Оглавление
Аннотация
Введение
1 Описание детали и ее служебного назначения
2 Маршрутный технологический процесс изготовления детали для серийного производства
3 Операционные эскизы технологического процесса изготовления детали
Заключение
Библиографический список
Приложения:
А – Описание станков с числовым программным обеспечением, используемых при изготовлении детали «шкив»
Б – Диаметр круглого металлопроката (сталь 45 ГОСТ 1050-88)
В – Бланк задания на курсовой проект0
Введение
Машиностроение – важнейшая отрасль промышленности. Его продукция – машины различного назначения – поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной степени зависят от уровня развития машиностроения.
Как прикладная наука «Технология машиностроения» имеет большое значение в подготовке специалистов для машиностроительной промышленности. Она вооружает их знаниями, необходимыми для повседневной и творческой деятельности по разработке прогрессивных технологий и создания конструкции машин, позволяющих применить при их производстве высокопроизводительные технологические методы.
Одной из главных задач «Технологии машиностроения» является изучение закономерностей протекания технологических процессов и выявление тех параметров, воздействие на которые наиболее эффективно для интенсификации производства и повышения его точности. При проработке этого курса студенты получают знания, необходимые для повседневной творческой работы в области построения новой прогрессивной технологии, автоматизации производства, а также создания конструкций, позволяющих применить при их изготовлении высокопроизводительные технологические методы.[1]
Технологический процесс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывным совершенствованием технологии их производства. В настоящее время важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современные высокопроизводительное оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависят долговечность и надежность работы выпускаемых машин, а также экономика их эксплуатации. Совершенствование технологии машиностроения определяется потребностями производства необходимых обществу машин. Вместе с тем развитие новых прогрессивных технологических методов способствует конструированию более совершенных машин, снижению их себестоимости и уменьшению затрат труда на их изготовление.[2]
Реклама

Серийным называется такое производство, при котором изготовление изделий производиться партиями или сериями, состоящих из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно.
Основным принципом этого вида производства является изготовление всей партии (серии) целиком, так и сборки детали.
В серийном производстве в зависимости от количества изделий в серии, их характера и трудоемкости, частоты повторяемости серии в течение года, различают мелко-, средне- и крупносерийное производство.
В серийном производстве технологический процесс преимущественно дифференцирован, т.е. расчленён на отдельные операции, которые закрепляются за отдельными станками.
Станки, применяемые в серийном производстве: универсальные, специальные, агрегатные и автоматизированные.
Станочный парк должен быть специализирован в такой мере, чтобы был возможен переход от производства одной серии машин к другой, несколько отличающихся в конструктивном отношении.
При использовании универсальных станков должны широко применяться специальные и специализированные приспособления и инструмент. Измерительный инструмент – предельные калибр, шаблоны.
Серийный выпуск машин стал возможен в связи с развитием высокопроизводительных методов производства, а дальнейшее повышение быстроходности, точности, мощности, рабочих давлений, температур, коэффициента полезного действия, износостойкости и других показателей работы машин было достигнуто в результате разработки новых технологических методов и процессов.[3]
Цель курсового проекта: «Разработать технологический процесс изготовления детали «шкив» в серийном производстве».
Задачи, поставленные в данном курсовом проекте:
Задача 1. Разработать чертеж детали «Шкив»;
Задача 2. Разработать маршрутный технологический процесс изготовления детали «шкив»;
Задача 3. Разработать операционные эскизы технологического процесса.
1 Описание детали и ее служебного назначения
Реклама

Деталь «шкив» представляет собой фрикционную вращающуюся деталь ремённой передачи, выполненную в виде колеса, охватываемого гибкой связью (ремнем). Служебное назначение шкива состоит в использовании его как одной из основных частей ременной передачи.
Передающие вращающий момент рабочие шкивы (ведущий и ведомый) закрепляют на валах посредством шпоночных, зубчатых, штифтовых и прочих соединений. Не передающие вращающего момента шкивы (холостые шкивы, натяжные ролики) свободно вращаются на валах или осях. Конструкции шкивов отличаются большим разнообразием. Шкив малых диаметров выполняют монолитными, средних и больших диаметров – имеют ступицу и обод, связанные диском или спицами. Крупные шкивы иногда выполняют из двух половин, соединённых болтами. Изготовляют Шкив из чугуна, стали лёгкого сплава, пластмассы, иногда дерева.
Шкив под плоские ремни имеет цилиндрическую или слегка выпуклую рабочую поверхность для предохранения ремня от сбегания, с той же целью шкивы иногда снабжаются ребордами. Шкив под клиновые и поликлиновые ремни имеют канавки трапецеидального профиля. Шкив под ремень круглого сечения снабжают канавкой со скруглённым дном. Шкив зубчатоременных передач имеют зубья, идущие в осевом направлении, и реборды. Ступенчатые шкивы применяют в передачах с регулированием передаточного отношения путём перевода ремня с одной ступени на другую. Раздвижные конические шкивы в бесступенчатых передачах с широким клиновым ремнем выполняют с одним или обоими подпружиненными передвижными конусами, а также с принудительным перемещением одного или обоих конусов.
Данная деталь «шкив» представляет собой колесо, которое является частью ременной передачи. Служебное назначение шкива состоит в том, чтобы передавать крутящий момент через ремень на вал. С валом шкив соединяется посадкой с натягом, прижимается шайбой и фиксируется болтами. Во внутреннюю часть шкива крепится зубчатая полумуфта переходной посадкой и фиксируется штифтом. Соединение деталей осуществляется под прессом. При работе данного механизма вращение шкива на валу передается на зубчатую полумуфту, далее через зубчатую втулку – на полумуфту и на вал.
2 Маршрутный технологический процесс изготовления детали для серийного производства
В машиностроении основными видами заготовок для деталей являются стальные и чугунные отливки, отливки из цветных металлов и сплавов, штамповки и все возможные виды проката.
Способ получения заготовки должен быть наиболее экономичным при заданном объеме выпуска детали. На выбор формы, размеров и способа получения заготовки большое значение оказывает конструкция и материал детали. Вид заготовки оказывает значительное влияние на характер технологического процесса, трудоемкость и экономичность ее обработки.
К металлическим заготовкам относятся: прокат из стали и цветных металлов (простых и сложных профилей) в виде прутков и труб, поковки, листовая штамповка, отливки.
Большинство деталей типа валов, втулок, шайб и колец изготовляют из заготовок, поставляемых в виде круглых, шестигранных и квадратных прутков. Крупные и сложные по форме детали получают из штучных заготовок, полученных литьем, ковкой или штамповкой. Заготовка должна иметь несколько большие размеры, чем готовая деталь, т. е. предусматривается слой металла, снимаемый при механической обработке, который называется припуском на обработку. Величина припуска должна быть наименьшей (т. е. заготовка по форме и размерам должна приближаться к форме и размерам готовой детали), но при этом должно быть обеспечено получение годной детали.
Исходя из необходимости максимального приближения формы и размеров заготовки к параметрам готовой детали, применяем такой метод, как прокат под прессом. В результате проката получаем заготовку круглого сечения.
В данном проекте принимаем, что из готового металлопроката круглого сечения диаметром 180 мм отрезаем заготовку для изготовления шкива. При дальнейшей обработке заготовки на станках с ЧПУ получаем готовое изделие. Круглый металлопрокат различных марок сталей поставляется предприятием «ВЕЛД-МЕТИЗ». Подробный перечень круглого металлопроката приведен в приложении Б. Материал для изготовления шкива выбираем сталь 45 ГОСТ 1050-88[4]. При выборе станков с ЧПУ на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2.
Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив
| № операции |
Название операции |
Оборудование |
| 00 |
отрезная |
CARIF 450 BA CNC |
| 05 |
токарная с ЧПУ черновая |
HTC40z |
| 10 |
токарная с ЧПУ чистовая |
HTC40z |
| 15 |
сверлильная с ЧПУ |
PD1616 |
| 20 |
термическая |
Закалочная электропечь ПВП 5000/12,5М |
| 25 |
шлифовальная с ЧПУ чистовая |
ОШ-642Ф3 |
| 30 |
Контрольная с ЧПУ |
MH3D DCC NS |
Таблица 2.2 – Квалитеты точности по операциям технологических процессов
| Номер операции |
Наименование операции |
Стадия |
Квалитет точности |
| диаметраль-ных размеров |
продольных размеров |
| 00 |
отрезная |
– |
14 |
14 |
| 05 |
токарная |
черновая |
12 |
12 |
| 10 |
токарная |
чистовая |
9 |
9 |
| 15 |
сверлильная |
– |
13 |
– |
| 20 |
термическая |
– |
– |
– |
| 25 |
шлифовальная |
чистовая |
6 |
7 |
| 30 |
контрольная |
– |
– |
– |
3 Операционные эскизы технологического процесса изготовления детали
00 Отрезная операция с ЧПУ, станок CARIF 450 BA CNC

05 Токарная операция с ЧПУ черновая, станок HTC40z
1-й установ

2-й установ

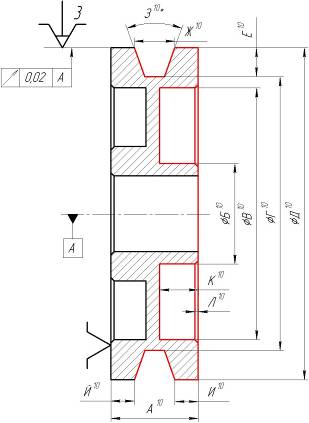
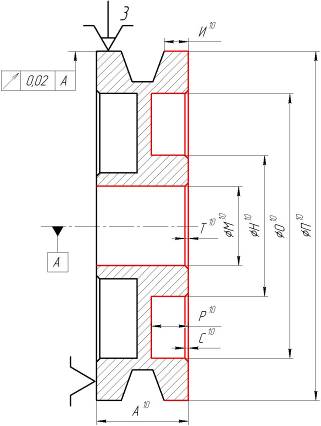
10 Токарная операция с ЧПУ чистовая, станок HTC40z
1-й установ
2-й установ
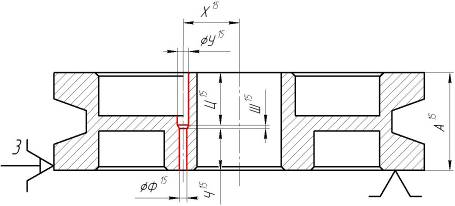
15 Сверлильная операция с ЧПУ, станок PD1616
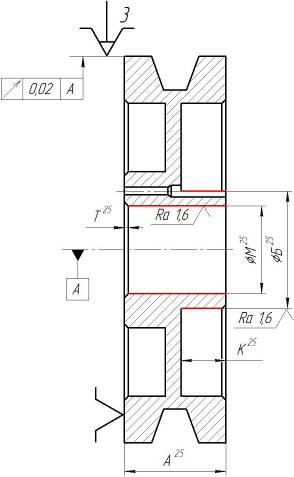
30 Шлифовальная операция с ЧПУ чистовая, станок ОШ-642Ф3
Заключение
В результате выполнения данного курсового проекта была достигнута поставленная цель, т. е. разработан технологический процесс изготовления детали «шкив» в серийном производстве и соответственно были решены задачи:
1. Разработан чертеж детали «шкив» в CAD-редакторе КОМПАС в соответствии с требованиями ГОСТа, на чертеже приведены все необходимые размеры, отклонения и квалитеты для изготовления детали, а также учтены все свойства поверхностей, необходимые в работе данной детали в сопряжении с другими деталями для обеспечения нормативного срока службы.
2. Разработан маршрутный технологический процесс изготовления детали «шкив» путем выбора технологических операций, целесообразных для изготовления данной детали в серийном производстве, а также стадий операций. Были подобраны все станки для каждой технологической операции с ЧПУ для более производительной и автоматизированной работы по изготовлению детали «шкив».
3. Разработаны операционные эскизы технологического процесса CAD-редакторе КОМПАС. Эта задача была решена путем поэтапного рассмотрения процесса обработки от заготовки до готовой детали. На эскизах имеются необходимые размеры для обработки на каждой операции, символы базирования, закрепления и необходимые специальные требования.
Библиографический список
1. А.Н. Малов «Справочник технолога машиностроения», Т2, М., «Машиностроение», 1972-220с.
2. А.Ф. Горбацевич «Курсовое проектирование по технологии машиностроения», Минск, «Высшая школа», 1975.
3. И.С. Добрыднев «Курсовое проектирование по предмету технология машиностроения», М., «Машиностроение», 1985.
4. В.Г. Сорокина «Марочник сталей и сплавов», М., «Машиностроение», 1989.
5. Паспортные данные станков.
Приложение А
Описание станков с числовым программным обеспечением, используемых при изготовлении детали «шкив»[5]
Отрезной станок CARIF 450 BA CNC Автомат с ЧПУ

Автоматический ленточный отрезной станок “CARIF 450 BA CNC” с ЧПУ состоит из:
- станины, имеющей горизонтальную стенку, бортик, которой выходит на короб для сбора стружки;
- кронштейна, соединённый с этой стенкой, который может вращаться вокруг собственной вертикальной оси;
- арки, которая удерживает режущее полотно, соединённое с кронштейном, который вращается вокруг горизонтальной оси;
- непрерывного мотовариатора скорости резания;
- тисков мостового типа, соединённых с горизонтальной стенкой;
- каретки для поддерживания и подтягивания прутка;
- маслодинамического устройства, которое позволяет выполнять следующие операции:
- автоматическое смыкание тисков,
- быстрое приближение режущего полотна к разрезаемой детали,
- автоматическое резание прутка,
- быстрый подъём арки,
- перемещение каретки для подтягивания прутка с последовательным автоматическим раскрытием/закрытием тисков для продвижения прутка (вплоть до 600 мм);
- электронной панели, которая позволяет:
- работу машины в автоматическом или полуавтоматическом цикле,
- автоматическое повторение пути продвижения прутка (вплоть до 9.999 мм),
- предварительный выбор числа деталей для резания с остановкой машины по окончании намеченных резов;
- гидравлического устройства для вертикального прижима прутков;
- автоматическое устройство остановки машины по окончании прутка (конечный отрезок 120 мм);
Автоматический ленточный отрезной станок «CARIF 450 BA CNC» может применяться для резания металлов, имеющих следующие максимальные размеры:
 |
 |
 |
| 90° |
330 |
450 x 240 |
320 |
| +45° |
280 |
270 x 240 |
250 |
| +60° |
170 |
170 x 125 |
150 |
Технические характеристики
| Режущее полотно |
3660 x 34 x 1,1 мм |
| Рекомендуются следующие режущие полотна: |
| - для разрезания массивных заготовок |
3/4 |
зуба на дюйм |
| - для труб, профилей большой толщины и массивных заготовок с Ø < 50 мм |
4/6 |
зуба на дюйм |
| - для труб и профилей маленькой толщины |
6/10 |
зуба на дюйм |
| Мощность двигателей |
4 / 0,1/ 0,75 5 кВт |
| Скорость резания |
15 ÷ 100 м/мин |
| Рекомендуются следующие скорости резания: |
| 30 м/мин для легированных сталей с сопротивлением от 80 до 130 кг/кв.мм |
| 70 м/мин для углеродистых сталей и легированных сталей с сопротивлением до 80 кг/кв.мм |
| Высота рабочего стола |
830 мм |
| Габариты |
1870 x 2950 x 1550h мм |
| Вес |
1600 кг |
Токарный станок с ЧПУ HTC40z

Токарные станки с ЧПУ HTC40z предназначены для автоматической обработки цилиндрических поверхностей, дугообразных, конусных, пазов вращающихся частей, нарезания резьбы с высокой производительностью и точностью. Токарный станок с ЧПУ HTC40z обладает высокой производительностью, точностью и надежностью. Это достигается за счет применения комплектующих и узлов производства ведущих мировых компаний:
- шарико-винтовые пары и направляющие ТНК (Япония);
- шпиндельные и опорные подшипники ШВП - SKF, FAG (Германия), NSK (Япония);
- системы ЧПУ, двигатели, электроника - Siemens (Германия), Mitsubishi, Fanuc (Япония);
- линейные и круговые датчики - Maidenhair (Германия);
- приборы измерения и контроля деталей и инструмента - Renishaw (Англия);
- револьверные головки - Diplomatic (Италия).
За счет такого подхода к формированию комплектации токарного станка с ЧПУ HTC40z достигается высокое качество и надежность по разумной цене.
Особенности конструкции токарного станка с ЧПУ HTC40z.
Токарные центры данной серии разработаны с учетом новых современных технологий. Станки оснащены револьверной головкой фирмы Duplomatic (Италия) с приводным инструментом (ось «С») для проведения операций фрезерования, внецентрового сверления, нарезания резьбы, спирального нарезания резьбы и изготовления шестиугольников, пазов, спирали и пр. Поворот шпинделя позволяет осуществлять различную обработку деталей: отверстие фланца, пересекающиеся отверстия, шпоночные пазы и пр. Особенно станки подходит для токарной обработки валов и дисков со сложной формой и высокой точностью.
Скорость вращения приводного инструмента до 3500 об/мин. Ось «С» может программироваться с минимальной единицей подачи 0,001°. Пиноль задней бабки выдвигается и убирается с помощью системы ЧПУ. Гидравлическое устройство фиксирования обеспечивает высокую точность позиционирования шпинделя.
Технические характеристики токарного станка с ЧПУ HTC40z
| Система ЧПУ |
Fanuc 0i-TC или Siemens 802D |
| Диаметр патрона, мм |
250 |
| Угол наклона станины |
45° |
| Максимальный диаметр обработки над станиной, мм |
500 |
| Максимальный диаметр обработки над суппортом, мм |
350 |
| Размеры обрабатываемых дисков, мм |
Ø/400х200 |
| Максимальная длина обработки, мм |
750, 1000, 1500 |
| Скорость вращения шпинделя, об/мин |
40-3300 |
| Мощность главного двигателя, кВт |
15/18,5 |
| Конус шпинделя |
А2-6 |
| Диаметр отверстия шпинделя, мм |
Ø/65 |
| Скорость быстрого перемещения по осям X/Z, м/мин |
8/12 |
| Количество позиций инструмента |
8(12) |
| Количество приводного инструмента |
4(6) |
| Размеры отверстия инструмента, мм |
Ø/30/Ø/40 |
| Размеры стандартного инструмента, мм |
20/25 |
| Диаметр пиноли задней бабки, мм |
Ø/125 |
| Ход пиноли задней бабки, мм |
150 |
| Конус пиноли задней бабки |
МТ5 |
| Точность позиционирования головки инструмента |
±4’’ |
| Повторяемость головки инструмента |
±1,6’’ |
| Индекс точности оси С |
0,0010 (360°) |
| Позиция точности оси С |
36’’ |
| Повторяемость оси С |
18’’ |
| Максимальный диаметр нарезания резьбы, мм |
М4,5-М16 |
| Максимальный диаметр фрезерования, мм |
2-20 |
| Максимальный диаметр сверления, мм |
2-20 |
| Точность позиции оси Х, мм |
0,008 |
| Точность позиции оси Z (РМЦ=1000 мм) |
0,015 |
| Повторяемость оси Х, мм |
0,006 |
| Повторяемость оси Z, мм |
0,008 |
| Габаритные размеры (LxWxH), мм |
3630х1960х1980
3880х2005х2236
4260х2020х2100
|
| Масса станка, кг |
8750 9000 9800 |
Стандартная комплектация токарного станка с ЧПУ HTC40z:
- гидравлический патрон
- горизонтальный
- резцедержатель
- задняя бабка
- с гидроприводом пиноли
-система удаления стружки
Дополнительная комплектация токарного станка с ЧПУ HTC40z:
- барфидер (устройство подачи заготовок)
- устройство контроля инструмента
- прибор измерения деталей
- 3-цветная лампа
- патрон с кулачками повышенной жесткости
- неподвижный люнет
- система ЧПУ Fanuc 0i-mate
- 12-позиционная револьверная головка.
Сверлильный станок PD1616 с ЧПУ, Китай
шкив деталь станок
Назначение станка.
Портальный вертикально-сверлильный станок с ЧПУ предназначен в основном для сверления отверстия в плитах, фланцах и соединительных элементах, в изготовлении теплообменников, котлов, мостов, вышек и других металлоконструкций, в строительной и нефтехимической промышленности. Благодаря высокой точности фиксации и достаточной жёсткости сверлильного шпинделя в технологическом процессе не нужна разметка и использование кондуктора, тем самым легко организуется полуавтоматическое производство, повышать эффективность сверлильной обработки и уменьшать время подготовки к работе.

Технические характеристики.
На станке можно сверлить сквозные отверстия с максимальным диаметром до 50 мм в заготовке не более 1600 х 1600 х 80 мм.
Настоящий станок оборудован самостоятельной сверлильной силовой головкой с гидравлической заданной подачей определенного хода (максимум до 180 мм).
Сверлильная силовая головка со скоростью 10 м/мин. перемещается по двум направлениям и мгновенно фиксируется по заданной точке.
На сверлильной силовой головке предусмотрен главный сервомотор плавного регулирования скорости вращения. Скорость подачи шпинделя бесступенчато регулируется гидравлическим клапаном, что очень удобно при эксплуатации.
Разные этапы хода (ось Z) шпинделя контролируются самостоятельно, т.е. не требуется заранее задавать значения длины сверла и глубины отверстия. От верхнего начального положения шпиндель со сверлом быстро подходит к заготовке и изменяет скорость до рабочей скорости подачи сверла. После сверления отверстия шпиндель автоматически быстро поднимается в верхнее начальное положение. После выполнения одного отверстия сверлильная головка быстро перемещается на место следующего отверстия и цикл повторяется. Сверлильная головка со сверлом имеет возможность отламывания и отвода стружки из отверстия, вследствие чего на таком станке возможно сверлить отверстие с большим отношением глубины к диаметру.
Сверлильный шпиндель с нижнего конца имеет конусное отверстие Морзе №4 для вставки сверла. Ещё поставляется со станком переходный соединитель М№3/М№4 для установки сверл разного стандарта.
В компоновке станка принимается вариант продольного перемещения портала со сверлильной силовой головкой относительно рабочего стола. Такое решение конструкции станка занимает минимальную площадь и дает возможность разместить вспомогательные установки.
Портал перемещается по тяжёлым продольным направляющим (ось Х), предусмотренным с обеих боковых сторон стола. Для обеспечения плавного движения, высокой первичной и повторной точности фиксации, в приводе портала используются пара сервомоторов с питанием переменного тока и ходовые винты, которые синхронно вращаются по одним точным командам от системы ЧПУ.
Салазка сверлильной силовой головки на поперечине портала перемещается (ось У) по двум тяжёлым направляющим от цепи привода сервомотора переменного тока и ходовой винтовой пары. Такая передаточная схема обладает высокопрецизионной точностью фиксации.
На столе станка располагаются 8 быстродействующих гидравлических зажимов, при помощи которых легко устанавливаются и закрепляются заготовки. Заготовки лежат на съёмных подушках. В тоже время на столе размещаются матрицы точечных вспомогательных упоров.
У сверлильного станка смонтированы два параллельных гусеничных сборника стружки, которые автоматически убирают стружку в тележку.
Для повышения эффективности сверления и увеличения срока службы режущего инструмента предусмотрена охладительная схема, в которую входят бак жидкости, электронасос, шланги, сопло, фильтр и охлаждающая жидкость.
Схема управления сверлильным станком организована на современном мировом техническом уровне. В схеме используется программируемый логический контрольный аппарат PLC производства Японии, в который входит мощный компьютер с функциями сохранения, оперирования, демонстрации, диагноза, коммуникации и непосредственного превращения CAD – CAM c автоматическим программированием технологических данных для обработки.
В целях обеспечения надежности работы и выдержки высокой точности обработки в настоящем сверлильном станке основные узлы и аппараты, такие как: гидравлические элементы, контрольная система, сервомоторы, преобразователь частоты, усилитель, комплект шариковых направляющих, прецизионные ходовые винтовые пары и т.д. установлены производства ведущих мировых компаний.
Закалочная электропечь ПВП 5000/12,5М

Описание
Электропечь сопротивления камерная ПВП с выдвижным подом предназначена для проведения различных видов термообработки. Электропечь камерная ПВП содержит рабочую камеру, которая расположена в сварном каркасе из металлических профилей и оснащена многослойной теплоизоляцией. Внутренний слой теплоизоляции выполнен из огнеупорных материалов, наружный из высокоэффективных плит на основе базальтового волокна. Нагревательные элементы спирального типа для печей на 1150-1280 С расположенные на двери, на задней и боковых стенках, а также на поде электропечи, выполнены из высокотемпературного железохромалюминиевого сплава. Нагревательные элементы на 1400С - карбидокремниевые стержни.
Выводы электронагревателей расположены за легкосъемной панелью. Для улучшения теплоизоляции под оснащен песчаным тепловым замком.
Дверь печи оборудована предохранительным концевым выключателем, который расположен на лицевой панели печи и обеспечивает отключение электронагревателей при открывании двери.
Наружная поверхность печи выполнена из стальных съемных панелей, которые установлены с зазором от внешнего слоя теплоизоляции.
Печи могут оснащаться механизированными дверью и подом.
Контроль и регулирование температуры осуществляется микропроцессорным блоком управления, который устанавливается в отдельном шкафу вместе с силовыми тиристорными модулями.
Технические характеристики
| Тип |
Внешние размеры, |
Внутренние размеры, |
Температура С, |
Мощность, |
Вес, |
| д-ш-в, мм |
д-ш-в, мм |
Тмах |
кВт |
кг |
| ПВП 5000/12,5М |
4200-2000-4070 |
3500-1200-1200 |
1250 |
260 |
7000 |
Шлифовальный станок с ЧПУ ОШ-642Ф3

Полуавтомат специальный внутришлифовальный с вертикальным шпинделем с ЧПУ ОШ-642Ф3.
Полуавтоматы предназначены для высокоточного шлифования наружных и внутренних цилиндрических поверхностей, а так же торцев в многоступенчатых деталях типа- тела вращения. Область применения полуавтомата-предприятия с крупносерийным и массовым производством. Обработка деталей на полуавтомате производится за счёт вертикального перемещения (подачи) шлифовального круга и кругового вращения детали с осцилляцией или продольной подачей. Обработка торцев может осуществляться однопроходным глубинным методом при радиальной подаче (съём припуска за один проход) или как обычное торцевое шлифование с правкой и поднутрением шлифовального круга по УП ЧПУ с компенсацией.
Основные технические характеристики
| Наименование параметров |
Значение |
Размеры шлифовального круга, устанавливаемого на автомате, мм
- наружный диаметр
- внутренний диаметр
|
80
20
|
Наибольшие размеры обрабатываемой заготовки, мм
- наружный диаметр
- внутренний диаметр
- высота
|
1200
100
450
|
| Пределы частот вращения шпинделя, мин -1 |
5000...18000 |
| Пределы частот вращения стола изделия, мин -1 |
2...30 |
| Дискретность по управляемым координатам Y(мкм) Z(мкм) А(угл.с) |
1,0/1,0/0,36 |
Скорость быстрых (установочных) перемещений, мм/мин
- шлифовальной головки
- суппорта
|
600
2000
|
| Мощность главного привода, кВт |
18,0 |
| Габаритные размеры полуавтомата с приставным оборудованием (д х ш х в, мм) |
4800х3500х2250 |
| Масса полуавтомата с приставным оборудованием |
8700 |
Контрольно-измерительная машина TESA MICRO-HITE 3D
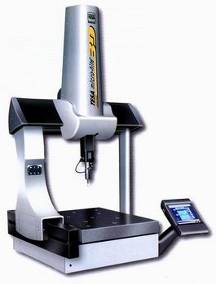
Эта 3D измерительная система неповторима во многих отношениях. Она является единственной системой такого класса, которая имеет такое хорошее соотношение цены/производительность. Кроме того, она заполняет ниши между обычными измерительными приборами и многокоординатными измерительными системами.
Новая TESA MICRO-HITE 3D имеет маркировку SWISS MADE (сделано в Швейцарии) и производится в Рененсе на специально созданном предприятии.
Это устройство, имеющее такое же разрешение, как у микрометра, отличается исключительным эксплуатационным удобством и не требует от контролера никаких специальных знаний. Благодаря интерактивному программному обеспечению TESA REFLEX всего после нескольких часов обучения, даже дилетант может проводить комплексные контрольные задачи.
Отличительные черты
Патентованная TESA оптическая считывающая система Высокая стабильность благодаря треугольному сечению портала оси Х Программное обеспечение TESA REFLEX – гарантия простой и безопасной эксплуатации и высокой надежности. Эргономика – результат тщательных исследований. 22 воздушные подушки аэростатических опор. Благодаря им перемещения по всем трем координатам происходят очень плавно. Две измерительные головки на выбор: TESASTAR с регулируемым измерительным усилием и TESASTAR-i, позиционируемая в различных положениях. Модульность – система TESA-MICRO-HITE 3D может поставляться как с устройством тонкой настройки, так и без него. При использовании CCD-камеры система может превращаться в настоящую оптическую бесконтактную измерительную систему
Выравнивание детали – очень простая операция. Измерение по точкам или ручное сканирование. Режим ZMouse для быстрых измерений. Протоколирование результатов измерения в виде распечатки формата А4.
1.MH3D Reflex
Наиболее простое в использовании и многостороннее программное обеспечение, разработанное TESA. Поставляется со стандартной или же точной системой настройки. В комплект поставки входит контактный щуп TESASTAR или поворотный щуп TESASTAR-i, а также программное обеспечение REFLEX с распознаванием геометрии детали.
2. MH3D M PC-DMIS
Использование PC-DMIS - повсеместно применяемого метрологического программного обеспечения - эта версия PC-DMIS может использовать все функции координатно-измерительной машины. Поставляется со стандартной или же точной системой настройки. В комплект поставки входит поворотный щуп TESASTAR-i.
3. MH3D HP
Высокоточная версия революционным образом уменьшает предел наибольшей погрешности при сохранении наиболее выгодной цены. Кроме гарантированной повторяемости в 2,5 µм, машина поставляется с гарантией 3 года и сервисным обслуживнаием в течение 2 лет. Сертификат калибровки - ISO 10360-2. В комплект поставки входит поворотный щуп TESASTAR-i и программное обеспечение Reflex.
4. MH3D DCC
Версия DCC вместе с программным обеспечением PC-DMIS полностью автоматизирует машину и предоставляет пользователям большой выбор дополнительных функций. В комплект поставки входит поворотный щуп TESASTAR-i.
5. MH3D DCC NS
Эта весрия машина была специально разработана для учебных заведений, технических школ и университетов. Машина MH3D DCC NS создана для изучения измерительных операций и их возможностей в процессе 3D контроля.
6. МH3D RC
Благодаря 3 моторам, которые полностью управляются и контролируются джойстиком, эта версия машины позволяет достигать позиционирования до микрона при контроле малых деталей с комплексной геометрией. В ручном режиме машина позволяет достигать максимальной скорости перемещения по осям X, Y и Z. В комплект поставки входит поворотный щуп TESASTAR-i и программное обеспечение Reflex.
Характеристики моделей TESA MICRO-HITE 3D
| Тип машины |
MH3D Reflex |
MH3D M
PC-DMIS
|
MH3D HP |
MH3D DCC |
MH3D DCC NS |
МH3D RC |
| Управление |
Ручное |
Ручное |
Ручное |
Ручное+автоматическое |
Автоматическое |
Автоматическое |
| Программное обеспечение |
Reflex |
PC-DMIS |
Reflex |
Reflex |
PC-DMIS |
PC-DMIS |
| Пульт управления |
– |
– |
– |
+ |
+ |
+ |
| Точность, мкм |
3 |
3 |
2,5 |
3 |
5 |
3 |
| Ускорение, мм/с2 |
– |
– |
– |
– |
1730 |
1730 |
| Скорость перемещения, мм/с |
– |
– |
– |
10 – 20 |
до 350 |
до 350 |
| Разрешающая способность, мм |
0,001 |
0,00001 |
0,001 |
0,001 |
0,00001 |
0,00001 |
| Вес, кг |
190 |
350 |
Внешние размеры
(L x H x D), мм
|
970х750х430 |
1160х1030х2320 |
Максимальные габариты детали
(X x Y x Z), мм
|
970х750х430 |
580х730х400 |
Приложение Б
Диаметр круглого металлопроката (сталь 45 ГОСТ 1050-88)
| D, мм |
кг/м |
м/т |
D, мм |
кг/м |
м/т |
D, мм |
кг/м |
м/т |
| 13 |
1,039 |
961,53 |
42 |
10,880 |
91,91 |
92 |
52,159 |
19,17 |
| 14 |
1,210 |
826,45 |
43 |
11,399 |
87,72 |
95 |
55,639 |
17,96 |
| 15 |
1,389 |
719,41 |
44 |
11,939 |
83,75 |
97 |
57,979 |
17,25 |
| 16 |
1,580 |
632,90 |
45 |
12,479 |
80,12 |
100 |
61,650 |
16,21 |
| 17 |
1,779 |
561,79 |
46 |
13,050 |
76,62 |
105 |
67,970 |
14,71 |
| 18 |
2 |
500 |
47 |
13,609 |
73,48 |
110 |
74,599 |
13,39 |
| 19 |
2,23 |
448,42 |
48 |
14,199 |
70,41 |
115 |
81,540 |
12,26 |
| 20 |
2,47 |
404,85 |
50 |
15,420 |
64,84 |
120 |
88,779 |
11,26 |
| 21 |
2,72 |
367,64 |
52 |
16,670 |
59,99 |
125 |
96,330 |
10,38 |
| 22 |
2,98 |
335,57 |
53 |
17,319 |
57,74 |
130 |
104,199 |
9,60 |
| 23 |
3,259 |
306,75 |
54 |
17,969 |
55,65 |
135 |
112,360 |
8,89 |
| 24 |
3,549 |
281,69 |
55 |
18,649 |
53,61 |
140 |
120,839 |
8,27 |
| 25 |
3,849 |
259,73 |
56 |
19,329 |
51,72 |
145 |
129,600 |
7,71 |
| 26 |
4,17 |
239,80 |
58 |
20,739 |
48,22 |
150 |
138,720 |
7,21 |
| 27 |
4,5 |
222,22 |
60 |
22,190 |
45,06 |
155 |
148,050 |
6,75 |
| 28 |
4,829 |
207,03 |
62 |
23,700 |
42,18 |
160 |
157,830 |
6,34 |
| 29 |
5,179 |
193,05 |
63 |
24,469 |
40,86 |
165 |
167,770 |
5,96 |
| 30 |
5,55 |
180,17 |
65 |
26,049 |
38,38 |
170 |
178,179 |
5,61 |
| 31 |
5,92 |
168,91 |
67 |
27,680 |
36,13 |
175 |
188,720 |
5,30 |
| 32 |
6,30 |
158,47 |
68 |
28,510 |
35,08 |
180 |
199,759 |
5,01 |
| 33 |
6,71 |
149,02 |
70 |
30,209 |
33,09 |
185 |
210,910 |
4,73 |
| 34 |
7,13 |
140,25 |
72 |
31,959 |
31,29 |
190 |
222,570 |
4,48 |
| 35 |
7,55 |
132,44 |
75 |
34,680 |
28,84 |
195 |
234,320 |
4,26 |
| 36 |
7,989 |
125,16 |
78 |
37,509 |
26,65 |
200 |
246,619 |
4,05 |
| 37 |
8,439 |
118,48 |
80 |
39,459 |
25,34 |
210 |
271,890 |
3,68 |
| 38 |
8,899 |
112,36 |
82 |
41,459 |
24,12 |
220 |
298,399 |
3,34 |
| 39 |
9,380 |
106,61 |
85 |
44,540 |
22,45 |
230 |
326,149 |
3,06 |
| 40 |
9,859 |
101,41 |
87 |
46,639 |
21,44 |
240 |
355,130 |
2,81 |
| 41 |
10,359 |
96,52 |
90 |
49,939 |
20,02 |
250 |
385,339 |
2,59 |
|
