Зміст
Вступ
1.Визначення текучості пластичних мас
1.1 Текучість пластичних мас та її вплив на переробку. Основні засади визначення текучості
1.2 Визначення текучості за методом Рашига
1.3 Визначення індексу розплаву
1.4 Визначення температури каплепадіння низькоплавких полімерів та олігомерів за Убеллоде
2.Визначення стійкості пластичних мас до дії високих температур
2.1 Визначення теплостійкості пластичних мас за Мартенсом і Віка
2.2 Визначення стійкості пластмас до дії накалювання
2.3 Визначення вогнестійкості пластичних мас
Висновок
Література
Вступ
Тема реферату з дисципліни «Контроль якості полімерних матеріалів» - «Визначення текучості пластичних мас. Визначення стійкості пластичних мас до дії високих температур»
Дисципліна “Контроль якості полімерних матеріалів” дає знання про те, якими методами оцінюють якість матеріалів, з яких виготовляють полімерні вироби. Властивості полімерних матеріалів визначають і якість виробів і терміни їх експлуатації. Дисципліна знайомить з методами контролю якості пластмас і еластомерів, принципами і суттю цих методів, особливостями контролю того чи іншого матеріалу, а також з розрахунками кількісних показників якості.
Матеріал дисципліни базується на вивченні хімії і фізики полімерів, прикладної механіки.
1.Визначення текучості пластичних мас
1.1 Текучість пластичних мас та її вплив на переробку. Основні засади визначення текучості
текучість пластичний маса полімер
Пластики – це полімерні матеріали, які за експлуатації є твердими речовинами, а за нагрівання переходять у в’язкотекучий стан. Ця властивість зумовлює переробку у вироби шляхом розплавлення та формування виробу у формі з подальшим охолодженням. Текучість є властивістю пластичних мас, від якої залежать всі технологічні параметри процесів їх переробки у вироби. Текучість визначається хімічною структурою полімеру, молекулярною масою та наявністю і вмістом компонентів полімерної композиції. Текучість для конкретного виробу та способу переробки повинна бути оптимальною. Завелика текучість зумовлює погане формоутворення, бо розплав не повністю заповнює форму і не проникає у всі частини форми, при цьому потребує збільшеного зусилля формування, що веде до надмірної потреби енергетичних витрат. Замала текучість веде до збільшення величини випресовок через витікання розплаву через незначні нещільності. Оптимальна текучість встановлюється дослідним шляхом. Принцип визначення текучості полягає у видаленні розплаву полімеру за заданої температури та тиску через калібрований отвір та вимірювання кількості матеріалу за певний час. Той же самий полімер залежно від призначення та методу переробки у вироби виробляється з різними значеннями текучості. Текучість є умовним показником, і для її визначення використовується кілька методів. Основними вимогами випробувань за кожним з них є суворе дотримання умов: температури, тиску, тривалості тощо.
Реклама

1.2.Визначення текучості за методом Рашига
За методом Рашига розплав полімерного матеріалу видавлюється через отвір в нижній частині прес-форми Рашига. Метод може застосовуватись і для термопластичних, і для термореактивних полімерних матеріалів. Для термопластів вимірюється маса матеріалу в мг в секунду, що видавлюється через сопло. Для термореактивних матеріалів вимірюють довжину стовпчика, що виходить з отвору до моменту затвердіння.
Прес-форма Рашига (рис. 1) встановлюється на двох металевих опорах над гладенькою шліфованою поверхнею, на яку стікає полімерний матеріал, що видавлюється з нижнього отвору прес-форми. У прес-форму, яка попередньо нагрівається до 130 єС, поміщають наважку 12г матеріалу, потім опускають пуансон та нагрівають прес-форму до 150 єС, після чого дають тиск 30 МПа.
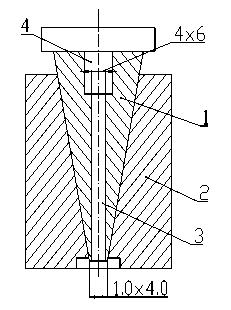
Рис. 1. Прес-форма Рашига для визначення текучості пластмас
1 – напівматриця; 2 – обійма; 3 – канал; 4 – завантажувальна камера
Протягом пресування ретельно стежать за тим моментом, коли з нижнього отвору прес-форми почне витікати пом’якшений матеріал. Момент появи матеріалу відзначають секундоміром. Рівно через 1 хвилину відрізають стрічечку матеріалу та після охолодження до кімнатної температури зважують її на аналітичних вагах з точністю до 0,0001 г. Кількість матеріалу, яка витікає за 1 секунду, за величину текучості за Рашигом, яку виражають і мг/с. Для термореактивних матеріалів текучістю за Рашигом є довжина стовпчика в см, яка витікає з нижнього отвору до затвердіння.
1.3 Визначення індексу розплаву
Індексом розплаву називається показник, що визначається на пластометрі, та виражається як маса матеріалу в г, яка витікає через калібрований отвір за 10 хвилин. На ТОВ “ЛіНОС” виробляється поліпропілен з індексом розплаву від 0,3 до 50 г/10 хвилин. Чим більший індекс розплаву, ти м більша молекулярна маса полімеру. Індекс розплаву має іншу назву – ПТР (показник текучості розплаву). Хоча індекс розплаву є умовною характеристикою, він достатньо точно характеризує поведінку полімеру за переробки його методами екструзії, лиття під тиском та іншими методами.
Реклама

Визначення здійснюють на пластометрі (рис. 2), який видавлює розплав полімеру через сопло певного діаметру. Залежно від в’язкості розплаву швидкість видавлювання буде різною, що забезпечить різну масу полімеру, яка пройде через сопло за певний час.
Пластометр складається з сталевого циліндричного корпуса з двома подовжніми каналами. Один канал знаходиться у центрі корпуса та призначений для завантаження полімерного матеріалу, а другий – для термопари. В центральному каналі корпуса знаходиться поршень з закаляної сталі, довжина якого дорівнює довжині каналу.
На верхній частині поршня знаходиться втулка, на яку поміщається з’ємний вантаж. В нижній частині центрального каналу закріплено стандартне сопло, яке виготовлено з закаляної сталі. Сопло не повинно виступати за межі корпуса.
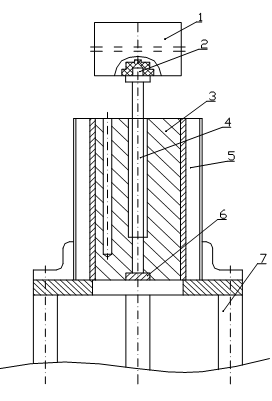
Рис. 2. Видавлюючий пластометр для визначення індексу розплаву пластмас
Корпус пластометра має електрообігрів, з допомогою якого можна підтримувати задану температуру з точністю до 0,5 єС. Температура на заданому рівні підтримується автоматично та регулюється з допомогою електричного потенціометра. Прилад упорядкований видавлюючим пристроєм для видалення залишків матеріалу після випробування. Всі поверхні пласт метра, які стикаються з полімерним матеріалом, повинні бути відполірованими. Пластометр встановлюється вертикально та закріплюється на металевому штативі. Полімерний матеріал для випробування може бути в вигляді гранул або порошку. Перед випробуванням циліндр і поршень нагрівають до заданої температури та витримують за цієї температури протягом 15 хвилин. Після цього в центральний канал вводять наважку полімерного матеріалу та опускають ва поршень без вантажу. Через 4 хвилини, коли температура знову встановиться, на поршень кладуть вантаж. Маса вантажу разом з поршнем повинна складати 2160 г, що відповідає тиску на матеріал 0,3 МПа. Матеріал починає видавлюватись через сопло. Першу порцію полімеру, яка складає приблизно третю частину, відкидають. Наступні порції зрізають через певні проміжки часу гострим ножем в вигляді джгутиків та зважують.
Маса матеріалу, яку завантажують в циліндр, та проміжки часу, через які слід зрізати джгутики, залежать від значення показника текучості, який передбачається.
Індекс розплаву, Маса наважки, г Проміжок часу, с
г/10 хвилин
0,15-1,0 3-4 240
1,0-3,5 4-5 60
3,5-10 6-8 30
10-25 6-8 20
За величину текучості (індексу розплаву) приймають середнє арифметичне з трьох визначень. Різниця між максимальною та мінімальною вагою зразків не повинна перевищувати 10%. Для матеріалів з індексом розплаву від 0,15 до 25 г/1- хвилин застосовують стандартне сопло з внутрішнім діаметром 2,095±0,005 мм. За більшої текучості (від 25 до 250 г/й0 хвилин) застосовують стандартне сопло з внутрішнім діаметром від 1,160 до 1,200 мм.
Індекс розплаву звичайно визначають для таких полімерів, як поліетилен, поліпропілен, поліформальдегід та ін.
1.4 Визначення температури каплепадіння низькоплавких полімерів та олігомерів за Убеллоде
Низькоплавкі полімери, а також олігомери мають невелику молекулярну масу та переходять у в’язкотекучий стан за невисокий температур. Тому їх здатність до переробки визначається за методом Убеллоде, який призначено для визначення температури каплепадіння. Цей метод ґрунтується на нагріванні матеріалу та вимірюванні температури, за якої відбувається витікання першої краплі розплаву полімерного матеріалу через отвір в денці спеціальної чашечки, в яку попередньо налито та охолоджено розплав полімеру.
Температуру краплепадіння визначають на приладі Убеллоде (рис. 3).

Рис. 3. Прилад Убеллоде
1- металева гільза; 2 - скляна чашечка
Прилад складається з термометра, ртутна кулька якого опущена у скляну чашечку з отвором у дні. Чашечку прикріплюють до термометра з допомогою металевої гільзи. Термометр з чашечкою закріплюють у пробірці таким чином, щоб між денцем пробірки та чашечкою залишався деякий проміжок. Пробірку в свою чергу укріплюють в колбі з гліцерином для рівномірного обігріву. Перед визначенням скляну чашечку виймають з гільзи, ставлять на скло та вливають в неї розплавлену масу. В розплав поміщають термометр та закріплюють чашечку у гільзі. Коли розплав добре застигне, збирають прилад та починають нагрівання, підвищуючи температур з швидкістю 1 є за хвилину. Температура, за якої крапля полімеру проходить через отвір в дні чашечки та падає на денце пробірки, вважається за температуру краплепадіння за Убеллоде.
2.Визначення стійкості пластичних мас до дії високих температур
2.1 Визначення теплостійкості пластичних мас за Мартенсом і Віка
Вироби з пластмас широко використовуються в умовах підвищених температур, тому потрібно точно знати температурну межу їх застосування. Теплостійкість пластмас як полімерних матеріалів – це їх здатність зберігати міцносні властивості в таких умовах. Такий показник характеризується найвищою температурою, за якої ще не погіршуються механічні характеристики пластику. Цю температуру визначають за безперервного нагрівання зразка полімерного матеріалу та слідкування за обраною характеристикою, яка залежить від механічної поведінки зразка протягом процесу випробування. При цьому треба враховувати особливість пластмас як взагалі полімерних матеріалів – залежність теплостійкості від величини навантаження. Чим вище навантаження, тем меша температура, за якої полімерний матеріал починає деформуватись, тому дуже важливо дотримуватись стандартних умов проведення випробування. Методи визначення теплостійкості за Мартенсом та за Віка розрізняються видом навантаження та зразками для випробування.
За Мартенсом за теплостійкість приймають температуру, за якої стандартний брусок розміром 120±2 х 15±0,2 х 10±0,2 мм зламається або зігнеться на певну величину (6 мм) пі дією згинаючого зусилля. Теплостійкість за Мартенсом показує, за якої максимальної температури можуть експлуатуватись вироби з даного полімерного матеріалу без суттєвих деформації. Визначення проводиться на апараті Мартенса (рис. 4)..
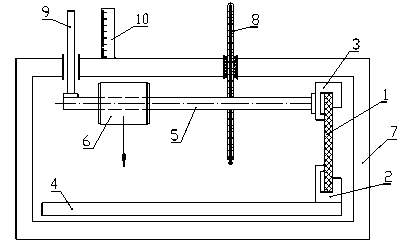
Рис. 4. Схема апарату Мартенса для визначення теплостійкості пластмас
1 – зразок; 2 нижній затискувач; 3 – верхній затискувач; 4 – підґрунтя приладу; 5 – важіль; 6 – вантаж; 7 – стінки нагрівальної шафи; 8 – термометр; 9 – покажчик; 10 – шкала.
Стандартний брусок закріплюють суворо вертикально в двох затискувачах. Верхній затискувач має важіль, на який надітий вантаж, що може переміщуватись по важелю. Прилад Мартенса встановлюється в термошкафу, яка обігрівається з таким розрахунком, щоб температура піднімалась рівномірно з швидкістю 50 градусів за годину. Під дією температури та вантажу брусок згинається , і важіль покажчика починає поступово опускатись. Температура, за якої покажчик опуститься на 6 мм по шкалі, фіксується я к температура, що характеризує теплостійкість за Мартенсом. Випробування проводять на трьох зразках та виводять середнє арифметичне значення.
Метод визначення теплостійкості за ВІКА ґрунтується на вимірюванні найвищої температури, за якої циліндричний наконечник приладу вдавиться під дією постійного навантаження в зразок полімерного матеріалу на глибину 1 мм. Цей метод можна використовувати тільки для однорідних полімерних матеріалів і заборонено – для армованих пластиків.
Для випробування застосовуються зразки товщиною не менше 3 мм. Зразки з меншою товщиною складуються в кілька шарів до необхідної товщини. При цьому верхній шар, який стикається з наконечником приладу, не повинен мати товщину менше 1,1 мм. Для випробування застосовується прилад ВІКА рис. 5).
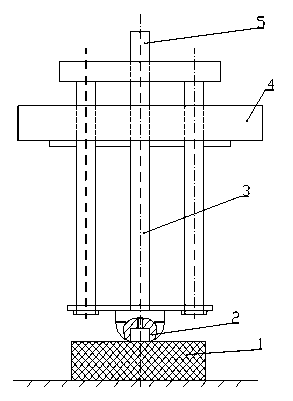
Рис. 5. Схема приладу ВІКА для випробувань на теплостійкість
1 – зразок; 2 – наконечник; 3 – стрижень; 4 – навантажувач; 5 – стрижень до покажчика приладу
Навантажувач приладу має змінний вантаж (5000±10) г та (1000±10) г. Величина вантажу обирається залежно від матеріалу та наводиться в технічних умовах. Діаметр перетину нижньої частини наконечника дорівнює 1,13 мм. Ця частина відшліфована на площину, площа якої складає 1 мм2. Цією площиною наконечник вдавлюється в зразок на необхідну глибину.
Ціна ділення покажчика деформації не повинна бути менше 0,2 мм. Прилад поміщають в термостат, в якому забезпечується постійне зростання температури з швидкістю 50±5 є за годину. Перед випробуванням температура в термостаті повинна дорівнювати 20 єС.
Зразок встановлюють в приладі таким чином, щоб площина наконечника знаходилась в центрі зразка та стикалась з ним. Після цього на зразок дають навантаження та вмикають обігрів приладу.
Температура, за якої наконечник приладу вдавиться в зразок на 1 мм, є показником теплостійкості за ВІКА.
Прилади звичайно мають звукову сигналізацію (дзвоник), яка автоматично вмикається, коли наконечник вдавиться в зразок на необхідну глибину, та записуючий пристрій. Випробування проводять на трьох зразках та обчислюють середнє арифметичне.
Цей метод застосовується тільки для однорідних пластиків. Він не може оцінювати теплостійкість неоднорідних, наприклад, шаруватих, пластиків.
2.2 Визначення стійкості пластмас до дії накалювання
Пластики є основними матеріалами, які працюють в електричних вимикачах, силових установках тощо. Для оцінки їх стійкості до дії накалювання використовують стандартну методику, за якою стійкість до дії накалювання – це здатність полімерного матеріалу протистояти дії нагрітого до температури 900 0С силітового стержня, який протягом 3 хвилин стикається з зразком полімеру. При цьому зразок полімерного матеріалу втрачає і вагу і довжину. Оцінку стійкості пластику до дії накалювання визначають за спеціальною шкалою з шести ступенів, які характеризуються числами від 0 до 5. Число стійкості до дії накалювання, яке дорівнює 5, відповідає повній негорючості матеріалу, а число 0 – повній горючості.
Випробування проводиться на зразках розміром 120±2 х 10±0,2 х 4±0,2 мм з допомогою спеціального приладу. Він має пристрій з прикріпленим силітовим стрижнем, що може обертатись. Робоча частина стрижня має діаметр 8,0±0,1 мм та висоту 100±5 мм. Стрижень нагрівається електричним струмом та приходить в зіткнення із зразком за допомогою пристрою. Зразок з допомогою затискача закріплюється в горизонтальному положенні на металічній стійці, яка може рухатись.
Стійкість матеріалу до дії накалювання характеризується добутком втрати маси зразка, яка виражена в міліграмах, на довжину його спаленої частини, яка виражена у сантиметрах.
Умовно встановлено 6 ступенів стійкості до дії накалювання, які характеризуються числами від 0 до 5. Число стійкості до накалювання, що дорівнює 5, відповідає повній негорючості матеріалу, а а число 0 означає його повну горючість.
Зразок зважується з точністю до 0,001 г, закріплюється в приладі з допомогою затискача та встановлюється суворо горизонтально таким чином, щоб силітовим стрижень своєю серединою стикався торцевої частини зразка протягом 3 хвилин. Якщо зразок за час випробування загориться, полум’я необхідно загасити. Після цього зразок виймають з затискувача, знову зважують з точністю до 0,001 г та вимірюють довжину обгорілої частини в см. Визначення проводять на трьох зразка і за результат беруть середнє арифметичне значення.
Втрату маси зразка в міліграмах розраховують за формулою:
 , ,
де m1 – маса зразка до випробування, мг;
m2 – маса зразка після випробування, мг.
Довжину обгорілої частини зразка обчислюють за формулою:
 , ,
де l1 – довжина зразка до випробування, см;
l2 – довжина частини зразка після випробування, яка не піддалась дії полум’я, см.
Для характеристика стійкості пластмас до дії накалювання можна користуватись якісним показником за Шраммом та Цебровським від 0 до5, для чого знаходять добуток M·L:
M·L, мг·см >105 105-104 104-103 103-102 100-10 10
Число стійкості
до накалювання 0 1 2 3 4 5
Стійкість пластмас до дії накалювання можна також характеризувати безрозмірною величиною IR, яку розраховують за формулою:
Значення IR округлюють до 0,1.
2.3 Визначення вогнестійкості пластичних мас
Вогнестійкість пластиків визначається як здатність пластику горіти після винесення з полум’я горілки протягом спостереження за одної хвилини. Ступінь вогнестійкості характеризується трьома показниками: 1) зразок горить більше 15 с; 2) зразок горить менше 15 с; 3) зразок не загоряється в полум’ї горілки.
Випробування на вогнестійкість проводять на стандартних зразках розмірами 120±2 х 15±0,2 х 10±0,2 мм.
Полум’я газової горілки регулюють таким чином, щоб його висота дорівнювала 10 см, та встановлюють горілку під кутом 45 є. Стандартний брусок з полімерного матеріалу закріплюють на штативі горизонтально та вносять а полум’я горілки на 1 хвилину. Після цього кран горілки закривають і за секундоміром відзначають тривалість горіння бруска зовні полум’я.
Висновок
У процесі написання реферату ми ознайомилися з визначенням текучості пластичних масс, а саме:
- текучісттю пластичних мас та її впливом на переробку, основними засадами визначення текучості;
- визначенням текучості за методом Рашига;
- визначенням індексу розплаву;
- визначенням температури каплепадіння низькоплавких полімерів та олігомерів за Убеллоде
та визначення стійкості пластичних мас до дії високих температур, а саме:
- визначенням теплостійкості пластичних мас за Мартенсом і Віка;
- визначенням стійкості пластмас до дії накалювання;
- визначенням вогнестійкості пластичних мас.
Література
1. Басов Н.И., Любартович В.А., Любартович С.А Контроль качества полимерных материалов. – Л.: Химия, 1977. – с. 19-28, с.56-64
2. Григорьев А.П., Федотова О.Я. Лабораторный практикум по технологии пластических масс. – М.: Высшая школа, 1977, с. 229-234
3. Гурова Т.А. Техническии анализ и контроль производства пластмасс. - М.: Высшая школа, 1983, с. 29-34
|
