Зміст
1. Вступна частина
2. Конструктивна частина
2.1 Креслення
2.2 Інструменти
2.3 Матеріали
3. Технологічна частина
4. Охорона праці. Безпека праці
5. Висновок
6. Використана література
1. Вступна частина
Актуальна професія столяра в даний час набуває нових сфер впливу. В основному столяр - це працівник будівельних або ремонтно-будівельних організацій, що надає всілякі послуги з обробки дерева. Більш того, в його компетенцію також входить розробка ескізів і шаблонів для штукатурних робіт.
Потребність професії на сьогоднішній день досить висока, особливо при наданні послуг з виготовлення дверей, віконних конструкцій з подальшою розробкою і установкою всіх необхідних кріплень. Створення меблів - друга сфера застосування навиків столярного мистецтва, яка, частенько переходячи із статусу хобі в основне заняття, здатна приносити відчутний дохід майстрові.
Професія столяра може бути як масовою, якщо працівник працює на виробництві, так і унікальною, якщо майстер поєднує не лише створення продукту, але і його моделювання, виступаючи при цьому як декоратор. В будь-якому разі, дана професія вимагає відмінного фізичного здоров'я, наявності суглобово-м'язової чутливості, уважності і, безумовно, схильності до роботи по дереву. Разом з цим, столяр повинен володіти глибокими знаннями в області способів обробки різних порід дерева, а також уміти коректувати можливі дефекти деревини. Для продуктивної роботи також необхідно вивчати новітні технології роботи з деревом, а також стежити за новинками в області устаткування.
2. Конструктивна частина
Матеріали для спорудження барної стійки і доповнюючого її столика сервіровки підібрали так, щоб вони добре виглядали в інтер'єрі кухні і відповідали по стилю кухонним шафам. Меблеві щити з клеєної деревини гармонійно поєднуються з керамічною плиткою і іншими матеріалами в обробці кухні. Фасади ящиків оброблені морилкою з відтінком "під вишню".
Не дивлячись на велику товщину щитів з клеєної деревини конструкція барного столика вийшла легкою і витонченою. Багато в чому це враження досягається дворівневою конструкцією - ніжки з хромованого металу відділяють верхню частину від нижньої. З того ж матеріалу виконана і тонка металева "колона" над стійкою, що додає всій композиції схожість з баром. На ній закріплено декілька полиць для келихів і інших кухонних аксесуарів.
Реклама


Столик сервіровки зібраний з тих же меблевих щитів, що і стійка, і забезпечений колесами, завдяки яким може легко переміщатися по будь-якому підлоговому покриттю. Металеві ручки столика сервіровки і висувних ящиків барного столика вносять останні завершуючі штрихи до дизайну всієї композиції.

2.2 Інструменти
Під час виготовлення барного столика потрібно буде користуватися такими видами верстатів:
- токарний;
- рейсмусний;
- свердлильний;
- фрезерний;
- торцювальний;
- стрічкошліфувальний;
- та інші приладдя для користування на вказаних видах верстатів.
Токарний станок призначений для обробки фасонних, конічних, циліндрових поверхонь з м'яких і твердих порід деревини. Широке вживання токарні верстати по дереву отримали в умовах дрібносерійного і індивідуального виробництва.
Робота на токарному верстаті по дереву, в принципі, нескладна, але вимагає навику і уміння "відчувати" оброблювану деталь. Саме тоді вона стає справжнім мистецтвом, в якому знаходять своє вираження уява і творчість.
Токарний верстат по дереву має одну обмежену функцію: він лише обертає дерев'яну заготівку. Столяр же з простого шматка дерева поступово виточує закінчений предмет.
На відміну від інших машин для обробки дерева, що використовуються лише на тих або інших проміжних стадіях, токарний верстат годиться для всіх операцій - від чорнової обробки до полірування. Необхідний інструмент - це жолобчасті (циліндрові або у формі букви "V") і плоскі стамески, різці. Верстат обертає заготівку, а рука контролює рух різця. Залежно від того, який предмет треба виготовити, існує два способи кріплення заготівки. У першому випадку дерев'яна деталь затискається горизонтально між центрами передньої і задньої бабок. Другий спосіб передбачає установку заготівки виключно в передній бабці за допомогою патрона або планшайби.
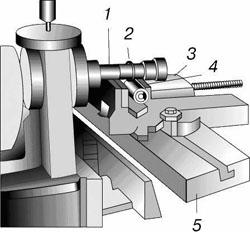
Будова токарного верстата.
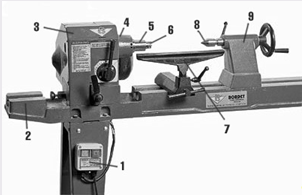
1. Вимикач "Пуск-стоп"
2. Станина
3. Передня бабка
4. Перемикач швидкості (з варіатором)
5. Шпиндель
6. Повідковий центр
7. Різцетримач
8. Центр задньої бабки
9. Задня бабка.
Додатковий інструмент
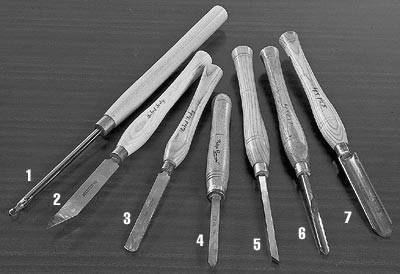
1. Жолобчаста стамеска
2. Різець-майсель (2 мм)
3. Напівкруглий різець
4. Відрізний різець
5. Скошена стамеска (косяк)
6. Напівкругла стамеска для обробки фасонної поверхні
Реклама

7. Жолобчаста стамеска для чорнової обробки (рейер)
Принцип дії
Весь механізм верстата укріплений на станині, зробленій з двох сталевих брусів або з профільних чавунних або алюмінієвих балок. З одного боку станини розташовується передня бабка, усередині якої розміщений електричний двигун (0,5-1,5 к. с.), що обертає шпиндель. Останній має конус Морзе, в нього може вставлятися повідковий центр (з двома, трьома або чотирма ножами і одним вістрям), патрон або планшайба. З другого боку верстата знаходиться задня бабка, центр якої підтискає заготівку, утримуючи її в горизонтальному положенні.
Різцетримач, що обертається на всі боки, розташований як можна ближче до заготівки, підтримує і направляє різець.
На верстатах з ручним регулюванням швидкість (частота) обертання може перемикатися (від 450 до 2000 об/хв) важелем коробки передач, в якій розташовані шківи з підшипниками. У складніших моделях верстатів коробки передач замінена електронним варіатором, що дозволяє плавно регулювати швидкість на ходу.
Обробляти заготовки в розмір по товщині і досягати паралельності протилежних сторін можна на рейсмусних верстатах.
Особливо широко поширений однобічний рейсмусний верстат, побудований на принципі базування і обробки заготовок. Оброблювана заготівка базується на поверхні столу; подача здійснюється лише верхніми подаючими валиками, причому в першій по ходу парі верхній валик для збільшення зчеплення з деревиною має рифлену поверхню. Для підвищення чистоти стругання у верстаті є дві спеціальні притискні колодки. Вони є нижніми кромками литого захисного кожуха, що закриває ножовий вал верстата зверху. Колодкою важкий кожух давить на поверхню заготівки безпосередньо біля місця виходу з неї лез ножів і тим самим запобігає відщепленню верхніх волокон. Колодка служить в основному для усунення вібрації заготівки при струганні.

За умови добре вивіреної на фугувальному верстаті базисної поверхні заготівки рейсмусний верстат обстругує другу сторону паралельно першію і на заданій відстані від неї, рівній відстані від поверхні столу до циліндрової поверхні обертання ножових лез.
Обробка на верстаті заготовок без вивіреної базисної поверхні або сильно покороблених не дає достатньої точності: під сильним натиском подаючих валиків покороблена заготівка буде випрямлена при проході під ножовим валом і знову повернеться в початковий стан після виходу з верстата. Таким чином, рейсмусний верстат може служити лише для обробки в розмір і створення паралельних поверхонь в заготовок, що мають точно оброблену базу.
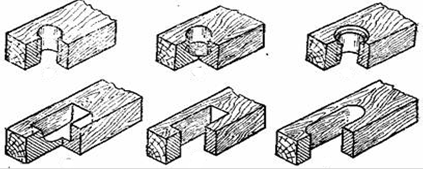
Круглі отвори та довгасті гнізда для різних шипів виготовляють на свердлильних верстатах.
Різальні інструменти для свердлильних верстатів. Різальним інструментом на свердлильних верстатах є свердла різних розмірів і форм. Розміри сверл вибирають залежно від потрібного діаметра отвору, а тип — від умов свердління і глибини отворів.
З усіх типів сверл найкраще застосовувати спіральні, якими можна свердлити отвори в різних напрямках, причому стружка легко видаляється з отвору. Вони досить міцні в експлуатації і при заточуванні зберігають форму і розміри різальної частини. Для висвердлювання довгастих гнізд застосовують кінцеві фрези з одним, двома або трьома різцями. Гнізда, вибрані кінцевими фрезами, мають заокруглені краї.
Будова верстата.
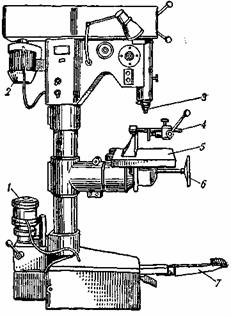
1 — електродвигун гідронасоса механізму подачі, 2 — електродвигун механізму різання. 3 — шпиндель, 4— затискувач, 5 — стіл, 6 — маховичок механізму переміщення стола, 7 — педаль.
Фрезерні верстати - універсальний інструмент з багатолезовим ріжучим інструментом - фрезою; головний рух - обертання фрези. Шпиндель, що несе фрезу, вертикальний, але його у багатьох випадках можна встановлювати під кутом до заготівки. Рух столу, здійснюваний вручну або за допомогою механічного приводу, точно контролюється по градуйованих лімбах на ходових гвинтах і по прецизійних шкалах з оптичним збільшенням.
Фрезерне облямовування (вал, що несе фрезу) горизонтальне. Стіл, на якому закріплюється оброблювана деталь з необхідним оснащенням, може бути або "простим", тобто з переміщенням по трьох осях, або універсальним, тобто що допускає і кутові повороти.
1 - облямовування; 2 - фреза; 3 - лещата; 4 - деталь; 5 - стіл.
Фрезерний верстат, нарізає канавки шпон на невеликому валу. Лівою рукою робітник подає стіл (разом з деталлю) в подовжньому напрямі, а правою - по вертикалі. То і інше, а також поперечна подача можуть здійснюватися автоматично.
Торцювальний верстат призначений для поперечного розпилювання пиломатеріалів. Застосовується в цехах деревообробних підприємств і цехах невеликої потужності глибокої переробки деревини.

Торцювальний верстат маятникового типу, приводиться в робочий стан натисненням на важіль. Після здійснення робочого ходу, повернення пильного інструменту здійснюється пружинним механізмом. Заготівка упирається в мірну лінійку, що є на столі. Стіл забезпечений чотирма роликами для легкості і зручності роботи із заготівкою.
Конструкція верстата торцювання забезпечує безпеку роботи завдяки наявності спеціально виготовленого кожуха, що не дає можливості пильному диску знаходитися у відкритому стані.
Шліфувальні верстати використовують для здобуття гладких і рівних поверхонь деталей з деревини і деревних матеріалів. На практиці розрізняють, як правило, три основні технологічні операції шліфування, які виконуються на відповідному устаткуванні:
- вирівнювання поверхонь. Дану операцію виконують на вузькострічкових або широкострічкових шліфувальних верстатах;
- обробку в розмір (калібрування);
- закруглення і зняття провисань або фасок. Виконують на дискових або комбінованих шліфувальних верстатах.
Ріжучим інструментів такого типу верстатів є шліфувальна стрічка, що складається з багаточисельних абразивних зерен закріплених за допомогою клейових речовин на тканинній або паперовій основі. Шліфувальна стрічка може мати рідке або щільне насипання абразивних зерен.
Для стрічкових шліфувальних верстатів беруть шкірку в рулоні і розрізають на стрічки необхідної довжини і сполучають її кінці встик, під кутом або внахлест, отримуючи таким чином нескінченну шліфувальну стрічку.
Для комбінованих шліфувальних верстатів застосовують листову шкірку, у вигляді круга - для шліфувальних дисків і прямокутну - для циліндрових бабін.
Вузькострічкові шліфувальні верстати
Залежно від призначення і типу подачі, вузькострічкові шліфувальні верстати бувають:
- з ручною або механізованою подачею;
- однострічкові з рухливим столом і короткою праскою;
- двохстрічкові з довгою праскою і конвеєрною подачею;
- з вільною шліфувальною стрічкою для плоского шліфування.
Найбільше практичне вживання, з цієї гамми верстатів, мають однострічкові шліфувальні верстати з рухливим столом і короткою праскою.

Станина верстату виконана у вигляді двох тумб, на яких розміщені супорти, що межуються по висоті маховичком. Переміщення столу здійснюється найчастіше вручну, рідше - за допомогою механічного приводу. Над робочим столом розташована шліфувальна стрічка, яка надіта на приводний шків. Натягнення шліфувальної стрічки здійснюють, за допомогою пневмоциліндра, переміщенням шківа, а правильне її набігання регулюють рукояткою гвинтового пристрою.
Шліфування виробляють шляхом поперечного переміщення столу і подовжнього (уздовж шліфувальної стрічки) переміщення праски, що притискує стрічку до оброблюваного матеріалу. Відходи, що утворюються при шліфуванні, уловлюються пилеприйомніком, приєднаним до системи видалення відходів обробки.
Широкострічкові верстати призначені для плоского шліфування щитових деталей і калібрування заготовок по товщині, бувають з верхнім і нижнім розташуванням шліфувальних агрегатів, одноагрегатні і двохагрегатні.

Принцип дії: два обклеєних гумовою стрічкою приводних барабани (розташованих в безпосередній близькості до оброблюваної заготівки) обертаються від одного електродвигуна. На верхній натяжний і два нижніх, приводних барабани надівається широка шліфувальна стрічка. Верхній барабан забезпечений механізмом підйому і автоматичним пристроєм, що забезпечує гойдання осі барабана. Унаслідок гойдання верхнього барабана, шліфувальна стрічка має осцилюючий рух уздовж барабанів.
Шліфувальна стрічка притискається до оброблюваного матеріалу праскою, яка розташована між двома нижніми барабанами і закріплена на контактній балці шліфувального верстата. Конвеєрний механізм подачі розміщений на столі, який можна переміщати по висоті. Привід конвеєра здійснюється через варіатор і ремінну передачу від електродвигуна.
Від шліфувального пилу оброблена поверхні виробу очищається щіткою, що обертається. Заготовки займають у верстаті необхідне положення за допомогою притисків і роликів, встановлених спереду і позаду шліфувальної стрічки верстата.
У багатоагрегатних верстатах використовують інший набір шліфувальних агрегатів: перший агрегат з широкою шліфувальною стрічкою і контактною балкою, а другий - з вузькою стрічкою, рухомої упоперек подачі деталі.
Перед початком роботи на верстаті проводять його наладку, яка включає: регулювання шліфувальних агрегатів, подаючого конвеєра, загальне налаштування і випробування верстата в роботі.
Нову шліфувальну стрічку встановлюють на барабани так, щоб шов, що утворюється при склеюванні, сходив з шліфованої деталі, а швидкість подачі конвеєра вибирають по номограмі, залежно від тиску праски, зернистості шліфувальної шкірки і товщини шару матеріалу, що знімається.
Термофен призначений для швидкого здобуття струменя теплого або гарячого повітря для остаточного склеювання кромок.
Принцип дії в фену такий же як і в побутового. Усередині розташований вентилятор, який гонить в одному напрямі нагрітого повітря від розжареної спіралі і, тим самим створює направлений гарячий повітряний потік. Температура повітря в термофені досягає 600 градусів. Потужність може варіюватися в межах від 1000 до 2500 Вт. Природно, професійний інструмент володіє більшою потужністю в порівнянні з любительським.

2.3 Матеріали
Аби правильно вибрати деревину, необхідно знати властивості деревних порід.
Хвойні породи використовують як основу при облицюванні деталей шпоною з твердих коштовних порід; тверді листяні породи (дуб, бук, березу звичайну і карельську, волоський горіх, граб, клен звичайне і "пташине око", ясен і ін.) застосовують в натуральному, цілісному вигляді. У мозаїчних роботах використовують шпону листяних і хвойних порід. Для різьблення по дереву при тому, що подальшому труїть і фарбуванні деревини в темний колір вибирають лише деякі листяні породи - липу, осику, вербу, горобину, березу. Якщо хочуть залишити натуральний колір деталей різьбленого виробу, то для його виготовлення беруть грушу, клен, волоський горіх, каштан, дуб і ін.
Хвойні породи в основному мають м'яку деревину, тому для лицьових деталей у виробах використовуються рідко. Це пов'язано з тим, що м'яка деревина чутлива до механічних пошкоджень і ударів. Практика показує, що при дотриманні вимог до технологічного процесу хвойні породи можна з успіхом використовувати для виготовлення меблів.
Вироби невеликих розмірів виготовляють в основному з хвойної деревини без сучків, з красивими, яскраво вираженими річними шарами (кипарис, ялівець, модрина, червона сосна і ін.). Ялина з великою кількістю сучків, а також біла сосна і ялиця - породи, що вимагають додаткової декоративної обробки тонуванням або орнаментальним різьбленням. Деревина хвойних порід легко забарвлюється, але при інтенсивному забарвленні колірний тон глушить її декоративні властивості.
При висиханні деревина стискується в об'ємі і піддається природному викривленню.
У столярній справі потрібно правильно визначати час сушки дерева, оскільки і недосушений і пересушений матеріал однаковою мірою непридатний для роботи. В умовах експлуатації з нормальною вологістю середовища пересушена деревина неминуче вбере вологу з повітря і покоробиться. На нормальний стан деревини згубно впливає і змінна зміна температури: матеріал при цьому тріскається.
На стан деревини, її сушку і розбухання впливає ряд причин: час заготівки, тривалість, умови витримки і тому подібне В дерева, заготовленого взимку, деревина (в порівнянні з літньою заготівкою) менш волога, оскільки в цей період воно уповільнює своє зростання. Необхідно пам'ятати, що недосушування і пересушування найсильніше позначаються на твердих і щільних породах і слабкіше - на м'яких і рихлих. Для виробу необхідно підбирати деревину однорідних по структурі порід, аби міра усихання заготовок була однаковою.
В розпилювального матеріалу при висиханні спостерігаються прогини і опуклості, тобто відбувається його викривлення. В центрової дошки викривлення буде ледве помітним, оскільки тверда ядерна деревина усихає значно менше заболоні.
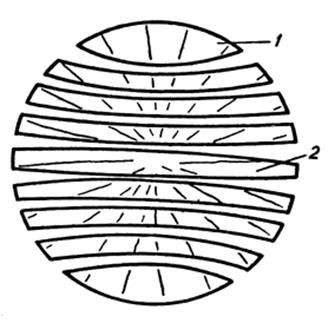
Всихання деталей розпиленого ствола дерева:
1- заболонна частина; 2 – ядрова частина
Придатність столярного матеріалу якоюсь мірою можна визначити по зовнішніх ознаках ствола зваленого дерева. При відборі деревини звертають увагу на променеві тріщини в торці: відсутність їх або наявність дрібних тріщин свідчить про доброякісність матеріалу; глибокі тріщини є ознакою його низької якості. При глибоких променевих тріщинах в стволі можуть бути порожнини, які, наприклад в сосни, заповнюються смоляною речовиною - живицею (цей порок сосни називають засмолком). Якщо тріщини йдуть по річних шарах деревини, тобто дугами, то таке дерево непридатне для столярних робіт.
При виборі деревини м'яких хвойних порід звертають увагу на щільність річних шарів. Чим вони густіше і переходи їх плавніше, тим деревина щільніше і однороднее, а значить, якісний. Широкослойність деревини вказує на її рихлість і незначну міцність; вироби з такої деревини не повинні піддаватися різким і змінним навантаженням. Паралельність річних шарів свідчить про відносну прямолінійність деревини в подовжньому розрізі, а отже, про доброякісність матеріалу.
В окремо зростаючих дерев після валяння і розпилювання можна спостерігати непаралельність деревних волокон, тобто косослойність. Разом з косослойністю в таких дерев ядерна частина зміщена до заболоні. Деревина з цими пороками більше тріскається і сильніше коробиться.
При відборі деревини слід звертати увагу на вік дерева. Молода деревина м'яка і рихла, а стара більшою мірою схильна до гниття, тому краще всього вибирати деревину середнього, зрілого періоду зростання. Так, для столярних робіт кращою вважається деревина сосни у віці 80-90 років, дуба – 80-150, берези і ясена – 60-70, їли - 120, вільхи - 60 років і так далі. Вік зваленого дерева визначають по його поперечному розрізу, на якому добре видно річні шари.
У столярній справі одні деревні породи вважаються більш, інші - менш гнучкими (пружними). В той же час деревина осінньої заготівки гнучкіша, ніж зимовою. Встановлено, що найбільшою мірою гнучкість дерева виявляється в його середньому віці.
Гнучка порода легко гнеться, але важко ламається. Слід знати, що по гнучкості сосна поступається липі, а вільха - березі. Липа, береза, ільм, осика є найбільш гнучкими; потім слідують дуб, бук, ялина, ясен, клен; найменш гнучкими вважаються модрина, вільха, граб, ялиця, сосна. Гнучкість дерева багато в чому залежить від місця його зростання, наявність в грунті різних живильних элементів, в якому зростає дерево (у гущавині лісу або на відкритому місці), наявність сучків і так далі
У столярній справі при гнутті деревини дуже важливим є таке її властивість, як в'язкість. При високій в'язкості дерево гнеться по всіх напрямах не ламаючись, але і не приймаючи колишньої прямолінійності. Такою якістю володіють клен, в'язнув, ялівець, ліщина, береза, ясен, модрина, бук, молодий дуб і т. д.; крихкими породами вважаються вільха, осика, ялина і ін.
Великою мірою на в'язкість і крихкість деревини робить вплив грунт, на якому зростає дерево. Так, якщо сосна і бук зростали на вологому грунті, то їх деревина матиме високу в'язкість, а якщо на сухій - те середню. Дуб має високу крихкість, якщо виростає у вологій або дуже сухій середовищу. У виробничих умовах для здобуття однорідної в'язкості певні породи перед обробкою заздалегідь пропарюють, насичуючи деревину вологою, а потім піддають гнуттю.
Деревина має властивість розколюватися по напряму волокон і чим прямолінійніша її структура, тим легше вона розколюється. Щільні і гнучкі породи розколюються легше м'яких. Сучковатість, завилькуватість, напливність і перепутанність деревних волокон знижують міру розколювання. Легше розколюються дуб, бук, ясен, вільха, ялина і ін., важче - груша, тополя, граб і так далі Для різьблення підбирають породи з нижчою мірою розколювання.
Довге зберігання деревини знижує її міцність, тому столяр повинен дотримувати умови зберігання матеріалу, а готові вироби захищати від атмосферних впливів, покриваючи їх лаками, мастиками і так далі
Відбираючи матеріал для столярних робіт, столяри звертають увагу на колір в розрізі або відщепи деревини. Якщо її колір нерівномірний або дуже яскравий, то це свідчить про грибкове захворювання, що почалося. Таке дерево непридатне для столярної роботи.
Сучки в деталях конструкцій небажані, оскільки знижують міцність деревини. При висушуванні деревини вони зазвичай випадають. В хвойних порід порожнина випавшого сучка заповнюється смолистою речовиною і тоді спостерігається "тютюновий" сучок. Матеріал з наявністю великої кількості сучків використовують для невідповідальних конструкцій.
Склеювання. Клеї
Склеюванню піддаються елементи меблів, облицювальні листи фанери, шпони (про приклеювання шпони буде сказано особливо), накладних прикрас і так далі. В цьому процесі велике значення має підготовка поверхонь до початку їх склеювання.
При вживанні білкових клеїв (столярного, казеїнового) час від нанесення клею до запрессовки (пригруза) повинен складати без підігрівання не більше 10 хвилин. Найбільш оптимальний тиск при запресовці - 3-5 кг/см2. Тривалість запрессовки для елементів колючкуватої в'язки і щитів близько 2 годин, при фанеруванні - до 4 годин. Витримка деталей і елементів після зняття струбцин - до 1 доби. Наноситься клей зазвичай шаром 0,06-0,12 мм.
Фарбування підрозділяється на поверхневе (пряме), протравне і таке, що проявляється.
Деякі розчини для поверхневого фарбування:
а) "під горіх" - горіхова морилка - 20 г на 1 літр води, Бейц - 50 г
б) у чорний колір (тополя, бук, граб) - водорозчинний нігрозин - 50 г
в) береза, у вишневий колір - кислотний хром жовтий "Н" - 2 г, хром коричневий "К" - 10 г, кислотний хром чорний - 3 г, спирт нашатирний - 10 г на 1 літр розчину
г) береза, в червонувато-коричневий колір - горіхова морилка - 20 г на 1 літр води, фарбник "Рубін" - 2 грами
д) "під морений дуб" - кассельска бура фарба - 50 г, поташ - 2 г, вода, що дистилює, - 100 р.
е) вишнево-червоний колір - анілінова вишнева фарба - 3 г, вода з температурою до 80°С - 150 г
ж) "під горіх" (для берези і клена) - англійська сіль - 30-міліграм, марганцевокислий калій - 30 г на 1 літр води
з) "під морений дуб" - поташ 16 г, коричнева суха анілінова фарба - 20 г, вода - 500 р. Ця суміш повинна прокип'ятитися протягом 25-30 хвилин, потім додати чайну ложку оцту.
Столярна плита - ще один матеріал, що повністю складається з натуральної деревини. По структурі нагадує "сэндвич", в якому між двома шарами фанери затиснута соснова серцевина. Столярну плиту використовують для виготовлення меблевих фасадів і каркасів, "прикрашаючи" і захищаючи зовні обробним матеріалом.
Шпон - тонкий зріз деревини, який наклеюють на основу (наприклад, плиту ДСП) і покривають декількома шарами меблевого лаку. Створюється враження, що меблі повністю зроблені з масиву дерева, але при цьому вона коштує набагато дешевше. Правда, аби добитися цього ефекту, шпон має бути ретельно підібраний за кольором і фактурі. Мабуть, в цьому і полягає головна вимога до нього.
Деревні плити
Тут безумовний лідер - ДСП (деревно-стружкова плита). Проте останнім часом її "доганяє" MDF (MiddleDensityFiberboard, що в перекладі з англійського означає "средньоплотне волокнисте покриття"). ДСП і MDF роблять приблизно за однією технологією, але ДСП - із стружок і дрібної тріски, а MDF - з тирси, подрібненої до порошкоподібного стану.
Ще один поширений матеріал кромки - профілі з ПВХ. Аби їх пустити в справу, не потрібно жодного спеціального устаткування. Вони досить жорсткі, такий профіль можна просто "одягнути" на торець ("П"-форма) або зафіксувати в пазах заготовки ("Т"-форма). Але з іншого боку, профілі з ПВХ все-таки гнуться, тому їх широко застосовують для обробки закруглених кутів. ПВХ-профиль надає готовим меблям закінченому вигляду. Профіль з ПВХ - досить поширений матеріал кромки
Технологічна частина
Етапи виконання.
1. На спеціальному верстаті меблеві щити розрізають на елементи потрібного розміру. Точність розрізу контролює лазерна техніка. Потім на робочому столі в майстерні за допомогою шліфувальної машини вирівнюють краї елементів. Після вирівнювання країв плоскою фрезою в елементах виконують пази для кріплення деталей меблів один до одного.

2.Вертикальні і горизонтальні елементи сполучають один з одним. Для цього пази заповнюють клеєм, і в них вставляють тонкі кріпильні пластини з дерева. Після висихання проклеєну поверхню меблевих деталей ретельно шліфують до абсолютної гладкості. Аби після збірки деталі столика сервіровки.

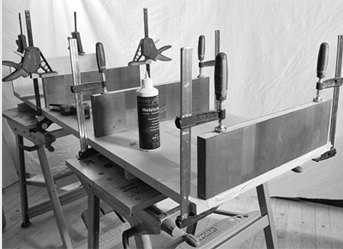
3.Знаходилися в строго вертикальному або строго горизонтальному положенні, на якийсь час їх фіксують металевими затисками. Так само за допомогою затисків фіксують деталі нижньої частини барного столика. Після остаточного висихання клею затиски знімають.

4. Потім фасади висувних ящиків за допомогою широкої кисті покривають морилкою з відтінком "під вишню". При збірці верхньої частини барної стійкі вертикальні елементи, що забезпечують жорсткість, фіксуються металевими затисками.
5. Стики між горизонтальним щитом і вертикальними елементами жорсткості додатково укріплюють металевими профілями. Для їх кріплення електродрилем намічають отвори. Гвинти вставляють в отвори і прикручують за допомогою шуруповерта.
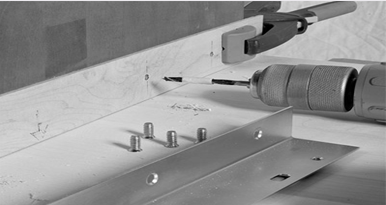
6. Деталі висувних ящиків для барной стійки також вирізують з меблевих щитів. Місця майбутнього кріплення металевої фурнітури розмічають олівцем, заздалегідь визначивши положення кожного шурупа.

7. В точках розмітки свердлять отвори, після чого до деталей ящиків пригвинчують металеву фурнітуру. Ящики висуватимуться і засуватимуться, ковзаючи по тих, що направляють, тому в кріпильну конструкцію входять обмежувачі руху.
8. Всі деталі ящиків грунтують, а потім покривають лаком в два шаруючи. Після висихання лаку їх повторно шліфують. Після чого з тильного боку фасадів ящиків розмічають крапки для кріплення ручок і свердлять отвори.

До фасадів ящиків кріплять металеву фурнітуру, що забезпечує рух по тих, що рейковим направляють. Зібравши всі ящики, перевіряють, наскільки легко вони ковзають по тих, що направляють, при цьому здійснюється точна підгонка.

10. Верхню частину барної стійки відділятимуть від нижньої металеві "ніжки". Елементи для них підганяють під потрібний розмір. Верхню частину барної стійки закріплюють над нижньою. Після чого ще раз перевіряють легкість ковзання вбудованих ящиків. Найостанніша операція - кріплення коліс до столика сервіровки.

Процес пиляння :
Перед роботою лучковою пилою перевіряють поверхню полотна і його натяг. Полотно повинно бути прямолінійним, без перекосів. По відношенню до станка (лучка) його встановлюють під кутом 30° і добре натягують.
Дошку, яку потрібно розпилювати вздовж, закріплюють на верстаку так, щоби частина, яку потрібно відпиляти, виступала ззовні (див. рис. 5,а). Далі за допомогою лінійки чи рейсмуса проводять розмітку, після чого лівою рукою беруть пилу за кінець стійки біля тятиви, а правою за другий кінець стійки біля полотна проводять пиляння, причому при холостому ході (вверх) пилу відводять від дна розпилу. Пиляти потрібно спокійно, рівно, без різких рухів і сильних нажимів. В процесі пиляння пилу необхідно тримати вертикально, тому що при її відхиленні пропил утвориться нерівний.
При поперечному розпилюванні (див. рис. 5,б) дошку кладуть на верстак так, щоби відпилювальна частина звисала з нього. Притримуючи заготівку лівою рукою, правою беруть за стійку лучкову пилу і рівномірно без натиску (пиляння здійснюється за рахунок ваги лучка) розпилюють дошку. Перед закінченням розпилювання рух пили потрібно сповільнити для запобігання відламування відрізків. Рух пили при пилянні повинен бути рівномірним (ритмічним) – від 60 до 80 разів за хвилину. Запил (початок пиляння) правильно проводять за допомогою великого пальця лівої руки, з плавним рухом на себе з невеликим натиском
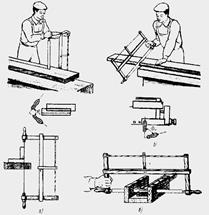
Рис. 5. Розпилювання дошок: а - повздовжнє, б - поперечне, в - поперечне і під кутом лучковою пилою в розпилювальному ящику
Для ручного свердління застосовують такі пристосування: бурав, коловорот, свердлилка, шестеренчастий дриль, тріскачка.
Бурав (буравчик) (див. рис. 6, а, б) має Т-подібну ручку або хвостик з отвором для ручки, а з другого боку різальну гвинтову частину. Застосовують його для свердління неглибоких отворів діаметром від 2 до 38 мм. Коловорот (в) складається зі стального колінчастого валика 3, посередині якого вільно насаджена ручка 4; внизу патрон 7 для кріплення свердла і тріскача 6; на верхньому кінці натискна головка 1.
Свердлилка (г) складається зі стального стержня з різьбою 11, патрона для свердла 12, вільно обертаючої головки 9 і металевої ручки-гайки 10. Застосовують його для свердління неглибоких отворів діаметром до 5 мм.
Шестеренчастий дриль (д) складається зі стержня (вала, шпинделя) з патроном 15 для свердла 16 і конічної зубчатої передачі 14. Обертанням ручки можна надати стержню через зубчату передачу однобічний обертальний рух. Натискають на дриль під час роботи безпосередньо верхньою ручкою. Тріскачка застосовується в тих випадках, коли коловоротом неможливо робити повного оберту, або коли коловорот не підходить по висоті. На робочий вал тріскачки зверху нерухомо насаджений храповик з нахиленими зубцями, який обертається за допомогою бокової ручки. Внизу робочого вала розміщається патрон, в який вставляють свердло. Щоб не застосовувати тріскачку окремо, використовують коловорот із тріскачкою (е). Прийоми роботи коловоротом показані на рис. 1. Якщо просвердлюють наскрізні отвори, то на місці виходу свердла під деталь підкладають брусок, щоб запобігти виколюванню. Центр свердла ставлять точно в центр позначеного отвору.
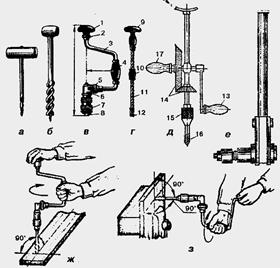
Рис. 6. Пристосування для ручного свердління і прийоми роботи ними: 4,17 - ручки, 2 - натискна головка, 3 - стержань колінчастий, 5 - кільце перемикач, 6 - механізм зчеплення, 7,12,15 - патрон, 8 - кулачки патрона, 9 - головка-грибок, 10 - ручка нарізна, 11 - спіральний стержень, 13 - ручка приводу, 14 - зубчата передача, 16 - свердло.
4. Охорона праці. Безпека праці
Загальні правила організації робочого місця:
• на робочому місці повинні бути матеріали, інструменти і приспосіблення тільки ті, які необхідні для даної роботи;
• площа робочого місця не повинна викликати додаткових рухів, перепон в роботі;
• інструменти на робочому місці потрібно розміщувати в найбільш зручному, завжди однаковому порядку, щоби не тратити час на їх пошук;
• кожне приспособлення повинно знаходитися на постійному місці – поблизу працюючого;
• всі інструменти і приспосіблення повинні бути справними;
• основні матеріали повинні розміщуватися так, щоби можна було їх брати для подальшої обробки не тільки без переходів, а й без лишніх рухів;
• робоче місце повинно мати нормальне освітлення, опалення та вентиляцію.
Правила безпечної роботи діляться на загальні для всіх працівників і спеціальні, складені для кожної групи спеціальностей.
При організації робочого місця слід звертати увагу на правильному розміщенні інструментів та пристроїв на робочому місці (інструменти повинні знаходитися в робочій зоні, розміщення їх повинне бути зручне у використанні).
Найбільш небезпечним моментом в роботі ручними пилами є запил. При роботі викружною пилою можливий розрив її полотна. При пилянні не можна тримати пальці лівої руки поблизу пропилу. Особливу увагу звернути на спецодяг (не повинно бути звисаючих частин).
При ручному струганні деревини слід дотримуватись таких правил безпеки праці:
1. Оброблювальний інструмент слід міцно закріплювати у верстак або інший пристрій.
2. Не слід класти інструмент лезом догори, до себе.
3. Всі інструменти мають бути добре загострені.
4. Заточувати інструмент на точилі можна лише в захисних окулярах. Заточувальний інструмент надійно закріплювати.
5. Наждачний круг і різальні інструменти мають бути закритими захисними кожухами.
6. Інструмент необхідно зберігати в спеціально відведених місцях.
7. Не можна залишати інструмент на краю верстака, настилу.
8. При вибиванні ножа рубанка необхідно підтримувати його великим пальцем.
9. Прибирати стружку з боку підошви рубанка забороняється.
10. Під час стругання не допускається, щоб перед оброблюваною деталлю знаходився інструмент чи побічний матеріал.
При ручному свердлінні слід дотримуватись таких правил безпеки праці :
1. Оброблювальні заготівки слід міцно закріплювати у верстак або інший пристрій.
2. Передавати інструмент з рук в руки лише ручкою вперед.
3. Всі інструменти мають бути добре нагострені.
4. Заточувати інструмент на точилі можна лише в захисних окулярах. Заточувальний інструмент надійно закріплювати.
5. Наждачний круг і різальні інструменти мають бути закритими захисними кожухами.
6. Інструмент необхідно зберігати в спеціально відведених місцях.
7. Не можна залишати інструмент на краю верстака, настилу.
8. Наприкінці свердління обертання свердла слід сповільнити, щоб не пошкодити нижній край отвору.
9. Висвердлюючи горизонтальні отвори, ручку-головку впирають у кортус, притискаючи її рукою, а не грудьми.
10. Свердлильний інструмент слід тримати так, щоб свердло не було направлено в бік робітника.
Вимоги безпеки перед початком роботи
Провірити гостроту заточки, рівномірність розведення зубів пили, упевнитись в відсутності тріщин, зламаних зубів, згину полотна пили. Дискові пили не допускається експлуатувати при відсутності хоча б одного зуба.
Провірити правильність установки і кріплення пильного диска. Короткочасним включенням провірити напрям обертання пили. Пильний диск повинен обертатись назустріч подаваному матеріалу.
В станку з нижнім розміщення пильного валу вершини зубів пили повинні виступати над площиною стола на відстань, рівну висоті пропилу плюс не менше 10 мм, а в станках з верхнім розміщенням пильного вала повинен бути не нижче площини стола на 3...5 мм.
Провірити наявність і справність огородження пильних дисків і приводу стола. Пильні диски не повинні дотикатись огородження.
Упори повинні бути гострими, не прокручуватись в напрямі, зворотному подачі матеріалів. Зазор між нижніми кромками упорів і поверхнею подаючого пристрою станка повинен бити не більше 2 мм; зазор між пластинками упорів—не більше 1 мм.
Провірити стан дерев’яного вкладиша в столі станка. Ширина щілини пили в дерев’яному вкладиші, виготовленого з деревини твердолистяних порід, не повинен перевищувати 10 мм. Вкладиш повинен щільно входити в отвір станка, а робоча поверхня його—лежати в одній площині з робочою поверхнею стола. Пильний диск не повинен дотикатись кромок вкладиша.
Провірити наявність і правильну установку розклинюючого ножа. Розклинюючий ніж установлюють за диском пили на відстані між ножем і пилою не більше 10 мм по всій його довжині.
Висота ножа повинна бути не менше висоти робочої частини пили.
На багатопильних станках розклинюючі ножі установлюють позаду крайніх пил, а напрямні ножі—позаду пил, розміщених між крайніми пилами.
Провірити щоб пили, установлені на одному валу, мали однаковий діаметр, товщину, профіль зуба, розвід, плющення, пайку. Допускається установлювати пили діаметром, відрізняючимся не біль чим на 5 мм.
Провірити короткочасним включенням дію блокіровочних пристроїв: огородження ріжучого інструменту і приводу станка; аспіраціонної системи; механізму для підйому завіси з упорів; механізму подачі. Провірити дію тормозних пристроїв.
Впевнитись в справності дії місцевих відсосів.
Вимоги безпеки під час роботи
Перед включенням станка попередити лиць, працюючих одночасно.
Подачу пиломатеріалів виконувати рівномірно, без товчків. Зменшити зусилля подачі при наявності в дошці тріщин, гнилі і сучків. Допилювання заготовок при ручній подачі проводити за допомогою штовхача.
Слідкувати, щоб в станок не поступали дошки з цвяхами і іншими інородними включеннями.
На станках з механічною подачею оброблювати деталі тільки по товщині заданого розміру, на висоту якого встановлено притискні ролики.
Слідкувати, щоб довжини оброблювального матеріалу була більшою відстані між осями передніх і задніх посилочних роликів, дисків не менше ніж на 100 мм.
На станках з ручною подачею оброблювати пиломатеріали коротше 400 мм і вужче 30 мм тільки з допомогою спеціальних шаблонів.
Вилучати обрізки, застрявші в щілині, тільки при повній зупинці пили за допомогою спеціального крючка.
Не тормозити пили, нажимаючи яким-небудь предметом на поверхню диска чи зубів.
Не знаходитись в площині працюючої пили в зоні можливого викиду оброблювального матеріалу.
Не заглядати під огородження пильного валу до повної зупинки його в випадку попадання обрізків в щілину.
Не розпилювати одночасно декілька заготовок без спеціального пристрою, забезпечуючого прижим їх до напрямної лінійки.
Не оброблювати в станку обледенілі дошки.
Обзор, очистку, обтирку, провірку точності обробки деталі, закріплення огорожі, ручну прибирання обрізків і опилків з стола станка виконувати тільки при повній зупинці пильного вала.
При появі стуку, вібрації, зміни характеру шуму, перегріві ріжучого інструменту потрібно виключити станок і повідомити майстру.
5. Висновок
Отже, виконання даної роботи дає змогу закріпити знання отриманні під час вивчення предметів пов'язаних із здобуттям професії столяра. Всебічне і глибоке вивчення матеріалу є необхідною умовою вирішення і ряду інших науково-практичних завдань, спрямованих на ефективну зайнятість у майбутньому, надійність праці як спеціаліста. Основна мета вивчення даного роду діяльності - окреслити сукупність професійно важливих якостей.
Теоретичне значення стало вказівкою на закріплення пройденого матеріалу під час навчання.
У свою чергу, практичне значення роботи дає змогу осягнути самостійність виконання виробу від моделювання до створення власне виробу. Такий аспект маніпулює шлях спеціалізації як початок здобуття професії "Столяр".
6. Список використаної літератури
1. Амалицкий В.В. Деревообрабатывающие станки и инструменты, 2008
2. Крейндлин Л.Н. Плотничные работы.-М.:Высшая школа, 1996
3. Діагностика властивостей деревини в технологічних процесах деревообробки : монографія / І.М. Озарків, Є.В. Басалига, Я.Ф. Кулешник та ін. ; Укр. держ. лісотехн. ун-т. - Л. : Панорама, 2003
4. Крейндлин Л.Н. Столярные работы.-М.:Высшая школа, 1996
5. Григорьев М.А. Материаловедение для столяров и плотников.-М.: Высшая школа, 1991
6. Розміщення продуктивних сил України: Піручник /Е.П. Качан, М.О. Ковтонюк і інші/ - К.: Вища школа, 1998
7. Рига В.В., Гушулей И.М. Справочник по обработке древесины: Пособие для учащихся учеб.-произв. комб. и цехов.-К.:Радянська школа, 1994.
8. Коротков В.И. Деревообрабатывающие станки, 2007
9. Клюев Г.И. Мастер столярного и мебельного производства, 2008
10. Клюев Г.И. Справочник мастера столярного и мебельного производства, 2007
11. Степанов Б.А. Справочник плотника и столяра, 2004
12. Клюев Г.И. Столяр (повышенный уровень), 2007
13. Столярно-плотничные и паркетные работы. Иллюстрированное учебное пособие, 2004
14. Клюев Г.И. Столярно-плотничные, стекольные и паркетные работы повышенной сложности, 2007
15. Степанов Б.А. Материаловедение (деревообработка), 2007
16. Соколова Е.Н. Материаловедение (металлообработка): Рабочая тетрадь, 2008
17. Степанов Б.А. Материаловедение для профессий, связанных с обработкой дерева, 2009
18. Рыкунин Н. Технология деревообработки, 2008
19. Клюев Г.И. Технология столярно-плотничных и паркетных работ: Рабочая тетрадь, 2007
20. Технологія деревинної маси [Текст] : навч. посіб. / Р.О.Козак, П.А.Козакєвич. За ред. Бехти П.А. ; Укр.держ. лісотехн. ун-т. - К. : Основа, 2004
21. Сучасні теоретичні розробки в деревообробному і меблевому виробництвах [Текст] : зб. наук.-техн. праць. - Л. : [б. и.], 2002
22. Дереворежущий инструмент [Текст] : каталог / Інтекс. - Каменец-Подольский : [б. и.], 2003
23. Методологія наукових досліджень технологічних процесів [Текст] : підручник для студентів вищ. навч. закладів / П.В. Білий, М.Г. Адамовський, Я. М. Ханик та ін. - Л. : Панорама, 2003
24. Калібрування-шліфування деревностружкових плит жорсткими абразивними інструментами [Текст] : моногр. / О.А. Кійко ; Укр. держ. лісотехн. ун-т. - Л. : Панорама, 2005
25. Каталог фрез [Текст] : каталог / ИБЕРИУС-Киев ТМ. - К. : [б. и.], 2005
|
