Министерство образования и науки Украины
Приазовский государственный технический университет
Кафедра обработки металлов давлением
Курсовой проект
по дисциплине «Технология процессов прокатки и волочения»
на тему: «Проект литейно-прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта»
Выполнил:
студент гр. З-03-МО
Ганжа Т.В.
Руководитель проекта,
доц., канд. техн. наук
Человань М.И.
г. Мариуполь,
2008г.
Содержание
Введение
1. Выбор и описание оборудования проектируемого литейно – прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта и его технико-экономическое обоснование
2. Выбор прокатываемого сортамента, марок сталей, исходных заготовок с указанием ГОСТов и ТУ
3. Описание технологического процесса в проектируемом литейно прокатном модуле (цехе)
4. Баланс металла
5. Калибровка валков для прокатки круглой высокопрочной легированной стали диаметром 18,0мм высокой точности
6. Выбор и расчет скоростного режима прокатки по клетям (проходам) и разливки на МНЛЗ
7. Определение времени, ритма прокатки и расчет производительности стана по расчетному профилю
8. Определение энергосиловых параметров и фактической мощности, приходящейся на главные приводы стана при производстве расчетного профиля
Введение
Производство сортового проката из непрерывно-литых заготовок, по сравнению с катаными, обеспечивает: экономию металла, сокращение численности работающих, снижение сроков окупаемости при сооружении новых предприятий и снижение энергозатрат. При этом производстве появляется возможность более в полной мере использовать приемы механизации и автоматизации[1].
Организация горячего посада и низкотемпературного нагрева за счет осуществления высокоинтенсивной деформации на специальных станах, значительно решают проблему снижения энергозатрат при производстве готового проката в литейно-прокатных комплексах (модулях) «МНЛЗ - прокатный стан с высокой степенью деформации
Такие специальные станы, называемые, в общем, установками для деформации с большими обжатиями, как показало современное развитие прокатного производства за последние 20-30 лет, могут быть существенным дополнением к обычным прокатным станам.
Реклама

Классификация способов деформации с большими обжатиями в настоящее время включает 3 группы систем: прокатную, ковочную и ковочно-прокатную. В большей степени сейчас применяются подходы прокатной системы. Так, в прокатную систему входят: планетарные станы Сендзимира, Платцера и Лауэнера; универсальный планетарный стан ВНИИМетмаша; планетарный косовалковый стан типа PSW фирмы Шлоеманзимаг; стан возвратно-поступательного действия Круппа-Платцера; маятниковые станы Краузе и фирмы Демаг; эксцентриковый стан фирмы Шлоеман; циклоидальный стан фирмы Фрелинг;
- в ковочную систему входят: колебательно-ковочный агрегат фирмы Кокс; установка продольной ковки фирмы ГФМ; пресс продольной ковки фирмы Зак; ковочная машина фирмы ГФМ;
- в ковочно-прокатную систему входит сомещенный агрегат для ковки и прокатки фирмы ГФМ. Во всех этих системах обеспечивается степень деформации до 90% и более, проходящая с большой интенсивностью и выделением тепла [2].
В последнее время в мировой практике все в большей степени начинает использоваться, из станов и установок указанных выше систем для производства черновой заготовки для сорта и труб, планетарный косовалковый стан PSW, который отлично согласуется с работой МНЛЗ и может использоваться в дальнейшем технологическом процессе с прокаткой-разделением.
Итак, все изложенное свидетельствует о современности и актуальности проекта.
1. Выбор и описание оборудования проектируемого литейно–прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкогосортаи его технико–экономическое обоснование
Проектируемый литейно–прокатный модуль включает: МНЛЗ; нагревательную печь; планетарный косовалковый стан РSW с большим суммарным обжатием, черновую и промежуточную группу клетей, разделительную клеть, две группы чистовых клетей, два проволочных блока; оборудование для порезки, смотки, охлаждения и правки; оборудование, связанное с термической обработкой легированных сталей, и оборудование для штабелирования и упаковки. В составе литейно–прокатного модуля находятся: машзал с различным пуско-регулирующим электрооборудованием; вальцетокарная мастерская с набором токарных и других металлорежущих станков и электромостовые краны различного назначения и грузоподъемности.
Схема расположения оборудования проектируемого литейно – прокатного модуля представлена на рис. 1.
Как видно из схемы рис.1, оборудование размещается в 4-х пролетах: разливочном, становом (где происходит прокатка и охлаждение) и в двух пролетах термической обработки, штабелирования, упаковки и складирования готовой продукции (в одном из них размещены машзал и вальцетокарная мастерская). Общая длина модуля составляет около 400 м и имеет площадь около 35 000  . .
Реклама

Состав, спецификация и краткая техническая характеристика оборудования, указанных на схеме основных узлов представляется следующим образом:
МНЛЗ (машина непрерывного литья заготовок) четырехручьевая, производительностью 1 млн т в год. Сечение отливаемых заготовок: квадратных (120 120; 140140; 160160 и 180180 мм), круглых 120; 140140; 160160 и 180180 мм), круглых  180; 200 и 220мм) и плоских (100240 и 120300мм). Технологическая схема МНЛЗ представлена на рисунке 2, а техническая характеристика представляется следующими данными: 180; 200 и 220мм) и плоских (100240 и 120300мм). Технологическая схема МНЛЗ представлена на рисунке 2, а техническая характеристика представляется следующими данными:
- расстояние между ручьями – 1200 мм;
- радиус базовой стенки кристаллизатора – 8м;

Рис.1. Литейно-прокатный модуль с косовалковым планетарным станом PSW для производства легированного мелкого сорта (схема расположения оборудования).
1 – четырехручьевая МНЛЗ; 2 – огневые резаки; 3 – передаточно-загрузочный шлеппер; 4 – нагревательная печь с шагающими балками; 5 – устройство для гидросбива окалины; 6 – обжимная планетарная клеть типа PSW; 7 – летучие ножницы для обрезки концов; 8 – черновая группа клетей 420; 9 – аварийные летучие ножницы; 10 – промежуточная группа клетей 330; 11 – разделительная клеть; 12 – разделительный желоб; 13 – чистовая группа клетей 250; 14 – летучие ножницы; 15 – холодильник; 16 – роликоправильные машины; 17 – передаточно-сортировочные стеллажи; 18 – ножницы холодной резки готовой продукции; 19 – штабелеукладчик с упаковочным устройством; 20 – шлеппер и стеллаж предварительного охлаждения легированных сталей; 21 – термостатные агрегаты замедленного охлаждения легированных сталей; 22 – передаточный шлеппер со стеллажами окончательного охлаждения; 23 – сортировочный стеллаж; 24 – стеллажи с карманами отбракованной продукции; 25 – передаточная тележка; 26 – яма для окалины; 27 – дымовая труба; 28 – уборочно-загрузочная решетка.

Рис.2. Технологическая схема комбинированного литья заготовок различного поперечного сечения на МНЛЗ.
1 – промежуточный ковш; 2 – стакан-дозатор; 3 – выступ вокруг стопора-моноблока; 4 – радиальные кристаллизаторы с большим и малым поперечными сечениями; 5 – тянущие клети; 6 – подвижные установки газовых резаков.
- число точек разгиба – 2 шт;
- радиус разгиба - 15м;
- масса жидкого металла в сталеразливочном ковше – 120т;
- масса жидкого металла в промковше – 25т;
- уровень металла в промковше - 800мм;
- скорость разливки – 2,5 – 5,9 м/мин;
- тип затравки - «жесткая»;
- длина гильзы кристаллизатора:
при отливке квадратных заготовок – 1100мм,
при отливке круглых заготовок – 800мм;
- вторичное охлаждение:
тип - воздушное,
число зон – 3 шт;
- вид режущего устройства – кислородно – газовое;
- количество плавок в серии – до 15шт.
Для улучшения качества поверхности и снижения внутренней неоднородности слитка в МНЛЗ предусмотрено электромагнитное перемешивание металла в кристаллизаторе. Параметры качания в кристаллизаторе выбираются в зависимости от скорости разливки: амплитуда колебания до 16мм, частота до 400 кач/мин, - все это позволяет исключить зависание образовавшейся корочки металла. Скорость движения охлаждающей в кристаллизаторе 12 – 15 м/с при максимальном давлении 8 бар [3].
Тип промежуточного ковша «дельта». Тележка промежуточного ковша оборудована системой взвешивания, которая обеспечивает стабильность уровня стали в ковше.
Регулирование расхода металла на ручей осуществляется за счет стаканов – дозаторов.
Зона вторичного охлаждения состоит из 3-х независимых участков общей длиной 6,5м. Тем самым вторичное охлаждение подразделяется на участки для оптимизации затвердевания с целью ограничения температуры вторичного разогрева поверхности заготовки и уменьшения термических напряжений для исключения возможности образования внутренних напряжений в заготовке при выпрямлении, тянуще – правильный агрегат спроектирован с большим радиусом и двумя точками правки.
Маркировочная машина МНЛЗ автоматически выполняет маркировку заготовок в соответствии с номером плавки, номером ручья и номером заготовки на ручье.
МНЛЗ оборудована современной системой автоматики, которая управляет всем процессом разливки от начала и до конца серии.
Устройство для огневой резки непрерывно литых заготовок. В настоящее время являются наиболее простыми способами для получения мерных сортовых заготовок. Эти устройства представляют собой передвижные машины с газокислородными резинами, которые в момент реза двигаются вместе с машиной на которой они установлены со скоростью движения заготовки и после порезки возвращаются в исходное положение.
Передаточно – загрузочный шлеппер . Предназначен для разгрузки ручьев МНЛЗ от порезанных заготовок и подачи их для посадки в нагревательную печь для дополнительного нагрева. С помощью специального бокового сталкивателя, заготовки попадают на этот шлеппер – стеллаж по которому перемещаются с помощью специального «шагающее - блочного» механизма. Ширина посадочно – загрузочного шлеппера позволяет перемещать заготовку длиной до 12м.
Нагревательная печь с «шагающими балками» предназначена в основном для дополнительного нагрева горячих непрерывно – литых заготовок, а также для нагрева холодных заготовок в процессе аварийных или плановых остановок МНЛЗ. Печь имеет две системы шагающих балок, рассчитанных на горячий и холодный всад, обеспечивает двухсторонний обогрев поступающих заготовок с помощью газовых горелок, использующих природный газ. Печь позволяет нагревать заготовки длиной до 12м. Длина печи составляет 32м, производительность до 120 т/час.
Устройство для гидросбива окалины камерного типа, обеспечивает подачу воды к поверхности нагретой заготовки с окалиной под давлением 16,7 МПа. Минимальное расстояние от сопла до поверхности заготовки составляет 200мм. Устройство имеет одно разбрызгивающее кольцо, на котором размещены восемь сопел с наконечниками из твердых сплавов. Расход воды в каждом сопле 8 литр/с, суммарный расход воды  23 23 /ч. Управление устройством для удаления окалины автоматическое. /ч. Управление устройством для удаления окалины автоматическое.
Обжимная планетарная косовалковая клеть типа РSW-200 , принципиальная схема которой представлена на рис. 3, состоит из стационарного редуктора и ротора с тремя расположенными под углом 120 головками валков. Клеть имеет две отдельные системы приводов: главный и компенсационный (суперпозиционный) привод. От приводов могут располагаться перпендикулярно от прокатки и параллельно, как это выполнено в проекте. головками валков. Клеть имеет две отдельные системы приводов: главный и компенсационный (суперпозиционный) привод. От приводов могут располагаться перпендикулярно от прокатки и параллельно, как это выполнено в проекте.
Согласно схемам конструкции стана (клети), представленных на рис. 3б и в, главный привод через ступень с цилиндрическими шестернями приводит в движение мотор. При этом установленные под углом 120 промежуточные шестерни обегают, расположенную в центре солнечную шестерню. Промежуточные шестерни находятся в зацеплении с планетарными шестернями, которые жестко насажены на шпонках на конических валках – шестернях. Они приводят в движение три вала, которые прямо встроены в головки валков.
Таким образом, главный привод вызывает вращение ротора вокруг солнечной шестерни и тем самым одновременное вращение трех валков вокруг собственных осей.
Вращение солнечной шестерни осуществляется непосредственно от компенсационного (суперпозиционного, планетарного) привода через ступени с коническими и цилиндрическими шестернями. При помощи регулируемого компенсационного привода производится коррекция общего передаточного числа клети, посредством чего предотвращается закручивание прокатываемого материала на выходной стороне. Благодаря этому такую конструкцию косовалковой – планетарной клети можно использовать также в процессах непрерывной прокатки. Оба конца ротора укреплены в подшипниках качения. Такая конструкция опор позволяет учитывать максимальную массу ротора. Планетарная клеть оснащена центральным механизмом установки валков. Для осуществления установки ротор останавливается. Одновременно через кольцевую гидролинию приводятся в действие управляемые цепные муфты, которые соединяют установочные втулки с коническими шестернями. Установка валков производится при уменьшенных крутящем моменте и частоте вращения при помощи компенсационного привода. Соответствующее положение валков фиксируется импульсным датчиком на электродвигателе компенсационного привода и демонстрируется на пульте управления в форме цифровой индикации [4].
Представленная на рис.3б конструкция планетарной косовалковой клети, имеет усовершенствованный корпус валковой головки с эксцентриковым механизмом настройки валков, который обеспечивает поворот относительной оси не совпадающей с осью промежуточного колеса и совершает сложное движение, определяемое кинематикой его приводного механизма. Поворот корпусов осуществляется от приводного эксцентрированного механизма относительно подвижной оси в пазах опорного кольца и корпуса валковой головки для сохранения сцепления зубчатых колес. Благодаря выбору определенного соотношения звеньев механизма настройки даже при значительном изменении величины раствора валков не происходит недопустимого бокового отклонения их относительно оси прокатки [5].
В проекте предусматривается установка косовалковой планетарной клети с приводом параллельным от прокатки и с эксцентрированным механизмом настройки валков. Общий вид такого планетарного косовалкового стана (клети) типа РSW в действии представлен на рис. 4.
Планетарная косовалковая клеть оборудуется в значительной степени автоматизированным устройством для передачи валков.
Охлаждение клети осуществляется при помощи установленной по центру охлаждающей трубки двойными стежками по замкнутому циркуляционному контуру. Клеть подсоединена к централизованной циркуляционной системе жидкой смазки. Наружные подшипники и лабиринтные уплотнения смазываются консистентной смазкой.
Размеры прокатываемой круглой заготовки диаметром 180-22мм позволяют выбрать планетарную косовалковую клеть типа РSW-200. Техническая характеристика такой клети может быть следующей:
- диаметр исходной заготовки, мм ………………………….. 180-220;
- диаметр проката, выходящий из планетарной клети, мм …. .......70-90;
- скорость прокатки, м/с ………………………………...0,5-0,6;
- коэффициент вытяжки …………………………………………..5,9-6,6;
- установленная мощность, кВт:
главного привода ……………………………………………...…21000;
компенсационного привода ………………………………………..1000;
- частота вращения двигателей приводов, об/мин ……………….0-600;
- частота вращения ротора планетарной клети, об/мин …………..0-170;
- подача при диаметре проката 80 мм за один оборот ротора, мм до 200;
- материал …………………………………….углеродистые (С до 0,8 %),
легированные;
- температура прокатки,  ……………………………………….1000; ……………………………………….1000;
- производительность централизованной системы смазки, л/мин … 500.
Летучие ножницы для обрезки концов, а также порезки раската при аварии и, при необходимости на длины, кратные ширине холодильника после прокатки. Эти ножницы устанавливаются после обжимной планетарной косовалковой клети и перед черновой группой клетей 420. Максимальное сечение разрезаемых полос - 8100, при временном сопротивлении стали (при t=900)  = 90 МПа Скорость подаваемого к ножницам металла может быть от 0,5 до 0,8 м/с. Привод ножниц – от четырех 230кВт электродвигателей. = 90 МПа Скорость подаваемого к ножницам металла может быть от 0,5 до 0,8 м/с. Привод ножниц – от четырех 230кВт электродвигателей.
Задают раскат в ножницы следящими роликами, которые служат и для определения мгновенной скорости движения раската с целью синхронизации скоростей при резке.
Черновая группа клетей 420 состоит из 6-ти двухвалковых рабочих клетей, имеющих номинальный диаметр валков 420 мм и длину бочки 700мм. Все клети комбинированного типа, характерной особенностью которых является то, что в зависимости от прокатываемого профиля рабочие валки при одном общей приводе (рис.5) могут быть расположены вертикально или горизонтально.
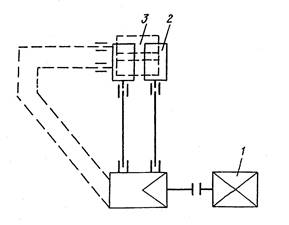
Рис. 5. Схема привода комбинированной рабочей клети (сплошные линии привод вертикальных валков; штриховые – горизонтальных).
1 - электродвигатель;
2 - вертикальный валок;
3 - горизонтальный валок.
Кассета с горизонтальными валками устанавливается на раме и фиксируется на ней в определенном положении гидрозажимами. При переходе на прокатку в вертикальных валках горизонтальные валки отсоединяются от горизонтальных шпинделей, кассета поворачивается на 90, валки подсоединяются к телескопическим шпинделям, которые при переключении привода гидроцилиндром получают вращение от электродвигателя.
Кассета унифицирована для горизонтального и вертикального расположения валков. Соединение валков со шпинделями осуществляется автоматически.
Конструкция самой кассеты выполнена бесстанинной, предварительно напряженного типа, что при сравнении с клетью обычной конструкции и при меньшей массе отличается более высокой жесткостью (в 2,5 - 4 раза) и позволяет осуществлять высокоточную прокатку [6].
Мощность привода каждой клети черновой группы осуществляется от однотипных двигателей мощностью 600 кВт и максимальной угловой скоростью 275 об/мин.
Аварийные летучие ножницы ротационного типа устанавливаются между черновой и промежуточной группами клетей и служат для аварийной порезки раската, а также для обрезки переднего конца с целью обеспечения надежного захвата металла валками после прохождения раската черновую группу клетей. Максимально разрезаемые сечения раската 1600  , временные сопротивления стали при температуре 800 , временные сопротивления стали при температуре 800 ,у = 90 МПа, максимальная скорость полосы при резе 5 м/с [7]. ,у = 90 МПа, максимальная скорость полосы при резе 5 м/с [7].
Промежуточная группа клетей 330 состоит из 4-х клетей, из которых три двухвалковые предварительно – напряженные и одна универсальная, где прокатка ведется в 4-х валках. Первая клеть с вертикальными валками, а вторая и четвертая с горизонтальными валками. Последняя (четвертая) клеть одновременно является и разделительной, где производится прокатка – разделение.
Разделительный желоб предназначен для направления, разделенного на две части проката, в чистовые группы клетей. Имеет заостренный разделитель и проводковую удерживающую арматуру.
Чистовые группы клетей 250 (обе) состоят из двух предварительно – напряженных клетей, схема которых представлена на рис.6. Первая из них с вертикальным расположением валков, вторая – с горизонтально расположенными валками. Обе клети двухвалковые. Мощность привода каждой клети составляет 400 кВт при числе оборотов 160 – 1200 об/мин. В одной из групп возможно увеличение рабочих клетей до 5.
Летучие ножницы ротационного типа расположены за чистовыми группами клетей и устройствами последеформационного охлаждения проката, поступающего на холодильник. Максимально – разрезаемая площадь 650 при скорости реза до 18 м/с. Максимальное временное сопротивление разрезаемых сталей при температуре 900, не выше 90 МПа.
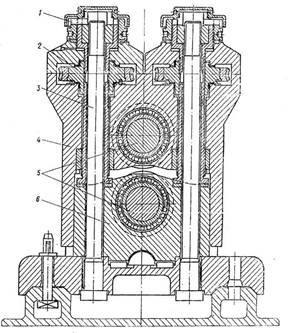
Рис.6. Предварительно напряженная рабочая двухвалковая клеть 330 (конструкции ВНИИ метмаша).
1 – стяжная гайка; 2 – нажимной механизм; 3 – стяжной болт; 4 – верхняя подушка; 5 – валки; 6 – нижняя подушка.
Рабочие валки стана изготавливают из стали и чугуна. Так, грибовидные валки косовалковой планетарной клети изготавливаются из легированной высокопрочной стали 9хф2, рабочие валки черновой и промежуточной группы клетей изготавливают из чугуна ИСО сфероидизированным графитом. Валки чистовой группы клетей из отбеленного чугуна СП-62.
Все валки стана укомплектованы подшипниками качения.
На стане применяют привалковую арматуру качения и скольжения.
Перевалка валков черновой группы клетей осуществляется кассетами с помощью специального перевалочного устройства, а валки промежуточной и чистовой групп клетей осуществляется путем замены клетей с последующей заменой валков на монтажном стенде.
Холодильник для охлаждения углеродистых и низколегированных сталей имеет длину 60 м и состоит из двух частей, принимающих порезанные полосы от каждой чистовой группы клетей. Конструкция холодильника – реечного типа. На холодильнике прокат остывает, перемещается в поперечном направлении, укладывается на цепное перекладывающее устройство длиной 60 м. С перекладывающего устройства по отводящему рольгангу холодильника со скоростью до 5 м/с транспортируется к правильной машине. Для ускоренного охлаждения проката под решетками холодильника на выходной его стороне, установлены осевые вентиляторы, сориентированные так, что их воздушный поток направлен наклонно вверх против направления перемещения проката. Производительность каждого вентилятора – 26000 /час.
Роликоправильные машины, которых предусмотрено 4, имеют по 9 роликов диаметров по 250мм и предназначены для выборочной правки сортового проката. Скорость правки около 5 м/с, заправочная скорость 1 м/с, длина правильного ролика 760мм, шаг правильных роликов 250мм, максимальный момент правки 6кН м. Мощность двигателя привода 150квт. Правка производится одновременно в несколько ручьев. Если правка профилей не предусмотрена правильная машина заменяется секцией рольганга. После правильной машины раскат поступает на передаточно – сортировочные стеллажи. м. Мощность двигателя привода 150квт. Правка производится одновременно в несколько ручьев. Если правка профилей не предусмотрена правильная машина заменяется секцией рольганга. После правильной машины раскат поступает на передаточно – сортировочные стеллажи.
Передаточно – сортировочные стеллажи выполняют роль окончательного охлаждения полос, на них производится отсортировка и сборка продукции в пачки для порезки на ножницах холодной резки. Длина передаточно – сортировочного стеллажа 60м.
Ножницы холодной резки предназначены для обрезки передних концов и последующего деления пакета на мерные длины, используя подвижной упор. Одновременно может разрезаться до прутков диаметром до 25мм с  =1400МПа при резке профилрованными ножами. Частота резания 8 резов/мин. Длина ножей 700мм, ход 30мм, диапазон настройки передвижного упора 6-12м. После порезки профили поступают на штабелер – укладчик с упаковочным устройством. =1400МПа при резке профилрованными ножами. Частота резания 8 резов/мин. Длина ножей 700мм, ход 30мм, диапазон настройки передвижного упора 6-12м. После порезки профили поступают на штабелер – укладчик с упаковочным устройством.
Штабелер – укладчик с упаковочным устройством. Перекладывающее устройство штабелера цепного типа направляет прутки к пакетирующему устройству и оттуда попадают на сборники пакетов, где необходимое для пакета число прутков (при максимальном диаметре пакета 500мм и массе 10т) взвешивается и передается к установочному устройству, где пакет уплотняется с последующей обвязкой вязальными машинами (диаметр пакета от 250 до 500мм). После навешивания бирки готовые пакеты электромостовым краном укладываются в штабели или непосредственно в железнодорожные вагоны или автомашины.
Устройство ускоренного и регулируемого охлаждения. Прокат круглого сечения из специальных и легированных сталей и профили для армирования железобетонных конструкций после порезки на летучих ножницах транспортируются при помощи трайб – аппаратов через установку ускоренного регулированного охлаждения, которое обеспечивает термическое упрочнение, снижение вторичного окалинообразования и повышения механических свойств.
Участок охлаждения длиной 80м включает 13 секций охлаждения. Диаметры охлаждающих труб 25-40мм. Максимальный расход воды 100 /ч на секцию. На участке установлено 3 трайбаппарата с прижимным усилием ролика 5кН и диаметром 250мм. Скорость транспортировки от 8 до 20 м/с. Давление подаваемой в секции воды до 2,5 МПа с температурой ≤ 40  . Линия термоупрочнений имеет воздушные отсекатели, которые питаются от воздушной магистрали с давлением 0,5-0,7 МПа. Дальнейшее охлаждение раскатов производится на реечном холодильнике, интенсивно обдуваемом воздухом. Регулированием системы охлаждения раскатов на данном устройстве обеспечиваются оптимальные режимы термоупрочнения. . Линия термоупрочнений имеет воздушные отсекатели, которые питаются от воздушной магистрали с давлением 0,5-0,7 МПа. Дальнейшее охлаждение раскатов производится на реечном холодильнике, интенсивно обдуваемом воздухом. Регулированием системы охлаждения раскатов на данном устройстве обеспечиваются оптимальные режимы термоупрочнения.
Устройство термообработки профилей с прокатного нагрева. Некоторые стали после порезки на летучих ножницах требуют быстрого охлаждения в воде и производят, как это было указано выше, но затем выдерживают в течение 2 -3 часов в специальных термостатных установках при 600 с последующим интенсивным охлаждением на воздухе. Для изотермической выдержки предусмотрены камерные печи. После чего профили поступают на правку, порезку, сортировку, штабелировку и упаковку на агрегаты подобные описанным выше.
Уборочно – загрузочная решетка предназначена для отправки дефектных литых заготовок на зачистку в разливочный пролет, а также подачи туда поступающих с МНЛЗ обычных литых заготовок при аварийной остановке стана.
Передаточные тележки предназначены для передачи пакетов профилей из одного пролета в другой. Грузоподъемность тележки 10т, скорость транспортировки 0,1м/с.
Яма для окалины (или окалиносборник) предназначен для сбора окалины, сливаемой водой из под рабочих клетей и рольгангов стана. Размеры поперечного сечения окалиносборника 106м, глубина 12 м; он обшит толстолистовой сталью (толщиной 14мм).
2. Выбор прокатываемого сортамента, марок сталей, исходных заготовок с указанием ГОСТов и ТУ
Конструктивные возможности проектируемого литейно – прокатного модуля с косовалковым планетарным станом РSW для производства легированного мелкого сорта позволяют производить круглые, квадратные, шестигранные и полосовые профили из углеродистых, низколегированных, легированных, инструментальных, быстрорежущих, шарикоподшипниковых, рессорно–пружинных и высоколегированных сталей обыкновенной, повышенной и высокой точности, а также профили для армирования железобетонных конструкций из углеродистых и низколегированных сталей обычной и повышенной точности. Отдельные виды проката могут поставляться термообработанными [7].
Так, сортамент стана включает:
- сталь круглую, диаметром 15-25мм по ГОСТ 2590-88 и ГОСТ 22411-77;
- сталь квадратную, размерами 14- 24мм по ГОСТ 2591-88;
- сталь шестигранную, с диаметром вписанного круга 15-25мм по ГОСТ 2879-88;
- сталь полосовую, размерами (4 12)(4060)мм по ГОСТ 103-76, ГОСТ 4405-75 и ГОСТ 18968-73; 12)(4060)мм по ГОСТ 103-76, ГОСТ 4405-75 и ГОСТ 18968-73;
- сталь для армирования железобетонных конструкций с номером профиля 16-25 всех пяти классов по ГОСТ 5781-82 и ГОСТ 10884-81.
Указанный сортамент круглых, квадратных, шестигранных профилей прокатывают из следующих сталей:
- углеродистые: качественные конструкционные (ГОСТ 1050-88) и высококачественные инструментальные У7а-У12А (ГОСТ 1435-74);
- легированные: конструкционные (ГОСТ 4543-71); инструментальные (ГОСТ 5950-73); рессорно-пружинные (ГОСТ14959-79); быстрорежущие (ГОСТ 19265-73);
- высоколегированные стали и сплавы – жаростойкие, жаропрочные, коррозийностойкие (ГОСТ 5632-72, ГОСТ 2246-70; ГОСТ 6862-71; ГОСТ 10994-74);
- сталь для сварочной проволоки (ГОСТ 2246-70) [7].
Профили для армирования железобетонных конструкций прокатывают из сталей: углеродистых обыкновенного качества (ГОСТ 380-88) и низколегированных 35ГС, 25Г2С, 80С, 20хг2ц (ГОСТ 5781-82).
Исходной заготовкой для проката указанного сортамента является круглая литая заготовка диаметрами 180, 200 и 220мм поступает с МНЛЗ комплекса по специально установленным техническим условиям. Предельные отклонения по размерам значительно (в 2-3 раза) меньше чем у катаных заготовок и составляют  1,5мм. Кривизна и овальность заготовки должна соответствовать ГОСТ 2590-71 или оговариваться специальными внутренними техническими условиями (кривизна 1,5мм. Кривизна и овальность заготовки должна соответствовать ГОСТ 2590-71 или оговариваться специальными внутренними техническими условиями (кривизна  5мм/м; скручивание 0,8%/м, овальность 8мм). 5мм/м; скручивание 0,8%/м, овальность 8мм).
Отливаемые на МНЛЗ комплексе квадратные заготовки применять нецелесообразно, а прямоугольные невозможно из-за того, что в качестве обжимной клети используется косовалковая планетарная клеть типа РSW. Указанные заготовки могут быть товарными или использоваться на других примыкающих сортопрокатных станах. Максимальная длина литых заготовок составляет 12м [3].
Все виды проката поставляются в прутках длиной до 12м с допусками по длине от +30мм до +70мм (в зависимости от длины прутка.
Кривизна прутков не должна превышать 0,5% длины (а по требованию потребителя не более 0,2% длины). Пруток должен быть разрезан под прямым углом к его продольной оси. Допускаемая кривизна реза не должна превышать 0,1 диаметра.
Доля профилей в сортаменте стана составляет: сталь круглая – 50% (30% проволока и 20% мелкий сорт); сталь квадратная – 10%; сталь шестигранная – 10%; сталь полосовая – 10%; сталь для армирования железобетонных конструкций – 20%. Укрупненная программа, выпускаемых на стане профилей представлена в таблице 1.
Таблица 1. Укрупненная программа, выпускаемых сортовых профилей литейно – прокатным модулем с косовалковым планетарным станом РSW.
| Наименование продукции |
ГОСТ на продукцию |
Марка стали |
ГОСТ на материал |
Годовой объем производства, |
| % |
тыс.тонн |
1. Сталь круглая:
диаметром от 15 до 25мм
|
2590-88;
22411-77
|
10-60;
У7А-У12А;
30ХГС;
38ХН3МА;
9Х1,9ХС
Р9; Р18
60С2Г; 50ХФА
|
1050-88
1435-74
4543-71
5950-73
19265-73
14959-79
|
30
|
180,0
|
| 2. Сталь квадратная, со стороной квадрата от 14 до 24 мм |
2591-88 |
10-60;
30ХГС;
38ХН3МА;
9Х1; 9ХС
|
1050-88
4543-71
5950-73
|
10
|
60,0
|
| 3. Сталь шестигранная, с диаметром вписанного круга от 15 до 25мм |
2879-88 |
10-60;
У7А-У12А;
30ХГС;
9Х1; 9ХС
|
1050-88
1435-74
4543-71
5950-73
|
20
|
120,0
|
| 4. Сталь полосовая, толщиной от 4 до 12мм и шириной от 40 до 60мм |
103-76
4405-75
18968-73
|
40-60;
У7А-У10А;
30ХГС;
60С2Г; 50ХФА
|
1050-88
1435-74
4543-71
14959-79
|
10
|
60,0
|
| 5. Сталь для армирования железобетонных конструкций, №16-25 |
5781-82
10884-81
|
Ст.5; Ст.6
35ГС;25Г2С;
80С; 20ХГ2Ц
|
380-88
5781-82
|
30
|
180,0 |
| Всего всех профилей |
100 |
600,0 |
3. Описание технологического процесса в проектируемом литейно – прокатном модуле (цехе)
Общая технология производства сортовых профилей в литейно – прокатном модуле выглядит следующим образом.
Сталь выплавляется в современной 3-х фазной дуговой электропечи со сверхмощным трансформатором, садкой 120т.
Вся плавка разливается в один сталеразливочный ковш, который электромостовым краном подается в 4-х ручьевой МНЛЗ. В дальнейшем жидкая сталь из сталеразливочного ковша поступает в промковш емкостью 25т, а из него в 4 кристаллизатора. Общая характеристика и принцип действия МНЛЗ описан выше и представлен на нис.2.
Одним из основных факторов, обеспечивающих стабильность процесса литья заготовок и их качество, является оптимальный температурно – скоростной режим разливки металла на МНЛЗ, который зависит от температуры кристаллизации конкретной марки стали (химический состав стали).
В целом сегодня высокое качество поверхности отливаемых заготовок обеспечивают автоматической подачей эффективных шлакообразующих смесей в кристаллизатор, использованием погружного стакана с четырьмя отверстиями, применением автоматического контроля уровня металла в кристаллизаторе и индикацией температуры рабочей поверхности кристаллизатора на всем пути движения заготовки [9].
Непрерывно движущиеся литые заготовки разрезаются на требуемые длины с помощью передвижных машин с газокислотными резаками, осуществляющими рез на ходу.
Порезанные литые заготовки сталкиваются на передаточный шлеппер- стеллаж, где осматриваются и горячем состоянии не ниже 900подаются в нагревательную печь с шагающими балками. Дефектные заготовки, а также заготовки отливаемые при аварийной ситуации на стане могут поступать на уборочно – загрузочную решетку и подаваться в литейный пролет модуля (цеха), но затем уже их нагрев в последующем идет с холодного всада, что резко понижает производительность печи и увеличивает расход тепла.
Заготовки, равномерно нагретые до температуры 1000 (а в некоторых случаях 1050) подаются к обжимной клети, представляющей косовалковую планетарную клеть. Прокатка в этом случае может идти настолько интенсивно, что возможен разогрев заготовки дополнительно на 100 - 150.
Именно конструкция этой клети потребовала применение в основном круглых заготовок. В то же время, как показала практика, отливка круглых заготовок на МНЛЗ более экономична, надежна и качество их выше.
После нагрева перед прокаткой для тщательного удаления окалины, заготовки попадают в камеру гидросбива окалины, где и происходит автоматическая операция по ее удалению.
Технологию непосредственной прокатки на стане можно рассмотреть с помощью схемы, где указаны все виды рабочих клетей, объединенных в отдельные группы. Как видно из представленной схемы, прокатка осуществляется в 4-х группах клетей, каждая из которых выполняет определенные функции.
В обжимной планетарной косовалковой клети происходит очень интенсивная деформация круглой литой заготовки в круглый раскат. Степень деформации в этой клети составляет около 83-85%, а коэффициент вытяжки находится в пределах 5,9-6,6.
Такая интенсивная деформация повышает температуру раската на 70-100 и температура прокатки находится в пределах 1000-1020 и, следовательно, не завышает температуру нагрева [11].
Круглая заготовка задается через установленную по центру клети направляющую трубу. При пропуске заготовки она попадает одновременно на три валка. Головки валков установлены под определенным углом таким образом, чтобы их три оси не имели в центре общей точки пересечения.
Благодаря такому смещению осей круглая заготовка втягивается в область деформации; между тремя валками, имеющими форму усеченного конуса, образуется коническая зона деформации. На переднем и заднем концах прутка образуются тубусообразные участки, длина которых зависит от коэффициента вытяжки.
Геометрия валков довольно проста. Зона деформации (рис.8) в которой собственно происходит уменьшение сечения, образуется прямолинейной конической боковой поверхностью, затем следует также прямолинейный выравнивающий участок, длина которого выбирается таким образом, чтобы выходящий пруток имел гладкую поверхность. Размер цилиндрического колена должен обеспечивать возможность 10 кратной переточки валка до его полного износа. Технология больших обжатий тремя валками в одной зоне деформации обеспечивает хорошее сжатие металла при указанных ранее коэффициентах вытяжки.
Как указывалось выше, поперечно – винтовая прокатка обжимной клети осуществляется тремя коническими валками, расположенными под углом 120 по отношению друг к другу вокруг оси заготовки. Оси валков наклонены к плоскости ротора под углом 30.
Разворот валков относительно оси прокатки в плоскости, параллельной ротору, на некоторый угол (5-20) обеспечивает создание осевой составляющей скорости и (через посредство сил трения скольжения, возникающих при этом на контакте с заготовкой) втягивающее усилие, вынуждающее металл продвигаться в суживающуюся зону деформации. При этом нет необходимости в задающих или вытягивающих устройствах. Угол разворота непосредственно определяет величину осевой подачи в сечении выхода, а также диаметр заготовки после прокатки.
Как видно, поперечно-винтовая прокатка может осуществляться только при соевом вращении заготовки. Однако, осевого вращения заготовки допустить нельзя, так как в целом прокатка ведется на непрерывном стане. И тогда, компенсация этого вращения заготовки допускается планетарным вращением обоймы с рабочими валками с такой же угловой скоростью, но в обратном направлении. Привод обоймы (ротора) от отдельного регулируемого по частоте вращения двигателя позволяет исключить любое самое незначительное вращение заготовки, вызванное, например, изменением коэффициента трения вследствие нестабильности технологических условий. Этим устранятся основные недостатки присущие обычной поперечно – винтовой прокатке: биение выходящего профиля вокруг своей оси, вызывающее необходимость применения промежуточных поддерживающих люнетов и исключающее получение длинномерных раскатов, а также невозможность компоновки такого вида прокатки в непрерывном процессе с продольной прокаткой.
Использование принципов поперечно – винтовой и планетарной прокатки в обжимной клети проектируемого литейно – прокатного модуля, позволяет получать прокат симметричного круглого поперечного сечения, неограниченной длины, с большой степенью вытяжки.
Конические валки, вращаясь вокруг оси заготовки (независимо от наличия своего собственного вращения), описывают в пространстве ассиметричную фигуру, поверхность которой может быть определена уравнением однополостного гиперболоида. Для установления технологических параметров прокатки заготовки, поступающей в зону деформации такой формы между тремя коническими валками, каждый из которых имеет свой очаг деформации, существует определенное теоретическое исследование [11], позволяющее представить расчетную схему определения геликоидальной поверхности на планетарном косовалковом стане (см. рис.9)
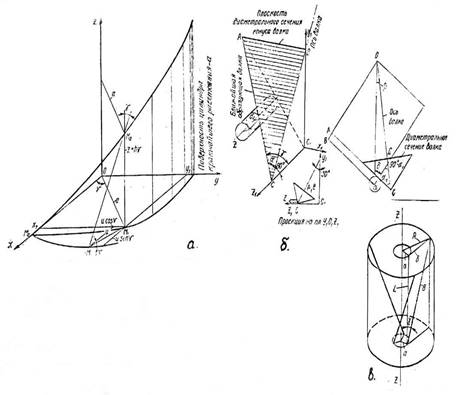
Рис.9. Расчетная схема определения геликоидальной поверхности на планетарном стане
а – при винтовом движении ближайшей образующей;
б – технологических параметров геликоида;
в – длины очага деформации.
Расстояние L между плоскостями сечений входа и выхода равно b:  , где b= , где b= , является проекцией линии выхода из очага деформации на плоскость входа (выхода). Собственно длина линии выхода частиц металла определяет ширину контактной поверхности очага деформации В, которая определяется как , является проекцией линии выхода из очага деформации на плоскость входа (выхода). Собственно длина линии выхода частиц металла определяет ширину контактной поверхности очага деформации В, которая определяется как
 (3.1) (3.1)
Контур поперечных сечений зоны деформации представляет собой выпуклый кривошипный треугольник, обладающий симметрией вращения без отражений. Выпуклые стороны треугольника очерчены эвольвентными кривыми, вогнутые участки –эллиптические (наклонные сечения конической поверхности валка).
Выходящий из валков профиль при прокатке на планетарном косовалковом стане также представляет собой трехзаходный геликоид вращения, контур поперечного сечения которого представлен выпуклым эвольвентным треугольником, описанным вокруг расчетного круга радиуса а.
Высота винтовых гребней на поверхности профиля, образованных вершинами этого треугольника, относительно размера - а, лежит в пределах 0,6-0,8мм.Так как эти винтовые гребни имеют отношение глубины к высоте не менее 1:20  1:30 как в продольном так и в поперечном направлениях, то они раскатываются в первых же двух проходах после планетарной прокатки в обжимной клети. Это позволяет в дальнейшем использовать получаемый подкат для прокатки профилей с высокой точностью, а также даже для волочения специальных профилей. 1:30 как в продольном так и в поперечном направлениях, то они раскатываются в первых же двух проходах после планетарной прокатки в обжимной клети. Это позволяет в дальнейшем использовать получаемый подкат для прокатки профилей с высокой точностью, а также даже для волочения специальных профилей.
Итак, применение в проекте в обжимной клети косовалкового планетарного принципа прокатки дает следующие преимущества:
- высокие вытяжки за проход, способствуют снижению массы устанавливаемого оборудования при заданной производительности;
- компактность конструкции и малая занимаемая площадь;
- полная непрерывность и монотонность процесса деформации, отсутствие ударных динамических нагрузок и, следовательно, низкий уровень шума;
- отсутствие вводной и выводной арматуры, относительная простота электропривода;
- возможность перехода с размера на размер простой перестройкой положения валков (без перевалки);
- высокомеханизированное и автоматизированное управление работой клети, в результате чего управление может осуществлять 1 человек;
- низкие простои оборудования (перевалка трех валков осуществляется за 15 минут);
- уменьшение первичного окалинообразования, обрези и сокращения неполадок в зоне черновой прокатки, что позволяет увеличить показатели выхода годного на 1%;
- улучшение всех показателей качества проката.
Непрерывно – выходящий из обжимной косовалковой планетарной клети круглый раскат диаметром 70-90мм проходит через летучие ножницы для обрезки концов, что способствует улучшению захватывающей способности валками черновой группы клетей.
Черновая группа клетей 420, состоящая из 6-ти комбинированных клетей повышенной жесткости позволяет вести прокатку с более высокой точностью. Калибровка валков этих клетей производится по системе овал – круг. Такая система вытяжки валков наиболее предпочтительная, так как позволяет увеличить качество (точность) и пластичность раскатов, что особенно важно при получении сортовых профилей не только из углеродистых, но и легированных и высоколегированных сталей.
Для лучшего захвата раската валками промежуточной группы клетей передний конец его в отдельных случаях может обрезаться на аварийных летучих ножницах, находящихся между черновой и промежуточной группой клетей. Но основное назначение этих ножниц предназначено для аварийной порезки раската.
Промежуточная группа клетей 330 состоит из 4-х клетей, три из которых предназначены для подготовки раската к разделению, в связи с чем калибровка валков их определенным образом рассчитана и предназначена для этого. Клети эти также выполнены с повышенной жесткостью для обеспечения высокоточного раската. Особенностью прокатки в последней клети этой группы клетей является прокатка раската с одновременным его разделением.
Прокатка – разделение является третьим оригинальным технологическим решением (после использование МНЛЗ и косовалковой планетарной прокатки) в данном проекте.
В настоящее время предложено несколько способов прокатки – разделения раската в валках. Большие теоретические и экспериментальные исследования в этом вопросе, а также достаточно большой практический материал позволяют с успехом применять этот оригинальный процесс в новых проектах прокатных станов [1,12,13]. Рассмотрим некоторые из них, прежде чем принять тот, который будет использован в данном проекте.
Так, например, в работе [1] предусматривалась возможность продольного разделения раската в горячем состоянии в калибрах взаимно эксцентричных друг к другу и с переменным по окружности валка расстоянием между ними.
Однако, сведения об экспериментальной надежной и практической проверке этого способа в технической литературе отсутствуют, что не позволило предложить его данном проекте. Сложность этого способа определяется и изготовлением калиброванных валков со взаимным эксцентриситетом и др.
Современная технология прокатки – разделения использует следующие способы продольного разделения при скоростной прокатке.
Из представленных на рисунке способов наиболее качественное разделение давали способы: встречного сдвига в калибре (рис.11,а); с помощью резки на неприводных дисковых ножницах, установленных на привалковом брусе на минимальном расстоянии от валков (рис.11,б); разделение сдвигом по совпадающим наклонным граням раската (рис.11,г), и разрыв перемычки клиновым гребнем валка (рис.11,д). Однако и указанные способы имеют каждый свои преимущества и недостатки и пока нет безапелляционных рекомендаций в их использовании.
В связи с практическими данными и многочисленными исследованиями согласно работы [1] было намечено в данном проекте остановиться на способе разрыва перемычки клиновыми гребнями валков (по аналогии с рис.11,д). В связи с таким способом прокатки - разделения
Была предложена особая калибровка валков промежуточной группы клетей 380. Для построения и расчета специальных калибров валков были использованы рекомендации [1].
В промышленных условиях качество раскатов и готовой продукции, полученной прокаткой – разделением в сочетании с непрерывно-литой заготовкой на МНЛЗ, исследовала японская фирма «Мицубиси дзюкоге» [1]. Так, место на литой заготовки переходило в зону сочленения заготовок, подвергаясь максимальной степени деформации. Было установлено, что макроструктура металла в зоне перемычки достаточно плотная и однородная. Изменение макроструктуры поперечного сечения раската при двухручьевой схеме прокатки-разделения представлено на рис.12. Так, даже после большой ( ) степени деформации в зоне перемычки ликвационная зона не изменят первоначальной конфигурации удовлетворяет требованиям стандартов по механическим свойствам. Не установлено также негативного влияния процесса прокатки –разделения на условия ускоренного охлаждения проката в потоке стана и его механические характеристики. Глубоким травлением поперечных сечений образцов во всех случаях выявлена плотная структура металла и ликвационный квадрат не обнаружен. ) степени деформации в зоне перемычки ликвационная зона не изменят первоначальной конфигурации удовлетворяет требованиям стандартов по механическим свойствам. Не установлено также негативного влияния процесса прокатки –разделения на условия ускоренного охлаждения проката в потоке стана и его механические характеристики. Глубоким травлением поперечных сечений образцов во всех случаях выявлена плотная структура металла и ликвационный квадрат не обнаружен.
В дальнейшем разделенный раскат в виде квадратного сечения поступает в две чистовые группы клетей 250 и прокатывается в них до готового профиля (круга, шестигранника, квадрата или арматурного профиля). При прокатке полосы необходима сквозная смена калибровки валков.
Для получения высокоточного проката рабочие клети чистовой группы, как уже указывалось выше, проектируют предварительно – напряженными, т.е. имеющими повышенную жесткость.
Прокатанный профиль в виде круга, квадрата, шестигранника, арматурного профиля или полосы разрезается летучими ножницами ротационного типа на 60-ти метровые штуки, которые поступают на обычное или ускоренное охлаждение.
Скорость порезки, выходящих из последней клети раскатов, составляет от 8 до 10м/с и зависит от сечения прокатного профиля. Качество реза на летучих ножницах данного типа апробировано практикой работы их на существующих мелкосортных и среднесортных станах и обеспечивается необходимыми требованиями.
Обычный сортовой прокат разрезается летучими ножницами на длины, соответствующие длине холодильника. Холодильник реечного типа длиной 60м. На холодильнике прокат остывает, перемещается в поперечном направлении; укладывается на цепное перекладывающее устройство, где формируются пакеты прутков дл дальнейшей порезки на мерные длины и правки (при необходимости). Длина передаточно-сортировочного стеллажа составляет также 60м.
Для ускорения охлаждения проката под решетками холодильника, на выходной ее стороне, установлены осевые вентиляторы, сориентированные так, что их воздушный поток направлен наклонно вверх против направления перемещения проката. Производительность каждого вентилятора составляет 20000м/с.
С холодильника охлажденный прокат поступает на роликоправильную машину, где в случае необходимости правится со скоростью 4 м/с. Если правка профилей не предусмотрена, правильная машина заменяется секцией рольганга.
От участка правки прокат поступает по транспортному рольгангу и передается к упору. Затем с помощью цепного перекладывающего устройства передаточно-сортировочного стеллажа и выравнивающего упоронакопителя формируется пакет для порезки на ножницах холодной резки.
После порезки на ножницах прокат сортируют в потоке и передают на отводящую рольгангу по участок пакетирования и штабелирования. На участке пакетирования прутки передают в карманы для увязки, а отбракованные в специальные противоположно расположенные карманы.
На участке увязки каждый пакет обвязывается 4-мя автономно работающими вязальными машинами. Время обвязки около 12с, максимальный диаметр пакета 300мм, масса пакета 1-5т.
После взвешивания и навешивания бирок пакеты отправляются на склад готовой продукции для дальнейшей отправки потребителю.
Сортовой прокат из специальных сталей имеет другую технологию охлаждения. Она может предусматривать вначале для ряда сталей ускоренное охлаждение, а в витой части замедленное охлаждение.
Так, например, прокат круглого сечения для формирования железобетонных конструкций после порезки на летучих ножницах транспортируют при помощи трайб-аппаратов через установку ускоренного регулируемого охлаждения, которое обеспечивает термическое упрочнение, снижение вторичного окалинообразования и повышение механических свойств.
Эта установка располагается рядом (параллельно) с отводящим рольгангом после порезки раската на летучих ножницах. Попадает раскат на установку с помощью специального направляющего устройства.
При такой технологии охлаждения раскат после прокатки режется летучими ножницами на 12-метровые штуки, которые поступают на участок ускоренного охлаждения длиной 72 м, включающий 5 секций охлаждения. Диаметр охлаждающих труб 30, 40 и 50мм. Максимальный расход воды 200  /час на секцию. На участке установлено 5 трайб-аппаратов с прижимным усилием ролика 5 кН и рез ролика 6-10м/с. Охлаждающая секция длиной 8м прямоточная проходного типа, состоит из подпитывающей ванны, охлаждающей трубы и двухотсечного устройства отработанного охладителя: водяного и воздушного. Длина активной зоны охлаждения всей линии термоупрочнения- 40м. Давление воды, подаваемой в секции охлаждения до 2,5МПа, температура охлаждающей воды ≤40℃. Линия термоупрочнения имеет воздушные отсекатели отработанного охладителя, с давлением 0,5-0,7МПа. Регулированием системы охлаждения раскатов на установке обеспечиваются оптимальные режимы термоупрочнения. /час на секцию. На участке установлено 5 трайб-аппаратов с прижимным усилием ролика 5 кН и рез ролика 6-10м/с. Охлаждающая секция длиной 8м прямоточная проходного типа, состоит из подпитывающей ванны, охлаждающей трубы и двухотсечного устройства отработанного охладителя: водяного и воздушного. Длина активной зоны охлаждения всей линии термоупрочнения- 40м. Давление воды, подаваемой в секции охлаждения до 2,5МПа, температура охлаждающей воды ≤40℃. Линия термоупрочнения имеет воздушные отсекатели отработанного охладителя, с давлением 0,5-0,7МПа. Регулированием системы охлаждения раскатов на установке обеспечиваются оптимальные режимы термоупрочнения.
Температура самоотпуска проката после термоупрочнения составляет: дл класса Ат-ІІІс-580-650℃; Ат-IV -480-580℃; Ат- V-400-500℃; Ат-VI-350-450℃; Ат-VII-300-350℃.Режим термоупрочнения стали для армирования устанавливается в зависимости от температуры самоотпуска и процентного содержания магнитной фазы изменением давления и количества воды при одноступенчатом охлаждении.
При одноступенчатом охлаждении прокат, выйдя из последней клети прокатного стана и порезки на летучих ножницах, охлаждается в последовательно расположенных секциях установок, а затем транспортируется на холодильник.
При двухступенчатом охлаждении профиль охлаждается вначале в секциях установки ускоренного охлаждения, затем проходит на открытом холодильнике участок отогрева поверхности и окончательно термически обрабатывается (изотермически закаливается) в термостойких агрегатах замедленного охлаждения. Выбор схемы упрочнения зависит от химического состава стали, профилеразмера и класса прочности.
Дальнейшая отделка (правка, порезка, упаковка) для проката из специальных сталей производится аналогичным образом, как и для проката из обычных сталей.
4. Баланс металла
Баланс металла по литейно-прокатному модулю должен соответствовать в статьях прихода массе исходной жидкой стали и ее равенству по массе статьям расхода на МНЛЗ, при нагреве в нагревательной печи (угар) и при прокатке на стане (обрезь).
На основании существующей производительности подобных прокатных станов, работающих за рубежом, а также с учетом достигнутых расходных коэффициентов или показателей выхода годного можно составлять баланс металла по проектируемому литейно-прокатному модулю.
Так, в настоящее время, вероятным является получение бездефектных непрерывно-литых заготовок в количестве 97% от выплавляемой стали [1].
Опыт работы мелкосортно-проволочных станов за рубежом, где в качестве обжимной клети использовалась 3-х валковая планетарная клеть и литая заготовка показал, что выход годного составляет 96,0% [4].
Работа нагревательных печей с шагающими балками позволяет снизить угар металла до 1,5%. Однако в технологии проектируемого стана такая нагревательная печь работает в основном на «горячем всаде» и поэтому угар металла реально может быть снижен до 1,2%.
Так как общие потери металла при прокатке непрерывно-литых заготовок на стане составляют 4%, то очевидно обрезь концов будет составлять разность между полными потерями на стане и угаром, т.е. 4%-1,2%=2,8%.
Как показывает практика работы все показатели расходов металла на обрезь и угар могут быть увеличены на 20% от средних значений, указанных выше, при производстве сортового проката из качественных и высококачественных углеродистых и легированных сталей: и, наоборот уменьшены на 20% при производстве сорта из обыкновенных низкоуглеродистых сталей.
Если выход годного обозначить как ВГ, то расходный коэффициент – Кр может быть определен как обратная величина, т.е. Кр=1/ВГ.
Таким образом, основываясь на выше представленных сведениях по выходу годного металла и используя принятую ранее укрупненную программу выпуска продукции (см.табл.1), можно представить баланс металла по проектируемому литейно-прокатному модулю в форме следующей таблицы 2.
Таблица 2. Баланс металла по проектируемому литейно-прокатному модулю с косовалковым планетарным станом РSW для производства мелкого сорта
№
п/п
|
Наименование продукции и вид стали |
Годовая программа |
Расх.
коэф-т,
Кр
|
Выход годного – ВГ, % |
Непрерывно-литая заготовка |
Обрезь |
Угар |
| тыс.т. |
% |
тыс.т |
% |
тыс.т |
% |
тыс.т |
% |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| 1 |
Сталь круглая (диам. 15-25мм), из среднеуглеродистой и низколегиров. стали |
60,0 |
10,0 |
1,042 |
96,0 |
62,52 |
9,97 |
1,75 |
2,8 |
0,75 |
1,2 |
| 2 |
Сталь круглая (диам. 15-25мм), из высокоуглеродистой и высоколегиров. стали |
120,0 |
20,0 |
1,050 |
95,2 |
126,0 |
20,1 |
4,16 |
3,3 |
1,89 |
1,5 |
| 3 |
Сталь квадратная со стороной квадр. 14-24мм из обыкновенной углеродистой стали |
30,0 |
5,0 |
1,033 |
96,8 |
30,99 |
4,95 |
0,71 |
2,3 |
0,28 |
0,9 |
| 4 |
Сталь квадратная со стороной квадр. 14-24мм из среднеуглеродист. и низколегир. стали |
30,0 |
5,0 |
1,042 |
96,0 |
31,26 |
4,99 |
0,88 |
2,8 |
0,38 |
1,2 |
| 5 |
Сталь шестигранная с диам. впис. окружности 15-25мм из высокоуглеродистой и высоколегирован. стали |
120,0 |
20,0 |
1,050 |
95,2 |
126,0 |
20,1 |
4,16 |
3,3 |
1,89 |
1,5 |
| 6 |
Сталь полосовая 4-12Ч40-60мм из среднеуглеродистой и низколегированной стали |
60,0 |
10,0 |
1,042 |
96,0 |
62,52 |
9,97 |
1,75 |
2,8 |
0,75 |
1,2 |
| 7 |
Сталь для армирования железобетонных конструкций%16-25 |
180,0 |
30,0 |
1,042 |
96,0 |
187,56 |
29,92 |
5,25 |
2,8 |
2,25 |
1,2 |
| Итого: |
600,0 |
100,0 |
1,045 |
95,72 |
626,85 |
100,0 |
18,66 |
2,98 |
8,19 |
1,30 |
Таким образом, для планируемой производительности необходимо 626,85 тыс.т литых сортовых заготовок, а для их получения необходимо выплавить 646,24тыс.т. стали.
5. Калибровка валков для прокатки круглой высокопрочной легированной стали диаметром 18мм высокой точности
Прокатка на проектируемом литейно-прокатном модуле с планетарным косовалковым станом производится в 13 клетях, которые условно, как было показано на рис.7, выделены в следующие группы: обжимную (в виде планетарной клети), черновую (в количестве 6 клетей), промежуточную (из 4-х клетей) и 2 чистовые группы (по 2 клети).
В обжимной планетарной косовалковой клети прокатка производится из круглой литой заготовки в круглую катаную с большой степенью деформации.
В дальнейшем прокатка круглой высокопрочной легированной стали диаметром 18мм высокой точности производится следующим образом.
В черновой группе клетей прокатка из круглой заготовки в овальный профиль производится по одной из систем вытяжных калибровок – системе овал – ребровой овал, которая наиболее подходит для производства круглых профилей высокой точности из высокопрочных легированных сталей [14].
Необходимый переход к ромбической и квадратной форме раската с последующим продольным разделением осуществляется в специальных калибрах подготовительной группы клетей по рекомендациям и методикам [12].
И, наконец, в чистовых группах клетей проката каждой нити разделенного раската, производится по системе квадрат-овал-круг, которая находит широкое применение для перевода квадратного сечения в круглое (для прокатки мелкосортной круглой стали [14].
Расчет калибровки круглой стали диаметром 18 мм производится против хода прокатки.
Расчет калибров чистовой группы клетей стана. Для прокатки круглой стали используют несколько схем калибровок, которые применяются в зависимости от размера профиля, качества стали, типа стана и его сортамента, а также других условий прокатки. Однако во всех случаях предчистовым калибром является либо обычный однорадиусный овал, либо плоский овал. Но более широко применяются предчистовые однорадиусные овальные калибры с отношением осей  =1.5 =1.5 , причем для хорошей устойчивости в круглом калибре овальный профиль должен иметь значительное притупление. Подготовительным калибром является разделительный калибр производящий два диагональных раската. , причем для хорошей устойчивости в круглом калибре овальный профиль должен иметь значительное притупление. Подготовительным калибром является разделительный калибр производящий два диагональных раската.
При всех способах прокатки чистовой круглый калибр выполняют с «развалом» - выпуском для предотвращения переполнения калибра и получения правильного круглого профиля. Построение такого круглого калибра показано на рис. 14.
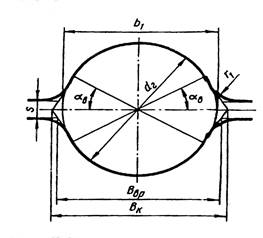
Рис.14. Построение чистового круглого калибра.
При конструировании чистового круглого калибра необходимо учитывать температурное расширение металла и допуски на отклонение размеров готового профиля.
Построение круглого калибра производится следующим образом. На окружности диаметра  лучами, проведенными из центра калибра под углом лучами, проведенными из центра калибра под углом  к горизонтальной оси, определятся точки начала выпуска боковых сторон калибра и определяют ширину калибра к горизонтальной оси, определятся точки начала выпуска боковых сторон калибра и определяют ширину калибра  [14]. [14].
Для расчета диаметра профиля в горячем состоянии в чистовой клети стана (клеть 13-я), используется выражение
 =(1.012 =(1.012 1.015)( 1.015)( + + ) (1) ) (1)
где - диаметр профиля в холодном состоянии;
 – минусовый допуск – минусовый допуск
Расчет будем производить при прокатке легированной стали 30ХГСА в круглый профиль  высокой точности. И, тогда согласно ГОСТ 2590-88, допуски составят: +0.1мм и -0.3мм, а диаметр профиля в горячем состоянии будет высокой точности. И, тогда согласно ГОСТ 2590-88, допуски составят: +0.1мм и -0.3мм, а диаметр профиля в горячем состоянии будет
= 1.013 (18- ) = 18.1 мм. ) = 18.1 мм.
Ширина чистового калибра  (согласно рис.14) будет (согласно рис.14) будет
 = = (2) (2)
Где  - угол выпуска, который на практике для диаметров круглой стали 10-30 мм принимают 26.5 - угол выпуска, который на практике для диаметров круглой стали 10-30 мм принимают 26.5
И тогда =  = 20.22 мм. = 20.22 мм.
Зазор между буртами калибра – S выбирают в пределах (0.08 0.15) 0.15) и тогда, и тогда,
S = 0.11 1.81 = 2.0 мм. 1.81 = 2.0 мм.
Точки пересечения линий зазора S с линией выпуска определяют ширину вреза ручья  , которая определяется как , которая определяется как
= -  ; ;
Подставляя значения получим
= 20.22 –  = 18.22мм. (3) = 18.22мм. (3)
Закругления буртов выполняют радиусом
 = (0.08 – 0.10) и тогда = (0.08 – 0.10) и тогда
=0.008518.1 = 1.5мм.
Профиль будет иметь круглую форму, если ширина  = = . При этом степень заполнения калибра - . При этом степень заполнения калибра -  будет будет
= = = = 0.895. (4) = 0.895. (4)
Правильно выполненный круглый профиль в чистовом калибре 13-ой клети будет иметь площадь поперечного сечения
 = =  = =  = 257.3 = 257.3  (5) (5)
Чистовая группа клетей имеет обе группы клети с номинальным диаметром валков 250мм, при этом чистовая (13-я) - горизонтальные валки, а предчистовая (12-я) – вертикальные валки.
Итак, чистовая (13-я) клеть имеет круглый калибр, предчистовая (12-я) клеть – однорадиусный овальный калибр, а подготовительный калибр (11-я) клеть представляет собой разделительный сдвоенный диагональный квадрат.
Номинальный диаметр валков 11-й клети, входящий уже в подготовительную группу клетей составляет 330мм.
Валки чистовой и предчистовой группы клетей изготавливаются из отбеленного чугуна. Скорость прокатки в чистовой клети стана профилей круглого сечения высокой точности из высокопрочных легированных сталей принимается около 8  . Температура прокатки 950°С. . Температура прокатки 950°С.
Для определения коэффициента вытяжки в чистовом калибре можно использовать формулу [11], которая имеет вид
 =1.12+0.0004 =1.12+0.0004 (6) (6)
Где - соответствует диаметру чистового калибра в горячем состоянии, т.е. =
И тогда,
 = 1.12=0.0004∙1.81 = 1.127 = 1.12=0.0004∙1.81 = 1.127
Уширение в чистовом круге определяется по формуле [14], которая имеет вид
∆ =[0.11-0.0003+0.35(-1)-0.00004(800-Д)] (7) =[0.11-0.0003+0.35(-1)-0.00004(800-Д)] (7)
Где Д – номинальный диаметр валков, мм.
И тогда,
∆ =[0.11-0.0003∙1.81+0.35(1.127-1)-0.00004(800-250)]∙1.81=2.3мм. =[0.11-0.0003∙1.81+0.35(1.127-1)-0.00004(800-250)]∙1.81=2.3мм.
В качестве предчистового калибра может быть использован простой однорадиусный овальный калибр, построение которого представлено на рис. 15
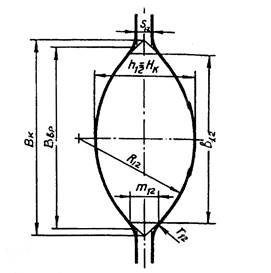
Рис.15. Построение однорадиусного овального калибра.
Для построения калибра используются определенные в соответствии с принятым при расчете калибровки режимом обжатий размеры высоты овального калибра  и ширины . В практических калибровках используются овалы с отношением размеров и ширины . В практических калибровках используются овалы с отношением размеров
 = = =1.5ч4.5. =1.5ч4.5.
Площадь предчистового овала
 =∙=257.3∙1.127=290. (8) =∙=257.3∙1.127=290. (8)
Толщина предчистового овала = , определяется как , определяется как
=-∆=18.1-2.3=15.8мм. (9)
Ширина предчистового овала
 = = = = =26.2мм. (10) =26.2мм. (10)
Обжатие в чистовом калибре
∆ =-=26.2-18.1=8.1мм. (11) =-=26.2-18.1=8.1мм. (11)
Угол захвата в чистовом калибре
 =arccos(1- =arccos(1- )=arccos(1- )=arccos(1- )=15°19’ (12) )=15°19’ (12)
Допускаемый угол захвата можно определить по методике [13] с учетом значений коэффициентов для схемы прокатки овал-круг по формуле
 = = , (13) , (13)
где v – скорость прокатки, ;
 - коэффициент, учитывающий состояние поверхности валков (для чугунных валков =10); - коэффициент, учитывающий состояние поверхности валков (для чугунных валков =10);
M – коэффициент, учитывающий марку прокатываемой стали ( для легированной стали M=1.4);
t – температура прокатываемой полосы, ℃;
 - степень заполнения предыдущего по ходу прокатки калибра; - степень заполнения предыдущего по ходу прокатки калибра;
Kб;  ; ;  ; ; ; ;  ; ;  ; ;  - значения коэффициентов, определяемых при различных схемах прокатки (вытяжных калибров), определяются по таблице [11]; для системы овал-круг ( - значения коэффициентов, определяемых при различных схемах прокатки (вытяжных калибров), определяются по таблице [11]; для системы овал-круг ( =1.25; =27.74; =2.3; =1.25; =27.74; =2.3;  =0.44; =2.15; =19.8; =3.98). =0.44; =2.15; =19.8; =3.98).
Примем степень заполнения предчистового овального калибра =0.9
И, тогда максимально допускаемое значение угла захвата в чистовом калибре составит
 =1.25 =1.25
Поскольку <, условия захвата в чистовом калибре обеспечивается.
Отношение осей овального профиля, задаваемого в чистовой калибр, составляет
 = = = = =1.66. (14) =1.66. (14)
При степени заполнения предчистового овального калибра =0.9, найдем ширину предчистового овального калибра
 = = = = =29.1мм. (15) =29.1мм. (15)
Коэффициент формы калибра определяется как
 = = = = =1.84. =1.84.
Радиус очертания ручья овального калибра
 = = = = =17.4мм. (16) =17.4мм. (16)
Определим допустимое отношение осей овальной полосы по условию устойчивости ее в круглом калибре по методике [15] по формуле
 = = ( ( - - ∙ v+ ∙ v+ , (17) , (17)
где:  ; ; ; ;  ; ;  ; ;  ; ;  - значения коэффициентов, определяемых для схемы прокатки овал-круг, определяемые по таблице [13] ( - значения коэффициентов, определяемых для схемы прокатки овал-круг, определяемые по таблице [13] (
И тогда,
 - 5∙ - 5∙
Так как  , условия устойчивости профиля выполняется. , условия устойчивости профиля выполняется.
Так как , условия устойчивости профиля выполняется.
Зазор S по буртам овального калибра принимаем согласно [11] в пределах (0.15-0.2)
И тогда,
S=0.16∙=0.16∙15.8=2.5мм. (18)
Радиусы закругленных углов в овальном калибре  = (0.1-0.4) = (0.1-0.4) . .
И тогда,
 (19) (19)
Притупление овального калибра на практике чаще всего составляет

И тогда
 =0.2∙15.8=3.2мм (20) =0.2∙15.8=3.2мм (20)
Площадь сечения одного из подготовительных квадратов в сдвоенном разделительном калибре 11-й клети можно определить как для обычного диагонального квадратного калибра.
И тогда, его площадь будет равна
 (21) (21)
Коэффициент вытяжки подготовительного квадрата в овальном калибре 12-й клети может быть определен согласно рекомендациям методике [14]. Так, согласно этой методике рекомендуется общий коэффициент вытяжки при прокатке квадрата в овальном и круглом калибре определять из графика в зависимости от диаметра получаемой круглой стали. При заданном диаметре круглой стали равном 18 мм, общий коэффициент вытяжки будет  =1.41. И так как =1.41. И так как
= , (22) , (22)
то тогда
 = = = =  = 1.25 (23) = 1.25 (23)
Площадь задаваемого квадрата определится по формуле (21) и будет
 = 290∙1.25=362 = 290∙1.25=362  . .
Построение стандартного диагонального квадратного калибра представлено на рис.16
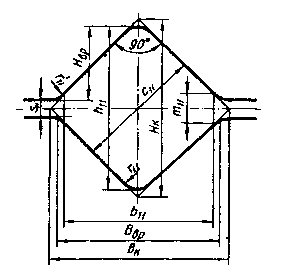
Рис. 16. Построение стандартного диагонального квадратного калибра.
Угол при вершине должен быть 90° и  = = . Степень заполнения квадратного калибра рекомендуется 0.9. Приближенно можно принять . Степень заполнения квадратного калибра рекомендуется 0.9. Приближенно можно принять
=0.98 (24) (24)
И тогда сторона квадрата калибра – c будет
 = =  = 19.2мм. (25) = 19.2мм. (25)
Радиус закругления вершины квадратного калибра определяется как
 =(0.1ч0.2) =(0.1ч0.2) = 0.105∙19.2 = 2мм (26) = 0.105∙19.2 = 2мм (26)
Закругление бунта выполняют радиусом  , который определяется как , который определяется как
= (0.10ч0.15) = (0.10ч0.15) = (0.10ч0.15) = 0.11∙19.2∙ = 0.11∙19.2∙ = 3мм. (27) = 3мм. (27)
Высота профиля, выходящего из квадратного калибра будет несколько меньше высоты калибра из-за закруглений вершин радиусом , и тогда
 = = -0.83=∙19.2-0.83∙2=25.5мм (28) -0.83=∙19.2-0.83∙2=25.5мм (28)
Как уже было отмечено, калибр в 11-й клети представляет сдвоенный диагональный квадратный калибр в котором производится прокатка разделения. Построение и общий вид этого калибра приведен на рис. 17. На этом же рисунке наложен контур очертания раската из 10-й клети, поступающего в этот калибр.
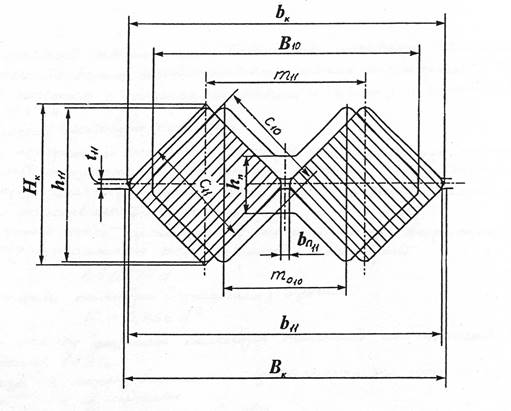
Рис.17. Построение и общий вид сдвоенного диагонального квадратного калибра, производящего прокатку-разделение.
Продольное разделение многониточного раската контролируемым разрывом осуществляется путем создания в зоне перемычки растягивающих напряжений под действием осевых сил со стороны боковых поверхностей гребней двухручьевых калибров, внедряемых в металл как это может быть показано на рис.18.
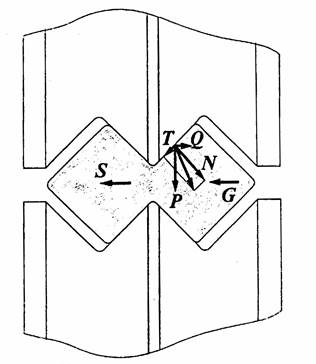
Рис.18. Схема силового взаимодействия валка и раската при контролируемом разрыве.
В момент захвата за счет смятия поверхности раската внутренними боковыми гранями ручьев калибра возникает нормальная сила N и сила трения T. Равнодействующую этих сил можно разложить на поперечную Q и вертикальную P составляющие. Под действием силы P осуществляется обжатие металла валками, сила Q способствует растяжению перемычки в поперечном направлении и вызывает появление силы сопротивления растяжения перемычки S и силы сопротивления пластическому изгибу крайней заготовки в сторону разъема калибра G.
Путем измерения толщины перемычки задаваемого раската -  и зазора между гребнями валков – t разделяющего калибра (см. рис.17) можно менять радиус кривизны передних концов разделенных профилей на выходе из валков и на условия разделения раската. Отсутствие в месте разделения профилей шейки разрыва перемычки позволяет получить качественную поверхность готового профиля при минимальном числе последующих проходов с обжатием мест разделения. В связи с этим способ продольного разделения раската контролируемым разрывом рекомендован [12] к использованию в чистовых клетях прокатных станов. и зазора между гребнями валков – t разделяющего калибра (см. рис.17) можно менять радиус кривизны передних концов разделенных профилей на выходе из валков и на условия разделения раската. Отсутствие в месте разделения профилей шейки разрыва перемычки позволяет получить качественную поверхность готового профиля при минимальном числе последующих проходов с обжатием мест разделения. В связи с этим способ продольного разделения раската контролируемым разрывом рекомендован [12] к использованию в чистовых клетях прокатных станов.
Исследования [12] продольного разделения двухниточного раската контролируемым разрывом показали, что толщина перемычки задаваемого в разделительную клеть раската должна быть равнв 0.5ч0.55 стороны квадрата  . .
Исследование [1] величины зазора между гребнями валков  влияет на изменение кривизны передних концов разделенных квадратных профилей при выходе из валков. Так, прямолинейность выхода получаласть при зазоре =16мм равном толщине перемычки, то выбираем влияет на изменение кривизны передних концов разделенных квадратных профилей при выходе из валков. Так, прямолинейность выхода получаласть при зазоре =16мм равном толщине перемычки, то выбираем 
Из практики расчета калибровок при прокатке-разделении квадратных профилей [12], коэффициент обжатия сторон квадратного профиля  принимают в пределах 1.10-1.15. И тогда, из выражения принимают в пределах 1.10-1.15. И тогда, из выражения  (выбирая (выбирая  ) определим сторону квадрата в 10-м калибре ) определим сторону квадрата в 10-м калибре
 =19.2∙1.125=21.6 мм. (29) =19.2∙1.125=21.6 мм. (29)
Площадь разделительного сдвоенного калибра 11-й клети равна фактически удвоенной площади расчетного диагонального квадрата .
И тогда  (30) (30)
Расстояние между осями ручьев в калибре 11-й клети -  , определяется как , определяется как
 мм (31) мм (31)
Длина перемычки между ручьями в этом калибре определяется как
 мм (32) мм (32)
Как было указано выше толщина перемычки в 10-й клети может быть определена как
 мм (33) мм (33)
Длину перемычки в калибре 10-й клети рекомендуется брать около 2мм, т.е.  . .
Для проверки на захват поступающего в калибр 12-й клети раската, необходимо провести расчет абсолютного обжатия в этом калибре и сравнить с допускаемыми данными.
При входе квадратного профиля в овальный калибр абсолютные обжатия по середине и краям профиля будут разными и определяются геметрически наложением сечения квадратного профиля на овальный калибр и будут по середине калибра
∆ мм (34) мм (34)
Обжатия по крайним точкам квадрата в овальном калибре на основании геометрических преобразований ориентировочно будут ∆ . .
Как видно, эти абсолютные обжатия меньше чем абсолютные обжатия в 13-м калибре и, следовательно, при одинаковом номинальном диаметре валков и том же материале проверка на допустимые условия захвата не требуется.
С учетом изложенного, построение и общий вид подготовительного калибра в 10-й клети (перед прокаткой-разделением) может быть представлен на рис.19.

Рис.19. Построение и общий вид подготовительного калибра в 10-й клети стана.
Некоторые размеры калибра можно определить следующим образом: принимаем на основании существующих калибровок при прокатке-разделении длину перемычки  ; ;
радиус закругления вершины квадратного калибра в этой клети
 =3мм. =3мм.
Величина  может быть определена согласно рис.17 по формуле может быть определена согласно рис.17 по формуле
 мм (35) мм (35)
Высота раската, выходящая из калибра 10-й клети
 мм (36) мм (36)
Расстояние между осями ручьев в калибре 10-й клети -  , определяется как , определяется как
 мм (37) мм (37)
Величина зазора по буртам калибра в 10-й клети принимается  мм. мм.
Площадь раската, выходящая из калибра 10-й клети, может быть определена согласно рис.17, как

= (38) (38)
Подставляя значения указанных параметров получим

Площадь не разделенного раската в калибре 11-й клети равна удвоенной площади диагонального квадратного раската, т.е.
И тогда, коэффициент вытяжки в калибре 11-й клети определяется как
 (39) (39)
Теоретическая ширина раската, выходящая из 11-й клети
 мм (40) мм (40)
Теоретическая ширина раската, выходящая из 10-й клети (при радиусе закругления у бурта  =5) =5)
 мм (41) мм (41)
Для проверки на захват поступающего в калибр 11-й клети раската, необходимо провести расчет абсолютного обжатия в характерных точках калибра и сравнить с допускаемыми данными.
Так, величина абсолютного обжатия в районе перемычки двухниточного раската будет
∆ мм, (42) мм, (42)
а в районе разрыва осей ручьев составит
∆ мм (43) мм (43)
легированный сталь прокат литейный модуль
Итак, как видно, здесь требует проверки на условие захвата район перемычки раската.
Угол захвата в районе перемычки при прокатке в калибре 11-й клети может быть определен как
 , (44) , (44)
где: Д –номинальный диаметр валков в 11-й клети (Д = 33мм).
Допускаемый угол захвата в этом калибре можно определить по методике М.С. Мутьева и П.Л. Клименко [14], для этого необходима скорость прокатки в этой клети, которая будет
 5.67м/с, (45) 5.67м/с, (45)
и тогда максимальный допускаемый угол захвата определяется по формуле (t = 980℃)
 (46) (46)
Поскольку  , условия захвата в 11-м разделительном калибре выполняются. , условия захвата в 11-м разделительном калибре выполняются.
Калибр в 9-ой клети промежуточной группы клетей, расположен в вертикальных валках и может в большой степени напоминатьдиагональный квадратный калибр, но имеет свои особенности. Он предназначен для прокатки ромбического раската и в районе разъема имеет более стесненную форму чем обычный диагональный калибр. Прокатака в этом калибре предусматривает деформационную проработку будущих боковых горизонтальных частей двухниточного проката, который будет подвергаться прокатке-разделению. С учетом изложенного построение и общий вид этого подготовительного калибра в 9-клети может быть представлен на рис.20.
Рис.20. Построение и общий вид подготовительного калибра в 9-й клети стана.
Для определения ряда параметров калибра используем некоторые эмперические зависимости, полученные в аналогичных калибровках при прокатке-разделении [12].
Так, сторона квадрата  как и для 10-го калибра может быть определена как как и для 10-го калибра может быть определена как
 мм (47) мм (47)
Величина  , представляющую среднюю часть калибра рекомендуется брать как 40% от диагональной части калибра. , представляющую среднюю часть калибра рекомендуется брать как 40% от диагональной части калибра.
И тогда,
 мм (48) мм (48)
Уклон буртов в средней части калибра на основании практических данных берем в пределах 25%, это позволяет получить максимальную ширину раската.
 мм (49) мм (49)
Ширина диагональной квадратной части калибра будет
 мм (50) мм (50)
На основании практических данных калибровок по прокатке-разделению [12] принимаем радиусы закруглений у вершин калибров и у буртов одинаковыми и равными 5мм, т.е.  мм. мм.
Толщина калибра 9-й клети будет
 мм. (51) мм. (51)
Толщина раската, выходящего из калибра 9-й клети
 мм. (52) мм. (52)
Также на основании практических данных [1] величину зазора по буртам калибра принимаем 5мм, т.е.  мм. мм.
Площадь раската, выходящего из 9-й клети может быть определена как
 , (53) , (53)
и тогда, подставляя значения указанных параметров, получим

Коэффициент вытяжки в калибре 10- клети определяется как
 . (54) . (54)
Для проверки на захват, поступающего в калибр 10-й клети раската, необходимо провести расчет абсолютного обжатия в этой клети.
Так как формы калибров 9-й и 10-й клети сильно различаются по конфигурации, то заменем их площадь приведенной (прямоугольной формы), где ширина полосы будет равна ширине раската, а толщина приведенной полосы может определена
 мм (55) мм (55)
и
 мм (56) мм (56)
Приведенная величина абсолютного обжатия будет
∆ мм (57) мм (57)
Приведенная величина угла захвата в калибре 10-й клети будет
 (58) (58)
Как видно приведенный угол захвата значительно меньше ранее подсчитанных максимальных значений для подобных условий и, следовательно, условие захвата должно выполняться.
Наиболее целесообразной формой калибра 8-клети является ромбический калибр, расположенный в горизонтальных валках. Построение и общий вид этого калибра представлено на рис.21.

Рис.21. Построение и общий вид подготовительного ромбического калибра в 8-й клети стана.
Размеры и  ромбического калибра определяют в процессе расчета калибровки с учетом заданной величины коэффициента вытяжки в калибре, правильного заполнения калибра, а также с учетом получения размеров сечения, удовлетворяющих условиям прокатки в следующем калибре. ромбического калибра определяют в процессе расчета калибровки с учетом заданной величины коэффициента вытяжки в калибре, правильного заполнения калибра, а также с учетом получения размеров сечения, удовлетворяющих условиям прокатки в следующем калибре.
На практике используются ромбические калибры, характеризующиеся величиной  . .
Для предотвращения образования в зазорах калибра «лампасов» рекомендуется принимать степень заполнения калибров
д =  . (59) . (59)
Определяем максимально допустимый угол захвата в этом калибре по формуле М.С.Мутьева и П.Л.Клименко [14], если v=3.9м/с; t=990℃ и валки стальные по формуле [14], при v=2-4м/с
 , (60) , (60)
И тогда

и тогда величина максимального абсолютного обжатия будет
( мм) мм)
∆ мм (61) мм (61)
При прокатке ромбической заготовки в квадратном калибре (условно можно считать прокатку ромбического раската в 9-м калибре). Сторона приведенного квадрата может быть определена как
 мм (62) мм (62)
Возможная ширина раската, выходящая из ромбического калибра 8-й клети будет
 мм (63) мм (63)
Принимаем коэффициент вытяжки в 9-м калибре  , можно вычислить площадь раската в 8-м калибре как , можно вычислить площадь раската в 8-м калибре как
 (64) (64)
И тогда, толщина раската, выходящая из ромбического калибра 8-й клети будет
 мм (65) мм (65)
Необходимо рассчитать уширение в 9-м калибре, чтобы выявить не будет ли переполнение калибра.
Уширение ромбической полосы в квадратном калибре, если сторона квадратного (диагонального) калибра >30мм определяется по следующей формуле [11].
 (66) (66)
и тогда, подставляя значения получим

 мм мм
С учетом уширеня ширина раската в 9-м калибре должна быть
 мм (67) мм (67)
и как видно такой раскат из ромбического калибра в квадратном может быть прокатан без переполнения калибра, т.к.  и как видно и как видно  . .
Остальные размеры ромбического калибра определяются из следующих эмперических рекомендаций [11]
Так,
 (68) (68)
 (69) (69)
Отношение диагоналей в калибре расчетное
 , (70) , (70)
что как видно находится в рекомендованных пределах.
Величину зазора у разъема калибра принимаем равным 5мм, т.е.  . .
Теоретическая высота ромбического калибра -  может быть определена по формуле [14] может быть определена по формуле [14]
 мм (71) мм (71)
Притупление - ромбической полосы у разъема калибра определяется как ромбической полосы у разъема калибра определяется как
 мм (72) мм (72)
Теоретическая ширина ромбического калибра -  определяется как определяется как
 мм (73) мм (73)
Угол при вершине – в может быть определен как
 , откуда , откуда  (74) (74)
и тогда
в = 2∙arctg1.98 = 126.4°
Сторона ромба -  определяется как определяется как
 мм (75) мм (75)
В черновой группе клетей, состоящей из 6 – ти рабочих клетей дуо с чередующимися горизонтальными и вертикальными валками прокатка круглой заготовки диаметром 80мм, постапающая из обжимной косовалковой планетарной клети прокатывается по системе вытяжных калибров овал-ребровой овал. Эта система получила широкое распространение при прокатке на непрерывных станах круглой стали повышенной точности из легированных и высокопрочных сталей [14-16].
В 7-й клети черновой группы калибр представляет ребровой овал, распологающийся в вертикальных валках. Построение и общий вид этого калибра представлены на рис.22.
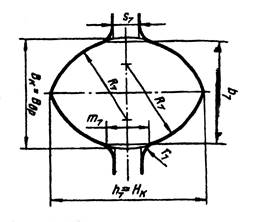
Рис.22. Построение и общий вид чернового калибра «ребрового овала» в 7-й и других клетях черновой группы стана.
Коэффициент вытяжки в ромбическом калибре 8-й клети раската в виде ребрового овала на основании практических данных можно рекомендовать в пределах 1.2-1.4. И тогда, площадь раската, выходящая из калибра в виде ребрового овала в 7-й клети будет
 (76) (76)
Суммарный коэффициент вытяжки в черновой группе клетей будет
 , (77) , (77)
где  - площадь круглого раската, выходящего из обжимной планетарной клети, . - площадь круглого раската, выходящего из обжимной планетарной клети, .
Ранее на основании практических зарубежных данных [4] было показано, что с учетом деформации в планетарной клети непрерывно-литых заготовок диаметром 200мм, оптимальным по кинематическим зависимостям раскат, выходящий из этой клети должен иметь круглое сечение диаметром 80мм.
И тогда,
Средний коэффициент вытяжки в этой системе калибров будет
 (78) (78)
Обычно, как показывает практика [14], в ребровом овальном калибре вытяжка находится в пределах  , а в овальных калибрах вытяжка обычно выше. И тогда, принимая вытяжку в ребровых овальных калибрах , а в овальных калибрах вытяжка обычно выше. И тогда, принимая вытяжку в ребровых овальных калибрах  , вытяжку в овальных калибрах рекомендуется рассчитывать по формуле , вытяжку в овальных калибрах рекомендуется рассчитывать по формуле
 (79) (79)
Во 2-й клети круг должен прокатываться в овальном калибре, что приводит к уменьшению коэффициента вытяжки и тогда
 (80) (80)
При отношении  раскат становится неустойчивым при прокатке в ребровом овальном калибре. Обычно используют овалы с соотношением раскат становится неустойчивым при прокатке в ребровом овальном калибре. Обычно используют овалы с соотношением  . В ребровых овальных калибрах соотношение между высотой и шириной калибра составляет . В ребровых овальных калибрах соотношение между высотой и шириной калибра составляет
 =1.05ч1.25. =1.05ч1.25.
Определим допустимый угол захвата в ромбическом калибре 8-клети, если v =3.4 м/с; t = 995℃ и валки чугунные, по формуле [14] в диапазоне v = 2-4м/с.
 (81) (81)
И тогда, величина максимального абсолютного обжатия при  , будет , будет
 мм. (82) мм. (82)
Толщина раската, выходящего из 7-й клети будет и определяется как
 мм (83) мм (83)
Ширина раската, выходящего из 7-й клети будет  и определяется как и определяется как
 мм (84) мм (84)
Величину радиуса овала определяют по формуле
 мм (85) мм (85)
Закругление бурта выполняют радиусом
 мм (86) мм (86)
Рекомендуется степень заполнения калибра  , (принимаем , (принимаем  ). ).
Величину зазора принимаем
 мм (87) мм (87)
Величину притупления овала при  определяем равной величине зазора т.е. определяем равной величине зазора т.е.  мм. мм.
Общая схема расположения вытяжных калибров черновой группы клетей стана представлена на рис.23.
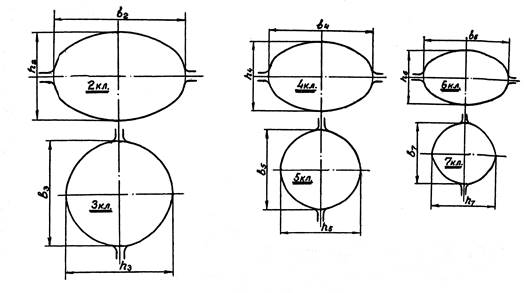
Рис.23. Общая схема расположения калибров по системе овал-ребровой овал в черновой группе клетей 420.
Итак, как видно, в 6-й клети калибр выполняется овальным и распологается в горизонтальных валках.
Площадь овала этого калибра определяется как
 . (88) . (88)
Овальный калибр выполняется однорадиусным и схематично ничем не отличается от ранее рассмотренного овального калибра в читовой группе клетей (см. рис.15).
Высота овального калибра
 (89) (89)
где  - уширение овальной полосы в ребровом овальном калибре, рекомендуется определять по формуле - уширение овальной полосы в ребровом овальном калибре, рекомендуется определять по формуле
 ∙ ∙ (90) (90)
где Д – диаметр валков, равный 420мм
И, тогда
 (91) (91)
Ширина раската, выходящая из овального калибра
 (92) (92)
Как известно, площадь овального калибра представляет собой
 (93) (93)
Формулу (93) можно представить в виде квадратного уравнения, решение которого позволяет определить 

после раскрытия скобок получим
 (94) (94)
И тогда, абсолютное обжатие в ребровом овальном калибре 7-й клети будет  мм. мм.
Определим допустимый угол захвата в ребровом овале 7-й клети, если v =2.8м/с; t = 1000℃ и валки стальные и тогда, по формуле в диапазоне 2-4 м/с допустимый угол захвата будет
 (95) (95)
И тогда, величина максимального допустимого обжатия при  . .
 мм (96) мм (96)
Как видно условия захвата выполняются, а уширение будет  . .
Окончательно размеры овала в калибре 6-й клети будут
 и и  мм. мм.
Остальные размеры овального калибра будут: радиус ручьев определяется как
 мм (97) мм (97)
Зазор S по буртам калибра будет
 мм (98) мм (98)
Радиус закруглений углов
 мм (99) мм (99)
Как видно из рис.23 в 5-й клети калибр представляет ребровой овал и распологается в вертикальных валках.
Калибровка валков в парах калибров 4 и5-ой клетей, 2 и 3-ей клетей производится аналогично приведенным расчетам калибровки калибров 6 и 7 клетей и, согласно общей схеме расположения калибров (см.рис.23) во 2-ой клети калибр выполняется в виде однорадиусного овала и располагается в горизонтальных валках. В этом калибре предполагается прокатка круглого профиля диаметром 80мм, поступающего из обжимной планетарной 3-х валковой клети с косым расположением валков.
Коэффициент вытяжки в овальном калибре 2-й клети составит
 (100) (100)
Где  - площадь сечения круглого раската (диаметром 80мм), поступающего из обжимной планетарной клети. - площадь сечения круглого раската (диаметром 80мм), поступающего из обжимной планетарной клети.
Абсолютное обжатие по вершинам в овальном калибре 2-клети будет
 (101) (101)
Среднее абсолютное обжатие при прокатке круга в овальном калибре 2-й клети будет
 (102) (102)
При прокатке круглой заготовки в овальном калибре уширение можно определить про приближенной формуле

 (103) (103)
Возможная ширина раската в овальном калибре 2-й клети будет
 , ,
что как видно несколько меньше и, следовательно переполнения калибра не будет.
Калибровка обжимной косовалковой планетарной клети заключается в установке наклонных конических валков, которые при вращении вокруг своей оси и планетарном движении должны образовывать просвет с необходимым вписанным кругом (в рассматриваемом случае диаметром 80 мм) на выходе раската из валков, и аналогично с необходимым вписанным кругом (диаметром 200мм) на входе заготовки в валки. В задачу калибровки валков входит определение длины очага деформации, которая определяется конической частью валка, углом наклона валков, диаметром валков.
Общая схема очага деформации с указанием необходимых для осуществления прокатки рассматриваемой заготовки, параметров калибровки наклонных конических валков, представлена на рис.24.
Определение указанных на схеме параметров и представляет собой задачу калибровки валков обжимной косовалковой планетарной клети.
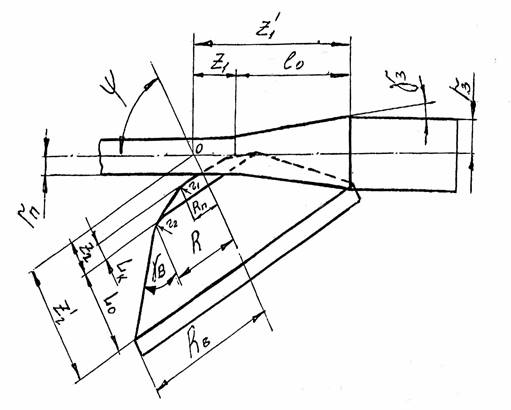
Рис.24. Общая схема калибровки валков обжимной планетарной 3-х валковой клети в очаге деформации при прокатке круглой заготовки.
Размеры представленные на рис.22, характеризуют следующие параметры:
 - расстояние от оси прокатки в точке скрещивания; - расстояние от оси прокатки в точке скрещивания;
 - то же, но суммарное по оси валка; - то же, но суммарное по оси валка;
 и и  - соответственно радиусы заготовки и проката; - соответственно радиусы заготовки и проката;
 - угол наклона образующей конуса очага деформации; - угол наклона образующей конуса очага деформации;
 - угол наклона образующей поверхности валка; - угол наклона образующей поверхности валка;
Ш - угол скрещивания валка с осью прокатки;
 - соответственно радиусы валка на пережиме, калибрующем участке и максимальный (на входе заготовки); - соответственно радиусы валка на пережиме, калибрующем участке и максимальный (на входе заготовки);
А – тангенсиальное смещение валка (на рисунке не показано).
На основании практических данных, полученных из условий конструирования и опыта работы подобных станов рекомендуется выбирать некоторые элементы и параметры калибровки валков в таких пределах:
 (т.е диаметр валка в пережиме (т.е диаметр валка в пережиме  ); );
 (т.е макимальный диаметр валка (т.е макимальный диаметр валка  ); );
Ш = 45-60° (т.е угол скрещивания берем ш = 55°);
угол между линией центров вала-заготовки и линией проекции валка щ = 45°.
Коэффициент вытяжки в 1-й клети
м = 
Остальные два рабочих валка обжимной клети имеют те же размеры, которые были представлениы выше для расчитываемого валка.
В расчетах калибровки были использованы параметры скорости раската и температуры по клетям.
Так, скорости по выходу из клетей рассчитывались по формуле
 (104) (104)
И тогда, принимая скорость готового раската (в виде круга диаметром 18мм) из последней клети стана 8 м/с получим:
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
 ; ;
Скорость входа заготовки в 1-ю (планетарную) клеть будет  или примерно 7.9м/мин. или примерно 7.9м/мин.
Общее изменение температуры металла при прокатке может быть определено по формуле [13]
 (105) (105)
Где  и и  – понижение температуры металла вследствие отдачи теплоты излучением и конвекцией в окружающую среду; – понижение температуры металла вследствие отдачи теплоты излучением и конвекцией в окружающую среду;
 - понижение температуры металла вследствие отдачи теплоты теплопроводностью при контакте с валками, проводками, роликами рольгангов; - понижение температуры металла вследствие отдачи теплоты теплопроводностью при контакте с валками, проводками, роликами рольгангов;
 - повышение температуры металла вследствие перехода механической энергии деформации в теплоту. - повышение температуры металла вследствие перехода механической энергии деформации в теплоту.
При сортовой прокатке рекомендуется учитывать лишь такие составляющие как  и и тогда формулу (178) можно приближенно записать как и и тогда формулу (178) можно приближенно записать как
 (106) (106)
И тогда, на основе использования метода, изменение температуры раската за время прокатки в калибре и перемещения к следующему калибру составит
 (107) (107)
Где  - температура раската перед входом в рассматриваемый калибр, ℃; - температура раската перед входом в рассматриваемый калибр, ℃;
П – периметр поперечного сечения раската после прохода, мм;
F – площадь поперечного сечения раската после прохода, ;
ф – время охлаждения раската, с;
- повышение температуры металла в калибре, ℃ и определяется по формуле
 , (108) , (108)
Где
р – сопротивление металла пластической деформации, МПА;
м – коэффициент вытяжки.
Так, например, изменение температуры металла за время движения заготовки от нагревательной печи до 1-ой клети стана по формуле (200) составит (если температура нагрева заготовки  , ,  , ф= , ф= , П=п∙200=628мм, F=31416) , П=п∙200=628мм, F=31416)

Повышение температуры металла в 1-ой (планетарной) клети за счет интенсивной деформации можно определить по формуле (201) принимая р=100МПА и  и тогда и тогда
 . .
Окончательно температура металла после прокатки в каждой клети с учетом изменения температур раската, рассчитанных по формулам (107) и (108) и внесенных практических поправок составит:            и и 
Основные размеры раската и параметры калибровки при прокатке круга диаметром 18мм из заготовки диаметром 200мм по клетям стана приведены в таблице 3.
Таблица 3. Основные калибровки по проходам при прокатке круга ∅18мм из заготовки ∅200мм.
| № прохо-да |
Вид калибра |
Расположение валков |
Размера раската |
Обжатие,  , мм , мм |
Ушире-ние,
∆b, мм
|
Площадь калибра, F, мм |
Коэф. Вытяжки, м |
Тем-ра раската, t,℃ |
Скорость прокатки v, м/с |
Примечание |
| Толщи-на, h |
Ширина, b |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
| Начальные условия: |
 |
31416 |
1050 |
0.13 |
Тем-ра нагрева |
| 1 |
3-х валковый |
Наклонные |
d=80мм |
∆d=120мм |
5027 |
6.25 |
1030 |
0.82 |
Косовалк. Планет. Клеть. |
| 2 |
Однорадиусный овал |
Горизонтальное |
56.2 |
109.7 |
23.8 |
29.7 |
4284 |
1.18 |
1025 |
0.97 |
| 3 |
Ребровой овал |
Вертикальное |
77.6 |
61.6 |
32.1 |
5.4 |
3553 |
1.2 |
1020 |
1.16 |
| 4 |
Однорадиусный овал |
Горизонтальное |
45.5 |
89.2 |
16.1 |
11.3 |
2842 |
1.25 |
1015 |
1.45 |
| 5 |
Ребровой овал |
Вертикальное |
62.4 |
50.6 |
26.8 |
5.1 |
2368 |
1.2 |
1010 |
1.75 |
| 6 |
Однорадиусный овал |
Горизонтальное |
37.3 |
72.5 |
13 |
10.1 |
1894 |
1.25 |
1005 |
2.18 |
| 7 |
Ребровой овал |
вертикальное |
50.1 |
42 |
22.4 |
4.7 |
1578 |
1.2 |
1000 |
2.62 |
| 8 |
Ромб |
Горизонтальное |
35 |
69.3 |
7.0 |
19.2 |
1214 |
1.3 |
995 |
3.40 |
| 9 |
Диагон. квадратн. типа |
Вертикальное |
43.8 |
37.7 |
25.5 |
2.7 |
1074.4 |
1.13 |
990 |
3.85 |
| 10 |
Сдвоенный диагон. квадр. типа |
Горизонтальное |
28.06 |
47.6 |
6.34 |
3.8 |
879.3 |
1.22 |
985 |
4.69 |
| 11 |
Сдвоенный диагональный квадратн. |
Горизонтальное |
25.5 (19.2) |
52.6 (19.2) |
2.56 |
5.0 |
724/962 |
1.21 |
980 |
5.68 |
Разделение раската в калибре |
| 12 |
Однорадиусный овал |
Вертикальное |
15.8 |
26.2 |
3.4 |
7.0 |
290 |
1.25 |
955 |
7.1 |
Кантовка на 45° |
| 13 |
Круг |
Горизонтальное |
18.1 |
18.22 |
8.1 |
2.3 |
257.3 |
1.127 |
950 |
8.0 |
Расчетные схемы калибров валков по всем клетям стана при прокатке круга ∅18мм из непрерывнолитой заготовки ∅200мм приведены на рис. 25.
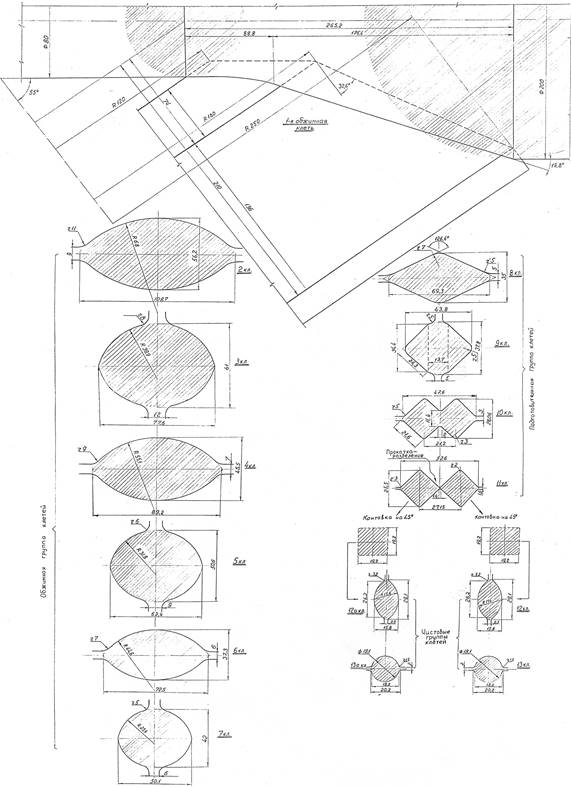
Рис.25. Калибровка валков для прокатки круглой стали ∅18мм в чистовой, подготовительной, черновой и обжимной группах клетей стана.
6. Выбор и расчет скоростного режима прокатки по клетям (проходам с учетом разливки на МНЛЗ)
Определение скоростей прокатки по клетям для расчетного профиля было выполнено в предыдущем разделе при расчете калибровки в зависимости от выбранной скорости прокатки. В данном разделе предлагается подход к выбору скоростей прокатки профилей в зависимости от их сортамента, технических возможностей стана и оптимальных условий производительности МНЛЗ.
Сортамент профилей проектируемого литейно-прокатного модуля включает ряд профилей указанных в ранее приведенной укрупненной программе производства. (см. табл. 1). Как видно сортамент профилей для скорости их прокатки наиболее целесообразно сгруппировать по их сечению и группам сталей, углеродистых и легированных. Такой подход позволит оптимально загрузить двигатели согласно рассчитанной их мощности и получить требуемую производительность стана с учетом возможностей МНЛЗ. Так, максимальную скорость прокатки 10 м/с предлагается назначить для наиболее мелкого сорта стана из рядовых углеродистых сталей, а минимальную – 6 м/с будет у наиболее крупной части сорта из легированных сталей. Параметром размера профиля может быть площадь его поперечного сечения.
И тогда, для всех остальных профилей, оптимальную скорость прокатки можно определить по графикам скоростной зависимости, представленным на рис. 26. При этом, скорость прокатки легированных сталей предлагается уменьшить примерно на 10-15%.
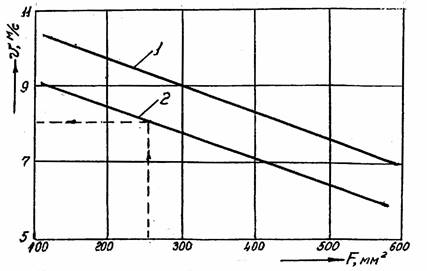
Рис.26. Графики выбора скорости прокатки профилей в зависимости от площади их поперечного сечения на комбинированном мелкосортно-проволочном стане литейно прокатного модуля: 1 – для углеродистых сталей; 2 – для легированных сталей.
Пунктиром показан выбор скорости прокатки расчетного профиля. Так, например, площадь сечения круглого профиля диаметром 18 мм равна 254.5  ; профиль из легированной стали, и тогда, согласно графику 2, скорость прокатки составляет 8 м/с. ; профиль из легированной стали, и тогда, согласно графику 2, скорость прокатки составляет 8 м/с.
При прокатке на непрерывном стане профилей, необходимо знать опережение, которое связывает скорость прокатки их со скоростью валков следующей формулой
 (109) (109)
Где  – опережение при прокатке в калибрах. – опережение при прокатке в калибрах.
Следует обратить внимание, что при прокатке в калибрах, когда диаметр валка изменяется в соответствии с конфигурацией калибра, необходимо использовать понятие среднего катающего диаметра.
Для простых калибров, которые используются для прокатки расчетного профиля, катающий диаметр валков рекомендуется определять по средней высоте приведенной полосы [11] как
 (110) (110)
При прокатке в калибрах величину опережения по отношению к катающему диаметру следует рассчитывать по формуле
 (111) (111)
Где  - среднее значение угла нейтрального сечения, определяемое по методу приведенной полосы - среднее значение угла нейтрального сечения, определяемое по методу приведенной полосы
 (112) (112)
Где  - среднее значение угла захвата, определяется как - среднее значение угла захвата, определяется как
 (113) (113)
Где  - среднее обжатие в калибре, определяемое по методу приведенной полосы. - среднее обжатие в калибре, определяемое по методу приведенной полосы.
И тогда, окружная скорость валка по катающему диаметру будет
 (114) (114)
И затем из этой формулы частота вращения валков
 (115) (115)
Для определения входящего в формулу коэффициента трения в условиях установившегося процесса может быть использована методика ДРМстУ в виде следующей эмпирической формулы
 (116) (116)
Где t - температура прокатки, ℃;
 - коэффициент, учитывающий состояние поверхности и материал валков; - коэффициент, учитывающий состояние поверхности и материал валков;
 - коэффициент, учитывающий содержание углерода в стали; - коэффициент, учитывающий содержание углерода в стали;
 – коэффициент, учитывающий скорость прокатки. – коэффициент, учитывающий скорость прокатки.
Так, например, расчеты по формулам для чистовой клети будут:
Коэффициенты для расчета коэффициента трения будут: для чугунных шлифованных валков  при прокатке стали 30ХГСА при прокатке стали 30ХГСА  и при скорости прокатки >5м/с и при скорости прокатки >5м/с  . И тогда, при t=950℃ . И тогда, при t=950℃

Далее
 или 1.4% или 1.4%
 ; ;
 об/мин. об/мин.
Как показали расчеты опережение по клетям в среднем составляет 2%.
И тогда, окружные скорости валков по катающему диаметру и частота вращения валков по клетям мелкосортной части стана будут:
 ; ;  ; ;  ; ;
 ; ;  ; ;  ; ;
 ; ;  ; ;  ; ;
 ; ;  ; ;  ; ;
 ; ;  ; ;  ; ;
 ; ;  ; ;  ; ;
 ; ;  ; ;  ; ;
 ; ;  ; ;  ; ;
7. Определение времени, ритма прокатки и расчет производительности стана по расчетному профилю
Определение времени и ритма прокатки круглого профиля диаметром 18 мм.
Прокатка непрерывно-литой заготовки в круглый профиль ∅18мм производится на непрерывном стане, состоящем из 4-х групп клетей: обжимной-планетарной с 3-мя косорасположенными валками; черновой, состоящей из 6-ти клетей; подготовительной, состоящей из 4-х клетей; и чистовой, состоящей из 2-х двухклетевых подгрупп, где прокатка в каждой после разделения ведется в одну нитку, а затем при необходимости профиль ∅18мм может служить заготовкой и прокатывается в проволоку ∅6мм в 10-ти клетевом блоке 150.
Прокатка ведется одновременно во всех клетях с использованием условия постоянства секундных объемов.
Прокатка ведется из непрерывно-литых круглых заготовок ∅200мм и длиной 6-12 м. Для уменьшения падения температуры конца заготовки лучше использовать заготовки длиной 6 м, хотя это несколько снижает производительность.
Машинное время прокатки на непрерывном стане примерно одинаково для каждой клети. Так, например, его можно определить следующим образом для 1-й (обжимной) клети (см. табл.3)
 (117) (117)
Где  - длина заготовки, - длина заготовки,
 - коэффициент вытяжки в 1-й клети - коэффициент вытяжки в 1-й клети
 – скорость прокатки заготовки. – скорость прокатки заготовки.
Паузу между заготовками принимаем равной 3с, откуда частичный ритм прокатки круглой стали ∅18мм составляет
 (118) (118)
Время пробега полосы от одной клети к другой может быть определено как
 , (119) , (119)
Где  – расстояние между соседними клетями; – расстояние между соседними клетями;
 – скорость движения полосы между этими клетями. – скорость движения полосы между этими клетями.
Результаты расчетов  по формуле (212) будут: по формуле (212) будут:





И тогда, график прокатки круглой стали ∅18мм на основании проведенных расчетов представлен на рис.27.
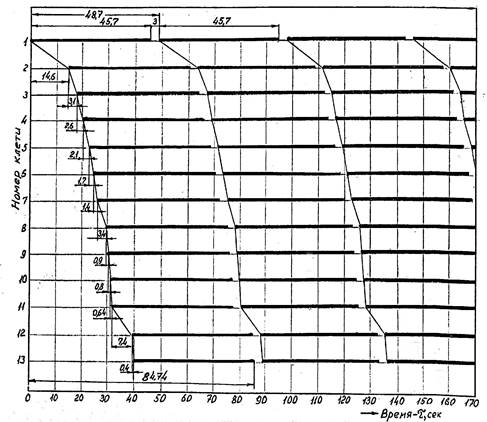
Рис.27. График прокатки круглой стали ∅18мм на непрерывном стане с планетарной клетью PSW литейно-прокатного модуля по производству легированного мелкого сорта и проволоки.
Как видно из графика полное время прокатки 6-ти метровой заготовки в круглый профиль составляет 84.74с.
Расчет производительности стана при прокатке расчетного профиля.
При определении среднечасовой производительности стана за смену необходимо учесть время на прием и сдачу смены, профилактический осмотр и ремонт оборудования и другие регламентированные перерывы во время смены (это должно учитываться специальными коэффициентами использования стана) [21].
Часовая производительность прокатного стана по годному [17]
 , (120) , (120)
Где r – ритм прокатки, сек;
К – коэффициент использования стана (для новых автоматизированных станов в стадии освоения, К=0.9);
б – коэффициент выхода годного (иначе в.г.), согласно табл.2 он равен 95.72%;
Q – масса исходной заготовки определяется как
 (121) (121)
Где  - диаметр заготовки, м; - диаметр заготовки, м;
 – длина заготовки, м; – длина заготовки, м;
с – плотность стали, т/ . .
И тогда
 . .
Годовая производительность стана по расчетному профилю определяется как
 [т] (122) [т] (122)
Где  – число рабочих часов работы стана в году (принимается на основании практики работы станов равным 7100 час). – число рабочих часов работы стана в году (принимается на основании практики работы станов равным 7100 час).
И тогда,
 тонн тонн
Производительность стана по укрупненной программе определяется: среднечасовая как
 [ т/час] [ т/час]
Где  - соответственно удельный вес отдельных профилеразмеров профилей в сортаменте стана; - соответственно удельный вес отдельных профилеразмеров профилей в сортаменте стана;
 - часовая производительность при прокатке каждого профиля сортамента; - часовая производительность при прокатке каждого профиля сортамента;
И годовая  [т] [т]
8. Определение энергосиловых параметров и фактической мощности, приходящейся на главные приводы стана, при производстве расчетного профиля
Расчет контактного давления и усилия прокатки на валках стана
Усилие, действующее на валок в процессе прокатки определяется по формуле
 (123) (123)
Где  – среднее контактное давление, МПа; – среднее контактное давление, МПа;
 – горизонтальная проекция контактной поверхности, – горизонтальная проекция контактной поверхности,  . .
Среднее контактное давление определяется в зависимости от истинного сопротивления деформации  и коэффициента напряженного состояния и коэффициента напряженного состояния  по формуле по формуле
 (124) (124)
Определение истинного сопротивления деформации определяется с учетом температуры, степени и скорости деформации по графоаналитическому методу А.А Динника, по специальным номограммам и формуле
 (125) (125)
Где к – коэффициент, учитывающий степень деформации;
 - сопротивление деформации в зависимости от температуры и скорости деформации при е=30%. - сопротивление деформации в зависимости от температуры и скорости деформации при е=30%.
Степень деформации и скорость деформации с учетом прокатки в калибрах определяется по параметрам, соответствующих методу проведенной полосы при котором средняя толщина полосы в калибре определяется как
 (126) (126)
Где  – площадь сечения раската в калибре, – площадь сечения раската в калибре,
 - ширина раската в калибре. - ширина раската в калибре.
И тогда, степень деформации раската в калибре будет
 ; (127) ; (127)
скорость деформации определяется как
 (128) (128)
Коэффициент напряженного состояния при прокатке в простых калибрах можно определить по эмпирической формуле М.Я Бровмака [14] как
 (129) (129)
Где m= - фактор формы, определяемый для продольного сечения очага деформации по вертикальной оси симметрии калибра; - фактор формы, определяемый для продольного сечения очага деформации по вертикальной оси симметрии калибра;
a,b – постоянные для каждого типа калибров, так: для ромбических и квадратных калибров а=0.75; b=0.5; для овальных калибров a=0.6; b=0.8.
Горизонтальная проекция контактной поверхности валка деформируемым металлом определяется по формулам В.Г Дрозда, полученных аналитическим методом [14] для следующих калибров:
Ромб-квадрат  (130) (130)
Квадрат-овал  (131) (131)
Овал-овал, овал-круг, овал-квадрат и круг-овал  (132) (132)
При этом: длина очага деформации  определяется по середине калибра, а определяется по середине калибра, а  и и  – представляет ширину раската из предыдущего калибра и ширину рассматриваемого калибра. – представляет ширину раската из предыдущего калибра и ширину рассматриваемого калибра.
Согласно принятой методике [14] и приведенных формул определяются силовые параметры  Р и соответствующие им параметры. Р и соответствующие им параметры.
Так, например, для 13-й (чистовой клети) необходимые расчеты с учетом данных табл.3 и системы калибров овал-круг будут:

  ; ;  мм; мм;  ; ;
По графическому методу А.А. Динника [16] из номограмм стали 30ХГСА будут:
 К=0.98 и тогда К=0.98 и тогда 
 
  m= m=

  мН или 111.7кН. мН или 111.7кН.
Для 8-й (подготовительной) клети необходимые расчеты с учетом данных табл.3 и системы калибров овал-ромб будут:
 


По графическому методу А.А. Динника из номограмм находим:
 к=1.04; и тогда к=1.04; и тогда 
 
  m= m=
 
 мН или 336.9кН; мН или 336.9кН;
Для 4-й (черновой) клети необходимые расчеты с учетом данных табл.3 и системы калибров овал-круг будут:
  
По графоаналитическому методу А.А. Динника из номограмм находим
 к=1.0; т.е к=1.0; т.е 
 
  m= m=
 
  МН или 565.5 кН МН или 565.5 кН
В обжимной клети ориентировочно принимаем  , так как методика расчета энергосиловых параметров для клети PSW в литературе отсутствует. , так как методика расчета энергосиловых параметров для клети PSW в литературе отсутствует.
Расчет крутящих моментов и мощности прокатки. Определение мощности главных двигателей стана.
В практических расчетах крутящий момент прокатки  определяется по усилию прокатки Р и плеча а, которое представляет некоторую часть длины очага деформации. И тогда, для 2-х валков определяется по усилию прокатки Р и плеча а, которое представляет некоторую часть длины очага деформации. И тогда, для 2-х валков
 (133) (133)
где  - коэффициент плеча, который при прокатке круглых профилей рекомендуется брать - коэффициент плеча, который при прокатке круглых профилей рекомендуется брать  [11]. [11].
Стан работает без ускорений и торможений и поэтому динамический момент отсутствует.
Мощность, расходуемая на прокатку, определяется по формуле:
 (134) (134)
где  - угловая скорость валков, 1/с; (которая может быть определена как - угловая скорость валков, 1/с; (которая может быть определена как  (135) (135)
Частота оборотов валков  определяется из выражения определяется из выражения
 (136) (136)
И, наконец, мощность, отнесенная к валу двигателя будет,
 (137) (137)
где – з коэффициент полезного действия привода, ориентировочно можно принять =0,7.
Итак, приведенная методика может быть использована для всех клетей черновой, подготовительной и чистовой группы клетей.
Что касается обжимной 3-х валковой планетарной клети, то мощность ее привода может быть определена как
 (138) (138)
Где Апр – работа прокатки, которая может быть определена по формуле Финка [14] как
 (139) (139)
 - время прокатки заготовки в обжимной клети, сек. - время прокатки заготовки в обжимной клети, сек.
Объем  прокатываемой заготовки определяется как прокатываемой заготовки определяется как
 ,, (140) ,, (140)
а время прокатки будет
 (141) (141)
Выборочные расчеты по 13-ой, 8-ой, 4-ой и 1-ой мелкосортной части стана имеют следующий вид:
По 13-ой (чистовой) клети:
 ; ;  ; ;
 
По 8-ой (подготовительной) клети:
 ; ;  ; ;
 
По 4-ой (черновой) клети:
 ; ;  ; ;
 
По 1-ой (обжимной клети) расчет мощности производится с использованием формулы Финка
 ; ;  ; ;



При выборе двигателей стана рассчитанные мощности следует завысить на 30-50%, так как возможна прокатка труднодеформируемых сталей и более крупного сортамента.
|
