Зміст
Вступ. Розподіл електричної енергії в м. Чернігові
Розділ І. Будова силових кабелів
1.1 Загальні відомості про силові кабелі
1.2 Марки кабелів. Перерізи жил кабелів
1.3 Будова силових кабелів
1.4 Умовне позначення кабелів
1.5 Захисні покриття
Розділ ІІ. Окінцювання і з’єднання жил проводів та кабелів
2.1 Загальні відомості про контактні з’єднання
2.2 З’єднання і окінцювання обпресуванням
2.3 Обладнання, прилади
2.4 З’єднувальні гільзи, наконечники
2.5 Способи з’єднання
Розділ ІІІ. Техніка безпеки при виконанні електромонтажних робіт
Список використаної літератури
Вступ. Розподіл електричної енергії в м. Чернігів
ПЕК (паливно-енергетичний комплекс України) - один із найбільших і найчіткіше представлених комплексів національної економіки, являє собою єдину систему енергозбереження країни і охоплює сукупність процесів виробництва, перетворення, транспорту і розподілу паливно-енергетичних ресурсів (ПЕР).
Електроенергетика - ця галузь є складовою частиною ПЕКу і відіграє важливу роль в економіці будь-якої країни.
Електроенергетика України охоплює процеси по виробництву, транспорту і розподілу електричної і теплової енергії, які виробляються:
· атомними електростанціями (АЕС) Держкоматому;
· тепловими електростанціями на органічному паливі, гідравлічними (ГЕС) і гідровакуумними (ГАЕС) електростанціями і котельними Міненерго;
· електростанціями, котельними та утилізаційними установами відомчих організацій і підприємств;
· розподільчими електричними і тепловими мережами, які не належать Міненерго;
· енерго- і паливозбутні підприємства.

Структура електроенергетики України:
· атомні електростанції (АЕС);
· теплові електростанції (ТЕС);
· теплоелектроцентралі (ТЕЦ);
· державні районні електростанції (ДРЕС);
· гідравлічні електростанції (ГЕС);
· гідровакуумні електростанції (ГАЕС).
АТОМНІ ЕЛЕКТРОСТАНЦІЇ (АЕС)
З 60-70-их рр. XX ст. швидкими темпами розвивається атомна енергетика. Велике значення вона має для країн з обмеженими енергоресурсами. При сучасних технологіях і при дотриманні норм безпеки атомна енергія є незамінною для промислового Придніпров'я та південних, бідних на енергетичні ресурси, районів України. Але ця галузь потребує значних реконструкцій і вирішення питання ЧАЕС. В Україні немає замкнутого циклу з виробництва ядерного палива. Розвіданих запасів уранових руд в Україні вистачить для виробництва ядерного палива з переліком кількості блоків АЕС на 150 років.
Реклама

Атомні електростанції:
· Чорнобильська (не діє)
· Південно-Українська
· Запорізька (м. Енергодар)
· Рівненська (м. Кузнецовськ)
· Хмельницька (в м. Нетішин).
Припинено будівництво Чигиринської та Кримської АЕС.
Діючі АЕС разом виробляють 35% всієї електроенергії.
Сировиною для виробництва ТВЕЛів, основних «елементів живлення» для АЕС (завозять з Pосії) є уран-235, плутоній-239.
Український уран після очищення вміщує тільки 0,7% урану-235, а атомні реактори українські АЕС потребують 4%.
Єдиним підприємством України по видобуванню уранової руди та виробництву концентрату природного урану є Східний гірничо-збагачувальний комбінат (м. Жовті Води, Дніпропетровська обл.).
Майбутнє комбінату та урановидобувної галузі України в цілому пов'язане з введенням у промислову експлуатацію Новокостянтинівського уранового родовища. За запасами уранової руди спеціалісти відносять це родовище, до першої двадцятки світових родовищ, проектний термін експлуатації оцінюється в 50 років.
ТЕПЛОЕЛЕКТРОСТАНЦІЇ (ТЕС)
Провідне місце в електроенергетиці України належить ТЕС, вони дають 60% всієї виробленої електроенергії. Вони були побудовані наприкінці XIX ст. Існує декілька видів теплоелектростанцій: паротурбінні; газотурбінні; дизельні; парогазові.
Використовують різні види палива: вугілля; газ; мазут; гас тощо.
ГІДРАВЛІЧНІ ЕЛЕКТРОСТАНЦІЇ (ГЕС)
Потенційні ресурси потужних ГЕС складають до 4700 МВт. Потенційні ресурси (сумарні) малих річок України складають приблизно 2400 МВт. На цих річках існують 27 тис. ставків та водосховищ місцевого водогосподарського призначення, на яких можуть бути споруджені мікро- та мініГЕС потужністю 2-250 кВт. При оцінці потенційних запасів малих та середніх річок України виявлена можливість побудови понад 2300 малих і середніх ГЕС, які можуть виробити за середньоводний рік близько 4 млрд. кВт.год електроенергії. Понад 3/4 цих запасів припадає на долю річок Карпат.
ГЕС дають до 4% електроенергії і найбільш ефективні на гірських річках.
Гідроелектростанції: Київська (у м. Вишгород), Канівська, Кременчуцька (у м. Світловодськ), Дніпродзержинська, Дніпрогес, Каховська - всі ГЕС на Дніпрі; Ташлицька ГЕС (1,8 млн. кВт, р. Пд. Буг), Теребле-Ріцька ГЕС (Закарпатська обл.), Київська ГАЕС (перша в колишньому СРСР), Дністровська ГЕС-ГАЕС, Костянтинівська ГЕС-ГАЕС (Миколаївська обл.).
Реклама

НЕТРАДИЦІЙНІ, АЛЬТЕРНАТИВНІ ВИДИ ЕНЕРГІЇ
Електроенергії потрібно все більше і більше, але енергетичні ресурси (природний газ, вугілля, нафта) обмежені, атомні електростанції недосконалі і їх робота загрожує всьому живому в Україні. Вихід може бути в розширенні використання нетрадиційних, альтернативних видів енергії.
Вітроенергетика:
Розвиток в Україні обумовлений наявністю великого технічно доступного потенціалу енергії вітру на території України.
Вітроенергетика - це значною мірою екологічно чисте виробництво.
- Затока Азовського Сивашу - площа акваторії 2700 км. Це потенційна можливість розмістити ВЕС(до 135 тис. МВт.);
- Одеська область (до 20 тис.)
Сонячна енергія
В Україні річне надходження сонячного випромінювання складає 3500-5200 МДж/м що знаходиться на одному рівні з країнами, які активно використовують сонячні колектори (США, Німеччина, Швеція та інш.). Вся територія України придатна для розвитку сонячного теплопостачання. Сезонний період, коли використання сонячної енергії, реальне для України, становить квітень-вересень, а для південних районів - березень-жовтень.
Енергія сонячної радіації за рік, що досягає поверхні Землі у великих містах України, має значення.
Біотехнології, утилізація відходів:
Енергетичний потенціал визначається такими технологічними напрямками:
- анаеробне зброджування гною;
- спалювання відходів АПК;
- використання агрокультур для отримання спиртового палива шляхом ферментації;
- перетворення біомаси у газоподібні або рідкі види палива за допомогою термохімічних технологій;
- виробництво із рослинних культур масел i замінників дизельного палива.
Геотермальна енергія (ГТЕС)
Джерела геотермальної енергії розташовані по всій території України. Україна має значні потенційні ресурси геотермальної енергії. Районами її можливого використання є : Крим, Закарпаття, Донецька область, Запорізька область, Луганська область, Полтавська область, Харківська область, Херсонська область, Чернігівська область.
ГТЕС - загальна потужність - 200-250 млн. кВт, глибина буріння - до 7 км на 50 років.
Перспективні райони: Закарпаття, Крим, Львівщина.
Теплопостачання - загальною потужністю до 1,2-1,5 млрд. кВт, глибина буріння - до 4 км на 50 років.
Розділ І. Будова силових кабелів
1.1 Загальні відомості про силові кабелі
Електричні вироби, які служать для передачі електроенергії й електричних сигналів інформації або для виготовлення обмоток електричних пристроїв, утворюють велику групу кабельних виробів. Залежно від конструктивних особливостей кабельні вироби розділяють на електричні проводи, шнури й кабелі.
Провід
- це металевий провідник, що складається з однієї або декількох скручених дротів або однієї й більше ізольованих жил, поверх яких (залежно від умов прокладки й експлуатації) може бути легка неметалічна оболонка, обмотка й (або) опльотка з волокнистих матеріалів або дроту, і не призначений, як правило, для прокладки в землі. Застосовують неізольовані й ізольовані проводи. Останні підрозділяють на обмотувальні для виготовлення обмоток електротехнічних пристроїв, настановні для електричних розподільних мереж низької напруги, а також вивідні, монтажні, запалювання, термоелектронні, опору й стрічкові.
Шнур
- являє собою провід з ізольованими жилами підвищеної гнучкості, який служить для з'єднання з рухливими пристроями. По призначенню й конструкції шнур близький до ізольованого проводу.
Кабель
- це один або кілька ізольованих провідників (струмопровідних жил), ув'язнених у металеву, або неметалічну оболонку, поверх якої (залежно від умов прокладки й експлуатації) є захисний покрив. Залежно від призначення розрізняють наступні види кабелів: силові - для передачі електричної енергії струмами промислових частот; радіочастотні - для передачі електромагнітної енергії на радіочастотах; зв'язку - для передачі сигналів інформації струмами різних частот; керування - для ланцюгів дистанційного керування, релейного захисту й автоматики; контрольні - для ланцюгів контролю й виміру; сигнально-блокувальні - для ланцюгів сигналізації й блокування, а також геодезичні, гідроакустичні, термопарні й нагрівальні.
Залежно від конструктивних особливостей розрізняють кабелі для стаціонарної й нестаціонарної прокладки. Перші кабелі призначені для передачі й розподілу електричної енергії в стаціонарних установках, другі - для приєднання пересувних машин, механізмів й устаткування до електричних мереж і пересувних джерел електричної енергії. Ми розглянемо силові кабелі для стаціонарної прокладки й наведемо деякі відомості про контрольні кабелі.
1.2 Марки кабелів. Перерізи жил кабелів
Кабельні вироби, у тому числі й кабелі, розрізняють по марках. Марка кабельного виробу - це його умовне буквено-цифрове позначення, що вказує призначення й основні конструктивні ознаки, тобто тип кабельного виробу, а також додаткові ознаки (матеріал оболонки, рід захисного покриву й ін.).
Позначення марки кабелю складається з послідовно розташованих букв російського алфавіту, що означають матеріал жили, ізоляції, оболонки й тип захисного покриву. Залежно від положення в марці кабелю та сама буква може мати різні значення. Тому важливо дотримуватися певного порядку проходження букв одна за інший, позначаючи конструктивні елементи кабелю від жили до зовнішніх покривів.
Алюмінієві жили позначають буквою А. Жили, виконані з міді, літерних позначень не мають. При однодротових жилах наприкінці марки приводять дві малі літери, узяті в дужки (ож). Паперова просочена ізоляція літерних позначень не має. Обіднено-пропитану паперову ізоляцію позначають буквою В у кінці марки через дефіс, а паперову ізоляцію, просочену нестікаючим складом, - буквою Ц, розташовуваної у вигляді виключення поперед позначення матеріалу жили. Ізоляцію з полівінілхлориду, поліетилену, гуми позначають відповідно буквами В, П, Р. Якщо для ізоляції використаний самозагасаючий, вулканизуючий або вулканизуючий самозагасаючий поліетилен, то до прописної букви П додають відповідні малі літери (наприклад, Пс, Пв або Пвс). Ізоляцію з гуми підвищеної теплостійкості позначають буквами Рт.
Матеріал і конструктивні особливості оболонки кабелю позначають наступними буквами: А - гладка алюмінієва, Аг - гофрована алюмінієва, Ст - гофрована сталева, С - свинцева, В - полівінілхлоридна, П - поліетиленова, Н - гумова, що не поширює горіння. У позначенні трьохжильних кабелів, ізольовані жили яких мають металеву оболонку, перед буквою, що вказує матеріал оболонки, вводиться буква О.
У марку кабелю, що не має захисного покриву поверх металевої, пластмасової або гумової оболонки, добавляється буква Г, що слідує після позначення матеріалу оболонки.
Конструкцію елементів захисного покриву кабелю позначають у такому порядку: кабельні броня, подушка, зовнішній покрив. Виконання кабельної броні позначають буквами: Б - із двох сталевих стрічок, П - із плоских сталевих оцинкованих дротів, К - із круглих сталевих оцинкованих дротів, Ббг - з однієї профільованої оцинкованої стрічки, накладеної «у замок». Відсутність поверх броні зовнішніх кабельних покривів указується буквою Г після позначення виконання броні.
Виконання кабельної подушки маркірують у такий спосіб: без позначення - нормального виконання, буквами б - без подушки, л - посилена з одним шаром пластмасових стрічок (2л - особливо посилена із двома шарами пластмасових стрічок), п - з випресованим поліетиленовим шлангом, в - з випресованим полівінілхлоридним шлангом.
Виконання зовнішнього кабельного покриву маркірують так: без позначення - нормальний, н - зі скляної пряжі або штапелірованого волокна, просочений негорючим складом, Шп - з випресованого поліетиленового шланга, Шв - з випресованого полівінілхлоридного шланга.
Контрольний кабель позначають буквою К, що ставлять перед маркою при мідних жилах і після букви А при алюмінієвих, а кабель у тропічному виконанні - буквою Т, що ставлять наприкінці марки через дефіс.
Користуючись наведеними позначеннями конструктивних елементів, можна скласти марки всіх виготовлених кабелів. Однак марка не дає повної характеристики кабелю, тому в його умовну позначку включають також номінальну напругу, перетин і число жил, номер ДСТ або ТУ.
Номінальна напруга кабелів з алюмінієвими й мідними жилами, із просоченою паперовою, пластмасовою або гумовою ізоляцією, у металевій, пластмасовій або гумовій оболонці, із захисними покривами або без них, призначених для передачі й розподілу електричної енергії в стаціонарних установках на номінальну змінну напругу до 35 кВ для мереж з ізольованої нейтраллю (кабелі можуть бути використані в мережах змінної напруги із заземленої нейтраллю й у мережах постійної напруги), вибирається відповідно до ДСТ 24183-80 з ряду: 0,66; 1; 3; 6; 10; 20; 35 кВ (напруга 20 кВ - не рекомендуюча). Максимальні значення номінальних змінних напруг виготовлених кабелів наступні: з паперовою просоченою ізоляцією, з паперовою ізоляцією, просоченої нестікаючим складом, із пластмасовою ізоляцією - 35 кВ, з гумовою ізоляцією - 0,66 кВ.
Номінальний перетин струмопровідних жил вибирається відповідно до ДСТ 24183-80 з ряду: 1; 1,5; 2,5; 4; 6; 10; 16; 25; 35; 50; 70; 95; 120; 150; 185; 240; 300; 400; 500; 625; 800; 1000 мм2
. Перетин жил багатожильних кабелів - не більше 300 мм2
.
Номінальна напруга, перетин, число й матеріал струмопровідних жил, тип захисного покриву вказують у ДСТ або ТУ.
Таким чином, в умовну позначку кабелю входять: марка з додаванням цифр, що послідовно вказують число основних ізольованих жил, їхній перетин (через знак множення), номінальна напруга (через тире) і ДСТ або ТУ на певну марку кабелю. Число й перетин жил у кабелів з нульовою або заземлюючою жилою позначається сумою: перший доданок представляє число й перетин основних жил, а другий доданок - число й перетин нульової або заземлюючої жили.
Приведемо приклади умовної позначки кабелів: ААШВ 3х120 (ож) - 10 ДСТ 18410-73 - з алюмінієвими жилами, з паперовою просоченою ізоляцією, в алюмінієвій оболонці, із захисними покривами Шв, із трьома однодротовими жилами номінальним перетином 120 мм2
, на напругу 10 кВ; ПВГ 3х16+1х10-1 ДСТ 16442-80 - з мідними жилами, з ізоляцією з поліетилену, в оболонці з полівінілхлоридного пластикату, без захисного покриву, із трьома основними жилами номінальним перетином 16 мм2
й однією нульовою жилою номінальним перетином 10 мм2
, на напругу 1 кВ.
1.3 Будова силових кабелів
Силові кабелі складаються зі струмопровідних жил, ізоляції й захисних елементів (рис. 1, а, б).
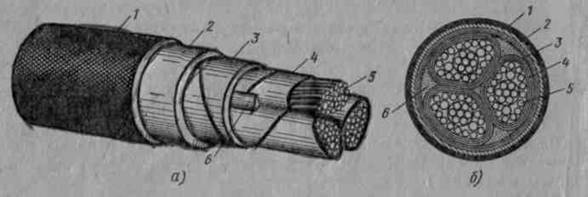
Рис. 1. Силовий трьохжильний кабель із паперовою просоченою ізоляцією:
а - загальний вид, б - перетин; 1 - захисний кабельний покрив, 2 - кабельна оболонка, 3 - поясна ізоляція, 4 - ізоляція жили, 5 - струмопровідна жила, 6 - заповнювач
Струмопровідні жили характеризуються матеріалом, перетином і формою. При виборі матеріалів для виготовлення жив висувають певні вимоги, найважливішими з яких є можливо малий питомий опір, достатні механічна міцність і пластичність, стійкість проти корозії. Найбільше повно цим вимогам задовольняє мідь, що володіє високими електричними, тепловими й технологічними характеристиками, але яка є дефіцитним матеріалом. Тому найчастіше струмопровідні жили виконують із алюмінію. До недоліків алюмінію відносять більш високий (у порівнянні з міддю) питомий опір, меншу пластичність і недостатню стійкість проти корозії.
Струмопровідні жили залежно від призначення виготовляють однодротовими й юагатодротовими, що складаються із двох і більше скручених дротів круглої й фасонної форми. Якщо поперечний переріз жили або її поверхня, обмежена контуром, описаним біля поперечного переріза, має форму, відмінну від кола, таку жилу називають фасонною. Вона може мати форму сектора або сегмента із закругленими кутами або овальною формою.
Для забезпечення необхідної електричної міцності по відношенню друг до друга й заземленої оболонки (землі) жили кабелів ізолюють. Залежно від виконуваної функції ізольовані жили розділяють на основні й допоміжні (заземлення й контрольні). Жили заземлення служать для з'єднання металевих частин (не перебувають під робочою напругою) електротехнічного пристрою, до якого підключений кабель, з контуром захисного заземлення, а контрольні жили - для ланцюгів контролю й сигналізації.
Ізоляцію виготовляють із матеріалів, що є гарними діелектриками. Ізоляція жили буває суцільна, двошарова або багатошарова відповідно у вигляді суцільного шару діелектрика (пластмаси, гуми), із двох шарів однорідних або різнорідних діелектриків, зі стрічок кабельного паперу. Поверх скручених (або нескручених) ізольованих жил може бути нанесена поясна ізоляція, що дозволяє при тій же електричній міцності кабелю зменшити його діаметр.
Гумова ізоляція має достатню гнучкість і практично негігроскопічна, однак піддана швидкому старінню під впливом світла й кисню, має низьку припустиму робочу температуру, що обмежує широке використання кабелів із цим видом ізоляції.
Пластмасова ізоляція знаходить все більше застосування. Розрізняють пластмасову ізоляцію з полівінілхлоридного пластикату, поліетилену і його спеціальних композицій.
Полівінілхлоридний пластикат являє собою суміш полівінілхлориду (смола, одержувана полімеризацією хлористого вінілу) із пластифікаторами, стабілізаторами, наповнювачами й іншими компонентами, що поліпшують його фізико-механічні властивості. Залежно від процентного вмісту компонентів одержують ізоляційний, шланговий й ізоляційно-шланговий полівінілхлоридний пластикат. Полівінілхлоридна ізоляція не поширює горіння, має стійкість до теплового старіння, дії води, лугів, розведених кислот й інших хімічно активних речовин, а також масел і бензину, має високі діелектричні характеристики у всьому діапазоні робочих температур.
Поліетилен являє собою високомолекулярне з'єднання лінійної будови, одержуване полімеризацією етилену. Поліетилен стійкий до дії кислот, лугів, масел, розчинів солей, але під дією сонячних променів і кисню повітря піддається старінню. У присутності деяких хімічних речовин, а також при тривалому згинанні й розтяганні поліетилен розтріскується. Істотним недоліком поліетилену є здатність до поширення горіння.
При додаванні деяких речовин одержують спеціальні композиції поліетилену: самозагасаючий, вулканізуючий, вулканізуючий самозагасаючий. Самозагасаючий поліетилен не поширює горіння, вулканізуючий має високі термомеханічні й електричні характеристики, стійкістю до розтріскування, при цьому його влаго-, бензо- і маслостійкість не змінюються в порівнянні зі звичайним поліетиленом. Вулканізуючий самозагасаючий поліетилен має властивості вулканізуючого поліетилену й не поширює горіння.
Просочена паперова ізоляція - це багатошарова ізоляція зі стрічок кабельного паперу й ізоляційного просочувального складу. Вона має високі діелектричні властивості, має тривалий термін служби й може використатися при високих робочих температурах. Просочена паперова ізоляція, вільна частина просоченого складу якої частково або повністю вилучена, називається обіднено-пропитаною ізоляцією. Паперова ізоляція може бути просочена також нестікаючим складом, що при довгостроково припустимих для кабелю робочих температурах не переміщається.
Ізольовані жили багатожильних кабелів скручують, заповнюючи проміжки між жилами елементами, називаними заповнювачами, джгутами з паперових стрічок або кабельної пряжі, нитками з гуми або пластмаси відповідно матеріалу ізоляції.
Сукупність ізольованих жил утворить кабельний сердечник. Для захисту сердечника від зовнішніх впливів застосовують захисні елементи: кабельні екрани, оболонки й захисні покриви.
Кабельний екран служить для захисту зовнішніх ланцюгів від впливу електромагнітних полів струмів, що проходять по кабелю, і забезпечення симетрії електричного поля. У кабелях на напругу 6 й 10 кВ із пластмасовою й паперовою ізоляцією електропроводящий екран накладають поверх поясної ізоляції, у кабелях на напругу 10-35 кВ із пластмасовою ізоляцією й на напругу 20 й 35 кВ із паперовою ізоляцією поверх струмопровідних жил й ізоляції. Для екранів по струмопровідній жилі й ізоляції в кабелях з паперовою ізоляцією застосовують кабельний напівпровідний папір (ущільнений папір із включенням у композицію сажі), металізований напівпровідний папір, поверх якої накладена алюмінієва або мідна фольга, кабельний або напівпровідний папір, склеєний зі звичайною або перфорованою алюмінієвою фольгою. Для екранів по струмопровідній жилі й ізоляції в кабелях із пластмасовою ізоляцією на напругу 10 кВ і вище використають напівпровідні композиції, що відповідають матеріалу ізоляції.
У кабелях із пластмасовою ізоляцією й оболонкою поверх електропроводящего екрана накладають екран з мідних або алюмінієвих стрічок.
Кабельна оболонка призначена для захисту кабелю від вологи й інших зовнішніх впливів. Найпоширеніші металеві (свинцеві, алюмінієві, сталеві), гумові й пластмасові (полівінілхлоридні, поліетиленові) оболонки. Металеві й гумові оболонки абсолютно герметичні й не пропускають вологу, у пластмасові оболонки за певних умов волога може проникнути. Якщо ізоляція виконана з легко, що воложиться матеріалу (наприклад, паперу), застосовують металеві оболонки. Для кабелів з гумовою й пластмасовою ізоляцією використають оболонки зі шлангового полівінілхлоридного пластикату або поліетилену. Гумову оболонку виготовляють для кабелів з гумовою ізоляцією. В окремих конструкціях кабелів із пластмасовою й гумовою ізоляцією застосовують металеві оболонки.
Свинцеві оболонки мають достатню гнучкість і високу стійкість проти корозії, але недостатню механічну міцність. При впливі незначної вібрації, особливо при високих температурах, свинцеві оболонки руйнуються.
Алюмінієві оболонки мають високу механічну міцність. Достатня провідність алюмінію за певних умов забезпечує використання оболонки трьохжильного кабелю і якості нейтрали в чотирьохпровідної електричної мережі, а також екрана. Однак алюмінієві оболонки не мають достатню гнучкість, тому в окремих конструкціях кабелів їх гофрують. Через слабку корозійну стійкість алюмінію доводиться застосовувати поверх оболонок водонепроникні захисні кабельні покриви зі шлангового полівінілхлоридного пластикату або поліетилену.
Сталеві оболонки менш дефіцитні, чим оболонки з кольорових металів. Висока механічна міцність не вимагає застосування в конструкціях кабелю бронепокровів зі сталевих стрічок або дротів. Обов'язковими конструктивними елементами кабелів цього типу є гофрирування оболонок й їхнє покриття полівінілхлоридними або поліетиленовими шлангами.
В окремих конструкціях трьохжильних кабелів з паперовою просоченою ізоляцією (рис. 2) кожну жилу покривають металевою оболонкою (свинцевою або алюмінієвою), що порозумівається наступної. Електричне поле змінної напруги в ізоляції трехжильного кабелю з поясною ізоляцією (рис. 3, а) створює більшу напруженість, що діє уздовж шарів кабельного паперу. Електрична міцність ізоляції уздовж шарів паперу в кілька разів нижче, ніж у напрямку, перпендикулярному шарам. Зниженню електричної міцності також сприяє наявності пористого заповнювача між ізольованими жилами, у якому неминуче утворяться порожнечі й відбувається стогін ізоляційного просочувального складу.
Електричне поле змінної напруги в ізоляції кабелю з окремими металевими оболонками (рис. 3, б) на кожній із трьох жил діє поперек шарів кабельного паперу й не поширюється за межі оболонок. Тому така конструкція кабелю надійніше, особливо при напрузі 20 й 35 кВ, де застосування кабелів з поясною ізоляцією не передбачено діючими стандартами й технічними умовами.
Захисний кабельний покрив служить для додаткового захисту від зовнішніх впливів і складається з кабельної броні, подушки й зовнішнього покриву. Залежно від умов роботи й матеріалу оболонки один або два з перерахованих елементів у конструкції кабелю може бути відсутнім.
Кабельна броня - це частина захисного покриву (або захисний покрив) з металевих стрічок або одного або декількох повівов металевих дротів, призначена для захисту від зовнішніх механічних й електричних впливів, а в деяких випадках для сприйняття розтяжних зусиль (броня із дротів).
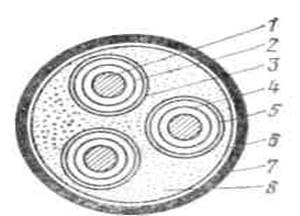
Рис. 2. Силовий трьохжильний кабель із паперовою просоченою ізоляцією з окремими металевими оболонками на кожній жилі:
1 - струмопровідна жила, 2 - ізоляція жили, 3 - оболонка, 4 - екран по струмопровідній жилі, 5 - екран по ізоляції жили, 6 - кабельна броня, 7 - зовнішній кабельний покрив, 8 – заповнювач
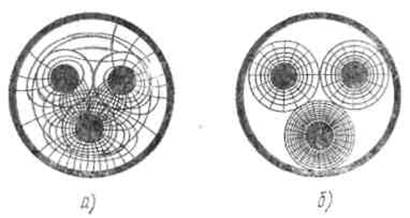
Рис. 3. Електричне поле змінної напруги в ізоляції силового трьохжильного кабелю:
а - з поясною ізоляцією, б - з окремими металевими оболонками на кожній жилі
Кабельна подушка - це внутрішня частина захисного покриву, накладена під бронею з метою запобігання, що перебуває під нею елемента (наприклад, оболонки) від корозії й механічних ушкоджень стрічками або дротами броні. Основними матеріалами при виготовленні подушок є крепірований папір, пластмасові стрічки (нитки) і бітумні склади.
Зовнішній кабельний покрив - це зовнішня частина захисного кабельного покриву, накладена поверх броні й призначена для захисту її від корозії й механічних впливів. Він може бути виготовлений з волокнистих матеріалів, просочених спеціальними захисними або негорючими складами, або захисного шланга випресованого із пластмаси або гуми.
1.4 Умовне позначення кабелів
Таблиця 1. Умовне позначення кабелів
| Буква, сполучення букв |
Значення букви або сполучення букв |
| 1 |
2 |
| А |
Алюмінієва жила |
| Продовження таблиці 2 |
| 1 |
2 |
| АС |
Алюмінієва жила й свинцева оболонка |
| АА |
Алюмінієва жила й алюмінієва оболонка |
| Б |
Броня із двох сталевих стрічок з антикорозійним захисним покривом |
| Бн |
Те ж, але з негорючим захисним покривом (не підтримуюче горіння) |
| Г |
Відсутність захисних покривів поверх броні або оболонки |
| л (2л) |
У подушці під бронею є шар (два шари) із пластмасових стрічок |
| в (п) |
У подушці під бронею є випресований шланг із полівінілхлориду (поліетилену) |
| Шв (Шп) |
Захисний покрив у вигляді випресованого шланга (оболонки) з полівінілхлориду (поліетилену) |
| К |
Броня із круглих оцинкованих сталевих дротів, поверх яких накладений захисний покрив |
| Н |
Не підтримуючий горіння захисний покрив |
| М |
Маслозаповнений |
| П |
Броня з оцинкованих плоских дротів, поверх яких накладений захисний покрив |
| С |
Свинцева оболонка |
| О |
Окремі оболонки поверх кожної фази |
| В |
Обіднено-пропитана паперова ізоляція (наприкінці позначення через дефіс) |
| Ц |
Паперова ізоляція, просочена нестікаючим складом, що містить церезин |
| НР |
Гумова ізоляція й оболонки з гуми, що не підтримує горіння |
| В |
Ізоляція або оболонка з полівінілхлориду |
| П |
Ізоляція або оболонка з термопластичного поліетилену |
| Пс |
Ізоляція або оболонка із самозагасаючого поліетилену (не підтримуюче горіння) |
| Бб |
Броня із профільованої сталевої стрічки |
| Пв |
Ізоляція з вулканізованого поліетилену |
| У |
Для кабелів, виготовлених після 01.04.1985. Ізоляція здатна працювати при температурах 80, 70 й 65°С відповідно для кабелів на напруги 6,10, 20 й 35 кВ, при цьому збільшується припустимий струм навантаження. (Приклади позначень кабелів: ААГУ, СБУ, СШВУ й т.д. ) |
1.5 Захисні покриття
Паперова просочена ізоляція.
Для ізоляції кабелів напругою до 35 кВ звичайно застосовують кабельний папір марок КМП, К и КМ товщиною 0,08; 0,12 й 0,17 мм.
Ізоляцію жили виконують спіральною обмоткою стрічками кабельного паперу шириною 10-30 мм. Широко застосовується обмотка із зазором, коли між краями суміжних стрічок одного повіва витримується відстань у межах 0,5-2 мм (рис. 4, а), а кожна стрічка наступного шару перекриває зазор на величину, рівної однієї третини ширини стрічки (рис. 4, б). Такий спосіб накладення паперових стрічок забезпечує однорідність ізоляції за рахунок перекриття слабких місць, що виникають у її окремих шарах, і необхідну механічну міцність при згинанні кабелю.
При неправильному розподілі стрічок по довжині кабелю зазори в сусідніх витках можуть, збігатися, що приводить до зниження електричної міцності ізоляції. Тому для кабелів на напругу 6 кВ і вище не допускається збіг більше трьох стрічок, розташованих одна над інший, і двох стрічок, що безпосередньо прилягають до струмопровідної жили або екрана, накладеному на жилу.
Кабельний папір при нормальних атмосферних умовах містить від 6 до 9% вологи, тому в процесі виготовлення кабелю для видалення повітря й води застосовують вакуумне сушіння, знижуючи вологість паперу до 0,1-0,3%.

Рис. 4. Обмотка струмопровідної жили паперовими стрічками:
а - положення паперових стрічок і зазору між ними, б - перекриття зазорів між стрічками
Після сушіння кабельний папір має електричну міцність не більше 3-5 кВ/мм, що недостатньо для роботи ізоляції, тому її просочують спеціальними ізоляційними складами. Просочувальні склади підвищують електричну міцність паперової ізоляції до 40-80 кВ/мм, збільшують її теплопровідність й у період експлуатації кабелю діють як змащення, полегшуючи відносне переміщення паперових стрічок суміжних шарів при згинанні кабелю.
Для просочення ізоляції використають грузлі маслоканіфольні ізоляційні просочувальні склади: МП-1 при напрузі кабелів 1-10 кВ, МП-2 - при напрузі 20 й 35 кВ. Один з компонентів просочувального складу - каніфоль забезпечує необхідну в'язкість і стійкість до старіння в електричному полі. Однак каніфоль є дорогим і дефіцитним матеріалом тому розроблені нові рецепти, що знижують її витрату при виготовленні просочувальних складів, наприклад: грузле масло КМ-25; загущаєме невеликою кількістю низькомолекулярного поліетилену, поліетиленового воску або кабельного складу МКП-35, що складається з каніфолі й поліізобутилену; синтетичний просочувальний склад - октол, призначений для ізоляції кабелів напругою до 10 кВ.
При виготовленні кабелів з обіднено-пропитаною ізоляцією використають спеціальні способи сушіння, що звільняють ізоляцію від надлишку просочувального складу. Склад, який залишився (30% на поверхні стрічок й 70% у кабельному папері) утримується в проміжках між шарами ізоляції й при робочих температурах кабелю не випливає.
Для кабелів, використовуваних на вертикальні й крутонаклонних трасах, у якості ізоляційного просочувального складу застосовують маслоканіфольні суміші зі змістом поліізобутилену й церезину. В'язкість суміші така, що ізоляційний просочувальний склад при робочих температурах кабелю не здатний до стікання.
Товщина просоченої паперової ізоляції залежить від особливо конструктивного виконання, а також номінальної напруги й перетину жил.
У кабелів з обіднено-пропитаною ізоляцією й ізоляцією, просоченою нестікаючим складом, її товщина в порівнянні з товщиною паперової просоченої ізоляції збільшується, що пов'язане зі збереженням необхідного рівня електричної міцності ізоляції. Однак застосування нового нестікаючого просочувального складу на основі кабельного масла КМ-25 і полімерних загустителів дозволяє зменшити товщину ізоляції. Випуск таких кабелів освоєний промисловістю (ТУ 16.705.011-77).
Пластмасова ізоляція.
Для ізоляції жил кабелів застосовують пластичні маси у вигляді суцільного шару, виконаного з полівінілхлоридного пластикату або поліетилена. Номінальна товщина ізоляції жил кабелів залежить від їхньої номінальної напруги й перетину жил. Поверх скручених ізольованих жил залежно від їхньої конструкції й області застосування кабелю виконують поясну ізоляцію товщиною, не менш: 0,6 мм - з поліетилентерефталатної стрічки й крепірованого паперу (або склотканини); 0,9 мм - зі стрічкового полівінілхлоридного шару, поліетилену або із прогумованої тканевої стрічки. Допускається виготовляти неброньовані кабелі із пластмасовою ізоляцією на напругу до 1 кВ без поясної ізоляції (АВВГ, ВВГ, АПВГ, ПВГ) за умови збереження рухливості ізольованих і можливості відділення без ушкоджень ізоляції й оболонки. При цьому ізольовані жили кабелів, що не мають металевої оболонки або броні, можуть бути скручені без заповнювачів.
Гумова ізоляція.
Для ізоляції жил кабелів застосовують гуму у вигляді суцільного шару або гумових стрічок з наступною вулканізацією. Гума підвищеної якості РТІ-1 містить не менш 35% каучуку. Товщина ізоляції кабелів на змінну напругу 0,66 кВ перетином 1-300 мм2
становить 1-2,6 мм. При скрутці жил як заповнювач використають гумові джгути, непросочену кабельну пряжу або штапельну склопряжу. Поверх скручених жил, а також на жили одножильних кабелів може бути намотана стрічка з поліетилентерефталатної плівки або прогумованої тканини.
Допускається виготовлення неброньованих кабелів з гумовою ізоляцією на напругу до 1 кВ без поясної ізоляції за умови збереження рухливості ізольованих жил і можливості відділення без ушкодження ізоляції й оболонки. Кабелі, що не мають металевої оболонки або броні, можуть бути скручені без заповнювачів.
У процесі виготовлення кабелю під його оболонкою на поверхні ізоляції або під поясною ізоляцією на спеціальній розпізнавальній стрічці або на пластмасовій або гумовій оболонці не більш ніж через кожні 300 мм наносять відмітний індекс підприємства-виготовлювача й рік випуску кабелю. Розпізнавальну стрічку виготовляють із паперу натурального кольору. Допускається застосовувати замість стрічки розпізнавальну нитку.
Ізольовані жили багатожильних кабелів відрізняються розцвіченням або цифрами, починаючи з нуля. При цифровому позначенні на поверхні ізоляції або на верхній стрічці першої жили через кожні 35 мм наносять цифру 1, другий - 2, третьої - 3, четвертої - 4. Номеру 1 відповідає біла або жовта, 2 - синя або зелена, 3 - червона або малинова, 4 - коричневе або чорне розцвічення.
Для кабелів з паперовою просоченою ізоляцією можна застосовувати стрічки натурального кольору зі смужками, що відрізняються друг від друга по кольору.
Ізоляція жили меншого перетину (нульова) може бути будь-якого кольору й не мати цифрового позначення. Ізоляція нульових жил рівного перетину кабелів із пластмасовою ізоляцією буває блакитного (ясно-синього) кольору, а кабелів з гумовою ізоляцією - чорного.
Ізоляція жил заземлення відрізняється від інших своїм розцвіченням. Вона буває двоколірною (зелено-жовтою) або позначається цифрою 0. При використанні двоколірного позначення на будь-якій ділянці жили довжиною 15 мм один із цих квітів покриває не менш 30 і не більше 70% поверхні ізоляції, а іншої - іншу частину.
У процесі монтажу за допомогою відмітного розцвічення або цифрового позначення виконують з'єднання однойменних фаз між собою при прокладці відрізків кабелю або їхньому приєднанні до шин РУ.
Оболонки кабелів.
Свинцеві й алюмінієві оболонки кабелів виготовляють відповідно до ДЕРЖСТАНДАРТу 24641-81.
Для свинцевих оболонок використають свинець марок С2 і С3 або свинцево-сурм'янисті сплави. Свинцева оболонка кабелів може містити присадки, загальна кількість яких звичайно на перевищує 1%. Присадки підвищують механічну міцність і стійкість оболонки кабелю до вібрації. Товщина свинцевої оболонки залежить від діаметра кабелю під оболонкою і його конструкції й становить 0,9-2,71 мм.
Алюмінієві оболонки виготовляють гладкими й гофрованими. Товщина гладкої алюмінієвої оболонки залежно від діаметра кабелю під оболонкою становить: пресованої - 0,9-2 мм; зварений 0,72-1,2 мм. Товщина гофрованої алюмінієвої оболонки становить: пресованої - 1,1-1,7 мм; зварений - 0,65-0,9 мм.
Сталеві гофровані оболонки виготовляють шляхом зварювання стрічок товщиною 0,3-0,5 мм, згорнутих у трубу. Глибина гофри залежно від діаметра кабелю під оболонкою становить 0,7-36 мм.
Пластмасові оболонки виготовляють із полівінілхлоридного пластику або поліетилену. Їхня товщина для кабелів з гумовою й пластмасовою ізоляцією становить 1,2-3 мм.
Гумові оболонки виготовляють із маслостійкої, яка не поширює горіння гуми РШН-2 зі змістом каучуку не менш 40%. Їхня товщина залежно від діаметра кабелю під оболонкою становить 2,5-4,5 мм.
Захисні кабельні покриви.
Захисні кабельні покриви наносять концентричними шарами поверх оболонки кабелю.
Нормальні кабельні подушки виготовляють із бітумного складу або бітуму й крепірованого паперу. Для кабелів у металевій оболонці кабельна подушка складається з п'яти шарів, що накладають у такій послідовності: бітумний склад або бітум, крепірований папір, бітумний склад або бітум, крепірований папір, бітумний склад або бітум. Другий шар крепірованого паперу може бути замінений просоченою кабельною пряжею. Для кабелів у неметалічній оболонці подушка покривів Б, БГ, П, ПГ, Бн, Пн повинна бути накладена без першого й другого шарів бітумного складу або бітуму. У покривах Б, П, К, Бн, Пн, БГ, ПГ допускається застосовувати в подушці замість крепірованого просочений кабельний папір.
Особливо посилені подушки мають ще один шар полівінілхлоридних, поліетилентерефталатних, поліамідних або інших рівноцінних стрічок шириною 25-90 мм, що накладають із перекриттям не менш 10 мм між першими шарами бітумного складу або бітуму й крепірованого паперу.
Особливо посилені подушки мають ще один шар полівінілхлоридних, поліетилентерефталатних, поліамідних або інших рівноцінних стрічок, що накладають між другим шаром бітуму й бітумного складу й другим шаром крепірованого або кабельного паперу.
Кабельні подушки з полівінілхлоридним або поліетиленозахищеним шлангом складаються з декількох шарів, що накладають у такій послідовності: бітумний склад, в’язкий підклеюючий (або бітум); полівінілхлоридна, поліетилентерефталатна, поліамідна або інша рівноцінна стрічка; випресований полівінілхлоридний або поліетиленовий захисний шланг; крепірований папір; бітумний склад або бітум; крепірований папір; бітумний склад або бітум.
Мінімальна товщина подушок залежно від конструкції захисного кабельного покриву становить 1,5-3,4 мм.
Кабельна броня із двох сталевих стрічок товщиною від 0,3 до 0,8 мм і шириною від 10 до 60 мм накладається так, щоб верхня стрічка перекривала зазори між витками нижньої стрічки.
Стрічкова броня захисних кабельних покривів БГ, Блг, Б2лг, БвГ, БпГ і БбГ має цинкове покриття.
Броня з оцинкованих круглих й оцинкованих плоских сталевих проводок накладається поверх подушки кабелю суцільним повівом так, що сумарний просвіт між дротами на перевищує одного діаметра дроту. Товщина броні із круглих дротів становить 4-6 мм, із плоских дротів - 1,5-1,7 мм.
Зовнішній кабельний покрив нормального виконання складається з бітумного складу або бітуму; просоченої кабельної пряжі або скляної пряжі зі штапелірованого волокна бітумного складу або бітуму й покриття, що охороняє витки кабелю від злипання (наприклад, крейди, дробленої слюди й т.п.).
Негорючий зовнішній кабельний покрив складається із шару негорючого складу (кам'яновугільний пек, совол), скляної пряжі зі штапелірованого волокна, другого шару негорючого складу й покриття, що охороняє витки кабелю від злипання.
Зовнішні покриви шлангового типу виконують із бітумного складу, в’язкого підклеюючого складу або бітуму; полівінілхлоридної, поліетилентерефталатної, поліамідної або іншої рівноцінної стрічки й випресованого поліетиленового або полівінілхлоридного захисного шланга. Пластмасовий захисний шланг щільно прилягає до пластмасових стрічок. Він герметичний. У захисних покривах БбШп і БбШв у випадку застосування броні із цинковим покриттям й у захисних покривах ПбШп і ПбШв бітумний склад, в’язкий підклеюючий склад і бітум, а також пластмасові стрічки не накладають.
Мінімальна товщина зовнішнього кабельного покриву залежно від конструктивного виконання становить від 1,9 до 3 мм.
Розділ ІІ. Окінцювання і з’єднання жил проводів та кабелів
2.1 Загальні відомості про контактні з’єднання
В електричних установках для з'єднання елементів електричного ланцюга між окремими струмопровідними жилами, струмопровідними жилами й контактною арматурою, а також між контактними арматурами й виводами електротехнічного пристрою утворюються конструктивні вузли, які називаються електричними контактними з'єднаннями. Контактні з'єднання розділяють на нерозбірні й розбірні. До нерозбірних відносять зварені, паяні й спресовані з'єднання, а до розбірних - болтові й гвинтові. При монтажі кабельних мереж розбірні контактні з'єднання застосовують тільки для приєднання кабелю до джерела або приймача електричної енергії.
До контактних з'єднань висувають наступні вимоги:
· електричний опір з'єднань не повинен бути вище опору ділянок цілої жили, що має таку ж довжину, як і з'єднання;
· електричний опір з'єднань не повиний збільшуватися в експлуатації в результаті нагрівання як струмами навантаження, так і струмами к.з.;
· механічна міцність повинна бути не менш 70% міцності цілої жили кабелю.
Порушення цих вимог приводить у перших двох випадках до місцевого перегріву ізоляції муфти, передчасному її виходу з ладу й додаткових втрат електроенергії, а в останньому до обриву жил у місцях з'єднання або окінцювання під дією розтяжних зусиль, спрямованих уздовж кабелю.
Електричний опір контакту складається з опору матеріалу жили й сполучної гільзи (наконечника) на довжині їхнього зіткнення й перехідного опору контакту, що залежить від чистоти контактуючих поверхонь, контактного тиску (у з'єднаннях, виконаних опресуванням) і припою (у з'єднаннях, виконаних пайкою). У контактних з'єднаннях, виконаних зварюванням, утвориться суцільнометалевий електричний ланцюг, з якої виключаються перехідні опори.
Перехідний опір у контактних з'єднаннях, виконаних опресуванням або пайкою, визначається оксидною плівкою, що володіє великою твердістю й значним електричним опором. Вона має високу температуру плавлення (2000°С), що утрудняє пайку й зварювання (температура плавлення алюмінію 657-660°С). Оксидна плівка міді утворюється повільно й легко віддаляється з поверхні жил, не роблячи впливу на якість контактного з'єднання. Більша теплоємність алюмінію пов'язана з витратами значної кількості тепла при сплавці жил, що створює небезпеку надмірного перегріву їхньої ізоляції при зварюванні або пайці. Через низької (у порівнянні з міддю) границі текучості алюмінію з'єднання вимагає застосування спеціальних пристосувань для стабілізації контактного тиску, без яких воно згодом слабшає.
У з'єднаннях алюмінію з міддю або сталлю утворюється гальванічна пара, що руйнує контакт цих з'єднань, тому використають спеціальні мідно-алюмінієві перехідні деталі й наконечники.
2.2 З’єднання і окінцювання опресуванням
Для окінцювання й з'єднання алюмінієвих жил застосовують стандартні кабельні наконечники ТА (алюмінієві) і ТАМ (мідно-алюмінієві), шрифтові ШП (мідно-алюмінієві) і сполучні алюмінієві гільзи ГА, для окінцювання й з'єднання мідних струмопровідних жил - стандартні кабельні наконечники Т і сполучні гільзи ГМ. Для створення зусиль, необхідних при обпресуванні, використають різноманітні механізми. Послідовність окінцювання й з'єднання алюмінієвих жил показана на рис. 5, а-і й 6, а-і.
Залежно від перетину й класу жил вибирають наконечник (гільзу), інструмент і механізм. Маркування наконечників і гільз відповідає їхнім внутрішнім діаметрам і збігаються з маркуванням пуансонів і матриць, полегшуючи їхній вибір. З ділянки жили, рівного довжині трубчастої частини наконечника або половині довжини, гільзи, збільшеного до розміру, зазначеного при монтажі муфти даної марки, знімають ізоляцію (рис. 5, в й 6, в). Секторну жилу попередньо закругляють: багатодротову - плоскогубцями; однодротовим і комбіновану - спеціальним інструментом. Жилу, звільнену від ізоляції, зачищають до металевого блиску (рис. 5, г й 6, г) і негайно змазують кварцевазелиновою пастою. Паста, що складається з рівних кількостей (по масі) очищеного кварцового піску й технічного вазеліну, перешкоджає утворенню оксидної плівки алюмінію, а в процесі опресування забезпечує додаткове зачищення контактуючих поверхонь.
Внутрішню поверхню наконечника або гільзи протирають чистим дрантям, змоченим в бензині, зачищають до металевого блиску (рис. 5, а й 6, а), а потім змазують кварцевазелиновою пастою (рис. 5, б й 6, б). Якщо наконечники або гільзи поставляють із підприємства-виготовлювача із шаром кварцевазелинової пасти на внутрішній поверхні, операції по зачищенню й змащенню не виконують.
Наконечник або гільзу надягають на жилу. Жила повинна входити в наконечник до упору (рис. 5, е), а в гільзі торці жил повинні розташовуватися в середині гільзи (рис. 6, е) і впиратися друг у друга.
Зібране, окінцевання або з'єднання встановлюють у механізм для опресування, попередньо відводячи пуансон від матриці в крайнє положення (рис. 5, ж й 6, ж), а потім виконують опресування: наконечників - двозубим інструментом в один прийом або однозубим - у два прийоми, сполучних гільз - двозубим інструментом у два прийоми, однозубим у чотири прийоми (рис. 5, з й 6, з).
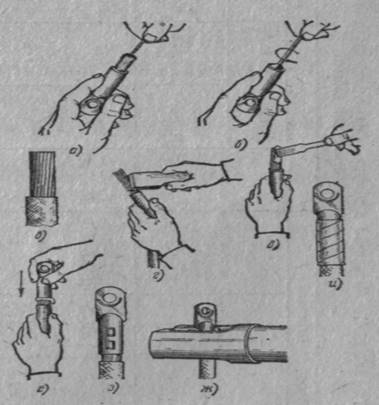
Рис. 5. Окінцювання алюмінієвих жил опресовкою:
а - зачищення внутрішньої поверхні наконечника, б - змащення внутрішньої поверхні наконечника, в - кінець жили зі знятою ізоляцією, г - зачищення кінця жили, д - змащення жили кварцевазелиновою пастою, е - надягання наконечника на жилу, ж - опресування наконечника, з - спресований наконечник, і - готове окінцювання
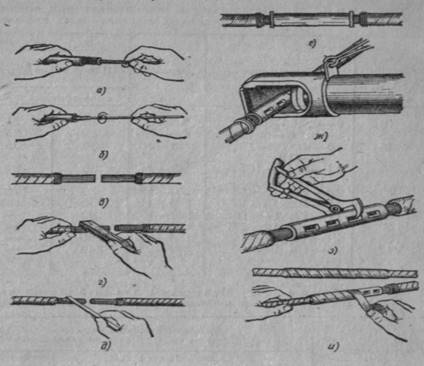
Рис. 6. З'єднання алюмінієвих жил опресуванням:
а - зачищення внутрішньої поверхні гільзи, б - змащення внутрішньої поверхні гільзи, в - кінці жил зі знятою ізоляцією, г - зачищення кінців жил, д - змащення жив кварцевазелиновою пастою, е - надягання гільзи на жили, ж - обпресування гільзи, з - вимір залишкової товщини в місці опресування, і - готове з'єднання
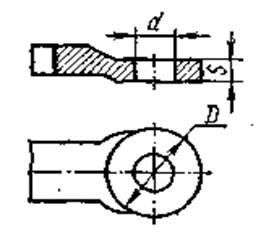
Рис. 7. Контактна поверхня, утворена на кінці жили способом об'ємного штампування (за допомогою порохового преса ППО-95М, ППО-240)
Закінчення опресування визначають по моменту упору шайби пуансона в торець матриці. У процесі опресування стежать за симетричним розташуванням лунок по осі окінцювання або з'єднання.
Після зняття механізму зі спресованого окінцювання або з'єднання видаляють надлишки кварцевазелинової пасти, притупляють гострі грані, роблять знежирення поверхні. Готове окінцювання (з'єднання) ізолюють (рис. 5, і й 6, і).
Окінцювання й з'єднання мідних жил кабелів перетином 16-240 мм2
опресуванням роблять по тій же технології, що й алюмінієвих, але з наступними особливостями: жилу, наконечник або гільзу зачищають до металевого блиску; кварцевазелинову пасту не застосовують; наконечник на жилі опресовують тільки одним вдавленням, а гільзу - двома вдавленнями (по одному на кожну жилу). Наконечник і гільзи, механізму для опресування, матриці й пуансони до них вибирають відповідно до даних таблиці.
Окінцювання алюмінієвих однодротових секторних жил перетином 25-240 мм2
здійснюється способом об'ємного штампування за допомогою порохових пресів ППО-95М и ППО-240.
Кінець жил встановлюють на матрицю порохового преса. При вибуху порохового заряду пуансон преса деформує жилу й утворює наконечник з повністю оформленою контактною поверхнею. Плівка, що закриває отвір під болт й облой по периметру лапки, має товщину 0,1-0,3 мм і легко віддаляється ножем (див. рис. 7).
2.3 Обладнання, прилади
Інструменти й пристосування для кабельних робіт, що поставляють спеціальними наборами, призначені для різання кабелю, зняття кабельних покриттів, зачищення контактних поверхонь жил кабелю, а також зварювання й пайки жил й опресування кабельних наконечників.

Рис. 8. Спеціалізований інструмент і пристосування в наборі НКІ-3 для кабельних робіт:
а - ніж НКА-1м, б - разбортовка, в - рубель, г - шаблон, д - ложка, е - тигель, ж - ківш, з - кабельне цебро, і - жаровня, К - лійка, л - мішалка, м - лоток, н – шкребок
Набір НКІ-3 інструментів і пристосувань для кабельних робіт поставляється в чотирьох футлярах. У набір входить 57 комплектуючих виробів й інструментів (рис. 8).
2.4 З’єднувальні гільзи, наконечники
З'єднання струмопровідних жил між собою і їхнє приєднання до електроустаткування роблять безпосередньо або за допомогою контактних арматур, виконання якої залежить від форми й конструкції струмопровідних жил, призначення з'єднання й способу його виконання. При монтажі кабельних мереж найчастіше застосовують сполучні й відгалуджені гільзи й наконечники. Сполучні гільзи являють собою трубки (рис. 9, а-г), розміри й матеріал яких залежить від матеріалу, конструкції й перетини жил.
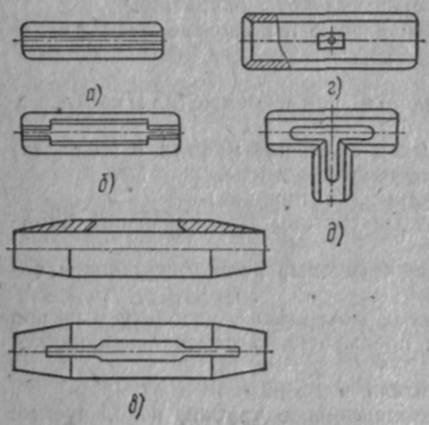
Рис. 9. Сполучні (а - для кабелів перетином до 10 мм2
, б- для кабелів перетином 10-240 мм2
, в - для кабелів напругою 20 й 35 кВ, г - закріплювана опресуванням) і відгалужена нероз'ємна (д) гільзи
Відгалужені гільзи (рис. 9, д) складаються із двох частин: прямої, де розміщені жили основного кабелю, і відгалуженої, куди вводиться жила іншого кабелю. Кабельні наконечники (рис. 10, а-ж) являють собою вироби, що мають у своїй конструкції трубчасті частини, куди вводять жили, і контактні поверхні у вигляді вушок з отворами для приєднання до контактних виводів електроустаткування.
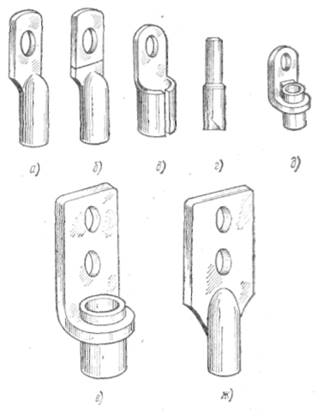
Рис. 10. Кабельні наконечники:
а й б - алюмінієві (мідні) і мідно-алюмінієві, що закріплюють опресуванням, в - мідні, що закріплюють пайкою, г - мідно-алюмінієві штифтові, що закріплюють обпресуванням, д, е і ж - з алюмінієвого сплаву ЛА й ЛАС, що закріплюють зварюванням
2.5 Способи з’єднання:
а) контактним розігрівом
Для електричного зварювання алюмінієвих жил кабелів способом контактного розігріву застосовують комплектні установки УСАП-2М, що складаються із трансформаторів для живлення зварювального поста, електродотримачів з вугільними електродами, охолоджувачів, наборів зварювальних форм. Для дугового зварювання в середовищі аргону електродом, що не плавиться, використають комплект зі зварювального трансформатора, осцилятора, зварювального пальника, балона з аргоном, редуктора, манометра. Для аргонодугового зварювання електродом, що плавиться, на постійній напрузі застосовують перетворювачі ПСГ-500 і монтажні ранцеві напівавтомати ПРМ-5.
Технологія електричного зварювання принципово не відрізняється від технології газового зварювання. З'єднання встик кабелів перетином 16-240 мм2
виробляється з попередньою сплавкою багатодротових жил у монолітні стрижні. Жили сплавляються в моноліт у сталевій або вугільній рознімній формах 6 (рис. 11, а) у вертикальному або злегка похилому положенні.
Дроти жил і присадочний пруток, зачищені до металевого блиску за допомогою сталевої щітки, знежирюють органічним розчинником або бензином. У місці установки циліндричної рознімної формочки роблять підмотування азбестовим шнуром так, щоб кінець жили виступав з підмотування на 10-15 мм. Після закріплення формочки її верхній торець повинен бути сполучений з торцем жили. Охолоджувач 7, що виконує роль одного з контактних затисків, установлюють на жилу між ізоляцією й формочкою і приєднують до затиску вторинної обмотки зварювального трансформатора.
Сплавка торця жили в моноліт виконують дотиком до нього вугільного електрода 5 (рис. 11, б), приєднаного до другого затиску зварювального трансформатора. При безперервному торканні електрод переміщають по торцях дротів. Після утворення зварювальної ванни 10 (рис. 11, в) вводять присадочний матеріал, рідкий метал перемішують вугільним електродом і присадочним прутком (рис. 11, г). Процес зупиняють одночасно з утворенням невеликої опуклості рідкого металу поверх формочки, електрод швидко відводять, не допускаючи виникнення дуги, розплавлений метал ще небагато перемішують присадочним прутком, після чого стежать за кристалізацією металу. Після остигання жили знімають формочку, зачищають монолітний стрижень сталевою щіткою й знежирюють.
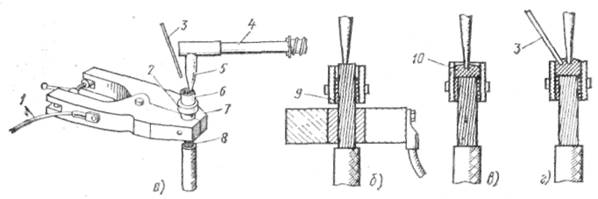
Рис. 11. Сплавка багатодротової жили в моноліт електричним
зварюванням:
а - кінець жили, підготовлений до сплавки, б - початок сплавки, е - утворення зварювальної ванни, г - введення присадочного матеріалу; 1 - провід, 2 - бандаж, 3 - присадочний матеріал, 4 - електродотримач, 5 - вугільний електрод, 6 - зварювальна форма, 7 - охолоджувач, 8 - жила, 9 - підмотування азбестовим шнуром, 10 - зварювальна ванна
Зварювання в стик алюмінієвих жил кабелів, підготовлених у вигляді монолітних стрижнів, роблять у горизонтальному положенні (рис. 12, а). На оголені ділянки встановлюють охолоджувачі, закріплені на сполучній планці. На ділянки жил до монолітної частини наносять підмотування з азбестової пряжі так, щоб забезпечувалося ущільнення при закріпленні відкритої жолобчастої форми зі сталі.
Розплавлювання кінців жил у формі роблять при почерговому притисканні торця електрода (рис. 12, б). Тривалість торкання не більше 10 с. При переносі електрода не допускають виникнення дуги. Після початку плавлення й утворення на дні форми невеликого шару розплавленого металу вводять присадочний матеріал (пруток) і сплавляють його до заповнення форми (рис. 12, в). Електродом і прутком у процесі зварювання перемішують розплавлений метал. силовий кабель електромонтажний
Слідом за охолодженням з'єднання знімають форму, видаляють азбестове підмотування, знімають сталевою щіткою шлаки й залишки флюсу. Для додання з'єднанню циліндричної форми зовнішню поверхню обпилюють напилком (рис. 12, г).
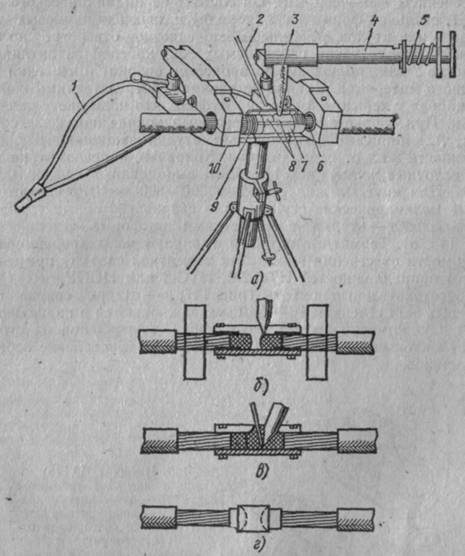
Рис. 12. З'єднання жил електричним зварюванням:
а - установка жили встик, б - початок зварювання, в - сплавка присадочного матеріалу, г - готове з'єднання; 1 - провід, 2 - присадочний матеріал, 3 - вугільний електрод, 4 - електродотримач, 5 - пружина, 6 - кінець жили, очищений від ізоляції, 7 - зварювальна форма, 8 - зварювальні кінці жил, 9 - азбестове підмотування, 10 - охолоджувач
Окінцювання алюмінієвих жил наконечниками ЛА роблять за технологією сплавки жил у монолітні стрижні. При цьому гільза наконечника служить формочкою для утворення зварювальної ванни. Після розплавлювання торця жили розплавляють верхні крайки гільзи наконечника на глибину не менш товщини її стінок, а потім додають невелику кількість присадочного матеріалу.
б) термітним зварюванням
Для термітно-муфельного зварювання алюмінієвих жил кабелів застосовують термопатрони різних конструкцій. Термітний патрон ПА (рис. 12, а) призначений для з'єднання встик алюмінієвих жил перетином 16-800 мм2
і приварки наконечників ЛАС на жилах перетином 300-800 мм2
. Він складається із циліндричного муфеля 1, сталевої формочки 3 (кокілі) і двох алюмінієвих ковпачків 4 або втулок. Муфель має наскрізний отвір по поздовжній осі для введення зварювальних жил кабелів і ливниковий отвір 2 для спостереження за процесом зварювання й введення присадочного матеріалу. Кокіль усуває безпосередній контакт жил кабелю з термітною масою муфеля, що підвищує якість зварювання. При зборці патрона отвори в кокілі й муфелі сполучають. Алюмінієві ковпачки або втулки захищають бічні поверхні жил від підплавлення. Ковпачки, що надягають на багатодротові жили (рис. 13, б, г), виконують також роль бандажів. Для круглих жил перетином 300-800 мм2
застосовують розрізні циліндричні втулки, для зварювання секторних однодротових жил - втулки з отворами за формою перетину жил (рис. 13, в). Термітні патрони вибирають по макророзмірах залежно від перетину жил. Для термітного зварювання застосовують набори приналежностей НТС-2М, НТС-3 або НСПУ.
Підготовчі роботи (рис. 14, а-д) при зварюванні алюмінієвих жил перетином 16-240 мм2
полягають у надяганні на жили й ущільненні термітного патрона, закріпленні на оголені від ізоляції ділянках жил охолоджувачів й установці азбестових екранів.
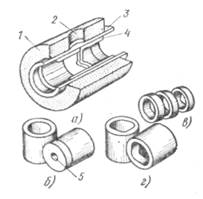
Рис. 13. Патрони ПА (а) і деталі до них для термітного зварювання (б - алюмінієві ковпачки, в, г - алюмінієві шайби й втулки із секторними отворами):
1 - термітний муфель, 2 - ливниковий отвір, 3 - сталевий кокіль (формочка), 4 - алюмінієвий ковпачок (втулка), 5 - отвір у денці ковпачка для контролю глибини входження в нього жили
Кінці жил, що з'єднують встик, звільняють від ізоляції, зачищають до металевого блиску щіткою з кардоленти (рис. 14, а), покривають пастою із флюсу й насаджують алюмінієві ковпачки або втулки. Ковпачки заходять на всю довжину, що контролюють через отвори в їхніх денцях. При неповній насадці ковпачків зварювання не буде якісним.
Внутрішню поверхню кокілів ретельно знежирюють і покривають крейдою, розведеною водою до стану густої пасти, що охороняє від прилипання алюмінію до стінок кокілю. Для установки термітного патрона (рис. 14, б) одну з жил трохи відгинають убік, надягають на неї термітний патрон і зрушують його по жилі на відстань, рівну довжині кокілю. Потім жилу відводять у колишнє положення до сполучення з відповідною жилою іншого кабелю. Патрон переміщають у зворотному напрямку так, щоб друга жила ввійшла в кокіль. При цьому кінці жил з надягнутими на них ковпачками розташовуються точно проти ливникового отвору, а зазор між ними - мінімальний.
У місцях входу жил у кокіль виконують ущільнення з азбестової пряжі, навиваючи її між кокілем і жилою до упору в ковпачки. Установлюють охолоджувачі (рис. 14, в), вибираючи відстань між ними залежно від довжини термітного патрона з урахуванням зазору не менш 5-8 мм. Як правило, цю роботу виконують удвох. Підготовчі роботи завершує установка екранів з азбестового картону товщиною 3-4 мм (рис. 14, г). Екран виступає за габаритні розміри охолоджувачів не менш чим на 10 мм і захищає від іскор жили, що не беруть участь у зварюванні.
Послідовність термітного зварювання показана на рис. 15. Муфель патрона підпалюють термітним сірником, утримуваної спеціальним власником, шляхом тертя її об торець у місці, відзначеним кружком. У міру горіння сірник переміщають по поверхні муфеля, як би натираючи його. Одночасно із запаленням муфеля починають сплавляти в кокіль присадочний пруток (рис. 15, а), повільно подаючи його вниз у міру плавлення. Легкий контакт прутка з розпеченими стінками ливникового отвору кокілю сприяє прискоренню процесу. Після утворення рідкої ванни в ливниковий отвір уводять дротову мішалку (рис. 15, б), ретельно промішуючи розплавлений метал (рис. 15, в) для більше повного виходу супутніх газів. Момент повного розплавлювання жил визначають по торканню мішалкою дна кокілю. Як правило, це відбувається через 10-15 с після закінчення горіння муфеля. Сплавка присадочного прутка триває до заповнення ливникової трубки.
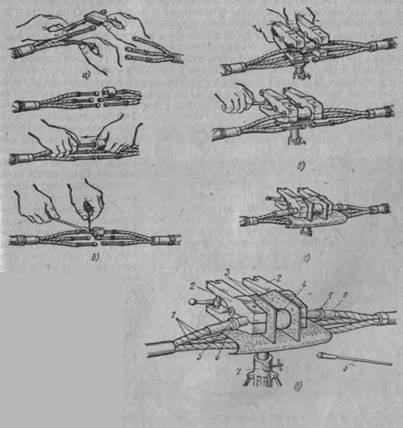
Рис. 14. Послідовність проведення підготовчих робіт при термітному зварюванні жил:
а - підготовка кінців зварювальних жил, б - надягання термітного патрона, в- установка й закріплення охолоджувачів, г - установка екранів, д - жили кабелю, підготовлені до зварювання; 1 - струмопровідні жили, 2 - охолоджувачі, 3 - азбестові екрани, 4 - термітний патрон, 5 - затиск прикріплення полівінілхлоридної трубки до жили кабелю, 6 - полівінілхлоридна трубка, 7 - штатив, 8 - термітний сірник

Рис. 15. З'єднання жив термітним зварюванням:
а - введення присадочного прутка й підпалювання термітного патрона, б - введення в ливниковий отвір мішалки зі сталевого дроту, в - перемішування плавки, г - сколювання згорілої термітної маси, д - видалення сталевого кокілю, е - видалення ливникового прибутку, ж - обробка місця зварювання
Після кристалізації розплавленого металу, не очікуючи його повного остигання, шлаки муфеля сколюють (рис. 15, г) невеликим зубилом. При цьому зубило розташовують під невеликим кутом до осі жили, щоб не зігнути її при ударі молотка. Кокіль видаляють, відгинаючи в сторони його краю викруткою, що вставляє в зазор між кромками (рис. 15, д). Ливниковий прибуток зі звареного з'єднання видаляють за допомогою ріжучих губок спеціального інструмента (рис. 15, е). Допускається обпилювання прибутку ножівкою. Подальшу обробку з'єднання (рис. 15, ж) роблять так само, як і при інших видах зварювання.
Зварювання трьох-чотирьохжильних кабелів починають із жили, розташованої вгорі оброблення. Окінцювання алюмінієвих жил кабелів наконечниками ЛАС роблять за описаною технологією зварюванням встик.
в) паянням
Для оконцевания, з'єднання й відгалуження алюмінієвих і мідних жил кабелів перерізом 16-240 мм2
застосовують мідні штамповані наконечники, мідні сполучні гільзи, мідні відгалужені гільзи. При з'єднанні жил різних перерізів використають гільзи, що мають східчасті внутрішні діаметри, що відповідають перерізам жил, що з'єднують. Особливість конструкції сполучних й відгалужених гільз для пайки - наявність спеціальних заливальних отворів і закруглених граней на торцях (для зниження напруженості електричного поля).
При з'єднанні й відгалуженні жил поливом попередньо розплавленого припою застосовують рознімні форми. Вибір наконечників, гільз і рознімних форм здійснюють залежно від перетину жил по внутрішніх діаметрах отворів. Для пайки жил використають припої.
Пайка алюмінієвих жил здійснюється з їх попереднім обслуговуванням і наступним наплавленням припою безпосередньо у форму або наконечник, а також без попереднього обслуговування з поливом розплавленого припою у форму. Як при обслуговуванні, так і при поливі, оксидна плівка віддаляється механічно. Пайка мідних жил здійснюється з обов'язковим застосуванням флюсу поливом розплавленого припою в гільзу.
З'єднання й відгалуження алюмінієвих жил кабелів перерізом 16-240 мм2
способом поливу попередньо розплавленого припою в тиглі (ковші) виробляється в рознімних формах (рис. 16). При цьому способі застосовують припої ЦА-15 і ЦО-12. Кількість припою при його попереднім розплавлюванні в тиглі не перевищує 7-8 кг. Тигель із припоєм нагрівають до температури близько 600°С, що визначається зануренням алюмінієвого дроту, що починає плавитися.
При пайці поливом виконують наступні технологічні операції. З кінців жил кабелю знімають ізоляцію з таким розрахунком, щоб між ізоляцією й формою (гільзою) залишався проміжок в 10 мм. Жилам, що з'єднують, надають круглу форму. У спеціальному шаблоні кінці жил обрізають під кутом 55° ножівкою (рис. 16, а). Кінці жил можуть бути підготовлені й з попереднім східчастим обробленням й обслуговуванням.
Оброблені кінці жил укладають у рознімні форми із зазором між торцями 2 мм. Щоб уникнути витікання припою зазори між жилою й формою ущільнюють підмотуванням з азбестової пряжі. Форми розташовують у горизонтальному положенні. У місця пайки встановлюють тигель із попередньо розплавленим припоєм 1, а між тиглем і місцем пайки 2 - металевий лоток 3. Тепло, виділюване розплавленим припоєм, не створює додаткового нагрівання ізоляції жил, а надлишки припою стікають назад у тигель. Через ливниковий отвір форми роблять заливання припою. Місця з'єднання додатково прогрівають гарячим припоєм, механічним шкребком видаляють оксидну плівку зі скошених поверхонь жил під шаром припою й одночасно доливають припій у міру його усадки (рис. 16, б). З боків форм знімають патьоки припою. Тривалість пайки у формі не повинна перевищувати 1-1,5 хв. Перед з'єднанням жив кабелю кожної фази тигель із розплавленим припоєм підігрівають.
Відгалуження жил виконують аналогічно з'єднанням із застосуванням рознімних форм відповідної конструкції. Після зняття форм видаляють заусениці, гострі кути й нерівності з місця пайки (рис. 16, в). Паперову ізоляцію жил і місця спаю прошпарюють гарячим складом марки МП.

Рис. 16. З'єднання багатодротових алюмінієвих жил способом поливу:
а - укладання жил в рознімні форми, б - пайка, в - зачищення кінців жил в рознімній формі
З'єднання й відгалуження алюмінієвих, багатодротових жил безпосередньою сплавкою припою (рис. 17) роблять із дотриманням наступної технології. Після видалення ізоляції на довжині 50, 60 або 70 мм відповідно для жил перетину 16-35, 50-95 й 120-150 мм2
виконують східчасте оброблення по повівам (рис. 17, а). Полум'ям газового пальника кінці жил нагрівають до температури плавлення припою, а потім, видаляючи оксидну плівку, на всю поверхню кінця жили наносять шар припою й ретельно розтирають його металевим пензликом (рис. 17, б) до повного обслуговування східчастої поверхні. Установлюють форми (рис. 17, г, д), у які вводять кінці жил. Для запобігання витікання припою в момент пайки простір між жилою й формою ущільнюють азбестовим шнуром (рис. 17, в).
На жили по обидва боки форми надягають захисні екрани для захисту ізоляції від полум'я. При з'єднанні (відгалуженні) жил більших перерізів додатково встановлюють охолоджувачі, застосовувані при зварюванні.
Форму з введеними в неї полудженими кінцями жил прогрівають полум'ям газового пальника, починаючи від середини. Одночасно в полум'я вводять паличку припою марки А, який, розплавляючись, заповнює всю форму (рис. 17, е). Розплавлений припій з, нагрівання припиняють, після чого легким постукуванням за формою його ущільнюють. З остиглого з'єднання знімають екрани, охолоджувачі, форми, видаляють нерівності.
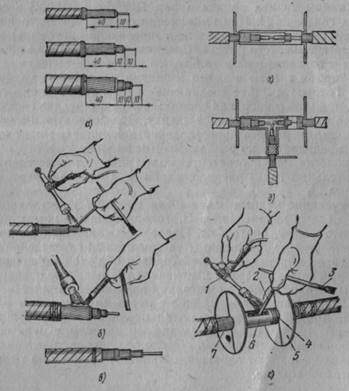
Рис. 17. З'єднання багатодротових алюмінієвих жил безпосередньою сплавкою припою:
а - підготовка кінців багатодротових жил, б - лудіння кінців жил, в - підмотування азбестового шнура, г - установка форми для з'єднання, д - установка форми для відгалуження, е - сплавка припою; 1 - газовий пальник, 2 - паличка припою, 3 - сталевий пензлик, 4 - підмотування зі шнурового азбесту, 5 - захисний екран, 6 - форма, 7 - струмопровідна жила
Окінцювання алюмінієвих жил кабелів пайкою здійснюється за допомогою мідних наконечників. При цьому використається припій марки ЦО-12. Кінці жил готовлять за допомогою шаблона, зрізуючи їх під кутом 55°. Для зручності очищення поверхні жили від оксидної плівки наконечники встановлюють скошеною стороною до контактної частини. Нижню частину наконечника герметизують замазкою, замішаної із крейди й глини на воді, і обмотують азбестовою пряжею. Пайку наконечника виконують у полум'ї газового пальника. Один електромонтажник видаляє шкребком оксидну плівку й наплавляє припій, а інший - безупинно нагріває місце оконцевания.
З'єднання мідних жил перетином 16-240 мм2
виконують пайкою з поливу припою марки ПОССу або ПОС у сполучних гільзах ГП. При виконанні з'єднання внутрішню поверхню гільз і поверхня жил (після обрізки торців) зачищають до металевого блиску. З'єднуючі кінці жил покривають флюсом і вставляють їх у гільзу. Щоб уникнути витікання припою між торцем гільзи й краєм ізоляції підмотують азбестову пряжу. Готове до пайки з'єднання розташовують строго горизонтально, при цьому торці жил стикаються в середині гільзи, а заливальний отвір перебуває зверху. Всі наступні операції аналогічні операціям приєднання алюмінієвих жил способом поливу попередньо розплавленим припоєм.
Технологія пайки відгалужених гільз відрізняється від пайки сполучних гільз розташуванням жив кабелю у вертикальній площині.
Окінцювання мідних жил кабелю пайкою здійснюється за допомогою мідних наконечників. Струмопровідні жили, що мають секторну форму, закругляють. Після знежирення кінця жили, звільненої від ізоляції, і її зачищення наносять шар флюсу. При нагріванні в полум'ї газового пальника обслуговують кінець жили, на який потім надягають наконечник. Подальші операції аналогічні операціям при окінцюванні алюмінієвих жил.
З'єднання алюмінієвих жил з мідними виконують у мідних гільзах. Кінці алюмінієвих жил попередньо обслуговують припоєм А, а потім олов'яно-свинцевим припоєм, а мідних жил - олов'яно-свинцевим припоєм. Після облужіванні мідних гільз пайку жил виконують олов'яно-свинцевим припоєм за технологією, розглянутої раніше.
Розділ ІІІ. Техніка безпеки при виконанні електромонтажних робіт
Досвід експлуатації електроустановок показує, що для безпечної роботи поряд із засобами захисту необхідно так організувати експлуатацію, щоб була усунена можливість помилок з боку обслуго вуючого персоналу.
При підготовці робочого місця з частковим або повним зняттям напруги технічні заходи проводять у такому порядку:
1. Вимикають необхідні струмопровідні частини та проводять заходи, які виключають помилкову подачу напруги до місця проведення робіт.
2. На вимкнутих комутаційних апаратах вивішують заборонні пла кати: «Не вмикати — працюють люди!», «Не вмикати — робота на лінії!» та ін. В разі необхідності встановлюють огорожі навколо струмопровідних частин.
3. До заземлюючого пристрою приєднують затискач переносного заземлення.
4. Перевіряють, чи немає напруги на вимкнутій частині установки. Якщо її немає, то заземлюють цю частину до контура заземлення.
5. Робоче місце огороджують переносними огорожами і вивішують попереджувальні і нагадувальні плакати: «Стій — висока напруга!», «Працювати тут!».
При підготовці робочого місця і в період роботи необхідно проводи ти такі організаційні заходи: 1) оформлення роботи нарядом або розпо рядженням; 2) допуск до роботи; 3) нагляд під час роботи; 4) отримання певного порядку записів у журналі перерв у роботі, переходів на інше місце роботи, закінчення роботи. Проводячи електромонтажні роботи, електрик повинен дотримуватися вимог техніки безпеки.
Опір ізоляції вимірюють мегомметром, дотримуючись таких основ них правил техніки безпеки:
1)Вимірювання можна проводити тільки тоді, коли вимкнені всі лінії, по яких подається напруга.
2)Необхідно переконатися у відсутності людей, що працюють на тій частині електроустановки, до якої має бути під'єднаний манометр.
3)Перед випробуванням кабелів напругою понад 1000 В їх слід роз рядити.
4)Проводи, які приєднуються до мегомметра, повинні мати хорошу ізоляцію на відповідну напругу. Вимірювання переносними приладами і струмовимірювальними кліщами, згідно з вимогами ПТБ, повинні виконуватися двома особами. В період експлуатації ці вимірювання проводяться оперативним персоналом і роблять записи в журналі.
Вимірювання переносними приладами необхідно проводити в діелектричних рукавицях і калошах, або зі стояків на діелектричному килимку. На кабелях напругою понад 1000 В жили повинні бути рознесені одна від одної на відстань, не меншу ніж 250 мм. При вимірюванні кліщі тримають так, щоб прилад не торкався проводів вимірювальних транс форматорів. Приєднання і від'єднання приладів необхідно виконувати при знятій напрузі.
Заміну плавких вставок запобіжників слід проводити при знятій напрузі. На групових щитах, де не можна зняти напругу, допускається заміна запобіжника під напругою, але при обов'язковому вимиканні навантаження. У цьому випадку треба обов'язково користуватися окулярами і діелектричними рукавицями або ізолюючими кліщами. Заміну плавких вставок з підлоги здійснює один електрик третього кваліфікаційного розряду, а якщо на висоті, — то два електрики, один з яких має кваліфікацію не нижче третього розряду. Електроінструмент і переносні електричні прилади повинні строго відповідати вимогам ПТБ. Робоча напруга електроінструменту має бути не вище 220 В при роботі у приміщеннях без підвищеної безпеки і 36 В — в приміщеннях з підвищеною небезпекою і поза приміщеннями. В особливо небезпечних приміщеннях при використанні електроінструменту на 36 В потрібно використовувати захисні засоби або електроінструмент на напругу 12 В. Оболонки кабелів і проводів необхідно вводити в електроінструмент і міцно їх закріплювати для запобігання зламів і стирань. Корпус електроінструменту на напругу понад 36 В необхідно заземлювати під'єднуючи його до спеціального затискача на контурі заземлення, позначеному «З» або «Земля».
Струмопровідні частини і заземлюючий контакт штепсельних з'єднань мають бути недоступні для доторкувань. Причому розетки і вилки, що використовуються на напругу 12 В і 36 В, повинні мати колір, який різко відрізняється від кольору штепсельних з'єднань напругою 127 і 220 В. Конструктивне виконання розеток має бути таким, щоб запобігти можливості помилкового вмикання на іншу напругу.
Електроінструмент і переносні електричні світильники приєднують багатожильним гнучким проводом з ізоляцією за напругою не менше ніж 500 В. Стан ізоляції значною мірою визначає ступінь безпеки експлуатації електроустановок. Під впливом тепла, динамічних зусиль, комутаційних і атмосферних перенапруг ізоляція старіє, стає непридатною. Періодичний контроль ізоляції (вимірювання її опору) проводять у встановлені правилами строки і у випадку виявлення дефектів. Опір ізоляції частин електрообладнання, що не перебуває під напругою, вимірюють мегомметром. Опір ізоляції має бути не нижче 0,6 МОм, в установках до 1000 В; 1 МОм, — для електроінструменту з ізольованими ручками.
Основними способами захисту від статичної електрики є заземлення металевих частин обладнання, які можуть електризуватися, застосовування струмопровідних покриттів, підлог, взуття. Це забезпечує витікання генерованого заряду на заземлені частини. Використовують також зволоження навколишньої атмосфери, нейтралізатори, браслети.
Під час монтування освітлювальних електроустановок слід дотримуватися наступних правил.
1. Ремонтні роботи в діючих електромережах виконують, як правило, дві особи.
2. При виконанні ремонтних робіт під напругою, роботу слід виконувати в діелектричних рукавицях, стоячи на гумовому килимку.
3. На ручках комутаційних апаратів слід вивішувати попереджувальні плакати «Не вмикати, працюють люди!».
4. Всі фази на вимкнутій частині ремонтної ділянки потрібно заземлювати і закорочувати.
5. Отвори, гнізда, борозни можна пробивати тільки в захисних окулярах і рукавицях.
6. Пробивати отвори і гнізда вручну дозволяється зубилами довжиною не менше 150 мм.
7. Пробивати проходи і натягувати проводи поліспастом можна тільки з нерухомих риштувань та пересувних вишок. З підставних драбин ці роботи виконувати заборонено.
8. Працювати на риштуваннях з додаткових підставок (ящиків, бочок і т. д.) не дозволяється. Залазити на риштування можна тільки по спеціально призначених для цього драбинах.
9. Не можна працювати під закріпленим поліспастом, яким натягнуто проводи.
10. Не можна працювати поблизу рухомих механізмів, останні необхідно надійно відгородити.
11. Заборонено торкатися тимчасових проводок, необхідно стежити за тим, щоб вони не мали оголених проводів.
12. Під час виконання електромонтажних робіт слід використовувати ручні переносні лампи на напругу до 36 В, а в особливо вологих місцях — на напругу 12 В.
13. Торкатися до елементів електромережі, що перевіряються, не безпечно!
Список використаної літератури
1. Анастасиев П.И., Бранзбург Е.З., Коляда А.В. Проектирование кабельных сетей и проводок. М., 1980.
2. Атабеков В.Б. Ремонт электрооборудования промышленных предприятий: Учеб. для сред. ПТУ — 5-е изд., испр. М.: Высш. шк., 1985.
3. Белоцерковец В.В., Чусов Н.П., Боязный Я.М. Механизация электромонтажных работ. М., 1977.
4. Бирюков Ю.С. и др. Монтаж контактных соединений. — М.: Энергия, 1980.
5. Бондаренко В.П., Плетник М.И.Справочник электромонтажника. Издание второе, переработанное. Киев, «Будівельник», № 71.
6. Вернер В.В., Вартанов Г.Л. Электромонтер-ремонтник. — М.: Высшая школа, 1982.
7. Воронина А.А., Шибенко Н.Ф.Безопасность труда в электроустановках: Учеб. пособ. для сред. ПТУ.—4-е изд., перераб. и доп.— М.: Высш. шк., 1984.
8. Евсеев Р.Е., Евсеев В.Р. Сварка при производстве электромонтажных работ. Л., 1978.
9. Живов М.С. Подготовка трасс электропроводок и кабельных линий. М., 1977.
10. Живов М.С. Прокладка проводов и кабелей. М., 1978.
11. Зевин М.Б., Соколов В.Г.Справочное пособие молодого рабочего по на дежности электроустановок: Для сред. ПТУ. — 2-е изд., перераб. и доп. — М.: Высш. шк., 1987.
12. Инструкция по устройству сетей заземления и зануления в электроустанов ках, СН 102—76. — М.: Стройиздат, 1977.
13. Клюев А.А., Этус Н.Г. Справочник по монтажу вторичных устройств, кабелей и электроосвещения на электростанциях и подстанциях. М., 1978.
14. Коптев А.А. Монтаж кабельных сетей: Учебник для сред, проф.-техн. училищ. — М..: Высш. шк., 1983.
15. Ктиторов А.Ф. Производственное обучение электромонтажников по освещению, осветительным и силовым сетям и электрооборудованию.— М.: Высшая школа, 1984.
16. Лигерман И.И. Кабельные сети промышленных предприятий. М., 1975.
17. Никельберг В.Д., Кожухаров В.Н. Монтаж освещения промышленных и жилых зда ний.— М.: Энергоатомиздат, 1988.
18. Никулин Н.В. Справочник молодого электрика по электротехническим материалам и изделиям. — М.: Высшая школа, 1982.
19. Пантелеев Е.Г. Монтаж кабельных линий. М., 1979.
20. Принц М.В., Цимбалістий В.М. Освітлювальне і силове електро устаткування. Монтаж і обслуговування. — Львів: Оріяна-Нова, 2005.
21. Смирнов Л.П. Электромонтер-кабельщик. М., 1978.
22. Строительные нормы и правила СНиП III-33-76. Электротехнические уст ройства. Правила производства и приемки работ. М., 1977.
23. Техническая документация на муфты для силовых кабелей с бумажной и пластмассовой изоляцией до 35 кВ. М., 1982.
24. Тирановский Г.Г. Механизация кабельных работ на энергетических объектах. М., 1976.
25. Троицкий И.Д. Производство кабельных изделий. М., 1979.
26. Чусов Н.П., Любашевская Р.И. Механизация кабельных работ па промышленных объектах. М., 1976.
|
