Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО Магнитогорский государственный технический
Университет им. Г.И. Носова
Отчет
по технологической практике
Организация производства на Магнитогорском металлургическом комбинате в ЭСПЦ
Составил студент гр. МСЭ-06
Самохвалов П.А.
Магнитогорск
2009
Содержание
сталь плавка разливка
Введение
1. Основы технологии выплавки стали в электродуговых печах
1.1 Состояние и история развития выплавки стали в дуговых электропечах
1.2 Шихтовые материалы
1.3 Технология выплавки стали на свежей углеродистой шихте с окислением
2. Выплавка стали в двухванном сталеплавильном агрегате
2.1. Шихтовые материалы
2.2 Принцип работы двухванной печи
2.3Шихтовка плавки
2.4 Заправка шихты и закрытие сталеплавильного отверстия
2.5 Завалка и прогрев шихты
2.6 Заливка чугуна, плавление и доводка
2.7 Окончание доводки
3. Внеагрегатная обработка метала в цехе
3.1 Обработка стали на установке “ПЕЧЬ-КОВШ”
3.1.1 Назначение установки “печь - ковш”
3.1.2 Материалы и требования, предъявляемые к ним
3.1.3 Подготовка УПК к работе
3.1.4 Технология обработки металла на УПК
3.1.4.1 Обработка стали по схеме: конвертер – УПК –МНЛЗ
3.1.4.2 Обработка стали по схеме: конвертер – установка вакуумирования –УПК –МНЛЗ
3.1.4.3 Доводка плавки аварийной верхней фурмой
3.2 Обработка металла на агрегатах доводки стали
3.2.1 Общее устройство агрегатов доводки стали в ковше
3.2.2 Технологическая схема обработки металла на АДС и на УУПС
3.2.3 Усреднительная продувка
3.2.4 Окончание обработки стали
4. Разливка стали на сортовых МНЛЗ
4.1 Общие положения
4.2 Подготовка МНЛЗ к разливке стали
4.3 Способ разливки стали открытой струей
4.4 Способ разливки слали закрытой струей
Библиографический список
Введение
Датой рождения сталеплавильного производства на одном из крупнейших металлургических предприятий в мире — Магнитогорском металлургическом комбинате — можно считать 1933 г., когда 8 июля состоялся выпуск первой плавки стали из мартеновской печи № 1, а затем введены в эксплуатацию еще три подобных агрегата. В том же 1933 г. были введены в эксплуатацию еще три мартеновские печи, в 1936 г. закончено строительство мартеновского цеха в составе 12-ти 150-т печей. Всего до начала Великой Отечественной войны на ММК было построено 17 мартеновских печей и комбинат стал одним из крупнейших производителей стали не только в стране, но и в мире.[4]
Реклама

Для нужд вооруженных сил страны практически одновременно с вводом мартеновского цеха № 1 освоено производство снарядной, а затем в 1941 г. и броневой стали. Новая технология выплавки броневой стали в большегрузных мартеновских печах с основным подом была разработана и освоена специалистами комбината в содружестве с ленинградскими учеными в течение 1941—1945 гг., суммарный объем выплавки стали нашел отражение в выпуске для нужд фронта каждого второго танка и каждого третьего снаряда из продукции ММК.
В послевоенное время сталелитейное производство на ММК получило дальнейшее развитие. Число мартеновских печей достигло 35. Среди них были и спроектированные металлургами Магнитки крупнейшие в мире мартеновские агрегаты. В середине 50-х годов прошлого века на комбинате впервые в СССР были построены и успешно освоены одноканальные мартеновские печи. В 1959 г. последние трехканальные печи переведены на одноканальные. В 1961 г. в мартеновском цехе № 1 построена первая в стране 900-т мартеновская печь. В 1966 г. мартеновская печь № 29 переоборудована в двухванный сталеплавильный агрегат — фактически в стационарный конвертер непрерывного действия. Всего на комбинате впоследствии было создано пять двухванных печей. В 50—60-е годы по производительности труда, съему стали с одного квадратного метра площади пода мартеновских печей Магнитогорский металлургический комбинат значительно превосходил аналогичные показатели работы лучших металлургических предприятий США.
Следует отметить, что в 60-е годы прошлого века в мире происходил переход от устаревшего мартеновского способа на кислородно-конвертерный, тогда же было принято решение о строительстве на ММК аналогичного современного цеха. Однако путь от намерений до выхода Постановления правительства занял долгие 20 лет. Только в 1985 г. вышло распоряжение Совета Министров СССР и начато строительство современного кислородно-конвертерного цеха с непрерывной разливкой стали. В это время на ММК годовой объем производства стали был более 16 млн т (на 35 печах в трех мартеновских цехах), что составило 11 % общего производства стали в СССР, но вся сталь была произведена уже устаревшим к тому времени мартеновским способом с разливкой в изложницы.
Реклама

В конце 1990 г. на ММК освоена выплавка и получена первая сталь в большегрузных 360-т конвертерах. В общем строительство кислородно-конвертерного цеха разбито на два этапа: I — два конвертера и три МНЛЗ и II — один конвертер и одна МНЛЗ.
Успешное освоение и вывод на проектную мощность нового производства произошло путем увеличения продолжительности кампании конвертеров, разработки и внедрения комплекса технических и технологических мероприятий, в частности, изменения структуры используемых огнеупоров, схемы кладки и толщины рабочего слоя футеровки, нанесения шлакового гарнисажа и локального торкретирования футеровки, изменение дутьевого, шлакового и температурного режимов плавки, а также рациональной организации работы всех служб цеха.
С 1997 г. нанесение шлакового гарнисажа проводили раздувом шлака фурмами установок факельного торкретирования, на которые были наварены головки кислородных фурм; при этом расход азота колебался от 350 до 650 м3
/мин.
С ноября 1999 г. раздув шлака проводят азотом через кислородную фурму с расходом 850—1100 м3
/мин.
Увеличение расхода азота дало возможность снизить продолжительность надува гарнисажа, достаточного для полной защиты кладки на одну плавку, до 3—4 мин и увеличить количество надувок до 95,9 %.
Изменение технологических параметров нанесения гарнисажа позволило получить сплошной защитный слой шлака в верхнем конусе конвертера, что обеспечило повышение стойкости футеровки конвертера в верхнем конусе вследствие снижения окисления изделий воздухом, поступающим в конвертер, и исключения резкого колебания температуры на поверхности огнеупора.
Совместно с ОАО "Комбинат "Магнезит" была разработана конструкция "зонной" футеровки с использованием в местах локального износа изделий с содержанием более 96 % Мg0.
С 1996 г. ОАО ММК перешел на использование в конвертерах только периклазоуглеродистых изделий ОАО "Комбинат "Магнезит". В 2007 г. средняя стойкость футеровки составила 4745 плавок, а максимальная — 5584 плавки.
До 1994 г. в цехе применяли шестисопловые продувочные фурмы с критическим диаметром сопла 42 мм и радиальным расположением сопел. В 1994 г. после опытно-промышленных испытаний цех был переведен на продувку плавок шестисопловыми продувочными фурмами с тангенциальным расположением сопел конструкции ООО "НТПФ "Эталон". Использование фурм новой конструкции позволило сократить продолжительность продувки, улучшить управляемость плавкой, перемешиваемость ванны, снизить окисленность шлака. Однако при этом повысился износ футеровки конвертера из-за изменения топографии истечения струи.
Уменьшить износ футеровки пытались добиться путем снижения интенсивности продувки. При этом произошло отклонение параметров струи кислорода от расчетных, что осложнило управление дутьевым и шлаковым режимами плавками, а также явилось одной из причин преждевременного выхода фурм из строя.
Для работы с более низкой интенсивностью при сборке фурм стали использовать латунные вставки, позволяющие уменьшить критический диаметр сопла до 39 или 38 мм.
Результаты технологических испытаний показали работоспособность фурм новой конструкции. Для каждого типоразмера фурм была проведена отработка дутьевого и шлакового режимов, были определены оптимальные интенсивности и режимы продувки плавок и разработана схема перехода с одного типоразмера на другой.
Внедрение данной технологии позволило обеспечить более ровный износ футеровки конвертера по ходу кампании, значительно уменьшить количество выносов и выбросов металла и шлака, а также связанных с этим аварийных простоев, характерных для начала кампании.
В 2000—2001 проведена замена двух МНЛЗ, позволившая увеличить их производительность практически в два раза, реконструированы и автоматизированы два первых конвертера.
С пуском в эксплуатацию в феврале 2002 г. лазерной измерительной системы LR 2000 DELТА появилась возможность корректировать толщину футеровки по ходу кампании и изменять и расширять зоны применения различных изделий.
Большое влияние на стойкость футеровки конвертера оказывает стойкость леточного узла. Частые остановки конвертера на горячие ремонты леток из-за их низкой стойкости неблагоприятно влияют на стойкость огнеупоров из-за возникновения термических ударов, вследствие чего происходит скалывание и последующее обрушение футеровки.
В настоящее время в конвертерах используют конусообразные, бесступенчатые летки переменного диаметра ПУПЛ-2 х 200/170. Применение таких леток позволяет достичь средней стойкости в 127 плавок при стойкости леток, выполненных штучными изделиями, 60—65 плавок. В 2007 г. испытаны сталевыпускные каналы фирмы "РХИ", стойкость которых составила 180—200 плавок.
Разработанная на комбинате технология получения особомалосернистой стали включает выплавку в конвертере полупродукта из чистой металлошихты и внепечную обработку металла твердыми шлакообразующими смесями на основе системы СаО—А12
03
в двухпозиционном агрегате ковш-печь. Проектная производительность АКП конструкции фирмы "FuchsSystemtechnik", введенном в 2000 г., составляет 5,5 млн т в год. Это позволило увеличить выпуск стали автолистовой, трубной с содержанием S < 0,01 % и специального назначения с S < 0,005 %.
Для обеспечения возможности производства особонизкоуглеродистой стали (< 0,006 % С) на установке циркуляционного вакуумирования стационарно установили в колпаке вакуум-камеры фурму конструкции фирмы "Эталон" для подачи кислорода (расход — от 200 до 2000 м /ч). Это позволило обрабатывать сталь с повышенным содержанием углерода и вести нагрев вакуум-камеры в межплавочный период, отказавшись от электронагрева. Кроме этого, увеличили число аргонных фурм во всасывающем патрубке вакууматора с 6 до 12 и применили щелевые сопла шириной 3 мм, что позволило превысить расход аргона, улучшить циркуляцию и обеспечить стабильную работу в течение всей кампании вакууматора. Процесс вакуумирования контролируется по составу отходящих газов с помощью газоанализатора. Вакуумная обработка стали 08Ю позволила довести выход холоднокатаного листа группы вытяжки ОСВ до 98 %.
Предусмотрена продувка металла в ковше аргоном через специальные донные дутьевые устройства.
Заключительным этапом реконструкции сталеплавильного производства явилось строительство электросталеплавильного комплекса, замещающего мартеновский цех с тремя 280-т печами, двумя двухванными агрегатами и четырьмя площадками для разливки стали в изложницы, годовой производительностью около 2,5 млн т стали.
В 2004 г. вначале была исключена из технологической цепочки производства стали разливка в изложницы, замененная двумя современными сортовыми МНЛЗ, изготовленными фирмой "ФАИ". Для подготовки стали к разливке построен агрегат ковш-печь. В 2006 г. были введены в эксплуатацию две крупнейшие в России электропечи суммарной годовой производительностью 4 млн т стали, второй агрегат ковш-печь и новая слябовая МНЛЗ с вертикальным участком. Обновление агрегатов доводки для обеспечения подготовки стали к разливке, отвечающих современным требованиям, закончено в 2008 г., когда в ЭСПЦ ввели в эксплуатацию третий АКП.
Технология производства литой заготовки в ЭСПЦ включает передовые технологии выплавки стали, внепечной обработки и непрерывной разливки. Основные элементы технологии выплавки в ДСП:
- работа с загрузкой шихты на жидкий остаток от предыдущей плавки (5—15 %);
- возможность подачи в печь сыпучих материалов (извести, кокса, плавикового шпата) через отверстие в своде печи без отключения электроэнергии;
- работа электрических дуг со вспененным шлаком, который наводят путем вдувания порошковых углеродсодержащих материалов (как известно, вспененный шлак закрывает дуги, защищая стеновые панели от теплового излучения и улучшая усвоение энергии дуг ванной);
- выпуск металла из печи без шлака с помощью эркерного устройства;
- нагрев лома в период плавления комбинированными топливно-кислородными горелками;
- донная продувка ванны через продувочные пористые блоки;
- возможность работы печи как без жидкого чугуна (100% лома), так и с жидким чугуном (до 40 %).
Значительные потери тепла с охлаждающей водой, пропорциональные длительности плавки, диктуют необходимость вести плавку в сверхмощных ДСП с минимальной выдержкой в печи после расплавливания. Соответственно технология плавки предусматривает вынесение операции рафинирования, раскисления и доведение металла по химическому составу до заданного из печи в АКП.
В настоящее время ОАО ММК имеет мощности по производству 14 млн т стали, получаемой в конвертерах и ДСП с последующей обработкой в АКП и разливкой на МНЛЗ.
Учитывая требования времени по освоению и производству уникальных высококачественных видов продукции, ОАО ММК заключило контракт на строительство современной новой МНЛЗ фирмы SМS для отливки слябов толщиной 190, 250 и 300 мм и шириной 1400—2700 мм. Эта МНЛЗ будет оснащена современными системами автоматики и механизмами, позволяющими получить непрерывнолитой сляб трубной стали Х80-Х120 для толстолистового стана 5000. В дальнейшем в конвертерном цехе планируют строительство четвертого конвертера, что позволит увеличить к 2013 г. объем производства стали до 16 млн т — 4 млн т в электросталеплавильном и 12 в конвертерном цехах.
1. Основы технологии выплавки стали в электродуговых печах
1.1 Состояние и история развития выплавки стали в дуговых электропечах
Электрометаллургия занимает второе место по объему мирового производства стали. Эта отрасль техники включает в себя совокупность агрегатов и технологий по производству металлов и сплавов, использующих различные способы преобразования электрической энергии в тепловую. При этом окружающая среда (газовая фаза) либо вообще не принимает участие в выделении тепла (как при индукционном нагреве), либо ее свойства практически не влияют на этот процесс (как при дуговом или плазменном нагреве).[1]
При выплавке стали в электрических печах появляются дополнительные возможности для воздействия на физико-химические и тепловые процессы. В рабочем пространстве агрегата можно создавать окислительную, восстановительную или нейтральную атмосферу, подвергать металл воздействию вакуума или высокого давления. Количество тепловой энергии и место ее подачи относительно просто можно менять и использовать в соответствии с возникающими потребностями. В принципе электрическая печь наилучшим образом может быть использована для решения всей совокупности задач при производстве жидкой стали из металлошихты различного состава и свойств.
В настоящее время основная масса электростали выплавляется в дуговых печах. Разрез ЭСПЦ по электродуговой сталеплавильной печи представлен на (рис. 1.1). В этих печах выделение тепла происходит за счет экзотермических электрофизических процессов дугового разряда. В трехфазных дуговых сталеплавильных печах (ДСП), работающих на переменном токе промышленной частоты, электрические дуги горят между тремя вертикально расположенными графитированными электродами и расплавляемой металлошихтой или жидким металлом, выполняющими роль нулевой точки электрического соединения трех дуг в «звезду». В дуговых сталеплавильных печах постоянного тока (ДСППТ) электрическая дуга горит между одним графитированным электродом-катодом и металлом, являющимся анодом. Тепловая мощность дугового разряда может изменяться в широких пределах за счет изменения силы тока, напряжения и длины дуги. Температура дуги превышает 3000 °С.
Первые ДСП малой вместимости (0,5... 1,5 т), появившиеся в начале XX в., имели цилиндрический кожух с футеровкой, загружались через рабочее окно вручную или мульдами загрузочным краном, работали по двухшлаковой технологии с применением в качестве окислителя железной руды. Такие ДСП первого поколения характеризовались большой длительностью плавки, малой производительностью и удельной мощностью источника питания 0,2...0,25 МВ·А/т.
В 20 - 40-е годы XX в. было построено большое число печей на машиностроительных и металлургических заводах. Вместимость печей постепенно увеличилась до 30...50 т. В этих печах было сосредоточено основное производство быстрорежущих, инструментальных, нержавеющих, трансформаторных, жаропрочных, подшипниковых и других высоколегированных и высококачественных сталей. В это время сформировались основные принципы ведения плавки в ДСП, позволяющие в самой печи получать сталь необходимого качества. В печах сравнительно небольшого объема можно было проводить восстановительный период, когда металл выдерживают под раскисленным шлаком и созданной восстановительной или нейтральной газовой фазой в рабочем пространстве печи. Однако расход электроэнергии и продолжительность плавки в этих печах оставался высоким:
Вместимость печи, Расход энергии, Продолжительность плавки,
Т кВт·ч/т стали ч
10 725 5,5
30 600 6,3
Механизированная загрузка металлошихты через верх печи, применение газообразного кислорода в окислительный период, совершенствование технологии рафинирования металла позволили на ДСП второго поколения повысить мощность электропечных трансформаторов до уровня 0,32...0,45 МВ·А/т. Увеличение тепловой мощности этих печей потребовало изменения профиля рабочего пространства. Кожух печей стал конически-цилиндрическим с соответствующим сложным профилем огнеупорной футеровки.
Широкое развитие в металлургии стали внепечной обработки металла позволило перейти на одношлаковую технологию электроплавки. Одновременно увеличивается вместимость ДСП и повышается мощность трансформаторов до 0,5...0,75 МВ·А/т. Это позволяет резко сократить продолжительность плавки и уменьшить расход электроэнергии. Проблема низкой стойкости футеровки сделала необходимым оборудовать электропечь водоохлаждаемыми элементами стен и свода. Классический наклон печи при выпуске металла через желоб (40...45°) создает опасность контакта металла с водоохлаждаемыми элементами и создает трудности отделения окислительного шлака от металла.
В ДСП четвертого поколения вместимостью более 150 т с удельной мощностью трансформатора более 0,8 МВ·А/т применяют водоохлаждаемый цилиндрический кожух и плоский металлический водоохлаждаемый свод (за исключением центральной кирпичной секции для установки графитированных или водоохлаждаемых электродов), а также донный слив металла. При этом выпускное отверстие выносят за периметр корпуса в футеровку выступа ванны (эркерный выпуск металла). Современная ДСП предназначена только для расплавления шихты и выплавки полупродукта с заданной температурой, а доводка металла по составу, легирование и т. д. осуществляются вне печи методами внепечной обработки. При этом длительность плавки составляет менее 1 ч, а производительность - 1 млн. т в год и более.
В настоящее время в России (и в мире) работают ДСП второго, третьего и четвертого поколений. Все дуговые печи условно подразделяют на следующие группы:
1)малые печи вместимостью до 6 т, применяемые в основном в фасонолитейных цехах;
2)средние печи вместимостью 12...50 т;
3)крупные печи вместимостью 100 т и более (в России работают несколько ДСП вместимостью 200 т, за рубежом - 360 и 720 т).
Главные особенности организации работы современных ДСП сводятся к следующему:
1.Переход на упрощенную технологию, при которой в печи производят быстрое расплавление металлошихты, окисление углерода и фосфора, нагрев металла, удаление окислительного шлака. Окончательное рафинирование (десульфурация, дегазация и т.п.) и доводка металла осуществляются вне печи методами внепечной обработки.
2.Использование мощных и сверхмощных трансформаторов (до 1 МВ·А/т) и стремление к эффективному использованию этой мощности.
3.Возможно более полное использование тепла отходящих газов для предварительного подогрева металлошихты.
4.Применение для интенсификации процессов нагрева и расплавления металлошихты кислорода и топливно-кислородных горелок.
5.Использование водяного охлаждения элементов конструкции электропечи.
6. Стремление организовать непрерывный процесс плавления металлошихты.
В связи с этим в последнее время появляются новые конструкции ДСП и ДСППТ (шахтные печи, двухкорпусные агрегаты, печи с непрерывной загрузкой и др.). Удельный расход электроэнергии на ДСП и ДСППТ примерно одинаков и зависит от конструкции и вместимости печи, мощности трансформатора, вида и состав металлошиты, технологии плавки, предварительного подогрева металлошихты, использования технологических газов, альтернативных источников энергии и т. д. Если в классических электропечах в период плавления расход электроэнергии составляет 400...500 кВт·ч/т, то в современных агрегатах он сокращается до 200 кВт·ч/т и менее.
1.2 Шихтовые материалы
Основной составляющей шихты (обычно 75... 100 %) является металлический лом. К лому предъявляют те же требования, что и при выплавке стали в конвертерах. В частности, в ломе должно быть минимальное содержание нежелательных для данной марки стали примесей (обычно меди, никеля, фосфора). Лом не должен быть чрезмерно окисленным, так как ржавчина (гидрат оксида железа) вносит в металл водород. Лом должен быть тяжеловесным, чтобы обеспечивать его загрузку в печь в один прием (одной бадьей). Отходы и лом легированных сталей используют при выплавке стали, содержащей те же легирующие элементы. Это позволяет экономить дорогие ферросплавы.
В качестве лома применяют также продукты прямого восстановления обогащенных железных руд: металлизованные окатыши и губчатое железо. В этих материалах содержится 85...95 % железа, 0,5...2,0 % углерода и минимальное содержание примесей цветных металлов, фосфора и серы.
Для повышения содержания углерода в шихте используют чугун (твердый или жидкий), кокс и электродный бой. Основное требование к чугуну - минимальное содержание фосфора.
В качестве шлакообразующих в основных печах используют известь, известняк, плавиковый шпат, боксит, шамотный бой. В качестве окислителей - агломерат, окатыши, окалину и другие твердые окислители, газообразный кислород. К этим материалам предъявляют те же требования, что и при выплавке стали в конвертерах. В неметаллических шихтовых материалах необходимо иметь максимальное содержание ведущего компонента (СаО, СаF2
, А12
Оз и т.п.), минимальное содержание вредных примесей (Р, S) и SiO2
.
В электросталеплавильном производстве для раскисления и легирования стали применяются практически все известные ферросплавы и легирующие материалы.
1.3 Технология плавки стали на свежей углеродистой шихте с окислением
Такая технология применяется на печах малой и средней вместимости (менее 50 т). Плавка состоит из следующих периодов: 1.) заправка печи; 2) загрузка шихты; 3) плавление; 4) окислительный период; 5) восстановительный период; 6) выпуск стали.
Заправка печи
. Заправка предназначена для исправления изношенных или поврежденных участков огнеупорной футеровки печи. После выпуска очередной плавки с подины удаляют остатки металла и шлака. На поврежденные места забрасывают магнезитовый порошок сухой или со связующим веществом (каменноугольным пеком). Длительность заправки - 10... 15 мин.
Загрузка шихты
. В печах малой и средней вместимости доля твердого чугуна в металлошихте не превышает 10 %. Для повышения содержания углерода часто используют электродный бой или кокс. Общее количество угдеродсодержащих материалов должно быть таким, чтобы содержание углерода в металлошихте превышало нижний предел его содержания в готовой стали на 0,3 % при выплавке высокоуглеродистых сталей, на 0,3...0,4 % при выплавке среднеуглеродистых и на 0,5 % для низкоуглеродистых. Для удаления из металла части фосфора во время плавления шихты загружают 2...3 % извести.
Загрузку шихты ведут бадьями или корзинами сверху в рабочее пространство, освобожденное от электродов и свода (на малых печах иногда загружают шихту завалочными машинами через загрузочное окно). В загрузочные устройства шихту укладывают в определенной последовательности: на дно кладут часть мелочи (для защиты подины от ударов тяжелых кусков), в центре укладывают крупный лом, по периферии - средний и сверху - оставшийся мелкий лом. Электродный бой и кокс кладут под слой крупного лома (для уменьшения угара). Плотная укладка шихты улучшает ее проводимость, обеспечивает устойчивое горение дуги и ускоряет плавление.
Плавление
. После окончания завалки в печь опускают электроды почти до касания с шихтой и включают ток. Под действием высоких температур дуг шихта под электродами плавится, жидкий металл стекает вниз, накапливаясь в центральной части подины. Электроды постепенно опускаются, проплавляя в шихте «колодцы» и достигая крайнего нижнего положения. По мере увеличения количества жидкого металла электроды автоматически поднимаются, так как система автоматики поддерживает длину дуги постоянной.
Плавление ведут при максимальной мощности трансформатора. На печах вместимостью 25...50 т и более для ускорения плавления осуществляется вращение ванны. При этом, когда электроды в шихте проплавят три «колодца», свод и электроды приподнимают, печь поворачивают сначала в одну сторону на 40°, проплавляют колодцы в новых местах, а затем поворачивают печь в другую сторону на 80°. Таким образом проплавляют девять «колодцев».
В период плавления важное значение имеет раннее шлакообразование. Шлак предохраняет металл от насыщения газами и науглероживания электродами. Если в завалку не давали известь, то ее подают в «колодцы» порциями с общим расходом 1.. .3 % от массы металла.
За время плавления (1...3 ч в зависимости от мощности трансформатора) полностью окисляется кремний, 40...60 % марганца, происходит частичное удаление в шлак фосфора и серы, а также частично окисляются углерод и железо. В зоне электрических дуг испаряется от 2 до 5 % металла. В окислительных процессах принимают участие кислород воздуха и оксидов железа, поступающих с металлошихтой в виде окалины и ржавчины. Шлак формируется из продуктов окисления элементов метал-лошихты, компонентов извести, заправочных материалов и футеровки, а также мусора, поступающего с металлошихтой. В шлаке конца периода плавления обычно содержится, %: 35...40 СаО; 15...25 SiO2
; 8...15 Мg0; 5...20 FеО; 5... 10 МnО; 3...7 А12
03
; 0,5...1,2 Р2
05
.
Для ускорения плавления иногда применяют газокислородные горелки, вводимые в рабочее пространство через свод или стенки печи. За счет тепла от сжигания топлива сокращается длительность плавления и расход электроэнергии (на 10... 15 %). Часто применяют продувку металла кислородом, который вводится с помощью фурм после расплавления 3/4 шихты. Тепло от окисления железа, кремния, марганца и других элементов металла ускоряет расплавление остатков лома. При расходе кислорода 4.. .6 м3
/т длительность плавления сокращается на 10.. .20 мин.
Расход электроэнергии за время плавления составляет 400...480кВт·ч/т.
Окислительный период
. В окислительный период успешно решаются следующие основные задачи: а) уменьшение содержания фосфора в металле до минимально необходимого уровня; б) уменьшение содержания газов в металле (водорода и азота); в) нагрев металла до температуры, близкой к температуре выпуска (на 120...130°С выше температуры ликвидуса); г) окисление углерода до нижнего предела, определяемого маркой выплавляемой стали.
Окисление примесей металла ведут либо твердыми окислителями, либо газообразным кислородом. За счет газообразования при окислении углерода происходит дегазация металла и его перемешивание, что ускоряет процессы дефосфорации и нагрева.
Окислительный период начинают с того, что из печи сливают 65...75 % шлака, образовавшегося в период плавления. Шлак сливают, не выключая ток, наклонив печь в сторону рабочего окна на 10...12°. Со шлаком удаляется часть фосфора, перешедшего в шлак за время плавления. После спуска шлака в печь подают шлакообразующие материалы: известь (1,0...1,5 %) и, при необходимости, плавиковый шпат, шамотный бой или боксит (0,1...0,2 %).
После образования в печи жидкоподвижного шлака в ванну в течение всего окислительного периода вводят порциями твердый окислитель с известью либо продувают металл кислородом. В течение периода печь наклонена в сторону рабочего окна для слива шлака. Кипение металла сопровождается вспениванием шлака, что способствует его сливу. Новую порцию окислителя дают после того, как интенсивность кипения металла уменьшается. Общий расход твердого окислителя составляет 3...6,5 %. Во избежание чрезмерного охлаждения металла порция окислителя не должна быть более 1 %. При использовании газообразного кислорода его вдувают в металл в течение 10...20 мин. с удельным расходом 3...15 м3
/т стали. В этом случае продолжительность окислительного периода удается сократить на 20...30 мин.
За время окислительного периода окисляется не менее 0,2...0,3 % углерода при выплавке высокоуглеродистой стали (содержащей более 0,6 % С) и 0,3...0,4 % при выплавке средне- и низкоуглеродистой стали. Одновременно окисляется марганец: всего за время плавления и окислительного периода окисляется 65...85 % от содержания марганца в шихте. Дефосфорация металла протекает по реакции:
2 [Р] + 5 (FeО) = 3 (СаО) = (ЗСаО·Р2
05
) + 5 |Fе] + 767 290 Дж7моль.
Успешному протеканию этой реакции способствуют высокая окисленность и основность шлака, а также пониженная температура. Такие условия создаются при совместном использовании присадок твердого окислителя и извести. Полнота дефосфорации повышается в результате перемешивания металла и шлака при кипении и вследствие непрерывного обновления шлака.
Ускорение дефосфорации, повышение степени ее полноты и сокращение длительности окислительного периода достигаются при вдувании в ванну дефосфорирующих порошкообразных смесей в струе кислорода. Так, вдувание смеси молотых извести, железной руды и плавикового шпата в соотношении 7 : 2 : 1 в течение 5...8 мин. с расходом смеси 20...25 кг/т стали обеспечивает получение в металле фосфора в 1,5...2 раза меньше, чем при обычной технологии, и сокращение окислительного периода примерно на 50 %.
В окислительный период десульфурация получает ограниченное развитие из-за высокого содержания оксидов железа в шлаке. Коэффициент распределения серы между шлаком и металлом (S)/[S] менее 5. Всего за время плавления и окислительный период в шлак переходит 30...40 % серы, содержащейся в шихте.
Кипение металла (выделение пузырей СО) способствует удалению из него водорода и азота. Это важно еще и потому, что при высоких температурах в зоне действия электрических дуг наблюдается повышенная растворимость газов из-за диссоциации их молекул. Перемешивание металла пузырями газов ускоряет нагрев металла и выравнивание его температуры по объему ванны.
В конце окислительного периода шлак обычно содержит, %: 35...50 СаО; 10...20 SiO2
; 6...15 МgO; 6...30 FеО; 2...6 Fе2
03
; 4...12 МnО; 3...7 А12
03
; 0,4...1,5 Р2
О5
. При этом содержание оксидов железа в шлаке зависит, главным образом, от концентрации углерода в металле: чем меньше содержится углерода, тем больше оксидов железа, и наоборот.
Окислительный период заканчивают сливом окислительного шлака полностью путем наклона печи (остатки шлака часто удаляют вручную с помощью деревянных гребков). Полное удаление шлака предотвращает восстановление из него фосфора в следующем периоде. Продолжительность окислительного периода составляет 30.. .90 мин.
Восстановительный период
. В восстановительный период решаются следующие задачи: а) раскисление металла; б) удаление серы; в) доведение химического состава стали до заданного; г) корректировка температуры. Все эти задачи решаются параллельно.
Восстановительный период начинается с присадки в печь ферромарганца в количестве, необходимом для обеспечения содержания марганца в металле на нижнем уровне для выплавляемой стали. Затем дают ферросилиций из расчета введения в металл 0,10...0,15 % и алюминий в количестве 0,03...0,1 %. Эти присадки обеспечивают раскисление металла, получившее название осаждающее, так как раскислители вводятся непосредственно в жидкий металл.
Далее наводят шлак присадками извести, плавикового шпата и шамотного боя в соотношении 5 : 1 : 1 в количестве 2...4 % от массы металла. Через 10... 15 мин. на поверхности металла образуется жидкоподвижный шлак и начинается диффузионное раскисление металла. Для этого в течение 15...20 мин. в печь периодически вводят порции смеси из извести, плавикового шпата и молотого кокса в соотношении 8:2: 1 ; иногда присаживают один кокс. Далее в смесь вводят молотый 45 или 75 %-ный ферросилиций. Смесь состоит из извести, плавикового шпата, кокса и ферросилиция в соотношении 4:1:1:1; содержание кокса в этой смеси далее уменьшают. Порции раскислительной смеси, содержащей ферросилиций, дают с интервалом 10... 12 мин. Иногда вводят порцию чистого ферросилиция. На некоторых марках стали в конце восстановительного периода в состав раскислительной смеси вводят более сильные раскислители: молотый силикокальций и порошкообразный алюминий, а при выплавке ряда низкоуглеродистых сталей диффузионное раскисление ведут без кокса в составе раскислительных смесей.
Суть диффузионного раскисления, протекающего в восстановительный период, заключается в следующем. Так как раскислители применяют в порошкообразном виде, то плотность их невелика и они медленно опускаются через слой шлака. В шлаке протекают реакции раскисления:
(FеО) + С = Fе + СО; 2 (FеО) + Si = (SiO2
) + 2 Fе и т.п.
В результате содержание FеО в шлаке уменьшается и в соответствии с законом распределения (FеО)/[FеО] = const кислород (в виде FеО) путем диффузии переходит из металла в шлак (диффузионное раскисление). По мере уменьшения содержания FеО в шлаке пробы застывшего шлака светлеют, а затем становятся почти белыми. Белый цвет шлака свидетельствует о низком содержании FеО в нем и высоком содержании СаО (оксид FеО имеет черный цвет). Преимущество диффузионного раскисления заключается в том, что продукты реакции остаются в шлаке и не загрязняют металл в качестве неметаллических включений.
Во время восстановительного периода успешно протекает десульфурация металла. Этому способствуют высокая основность шлака (СаО/SiO2
= 2,7...3,3) и низкое содержание FеО в шлаке (менее 0,5 %). Коэффициент распределения серы между шлаком и металлом (S)/[S] в восстановительный период составляет 20.. .50 и может доходить до 60.
Белый шлак конца восстановительного периода электроплавки имеет следующий состав, %: 53...60 СаО; 15...25 SiO2
; 7... 15 Мg0; менее 0,5 FеО; менее 0,5 МnО; 5...8 Al2
03
; 5...10 СаF2
; 0,8...1,5 СаS.
Для улучшения перемешивания металла и шлака и интенсификации медленно идущих диффузионных процессов в восстановительный период применяют электромагнитное перемешивание, особенно на большегрузных печах.
Длительность восстановительного периода составляет 40... 100 мин. За 10..20 мин. до выпуска проводят при необходимости корректировку содержания кремния в металле, вводя в печь кусковый ферросилиций. Для окончательного раскисления за 2...3 мин. до выпуска в металл присаживают 0,4... 1,0 кг алюминия на тонну стали (чем ниже содержание углерода в металле, тем больше расход алюминия).
Иногда восстановительный период проводят не под белым, а под карбидным шлаком. Такой шлак отличается более высокой основностью и наличием в шлаке карбида кальция (СаС2
). Для получения карбидного шлака наведенный в начале восстановительного периода шлак раскисляют повышенным количеством кокса (2...3 кг/т), после чего печь герметизируют. В этих условиях в зоне электрических дуг идет реакция
СаО + 3 С = СаС2
+ СО.
Образующийся карбид кальция является энергичным раскислителем и наличие его в шлаке обеспечивает более полное, чем под белым шлаком, раскисление и десульфурацию. Под карбидным шлаком, содержащим 1,5.. .2,5 % СаС2
, металл выдерживают 30...40 мин.
Карбид кальция хорошо смачивает металл, поэтому при выпуске плавки в ковш под карбидным шлаком металл загрязняется частичками шлака. Для предотвращения этого карбидный шлак за 20...39 мин. до выпуска переводят в белый. Для этого в печь открывают доступ воздуху через рабочее окно. Кислород воздуха окисляет карбид кальция с образованием СаО и СО и карбидный шлак превращается в белый.
Выпуск стали
из печи в ковш производят совместно со шлаком. Интенсивное перемешивание металла со шлаком в ковше обеспечивает дополнительное рафинирование: из металла в шлак переходят сера и неметаллические включения.
При выплавке стали в дуговых печах порядок легирования зависит от сродства легирующих элементов к кислороду.
Никель и молибден во время плавки не окисляются и их вводят в начальные периоды плавки: никель в завалку, а молибден в конце плавления или в начале восстановительного периода.
Хром и марганец вводят в металл после слива окислительного шлака в начале восстановительного периода.
Вольфрам, также как хром и марганец, обладает большим сродством к кислороду, чем железо. Его вводят в металл в начале восстановительного периода. Особенность легирования вольфрамом заключается в том, что из-за высокой температуры плавления ферровольфрама он растворяется медленно и для корректировки состава металла ферровольфрам можно присаживать в ванну не позднее, чем за 30 мин до выпуска.
Кремний, ванадий и особенно титан и алюминий обладают большим сродством к кислороду и легко окисляются. В связи с этим легирование стали феррованадием производят за 15...35 мин до выпуска, ферросилицием - за 10...20 мин до выпуска. Ферротитан вводят в печь за 5...15 мин до выпуска либо в ковш. Алюминий вводят за 2...3 мин до выпуска в печь.
2. Выплавка стали в двухванном сталеплавильном агрегате
2.1 Шихтовые материалы
Качество шихтовых материалов должно полностью соответствовать требованиям стандартов. Для двухванных агрегатов применяют следующие материалы:
- чугун передельный жидкий для мартеновских печей по СТП-101-27-87;
-чугун передельный по ГОСТ 805-95;
-металлы черные вторичные по ГОСТ 2787-75;
-известняк (в шихту и для подсыпки порогов) по СТО ММК 223-99;
- известь для сталеплавильного производства обычная по СТО ММК 223-99;
- доломит обожженный металлургический для заправки сталеплавильных печей но СТП-101-5 7-89;
- порошки магнезитовые (периклазовые) спеченные по ТУ 14-8-209-76;
- руда железная Магнитогорского рудника, концентраты железорудные обогатительной фабрики, агломерат по СТО ММК 101 -31 -99.
Все сыпучие материалы, поступающие на шихтовый двор мартеновского цеха, должны иметь сертификаты. Сыпучие материалы производства ММК разрешается принимать без сертификатов. В днищах мульд обязательно должны быть отверстия для удаления влаги. Запрещается применение боксита и окалины.
Во избежание бурных реакций каждую мульду с сыпучими материалами (агломератом, известняком, известью, шамотной крошкой) необходимо присаживать в жидкий металл в 2...3 приема.[1]
Металлический лом подается в шихтовый двор в подготовленном виде и загружается в мульдовые составы.
Неснижаемый запас чугуна в миксерах должен быть не менее 400 т. Разрешается принимать чугун в цех через люки или переставлять ковши доменного цеха в миксерном отделении. Отбор проб чугуна из миксера для химического анализа на содержание кремния, серы и марганца производится через каждые 2 ч.
Все шихтовые материалы должны подаваться к печам только после взвешивания. Информация по взвешиванию шихтовых материалов, поступающих из шихтового двора мартеновского цеха, передается сталевару и контролеру ОКП из весовой по телефону. Отвесные выписываются в двух экземплярах, один экземпляр хранится в весовой, другой - передается бригадиром по подаче сталевару печи. Массу извести и известняка разрешается определять по объему (стандартными мульдами).
После завалки шихтовых материалов производится уточнение массы возврата материала и соответствующая корректировка в плавильном журнале.
Проверка массы пустых мульдовых составов производится один раз в месяц по графику. Калибровка весов производится не реже одного раза в три месяца.
2.2 Принцип работы двухванной печи
Двухванная печь - агрегат, основанный на интенсивной продувке металла кислородом в одной ванне и использовании тепла газов, выделяющихся при продувке, для нагрева шихты в соседней камере. Скорости нагрева металла и окисления углерода в двухванной печи значительно превышают значения, характерные для мартеновских печей. Поэтому быстрое и четкое выполнение всех технологических операций является залогом успешной работы двухванной печи.
Организации работ на печи должна обеспечить максимально возможное использование физического и химического тепла дымовых газов для нагрева твердых шихтовых материалов. Это требование выполняется при равенстве "холодного" (заправка, завалка, прогрев лома и заливка чугуна) и "горячего" (плавление и доводка) периодов плавки. Совмещение технологических операций в двухванной печи должно происходить таким образом, чтобы заливка чугуна и уборка заливочного желоба были закончены к началу выпуска плавки из соседней ванны.
2.3 Заправка печи и закрытие сталевыпускного отверстия
Заправка печи производится обожженным доломитом или магнезитовым порошком во время выпуска плавки.
После выпуска металла и шлака из печи производится осмотр подины и закрытие сталевыпускного отверстия. Очистка отверстия от металла и шлака производится кислородом, а просушивание - магнезитовым порошком. Предварительно с передней стороны печи на отверстие дается с помощью завалочной машины или забрасывается лопатами 50... 100 кг агломерата (от 10 до 20 лопат).
После просушки отверстия сталевар с передней стороны печи вручную или заправочной машиной закрывает его магнезитовым порошком или обожженным доломитом. Первый подручный сталевара в это время закрывает отверстие слегка увлаженным магнезитовым порошком с задней стороны печи и ставит в середине отверстия первую пробку из огнеупорной массы. При необходимости отверстие на выходе ремонтируется, после чего первый подручный сталевара окончательно закрывает его магнезитовым порошком, ставя вторую пробку из огнеупорной массы.
Форма и размеры сталевыпускного отверстия должны обеспечивать нормальный выпуск плавки продолжительностью не более 15 минут.
После ремонта стальной летки допускается на первых трех плавках длительность схода металла не более 20 минут.
2.4 Завалка и прогрев шихты
После заправки печи и осмотра подины производится завалка металлического лома. Во время завалки дымовые газы должны проходить через "холодную" ванну.
Шихтовые материалы (металлический лом, известь или известняк) должны подаваться к печи одним составом к началу выпуска плавки.
Завалка начинается с легковесного лома по 1...2 мульде в окно. После прикрытия подины легковесом заваливается часть тяжеловесного лома, бой изложниц. Затем, равномерно во все окна, загружается вся известь (известняк) и оставшийся лом. Запрещается заваливать известь (известняк) после завалки всего металлического лома
После завалки всей шихты производится отталкивание лома от передней стенки и подсыпка порогов "сырым" доломитом или известняком фракцией 10...50 мм.
Прогрев шихты производится дымовыми газами, идущими из ванны, в которой продувают металл кислородом.
Разрешается не менее чем за 30 мин до заливки чугуна подавать на металлический лом кислород в количестве не более 3000 м3
/ ч.
При подаче кислорода на лом фурмы должны находиться на минимальном расстоянии от его поверхности. Опускание фурм непосредственно на шихту запрещается, так как это приводит к прогару фурмы.
2.5 Заливка чугуна, плавление, доводка
После прогрева шихты устанавливается заливочный желоб и заливается чугун. Заливка чугуна должна быть начата при содержании углерода в металле соседней ванны 0,6...0,7 %, но не позднее, чем за 20 мин до выпуска плавки из "горячей" ванны. Продолжительность заливки чугуна должна быть не более 15 мин.
К моменту заливки чугуна на печи должны быть установлены шлаковые чаши и сталевыпускной желоб.
Во время заливки чугуна все три кислородные фурмы в заливаемой ванне должны находиться над металлоломом.
Дымовые газы из ванны, в которой заканчивается доводка плавки, должны отводиться через заливаемую ванну.
Продувка ванны кислородом всеми тремя фурмами может быть начата только при содержании углерода в металле соседней ванны не более 0,20 %. Дымовые газы в этом случае должны отводиться через ванну, в которой заканчивается доводка плавки.
Расход кислорода на продувку устанавливается в соответствии с утвержденной инструкцией по тепловому режиму двух ванных печей. Чистота кислорода должна быть не менее 95 %.
Головки фурм во время продувки должны находиться на условной границе раздела шлак-металл. Установка фурм производится по указателю положения наконечника фурм или визуально по положению верхнего конца фурм и натяжению канатов. В течение всего периода продувки сталевар обязан систематически проверять положение и состояние фурм, своевременно обнаруживать течь воды.
При выплавке нестареющей, низколегированной и спокойной стали общее количество спущенного шлака должно быть не менее 0,5 чаши (оценивается визуально).
При выплавке остальных марок стали общее количество спущенного шлака не регламентируется. Шлак разрешается спускать через шлаковую летку или через порог завалочного окна.
В связи с высокой интенсивностью продувки ванны кислородом металлический лом через 50 мин полностью расплавляется. Поэтому, не позднее чем через 1 ч 00 мин после начала продувки (к моменту окончания завалки в "холодной" ванне) отбирается первая проба металла и шлака на химический анализ и проводится измерение температуры жидкой стали термопарой разового измерения температуры. Момент расплавления условно считается при достижении температуры металла 1500 °С, основность шлака по расплавлении должна быть не менее 1,8 (определяется в экспресс-лаборатории).
Оптимальным ходом процесса доводки считается режим, когда продувка металла кислородом ведется всеми фурмами и нет необходимости принятия мер для нагрева или охлаждения металла. При этом температура металла на выпуске должна обеспечивать нормальную его разливку.
Необходимость принятия мер для нагрева или охлаждения металла определяется по графику оптимального хода периода доводки (рис. 2.1)
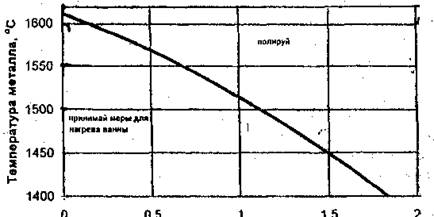
Содержание углерода, %
Рис. 2.1. График оптимального хода периода доводки на двухванных печах
На перегретых плавках (область, расположенная выше линии оптимального хода процесса) производится присадка известняка или агломерата. Разрешается присадка чистой прокатной обрези. Перед полировкой плавки необходимо закрыть газ (если он был открыт) и поднять 2-ю или 5-ю фурму в крайнее верхнее положение. При этом крайняя к отводящей головке фурма должна находиться на расстоянии 0,5... 1,0 м от уровня шлака. Продувку ванны производят одной фурмой. Расход кислорода должен быть не более 4000 м3
/ч.
Во время полировки плавки, во избежание бурных реакций, каждую мульду необходимо присаживать в жидкий металл в 2...3 приема. Если в это время в соседней ванне производится заливка чугуна, то ее необходимо прекратить. Дымовые газы должны отводиться через соседнюю ванну.
Запрещается во время полировки плавки отводить дымовые газы непосредственно в вертикальный канал. Продувку металла всеми тремя фурмами разрешается начинать только после прекращения реакции в ванне.
По ходу доводки через каждые 5... 10 мин отбирается проба металла для контроля содержания углерода методом ТЭДС. Контроль температуры металла по ходу доводки должен производиться термопарой разового измерения не реже, чем через 10 мин.
2.6 Окончание доводки
Продувка металла кислородом для всех марок стали должна быть закончена не позднее, чем за 5 мин до раскисления в печи или выпуска плавки при ковшевом раскислении. В этот момент содержание углерода в металле должно превышать не менее чем на 0,05 % верхний предел при выплавке стали с содержанием углерода 0,14...0,27 %, а при выплавке стали с содержанием 0,06...0,14 % углерода - нижний предел для заданной марки стали. В технологическом паспорте плавки отмечают время окончания продувки. Продувка металла кислородом при содержании углерода в нем менее 0,10 % вызывает резкое увеличение окисленности металла, что приводит к получению рыхлой корки слитка кипящей стали и плохой поверхности слябов, увеличению количества неметаллических включений, а также к снижению выхода годного и стойкости сталеразливочных ковшей. Производить продувку при массовой доле углерода в металле менее 0,10 % не рекомендуется. В случае "холодного" хода плавки допускается продувка металла кислородом при содержании углерода менее 0,10 % с обязательным реагированием его окисленности углеродсодержащими материалами.[6]
Выплавка низколегированных сталей и стали для судостроения в случае окончания продувки металла при содержании углерода менее 0,07% не производится.
После окончания продувки производится отбор проб металла для контроля содержания углерода методом ТЭДС или на приборе АН-29, но не менее двух раз.
После окончания продувки фурмы устанавливаются над шлаком. Расход топлива и кислорода должен соответствовать инструкции по тепловому режиму. Перед выпуском плавки отбираются пробы металла и шлака на химический анализ.
Содержание оксидов железа в шлаке перед выпуском стали всех марок не регламентируется. Основность конечного шлака должна быть не менее 2,3.
Если после окончания продувки производится присадка агломерата, то она должна быть закончена не позднее, чем за 10 мин до выпуска или предварительного раскисления. Присадка извести или известняка в количестве не более 1,0 % заканчивается не позднее 10 мин до выпуска плавки. Разрешается перед выпуском стали присаживать в металл после окончания продувки чистую обрезь проката или твердый чугун без видимых следов влаги в количестве до 5 т на плавку.
Выпуск плавки или предварительное раскисление металла в этом случае производится после полного растворения присадки. Запрещается присадка в жидкую ванну макетированного лома и лома, смешанного с известняком или известью.
Запрещается производить нагрев металла при "холодном" ходе плавки присадкой раскислителей.
2.7 Выпуск плавки и раскисление в ковше
Выпускное отверстие к моменту выпуска плавки должно быть тщательно разделено и очищено от заправочного материала.
Для снижения окисленности сталей и науглероживания металла разрешается применять молотый коксик. Разрешается забрасывать коксик до выпуска плавки, рассредоточив его на дне ковша, в бумажных мешках весом 20...30 кг.
Производственный мастер печи должен убедиться, что загруженный в мешки коксик не имеет посторонних влажных предметов.
При выплавке стали с содержанием углерода менее 0,12 % для печей вместимостью 2x280 т. в зависимости от отклонения температурного хода плавки от оптимального для снятия окисленности металла рекомендуется следующий расход коксовой мелочи (таблица 2.1).
Таблица 2.1-Расход коксовой мелочи
| Отклонение от хода плавки, о
С |
10 |
20 |
30 |
40 |
50 |
| Рекомендуемый расход кокса, кг |
100 |
150 |
200 |
250 |
300 |
Отклонение температурного хода плавки от оптимального определяется по формуле:
Δt = tвып
- (ti
+ 100*[C] i
),
где ti
- температура на момент отбора пробы металла, °С;
[C]i
- содержание углерода в пробе металла по ходу плавки, %.
Для науглероживания металла разрешается дополнительно присаживать коксовую мелочь из расчета введения не более 0,05 %.
Суммарный расход коксовой мелочи, присаживаемой в ковш, должен быть не более 500 кг.
При забрасывании коксика в ковш по ходу выпуска плавки необходимо принять меры предосторожности, обеспечивающие безопасность работы обслуживающего персонала.
Доставка коксика в цех производится в специальных бункерах, которые должны иметь плотно закрывающиеся крышки, не допускающие попадания влаги в бункер. Каждый бункер с коксиком должен сопровождаться сертификатом с указанием его влажности и зернового состава.
Влажность молотого коксика должна быть не более 1,0 %, а зерновой состав должен соответствовать требованиям СТП 101-44-98 "Кокс молотый".
Коксик, предназначенный для присадки в ковш в мешках, должен храниться на рабочей площадке в специальных коробках, исключающих попадание в него влаги.
Все раскислители, применяемые на плавке, должны быть подготовлены и взвешены. Использование раскислителя неизвестного химического состава и без взвешивания запрещается. Раскисление кипящих, полуспокойных марок стали в ковше должно производиться, как правило, из весовой воронки. Введение раскислителей (в том числе и алюминия) в ковш должно заканчиваться до наполнения 1/2 ковша. Размер кусков раскислителей, присаживаемых в ковш, должен быть не более 50 мм.
Расход коксика в ковш в зависимости от содержания углерода в металле перед выпуском должен соответствовать данным таблицы 2.2.
Таблица 2.2-Расход коксика в ковш
| Содержание углерода в металле перед выпуском, % |
0,06 |
0,05 |
0,04 |
0,03 |
| Расход коксика, кг |
60 |
90 |
120 |
180 |
Легирование стали алюминием производится на агрегате доводки стали путем введения в ковш алюминиевой катанки.
Присадка раскислителей в ковш производится из коробки или весовой воронки. Раскислители при выплавке низколегированной стали присаживаются в ковш из коробки в нагретом состоянии. Время нагрева раскислителей на сушке должно быть не менее 40 мин.
Присадку раскислителей необходимо начинать при наполнении ковша на 1/5 и заканчивать при наполнении ковша на 1/2 высоты (визуально).
Алюминий при выплавке спокойной и низколегированной стали присаживается в ковш одновременно с остальными ферросплавами.
Разрешается присаживать в ковш после схода металла известь, известняк или бой шамота с целью загущения шлака и увеличения стойкости футеровки ковша. На перегретых плавках разрешается охлаждать металл в ковше во время выпуска плавки присадками известняка или отходов метизной промышленности ("выдры"). Необходимый расход этих материалов определяется из расчета охлаждения металла на 5 °С при присадке 1 т отходов метизной промышленности или 0,75 т известняка. Охлаждающие материалы не должны иметь видимых следов влаги.
Раскисление спокойной стали, выплавляемой с науглероживанием жидким чугуном на АДС, производится в следующей последовательности:
- выпуск плавки проводят в ошлакованные ковши, предварительно подогретые на специальных установках;
- во время выпуска плавки в ковш присаживается расчетное количество ферромарганца, ферросилиция ФС-45 или ФС-65, алюминия чушкового (0,5... 1,0 кг/т) и молотого коксика. Расход коксика определяется из расчета получения в пробе металла, отобранной из ковша по приходу плавки на АДС, массовой доли углерода 0,15.. .0,20 %;
- металл в ковше во время выпуска плавки продувается инертным газом;
- в конце выпуска плавки проводится отсечка печного шлака и ковш с металлом передается на АДС для доводки стали по химическому составу и температуре.
Отсечка печного шлака проводится при помощи специального переносного желоба, транспортируемого разливочным краном под сталевыпускной желоб при появлении первых порций печного шлака.
3. Внеагрегатная обработка металла в цехе
3.1 обработка стали на установке "Печь-ковш"
Технология обработки металла на установке "печь-ковш" регламентируется инструкцией, разработанной на основе научно - технической документации, опыта эксплуатации установок "печь - ковш" других металлургических предприятий и рекомендаций фирмы "FUCHSsystemtechnik".[1]
Эта инструкция является непосредственным руководством для начальников участков и смен, старших мастеров, мастеров, сталеваров и подручных сталевара агрегатов ковшевой обработки стали, начальника участка ОКП, контрольных мастеров и контролеров ОКП, а также персонала технологической автоматики цеха. Разрез ЭСПЦ по установке "печь-ковш" представлен на рис.5.1 ( приложение 3).
3.1.1 Назначение установки "печь-ковш"
Установка "печь - ковш" (УПК) предназначена для обработки жидкой стали в сталеразливочном ковше как с использованием комбинированной установки вакуумирования стали (КУВС), так и без нее.
На УПК осуществляются следующие технологические операции:
- нагрев металла электрической дугой;
- продувка металла аргоном для усреднения химического состава металла и его температуры по объему сталеразливочного ковша;
- коррекция химического состава металла;
- десульфурация металла белым основным шлаком;
- измерение температуры и отбор проб металла и шлака;
-микролегирование или получение металла с узкими пределами содержания элементов путем ввода порошковой проволоки с различными видами наполнителей.
Контроль за процессом ковшевой обработки производится путем замера температуры, отбора проб металла, измерения расхода и давления аргона для продувки, измерения веса добавок, присаживаемых в ковш, измерения тока и напряжения дуги и других электрических параметров, а также измерения вспомогательных параметров (температура и давление охлаждающей воды, отходящих газов и т. п.).
УПК включает в себя следующие группы оборудования, узлов и систем:
- каркас установки со встроенными помещениями поста управления, трансформа-
тора;
- система хранения, дозирования и механизированной подачи сыпучих (ферросплавов, скрап - сечки, шлакообразующих материалов и гранулированного шлака);
- тракт подачи сыпучих;
- машина подачи алюминиевой проволоки и порошковой проволоки с различными видами наполнителей;
- две водоохлаждаемые крышки сводов;
- механизмы подъема водоохлаждаемых крышек (порталов сводов);
- один поворотный электродный портал с графитовыми электродами;
- трансформатор;
система высокого тока (для передачи электроэнергии от трансформатора к электродам);
- устройство для донной продувки; аварийная верхняя фурма;
- манипулятор для измерения температуры и отбора проб металла;
- стенд свинчивания электродов.
В зависимости от требований к химическому составу сталей и другим характеристикам могут использоваться следующие схемы внепечной обработки сталей:
А: конвертер - КУВС - УПК - МНЛЗ - для низкоуглеродистых сталей.
Б: конвертер - УПК - КУВС - МНЛЗ - для сталей с повышенными требованиями по содержанию газов и т. д.
В: конвертер - УПК - МНЛЗ - для остальных марок сталей.
3.1.2 Материалы и требования, предъявляемые к ним
Ферросплавы и легирующие (ферросилиций, ферросиликомарганец, ферромарганец, марганец металлический, ферротитан, титан губчатый, феррохром, ферросиликохром, феррованадий, феррониобий, феррофосфор, ферромолибден, ферробор, силикокальций, кокс кусковой) должны иметь фракцию от 5 до 50 мм, соответствовать требованиям государственных стандартов и технических условий. Влажность не должна быть более 1 %.
Кроме того, для раскисления, легирования и коррекции химического состава стали применяются алюминиевая катанка, алюминий первичный и вторичный.
В качестве шлакообразующих материалов используются известь свежеобожженная и плавиковый шпат. Влажность плавикового шпата - не более 1 %. Использование извести пушонки запрещается.
Для продувки металла используются газообразные аргон с массовой долей аргона не менее 99,5 % и азот.
3.1.3 Подготовка установки "печь-ковш" к работе
Перед обработкой металла на установке необходимо обеспечить:
-заполнение бункеров необходимыми материалами, соответствующими предъявляемым требованиям;
-наличие алюминиевой катанки на трайб-аппарате;
-наличие средств отбора проб металла и измерения его температуры и окисленности;
-подачу газов необходимого давления;
-подачу воды на охлаждение элементов установки, необходимого давления и температуры;
-исправность работы систем продувки металла аргоном;
-исправность работы газового тракта;
-исправность работы всех механизмов, систем контроля, управления, сигнализации и блокировки;
-исправность работы пневмопочты;
-длину электродов (при необходимости их нарастить).
3.1.4 Технология обработки металла на установке "печь-ковш"
3.1.4.1Обработка стали по схеме: конвертер - УПК - МНЛЗ
Плавки, предназначенные для обработки на установке, сливаются в сталеразливочный ковш, специально оборудованный для донной продувки. Ковш должен иметь исправную сухую футеровку. Верхний край ковша должен быть чистым.
Раскисление, легирование и обработка металла ТШС во время выпуска плавки из конвертера производится согласно технологической инструкции. Легирующие присаживаются из расчета получения содержания Si, Мn, Аl на нижнем пределе.
Необходимо исключить попадание конвертерного шлака в сталеразливочный ковш во время выпуска плавки из конвертера.
Перед выпуском металла из конвертера начинают продувку аргоном через пористые пробки в днище ковша.
Поступивший из конвертерного отделения сталеразливочный ковш устанавливается на сталевоз УПК. К ковшу подсоединяется аргонный шланг, включается подача аргона с интенсивностью 15...30 м3
/ч.
Сталевоз передвигается под крышку установки, после чего крышка опускается. Через рабочее окно производится корректировка интенсивности продувки. Перемешивание аргоном должно обеспечивать минимальное оголение металла.
Электродный портал поворачивается в исходную позицию и производится включение установки на 5 мин на средней ступени напряжения.
Не ранее чем через одну минуту после отключения нагрева производится замер температуры металла и отбор пробы шлака. Проба шлака берется с помощью металлической трубки (стержня) через рабочую дверцу, охлаждается и анализируется по цвету и поверхности и отправляется в экспресс - лабораторию. Цвет шлака меняется по степени раскисленности (содержанию FеО) от черного к белому. Появление белого шла-ка в ковше означает, что шлак нормально подготовлен для проведения процесса десульфурации стали. Ориентировочный визуальный анализ состава шлака представлен в табл. 5.1.
Таблица 5.1-Визуальный анализ состава ковшевого шлака
| По цвету |
| Черный |
Содержание (FeO+MnO)>2%. Шлак необходимо дополнительно раскислить Al или Si |
| Серый |
Содержание (FeO+MnO) = 1…2%. Необходимо дальнейшее раскисление шлака Al или Si |
| Белый-желтый |
Шлак нормально раскислен. Желтый цвет указывает, что десульфурация прошла. |
| Зеленый |
Шлак содержит оксид хрома (Cr2
O3
) |
| По поверхности |
Зеркальная – гладкая /
тонкая
|
Высокая доля (SiO2
/Al2
O3
). Необходима добавка извести порциями по 0,4 кг/т |
| Гладкая и тонкая |
В холодном состоянии шлак должен расподаться. Если он не распадается, то высока доля (Al2
O3
). Необходима добавка порций извести по 0,4 кг/т |
| Шероховатая / неровная |
Высокая доля (CaO). Если имеются нерастворенные частицы извести, то необходима добавка песка (SiO2
) / глинозема (Al2
O3
) порциями не более 0,1 кг/т |
Для обеспечения наилучшего результата десульфурации стали в ковше содержание в шлаке FeO + MnO должно быть менее 2 %. Оптимальный состав кошевых шлаков представлен в таблице 5.2.
Таблица 5.2-Оптимальный химический состав ковшевых шлаков для десульфурации стали
| Компонент |
Содержание в шлаке, % |
| Сталь, раскисленная Si |
Сталь, раскисленная Al |
| CaO |
55…65 |
55…65 |
| SiO2
|
20…30 |
5…10 |
| Al2
O3
|
5…10 |
20…30 |
| MgO |
4…5 |
4…5 |
| FeO + MnO |
1 |
0,5 |
Через 3 минуты перемешивания маталла аргоном отбирается проба металла и отправляется в экспресс – лабораторию.
После расплавления шлака в процессе нагрева жидкий шлак раскисляют присадкой 50... 100 кг дроби алюминия, затем присаживается известь и плавиковый шпат в соотношении 4:1. Известь вводится порциями не более 0,4 кг/т за раз, при необходимости по визуальной оценке состава шлака, добавляется песок порцией не более 0,1 кг/т.
После получения результатов химического анализа производится корректировка химического состава металла добавлением необходимого количества раскислителей и легирующих материалов из расчета получения среднего содержания элементов. Затем металл перемешивается аргоном не менее 5 мин. Для интенсификации процесса шлакообразования и растворения ферросплавов расход аргона разрешается увеличить до 30...50 м3
/ч. Присадку материалов рекомендуется производить порциями с интервалом 1 ...3 мин вблизи зоны продувки.
По окончании нагрева не ранее чем через 5 мин продувки после присадки ферросплавов измеряется температура металла и отбираются пробы металла и шлака. До получения результатов экспресс - анализа производится перемешивание металла аргоном с интенсивностью 10...203
/ч.
После получения результатов химического анализа, при необходимости, производят дополнительную корректировку химического состава металла.
Легкоокисляющиеся элементы вводятся в ковш только по окончании последнего цикла нагрева.
В трубные марки стали, если это необходимо, вводят трайб-аппаратом порошковую SiСа или А1Са проволоку без продувки аргоном для достижения максимально высокого усвоения. Если наблюдается белое пламя над шлаком, то необходимо увеличить скорость ввода порошковой проволоки.
Если температура металла ниже заказанной для МНЛЗ, то производится дополнительный нагрев.
Производится замер температуры и отбор пробы металла. После достижения необходимого химического состава и заданной температуры электродный портал разрешается повернуть в другую сторону. Крышка установки поднимается, ковш выдвигается из - под установки, отсоединяется аргонный шланг и далее ковш передается на МНЛЗ.
3.1.4.2 Обработка стали по схеме: конвертер - установка вакуумирования - УПК - МНЛЗ
По этой схеме выплавляются стали с содержанием углерода до 0,02...0,03 %.Перед подачей плавки на установку "печь - ковш" металл подвергается обработке на комбинированной установке вакуумирования стали в соответствии с технологической инструкцией.
После окончания вакуумной обработки ковш передают на УПК и проводят обработку металла как в предыдущем случае.
При обработке низкоуглеродистых сталей следует учитывать науглероживание металла от электродов.
Обработка стали по схеме: конвертер - УПК - установка вакуумирования - МНЛЗ производится при необходимости вакуумной обработки раскисленного металла с целью дегазации и удаления неметаллических включений.
3.1.4.3 Доводка плавки аварийной верхней фурмой
При невозможности продувки металла аргоном через донные фурмы необходимо:
- проверить все соединения трубопроводов, по которым подается аргон. При наличии утечек аргона их устранить;
- дать максимальный расход аргона через "байпас". Если "раздутия" пробки не произошло, то необходимо продувку производить аварийной верхней фурмой.
Продувка металла аргоном аварийной фурмой должна производиться при поднятых электродах. Фурму устанавливают в исходное положение над металлом, задают расход аргона в пределах 25...40 м3
/ч, после чего фурма опускается на глубину около 4 м и производится продувка металла в течение 3...4 мин. Разрешается продувать металл при неполном погружении фурмы при присадке кокса и чушкового алюминия.
3.2 Обработка металла на агрегатах доводки стали
В ОАО "ММК" разработана инструкция, которая устанавливает единые для всего технологического персонала положения и особенности технологии обработки металла в ковше на агрегатах доводки стали и установке усреднительной продувки.
3.2.1 Общее устройство агрегатов доводки стали в ковше
Агрегаты доводки стали в ковше (АДС) размещены над дополнительным сталевозным путём, расположенным между основными сталевозными путями, идущими от конвертеров № 1 и № 2. Каждый АДС обслуживается разливочным краном ОНРС того пролёта, где он расположен.[1]
Конструкция АДС включает следующие машины (механизмы), отдельные узлы и системы:
-каркас агрегата со встроенными помещениями поста управления, электропомещением, помещением гидростанции и аргоно-регуляторного пункта. Каркас агрегата не имеет связей с колоннами каркаса здания и опирается собственными колоннами на фундамент отделения непрерывной разливки стали;
-система хранения, дозирования и механизированной выдачи сыпучих материалов (ферросплавов, кокса, известняка и гранулированного шлака);
- тракт подачи ферросплавов, кокса и известняка;
- тракт подачи гранулированного шлака;
- система хранения, дозирования и подачи порошков в струе аргона;
-машина независимых перемещений продувочной фурмы и фурмы для химического нагрева;
- система ручного замера параметров стали;
- задатчик продувочных фурм;
- манипулятор продувочных фурм;
- машина подачи алюминиевой катанки;
-трайб-аппарат для ввода в металл алюминиевой катанки или порошковой проволоки;
- укрытие сталеразливочного ковша;
- стеллаж для хранения резервных продувочных фурм.
Система хранения, дозирования и механизированной выдачи сыпучих материалов включает шесть расходных бункеров для хранения ферросплавов, кокса и известняка и один сдвоенный бункер для хранения гранулированного шлака, семь вибрационных питателей и двое бункерных весов. Бункера расположены на отметке "+ 22400".
Тракт подачи сыпучих материалов состоит из частично укрытого в местах перегрузки сыпучих материалов горизонтального ленточного конвейера. Конвейер установлен на рабочей площадке каркаса агрегата на отметке "+ 12800".
Тракт подачи гранулированного шлака состоит из частично укрытого в местах перегрузки граншлака наклонного ленточного конвейера, установленного над рабочей площадкой каркаса агрегата на отметке "+ 12800".
Система хранения, дозирования и подачи порошков в струе аргона включает 3 пневмокамерных насоса (два вместимостью 3,5 м3
и один -1,5 м3
), которые свободно подвешиваются на собственных тензорезисторных датчиках к конструкциям рабочей площадки бункерного блока системы хранения, дозирования и механизированной выдачи сыпучих материалов. Насосы размещены на отметке "+ 19400".
Машина независимых перемещений продувочной фурмы и фурмы для химического нагрева металла состоит из продувочной фурмы и фурмы для химического нагрева металла, кареток, независимых механизмов подъёма кареток и вертикальной направляющей колонны.
Задатчик продувочных фурм представляет собой поворотный стол, установленный своим порталом на рабочей площадке каркаса агрегата на отметке"+ 9000".
Манипулятор продувочных фурм (отметка "+ 23200") предназначен для последовательной подачи подготовленных к работе продувочных фурм из контейнера в соответствующую каретку машины независимых перемещений продувочной фурмы и возврата отработанных фурм в контейнер. Манипулятор состоит из горизонтально перемещающейся штанги, на одном конце которой, обращенной в сторону задатчика продувочных фурм, размещается привод подъёма-опускания захвата.
Машина подачи алюминиевой проволоки (отметка "+ 9000") состоит из разматывателя, наклонной направляющей и роликовой проводки, включающей в себя механизмы мерительного ролика, правящих роликов и тянущих роликов.
Трайб-аппарат для ввода в металл алюминиевой катанки или порошковой проволоки (отметка "+ 12400") состоит из разматывателя, наклонной трубы и тянущей клети с тремя парами роликов.
Укрытие сталеразливочного ковша предназначено для создания над поверхностью металла газодинамической завесы с противодавлением направленного потока отработанных технологических газов и их отсоса из зоны обработки. Укрытие сталеразливочного ковша включает стационарную подвесную крышку, кожух газодинамической защиты, ограждение для ограничения зоны газовыделений над рабочей площадкой, каркаса агрегата, защитный кожух, механизм подъёма-опускания защитного кожуха.
3.2.2 Технологическая схема обработки металла на АДС и на УУПС
Сталеразливочные ковши доставляются в отделение непрерывной разливки стали, где краном той машины непрерывного литья заготовок, на которой предполагается разливка плавки, переставляются на дополнительные сталевозы АДС или на сталевоз КУВС.
На АДС и УУПС осуществляются следующие технологические операции:
-продувка металла аргоном, подаваемым через верхнюю продувочную фурму, для усреднения химического состава металла и его температуры по объему сталеразливочиого ковша;
-продувка металла аргоном, подаваемым через пористую пробку, установленную в днище сталеразливочиого ковша, для усреднения химического состава металла и его температуры по объему сталеразливочиого ковша;
-измерение температуры и отбор проб металла, а при необходимости - проб шлака;
- отправка проб металла и шлака на экспресс-анализ;
- коррекция химического состава стали и её микролегирование присадкой кусковых материалов;
- коррекция химического состава металла по алюминию путем ввода алюминиевой катанки или чушковым алюминием;
- микролегирование для получения металла с узкими пределами элементов путем ввода порошковой проволоки с различными видами наполнителей;
- продувка металла порошками (только на АДС);
- химический нагрев металла (только на АДС № 1);
- охлаждение металла;
- засыпка поверхности расплава гранулированным шлаком (только на АДС).
3.2.3 Усреднительная продувка
Обработка стали аргоном с целью усреднения химического состава и температуры металла по объему сталеразливочного ковша производится на всех плавках, независимо от марки стали.
Аргон подается в металл через футерованную или монолитную фурмы.
Продувка металла аргоном производится при крайнем нижнем положении фурмы (продолжительность продувки аргоном в этой позиции - не менее 50 % от общего времени продувки).
Разрешается производить продувку металла аргоном при неполном погружении фурмы в течение 1,0...2,0 мин после присадки кокса или чушкового алюминия.
При износе (отгорании) 3 катушек длиной 200 мм, 2 катушек длиной 270 мм или 600 мм монолитной фурмы фурма заменяется.
Фурма устанавливается в исходное положение над металлом, затем устанавливается расход аргона от 30 до 40 м3
/ч, после чего начинают опускать фурму на заданную глубину. По мере погружения фурмы расход аргона увеличивают и поддерживают не менее 70 м3
/ч для хромосодержащих марок стали, а для остальных - не менее 60 мэ
/ч.
При нормальном состоянии фурмы и подводящего аргонопровода давление аргона на выходе должно составлять 0,9... 1,2 атм (0,09...0,12МПа) в положении над металлом и 2,9...3,5 атм (0,29...0,35 МПа) - при полном по1ружении фурмы в металл. При более высоких значениях этого параметра фурму следует немедленно извлечь из металла и "промыть" кислородом.
По истечении 3 мин усреднительной продувки технологическим персоналом производится измерение температуры металла без прекращения продувки аргоном. Одновременно с измерением температуры, при доводке металла типа 08Ю производится отбор первой пробы металла. Отбор первой пробы для металла остального сортамента производится по истечении 6 мин усреднительной продувки. Проба отправляется пневмопочтой на экспресс-анализ. Результаты измерения температуры и экспресс-анализа пробы металла заносятся в технологический журнал.
На плавках визуально производится определение толщины шлака. По команде сталевара или контролёра ОКП измерение толщины шлака производится с помощью металлической трубки - стержня. Трубка опускается в расплав на глубину около 0,5 м и выдерживается в течение 10... 15 с, после чего извлекается из расплава. Толщина шлака измеряется по трубке от отгоревшего в металле торца трубки по всей длине зашлакованной поверхности трубки.
3.2.4 Окончание обработки стали
По окончании обработки стали сталевар сообщает по системе "Прогресс" или по телефону мастеру разливки или старшему разливщику ОНРС о готовности плавки к разливке и передает результат последнего измерения температуры металла в сталеразливочном ковше. В случае задержки ковша с обработанным металлом на установке производится запись в агрегатном журнале с указанием времени и причины задержки.
В случае большого перерыва в обработке (более 10 мин) непосредственно перед передачей металла на МНЛЗ плавка должна быть продута аргоном в течение 3 мин с интенсивностью продувки не менее 60 м3
/ч при максимальном погружении продувочной фурмы, если в этот период не проводилась коррекция химического состава металла. Если после перерыва в обработке для коррекции химического состава металла отдано более 70 кг алюминия, металл перед передачей на МНЛЗ должен быть продут аргоном в течение 5 мин с интенсивностью продувки не менее 60 м3
/ч при максимальном погружении продувочной фурмы. Продолжительность и причина перерыва в обработке фиксируется в паспорте плавки.
После окончания доводки, по указанию мастера, принимая во внимание количество шлака в ковше, поверхность расплава засыпается теплоизолирующей смесью (гранулированным доменным шлаком). Расход смеси может достигать 2,5 т.
В случае прекращения подачи на установку аргона требуемых параметров разрешается продувка азотом стали следующих марок:
- углеродистые спокойные по ГОСТ 380-71;
-углеродистые спокойные по ГОСТ 1050-74 (кроме тонколистового проката);
- низколегированные по ГОСТ 19282-72;
- низкоуглеродистые 08пс по ГОСТ 9045-80.
Давление азота в азотопроводе должно быть не менее 1,0 МПа. В случае, когда параметры азота не удовлетворяют требованиям, сталевар сообщает по телефону диспетчеру цеха о случившемся. Обработка металла не производится.
Фурма устанавливается в исходное положение над металлом, затем устанавливается расход азота от 30 до 40 м3
/ч, после чего начинают опускать фурму на заданную глубину. По мере погружения фурмы расход аргона увеличивают и поддерживают не менее 60 м3
/ч.
Рекомендуется общую продолжительность продувки металла азотом выдерживать не более 10 мин.
Допускается совмещение продувки металла азотом с введением микролегирующих элементов и присадкой корректирующих добавок ферросплавов.
4. Разливка стали на сортовых МНЛЗ
4.1 Общие положения
Технология непрерывной разливки низкоуглеродистых, углеродистых, низколегированных, конструкционных и качественных марок стали на машинах непрерывного литья сортовых заготовок мартеновского цеха осуществляется в соответствии с действующей инструкцией (ВТИ 101-СТ-М-58-2004), в которой все технологические операции учитывают безопасность работы обслуживающего персонала.
Ответственность за выполнение инструкции несет сменный технологический персонал мартеновского цеха.[3]
Контроль за соблюдением технологической инструкции и предупреждение нарушений возлагается на начальника цеха, его заместителей, помощников и старших мастеров, начальника участка ОКП, мастеров и контролеров ОКП.
Основными условиями осуществления нормального процесса непрерывной разливки являются:
-выплавка и внепечная обработка стали в соответствии с требованиями соответствующих технологических инструкций и распоряжений;
- своевременная подача металла для разливки;
- тщательная подготовка к приему плавки сталеразливочных и промежуточных ковшей;
- подготовка и проверка всех узлов, механизмов и контрольно-измерительных приборов (КИП) МНЛЗ перед разливкой;
- выполнение в процессе разливки требований технологической инструкции, производственно-технических инструкций и инструкций по технике безопасности.
Пятиручьевые МНЛЗ радиального типа с базовым радиусом 9 м сконструированы для отливки заготовок сечением от 100x100 мм до 152x170 мм.
Параметры используемого оборудования представлены в табл. 6.1. Общий вид слябовой МНЛЗ представлен на рис.6.1 (приложение 4).
4.2 Подготовка МНЛЗ к разливке стали
Подготовка МНЛЗ к работе производится операторами МНЛЗ под руководством сменного мастера разливки и старшего оператора МНЛЗ и включает в себя следующие операции.
Подготовка и проверка кристаллизаторов
В период подготовки очищаются плиты кристаллизаторов от брызг металла, шлака, мусора и покрываются жидкой графитной массой для облегчения в дальнейшем удаления брызг металла и настыля. Рабочие поверхности гильз обдувают сжатым воздухом до удаления с них твердых частиц (окалины, огнеупорной массы). Рабочие стенки гильз протирают ветошью.
Таблица 6.1-Параметры оборудования МНЛЗ
| Наименование |
Параметр |
| Емкость промковша, т |
- при рабочем (номинальном) уровне700 мм
- при уровне переполнения 800 мм
|
26,5
28,0
|
| Расстояние между центрами ручьев, мм |
1250 |
| Сечение отливаемых заготовок, мм |
100x100, 124x124,120x150, 150x150,152x170 |
| Длина заготовок, мм |
3500-12000 |
| Разливаемые марки стали и тип разливки *)
|
| - низко- и среднеуглеродистая сталь [С] ме- |
| нее 0,35 %, раскисленная кремнием, с А1 не |
открытая |
| более 0,006 %, для общего применения |
Окончание табл.6.1
|
| Наименование |
Параметр |
| - среднеуглеродистая сталь, раскисленная Аl; |
- углеродистая и высокоуглеродистая сталь[С] более 0,35%;
- борсодержащая сталь;
- науглераживаемая сталь, сталь для холодной высадки, с общим количеством легирующих элементов более 0,8%;
|
открытая - для стали с А1
не более 0,006 %,
закрытая - для стали с А1
более 0,006 %
|
| - пружинная сталь; |
| - подшипниковая сталь; |
| - высокоуглеродистые кордовые и канатные стали; |
закрытая**)
|
| - сварные марки стали. |
| Содержание элементов в стали, %: |
не более 0,030 каждого или |
| - [S] и [Р] |
0,050 суммарно***)
|
| Скорость разливки по оборудованию, м/мин |
0,0-7,0 |
| - для сечения 100x100 мм |
не более 5,6 |
| - для сечения 124x124 мм |
не более 4,4 |
| - для сечения 120x150 мм |
не более 3,6 |
| - для сечения 150x150 мм |
не более 3,0 |
| - для сечения 152x170 мм |
не более 2,7 |
| Кристаллизатор |
гильзовый, DIAMOLD |
| - длина, мм |
900 |
| - покрытие |
хромовое — толщина 0,1 мм |
| - контроль уровня металла |
автоматический |
| - амплитуда качания, мм |
±9 |
| - частота качания, кач./мин |
30-300 |
| - расход воды на охлаждение гильзы, л/мин |
1200-2300 |
| - максимальная температура воды на входе, о
С |
40 |
| - перепад температуры воды на входе и |
| выходе, о
С |
4-8 |
| Затравка |
Жесткая, недеформируемая |
| Зона вторичного охлаждения (ЗВО) |
Открытая - водовоздушная, четыре независимые зоны |
| Тянуще-правильная машина |
Приводные и направляющие ролики |
*)
Разливка закрытой струей для сечения заготовки 100x100 мм не предусмотрена.
**)
Тип разливки уточняется после проведения опытных плавок.
***)
В случае превышения допустимого содержания решение о возможности разливки принимает начальник цеха или его заместители.
Проверяют состояние гильз (на расстоянии 250 мм от верха гильзы царапины не допускаются). Нагар от смазки в районе мениска и дефекты поверхности гильз глубиной не более 1,5 мм зачищают мелкой наждачной бумагой в направлении разливки и повторно обдувают сжатым воздухом.
Проверяют состояние опорных роликов - они не должны иметь неравномерного износа, поверхность роликов должна быть чистой от брызг стали и шлака. Проверяются вручную ролики на вращение и прочность посадки в кристаллизаторе. Форсунки опорных роликов должны быть очищены и проверены подачей воды с контролем факела. Вода из рубашки не должна проникать внутрь гильзы (стенки внутри гильзы должны быть сухими).
В случае использования новых кристаллизаторов необходимо проверить установку источника радиоактивного излучения и счетчика вспышек. В случае необходимости производится перенастройка электронного измерительного узла. Кроме этого, проверяется затяжка болтов для крепления кристаллизатора на качающейся раме и герметичность соединений.
Для механизма качания необходимо проверить герметичность и целостность соединения подвода воды между корпусом кристаллизатора и подъемного стола механизма качания. Проверяют герметичность и целостность соединений охлаждающей воды для кристаллизатора на входе и выходе. Кроме того, проверяют чистоту системы приводов (гидроцилиндр), подъем в центре кристаллизатора, плавность движения механизма. В случае нарушения плавности движения и появления вибрации измеряют боковые отклонения на двух смежных поверхностях кристаллизатора (в случае отклонения более 0,3 мм механизм качания необходимо настроить или заменить).
Для проверки расходов воды и отсутствия течи воды в рабочую полость, а также в местах ее подвода, в кристаллизатор подают воду при давлении 1,0 МПа. Расход воды должен быть не менее 1200 л/мин. При расходе воды ниже минимального необходимо настроить объем протока при помощи ручного клапана или заменить кристаллизатор. Максимальная температура воды на входе должна быть не более 40° С, на входе и выходе температура воды должна быть примерно одинаковой.
Проверка элементов системы вторичного охлаждения
В системе вторичною охлаждения проверяют исправность, ориентацию и качество факела форсунок зон охлаждения. Засоренные форсунки прочищают, а неисправные заменяют новыми, при необходимости производят очистку или замену отдельных коллекторов.
Давление подачи воды должно быть 1,0 МПа, а температура водына входе должна быть не более 35° С.
Проверка элементов поддерживающей системы и ее охлаждения
В поддерживающей системе проверяют исправность и надежность подводов воды к роликам, состояние поверхности роликов, вращение приводных роликов. Проверяют все механизмы МНЛЗ в холостом режиме. Обнаруженные неисправности устраняют.
Подготовка и ввод затравки
Подготовку затравки проводят на промежуточной платформе над направляющей ручья (+ 0,6 м). Замену головки затравки и, при необходимости, передающих звеньев производят на этой же платформе.
Перед вводом затравки необходимо очистить головку, провести монтаж устройства ввода затравки с крюком и штырем, проверить движение стыка на головке.
Затравка вводится в кристаллизатор через тянуще - правильную машину до расстояния 190 мм от верхнего среза гильзы кристаллизатора. Убирают устройство заведения от затравки, чистят головку сжатым воздухом, при необходимости просушивают головку. После этого устанавливают упаковочную трубу с пластинами уплотнения и проверяют деревянные штифты.
После упаковки головку опускают на расстояние 780 мм под верхом гильзы кристаллизатора, укладывают на головку металлическую стружку - «холодильник» и смазывают медную гильзу маслом.
Для предотвращения попадания посторонних предметов в рабочую полость кристаллизаторов во время ожидания плавки закрывают гильзу кристаллизатора стальной пластиной (2,0-3,0x250x250 мм).
4.3 Способ разливки стали открытой струей
Оператор МНЛЗ перед разливкой должен:
-подсыпать песком рабочую площадку за кристаллизатором до уровня головки рельсов и уложить огнеупорные изделия, бывшие в употреблении, для защиты стенки столов кристаллизатора со стороны аварийных емкостей;
-проверить сертификат и результаты входной проверки качества разливочного масла;
-производить еженедельно отбор проб масла для анализа его качества. Место отбора проб - подвод смазки к кристаллизатору. Сертификаты масла должны храниться в комнате мастеров по гидравлике. В случае отклонения по результатам анализа проб масла от требований по качеству масло необходимо слить и направить на регенерацию, при этом на МНЛЗ задействовать резервные емкости под масло.
Разливщиком МНЛЗ перед разливкой подготавливаются емкости и желоба для аварийного слива металла. Наличие влаги, шлака, металла в них не допускается. При наличии влаги производится осушка аварийных емкостей воздухом. Стенки желобов должны быть обмазаны огнеупорной массой и посыпаны графитом.
Очищаются каналы для подачи разливочного масла в кристаллизатора. Проверяется наличие в баке разливочного масла и поступление его в кристаллизатор. В процессе эксплуатации МНЛЗ через каждые 70-80 плавок производится слив отстоя разливочного масла (до момента появления чистого масла).
Очистку основных емкостей под технологическую смазку кристаллизаторов выполняют при замене масла во время ПНР.
Разливщик МНЛЗ обязан проверить наличие на рабочих местах вспомогательного инструмента и приспособлений («заморозок», засыпки каналов дозаторов, кислородных трубок, проволоки для уборки шлака из кристаллизаторов, пробоотборников, термоблоков).
Подготовка промежуточных ковшей к разливке стали осуществляется разливщиком под руководством мастера разливки.
Подготовленный промковш перевозится с участка подготовки на участок промковшей на разливочной площадке, после чего необходимо:
- установить промковш па тележку; проверить диаметр стаканов;
- отцентрировать промковш в направлении разливки;
- по возможности, перед предварительным нагревом, проверить центровку разливочных стаканов относительно установленных в машине кристаллизаторов, для чего перевести промковш в позицию разливки;
- предварительный нагрев промковша должен начаться не позже чем за 1,5 ч до начала разливки. Минимальная температура поверхности футеровки после предварительного разогрева должна составлять не менее 1100°С (цвет соломенно-желтый, оценка визуально);
- во время предварительного нагрева контролировать деформацию ванны промковша и наличие незакрепленных огнеупоров (при отслоении огнеупоры удалить);
- не допускать подачу на разливку промковшей с дозирующими стаканами, имеющими сколы и трещины.
Разливка стали на МНЛЗ производится операторами и разливщиками под руководством мастера МНЛЗ.
Перед разливкой разливщик устанавливает стальковш на сталеразливочный стенд и подсоединяет цилиндр шиберного затвора. Оператор МНЛЗ передает по громкой связи «Металл на разливочной площадке», включает подачу воды на кристаллизаторы и вторичное охлаждение, проверяет наличие воды в аварийной емкости, включает воду на охлаждение оборудования. Запрещается запуск МНЛЗ при расходе воды на охлаждение кристаллизатора менее 1200 л/мин и при неисправностях приборов КИПиА для контроля расхода, давления и температуры охлаждающей воды.
Оператор поста управления вводит в ЭВМ номер плавки, марку стали, длину мерного реза заготовок.
Оператор МНЛЗ устанавливает расход воды на кристаллизатор и зоны вторичного охлаждения для данной группы марок стали.
4.4 Способ разливки стали закрытой струей
Разливщики стали при подготовке МНЛЗ к приему жидкого металла:
-подготавливают емкости для аварийного слива металла. Наличие влаги, шлака, металла в них не допускается;
-на рабочей площадке проверяют наличие рабочего инструмента и необходимых материалов - нарезанной катанки, защитных труб, жезла измерения температуры в промковше, термопар, пробниц, кислородных трубок, погружных стаканов, газовых резаков, теплоизолирующей смеси для промковша;
-проверяют наличие в необходимом количестве (исходя из расчета 0,7 кг/т) шлакообразующих смесей для засыпки зеркала металла в промежуточном ковше и кристаллизаторе, наличие сертификатов с химическим составом, датой изготовления и типом смеси. (Разрешение на использование смеси при разливке стали дает мастер МНЛЗ на основании документа, сопровождающего партию смеси). Смеси для кристаллизаторов и для промежуточного ковша необходимо использовать в состоянии поставки;
-визуально проверяют отсутствие трещин и сколов на погружных стаканах.
Подготовка промежуточных ковшей к разливке стали осуществляется разливщиком под руководством мастера разливки.
Подготовленный промковш перевозят с участка подготовки на участок тележек пром ковшей - на разливочной площадке, после чего необходимо:
- установить промковш на тележку, проверить диаметр стаканов;
- отцентрировать промковш в направлении разливки;
- по возможности, перед предварительным нагревом, проверить центровку разливочных стаканов относительно установленных в машине кристаллизаторов, для чего перевести промковш в позицию разливки;
предварительный нагрев промковша должен начаться не позже чем за 1,5 ч до начала разливки. Минимальная температура поверхности футеровки после предварительного разогрева должна составлять 1100 о
С (цвет соломенно-желтый, оценка визуально);
- во время предварительного нагрева контролировать деформацию ванны промковша и наличие незакрепленных огнеупоров. При наличии отслоения огнеупоров - удалить.
Для установки стопоров механизм управления стопорами должен быть зафиксирован на необходимой высоте. Высота подъема цилиндра стопора 120 мм. На 30 мм над самой низкой позицией цилиндра стопора находится позиция для установки стопора.
Перед предварительным нагревом промковша стопора необходимо полностью открыть.
Предварительный нагрев погружного стакана должен начаться не позже чем за 0,5 ч до начала разливки. Нагрев разъемного погружного стакана проводится в нагревательной печи на разливочной площадке. Нагрев неразъемного погружного стакана проводится в позиции предварительного разогрева промковша изолированными горелками.
Перед разливкой разливщик должен установить стальковш на сталеразливочный стенд и подсоединить цилиндр шиберного затвора. Оператор МНЛЗ передает по громкой связи «Металл, на разливочной площадке».
Операторы МНЛЗ включают подачу воды на кристаллизаторы и вторичное охлаждение, проверяют наличие воды в аварийной емкости, включают воду на охлаждение оборудования. Запрещается запуск МНЛЗ при расходе воды на охлаждение кристаллизатора менее 1200 л/мин и при неисправностях приборов КИПиА для контроля расхода и давления воды.
Оператор поста управления вводит в ЭВМ номер плавки, марку стали, длину мерного реза заготовок. Оператор МНЛЗ устанавливает расход воды в кристаллизатор и зоны вторичного охлаждения для данной группы марок стали в соответствии с табл. 14.2... 14.16.
Разливщик обязан:
-закончить предварительный нагрев промковша и поднять горелки разогрева;
- проверить устройство замены погружных стаканов;
- убрать крышки с подготовленных кристаллизаторов;
-поднять промковш и перевести тележку промковша в положение разливки, опустить промковш;
-отцентрировать промковш над первым и пятым кристаллизаторами;
- перевести стальковш в позицию разливки.
Для автоматического пуска ручья необходимо нажать кнопку «СТАРТ АВТО».
По завершении данных операций сменный мастер дает команду открыть стальковш.
Список литературы
1. Основы производства стали: учебное пособие для колледжей, лицеев и техникумов / К.Н. Вдовин, Ю.А. Колесников.- Магнитогорск: МГТУ, 2005. – 203 с.
2. Металлургия стали. Кудрин В.А. Учебник для вузов. – 2-е изд., перераб. и доп.- М.: Металлургия, 1989 – 560 с.
3. Непрерывная разливка стали: Учебник для СПТУ. Попандопуло И.К., Михневич Ю.Ф., - М.: Металлургия, 1990 – 296 с.
4. ЭлектроМеталлургия: Ежемесячный научно-технический, производственный и учебно-методический журнал / главный редактор журнала д-р техн. наук Уточкин Ю.И. 6/2009 – 48 с.
5. Металлургия стали, теория и технология плавки стали. / Бигеев А.М.,
Бигеев В. А. – Магнитогорск: МГТУ, 2000
6.Основы технологии производства стали: учебное пособие для вузов / Поволоцкий Д.Я. – Челябинск.
Размещено на http://www.
|
