Курсова робота
„Розробка технологічного процесу виготовлення
деталі машини”
План
1. Завдання курсової роботи
2. Визначення технологічного процесу виготовлення заготовки
3. Проектування литої заготовки
4. Проектування цільної машинобудівної заготовки
5. Проектування комбінованої заготовки
6. Проектування комбінованої, зварюваної заготовки
Додаток А
Література
1.
Завдання курсової роботи
У курсовій роботі пропонується:
- За даними креслення деталі і типом виробництва визначити технологічний процес виготовлення машинобудівної заготовки та спроектувати її;
- Розробити технологічний процес механічної обробки спроектованої заготовки.
Креслення деталі і тип виробництва видається (викладачем) кожному студенту індивідуально. Прогресивну заготовку студент проектує у двох варіантах. Перший варіант – цільна заготовка (лита або кована, штампована тощо), другий варіант – комбінована зварена заготовка.
2
. Визначення технологічного процесу виготовлення заготовки
Маємо деталь – кришка передня. Дана деталь використовується на різного типу трубопроводах. Є універсальною за своїм призначенням. Ця деталь виготовляється із легованої конструктивної сталі 40Х [2]. Може бути призначена як для переходу з одного діаметру трубопроводу до іншого(більшого), служить для міцного та герметичного з’єднання труб, приєднуючи їх до машин, апаратів і ємностей.
Вибраний метод повинен забезпечити мінімальну собівартість деталі, витрати на матеріал, виготовлення заготовки і наступна механічна обробка разом із накладними витратами повинні бути найменші. В нашому випадку надаємо перевагу литій заготовці, так як це значно вигідніший, простіший і дешевший спосіб для виготовлення даної деталі, аніж, наприклад, штамповка. Тому що виготовити доволі просту форму виливка значно простіше, ніж штамп для деталі такого розміру.
Лиття – один з основних способів виробництва заготовок в машинобудуванні, тому що дозволяє одержати відливок практично будь-якої форми і маси з необхідними фізико-механічними властивостями. Лиття часто не тільки простіший, але й економічніший за інші способи виробництва. Якість виливків переважно залежить від фізичних, механічних, хімічних і технологічних властивостей матеріалів, з яких вони виготовлені. Основними з них, що визначають якість литих заготованок, є рідкоплинність, усідання, схильність до ліквідації та газопоглинання.
Реклама

Способи виготовлення виливків класифікують: за кількістю заливань розплавів у ливарну форму(разові та багаторазові); за конструкцією ливарних форм (рознімні та нерознімні): за матеріалом, з якого виготовляють форми (піщано-глиняні, піщані, земляні, графітові, керамічні, металеві, шамотно-цегляні тощо); за тиском, під яким перебуває рідки метал у формі (атмосферний, низький, високий, вакуум); за способом подавання розтоплених стопів у форми (вільне лиття, вакуумне лиття, лиття за допомогою вібрації, ультразвуку, електромагнітних полів тощо).На практиці застосовують також комбіновані способи, тому часто спосіб виготовлення виливка одночасно належить до різних класифікаційних груп. У літературі можна зустріти поділ способів виготовлення виливків на звичайні, тобто поширені, та спеціальні, що мають конкретне (обмежене) застосування.
Спеціальні способи дають змогу виготовляти виливки вищої якості, точності розмірів, складності форми або зі спеціальних туготопких стопів тощо. Така класифікація способів виготовлення виливків є умовної та тимчасовою.ьПеред вивченням різних способів виготовлення виливків треба відзначити, що їхнє розповсюдження визначається насамперед техніко-економічною доцільністю виготовлення заготованок.
Як показує практика, часто вибір дорожчої, але якіснішої заготованки за рахунок зменшення обсягу її подальшого оброблення забезпечує нижчу вартість виробу. Тому в процесі добору способу виготовлення заготовки потрібний детальний та всебічний аналіз усіх альтернативних варіантів.
3 Проектування литої заготовки
Вихідними даними для проектування є: конструкція деталі, її призначення, матеріал, тип виробництва.Спочатку визначають спосіб лиття: лиття у піщаних формах, за виплавлюваними моделями, лиття в оболонкових формах, лиття під тиском, відцентровим способом та ін.Залежно від вибраного способу лиття визначають клас точності розмірів і масу виливка, групу складності [3]. Встановлюють мінімально допустиму товщину стінок виливка, виходячи з його розмірів, конфігурації, технологічних властивостей матеріалу, призначення. Мінімально допустиму товщину стінок виливка визначають за наведеним габаритним розміром
 (1) (1)
де, l, b, h – відповідно довжина, ширина і висота виливка.
Реклама

Для виливків, отриманих литтям у піщаній формі, мінімальну товщину стінок визначають за графіками (додаток Б). При N<0,1 мінімальну товщину стінок беруть такою: для сплавів алюмінію – до 2 мм, для мідних олов’яних сплавів – 2,5 мм, для безолов’яних сплавів – 4 мм. Якщо матеріалом виливка є легована сталь, товщину стінок збільшують на 20-30% у порівнянні з однотиповими виливками з вуглецевих сталей.
Якщо отримана мінімальна товщина стінки більше тієї, що зазначена на кресленні (з урахуванням припусків на механічну обробку), вносять відповідні корективи. Після цього назначають напуски, допуски на розміри, формовочні нахили.Напуски назначають на тих ділянках виливка, де отвори, впадини, порожнечі і тому подібне отримати литтям неможливо або дуже важко. У разі необхідності напуски потім ліквідують механічною обробкою. Напуски дозволяють зробити технологічну оснастку і саму технологію лиття більш простішою і в кінцевому підсумку отримати більш якісну заготовку.
Мінімальний діаметр отворів, отриманих литтям, визначають за формулою:
dmin
=d0
+0,1*S(2)
де d0
- вихідний діаметр, мм;
S – товщина стінки, мм.
Числове значення діаметра d0
вибирають залежно від матеріалу виливка: для мідних сплавів – 5мм, для чугунів і алюмінієвих сплавів – 7 мм, для сталей – 10 мм. Якщо розмір отвору на кресленні заготовки менший від отриманого dmin
за формулою (2), то такий отвір литтям не виготовляють.
Допуски на лінійні розміри виливків назначають за ГОСТом 26645-85 залежно від класу точності і номінального розміру [3]. Допуски на кутові розміри у перерахунку на лінійні не повинні перевищувати установлених величин [3]. Для охоплюючих поверхонь (отвір) допуски назначають „в плюс”, а для охоплюваних (вал) – „в мінус”. Для інших підлеглих або непідлеглих механічній обробці поверхонь виливка рекомендується симетричне розміщення полів допусків. Припуски на механічну обробку (на сторону) поділяються на основні і додаткові. Основні припуски вибирають за таблицями [3] залежно від допусків на розміри виливка і ряду припусків. Отримані значення припусків відносять до поверхонь виливка, які знаходяться при заливанні збоку або знизу. На поверхні, які знаходяться при заливанні зверху, рекомендується припуск збільшувати до значення, відповідного ряду припусків. Додатковий припуск на механічну обробку служить для компенсації відхилень розміщення елементів виливка: коробління, зміщення по площині розніму та ін. Його назначають у тому разі, коли найбільше із відхилень перевищує половину допуску на відповідний розмір виливка. Величину додаткового припуску визначають за таблицями [3].
Загальний припуск на механічну обробку дорівнює сумі основного і додаткового припусків.На завершальному етапі проектування литої заготованки оцінюють її технологічність. Оцінку виконують за коефіцієнтом використання матеріалу:

де Мд
– маса деталі;
Мз
– маса заготовки.
Отримані за формулою (3) значення  повинні бути більшими або дорівнювати 0,7. В іншому випадку потрібно скорегувати форму заготовки, максимально наблизивши її до готової деталі, і знову обчислити і так далі, поки не буде досягнуто повинні бути більшими або дорівнювати 0,7. В іншому випадку потрібно скорегувати форму заготовки, максимально наблизивши її до готової деталі, і знову обчислити і так далі, поки не буде досягнуто  0,7. При цьому можливе зменшення уже встановлених припусків на окремих поверхнях заготовки. 0,7. При цьому можливе зменшення уже встановлених припусків на окремих поверхнях заготовки.
4
. Проектування цільної машинобудівної заготовки
Дана деталь використовується на різного типу трубопроводах різного призначення. Є універсальною за своїм призначенням. Ця деталь виготовляється із легованої конструктивної сталі 40Х [2]. Виготовляємо заготовку методом лиття у піщаних формах [3]. Визначаємо групу складності - 1 , клас точності - 9 проектованого виливка [3]. Групу складності визначають по товщині основної стінки, виходячи з принципу: чим тонше стінка виливка, тим важче її виготовити. Клас точності встановили по номінальній масі виливка в залежності від технологічного процесу лиття.
За формулою (1) знаходимо наведений габаритний розмір заготовки

а потім за графіком (див. Додаток Б) мінімальну товщину стінки – 11мм. Таким чином, усі стінки заготовки можуть бути виготовлені литтям.
За формулою (2) визначаємо мінімальний діаметр для отворів на обох фланцях (дисках): dmin
=12мм і dmin
=11,5мм. Отримані значення мінімальних діаметрів свідчать про те, що литтям може бути виготовлений лише центральний отвір. Отвори у фланцях литтям виготовити неможливо, оскільки припуск (на сторону) у даному випадку 2,0-2,5 мм, а, отже, діаметр литого отвору повинен бути 7-8 мм. Тому на отвори у фланцях назначаємо напуск. Визначаємо допуски на розміри виливка 9-го класу точності за відповідними таблицями [3]: Ø460 – 3,6 мм; Ø275 – 3,2 мм; Ø176 – 2,8 мм;
Ø278 – 3,2 мм; Ø140 – 2,4 мм; l=150 – 2,4 мм; l=20 – 1,6 мм; ;
l=25 – 1,8 мм.
За ГОСТом 26645-85 вибираємо ряд припусків для проектованої заготовки – 4-ий. З урахуванням отриманих допусків і вибраного ряду припусків визначаємо припуски на механічну обробку: для Ø460 – 5,2 мм; Ø176 – 4,6мм; Ø 278 – 5 мм; Ø140 – 4,2 мм; l=150 – 4,2 мм; l=20 – 3 мм; l=15 -3 мм; l=25 – 3,2 мм.
За отриманими результатами визначаємо номінальні розміри виливка і його масу – 44,8 кг. Розраховуємо коефіцієнт використання матеріалу Кв.м.
=0,76.. Оформляємо креслення литої заготовки (додаток В).
5
. Проектування комбінованої заготовки
Іноді заготовку доцільно розділити на окремі частини з подальшим їх з’єднанням за допомогою зварювання, паяння тощо. Причому окремі частини комбінованої заготовки можуть бути отримані з використанням різних технологій і різних матеріалів. Так, комбіновані зварювані заготовки можуть бути: зварно-литими, зварно-кованими, зварно-штампованими, зварно-штампо-кованими, зварно-ковано-литими і т.п. Багато зварюваних заготовок виготовляють із сортового та спеціального прокату різних металів.
У машинобудуванні найбільш поширені зварювані комбіновані заготовки, що пояснюється значними перевагами над іншими способами з’єднання заготовок. Проектування звареної заготовки починається із забезпечення міцності і технологічності зварюваного з’єднання. На основі креслення готової деталі виконується загальний аналіз її конструкції, матеріалу, технологічності, оцінюється можливість отримання заготовки зварюванням. Після цього вибирають оптимальний спосіб зварювання залежно від габаритів деталі, матеріалу, рівня відповідальності зварюваного шва, технологічних можливостей процесу зварювання.
Рекомендації щодо застосування різних способів зварювання наведені в спеціальній та додаткові літературі. [5] Наприклад, рекомендованими видами з’єднань для дугового зварювання є: стикові, кутові, таврові, в напуск [6]. Зварні з’єднання залежно від товщини зварюваних матеріалів виконують без скосів країв (С2, С4, У4, Т1), з однобічним (С15, У6, Т6), двобічним (С21, У9, Т9), симетричним та несиметрични скосом країв. Криволінійну форму скосів беруть для значних товщин зварюваних заготовок.
Після визначення способу зварювання цільну заготовку робивають на частини і за необхідності виконують їх проектування. Розбиття виконують з урахуванням вимог технологічності заготовки і готової деталі.
6 Проектування комбінованої, зварюваної заготовки
Необхідно спроектувати комбіновано зварену заготовку деталі. Матеріал деталі – сталь 40Х, маса 34,4 кг, тип виробництва – серійне.
Після технологічного аналізу креслення деталі вирішуємо виготовити заготовку із двох частин: підвода 1 і фланця 2. Фланець виконуємо як поковку, а підвод як штамповку. Підвод являє собою трубу і з фланцем з одного боку.
Для даної деталі проводимо кутове з’єдання двох частин по ГОСТ 5264-80 [8]. Для з’єднання частин заготовки вибираємо напівавтоматичну аргонно-дугову зварку. Тип зварного шва беремо за ГОСТом 5264-80 [8].
- Тип з’єднання – таврове.
- Форма підготовки кромок – зі скосом кромок.
- Характер шва – односторонній.
- Спосіб зварювання – напівавтоматичне аргонно-дугове зварювання.
- Умовне позначення шва – Т6.
7
. Розроблення технологічного процесу механічної обробки
На цьому етапі призначають основні операції механічної обробки, необхнідні для перетворення заготовки в готову деталь. Визначають зміст кожної операції з назвою оброблювальних поверхонь, технологічного устаткування, оснастки [5].
Розроблення технологічного процесу починають з операцій точіння. Причому спочатку оброблюють поверхні, взяті за вихідні технологічні бази. Потім обробляють інші поверхні у послідовності, зворотній рівню їх точності, тобто чим точніша поверхня, тим пізніше вона обробляється. Закінчується механічна обробка тією поверхнею, яка є найбільш точною і має найбільше значення для роботи деталі і машини в цілому. У кінці оброблюють легкопошкоджувані поверхні, наприклад, зовнішні різьби.
Послідовність механічної обробки значною мірою залежить від проставлянні розмірів на деталі. В першу чергу слід обробляти ту поверхню, відносно якої на кресленні координована переважна більшість інших поверхонь.
З метою своєчасного виявлення внутрішніх порожнин та інших дефектів матеріалу спочатку виконують чорнову обробку поверхоно, для яких ці дефекти недопустиму. У разі виявлення таких заготовку або бракують, або вживають заходів для виправлення браку.
При виготовленні точних, відповідальних поверхонь механічну обробку часто поділяють на три етапи: чорному, чистову і довідну. На першій стадії знімають основну масу матеріалу, друга має проміжне значення, на останній забезпечують задану точність і шорсткість поверхні. Така послідовність обробки зменшує ризик випадкового пошкодження вже оброблених поверхонь у процесу транспортування і подальшої механічної обробки. Крім того, чорнова обробка може бути виконана на зношеному або неточному устаткуванні, робітниками більш низької кваліфікації.
Якщо деталь піддається термічній обробці, то технологічний процес механічної обробки поділяється на дві частини: процес до термічної обробки і після неї. Окремі види термічної обробки значною мірою ускладнюють процес механічної обробки.
Технологічні операції другорядного значення (свердлення малих отворів, знаття фасок і т. ін.) зазвичай виконують на стадії чистової обробки. Послідовність виконання цих операцій часто змінюється, однак вона мало впливає на якісні та економічні показники технологічного процесу.
Операції технічного контролю планують після тих етапів обробки, де вірогідно підвищена кількість браку, перед складними і відповідальними операціями, а тако у кінці обробки.
Технологічний процес розробляємо для деталі з додатку А. Як заготовку беремо виливок з додатку В. Виробництво – серійне.
Після різностороннього вивчення креслення готової деталі, технічних вимог і враховуючи невисоку точність технології виготовлення заготовки вибираємо таку послідовність (маршрут) механічної обробки: токарна чорнова операція, операція термічної обробки, токарна чистова операція, свердлильна операція, контрольна операція.
1 Токарна чорнова операція
Виконується на станках токарної групи в два установи. В першому установі знімають метал з поверхонь, що, підляють механічній обробці, з боків фланців. За технологічну базу меншого фланця беруть циліндричну поверхню Ø288 3,2 і торцеву Ø2883,2/ Ø158,22,4. В цій установі знімається метал з меншого фланця та з поверхні підводу Ø131,62,4 мм. 3,2 і торцеву Ø2883,2/ Ø158,22,4. В цій установі знімається метал з меншого фланця та з поверхні підводу Ø131,62,4 мм.
У другому установі обточують деталь з боку більшого фланця. За технологічну базу беруть циліндричну поверхню Ø4703,6 і торець Ø4703,6/ Ø2883,2.
З усіх оброблювальних поверхонь знімають приблизно дві третини припуску на механічну обробку.
2 Термічна операція
Виконується відповідно до технологічного процесу термічних робіт, які забезпечать твердість деталі НВ 285-300.
Спочатку загартовують заготовку. Для цього її завантажують у нагрівальну піч (електричну, газову), нагрівають до температури 8000
С і витримують 120-130 хвилин. Потім охолоджують у воді або маслі.
Після загартування виконують відпусканння. Заготовку завантажують у нагрівальну піч, нагрівають до температури 500-6000
С, витримують протягом 2-6 годин, після чого поступово охолоджують разом із піччю.
3. Токарна чистова операція
Виконується в два установи на верстатах токарної групи більш точних порівняно з чорновою обробкою і при більших швидкостях різання та менших подачах.
У першому установі обточують торець лівого(меншого) фланця, витримуючи розмір Ø275. У другому установі оброблюють циліндричну поверхню Ø140. Виконують заокруглення краю отвора виходу з труби з боку правого фланця Ø460.
Застосоване технологічне оснащення: оправка циліндрична, різці – прохідни і підрізний, штангенциркуль, мікрометр, лінійка металева тощо.
4. Свердлильна операція
Виконується на станках свердлильної групи. Свердляться вісім отворів діаметром Ø14 мм на правому (більшому) фланці, і вісім отворів діаметром Ø18 на меншому фланці. Задане розміщення отворів забезпечується за допомогою спеціального пристрою – кондуктора, який встановлюється на базових поверхнях Ø 275 та Ø460. Операція виконується за два технологічних проходи, коли свердло замінюють на зенкер або в один технологічний перехід з використанням комбінованого (складеного) інструмента свердло – зенкер. Ця ж операція повторюється для утворення отворів в обох фланцях деталі.Використане технологічне оснащення: цанговий патрон, кондуктор, свердло, зенкер, штангенциркуль.
5. Слюсарно-доводча операція
Знімають задирки свердлених отворів, заокруглюють гострі кромки. Технологічне оснащення: круг абразивний, напильник, шабер.
6. Контрольна операція
Контролюють розміри та розміщення поверхонь деталі на відповідність кресленню. Контролюють шорсткість поверхонь. Важливою є поверхня отвору(труби), так як вона має бути максимально гладкою для зменшення гідравлічних втрат напору при експлуатації деталі в гідравлічних системах та на трубопроводах.
Технологічне оснащення: штангенциркуль, лінійка, зразки шорсткості точіння.
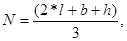
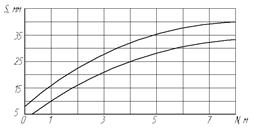
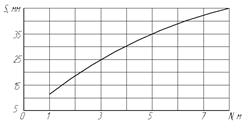
Додаток Б
(довідковий)
Графіки для визначення мінімальної товщини стінок „S” виливків, отриманих в піщаних формах
а)

б)
в)
а) із вуглецевих сталей (верхня лінія) і чавуну (нижня);
б) із мідних безолов’яних 1 і безолов’яних 2 сплавів;
в) із алюмінієвих сплавів.
Література
1. ГОСТ 2.302-68. Масштабы
2. ГОСТ 4543-71 Прокат из легированной конструкционной стали.
3. ГОСТ 26645-85 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку.
4. ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики.
5. Мандрыка А. С. Методические указания к выполнению курсовой работы «Исследование технологичности конструкций деталей гидромашин» по курсу «Технология гидромашиностроения». – Сумы: СумГУ, 1992.
6. Боженко Л.І. Технологія машинобудування. Проектування та виробництво заготовок. – Львів.: Видавництво „Світ”, 1996. – 367с.
7. WWW.TEHLIT.RU - ТЕХНИЧЕСКАЯ ЛИТЕРАТУРА
8. ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
9. Мандрика А.С. Методичні вказіка до курсової роботи з дисципліни „Промислові технологічні процеси і установки” для студентів напрямку „Енергетика” спеціальності „Енергетичний менеджмент” денної форми начання. Суми: Вид-во СумДУ, 2007. – 32с.
|
