Забезпечення точності механічної обробки шляхом настроювання технологічних систем
1. Методи настроювання технологічних систем
Сучасний стан розвитку теорії технології машинобудування дає можливість при розробці технологічного процесу заздалегідь розрахувати очікувану точність та ймовірну кількість браку при різних варіантах технологічного процесу, розв’язати задачу керування точністю, тобто знизити похибки до рівня лімітованого креслення та ТУ.
Задача керування точністю обробки і зниження її похибок розв’язується за декількома напрямками:
1)точнісні розрахунки і здійснення первісного настроювання верстатів, які забезпечують мінімальні систематичні похибки, що пов’язані з настроюванням, а також реалізація найбільшого періоду роботи верстатів без піднастроювання;
2)розрахунки режимів різання із врахуванням фактичної жорсткості технологічної системи, при яких забезпечується потрібне уточнення заготовок в процесі їх обробки;
3)точне керування (ручне, автоматичне) процесом обробки та своєчасне піднастроювання верстатів.
В цей же час застосовуються такі методи настроювання верстатів:
· статичне настроювання;
· настроювання за пробними заготовками за допомогою робочого калібру;
· настроювання за пробними заготовками за допомогою універсального вимірювального інструмента.
2
.
Статичне настроювання
Метод статичного настроювання полягає у встановленні різальних інструментів по різних калібрах і еталонах на нерухомому верстаті.
Для скорочення часу настроювання встановлюється інструмент по деталі – еталонові або спеціальному калібру, які розташовуються на верстаті на місці оброблюваної заготовки. Інструмент доводиться до стикання з поверхнею калібра і закріплюється. Одночасно встановлюються відповідні упори. При настроюванні верстата для обробки площин заготовок з точними розмірами за установчого калібр часто використовується набір мірних плиток. У ряді випадків для встановлення інструмента застосовуються спеціальні установчі пристрої з індикаторними пристосуваннями.
При статичному настроюванні верстата у зв’язку з деформаціями в пружній технологічній системі, які залежать від дії сил різання, температурного режиму системи та інших факторів, розміри оброблюваної заготовки виявляються більшими (для охоплюваних поверхонь) чи меншими (для охоплюючих поверхонь) від потрібних, тому при виготовленні калібрів на їх розміри вводяться поправки.
Реклама

При настроюванні за еталоном настроювальний розмір визначається за формулою:
  , ,

розмір заготовки, який повинен бути фактично отриманий після обробки;
Δпопр = Δ1 + Δ2 + Δ3
поправки на розмір еталона (див. вище).
Як показує досвід, похибки визначення самої поправки досягає 50 % її значення. Це не дає можливості настроювати розміри з точністю вище 8–9-го квалітетів.
Незважаючи на врахування поправки на практиці доводиться вводити ще поправку на динаміку процесу. Це – недолік цього методу. Але, незважаючи на це, він все ж таки широко застосовується при налагодженні багаторізцевих автоматів та верстатів з ЧПК завдяки таким його перевагам, як:
· значне скорочення часу налагодження технологічної системи;
· можливість проводити настроювання поза верстатом та ін.
3.
Настроювання за пробними заготовками та за допомогою робочого калібру
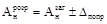
При настроюванні технологічної системи за допомогою робочого калібру вважається, що якщо розмір знаходиться в межах допуску, передбаченого робочим калібром, то настроювання виконане вірно. Це не зовсім так, оскільки крива розсіювання, до якої належить розмір пробної заготовки, може займати в середині поля допуску різні положення, і при виготовленні однієї пробної заготовки неможна визначити, якій ділянці поля розсіювання вона відповідає.
Так, наприклад, точки А і В (рис. 1) можуть належати кривим 1 і 2, розташування яких виключає можливість появи браку, але можуть також належати і кривим 1а і 2а, які виходять за межі допуску і зв’язані з появою великої кількості браку (заштриховані ділянки).
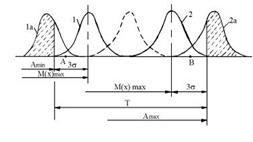
Рис. 1 Можливі положення кривих розподілу розмірів відносно поля допуску при 6σ ≤ Т
При збільшенні кількості пробних заготовок ймовірність появи значного браку знижується.
Для виключення небезпеки появи браку у випадку, коли поле допуску перевищує поле розсіювання, тобто Δр < Т, необхідно за допомогою настроювання забезпечити розташування кривої фактичного розподілу розмірів в середині поля допуску таким чином, щоб її центр групування (математичне очікування М(х)) був віддалений від граничних розмірів не менше, ніж на 3δ (рис.1).
Методом настроювання верстатів за робочим калібром при невеликій кількості пробних заготовок цю задачу розв’язати не можна.
Реклама

Більш раціональним є метод настроювання верстатів за допомогою універсальних вимірювальних інструментів за звуженими допусками.
4
.
Настроювання за пробними заготовками та за допомогою універсального вимірювального інструменту
Сутність цього методу настроювання верстатів полягає в тому, що встановлення різальних інструментів і упорів верстата проводиться на певний робочий налагоджувальний розмір Ан, а правильність настроювання встановлюється обробкою якоїсь кількості пробних заготовок. Настроювання признається правильним, якщо середнє арифметичне розмірів пробних заготовок знаходиться в межах якогось допуску Тн на настроювання.
Задачею розрахунку настроювання в цьому випадку є визначення поля допуску настроювання Тн.
Теоретичними передумовами цього методу настроювання, запропонованого професором А.Б.Яхіним, є наступні положення теорії ймовірності.
Якщо є якась сукупність (партія) заготовок, розподіл розмірів яких підкоряється закону нормального розподілу Гаусса із середнім квадратичним σ, і якщо цю сукупність заготовок поділити на групи по m штук і визначити середнє арифметичне значення розмірів в середині кожної з цих груп, то розподіл розмірів групових середніх Агр.сер. теж буде підкорятись закону Гаусса із середнім квадратичним:
 (1) (1)
При цьому центр групування групових середніх збігається з центром групування розмірів усієї партії заготовок (рис. 2).
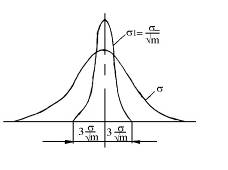
Рис. 2 Розподіл розмірів партії заготовок з середнім квадратичним σ і розподіл групових середніх з середнім квадратичним σ1 = 
Нехтуючи зношуванням інструмента, можна вважати, що середнє арифметичне розмірів m пробних заготовок може відрізнятись від середнього арифметичного усієї сукупності (партії) заготовок не більше ніж на 
Розрахунок настроювання без врахування змінних систематичних похибок.
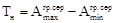
Якщо центр групування розмірів пробних заготовок розташовується по відношенню до граничних розмірів партії заготовок ближче, ніж на відстані 3σ (точка М на рис. 3, а), то частина загальної кривої розсіювання розмірів обробленої партії заготовок може вийти за межі допуску і виникає небезпека появи браку. Навіть якщо ця відстань трохи більша 3σ (точка М на рис. 3, б), то брак оброблених заготовок можливий, оскільки точка М може належати кривій групових середніх, центр групування яких (а отже, і центр групування розмірів усієї партії заготовок) зміщений на величину Р вліво (рис. 3, б) від потрібного положення кривої, яке виключає можливість браку.
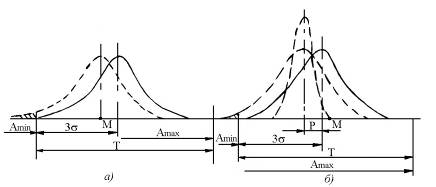
Рис. 3 Випадки можливого браку при 6σ < T(можливий брак показаний штриховою лінією)
Брак неможливий тільки в тому випадку, коли мінімальний розмір групових середніх пробних заготовок, який визначає положення точки М (рис.4) задовольняє умові:
 (2) (2)
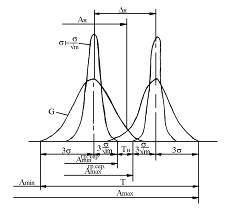
Рис. 6.10 Вірне настроювання верстата, яке виключає можливість браку
Очевидно, що при такій умові навіть в тому випадку, коли центр групування групових середніх розташовується на відстані  лівіше точки М, він лежить на відстані від границі найменшого граничного розміру заготовки на величину 3σ і брак неможливий. лівіше точки М, він лежить на відстані від границі найменшого граничного розміру заготовки на величину 3σ і брак неможливий.
Аналогічно сказаному:
 (3) (3)
Різниця граничних значень групових середніх розмірів визначає величину допуску настроювання, тобто:
Очевидно, що допуск настроювання Тн виражається формулою:
 (4) (4)
і залежить від загального допуску на обробку партії заготовок та від кількості m пробних заготовок.
Збільшення кількості пробних заготовок дозволяє розширити допуск настроювання Тн і полегшити процес настроювання, але це веде до зростання часу обробки.
У загальному випадку:
m > [6σ/(T – 6σ)]2(5)
За даними професора А.Б.Яхіна, кількість пробних заготовок може бути прийнята від двох до восьми. Подальше їх збільшення неефективне.
Умову обробки заготовок без браку за відсутності впливу систематичних похибок із врахуванням рівняння (4) можна представити у вигляді формули:
 (6) (6)
В загальному випадку, коли систематичні похибки чинять суттєвий вплив на точність обробки заготовок, умова обробки заготовок без браку набуває вид:
 (7) (7)
Необхідно відмітити, що введена в вирази (4)–(6) величина допуску настроювання Tн не збігається з похибкою настроювання Δн. На рис. 4 показано, що похибка настроювання, яка визначається за формулою:
 (8) (8)
визначає відстань між крайніми допустимими положеннями вершин кривих при настроюванні.
Допуск Тн настроювання представляє собою дозволене коливання значень групових середніх, яке викликається похибками регулювання та вимірювання, і є частиною загальної похибки настроювання.
В залежності від похибок регулювання та вимірювання допуск настроювання можна визначити за формулою:
 (9) (9)
Як виходить з рис. 4 формул (8) і (9), допуск Тн на настроювання менший загальної похибки Δн настроювання на величину  , яка представляє собою поле ймовірного зміщення положення вершини кривої розсіювання розмірів групових середніх пробних заготовок. , яка представляє собою поле ймовірного зміщення положення вершини кривої розсіювання розмірів групових середніх пробних заготовок.
Розглянутий метод розрахунку настроювання верстатів застосовується при обробці точних заготовок, коли поле допуску несуттєво перевищує розсіювання розмірів, що робить неможливим передбачити заздалегідь компенсацію змінних систематичних похибок обробки (наприклад, зношування інструмента). Цей метод можна приймати також при обробці заготовок, коли зношування інструменту несуттєво (наприклад, при алмазній обробці кольорових сплавів), а також при обробці невеликих партій заготовок, коли зношування різального інструменту в середині оброблюваної партії настільки невелике, що не може суттєво впливати на точність обробки. У всіх цих випадках задача настроювання верстата зводиться до забезпечення суміщення вершини кривої фактичного розподілу розмірів із серединою поля допуску, тобто:
М(х) = М(с).
При цьому настроювальний розмір визначається за виразом:
 (10) (10)
Розрахунок настроювання із врахуваннямзмінних систематичних похибок.
У процесі обробки великих партій заготовок, коли процес супроводжується інтенсивним зношуванням різального інструменту, при настроюванні виникає задача найбільш раціонального розташування кривої розсіювання у полі допуску з метою використання значної частини цього поля для компенсації змінних систематичних похибок обробки. Таким чином вдається збільшити термін роботи верстата без піднастроювання, а отже, й підвищити продуктивність.
На рис. 5 наведена схема раціонального настроювання верстата для забезпечення заданої точності охоплюваного розміру. Із рисунка видно, що деяка частина Тн загального поля допуску Т використовується для компенсації похибок настроювання (Тн = Δн), які визначаються за формулою (9).
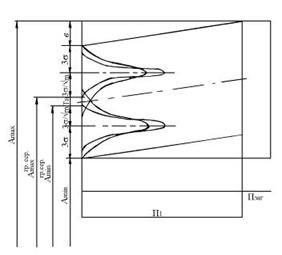
Рис. 5 Налагодження верстата із врахуванням змінних систематичних похибок
Друга частина загального поля допуску призначається для компенсації випадкових похибок, які викликають розсіювання розмірів. Як вказувалося раніше, вона визначається величиною:

Решта в загального поля допуску використовується для компенсації похибок, які породжуються сукупною дією систематично діючих факторів, постійних за величиною і змінюваних у часі за певними законами (наприклад, зношування різального інструменту).
У процесі обробки партії заготовок у зв’язку із зношуванням різального інструменту відбувається зміна положення кривої розсіювання. Після обробки деякої кількості n1 заготовок крива розсіювання розмірів заготовок перетинає лінію найбільшого граничного розміру і виникає небезпека появи браку. В цей момент потрібно провести піднастроювання верстата, при якому крива розсіювання повернеться вниз у своє початкове положення, яке було створене початковим настроюванням.
При такому настроюванні, очевидно, не можна визначати настроювальний груповий середній розмір за величиною середнього арифметичного, а необхідно обчислити його за значеннями граничних розмірів.
Щоб уникнути одержання при обробці заготовок з розмірами меншеAmin, необхідно (рис. 6.11), щоб мінімальне значення групового середнього розміру задовольняло умову:
 (10) (10)
За наявності суттєвого впливу змінних систематичних похибок, які зменшують розміри охоплюваних заготовок (наприклад, при значному видовженні різця від нагрівання у початковий період різання), у формулу (10) необхідно додатково ввести можливу величину похибки а, тобто:
 (11) (11)
В багатьох випадках обробки заготовок (особливо за наявності охолодження) значення а дуже мале, і розрахунок найменшого налагоджувального розміру провадять за формулою (10).
Формула для розрахунку максимального значення групового середнього розміру (із врахуванням частини допуску в, який використовується для компенсації змінних систематичних похибок) має вигляд:
 (12) (12)
Допуск на настроювання визначається різницею граничних значень групових середніх розмірів:
і після перетворень приводиться до вигляду:
 (13) (13)
Отже, при збільшенні Тн з метою спрощення та прискорення настроювання за інших рівних умов доводиться скорочувати величину в, що призводить до зростання кількості необхідних піднастроювань і знижує продуктивність операції.
У зв’язку з цим розширення поля допуску на настроювання звичайно доцільно за умови зміни інших факторів, що входять у наведений вираз, зокрема при розширенні загального поля допуску Т чи зменшенні розсіювання 6σ.
Збільшення Тн краще робити за рахунок збільшення Т та зменшення 6σ.
Одержана формула (13) відрізняється від виразу (4) тим, що при врахуванні змінних систематичних похибок допуск на настроювання Тн зменшується на величину в, призначену для компенсації впливу цих похибок на точність розмірів.
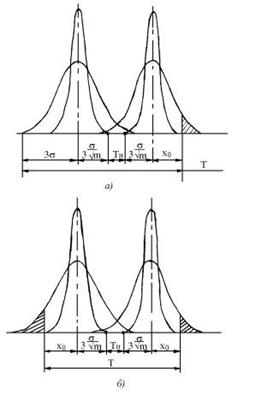
Рис. 6 Настроювання верстата для обробки з ймовірним браком, яке враховує похибки настроювання: а – брак, який може бути виправлений; б – брак, який може бути виправлений і невиправлений
При розрахунку настроювання верстата для випадку обробки вала із врахуванням змінних систематичних похибок зручно дотримуватись наступної послідовності:
1)за формулою (10) визначається  ; ;
2)за формулою (13) обчислюється мінімально необхідна для умов даної операції величина Тн;
3)значення  визначається за формулою: визначається за формулою:
=+  (14) (14)
4)частина допуску  , призначена для компенсації зношування інструменту, визначається з формули (13) за співвідношенням: , призначена для компенсації зношування інструменту, визначається з формули (13) за співвідношенням:

При заданому в значення  знаходиться з виразу (12). знаходиться з виразу (12).
Якщо умова (7) обробки заготовок без браку не виконана і сума випадкових і систематичних похибок виявляється більшою поля допуску, тобто:

то при обробці заготовок можливий брак.
За відсутності можливості підвищити точність операції, настроювання верстата необхідно проводити з таким розрахунком, щоб одержаний брак був виправним при подальшій обробці заготовок (рис.6, а).
Якщо виправити брак неможливо, настроювання верстата необхідно проводити із врахуванням одержання мінімальної кількості можливого остаточного браку (рис.6, б).
Кількість можливого браку в цьому випадку визначається за формулами (6.16)–(6.20). При цьому хо обчислюється за формулою:

Рішення про настроювання верстата з чітко технічно можливим виправним чи невиправним браком можна прийняти тільки на основі точного розрахунку економічної доцільності даного варіанта обробки.
5
.
Настроювання металорізального обладнання на заданий рівень
механічний металорізальний інструмент калібр
Теоретичні положення про настроювання верстатів, що наведені у попередніх пунктах, в умовах реального виробництва застосовуються за допомогою діючих стандартів.
За державним стандартом рівень настроювання (розрахунковий настроювальний розмір) визначається зі схем, наведених на рис. 6.13 та 6.14.
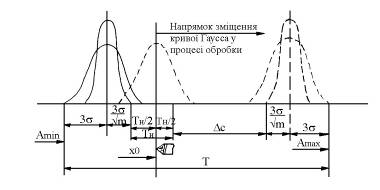
Рис. 7 Розрахункова схема для визначення рівня настроювання X0
при обробці деталей типу валів
При зміщенні у процесі обробки рівня настроювання до максимально допустимого розміру (рис.7) рівень настроювання визначається за формулою:
де Δс– допустиме зміщення рівня настроювання у процесі обробки.
При зміщенні у процесі обробки рівня настроювання до мінімального допустимого розміру (рис.8) рівень настроювання визначається за формулою:
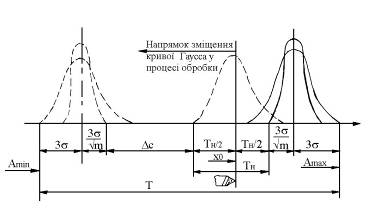
Рис. 8 Розрахункова схема для визначення рівня настроювання X0 при обробці поверхонь типу отворів
Зміщення рівня настроювання Δс є аналогом запасу поля допуску в у формулі (13), призначеного для компенсації впливу змінних систематичних похибок.
Величина Δс розраховується виходячи з припущення, що вона взагалі обумовлена розмірним спрацюванням різального інструменту.
Тоді при точінні:
при торцевому фрезеруванні:

де N– число деталей в партії;
d, L, B– розміри поверхонь, мм;
S, Sn– подача, мм/об;
io– інтенсивність зношування інструменту, мкм/км.
Якщо розрахункова величина Δc виявляється дуже великою і не залишається достатнього допуску на настроювання, то діють у такій послідовності:
1)визначають достатній допуск на настроювання Тн, виходячи з досвіду (2–3 поділки шкали вимірювального інструменту, що застосовується при настроюванні);
2)визначають поле розсіювання розмірів верстата (6σ) на якому буде проводитись обробка;
3)приймають фіксоване число пробних заготовокm;
4)знаходять величину  ; ;
5)розраховують реальний запас поля допуску розмірів заготовок на зношування різального інструменту Δc = в;
6)уточнюють розміри оброблюваних поверхонь, режими різання та інтенсивність зношування інструменту;
7)розраховують число заготовок, які можна обробити без піднастроювання технологічної системи, і дають відповідні вказівки у карті налагодження верстата.
Для точіння такий розрахунок виконується за наведеними нижче формулами.
Розмірне зношування інструменту на одній заготовці дорівнює:
 мкм мкм
Запас поля допуску на розмірне зношування різального інструменту рівне:
 мкм мкм
Допустиме розмірне зношування інструмента у межах Δс:
 мкм мкм
Число заготовок, які можна обробити без піднастроювання технологічної системи, дорівнює:

Величина n округляється до найближчого меншого цілого числа.
Л
ітература
1.Балакшин Б.С. Основы технологии машиностроения. – М., 1969. – 559 с.
2.Бондаренко С.Г. Розмірні розрахунки механоскладального виробництва. – К. 1993. – 544 с.
3.Корсаков В.С. Основы технологии машинобудування. – М., 1977. – 415 с.
4.Косилова А.Г., Мещеняков Р.К. Справочник технолога-машиностроителя. Т. 1. – М., 1985. – 655 с.; Т. 2. – М., 1986. – 496 с.
5.Маталин А.А. Технология машиностроения. – Л. – М., 1985 – 496 с.
6.Руденко П.А. Теоретические основы технологии машиностроения:Конспект лекций. – Чернигов, 1986. – 258 с.
7.Сборник задач и упражнений по технологии машиностроения / В.А. Аверников, О.А. Горленко, В.Б. Ильецкий и др. / Под общ. ред. О.А. Горленко – М., 1988.– 192 с.
8.Справочник технолога машиностроителя / Под ред. А.Н. Малова. Т. 2. – М., 1986.– 446 с.
|
