Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра ТМ і КТС
Курсовий проект з дисципліни:
"Технологія машинобудування"
на тему: "Розробка технологічного процесу виготовлення деталі – Корпус редуктора"
Житомир
1. Вступ
В курсовому проекті я буду працювати над такою деталлю, корпус редуктора. Сам редуктор є складовою частиною зерно загрузочної машини ЗМ-60А. На машині встановлено два таких редуктора, які призначені для передачі крутного моменту від коробки швидкостей (редуктора ходу) до правого та лівого скребкових ланцюгів. Редуктор конічний і є універсальним виробом, який приміняється на багатьох інших сільгосп. машинах. Переваги виробу: низька собівартість, низький рівень шуму, змащення всіх пар тертя, великий ресурс, легкість та доступність обробки, кришкою редуктора є каркас машини.
2. Загальні положення
2.1 Призначення, хімічний склад та механічні властивості матеріалу деталі
Корпусні деталі представляють собою базові деталі. На них встановлюють різні деталі та складальні одиниці, точність відносного положення яких повинна забезпечуватись як в статиці, так і процесі роботи машини під навантаженням. У відповідності з цим корпусні деталі повинні мати потрібну точність, бути достатньо жорсткими і вібростійкими, що забезпечує потрібне відносне положення з’єднувальних деталей і вузлів, правильність роботи механізмів і відсутність вібрації.
Для виготовлення деталі "Корпус" використовується сірий чавун марки СЧ 20 ГОСТ 1412-79.
СЧ 20 ГОСТ 1412-79 —сірий чавун, що застосовується для виготовлення на машинобудівних заводах фасонних виливок, деталей типу станини, корпуси, задніх і передніх бабок – жорстких деталей великої маси та габаритів.
Сірий чавун, він є основним конструктивним матеріалом для виготовлення корпусних деталей. При відносно невисокій вартості він має добрі ливарні властивості, що дозволяє отримувати виливки складної конфігурації. Сірий чавун добре обробляється і має непогані фізико-механічні властивості, які можна змінювати у потрібному напрямку за допомогою модифікації чавуну і термічної обробки. Виливки з сірого чавуну мають високу циклічну в’язкість, що сприяє демпфіруванню коливань. Чавуни – залізовуглецеві сплави з вмістом вуглецю від 2,14% до 6,67%. Особливості мікроструктури сірого чавуну, яка визначає його фізично – механічні і експлуатаційні властивості є наявність вуглецю у вигляді графіту пластинчатої форми. Пластинчатий графіт порушує однорідність металічної основи сплаву і тому сірий чавун має відносно невисокі значення тимчасового опору розриву при розтягуванні і низьку пластичність. Але, завдяки пластинчатому графіту в сірому чавуні поєднуються добрі антифрикційні властивості, висока зносостійкість, мала чутливість до концентраторів напружень. Сірий чавун добре гасить вібрації і резонансні коливання. Сірий чавун марки СЧ 20 – технологічний матеріал. Його розплав має добру рідкоплинність, малу схильність до утворення усадочних ефектів, порівняно з іншими типами чавуну. З сірого чавуну можна виготовляти виливки дуже складної конфігурації з товщиною стінки від 2 до 500 мм. Даний матеріал добре оброблюється, завдяки включенням графіту. Характер номенклатури деталей показує, що з сірого чавуну виготовляють найбільш важливі деталі, що визначають довговічність і експлуатаційну надійність машин і апаратів. Сірі чавуни, крім заліза і вуглецю містять в собі домішки кремнію, марганцю, сірки і фосфору. Кремній допомагає графітизації чавуна. Марганець – навпаки зменшує графітизацію. Сірка – шкідливий домішок, так як вона відбілює чавун, знижує міцність та рідкоплинність. Фосфор збільшує рідкоплинність (при вмісті до 0,8%), але і збільшує крихкість.
Реклама

Механічні властивості сірого чавуну в основному визначаються кількістю, формою та розмірами вкраплень графіту. Чим більше графіту в чавуні і більші пластини графіту, тим нижчі механічні властивості. Для одержання невеликих, завихрених частинок графіту застосовують модифікацію – добавлення в рідкий чавун перед розливанням – ферросиліція або сілікація.
Таблиця 1 Хімічний склад СЧ 20 ГОСТ 1412-79
| Марка матеріалу |
Вміст елементів,% |
| Вуглець (С),% |
Кремній (Si),% |
Марганець (Мп),% |
Сірка (S),% |
Фосфор (Р),% |
| СЧ 20 |
3,3÷3,5 |
1,4÷2,2 |
0,7÷1,0 |
Не більше 0,15 |
Не більше 0,2 |
Таблиця 2 Механічні властивості СЧ 20 ГОСТ 1412-79
| НВ |
Gp |
Gu |
| МПа |
МПа |
кгс/мм2
|
МПа |
кгс/мм2
|
| 170 |
196 |
19,6 |
396 |
39,6 |
Отже, даний чавун придатний для виготовлення деталі "Корпус" за хімічним складом та механічними властивостями.
3. Технологічний розділ
3.1 Аналіз технологічності деталі
Мета забезпечення технологічності конструкції деталі – підвищення продуктивності праці та якості виробу при максимальному зниженні затрат часу та засобів на розробку, технологічну підготовку виробництва, виготовлення, експлуатацію та ремонт.
Реклама

Даний "корпус" - коробчастого типу суцільний. В деталі є досить точні поверхні − 3 отвори Ǿ72Н7, що призначені для встановлення підшипників, а також: не співвісність отворів В відносно Б не більше 0,3 мм, не пересічення вісей отворів Б,В,Г не більше 0,3 мм.
Найбільш ефективним способом отримання заготовки даної конфігурації з сірого чавуна СЧ 20 є лиття, такі як лиття в пісчано-глиняні форми, лиття в металеві форми та ін.
Конструкція виливки достатньо проста і дозволяє забезпечити вийняття її з форми.
З точки зору механічної обробки слід відмітити такі моменти: чавуни мають добру оброблюваність, допускають обробку на високих швидкостях різання. Сили, що виникають при цьому невеликі. При обробці швидкість зношування інструмента низька, в процесі різання утворюється стружка, що легко видаляється. Найбільша стійкість досягається у інструментів з вольфрамових сплавів. Всі поверхні деталей доступні для обробки на верстатах і безпосереднього вимірювання. В деталі забезпечена технологічна ув'язка розмірів та величин шорсткості. В основному конструкція деталі і вимоги, які до неї ставляться дають можливість використання стандартного різального та вимірювального інструменту. У цілому деталь по якісним показникам технологічна.
3.2 Обґрунтування вибору виду та форми заготовки
Для раціонального вибору методу виготовлення заготовки для деталі "Корпус" необхідно порівняти декілька можливих методів її отримання.
Так як матеріал деталі – сірий чавун, тому найбільш раціонально виготовити заготовку методом литва. Відомі наступні способи литва: литво в пісчано-глиняні форми з ручним формуванням по дерев’яним моделям, литво в пісчано-глиняні форми з машинним формуванням по металічним моделям, литво в оболонкові форми, по моделям які виплавляються та в металічні форми. Три останні способи дозволяють отримати найбільш якісні відливки, ніж литво в пісчано-глиняні форми, але вони потребують більших витрат на виготовлення оснастки для литва та організацію дільниці і є більш складнішими. Тому для деталі "Корпус" найбільш підходять два перших способи литва. Литво в пісчано-глиняні форми з ручним формуванням по дерев'яним моделям застосовується в заводському варіанті виготовлення заготовки. Литво в пісчано-глиняні форми з машинним формуванням по металічним моделям дозволить зменшити припуск на обробку, так як точність розмірів відливки збільшиться, і, отже, зменшаться витрати на виготовлення заготовки, так як маса заготовки зменшиться.
Виходячи з цього вибираємо спосіб литва: в пісчано-глиняні форми з машинним формуванням по металічним моделям.
3.2.1 Вибір загальних припусків. Визначення розмірів виливки з допусками
Для отримання заготівки використовуємо в пісчано-глиняні форми з машинним формуванням по металічним моделям.
Клас точності розмірів – 9т
Ряди припусків – 3
Розраховані значення розмірів відливки зводимо у таблицю.
Таблиця 3
| Номіналь-ний розмір |
Квалі-тет |
Клас точності розмірів відливки |
Ряд припусків |
Допуски розмірів відливки, мм |
Загальний припуск, мм |
Розмір відливки з відхиленням, мм |
164
198
120
Ø72Н7
Ø88
Ø64
Ø40
|
14
14
14
7
14
14
14
|
9т |
3 |
2,5
2,5
2,4
2,2
2,0
2
2
|
2
2
2
1,8
1,6
1,6
1,6
|
166±1,2
200±1,2
122± 1,2
68,4± 0,7
92± 0,8
60,8± 1,1
36,8± 0,5
|
3.3 Розробка технологічного маршруту обробки деталі "Корпус"
Технологічний процес обробки деталі "стійка крайня" представлено в табл. 4.
Таблиця 4
| Номер операції |
Найменування та зміст операції |
Обладнання |
Інструмент |
| 005 |
Лиття |
| 010 |
Вертикально-фрезерна.
Встановити на столі верстата. Виміряти. Закріпити.
Фрезерувати поверхню в розмір 80+1.5
.
|
Вертикально-фрезерний верстат мод. 6М13 |
Торцева фреза
ВК8
|
| 015 |
Свердлильна.
Встановити на столі верстата. Виміряти. Закріпити.
Свердлити 4 отв. Ø11на прохід витримуючи розміри: 106+1,0
, 98±1,5
,105±1.5
,160±1,0
, 203±0,1
.
Свердлити 2 отв.Ø10,5+0,36
Зенкерувати 2 отв. Ø10,5+0,36
|
Радіально-свердлильний верстат мод. 2Л53У |
Свердло Ø11; Ø10,5
Зенкер
|
| 020 |
Розточна.
Встановити. Закріпити
Зенкерувати отв Ø40.
Повернути пристосування на1800
. Повторити перехід.
Змінити інструмент
Підрізати торець Ø88, витримавши розмір 31мм.
Повернути пристосування на 1800
. Повторити перехід.
Повернути пристосування на 900
. Підрізати торець Ø88, витримавши розмір 24±0,3
.
Змінити оправку. Розточити отвір Ø70 в розмір 24.
Повернути пристрій на 900
. Повторити перехід.
Повернути пристрій на 1800
. Повторити перехід
Зенкерувати отвір Ø71,8 в розмір 24, витримавши R1,5.
Повернути пристрій на 1800
. Повторити перехід.
Повернути пристрій на 900
. Повторити перехід.
Розвернути отвір Ø71,9 в розмір 24, витримавши R1,5.
Повернути пристрій на 900
. Повторити перехід.
Провернути пристрій на 1800
. Повторити перехід.
Розвернути отвір Ø72 витримавши розмір 24 та R1,5.
Повернути пристрій на 1800
повторити перехід.
Повернути пристрій на 900
. Повторити перехід.
Розточити фаску 1х450
.
Повернути пристрій на 900
Повторити перехід три рази.
|
Горизонтально-розточний верстат мод. 2615 |
Зенкер Ø40, Ø71,8
Торцева фреза Ø100
Токарно розточний різець з кутом в плані φ=900
Розвертка Ø71,9; Ø72
Прохідний різець
|
| 025 |
Вертикально- свердлильна
Свердлити отвір Ø14,3 на прохід.
Цековати бобишку витримуючи розмір 2,2.
Зенкувати фаску 1,6х450
.
Нарізати різь М16х1,5
|
Вертикально-свердлильний верстат мод 2Н.125 |
Свердло Ø14,3
Зенковка
Мітчик
|
| 030 |
Радіально-свердлильна
Свердлувати почергово два отвори Ø6,7, витримуючи розміри 100 і 80.
Повернути деталь два рази, повторити перехід два рази
|
Радіально-сврлильний верстат мод 2Л53У |
Свердло Ø6,7 |
| 035 |
Свердлильна
Зенкувати почергово дві фаски 1х450
Повернути деталь два рази, повторити перехід два рази/.
Нарізати різь М8 почергово вдвох отворах на прохід.
Повернути деталь два рази, повторити перехід два рази
|
Вертикально-свердлильний верстат мод 2Н.125 |
Зенкер
Мітчик
|
3.4 Розрахунок припусків на обробку отвору Ø72Н7(+0,03)
Припуск – прошарок матеріалу, що знімається з поверхні заготовки з метою досягнення заданих властивостей оброблюваної поверхні деталі. Розрахунковим розміром припуску є мінімальний припуск на обробку, достатній для усунення на виконуваному переході похибок обробки, дефектів поверхневого прошарку, отриманих на попередньому переході, і компенсації похибок, які виникають на виконуваному переході. Для визначення припуску на механічну обробку в машинобудуванні використовують дослідно-статистичний табличний або розрахунково-аналітичний методи. Розрахункова-аналітичний метод використовують в умовах масового, багатосерійного та серійного виробництва, а також в умовах одиничного виробництва при виготовленні складних дорогих деталей важкого машинобудування. Він враховує умови реалізації технологічного процесу, виявляє можливість економії металу та зниження трудомісткості механічної обробки, як на етапі проектування нових, так і аналізуючи існуючі технологічні процеси.
У відповідності із кресленням розробляємо маршрут обробки:
на обробку отвору Ø72Н7(0,03)
Ø розточування чорнове;
Ø розточування напівчистове;
Ø розточування чистове;
Сумарні просторові відхилення для литих заготовок визначаємо по формулі:
 – для отвору. – для отвору.
Δк – викривлення поверхні на 1 мм;
Δк = 1 мкм на 1 мм довжини;
l – довжина поверхні, мм;
l = 24 мм;
l = 100 мм для площини основи.
Δкор = ΔкL
Δкор = 1×18 = 24 мкмΔсм – зазор між знаком форми та стержнем, мкм;
Δсм = 150 мкм;
Δртб – розміщення отвору відносно технологічних баз;
Δртб = 1,2 … 2,5 мм. Приймаємо Δртб = 2,0 мм.
 мкм. мкм.
Сумарне просторове відхилення на наступних переходах:
 , ,
де Ку – коефіцієнт уточнення.
Чорнова розточка:
∆r = Ky*∆ε=0,066*2006=132,39 мкм
Напівчистова розточка:
∆r = Ky*∆ε=0,04*132,39 =5,29 мкм
Чистова розточка:
∆r = Ky*∆ε=0,03*5,29 =0,159 мкм
Для попередньої обробки Ку = 0,06; остаточної 0,04; тонкої 0,03.
Мінімальний операційний припуск визначаємо за наступною формулою:

Попереднє розточування:  =2(200+200+1012)=2824 мкм =2(200+200+1012)=2824 мкм
Остаточне розточування:  =2(40+50+120)=420 мкм =2(40+50+120)=420 мкм
Тонке розточування: =2(20+40+80)=280 мкм
Розрахункові значення приведені в таблиці 2.5.
Розрахунок найменших розмірів по технологічних переходах починаємо з розміру деталі згідно креслення і робимо у такій послідовності:
72,012-0,024=71,988 мм
71,988-0,3=71,688 мм
71,688-0,5=71,188 мм
71,188-3=68,188 мм
заносимо розміри в таблицю 2.5
Розрахунок найбільших граничних розмірів по переходах робимо у такій послідовності:
72,012-0,28=71,732 мм
71,732-0,42=71,312 мм
71,312-2,824=68,488 мм
Результати заносимо до таблиці
Розрахунок фактичних мінімальних та максимальних припусків робимо в такій послідовності:
Максимальні припуски:
71,988-71,688=0,3 мм
71,688-71,188=0,5 мм
71,188-68,188=3 мм
Мінімальні припуски:
71,012-71,732=0,28 мм
71,732-71,312=0,42 мм
71,312-68,488=2,824 мм
Загальний найбільший припуск Z0max
= 0,3+0,5+3=3,8 мм
Загальний найменший припуск Z0min
= 0,28+0,42+2,824=3,524 мм
Таблиця 5 Розрахунково-аналітичний метод визначення припусків
| Технологічні операції та переходи |
Елементи припуску, мм |
Розрахунковий припуск 2Zmin, мкм |
Розрахунковий max розмір, мм |
Допуск ТД, мкм |
Прийняті розміри по переходам, мм |
Граничні, значення припусків, мкм |
| Rz |
h |
Δ |
ε |
Dmax |
Dmin |
2Zmax |
2Zmin |
1. Ø72Н7(=0,03)
Відливка
Попереднє розточуванн
Остаточне розточуванн
Тонке розточуванн
|
200
40
20
5
|
200
50
20
10
|
1012
120
80
60
|
––
0
0
0
|
2824
420
280
|
68,488
71,312
71,732
72,012
|
3000
500
300
24
|
68,488
71,312
71,732
72,012
|
68,188
71,188
71,688
71,988
|
––
3
0,5
0,3
3,8
|
––
2,824
0,42
0,28
3,524
|
3.5 Розрахунок режимів різання та норм часу на виконання операцій
Фрезерувати торцеву поверхню в розмір 80+1,5 мм.
Фрезеруємо торцевою фрезою Dф
=250мм, z=18
Режими різання:
1. Глибина різання: t=2 мм
2. Подача: Sz
=0,24мм/зуб
3. Швидкість різання: 
К1
– коефіцієнт, який залежить від розмірів обробки;
К2
– коефіцієнт, який залежить від поверхні, що обробляється;
К3
– коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1
= 1; К2
= 1,1; К3
= 1;
Vт
= 80 м/хв.
Отже 
4. Частота обертання:
 об/хв. об/хв.
5. Хвилинна подача:  мм/хв мм/хв
6. Потужність різання:
К1
– коефіцієнт, що залежить від матеріалу, що обробляється;
К2
– коефіцієнт, що залежить від типу фрези.
К1
= 1,25; К2
= 0,75; Е = 1,3

Норми часу
1. Основний час:
 , хв , хв
L=l+l1
+l2
=250+14+5=269 мм
де l – довжина обробки, мм
l1
– врізання фрези, мм.
2. Допоміжний час:

Тд.у
=1,9 хв, Тд.оп
=0,6+,2=0,8 хв, Тд.вим
=0,16 хв.
3. Штучний час;

4. Підготовчо-заключний час,;
Тп.з
= Тп.з1
+Тп.з2
+Тп.з3
=(4+2)+(2,5+0,15)+(1+1,5+0,4+5)=16,55хв
Отже норма часу Нч
;
Нч
= 2,23+ 16,55/1000=2,25хв
Свердлити 4 отвори Ø11 мм.
Свердлимо свердлом Ø11
Режими різання:
1. Подача: група подачі ІІ, Lрез
/d = 8/11 = 0,7
отже маємо подачу S0
=0,18 мм
2. Швидкість різання:
К1
– коефіцієнт, який залежить від розмірів обробки;
К2
– коефіцієнт, який залежить від поверхні, що обробляється;
К3
– коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1
= 1,2; К2
= 1,15; К3
= 1;
Vт
=17 м/хв.
Отже 
3. Частота обертання:
 об/хв. об/хв.
4. Потужність різання:
Кn
– коефіцієнт, що залежить від матеріалу, що обробляється;
Кn
= 1; NT
= 0.21
Норми часу
1. Основний час:
 , хв , хв
L=l+l1
+l2
=8+3+5=16мм.
де l – довжина обробки, мм
l1
– врізання фрези, мм
2. Допоміжний час:
Тд.оп
=0,6+,2=0,8 хв, Тд.вим
=0,16 хв.

Кд
=0,76; атех
+аорг
+авдп
= 8%
3. Штучний час;
4. Підготовчо-заключний час,;
Тп.з
= Тп.з1
+Тп.з2
+Тп.з3
=(4+2)+(2,5+0,15)+(1+1,5+0,4+5)=16,55хв
Отже норма часу Нч
;
Нч
= 1,1+ 16,55/1000=1,12 хв
Свердлити 2 отвори Ø10,5 мм.
Свердлимо свердлом Ø10,5
Режими різання:
1. Подача: група подачі ІІ, Lрез
/d = 8/10,5 = 0,76
отже маємо подачу S0
=0,18 мм
2. Швидкість різання:
К1
– коефіцієнт, який залежить від розмірів обробки;
К2
– коефіцієнт, який залежить від поверхні, що обробляється;
К3
– коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1
= 1,2; К2
= 1,15; К3
= 1;
Vт
=17 м/хв.
Отже
3. Частота обертання:
 об/хв. об/хв.
4. Потужність різання:
Кn
– коефіцієнт, що залежить від матеріалу, що обробляється;
Кn
= 1; NT
= 0.21
Норми часу
1. Основний час:
, хв
L=l+l1
+l2
=8+3+5=16мм
де l – довжина обробки, мм
l1
– врізання фрези, мм
Зенкерування Ø40 мм
Глибина різання: t=0,2;
Подача: s=0,8 мм/об (2 табл. 25);
Швидкість різання:

Cv
=18,8; q=0,2; x=0,1; y=0,5; m=0,125
Т=45 хв.
Розрахунок крутного момент та осьової сили:

 q= -; x=0,75; y=0,8; Kp
=KMp
=1 q= -; x=0,75; y=0,8; Kp
=KMp
=1

Сp
=23,5; x=1,2; y=0,4
Потужність різання:
Норми часу
1 .Основний час:
, хв
L=l+l1
+l2
=40+3+5=48мм
де l – довжина обробки, мм
l1
– врізання фрези, мм
Фрезерувати торцеву поверхню в розмір Ø88 мм.
Фрезеруємо торцевою фрезою Dф
=100мм, z=10
Режими різання:
1. Глибина різання: t=2 мм
2. Подача: Sz
=0,24мм/зуб
3. Швидкість різання:
К1
– коефіцієнт, який залежить від розмірів обробки;
К2
– коефіцієнт, який залежить від поверхні, що обробляється;
К3
– коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1
= 1; К2
= 1,1; К3
= 1;
Vт
=80 м/хв.
Отже
4. Частота обертання:
 об/хв. об/хв.
5. Хвилинна подача:  мм/хв мм/хв
6. Потужність різання:
К1
– коефіцієнт, що залежить від матеріалу, що обробляється;
К2
– коефіцієнт, що залежить від типу фрези.
К1
= 1,25; К2
= 0,75; Е = 1,3

Норми часу
1. Основний час:
, хв
L=l+l1
+l2
=88+14+5=107мм
де l – довжина обробки, мм
l1
– врізання фрези, мм
2. Допоміжний час:
Тд.у
=1,9 хв, Тд.оп
=0,6+,2=0,8 хв, Тд.вим
=0,16 хв.
3. Штучний час;

4. Підготовчо-заключний час;
Тп.з
= Тп.з1
+Тп.з2
+Тп.з3
=(4+2)+(2,5+0,15)+(1+1,5+0,4+5)=16,55хв
Отже норма часу Нч
;
Нч
= 2,4+ 16,55/1000=2,27 хв
Розточування Ø72Н7(+0,03)
Розточування чорнове:
Глибина різання: t=2 мм;
Подача: s=0,35 мм/об;
Швидкість різання:

Cv
=292; x=0,15; y=0,2; m=0,2
Т=45 хв.
Розрахунок сили різання:

Сp
=92; x=1,0; y=0,75; n=0

Сp
=54; x=0,9; y=0,75; n=0

Сp
=46; x=1,0; y=0,4; n=0
Потужність різання:
Норми часу
1. Основний час:
, хв
L=l+l1
+l2
=248+3+5=256 мм
де l – довжина обробки, мм
l1
– врізання фрези, мм
Розточування напівчистове:
Глибина різання: t=0,9 мм;
Подача: s=0,3 мм/об;
Швидкість різання:

Cv
=292; x=0,15; y=0,2; m=0,2
Т=45 хв.
Розрахунок сили різання:

Сp
=92; x=1,0; y=0,75; n=0

Сp
=54; x=0,9; y=0,75; n=0

Сp
=46; x=1,0; y=0,4; n=0
Потужність різання:
Норми часу
1. Основний час:
, хв
L=l+l1
+l2
=248+3+5=256 мм
де l – довжина обробки, мм
l1
– врізання фрези, мм
Розточування чистове:
Глибина різання: t=0,1;
Подача: s=0,1 мм/об;
Швидкість різання:  м/хв.. м/хв..
Розрахунок сили різання:

Сp
=92; x=1,0; y=0,75; n=0

Сp
=54; x=0,9; y=0,75; n=0

Сp
=46; x=1,0; y=0,4; n=0
Норми часу
1. Основний час:
, хв
L=l+l1
+l2
=248+3+5=256мм
де l – довжина обробки, мм
l1
– врізання фрези, мм
Точити фаску 1×450
.
Точимо фаску розміром 1×450
1. Глибина різання: t=1 мм
2. Подача: S=0,23 мм/об
3. Швидкість різання: V=204 м/хв
Поправочний коефіцієнт:
КVi
=1
V=204м/хв
4. Частота обертання:  = = об/хв об/хв
5. Потужність різання: N=2,2кВт
6. Основний час обробки:
 хв. хв.
Свердлити 6 отвори Ø6,8 мм під різьбу М8-7Н.
Свердлимо свердлом Ø6,8
Режими різання:
1. Подача: група подачі ІІ, Lрез
/d = 24/6,8 = 3,5
отже маємо подачу S0
=0,18 мм
2. Швидкість різання:
К1
– коефіцієнт, який залежить від розмірів обробки;
К2
– коефіцієнт, який залежить від поверхні, що обробляється;
К3
– коефіцієнт, який залежить від стійкості і матеріалу інструменту;
К1
= 1,2; К2
= 1,15; К3
= 1;
Vт
=17 м/хв.
Отже
3. Частота обертання:
 об/хв. об/хв.
4. Потужність різання:
Кn
– коефіцієнт, що залежить від матеріалу, що обробляється;
Кn
= 1; NT
= 0.21
Норми часу
1. Основний час:
, хв
L=l+l1
+l2
=17+3+5=25 мм
де l – довжина обробки, мм
l1
– врізання фрези, мм
4. Проектування спеціального пристрою
Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку та закріпленні заготовки; визначення проміжних розмірів по всіх операціях і допусків на них; установлення режимів різання; визначення штучного часу на операцію по елементах; вибір типу й моделі верстата. У завдання конструктора входять: конкретизація прийнятої технологом схеми установки; вибір конструкції й розмірів установчих елементів пристосування; визначення величини необхідної сили закріплення; уточнення схеми й розмірів затискного пристрою; визначення розмірів напрямних деталей пристосування; загальне компонування пристосування із установленням допусків на виготовлення деталей і зборку пристосування. Незважаючи на чіткий поділ функцій, між технологом і конструктором повинні існувати тісна взаємодія й творча співдружність.
У якості вихідних даних конструктор повинен мати креслення заготівлі й деталі з технічними вимогами їхнього приймання; операційне креслення на попередні й виконувану операції; операційні карти технологічного процесу обробки даної деталі. З них виявляють послідовність і зміст операцій, прийняте базування, використовуване устаткування й інструменти, режими різання, а також запроектовану продуктивність із урахуванням часу на установку, закріплення й зняття оброблюваної деталі. Конструкторові необхідні стандарти на деталі й вузли верстатних пристосувань, а також альбоми нормалізованих конструкцій.
Із креслень заготівлі й готової деталі виявляють розміри, допуски, шорсткість поверхонь, а також марку й вид термічної обробки матеріалу. З технологічного процесу одержують відомості про верстат, на якому ведуть обробку: його розмірах, пов'язаних з установкою пристосування (розміри стола, розміри й розташування Т-подібних пазів, найменша відстань від стола до шпинделя, розміри конуса шпинделя й т.д. ), і загальному стані. Необхідно також ознайомлення з верстатом у цеху для виявлення особливостей пристосування й найбільш вигідного розташування органів його керування.
Розробка технічного завдання
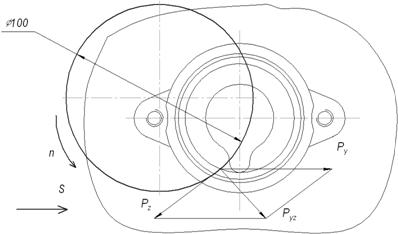
Розробимо пристосування для виконання операції 020, тобто для фрезерування торцю Ø88 мм, розточування отвору Ø72Н7, розточування отвору Ø40 мм, фрезерування паза на верстаті 2615.
У відповідності з розробленим технологічним процесом заготовка встановлюється на попередньо оброблену площину основи на приспособу та базується по двом пальцям і затискається 4 прижимами.
Таким чином, заготовка при базуванні позбавляється всіх шести ступіней свободи.
Закріплення заготовки здійснюється за допомогою зусилля затиску, створюваного прижимами.
Обробка ведеться на багатоцільовому горизонтальному верстаті 2204ВМФ4. Система ЧПУ забезпечує переміщення робочого органу за трьома координатними осями. Розміри робочої поверхні стола 400*500. Діаметр поворотної частини стола 630 мм, частота обертання шпинделя 13 – 5000 хв-1
, стола – 0,05 – 200 хв-1
, місткість інструментального магазину 30 шт.
Базові поверхні повинні мати просту геометричну форму для забезпечення однозначності базування, неприпустимо використовувати поверхні зі слідами роз’єму штампу, ливарних форм, залишків ливникової системи та інших дефектів.
Розробка схеми базування:
Схема дії сил:
Визначення сили затискання заготовки в пристрої
В процесі механічної обробки на заготовку діють сили різання та інші сили, що намагаються змістити її, а також сили, що утримують її в пристрої – сили затискання та сили тертя.
Для забезпечення незмінного положення заготовки в процесі обробки її необхідно надійно затиснути в пристрої, тобто прикласти до неї затискні сили певної величини.
Необхідна величина сили затискання заготовки в пристрої визначається при вирішені задачі статики на рівновагу твердого тіла, що знаходиться під дією всіх прикладених до нього сил. Значення величин сил різання, виникають в процесі обробки, визначають формулами теорії різання, або приймають за нормативними матеріалами. З умови рівноваги заготовки під всіх сил, що виникають в процесі обробки, та з урахуванням коефіцієнту запасу затискання Кз
складаємо рівняння взаємодії сил різання та сил тертя:

де Q — необхідна сила затиску;
f1
, f2
— коефіцієнт тертя між опорою і деталлю, між швидкозмінною шайбою і деталлю відповідно (f1
=0,2; f2
=0,16);
 Н Н

Коефіцієнт К0
, що представляє собою гарантований коефіцієнт запасу закріплення, для всіх випадків слід брати рівним 1,5. Коефіцієнт К1
враховує збільшення сили різання через випадкові нерівності на заготовках (К1
= 1). Коефіцієнт К2
враховує збільшення сил різання внаслідок затуплення інструмента (К2
= 1,15).
Коефіцієнт К3
враховує ударне навантаження на інструмент (К3
= 1,2).
Коефіцієнт К4
враховує стабільність силового приводу (К4
= 1).
Коефіцієнт К5
характеризує зручність розташування рукояток (К5
= 1).
Коефіцієнт К6
враховує визначеність розміщення опорних точок при зміщенні заготовки моментом сил (К6
= 1).
Отже,
 . .
Приймаємо К = 2,5.
Приймаємо Q=5815 Н
Розрахунок похибки установки
Похибка установки як сумарне поле випадкових величин визначається за формулою:

де  - похибка базування; - похибка базування;
 - похибка закріплення; - похибка закріплення;
 - похибка пристосування. - похибка пристосування.
Похибка положення заготовки , яка виникає у зв’язку з неточністю пристосування, визначається похибкою при виготовленні та зборці його установчих елементів  , зношуванням останніх , зношуванням останніх  та похибками встановлювання пристосування на верстаті та похибками встановлювання пристосування на верстаті  . .
Складова характеризує неточність положення установчих елементів пристосування. Технологічні можливості виготовити пристосування забезпечують в межах 0-15 мкм.
Складова характеризує зношування установчих елементів пристосування. Величина зношування залежить від програми випуску виробу, їх конструкції та розмірів, матеріалу та маси заготовки, а також умовами закріплення та зняття заготовки з пристосування. Величина зношування визначається за формулами:
u=2,6+1,6=4,2
Складова характеризує похибку установки пристосування на верстаті, обумовленою зміщенням корпусу пристосування на столі верстата. Величина складає 10-20 мкм.
При використанні багатомісне пристосування похибка визначається за формулою:

Значення визначається у відповідності з таблицями, яка залежить від силового приводу пристосування. =100 мкм.
Отже

Умова виконується. Пристосування забезпечить точність обробки.
Розрахунок гвинтової циліндричної пружини
Максимальне зусилля пружини Р = 605 Н при її деформації λ = 25 мм, середній діаметр пружини D = 50 мм пружина працює в умовах циклічного навантаження, коефіцієнт асиметрії напружень R = 0,5.
Орієнтуючись на виготовлення пружини із пружинного дроту ІІІ класу міцності діаметром d = 6...7 мм ([9], табл. 18.2, ст. 185) вибираємо границю міцності цього дроту σв
= 1000 МПа. Тоді за рекомендаціями ([9], 18.6, ст. 192) допустиме напруження кручення витків.
[τ] = 0,5 σв
КL
= 0,5·1000·0,8 = 400 МПа
КL
= 0,8 – коефіцієнт довговічності пружини
Якщо попередньо взяти індекс пружини С/
= 7, то матимемо коефіцієнт що враховує кривизну витків
K/
= 1+1.4/C/
= 1+1.4/7 = 1.2
Отже, потрібний діаметр дроту для виготовлення пружини

Візьмемо стандартний діаметр пружинного дроту d = 7 мм. Тоді фактичний індекс пружини С = D/d = 50/7 = 7.143.
При граничному навантаженні F1p
= 1.1 F = 1.1·605= 665.5H розрахункове напруження кручення у витках пружини взятих параметрів τ = 8Fгр
DK/(πd3
) = 8·665·50·1.196/(3.14·73
) = 390.7 МПа, що менше від допустимого [τ] = 400 МПа (розрахунок τ виконано, якщо С = 7,143 і К = 1+1,4/7,143 = 1,196).
Потрібна кількість робочих витків пружини
і = Gd4
λ/(8FD3
) = 8·104
·74
·25/(8·605·503
) = 6
де G = 8·104
МПа – модуль пружності при зсуві для сталі.
Загальна кількість витків пружини
і0
= і + 2 = 6 + 2 = 8
при максимальному осьовому навантаженні F = 605 H мінімальний зазор між витками
∆ = 0,2λ/і = 0,2·25/6 = 0,833 мм
крок витків навантаженої пружини
h = λ/i + d + ∆ = 25/6 + 7 + 0.833 = 12 мм
довжина пружини стиснутої до дотику витків
Нгр
= (і0
– 0,5)d = (8-0,5)7 = 53,9 мм
довжина не навантаженої пружини
Н0
= Нгр
+ і(h-d) = 53,9+6(12-7)= 83,9 мм
Довжина дроту на виготовлення пружини
L = πDi0
/Cosα =3.14·50·8/Cos4.370
= 1260.3 мм
α = arctg [h/[πD]] = arctg [12/[3.14·50]] = 4.370
Отже, дана пружина нам підходить
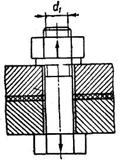
Розрахунок на міцність різі
Основним видом руйнування кріпильних різей є зріз витків. У відповідності до цього основним критерієм працездатності і розрахунку є міцність, що пов’язана з напруженнями зрізу  . .
З умови міцності на розтяг при коефіцієнті міцності  потрібний внутрішній діаметр різі визначаємо з виразу: потрібний внутрішній діаметр різі визначаємо з виразу:
 , ,
де  – допустиме напруження розтягу, для сталі 45 при коефіцієнті запасу міцності – допустиме напруження розтягу, для сталі 45 при коефіцієнті запасу міцності  ( ( ): ):
 . .
Отже,  . .
За ГОСТ 9150 – 59 приймаємо  з укрупненим кроком з укрупненим кроком  . .
Умова міцності різі за напруженнями зрізу (для гвинта)  : :
 , ,
де Н — глибина загвинчування гвинта в деталь;
К — коефіцієнт повноти різі;
Кт
— коефіцієнт нерівномірності навантаження на витки.
 . .
Отже, дана різь витримає напруження на зріз.
Аналіз техніко-економічної ефективності від впровадження даного пристрою
При конструюванні спеціального пристосування необхідно обґрунтовувати економічну доцільність його виготовлення та експлуатації. У розрахунках на рентабельність звичайно порівнюють різні конструктивні варіанти пристосування для виконання однієї й тієї ж технологічної операції. Якщо вважати, що витрати на різальний інструмент, амортизацію верстата та електроенергію однакові, то елементи собівартості обробки, що залежать від конструкції пристосування, для порівнюваних варіантів а та б. (с.189,  ): ):
 (1) (1)
 (2) (2)
де Са
- собівартість виготовлення пристосування по варіанті а, грн.; La
- штучна заробітна плата при використанні цього пристосування, руб.; Сб
- собівартість виготовлення пристосування по варіанті б, грн.; Lб
- штучна заробітна плата при цьому пристосуванні, руб.; z - цехові накладні витрати на заробітну плату, %; q - витрати, пов'язані із застосуванням пристосувань (ремонт, зміст, регулювання), %; і - строк амортизації пристосування, роки; n - річна програма випуску деталей, шт.; S'a
, S'б
- витрати на конструювання та налагодження пристосувань по варіантах а та б, грн.; n' - кількість деталей, оброблюваних у пристосуванні за період освоєння випускає продукції.
Витрати на конструювання й налагодження відносять на перші зразки нового виробу або розподіляють на собівартість виробу протягом одного-двох років його виробництва. Зіставлення економічної ефективності пристосувань по варіантах а та б для сталого періоду виробництва, коли витрати на конструювання та налагодження погашені, можна робити по вище вказаних формулах, прийнявши S'a
= S'б
= 0.
Величину програми випуску деталей, при якій два варіанта в економічних відносинах рівноцінні, знаходимо, вирішуючи спільно рівняння (1,2) відносно n (с.190, ):
 (3) (3)
Якщо задана програма більше розрахованої по формулі (3) величини n, то вигідніше застосовувати більше складне пристосування, і навпаки.
Для розрахунку n потрібно знати величини Sa
, і Sб
. Їхні точні значення можна визначити на основі калькуляцій після складання робочих креслень і розробки технологічних процесів виготовлення пристосувань. Однак цей спосіб складний і трудомісткий, завдання ж на конструювання пристосування повинне виконуватися в короткий термін. Тому застосовують більше прості, наближені способи визначення витрат на виготовлення пристосувань. Для орієнтовних розрахунків можна користуватися наближеною формулою S = СК,
де – S – собівартість виготовлення пристосування, руб.; K – число деталей в пристосуванні; С – постійна, залежна від складності пристосування. Для простих пристосувань С = 3,0 а для важких С = 4,0.
Sа
= 1,5•10=15;
Sб
= 1,5•15=22,5;
Величину і беруть рівної строку (рік), протягом якого проектують спеціальне пристосування буде використано для випуску заданої продукції. Величину q рекомендується брати рівної 20 %. Для визначення L потрібно знати штучний час на дану операцію tш
і хвилинну заробітну плату робітника l (наближено візьмемо l=0,07 грн.):
L = tш
l
Вирішивши дане рівняння можна зробити висновок, що дана програма більша програми, яка розрахована по формулі, вигідніше застосовувати більш складнішу при способу. В цьому випадку (при однакових затратах на різальний інструмент, амортизацію станка і електроенергію) можливо отримати економію на кожній операції.
|
