Содержание
Введение
1. Анализ исходных данных и формирование расширенного технического задания
1.1 Анализ исходных данных
1.2 Расширенное техническое задание
2. Выбор и обоснование применяемых материалов и компонентов конструкции
3. Конструкторские расчеты
3.1 Расчет магнитной системы датчика
3.2 Расчет магнитодиода
4. Разработка топологии кристалла
5. Составление схемы электрической принципиальной устройства
6. Разработка технологии изготовления чувствительного элемента
7. Разработка конструкции датчика и технического процесса сборки измерительной системы
Заключение
Список используемых литературных источников
Приложения
Для создания автоматизированных систем управления в различных областях народного хозяйства начинают широко применяться различные датчики, в том числе датчики перемещения предметов (ДПП). В настоящее время они используются в металлорежущих станках с программным управлением, подъемных кранах, конвейерах и в различных транспортных системах и радиоэлектронике. [2]
Принципы работы ДПП основываются на различных физических явлениях: изменениях емкости и электромагнитной индукции, гальваномагнитном эффекте и др.
Особую ценность для автоматики эти датчики представляют благодаря возможности бесконтактной связи между элементами в устройствах, что позволяет исключить механические и электрические связи. [2]
Датчики движущихся предметов, работающие на основе фотоэффекта (фотореле), потребляют большую мощность, чувствительны к пыли и грязи, что затрудняет их эксплуатацию. ДПП, использующие емкостные явления, имеют большие габаритные размеры и довольно сложные конструкцию и электрическую схему. Относительно широкое применение получили ДПП, работающие на основе электромагнитной индукции. Они могут обнаружить металлические предметы на расстоянии до 10 мм. Основной недостаток таких ДПП - большие размеры чувствительных элементов (катушек).
Датчики движущихся предметов, использующие гальваномагнитные явления, отличаются высокой чувствительностью, надежностью, малыми габаритными размерами и малой потребляемой мощностью, простотой конструкции. Они делятся на две группы. К первой относятся ДПП, срабатывающие при перемещении предметов из магнитомягкого материала, ко второй - ДПП, срабатывающие при перемещении предметов из немагнитного материала с укрепленными на них постоянными магнитами. [2]
Реклама

Датчики движущихся предметов на основе эффекта Холла, в отличие от ДПП на магниторезисторах, чувствительны к направлению перемещения предметов. ДПП на датчиках Холла и магниторезисторах, обладая определенными преимуществами, имеют существенный недостаток - малые значения выходного сигнала, что затрудняет построение электрических схем, формирующих электрические сигналы.
В последние годы для повышения надежности и точности, стойкости к воздействиям окружающей среды (в том числе к вибрациям и ударам), долговечности в ДПП начали использовать магнитодиоды. При прочих равных условиях ДПП на магнитодиодах позволяет получать выходной сигнал, превышающий сигналы на датчиках Холла и магниторезисторах более чем на порядок.
В данном курсовом проекте было предложено разработать конструкцию и технологию изготовления датчика определения перемещения предмета до 15мм на основании магнитной системы и магнитодиода с габаритными размерами Ø15×15мм. Измерить перемещение предмета до заданного расстояния, ограничиваясь заданными габаритами датчика не представляется возможным, поскольку в корпусе надо учитывать размеры системы магнита и магнитодиода и размеры на их крепление.
Осуществления определение заданного перемещения датчиком можно достичь двумя способами:
применения миниатюрных редукторов и систем рычагов в датчике;
редактирование габаритных размеров датчика.
Первый способ оставляет без изменения габаритные размеры, но имеет ряд недостатков: он менее технологичен, увеличивается трудоемкость и требуется высокая точность при изготовлении, в датчике будет наблюдаться увеличение погрешности с увеличением срока службы из-за наличия трущихся элементов конструкции в виду этого датчик будет обладать низкой надежностью.
Поэтому на основе расчетов магнитной системы и магнитодиода, исходя из предложенного нам измерения перемещения предмета мы примем минимальные из расчетных габаритные размеры датчика.
Предложенный нам материал чувствительного элемента арсенид галлия полностью удовлетворяет всем параметрам по условию задания, а именно температурным пределам от минус 40 до плюс 80 °С.
Применение датчика в металлорежущих станках с программным управлением, подъемных кранах, конвейерах и в различных транспортных системах с повышенными виброударными нагрузками требует при проектировании конструкции более жестких требований, например на материал конструкции, толщину элементов, способ крепления датчика и крепление узлов между собой.
Реклама

1. Наименование изделия: “Датчик определения перемещения движущегося предмета ” (ДПП).
2. Датчик представляет собой систему определения перемещения движущегося предмета на основании дипольной магнитной системы и магнитодиода. Габаритные размеры системы Ø15×15мм.
3. Датчик представляет собой законченное устройство.
4. ДПП подключается к электроизмерительными приборам.
5. Диапазон измеряемых перемещений составляет 1-15мм.
6. Рабочее напряжение 2В.
7. Напряжение Холла 2,5В.
8. Ток питания магнитодиода 0,25мА.
9. Материал тела магнитодиода - арсенид галлия с удельным сопротивлением 25кОм·см.
10. Концентраторы магнитного потока должны быть изготовлены из магнитомягкого материала и не должны перенасыщаться под действием поля постоянного магнита.
11. Коэффициент применяемости - не менее 0,6.
12. Устройство относится к группе возимой РЭА, устанавливаемой в автомобиле, стационарной, устанавливаемой на станках с ЧПУ.
13. Характеристики внешних воздействий одинаковы для режимов хранения, перевозки и работы. Температура окружающей среды может изменяться от минус 40 до плюс 85 °С. Относительная влажность до 80% при температуре плюс 25°С. Пониженное атмосферное давление - 61 кПа.
14. Среднее время наработки на отказ должно быть не менее 20 тыс. час.
15. Конструкция устройства должна предусматривать работу оператора с ним без применения специальных мер обеспечения безопасности.
16. Ориентировочная программа выпуска - 800000 приборов в год.
Важную группу полупроводников составляют ковалентно-ионные соединения типа А111
В
V
и ионно-ковалентные соединения типа А
II
В
VI
,
кристаллизующиеся в алмазоподобной решетке, а также некоторые другие, например AIV
Б
VI
. Наиболее разработаны и перспективны арсенид и фосфид галлия и фосфид и антимонид индия. Свойства монокристаллических GаАs, GаР, а также Gе и Si приводятся в табл.2.1 [1]
Таблица.2.1
«Алмаз» «Цинковая обманка»
Наименование параметра
|
Значение параметра |
| Si |
Ge |
GaAs |
GaP |
Тип кристаллической структуры
Параметр решетки, нм
Температура плавления, К
Предельная рабочая температура, К
Подвижность электронов
при 300 К, см2
/ (В·с)
Подвижность дырок при
300 К, см2
/ (В·с)
Ширина запрещенной зоны
при 300 К, эВ
Удельное сопротивление
(собственное) при 300 К, Ом·см
Концентрация носителей ni
при 300 К
ТКЛР (300 К), К-1
Коэффициент теплопроводности, Вт/ (м·К)
Диэлектрическая проницаемость έ
Плотность, г·см-3
|
0,543
1683
420
1400
475
1,12
2·105
1,45·1010
2,6·10-6
140
11,6
2,3
|
0,566
1210
370
3900
1900
0,67
60
2,4·1018
,75·10-6
60
15,8
5,5
|
0,565
1511
670
8500
400
1,43
109
6·108
6,9·10-6
45
10,9
5,5
|
0,545
1640
1170
150
75
2,24
108
5,8·10-6
54
13,3
|
Наиболее перспективным полупроводниковым материалом для изготовления датчиков является арсенид галлия, который сохраняет работоспособность при более высоких температурах. В этом материале достаточно высокое значение постоянной Холла, что обусловливает хорошую чувствительность датчиков из GaAs. На основе GaAs возможно создание датчики, длительно работающих при температуре до 250 °С и кратковременно работающих при температуре до 300 °С. К важным достоинствам датчиков из GaAs относится также высокая линейность выходного сигнала по магнитной индукции (нелинейность не более 1-1,5%). [2]
Подвижность электронов GaAsпримерно в шесть раз выше, чем в кремнии. Именно это обстоятельство привлекло большие исследовательские силы к разработкам ИС на GaAs.
Эпитаксиальный GaAs пригоден для изготовления датчиков на рабочие температуры вплоть до 770 К [4]. Приборы на основе GaAs успешно работают при высоких уровнях радиации, т.е. обладают бóльшей устойчивостью к дозовым эффектам, чем кремниевые аналоги. Установлено, что интегральные схемы на GaAs выдерживают в среднем импульсы излучения до 1010
рад/с. [5]. Высокая подвижность носителей важна во всех СВЧ-приборах, а также магнитных датчиках. Так же арсенид галлия характеризуется широкоим диапозоном значений удельных сопротивлений в сравнении с классическими полупроводниками как германий и кремний (рис2.1). [1]
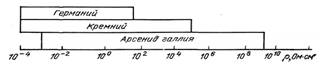
Рис.2.1 Диапазоны значений удельных сопротивлений различных полупроводников.
Вследствие непрямого перехода зоны германиевые датчики требуют больших рабочих напряжений.
КПД арсенид галлиевых датчиков выше, а шумы значительно меньше кремниевых.
Возможность точной компенсации за счет неточного избыточного легирования позволила освоить промышленный выпуск высокоомных, так называемых "полуизолирующих", монокристаллов GaAs с удельным сопротивлением 107
... ...108
Ом·см. Если при этом обеспечивается предельно
высокая чистота проведения операций, подвижность носителей может остаться на уровне 5000...7000 см2
/ (В·с). Поэтому полуизолирующий GaAs может служить исходным материалом для изготовления транзисторов, причем создавать рn-переходы удается за счет введения мелких акцепторных и донорных примесей методом ионной имплантации. Так получают транзисторы и диоды ИС на GaAs, причем их взаимная изоляция обеспечивается самым простым и надежным способом - за счет высокого удельного сопротивления самого кристалла. Возможность такой изоляции на кремнии отсутствует из-за сравнительно высокой собственной концентрации, что вынуждает применять дополнительные конструктивно-технологические решения, иногда довольно сложные.
Помимо этих ограничений, преодолеваемых по мере совершенствования технологии, соединениям Alll
BV
присущ ряд недостатков, также сдерживающих их широкое внедрение [1]:
1. Низкая растворимость легирующих примесей, которые уже при концентрации свыше 1·1018
см-3
начинают выпадать из твердого раствора и, образуя новые фазы, становятся электрически неактивными. Столь малая предельная концентрация носителей не обеспечивает достаточного уровня инжекции из эмиттерной области транзистора. (Этот недостаток можно преодолеть, изготовляя эмиттер из более широкозонного материала, т.е. на гетеропереходе, но за счет усложнения технологии) Биполярные транзисторы на соединениях AIII
BV
неэффективны также из-за низкой подвижности дырок, что сводит на нет преимущество в быстродействии.
2. Отсутствие собственных оксидов, обладающих достаточной стабильностью и пригодных для получения чистой, свободной от
электрически активных состояний границы диэлектрик-полупроводник. Это исключает возможность изготовления из соединений AIII
BV
и МОП-транзисторов. И все же достоинства этого класса приборов - низкая потребляемая мощность, минимальный объем, столь четко выявившиеся в конкуренции МОП и биполярных кремниевых ИС - стимулируют продолжающийся поиск методов изготовления МДП транзисторов на соединениях AIII
BV
.
3. Токсичность реагентов, используемых для выращивания монокристаллов и эпитаксии (AsCl3
, AsH3
, PH3
), металлоорганиче-ских соединений в сочетании с взрывоопасностью водорода, который служит реакционной средой. Это создает напряженную обстановку на производстве, требует повышенных мер безопасности, серьезно усложняет аппаратуру и технологию.
4. Образование в процессах обработки арсенидов и фосфидов вредных для окружающей среды отходов, необходимость их тщательного улавливания и обезвреживания. И хотя сами по себе эти соединения нетоксичны, к их обработке надо относиться с большой осторожностью. Так, при шлифовке фосфидов нередко образуется чрезвычайно ядовитый газ-фосфин, а при растворении арсенидов в присутствии восстановителей - арсин.
В связи с миниатюризацией РЭА необходима разработка устройств с минимальным объемом и массой. Для получения сильных магнитов малого размера необходимы магнитотвердые материалы с наибольшей коэрцитивной силой и удельной магнитной энергией.
Такие материалы разработаны на основе интерметаллических соединений кобальта с редкоземельными металлами (РЗМ) церием Се, самарием Sm, празеодимом Рr, лантаном La, иттрием Y типа Rx
Coy
Mz
,
где R - РЗМ, х, у, г -
массовые доли компонентов в атомных единицах. Наиболее характерны соединения типа RCo5
, RCo7
и R2
Co17
. Общим для таких соединений является наличие атомов металлов с большой разностью порядковых номеров (например, 62-Sm, 27-Со), большое различие в электронных структурах атомов, а также большая разность атомных радиусов компонентов (в соединениях РЗМ с кобальтом 0,18-0,125=0,055 нм, или 30%). Эти соединения характеризуются наибольшими значениями констант магнитной кристаллической анизотропии, большой магнитострикцией и значительной самопроизвольной намагниченностью, что обусловило успешную разработку на основе этих соединений магнитотвердых материалов с наибольшими значениями Нс
и (ВН) т.
В табл.2.2 приведены магнитные параметры некоторых постоянных магнитов, достигнутые в лабораторных условиях, и для сопоставления указаны средние значения параметров сплава SmCo5
, полученного в условиях промышленного производства [6]
Кроме того, эти сплавы характеризуются высокой хрупкостью. Так, прочность при сжатии этих магнитов примерно в 10 раз меньше, чем магнитов, полученных методом спекания.
Таблица 2.2
| Сплав |
Wm
, кДж/м3
|
Hc
, кА/м |
Br
,Тл |
| (SmPr) Co5
|
104 |
1320 |
1,03 |
| Sm (Co, Cu, Fe) 7
|
104 |
496 |
1,04 |
| Sm2
(Co, Cu, Fe) 17
|
120 |
560 |
1,1 |
| SmCo5
|
75 |
800 |
0,92 |
Как уже указывалось, материалы, полученные на основе редкоземельных металлов, хрупки, поэтому представляет интерес использование таких материалов со связующим из полимеров. Количество полимера составляет 3...10% (по массе). Применялись полиэтиленхлорид, этиленвинилацетат, эпоксидные смолы. Недостатки таких магнитов - относительно низкая рабочая температура (при применении термопластичных полимеров 333... ...358К) и недостаточная температурная стабильность свойств. Получены магниты на основе редкоземельных металлов с кобальтом со связующим из пластичных металлов, например из припоя состава 60% Sn и 40% РЬ. Эти магниты имеют более высокую рабочую температуру, температурную стабильность, а также механическую прочность, чем магниты с полимерным связующим. [1]
Выбор материала для изготовления концентраторов.
Частотный диапазон применения различных групп магнитных материалов в значительной степени определяется их удельным электрическим сопротивлением. При низком удельном сопротивлении велики потери на вихревые токи, а значит и потери на перемагничивание, возрастающие с увеличением частоты, поэтому чем больше удельное сопротивление магнитного материала, тем на более высоких частотах он может использоваться. В постоянных и низкочастотных (до единиц килогерц) полях применяют металлические магнитные материалы: технически чистое железо (низкоуглеродистые электротехнические стали), железокобальтовые сплавы" электротехнические (кремнистые) стали, железоникелевые и железоникелькобальтовые сплавы, называемые пермаллоями, альсиферы, аморфные сплавы.
Магнитные материалы с наибольшей намагниченностью насыщения применяются главным образом для изготовления магнитопроводов, в которых необходимо получить наибольшую плотность магнитного потока. Магнитная проницаемость таких материалов должна быть возможно большей.
Наибольшую намагниченность насыщения (Bs
= 2,43 Тл), превышающую намагниченность насыщения железа на 13%, имеют железокобальтовые сплавы, а наиболее распространенный материал с большой намагниченностью насыщения - технически чистое железо.
В случаях, когда предъявляются наиболее высокие требования к габаритам устройства, его массе и значению магнитного потока, применяют железокобальтовые сплавы, что позволяет получить экономию в массе и объеме по сравнению с железомна 15-20%. Максимальное значение магнитной индукции достигается при содержании кобальта около 50%. Практически используют сплавы с содержанием 30...51% Со и 1,5...2% V. Эти сплавы называют пермендюрами.
Недостаток пермендюра - малое электрическое сопротивление, широкому применению препятствуют высокая стоимость и дефицитность кобальта и ванадия. Преимущество железокобальтовых сплавов перед технически чистым железом наиболее выражено при индукциях свыше 1 Тл. Наибольшая разница в величинах магнитной проницаемости имеет место при индукции 1,8 Тл, в области которой ц кобальтовых сплавов в десятки раз больше μ
мягких сортов железа.
В зависимости от области применения электролитические стали делят на 3 группы (табл.2.4)
Таблица 2.3
Группа
стали
|
Область применения
|
Толщина листа, мм
|
Удельные потери,Bт
/кг при Bs
=1,5 Тл
|
1
|
В средних (3...1000 А/м) и сильных полях при частоте 50 Гц |
0,28...1
|
0,89…13,4 (при f=50 Гц)
|
2
|
В средних (3...1000 А/м) полях при частоте 400 Гц |
0,05…0,15
0,
|
15...23 (при f=400 Гц) |
3
|
В слабых (0,2...0,6 А/м) полях или в средних
(3...1000 A/м) полях
|
0,2…0,35
|
Не нормируется
|
Кроме того, кремнии в элекролитических сталях снижает индукцию насыщения, что также нежелательно. Так, при изменении содержания кремния от 1 до 4,6% Bs
уменьшается от 2,1 до 1,8 Тл.
Пермаллои - это железоникелевые сплавы, имеющие наибольшую магнитную проницаемость в слабых полях. У пермаллоев, подвергнутых термической обработке, магнитная проницаемость в десятки раз больше, чем у электротехнической стали. В соответствии с этим пермаллои применяются в радиоэлектронике в тех случаях, когда нужно иметь значительные как постоянные, так и переменные магнитные потоки при малых напряженностях намагничивающего или перемагничивающего поля, что особенно важно в связи с миниатюризацией радиоэлектронной аппаратуры.
Виды пермаллоев приведены в таблице 2.5
Таблица 2.5
| Вид пермалоев |
μн
|
μm
|
Нс
, А/м, не более |
Вs
, Тл |
ρ, мкОм·м, |
| не менее |
не менее |
| Низконикевые |
1·103
…3,2·103
|
8<103
...30<101
|
24...8 |
1...1.5 |
0,45...0,90 |
| Высоконикевые |
7·103
...70·103
|
30<103
...250·103
|
8...1 |
0,75...0,5 |
0,55...0,8 |
Суперпермалой
79%Ni, 15% Fe,
5%Mot
0,5Ve
Mn
|
100·103
|
60>104
...150·104
|
0,3 |
0,79 |
0,6 |
Наряду с основными преимуществами пермаллоев - высоким значением μ" и малым значением Нс
-
пермаллоям присущ ряд недостатков:
большая чувствительность магнитных свойств к механическим напряжениям (особенно у высоконикелевых пермаллоев), что требует специальных мер защиты:
возможность получения высоких магнитных свойств лишь в результате отжига готовых изделий в вакууме или в водороде после их механической обработки;
пониженные значения индукции насыщения (в 1,5-2 раза ниже, чем у электротехнической стали);
сравнительно высокая стоимость и дефицитность отдельных компонентов (прежде всего, никеля).
Электромагнитные свойства аморфных сплавов и пермаллоев близки, но первые меньше подвержены влиянию механических напряжений, обладают высокой коррозионной стойкостью, прочностью и твердостью при сохранении пластичности.
Вследствие отсутствия кристаллической решетки аморфные сплавы имеют малую магнитную анизотропию, что способствует получению магнитомягких материалов с очень малой коэрцитивной силой Нс
и большой магнитной проницаемостью μ. При этом удельное электрическое сопротивление аморфных сплавов примерно в 2-3 раза больше, чем у пермаллоев, а следовательно, значительно меньше потери на вихревые токи.
Многие аморфные сплавы характеризуются высокой прямоугольностью петли гистерезиса.
В табл.2.6 приведены параметры аморфных сплавов трех составов. [1]
Таблица 2.6
| Состав,% |
Вs
, Тл |
Нс
, А/м, |
ρ, мкОм·м, |
| 80 Fe,20 В |
1,6 |
3,2 |
1,4 |
| 80 Fe, 16 Р, 3 С, 1 В |
1,49 |
4 |
1,5 |
| 72 Со, 3 Fe.16 Р, 6 В, 3 А1 |
0,63 |
1,2 |
1,4 |
Анализирую выше приведенные виды магнитомягких материалов и их характеристик для изготовления концентраторов будем использовать низконикелевые пермаллои (Bs
=1÷1.5 Тл), что обеспечит не перенасыщение концентраторов под действием постоянного магнита.
Для фиксирования магнита и концентраторов на штоке будем использовать клей ВК-9 ОСТ 180215-84 основываясь на том, что у него высокая клеящая способность, обладает прозрачностью и рабочая температура его до 373К. [3]
В качестве легирующей примеси используем бор, его целесообразно использовать тогда, когда требуется, чтобы примесь была неподвижна на последующих высокотемпературных операциях или для изготовления слоев с резким профилем легирования.
Для формирования контактной области n+
-типа в качестве донорной примеси используем фосфор обладающий повышенным коэффициентом диффузии и повышенной растворимостью.
Основными материалами при получении соединений для полупроводниковых ИМС является золото и алюминий. В некоторых случаях находят применения никель, хром, серебро. В качестве материала для разводки и контактных площадок будем применять алюминий А99, который обладает хорошей адгезией к арсениду галлия, хорошей электропроводностью, легко наносится на поверхность ИМС в виде тонкой плёнке, дешевле. В качестве внешних выводов будем применять золотую проволоку ГОСТ 7222-75, поскольку алюминий характеризуется пониженной механической прочностью. [3] Для хорошей механической прочности и лучшей адгезии с припоем ПОС61 на поверхность алюминия будем наносить хром электролитический ЭРХ и сплав олово висмут.
Для герметизации кристалла в корпусе будем использовать эпоксидный герметик марки УП-5-105-2 применяемый в радиотехнической аппаратуре. Данный герметик сохраняет работоспособность в условиях тропической влажности, при вибрационных и ударных нагрузках, длительно работают при температуре от минус 60 до 140°С. Предел прочности 6-55 МПа.
Для материала корпуса измерительной системы выбирает полиамид ПА66 литьевой ОТС 6-06-369-74, так как материал при высоких температурах не теряет своих механических свойств.
Для соединения датчика с системами обработки сигналов будем использовать герметичный разъем на два контакта CS1206-ND.
При расчете магнитов с арматурой приемлемую точность дает метод отношений. В этом методе магнитная цепь условно приводится к двухузловой эквивалентной электрической схеме с сосредоточенными параметрами. Распределение магнитного напряжения вдоль магнита принимается линейным, а магнитное сопротивление арматуры (если ее состояние далеко от насыщения) считается равным нулю. При этом характеристика магнита определяется не участком на кривой размагничивания, а точкой.
Исходными данными расчета дипольной МС (рис.3.1) являются:
характеристики материала магнита: коэрцитивная сила по индукции HcB
, остаточная индукция Br
, координаты точки с максимальной удельной энергией Hd
и Bd
, коэффициент возврата Kv
(табл.3.1)
Таблица 3.1
Характеристики материала магнитов
параметр
материал
|
HcB
, А/м |
Br
, Тл |
Hd
, А/м |
Bd
, Тл |
Kv
, Гн |
| SmCo5
|
5,4·105
|
0,77 |
2,86·105
|
0,385 |
1,35·10-6
|
L, С, A - соответственно длина, высота и ширина магнита;
Z - длина рабочего зазора;
геометрические размеры концентраторов: Lк
- длина прямой части концентратора, Ак
- ширина концентратора, Вк
- толщина концентратора;
α - угол между изгибной частью концентратора и вертикалью.
Вк
=0,001м; Lк
=0,005м;
Ак
=0,003м; Z =0,002м;
L=0,003м; С=0,004м;
A=0,003м; α=30º.
Для расчета системы концентратор магнитного потока условно разбивается на участки, ограниченные пунктирными линиями. Границы деления выбраны с учетом упрощения дальнейшего расчета.
Рис. 3.1 Дипольная магнитная система. Схема путей рассеяния магнитного потока: I- магнит; II- концентраторы магнитного потока; III- рабочий зазор; проводимости а) магнита: 1 - Lm, б) концентраторов: 2 - Lа2
- между боковыми торцами; 3 - Lа3
- между прямыми участками наружных (внешних) поверхностей; 4 - Lа4
- между боковыми поверхностями прямых участков; 5 - Lа5
- между секторными участками боковых поверхностей; 6 - Lа6
- между внутренними участками изогнутых поверхностей; 7 и 8 - Lа7
и Lа8
- между боковыми участками изогнутых поверхностей; 9 - Lа9
- между внутренними прямыми участками; 10 и 11 - Lа10
- между внешними участками изогнутых поверхностей; 12 - Lа12
- между внешними участками изгиба; в) рабочего зазора: 13 - Lр
Расчет:
Общая проводимость магнита определяется с учетом того, что проводимость умножается на 4 за счет учета четырех плоскостей рассеивания
 , (3.1) , (3.1)
где μ0
- магнитная постоянная (μ0
=4π·10-7
Гн/м).

Определяется проводимость рассеяния арматуры, соответствующая путям 2 и 4 (рис.3.1), причем для путей 4 проводимость удваивается за счет учета обоих сторон системы
 , (3.2) , (3.2) 
 (3.3) (3.3) 
Проводимость рассеяния арматуры, соответствующая путям 3
 , (3.4) , (3.4)
где g1 и g2 определяются из графиков (рис.3.2). Параметры g1 и g2 зависят соответственно от Lк
/С и Aк
/С.
 Рис. 3.2. Проводимость между параллельными прямоугольными поверхностями, обращенными в противоположные стороны:
g’=f(m’,n’), где  , , 
g”=f(m”,n”), где  , , 
Рис. 3.3. Замена секторов квадратами: Т1
– расстояние между квадратами, Х1
– сторона квадратаДля определения проводимости рассеяния 5 между секторными частями секторы заменяются квадратами, эквивалентными по площади секторам, причем центры квадратов расположены на линиях центров масс секторов (рис.3.3) (проводимость удваивается за счет обоих сторон системы) \
 , (3.5) , (3.5)
где X1
и T1
- соответственно сторона квадрата и расстояние между ними.
Площадь сектора
 , (3.6) , (3.6)

Сторона квадрата Х1
и расстояние между квадратами Т1
 (3.7) (3.7)

Расстояние между квадратами
 , (3.8) , (3.8)


Проводимости рассеяния арматуры 6 рассчитываются по аналогии с методом, как длина отрезка, проведенного под углом (π/2-α/2) к эллипсу, образованному полуосями Λа 6_1
и Λа 6_2
(рис.3.4-3.5)
Проводимости рассеяния 7 и 8 рассчитываются аналогично (7.5), ипользуя эквивалентные прямоугольники
 , (3.11) , (3.11)
 , (3.12) , (3.12)
где Х 2
- Х5
- стороны прямоугольников; Т2
и Т3
- расстояния между ними. Площади прямоугольника (для путей рассеяния 7) и треугольника (для путей рассеяния 8) соответственно определяются
 , (3.13) , (3.13)
 , (3.14) , (3.14)
Стороны новых прямоугольников
 , (3.15) , (3.15)
  (3.16) (3.16)
  (3.17) (3.17)

 (3.18) (3.18) 


Проводимость рассеяния арматуры 9 согласно
 , (3.19) , (3.19)

Проводимости 10 и 11 объединяются в одну и рассчитываются аналогично п.5 (по полуосям эллипса Λа10_1
и Λа10_2
), причем значения проводимостей, которые соответствуют полуосям эллипса, определяются согласно рис.3.6, 3.7. Непараллельностью близлежайших сторон фигуры на данном этапе можно пренебречь, но в дальнейшем при расчете проводимости рабочего зазора через выпучивание у краев она учитывается.
 , (3.20) , (3.20)
где g3 и g4 зависят от соотношения сторон фигуры (рис.3.7) и определяется из графиков (рис.3.4, 3.7)
 , (3.21) , (3.21)
По аналогии с п.5 определяем:
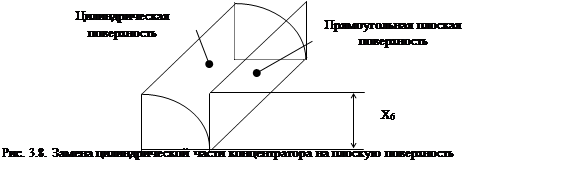
Проводимость рассеяния 12 определяется следующим образом: четверть боковой поверхности цилиндра заменяется плоской прямоугольной поверхностью с шириной, равной ширине концентратора, и высотой, равной высоте самой цилиндрической поверхности. Из-за значительной величины зазора погрешность получается незначительной.  (3.22) (3.22)
где Х6
- высота прямоугольника.
Площадь цилиндра
 , (3.23) , (3.23)

Боковая сторона прямоугольника (рис.3.8)
 , (3.24) , (3.24)
Проводимость рабочего зазора между полюсами с учетом выпучивания поля с боковых поверхностей, расположенных под различными углами.
 , (3.25) , (3.25)
где Арасч и Врасч - "расчетные" размеры полюсов
 , (3.26) , (3.26)
 , (3.27) , (3.27)
где g5, g6, g7 - удельные проводимости ребер полюса, зависящие от координат поля выпучивания, выбираются из графика (рис.3.9).



Суммарная проводимость рассеяния арматуры
 (3.28) (3.28)

Строится кривая размагничивания (рис.7.12).
 , (3.29) , (3.29)
Где
 , (3.30) , (3.30)
 =776375,92 =776375,92
 (3.31) (3.31)
a=0.941
где Вr
- остаточная индукция, Hcb
- коэрцитивная сила по индукции, Bd
и Hd
- координаты экстремальной точки, определяющей максимум энергетического произведения.
Строится прямая проводимости магнита под углом α1
к оси Н (рис.3.10)
 , ,
(3.32)
Из точки пересечения функций B (H) и (3.10) под углом α2
к горизонтали строится кривая магнитного возврата (рис.3.10)
 , (3.33) , (3.33)
где Кv - коэффициент возврата.
 Проводится прямая внешней проводимости системы под углом α3
к оси Н (рис.3.10) Проводится прямая внешней проводимости системы под углом α3
к оси Н (рис.3.10)  , (3.34) , (3.34)
Определяются координаты рабочей точки Вм
и Нм
(рис.3.10) на пересечении кривой магнитного возврата и прямой внешней проводимости.
Определяется индукция в зазоре Вр через коэффициент рассеяния [2].
 , (3.35) , (3.35)
где Sm
и Sz
- соответственно площади поперечного сечения магнита и рабочего зазора; σ - коэффициент рассеяния магнитного потока;
 (3.36) (3.36) 
где
Pa
, Рb
и Рс
- периметры поперечных сечений соответственно наклонной части концентратора, прямой части концентратора и магнита.
Площадь поперечного сечения рабочего зазора
 (3.37) (3.37) 
Площадь поперечного сечения магнита
 (3.38) (3.38) 
Периметр наклонной части концентратора
 (3.39) (3.39)

Периметр прямой части концентратора
 (3.40) (3.40)
 =0.008 =0.008
Периметр магнита
 (3.41) (3.41) 
По приведенной методике определяется максимальная магнитная индукция на магнитной нейтрале в зазоре дипольной МС.
1) Построим график зависимости индукции от перемещения для дипольной МС (рис 3.11)
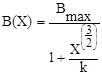 , (3.42) , (3.42)
где Вmax
- максимальное значение магнитной индукции в зазоре дипольной системы, определяемое величиной магнитных проводимостей системы, Тл; X - смещение измерителя магнитной индукции (ИМИ) относительно положения с Вmax
, м; k - коэффициент, зависящий от ширины ИМИ (k==0,13…0.17).
Исходные данные для расчета параметров магнитодиода:
Исходный материал - арсенид галлия.
Удельному сопротивление - 25000 Ом·см;
Время жизни неосновных носителей заряда - 600 мкс.
Рабочее напряжение - 2 В.
Ток, протекающий через магнитодиод, I=0,25 мА, при индукции магнитного поля B=0.23 Тл. Возникающее холловское напряжение при заданном токе и индукции Uх
=2,5 В. Напряженность электрического поля E=1,37·104
В/см. Толщина пластины (рис.3.12) определяется из уравнения
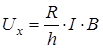 , (3.43) , (3.43)
где  - коэффициент Холла; h - толщина полупроводниковой пластины в направлении магнитного поля; I - ток, текущий через пластину; q - заряд электрона (1,6·10-19
Кл); p - концентрация носителей заряда в базе магнитодиода; B - магнитная индукция внешнего магнитного поля - коэффициент Холла; h - толщина полупроводниковой пластины в направлении магнитного поля; I - ток, текущий через пластину; q - заряд электрона (1,6·10-19
Кл); p - концентрация носителей заряда в базе магнитодиода; B - магнитная индукция внешнего магнитного поля
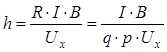 . (3.44) . (3.44)
Концентрация носителей заряда в базе магнитодиода
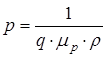 , (3.45) , (3.45)
где r - удельное сопротивление пластины, Ом·см; mр
- подвижность дырок, 400 см2
/ В·с.
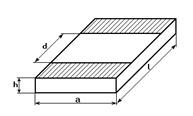
Рис. 3.12. Конструкция магнитодиода
Подставим это выражение в формулу (3.44)

Ширина пластины магнитодиода находится из выражения
 , (3.46) , (3.46)
где v - дрейфовая скорость носителей заряда в магнитодиоде, которая равна

где mр
- подвижность дырок; E - напряженность электрического поля.
v = 400-4
·1.37·106
= 5,48·104
м/с.
Подставим это значение в формулу (3.38)
 . .
Оптимальное значение отношения d/L, т.е. длины базы к длине диффузионного смещения
(d/L) опт
= 1.2+0.5·ln (pо
·r), (4.5)
где L - длина диффузионного смещения, см; pо
=P/S - удельная рассеиваемая мощность, Вт/см2
; S - площадь поперечного сечения магнитодиода, см2
; P - рассеиваемая мощность, Вт; r - удельное сопротивление, Ом·см; рассеиваемая мощность:
P = U·I = 2·0,25·10-3
= 5·10-4
Вт.
Площадь поперечного сечения магнитодиода
S = h·а = 235·10-5
·1,94·10-4
= 456,2·10-5
см2
.
Удельная рассеиваемая мощность
 . .
Подставим полученные значения в формулу (3.39)
(d/L) опт
»1.2+0.5·ln (109,6·25·103
) = 8,612
Длина диффузионного смещения находится из выражения
 , (3.47) , (3.47)
где b=mn
/mp
; mр
- подвижность дырок, 400 см2
/B·с; mn
- подвижность электронов, 8500 см2
/B·с; jт
- температурный потенциал, 0.025 В; tр
- время жизни носителей заряда, для данного материала > 600 мкс.
 см. см.
Длина базы магнитодиода равна
d= L·8,612 = 3,38·10-4
·8,612 = 0,29 см.
Длина магнитодиода с учетом ширины контактных площадок равна
l = 2,9+2·0.8 = 4,4 мм.
Основные геометрические размеры магнитодиода:
h (толщина) = 0,23 мм;
а (ширина) = 0, 194 мм;
d (длина базы) = 2,9 мм;
l (длина магнитодиода) = 4,4 мм.
Проведем расчет параметров ионного легирования арсенида галлия для создания n+
- и p+
-областей под инжектирующий и антизапирающий контакты; n+
- область образуется введением атомов фосфора, а p+ -
введением атомов бора.
Основные исходные данные для расчета параметров ионного легирования: ускоряющее напряжение E =100 кэВ; доза легирования Ф =1012
см-2
(при легировании бором); доза легирования Ф =1012
см-2
(при легировании фосфором). Необходимо рассчитать глубину залегания p-n перехода. При легировании бором E=100 кэВ, Rp=307 нм, DRp=69 нм
 , (3.48) , (3.48)
где Rp - средняя проекция пробега иона; DRp - среднее квадратичное отклонение проекции пробега;
 см-3
. см-3
.
Глубина p-n перехода определяется из соотношения
 , (3.49) , (3.49)
где Nо
- исходная концентрация примесей в подложке.
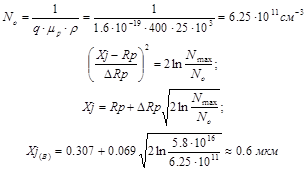
Глубина залегания p-n перехода при ионном легировании бором равна 0.6 мкм.
В процессе легирования фосфором при E=100 кэВ, Rp=135 нм, DRp=53 нм
Магнитная чувствительность полученного магнитодиода
 , (3.50) , (3.50)
где U = 2В - напряжение на магнитодиоде при B = 0.
Вольт-амперная характеристика магнитодиода
 (3.51) (3.51)
 (3.52) (3.52)
Подставляя значения напряжения от 0 до 2 В, строим график зависимости I = f (U) (рис.3.13).
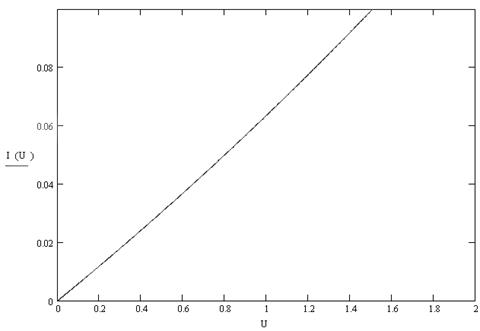
Рис.3.13. Вольт-амперная характеристика магнитодиода
Построим график зависимости выходного напряжения магнитодиода от перемещения U (X) (рис.3.14).
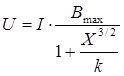
где:, I- управляющий ток, мА, Вmax
- максимальное значение магнитной индукции в зазоре дипольной системы, определяемое величиной магнитных проводимостей системы, Тл; X - смещение измерителя магнитной индукции (ИМИ) относительно положения с Вmax
, м; k - коэффициент, зависящий от ширины ИМИ (k==0,13…0.17).
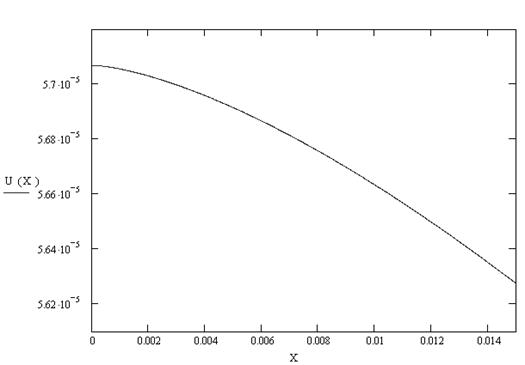 Рис. 3.14.  Зависимость выходного напряжения от смещение измерителя магнитной индукции относительно положения с Вmax
. Зависимость выходного напряжения от смещение измерителя магнитной индукции относительно положения с Вmax
.
При разработке топологии кристалла полупроводникового датчика на кристалле необходимо учитывать следующие конструктивно-технологические ограничения [8]:
Таблица 4.1 - Конструктивно-технологические ограничения
| Минимально-допустимые размеры |
мкм |
| Размер контактных площадок для приварки проводников |
100×100 |
| Расстояние между контактными площадками |
70 |
| Ширина проводника |
6 |
| Расстояние между проводниками |
4 |
| Размеры окна вскрытия в окисле |
4×4 |
| Размер окна в пассивирующем слое |
100×100 |
Кристалл размерами 4400 800290мкм датчика представляет собой арсенид галлиевую подложку (ρ=25000 Ом·см) с выполненными на ней магнитодиодом, полученный методом ионной имплантации. Глубина ионной имплантации бора составляет 0,6 мкм. Примесь фосфора внедряется на глубину 0,4 мкм. Для внешней разводки предусмотрены контактные площадки размером 350´350 мкм. 800290мкм датчика представляет собой арсенид галлиевую подложку (ρ=25000 Ом·см) с выполненными на ней магнитодиодом, полученный методом ионной имплантации. Глубина ионной имплантации бора составляет 0,6 мкм. Примесь фосфора внедряется на глубину 0,4 мкм. Для внешней разводки предусмотрены контактные площадки размером 350´350 мкм.
Фигуры совмещения располагают одной-двумя группами на любом свободном месте кристалла. Они могут иметь любую форму (чаще всего квадрат или крест). Причем, на каждом фотошаблоне, кроме первого и последнего, имеются две фигуры совмещения, расположенные рядом друг с другом. Меньшая фигура предназначена для совмещения с предыдущей операцией, а большая - с последующей. На первом фотошаблоне расположена только большая фигура, на последнем только меньшая. [8]
Исходя из вышеприведённых положений, разрабатывается топология кристалла, т.е. наиболее оптимальное размещение на кристалле элемента и контактных площадок. Чертёж кристалла приведён в приложении А.
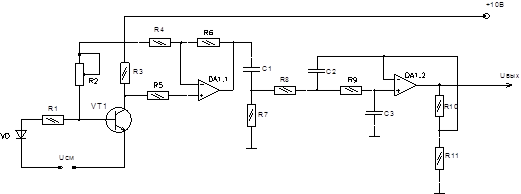
Схема электрическая принципиальная датчика содержит две части (рис 5.1): согласующую; усилитель.
Магнитное поле изменяет сопротивление магнитодиода и, следовательно, входной ток транзистора, что приводит к изменению падения напряжения на резисторе R3, с которого снимается выходное напряжение. Оптимальное значение индукции постоянного магнитного поля смещения Bсм
зависит от R1. Выбором значения R2 можно в широких пределах изменять значения Bсм
при заданном Bупр
.
Из множества операционных усилителей выбран измерительный операционный усилитель ОР-07, поскольку он отличается малым входным напряжением, малым напряжением шумов, достаточно большим коэффициентом усиления, широким диапазоном рабочих напряжений.
Усилитель ОР-07 в с своей структуре содержит входной усилительный каскад и конечный, между ними на элементах С1, С2, R8, R10, собирается схема фильтра.
  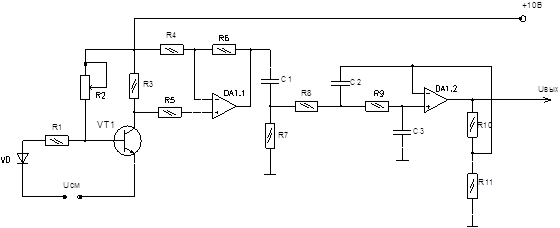 Рис 5.1. Схемы электрической принципиальной датчика.
Основные параметры и требования технологического процесса к подложкам арсенида галлия [7]
Требования к подложкам нелегированного полуизолирующего GaAs приведены в таблице 6.1.
Таблица 6.1
| Удельное сопротивление, Ом· см |
| - исходное |
>1· 108
|
| - после термообработки 850о
С, 60 мин. |
>1· 108
|
| Тип проводимости |
р |
| Подвижность носителей заряда, см2
/В· сек |
6000 |
| Плотность дислокаций, см-2
и распределение их по пластине |
< 200
однородное
|
| Концентрация остаточных примесей, см-3
|
<1· 1014
|
| Разброс характеристик по площади пластины,% |
< 3 |
| Концентрация глубоких уровней, см-3
|
<1· 1014
|
| Нарушение стехиометрии в объеме и на поверхности |
отсутствует |
Технология формирования транзисторных структур [7]
В настоящее время и в обозримом будущем ионная имплантация будет являться наиболее распространенным методом формирования активных слоев в массового производства ввиду таких очевидных преимуществ, как: простота осуществления, высокая однородность и воспроизводимость параметров имплантированных слоев, локальность метода. Характерной особенностью процесса в технологии GaAs является необходимость имплантации малых доз примеси и малые глубины залегания слоев. Основными требованиями к оборудованию для имлантации являются: контроль и воспроизводимость малых доз имплантируемой примеси, формирование пучков с малым разбросом по энергиям (моноэнергетических), контроль эмиссии источников ионов, контроль поперечного сечения пучка, подавление эффектов каналирования, контроль привносимых загрязнений, заряда и температуры пластин во время имплантации, отсутствие взаимодействия ионного пучка с конструкционными материалами установок имплантации.
Помимо имплантации, существенным моментом формирования активного слоя, является активационный отжиг, проводимый при температурах порядка 800 - 900о
С.
Тре6ования к технологии формирования активных слоев приведены в таблице 6.2. [7]
Таблица 6.2
| Ионная имплантация |
| Имплантируемые ионы |
Si, Mg, Se, Be, B, Te, SiF2
|
| Энергия ионов, кэВ |
50 400 |
| Разброс по энергиям,% |
2 |
| Доза имплантации, см-2
|
1· 1012
5· 1013
|
| Точность поддержания дозы,% |
1 |
| Температура подложки, о
С |
25 - 400 |
Режим обработки пластин приведены в таблице 6.3. [7]
Таблица 6.3
| Режим обработки пластин |
групповой |
| Активационный отжиг |
| Способ отжига |
Термический в печи |
| Температура отжига, о
С |
800-900 |
| Точность поддержания температуры., о
С |
2 |
| Разброс температуры в пределах пластины, о
С |
2 |
| Степень активации примеси,% |
> 90 |
| Параметры активных слоев |
| Концентрация примеси в канале, см-3
|
10-12
|
| Подвижность носителей заряда, см2
/В* сек |
3500 |
Требования к технологии обработки поверхности. [7]
На заключительных стадиях производства технология обработки поверхности, в основном, определяется задачами, возникающими при осаждении металлических и диэлектрических слоев, травлении, формировании контактов и при проведении операций планаризации. Поэтому требования к технологии обработки поверхности на данных стадиях практически не отличаются от аналогичных требований технологии кремниевых пластин.
На начальных стадиях производства требования к технологии обработки поверхности определяются требованиями формирования границы раздела арсенида галлия с металлическими, диэлектрическими и полупроводниковыми слоями. Наиболее существенными из них являются: структурное совершенство и отсутствие нарушений стехиометрии поверхности GaAs, снижение поверхностной концентрации металлов и органики, пассивация поверхности полупроводника с целью задержки формирования естественного окисла. Однако основная трудность их реализации заключается в том, что они должны выполняться как при подготовке поверхности пластин к эпитаксиальному наращиванию (подготовка исходной поверхности), так и при очистке поверхности в окнах фоторезиста и (или) диэлектрика перед операцией нанесения металлизации омических контактов. Это свидетельствует о том, что одни и те же результаты очистки должны достигаться различными методами обработки (органические и неорганические составы, сухие процессы), а также их комбинацией, В каждом конкретном случае технология обработки будет определяться экономической целесообразностью.
В настоящий момент и в обозримом будущем жидкостные методы очистки будут использоваться наиболее широко, ввиду таких присущих водным растворам свойств, как высокая растворимость в них металлов, эффективная передача звуковой энергии при ультразвуковой очистке поверхности от загрязняющих частиц. Способы же обработки будут отличаться значительным разнообразием: обработка в разбавленных и чередующихся реактивах, обработка погружением и распылением, использование ультразвука, поверхностно-активных веществ, гидромеханической отмывки в воде и органических растворителях. Для технологии GaAs ИС наиболее принципиальными моментами являются: использование неокисляющих реактивов и сушка пластин без доступа атмосферного кислорода.
Требования к технологии обработки поверхности приведены в таблице 6.4.
Таблица 6.4
| Начальные этапы производства |
| Привносимая дефектность, м-2
|
1400 |
| Размер частиц, мкм |
0,12 |
| Ширина исключаемой краевой области, мм |
3 |
| Эффективность удаления частиц,% |
95 |
| Поверхностная концентрация металлов, см-2
|
5· 1010
|
| Поверхностная концентрация органики (в пересчете на атомы углерода), см-2
|
1· 1014
|
| Расход деионизованной воды для операции промывки, л/см2
|
0.020 |
| Доля рециклируемой деионизованной воды,% |
50 |
| Микрорельеф поверхности (среднеквадратичное значение), нм |
0.20 |
| Завершающие этапы производства |
| Привносимая дефектность, м-2
|
500 |
| Размер частиц, мкм |
0,12 |
Поверхностная концентрация органики
(в пересчете на атомы углерода), см-2
|
1· 1015
|
| Число разрывов, приходящееся на миллиард контактов |
0.8 |
| Число разрывов и закороток, приходящееся на километр линий электроразводки, км-1
|
0.2 |
| Сопротивление контактного окна, Ом |
< 2 |
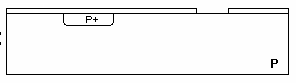
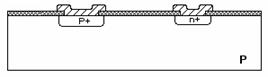
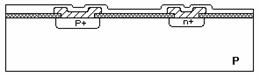
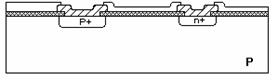
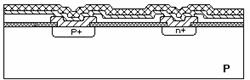
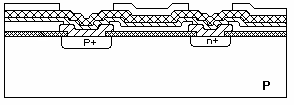
Технология изготовления магнитодиода.
Для изготовления магнитодиодов используют арсенид галлия p-типа проводимости с r³25 кОм·см и временем жизни носителей заряда более 600 мкс
Пластины арсенида галлия толщиной 0.4 ± 0.1 мм вначале шлифуют, полируют до 14-го класса шероховатости и стравливают нарушенный поверхностный слой. Проводится фотолитография для получения маски из фоторезиста под ионное легирование бором.
Ионное легирование проводится на ускорителе типа "Везувий" бором трехфтористым (BF3
) с энергией 100 кЭв и дозой облучения 330 мкКл/см2
. Поверхностное сопротивление легированной области должно быть rS
= 800 Ом/ÿ. Таким образом, получается область p+
-типа проводимости.
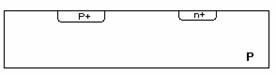
Удаление маски фоторезиста проводят плазмохимическим травлением в атмосфере кислорода. После обязательной межоперационной очистки пластин проводится вторая фотолитография для формирования маски из фоторезиста под легирование области фосфором.
Ионное легирование для формирования области n+
проводится фосфором треххлористым (PCl3
) до получения удельного поверхностного сопротивления rS
=130 Ом/ÿ.
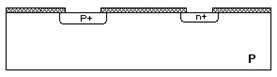
После удаления фоторезиста и химической обработки пластин проводят повторное осаждение пиролитического окисла толщиной (0.4±0.1) мкм для формирования маски для получения контактов к легированным областям. Затем с помощью третьей фотолитографии вскрываются окна под контакты к областям p+
- и n+
-типа, после чего на всю поверхность пластины наносится пленка сплава Al толщиной (0.8-1.5) мкм при температуре подложки 200 °C.
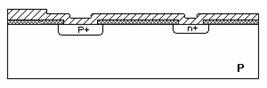
Далее проводится четвертая операция фотолитографии по сплаву алюминия для формирования контактных площадок. В окнах, вскрытых в защитном окисле, сплав образует электрический контакт с арсенидом галлия после кратковременного отжига (10 мин) при температуре (550±1) °C в атмосфере азота. Затем проводится контроль функционирования магнитодиодов с помощью измерителя характеристик полупроводниковых приборов типа Л2-56.
После контроля функционирования проводится низкотемпературное осаждение окиси арсенида галлия толщиной (0.37-0.52) мкм для защитного покрытия магнитодиода (пассивация) при температуре (420-450) °C.
Затем проводится еще одна (пятая) фотолитография по пленке защитного диэлектрика для вскрытия окон к контактным площадкам.
При изготовлении магнитодиодов применяются многослойные контактные площадки. В качестве контактного и адгезионного слоев используется пленка хрома с удельным сопротивлением rS
= 180-220 Ом/ÿ, а в качестве проводящего слоя - пленка меди толщиной (1-1.5) мкм.
После напыления пленок хрома и меди проводится шестая фотолитография для нанесения гальванического покрытия сплава олово-висмут толщиной 8-12 мкм на контактные площадки для защиты пленки от окисления и для улучшения присоединения внешних выводов к контактным площадкам. Затем проводится гальваническое наращивание слоев олово-висмут и после удаления пленки фоторезиста - травление с оставшейся поверхности пластины напыленных пленок меди и хрома. Зона с повышенной скоростью рекомбинации формируется грубой шлифовкой грани, противоположной грани с контактами. Этим методом обеспечивается скорость рекомбинации выше 2·103
см/с. На "планарной" грани скорость поверхностной рекомбинации существенно ниже.
а)
б)
в)
г)
д)
е)
ж)
з)
и)
к)
л)
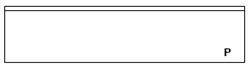
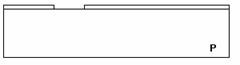
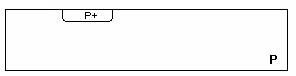
м)
н)
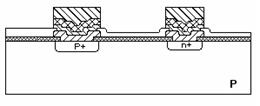
Рис. 6.1. Схема технологического процесса изготовления магнитодиода: а) нанесение пиролитического окисла; б) фотолитография для получения маски из фоторезиста под ионное легирование бором; в) ионное легирование бором; г) фотолитография для получения маски из фоторезиста под ионное легирование фосфором; д) ионное легирование фосфором; е) формирование контактных окон в защитной пленке окисла перед напылением алюминия; ж) напыление пленки алюминия; з) фотолитография по алюминию для формирования контактных площадок; и) нанесение защитной пленки пиролитического окисла; к) фотолитография для вскрытия контактных площадок; л) напыление адгезионного подслоя хрома и проводящего слоя меди; м) фотолитография для нанесения гальванического покрытия сплава олово-висмут; н) нанесение сплава олово - висмут и травление пленок меди и хрома.
Маршрут изготовления магнитодиодов.
1. Химическая обработка арсенид галлиевых пластин, двухстадийная в перекисно-аммиачном растворе и смеси Каро. Смесь Каро - H2
О2
: Н2
SO4
= 1: 3.
2. Отмывка в деионизованной воде в течение 4-6 минут.
3. Низкотемпературное осаждение пиролитического окисла толщиной (0.4±0.1) мкм. Продвигать лодочку с пластинами через три зоны с разными температурами: 250 °C, 350 °C и 450 °C, по три минуты в каждой. Затем выдержать в зоне при 500 °C в течение (5±1) мин в парах окислителя от 60 до 150 мин.
5. Травление окисла. Состав травителя: H2
O - 206 мл, аммоний фтористый (NH4
F) - 401 г, кислота фтористоводородная (HF) - 60 мл, кислота уксусная (CH3
COOH) - 166 мл, глицерин (C3
H8
O3
) - 166 мл. Остатки окисла на пластине не допускаются.
6. Фотолитография для получения маски из фоторезиста под легирование бором. Фоторезист ФП-РН-7 или ФП-383.
7. Ионное легирование бором для формирования областей p+
. Доза облучения - 330 мкКл/см2
, энергия - (80¸100) кэВ, поверхностное сопротивление rS
= 800 Ом / ÿ.
8. Удаление маски фоторезиста плазмохимическим травлением в атмосфере кислорода (О2
).
9. Химическая обработка пластин в перекисно-аммиачном растворе.
10. Фотолитография для получения маски из фоторезиста под легирование фосфором. Фоторезист ФП-РН-7 или ФП-383.
11. Ионное легирование фосфором для формирования областей n+
. В качестве источника примесей используется фосфор треххлористый (PCl3
). Доза облучения - 330 мкКл/см2
, энергия (80¸100) кэВ, поверхностное сопротивление rS
= 130 Ом/ÿ.
12. Удаление маски фоторезиста плазмохимическим травлением в атмосфере кислорода (О2
).
13. Химическая обработка пластин в смеси Каро.
14. Низкотемпературное осаждение окисла толщиной (0.4±0.1) мкм.
15. Фотолитография для формирования окон под контакт с металлизацией.
16. Химическая обработка пластин перед напылением.
17. Напыление пленки сплава Al толщиной (0.8-1.5) мкм, температура подложки 200 °C.
18. Фотолитография по сплаву алюминий-галлий для формирования контактных площадок. Травления не более 1.5 мкм, уход размеров не более 2 мкм.
19. Химическая обработка пластин перед вжиганием Al.
20. Термообработка для формирования надежных контактов между контактными площадками и легированными слоями (вжигание Аl) при температуре (500±1) °C в течение 10 мин в атмосфере азота.
21. Контроль функционирования с помощью измерителя характеристик полупроводниковых приборов Л2-56. Не удовлетворяющие требованиям пластины бракуются.
22. Химическая обработка пластин.
23. Низкотемпературное осаждение окисла толщиной (0.37¸0.52) мкм для защитного покрытия элементов (пассивация) при температуре (420¸450) °C.
24. Фотолитография для вскрытия контактных площадок.
25. Травление (вскрытие контактных площадок в пиролитическом окисле). Состав травителя: Н2
O - 412 г, NH4
F - 174 г, HF - 58 г, CH3
COOH - 160 г, глицерин - 160 г.
26. Химическая обработка пластины в перекисно-аммиачном растворе.
27. Напыление слоев хром-медь. Пленка хрома пылится с удельным сопротивлением r= (180¸220) Ом/ÿ, а пленка меди толщиной (1¸1.5) мкм.
28. Фотолитография для нанесения гальванического покрытия на контактные площадки. Фоторезист ФП-383. Активация химическая поверхности меди для удаления пленки окиси меди в растворе HCl: H2
O= 1:1.
29. Гальваническое осаждение пленки олово-висмут толщиной 8-12 мкм.
30. Плазмохимическое удаление фоторезиста в атмосфере кислорода.
31. Травление пленки напыленной меди в травителе: H2
SO4
- 50 мл, окись хрома (CrO3
) - 450 г, H2
O - до 1000 мл.
32. Травление пленки хрома в травителе: KOH - 28 мл, калий железосинеродистый [K3
Fe (CH) 6
] - 250 г, H2
O - до 1000 мл.
33. Нанесение лака на планарную сторону пластины в качестве защитного покрытия перед шлифовкой обратной стороны для получения шероховатой поверхности.
34. Шлифовка обратной стороны пластины порошком шлифовальным "Электрокорунд белый" М14 с последующей отмывкой в спирто - бензиновой смеси (1:1) и в чистом этиловом спирте.
35. Лужение контактных площадок в припое ПОС-61 методом окунания в установке лужения при температуре (230±10) °C в течение (1-2) с. с предварительным флюсованием в специальном флюсе.
36. Скрайбирование пластин для разделения их на кристаллы. Затем производится разделение (ломка) пластины на кристаллы.
Сборка чувствительного элемента.
Сборка включает подсоединение - монтаж структур к основаниям корпусов, выводным рамкам или дополнительным подложкам, монтаж навесных кристаллов, компонентов к платам, подсоединение электродных выводов к контактным площадкам и внешним выводам.
В процессе хранения и эксплуатации датчик подвергают воздействию внешних факторов: климатических, механических и радиационных. Поэтому требуется защита, обеспечивающая их работоспособность в течение длительного времени. Рекомендуется применять корпусную защиту чувствительного элемента.
Для крепления кристаллов на основание корпуса более дешевым методом является клейка кристаллов на основание корпуса (например клеем ВК-9).
Для присоединения выводов к контактным площадкам и внешним выводам корпуса прибора используется метод УЗ сварки на установке "Контакт-4А". Метод состоит в присоединении выводов в виде тонких металлических проволочек (диаметр 10…30мкм) к контактным площадкам при одновременном воздействии инструмента, совершающего высокочастотные колебания. Для изготовления проволоки применяются пластические металлы, обычно алюминий и золото. В качестве материала проволоки выбираем более прочное золото ГОСТ 7222-75. Достоинства такой сварки - соединение без применения флюса и припоев металлов в твёрдом состоянии при сравнительно низких температурах и малой их деформации 10…30% как на воздухе, так и в атмосфере защитного газа. [3]
К корпусам предъявляются такие требования: корпус должен обладать достаточной механической прочностью; конструкция его должна позволять легко и надёжно выполнять электрическое соединение; а также выполнять надёжную изоляцию элементов; предотвращать проникновение влажности к защищаемой подложке и др. [8]
Магнитные датчики не обладают какими-либо существенными ограничениями при разработке конструкции измерительной системы. Онда особенность конструкции это отсутствие магнитных материалов в конструкции корпуса, поскольку это может привести к дополнительным погрешностям измерения.
Магнитная система датчика образована магнитом 3, двумя концентраторами 4, которые крепятся на якорь 8, вся магнитная система функционирует по линейной траектории внутри основания 6. На крышке 5 крепиться магнитодиод 1. Согласующая часть 7 служит для соединения разъема датчика 2, который фиксируется гайкой 9 с измерительной системой. Внутри основания при измерениях перемещается якорь, общая длина которого равна сумме длин на крепление, перемещение, и фиксирование концентраторов и магнита. Также на якоре предусмотрена система защиты от механического воздействия магнитной системы на магнитодиод. Части конструкции соединяются винтами и гайкой М2 Гост 4351-67.
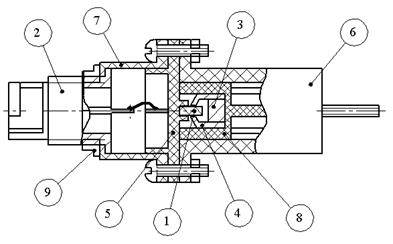
Рис 7.1 Конструкция датчика измерения линейного перемещения.
Процесс сборки измерительной системы:
Магнит и концентраторы крепятся на якорь и фиксируются клеем ВК-9 ОСТ 180215-84.
Якорь в сборке по направляющим вставляем в основание.
Выводы магнитодиода вставляем в отверстия на крышке, и фиксируем клеем ВК-9 ОСТ 180215-84.
Крышка и магнитодиод вставляются по направляющим в основание.
Соединения выводов магнитодиода и выводов разъема призводят с помощью медной проволоки М-0,5 ГОСТ 2112-79 длинной 40 мм, проводники присоединяются методом УЗ сварки.
На разъем одевается согласующая часть
Разъем фиксируется с согласующей частью гайкой разъема.
В собранном виде части конструкции соединяются винтами и гайкой М2 Гост 4351-67.
В данном курсовом проекте произвели разработку датчика измерения линейного перемещения на магнитодиоде, в ходе проектирования которого проведены следующие конструкторские расчеты:
расчет топологии кристалла магнитодиода, в результате которого габаритные размеры состаили 4400мкм800мкм0,4мкм;
расчет магнитной системы, на основе которого были выбраны размеры магнита 3мм3мм4мм, концентраторы толщиной 1 мм и шириной 3 мм, также на основании этого расчета произведен анализ выходного напряжения в зависимости от перемещения.
Выбранные материалы полностью удовлетворяют требованиям предъявляемых к датчику.
Результатом проделанной работы является разработанная система измерения линейного перемещения до 15 мм с габаритными размерами 651725. Окончательным результат проведенной работы представлен на сборочном чертеже датчика в приложении В.
1. Андреева В.М. Материалы микроэлектронной техники. Москва. "Радио и связь" 1989г.
2. Бейлина Р. А, Грозберг Ю.Г., Довгяло Д.А. Микроэлектронные датчики. Новополоцк ПГУ. 2001.
3. Готра З.Ю. Технология микроэлектронных устройств: Справочник Москва: "Радио и связь" 1991.
4. Болванович Э.И. Полупроводниковые пленки и миниатюрные измерительные преобразователи. - Мн: Наука и техника, 1981.
5. Маляков Е.П. Элементная база полупроводниковых интегральных схем с повышенной спец. стойкостью // Датчики и преобразователи информации систем измерения, контроля и управления (Датчик-97): Тез. докл.9-й науч. - технич. конф. с участием зарубежных специалистов, г. Гурзуф 18-25 мая 1997 г. / МГИЭМ. - М., 1997.
6. Мишин Д.Д. Магнитные материалы. /Москва/Высшая школа, 1981.
7. http://elanina. narod.ru/lanina/index. files/student/tehnology/index. htm
8. Березин А.С., Мочалкина О.Р. Технология и конструирование интегральных микросхем: Учебное пособие для вузов. - М.: Радио и связь, 1992
Приложение А
Сборочный чертеж датчика. Деталировка оригинальных элементов конструкции.
|






 ,
,