХУ. Каждая точка плоскости характеризуется коэффициентом плоскости ХУ. Каждая точка плоскости характеризуется коэффициентом

где  и и  - текущие координаты произвольно выбранной точки, выраженные в дискретах, j и i - количество шагов, которое нужно было сделать по осям координат, чтобы попасть в заданную точку. Точки, лежащие на прямой - текущие координаты произвольно выбранной точки, выраженные в дискретах, j и i - количество шагов, которое нужно было сделать по осям координат, чтобы попасть в заданную точку. Точки, лежащие на прямой  , характеризуются коэффициентом , характеризуются коэффициентом

где  и и  - координаты конечной опорной точки заданной прямой. - координаты конечной опорной точки заданной прямой.
В зависимости от знака разности коэффициентов
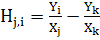 (2.1) (2.1)
плоскость Х У делится на три области.
Первая область над прямой , где H>0.
Вторая область под прямой , где H<0.
Третья область на прямой , где H=0.
Каждый интерполятор имеет свой алгоритм работы. Будем считать, что данный линейный интерполятор работает по следующему алгоритму.
1. Если Н ≥ 0 , то интерполятор вырабатывает и посылает на привод подач одинэлектрический импульс для перемещения режущего инструмента на одну дискрету по оси Х.
2. Если Н<0, то интерполятор вырабатывает и посылает на привод подач один электрический импульс для перемещения режущего инструмента на одну дискрету по оси У.
3.После каждого очередного шага вновь рассчитывается новое значение оценочной функции.
Так как режущий инструмент в рассматриваемом случае перемещается по двум координатам, то и УЧПУ должно иметь два привода подач.
Упростим выражение (2.1). Приведем его к общему знаменателю и используем только числитель, как носитель знака. Получим выражение оценочной функции вида
 = ⋅ − ⋅ (2.2) = ⋅ − ⋅ (2.2)
Произведем упрощение и выражения (5.2) в предположении, что интерполятор имеет возможность запоминать по какой координате был сделан предыдущий шаг.
1. Предположим, что предыдущий шаг был сделан по оси Х. Тогда текущая координата режущего инструмента будет равна предыдущей координате плюс одна дискрета
 = + 1 = + 1
Подставим это выражение в формулу (2.2).
 = ⋅⋅− ⋅ ( + 1) = ⋅⋅− ⋅− = = ⋅⋅− ⋅ ( + 1) = ⋅⋅− ⋅− =  − −
Следовательно, после очередного шага по оси Х новое значение оценочной функции рассчитывается как разность между предыдущим значением оценочной функции и координатой конечной опорной точки по оси У.
2. Предположим, что предыдущий шаг был сделан по оси У. Тогда текущая координата режущего инструмента будет равна предыдущей координате плюс одна дискрета
 +1 = + 1 +1 = + 1
Подставим это выражение в формулу (2.2).
 = ( + 1) ⋅− − ⋅− = ⋅− ⋅ + = − + = ( + 1) ⋅− − ⋅− = ⋅− ⋅ + = − +
Следовательно, после очередного шага по оси У новое значение оценочной функции рассчитывается как сумма предыдущего значения оценочной функции и координаты конечной опорной точки по оси Х.
Пример. Рассчитать и построить траекторию движения режущего инструмента при = 5 и = 3 .
1. В начальный момент времени (в точке Ao ) оценочная функция равна нулю и шаг делается по оси Х. После шага производится расчет нового значения оценочной функции.
 = =  − − = 0 − 3 = −3 − − = 0 − 3 = −3
2. Новое значение оценочной функции получилась меньше нуля. Очередной шаг делается по оси У. После шага по оси У вновь рассчитывается новое значение оценочной функции.
 = + = −3 + 5 = +2 = + = −3 + 5 = +2
3. > 0, очередной шаг делается по оси Х; новое значение оценочной функции
 = − − = +2 − 3 = −1 = − − = +2 − 3 = −1
4. < 0 , очередной шаг делается по оси У; новое значение оценочной функции
 = + = −1 + 5 = +4 = + = −1 + 5 = +4
5. > 0 , очередной шаг делается по оси Х; новое значение оценочной функции
 = − = +4 − 3 = +1 = − = +4 − 3 = +1
6. > 0 , очередной шаг делается по оси Х; новое значение оценочной функции
 = − = +1 − 3 = −2 = − = +1 − 3 = −2
7. = < 0 , очередной шаг делается по оси У; новое значение оценочной функции
 = = = + = −2 + 5 = +3 = = = + = −2 + 5 = +3
8. > 0 , очередной шаг делается по оси Х; новое значение оценочной функции
 = − = +3 − 3 = 0 = − = +3 − 3 = 0
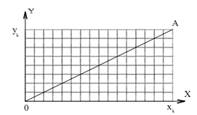
а – исходная траектория
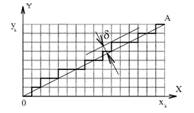
б – с раздельными шагами по координатам
в – с одновременными шагами по координатам
Рисунок 1.2 – Линейная интерполяция методом ОФ
Линейный интерполятор прекращает работу, если он сделал по осям координат столько шагов, сколько их было задано в задании (5 шагов по оси Х и 3 шага по оси У).
Линейный интерполятор имеет четыре режима работы по количеству квадрантов системы координат. Режимы работы в том или ином квадранте определяются знаками при конечных значениях координат , . Но при расчетах оценочных функций значения конечных координат участвуют в своих абсолютных значениях (всегда со знаком +). Направление движения режущего инструмента вдоль осей координат определяется знаками (+ или -), которые присваиваются электрическому сигналу на выходе интерполятора.
1.3 Круговой интерполятор
Оценочная функция кругового интерполятора имеет следующий вид
 (3.1) (3.1)
Где
квадрат расстояния от центра системы координат ХУ, совмещенной с центром описываемой окружности, до текущей точки ступенчатой (действительной) траектории движения режущего инструмента; и координаты текущей точки ступенчатой траектории движения режущего инструмента;  квадрат радиуса заданной дуги окружности. В зависимости от знака оценочной функции плоскость ХУ может быть разбита на три области. квадрат радиуса заданной дуги окружности. В зависимости от знака оценочной функции плоскость ХУ может быть разбита на три области.
Первая область вне дуги, где F>0.
Вторая область под дугой, где F<0.
Третья область на дуге, где F=0.
Применим для кругового интерполятора алгоритм работы аналогичный алгоритму работы линейного интерполятора.
Круговой интерполятор имеет 8 режимов работы: четыре квадранта и в каждом квадранте режущий инструмент может двигаться по и против часовой стрелки.
Для примера рассмотрим один режим работы: первый квадрант с движением режущего инструмента против часовой стрелки из точки  в точку в точку  . .
Если предположить, что круговой интерполятор имеет возможность запоминать по какой координате был сделан предыдущий шаг, то исходную оценочную функцию можно упростить и представить в виде двух функций как это было при линейной интерполяции.
1. Предположим, что предыдущий шаг был сделан по оси Х. Тогда координата текущей точки траектории движения режущего инструмента для рассматриваемого режима будет равна координате предыдущей точки минус одна дискрета
= 
так как с каждым шагом координата Х уменьшается на одну дискрету и в конечном счете должна стать равной нулю. Подставим данное выражение в уравнение (3.1).

Следовательно, после очередного шага по оси Х в режиме первого квадранта при движении против часовой стрелки новое значение оценочной функции рассчитывается как значение оценочной функции до шага, минус удвоенное значение текущей координаты по оси Х и плюс одна дискрета.
2. Предположим, что предыдущий шаг был сделан по оси У. Тогда координата текущей точки траектории движения режущего инструмента будет равна координате предыдущей точки плюс одна дискрета
+1 = + 1
так как с каждым шагом координата У увеличивается на одну дискрету и в конечном счете должна стать равной радиусу дуги. Подставим данное выражение в уравнение (3.1)

Следовательно, после очередного шага по оси У в режиме первого квадранта при движении против часовой стрелки новое значение оценочной функции рассчитывается как значение оценочной функции до шага, плюс удвоенное значение текущей координаты по оси У и плюс одна дискрета.
Пример. Рассчитать и построить траекторию движения режущего инструмента если заданы координаты начальной  =4 , =4 ,  = 3 и конечной = 0 , = 3 и конечной = 0 ,  = 5 опорных точек дуги. = 5 опорных точек дуги.
1.В начальный момент времени, когда режущий инструмент находится в опорной точке , оценочная функция равна нулю. Шаг делается по оси Х. После этого рассчитывается новое значение текущей координаты по этой оси и новое значение оценочной функции
 = = 4; = − 2 + 1 = 0 − 2 ⋅ 4 + 1 = −7. = = 4; = − 2 + 1 = 0 − 2 ⋅ 4 + 1 = −7.
2. < 0; шаг по оси У ;
 = = 3; = + 2 + 1 = −7 + 2 ⋅ 3 + 1 = 0; = = 3; = + 2 + 1 = −7 + 2 ⋅ 3 + 1 = 0;
3. = 0; шаг по оси Х;  = − 1 = 4 − 1 = 3; = − 1 = 4 − 1 = 3;
= − 2 + 1 = 0 − 2 ⋅ 3 + 1 = −5;
4. < 0; шаг по оси У;  = + 1 = 3 + 1 = 4; = + 1 = 3 + 1 = 4;
= + 2 + 1 = −5 + 2 ⋅ 4 + 1 = +4
5. > 0; шаг по оси Х;  = − 1 = 3 − 1 = 2; = − 1 = 3 − 1 = 2;
= − 2 + 1 = +4 − 2 ⋅ 2 + 1 = +1 ;
6. > 0; шаг по оси Х;  = − 1 = 2 − 1 = 1; = − 1 = 2 − 1 = 1;
= − 2 ⋅Χ 4 + 1 = +1 − 2 ⋅ 1 + 1 = 0 .
Круговой интерполятор будет работать до тех пор, пока не произведет столько шагов по осям координат, сколько требуется для перемещения режущего инструмента из начальной в конечную опорные точки дуги окружности (по оси Х четыре дискреты и по оси У две дискреты в данном примере). Как и при линейной интерполяции, при круговой интерполяции значения координат опорных точек траектории участвуют в расчете новых значений оценочной функции в своих абсолютных значениях. Номера квадрантов и направление движения режущего инструмента учитываются оценочной функцией.
2. Структура программы
В устройствах ЧПУ в качестве языка программирования используется код ИСО-7 бит. Этот код разработан международной организацией стандартов для всего мира. Он имеет 256 кодовых комбинаций, из которых рабочими являются приблизительно только 42. Остальные являются запретными. Это код двоичный, равномерный с 7 информационно несущими двоичными разрядами и одним разрядом защиты по паритету. Код имеет возможность обнаруживать единичные помехи (dmin=2, r=1).
Назначение управляющих программ (УП) - задание исходных данных и их последовательности выполнения для осуществления управления работой станка в автоматическом режиме.
Управляющая программа оперирует двумя видами информации:
1. геометрической (координаты опорных точек траектории, величины перемещения режущего инструмента, координаты исходной точки движения режущего инструмента и т.д.).
2. технологической (частота вращения силового привода, скорость подачи режущего инструмента, вид режущего инструмента и т.д.).
Отдельные участки контура изготавливаемой детали могут иметь различный характер траектории, обрабатываться при различной скорости подачи режущего инструмента, частоте вращения силового привода, виде режущего инструмента, которым обрабатывается этот участок. Поэтому, вся управляющая программа состоит из отдельных блоков, которые носят название кадров, в каждом из которых задается исходная информация для обработки одного участка детали.
Кадр - это группа команд, расположенных в определенной последовательности и предназначенных для передачи определенного объема информации, объединенной одним целевым назначением.
Команда - это совокупность кодовых комбинаций, состоящих из адреса и числа и предназначенных для передачи единичного объема информации.
Адрес - это символ, характеризующий принадлежность следующих за ним кодовых комбинаций к технологической или геометрической информации. В коде ИСО-7 бит могут использоваться следующие адреса:
N - номер кадра управляющей программы; G - подготовительная функция; F - скорость подачи; x, y, z, I, J, K - геометрическая информация; M - вспомогательная функция; S - частота вращения силового привода; T - номер режущего инструмента; L - коррекция режущего инструмента; % - начало управляющей программы. LF - конец кадра.
Цифровая часть команды характеризует либо геометрическую информацию, либо уточняет технологическую команду.
Правила составления управляющей программы.
1. Управляющая программа начинается с символа начала управляющей программы (%). Заканчивается управляющая программа кадром с командой М002 (М02) - конец управляющей программы.
2. Каждый кадр управляющей программы начинается с номера кадра (N) и заканчивается символом LF (ПС) - конец кадра.
3. Между символом начала управляющей программы (%) и номером первого кадра и между всеми последующими кадрами на перфоленте должно быть не менее трех пустых пробивок (пустых строк). Внутри кадра пустые строки не допускаются.
4. Не рекомендуется в одном кадре помещать две команды с одинаковыми адресами (в УЧПУ четвертого поколения).
5. Технологические команды действуют до их отмены или замены на команды с новыми значениями.
6. В кадр управляющей программы заносится та информация, которая изменяется по отношению к предыдущему кадру.
станок числовой программный интерполяция
3. Правила программирования для устройств четвертого поколения
1. Рекомендуемая последовательность адресов в кадре: NGFXYZIJKMSTLF.
2. Скорость подачи: F10500, F20300, F70000.
Первая цифра после адреса характеризует:
1- режим разгона или перехода с одной скорости на другую;
2- режим торможения с уменьшением заданной скорости в 20 раз;
7- режим быстрого хода для подвода и отвода режущего инструмента; на данной скорости подачи нельзя выполнять режимы резания. Последующие четыре цифры характеризуют скорость подачи в мм/мин. В режиме быстрого хода подача не программируется и определяется константой устройства ЧПУ. В режиме быстрого хода движение режущего инструмента возможно только по одной координате.
3. Направление вращения
М003 - включение вращения по часовой стрелке.
М004 - включение вращения против часовой стрелки.
М005 - остановка вращения шпинделя.
М002 - конец управляющей программы с остановкой вращения шпинделя.
4. Для изменения частоты вращения шпинделя используется редуктор с автоматической сменой шестеренчатых пар. Поэтому, количество частот ограничено. Каждой частоте вращения шпинделя присваивается определенный код. Если необходимо установить ту или иную частоту вращения шпинделя, то после адреса частоты вращения силового привода указывается требуемый код частоты вращения. Коды частоты вращения могут изменяться от 0 до 99 (S000 - S099).
5. Вывод режущего инструмента на рабочую позицию. В резцедержателе или инструментальном магазине станка каждая державка имеет свой номер. Поместив в державки режущий инструмент и желая вывести в рабочую позицию тот или иной режущий инструмент после адреса режущего инструмента указывается номер державки (Т000 - Т099). Если в старшем разряде номера режущего инструмента стоит единица, то это значит, что управляющая программа не будет реализовываться до тех пор, пока заданный режущий инструмент не встанет в заданную позицию (Т105 - управляющая программа приостанавливается с момента поступления команды Т105 до установки режущего инструмента N05 в рабочую позицию).
6. Задание системы координат.
1. Абсолютная система координат (G27), при которой все отсчеты ведутся от одной заранее выбранной точки
2. Относительная система координат (система координат в приращениях) (G26), при которой отсчет ведется от текущего положения режущего инструмента
7. Линейная интерполяция. Для выполнения линейной интерполяции в
управляющей программе необходимо задать.
1. Систему координат (G27 или G26).
2. Скорость подачи режущего инструмента.
3. Признак линейной интерполяции:
G11 - линейная интерполяция, короткие геометрические размеры- четыре десятичных разряда после адреса (например Х+5634);
G01 - линейная интерполяция, нормальные геометрические размеры-
пять десятичных разрядов после адреса (например, Z-76859 или Х+00637);
G10 - линейная интерполяция, длинные геометрические размеры- шесть десятичных разрядов после адреса (например, У+987456 или Х- 000907).
4. Геометрическую информацию со знаком в дискретах.
Пример. Составить управляющую программу для обработки участка детали между опорными точками 1 и 2. Исходные данные: скорость подачи 300мм/мин; направление вращения шпинделя против часовой стрелки; частота вращения шпинделя задается кодом 15; номер режущего инструмента 02; цена дискреты по оси Х - 0,001 мм и по оси Z - 0,001 мм. Управляющая программа составляется в приращениях. Находим приращения между опорными точками 1 и 2 заданного контура детали.
Приращение по оси Х:
(+21,5) — (+7) = +14,5 мм.
Приращения по оси Z:
(+12,5) — (+50) = 12,5 — 50 = — 37,5 мм
Переводим геометрическую информацию из мм в дискреты:
Количество дискрет по оси Х:
 = 14500 дискрет = 14500 дискрет
Количество дискрет по оси Z:
 = 37500 дискрет = 37500 дискрет
Управляющая программа будет иметь вид, %
N001 G26 F10300 M004 S015 T102 LF
N002 G01 X+14500 Z-37500 LF
N003 M002 LF
8. Круговая интерполяция. Для выполнения круговой интерполяции в управляющей программе необходимо задать.
1. Систему координат (только G26).
2. Скорость подачи режущего инструмента.
3. Признак круговой интерполяции.
Движение режущего инструмента по часовой стрелке:
G21 - круговая интерполяция, короткие геометрические размеры;
G02 - круговая интерполяция, нормальные геометрические размеры;
G20 - круговая интерполяция, длинные геометрические размеры.
Движение режущего инструмента против часовой стрелки:
G31 - круговая интерполяция, короткие геометрические размеры;
G03 - круговая интерполяция, нормальные геометрические размеры;
G30 - круговая интерполяция, длинные геометрические размеры.
4. Геометрическую информацию.
1. Приращения по координатам между конечными и начальными опорными точками заданной дуги. Например:
Приращение по оси Х:
(+800) — (+300) = +500 мм.
Приращение по оси Z;
(+250) — (+900) =250 — 900 = — 650 мм.
2. Координаты начальной точки дуги всегда со знаком плюс. Например;
Координата по оси Х имеет адрес I: I+300.
Координата по оси Z имеет адрес К: К+900.
(Координата по оси У имеет адрес J).
9. Установка режущего инструмента в абсолютный ноль для ввода точки отсчета. Для выполнения данной операции в управляющей программе задаются два кадра, в каждом из которых указываются:
1. признак перемещения суппорта на быстром ходу - G25;
2. максимальная геометрическая информация со знаком плюс.
В этом случае часть управляющей программы, касающейся установки режущего инструмента в абсолютный ноль, будет иметь вид
N001 G25 X+999999 LF
N002 G25 Z+999999 LF
10. Ввод плавающего нуля для сокращения пути подвода и отвода режущего инструмента от исходной точки до обрабатываемой поверхности детали. Для ввода плавающего нуля в управляющей программе необходимо задать.
1. Систему координат (только G27).
2. Скорость подачи режущего инструмента.
3. Признак ввода плавающего нуля - G58.
4. Геометрическую информацию. Расстояние от абсолютного нуля (АН) до плавающего нуля (ПН) характеризуется разностями по осям координат: Х2 - Х1; Z2 - Z1. Величины X2 и Z2 выбираются технологом исходя из удобства и безопасности смены режущего инструмента в резцедержателе, а X1 и Z1 задаются из паспортных данных станка и размера заготовки.
Если технологу неизвестны величины X1 и Z1, то в этом случае в управляющей программе задается нулевая геометрическая информация, а оператор устройства ЧПУ по приложенной к управляющей программе карте наладки сам находит величины X1 и Z1, рассчитывает расстояния от абсолютного до плавающего нуля по осям координат и вводит полученные значения в специальную память устройства ЧПУ. Устройство ЧПУ выполняя управляющую программу и дойдя до ввода плавающего нуля при наличии нулевой геометрической информации обратится к специальной памяти и на базе ее данных переместит режущий инструмент из абсолютного в плавающий ноль.
4. Правила программирования для устройств пятого поколения
1. Рекомендуемая последовательность адресов в кадре: N G X Y Z I J K F S T M ПС.
2. Скорость подачи режущего инструмента. Для задания скорости подачи режущего инструмента в управляющей программе указываются две команды: первая команда определяет размерность скорости подачи, а вторая команда - саму скорость подачи. Первая команда может быть двух видов:
G94 - подача в мм/мин; эта команда вступает в действие автоматически при включении питания устройства ЧПУ; в этом случае в управляющей программе указывается лишь сама скорость подач;
G95 - подача в мм/об;
Вторая команда состоит из адреса скорости подачи режущего инструмента F и следующего за адресом числа, характеризующего величину скорости подачи.
Например, скорость подачи режущего инструмента в 300 мм/мин задается как G94 F300.
Быстрый ход задается командой G00 - позиционирование на быстром ходу в заданную точку с торможением в конце кадра.
3. Направление вращения шпинделя.
М03 - включение вращения по часовой стрелке.
М04 - включение вращения против часовой стрелки.
М05 - остановка вращения.
M02 - конец управляющей программы с остановкой вращения шпинделя.
4. Частота вращения шпинделя. Каждой частоте вращения шпинделя присваивается определенный код. Если необходимо установить ту или иную частоту вращения шпинделя, то после адреса частоты вращения силового привода устанавливается требуемый код частоты вращения. Коды частоты вращения могут изменяться от 00 до 99 (S00 — S99).
5. Вывод режущего инструмента на рабочую позицию. В резцедержателе или инструментальном магазине станка каждая державка имеет свой номер. Поместив в державки режущий инструмент и желая вывести в рабочую позицию тот или иной режущий инструмент после адреса режущего инструмента указывается номер державки (Т00 — Т99). Перед адресом режущего инструмента указывается команда М06 - смена инструмента.
6. Система координат может быть задана либо в абсолютной либо в относительной системах координат:
G90 - задание перемещений в абсолютной системе координат (рис. 21); данная команда устанавливается автоматически при включении питания устройства ЧПУ;
G91 - задание перемещений в относительной системе координат. 7. Выбор плоскости обработки позволяет перемещать режущий инструмент в плоскости двух выбранных технологом осей координат станка:
G17 - плоскость ХУ; данная команда устанавливается автоматически при включении питания устройства ЧПУ;
G18 - плоскость XZ;
G19 - плоскость YZ.
8. Линейная интерполяция. Для выполнения линейной интерполяции в
управляющей программе необходимо задать:
1. Систему координат (G90 или G91).
2. Скорость подачи режущего инструмента.
3. Плоскость обработки.
4. Признак линейной интерполяции - G01.
5.Геометрическую информацию в дискретах и со знаком, указывающим номер квадранта системы координат (G90) или направление движения по осям (G91).
9. Круговая интерполяция. Для выполнения круговой интерполяции в
управляющей программе необходимо задать:
1. Систему координат (G90 или G91).
2. Скорость подачи режущего инструмента.
3. Плоскость обработки.
4. Признак круговой интерполяции:
G02 - круговая интерполяция, движение режущего инструмента по
часовой стрелке;
G03 - круговая интерполяция, движение режущего инструмента
против часовой стрелки.
5. Геометрическую информацию.
1. Координаты конечной опорной точки дуги относительно начальной опорной точки дуги (при G91) или относительно начала системы координат (при G90).
2. Координаты центра дуги относительно начальной опорной точки дуги (по оси Х адрес I, по оси Z адрес К, по оси У адрес J). Знаки при адресах I, J, K определяются направлением стрелки, соединяющей начальную опорную точку дуги и центр дуги относительно осей координат.
Заключение
Алгоритмы интерполяции методом ОФ достаточно просты, все шаги по координатам являются единичными. Величина шага определяется конкретной системой и станком. Скорость же выдачи шагов определяется заданной скоростью. Ошибка интерполяции при этом не превышает одного шага. Скорость же движения ограничена тем фактором, что выдача очередного единичного шага возможна только после завершения цикла вычислений ОФ, т.е. ограничиваются производительностью процессора.
Литература
1. Белов М.П. Технические средства автоматизации и управления Учебное пособие. - СПб. СЗТУ 2006-184с.
2. Гжиров В.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ.- Л.: Машиностроение, 1990.- 591с.
3. Елизаров И.А. Технические средства автоматизации. Программно-технические комплексы и контроллеры. М. 2004. 180 с.
4. Калабеков Б.А. Цифровые устройства и микропроцессорные системы, Горячая линия-Телеком, 2000, 336 с/
5. Клюев А.С. Проектирование систем автоматизации технологических про-
цессов. СПб, 2008
6. Леонтьев А.Г. Микропроцессорные электромеханические системы. Учебн.
пособие. - СПбГТУ, ФТК, 1998, 109с.
7. Прянишников В.А. Электроника - Курс лекций - С.-П. "Корона принт",
2000г. 415с.
8. Системное программное обеспечение. В.И. Аблязов и др. Уч. пособ.
СПбГТУ, 1996, 66с.
9. Готшальк О.А. Системы автоматизации и управления. Конспект лекций. - С-Пб.: СЗПИ, 1998, 35 с.
10. Электроприводы с системами числового программного управления Э46 методические указания к лабораторным работам / сост. В.М. Иванов. Ульяновск: УлГТУ, 2007. - 33 с.
11. Следящие электроприводы станков с ЧПУ / А.М. Лебедев, Р.Т. Орлова, А.В. Пальцев. - М.: Энергоатомиздат, 1988. - 233 с.
|
