Федеральное агентство по образованию ГОУ ВПО «Сибирский государственный индустриальный университет»
Кафедра автоматизированного электропривода и промышленнойэлектроники
КУРСОВОЙ ПРОЕКТ НА ТЕМУ
РАЗРАБОТКА АВТОМАТИЗИРОВАННОГО ЭЛЕКТРОПРИВОДА БАРАБАНА ЗАКАЛОЧНОЙ МАШИНЫ
Новокузнецк, 2010г.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
РАЗДЕЛ 1. НАЗНАЧЕНИЕ МЕХАНИЗМА В ОБЩЕЙ ТЕХНОЛОГИИ
1.1Краткое описание технологического процесса (ТП)
1.2Кинематическая схема и ее описание
1.3Место проектируемого электропривода в технологическом комплексе
1.4Требования, предъявляемые ТП к ЭП
1.5Литературный обзор систем ЭП механизма по теме проекта
1.6Разработка функциональной схемы САУ ЭП
Раздел 2. ВЫБОР СИЛОВОГО ЭЛЕКТРООБОРУДОВАНИЯ
2.1 Исходные данные к расчету нагрузок и режимов работы
2.2 Расчет статических и динамических нагрузок
2.3 Проверка двигателя
Раздел 3. РАСЧЕТ ПАРАМЕТРОВ РЕГУЛЯТОРОВ САУ
3.1Расчет параметров регуляторов САУ ЭП
3.2Разработка принципиальной схема САУ ЭП и составляющих ее основных блоков
3.3Разработка технологических и защитных блокировок
Раздел 4. КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ САУ ЭП
4 Математическая модель САУ ЭП
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗУЕМЫХ ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ
ПРИЛОЖЕНИЕ
ВВЕДЕНИЕ
За последнее время на ОАО "НКМК" наметился рост темпов производства. Немалую часть проката составляет рельс типа Р-65, подлежащий далее процессу закалки в масле, чем и обеспечивается повышенная прочность и износоустойчивость данного типа продукции, Повышение объемов выпуска, продукции, связанное с увеличением заказа, требует стабильной и безаварийной работы всего закалочного комплекса, а значит и барабана закалочной машины. Тем более что, от безаварийной и безошибочной работы электропривода барабана зависит производительность всего термоотделения РБЦ.
Необходимо отметить, что неточная работа данного электропривода, в лучшем случае, приводит к так называемым "сколам пера", и в худшем, к загибу рельса в барабане. Наличие "скола пера" наносит экономический ущерб предприятию, так как рельс с таким дефектом подлежит в дальнейшем отбраковке. Загиб рельса в барабане вызван тем, что рельс не успел вовремя окунуться в масло или окунулся не полностью, из-за чего в процессе остывания, изгибаясь, застревает в каретке. Для извлечения рельса из барабана необходимо: сливать масло, вскрывать барабан и разрезая по частям вытаскивать рельс. В это время, нагреваемые в печи рельсы теряют "температурный режим", что приводит к снижению их качества, а значит и к выпуску второсортной продукции, имеющую намного меньшую стоимость на рынке.
Реклама

За последнее время работа электропривода барабана не отмечалась, как стабильностью, так и безаварийностью. В связи с этим возникла необходимость в модернизации, а также в более детальном изучении особенностей работы электропривода.
РАЗДЕЛ 1. НАЗНАЧЕНИЕ МЕХАНИЗМА В ОБЩЕЙ ТЕХНОЛОГИИ
1.1 Краткое описание технологического процесса (ТП)
После нагрева в закалочной печи до необходимой температуры (850-880°С) пакет рельсов в положении «на боку» поступает к окну выдачи из печи. Оператор поста управления №2 (ПУ-2) перемещает шлеппер выдачи в печь, поднимает дорожки шлеппера, захватывает один рельс и включает привод перемещения шлеппера на ход из печи. Рельс транспортируется на кантователь. При подходе к кантователю скорость шлеппера снижается, начинается дотягивание, затем следует остановка и опускание дорожек шлеппера. Происходит кантовка рельса в положение «на подошве». После этого шлеппер реверсируется, устанавливается в исходное положение, включается система охлаждения дорожек шлеппера.
Если температура рельса, выданного на рольганг, превышает заданную, то рельс некоторое время остывает на нем, а если ниже заданной, то такой рельс сталкивается шлеппером на стеллаж брака.
По окончании кантовки включается рольганг перед закалочной машиной при условии, что прижим задающих роликов поднят, барабан закалочной машины (БЗМ) находится в исходном положении, в каретках закалочной машины на линии задачи отсутствует рельс. Срабатывает упор перед ЗМ, рельс на малой скорости устанавливается под гибочные машины. После обработки концов рельса на гибочных машинах начинается задача рельса в барабан закалочной машины.
Одновременно с перемещением рельса по рольгангу осуществляется автоматическое клеймение. Клеймитель включается дважды: при прохождении мимо него переднего и заднего конца рельса.
Как только рельс ушел за последний рычаг кантователя, осуществляется возврат его в исходное положение.
При проходе переднего конца рельса через ось задающих роликов включается механизм прижима задающего ролика. Одновременно с этим скорость вращения рольганга перед ЗМ и скорость вращения задающих роликов повышается, и рельс задается в БЗМ с большой скоростью. Снижение скорости происходит, когда от оси задающих роликов до конца задаваемого рельса остается около 2-х метров. При подходе конца задаваемого рельса к оси задающих роликов дается команда на подъем прижима задающих роликов и одновременно с ней команда на ход доталкивателя вперед. Доталкиватель толкает рельс в каретки барабана. При достижении переднего положения доталкиватель автоматически реверсируется, возвращается в исходное положение и отключается. БЗМ готов к повороту.
Реклама

Одновременно с задачей очередного рельса осуществляется выдача закаленного рельса из БЗМ. После остановки БЗМ и фиксации его в заданном положении происходит включение выталкивателя. Он толкает рельс из кареток барабана на рольганг за закалочной машиной.
При выдаче рельса из закалочной машины на 50-100 мм за ось выдающих тянущих роликов даются команды на опускание прижима выдающих роликов и на работу устройства для сброса масла и окалины с рельса. Выталкиватель автоматически реверсируется и возвращается в исходное положение. Подъем прижима происходит при выходе заднего конца выдаваемого рельса за габарит закалочной машины.
В случае если рельс не был выдан выдающими роликами на достаточное расстояние от БЗМ, включается рольганг за закалочной машиной и транспортирует рельс в позицию для кантовки.
Происходит отключение устройства для сброса масла и одновременно дается команда на включение кантователя за БЗМ. Происходит кантовка рельса в положение «на бок». После кантовки включается рольганг за ЗМ, кантователь в это время возвращается в исходное положение. Рольганг прижимает рельс к упору за БЗМ, после чего отключается.
Команда на поворот барабана закалочной машины подается по возвращении доталкйвателя в исходное положение после загрузки рельса в каретки барабана при соблюдении ряда прочих условий.
Барабан закалочной машины состоит из 12 групп кареток для рельсов. Если барабан изначально пустой, то они последовательно заполняются, пока не будет заполнено 10 кареток. При заполнении 11-й каретки из 1-й каретки будет производиться выгрузка, т.е. загрузка и выгрузка рельса осуществляются одновременно. В этом случае поворот осуществляется с 10-ю рельсами в барабане. Каждый поворот барабана ЗМ осуществляется на 30°. Если загрузка рельсов не происходит, то выполняется только выгрузка рельсов.
1.2 Кинематическая схема и ее описание
Закалочная машина состоит из следующих основных узлов:
1. Закалочного бака, наполненного маслом;
2. Вращающегося барабана с подвешенными к лучам его звездочек двенадцатью группами кареток.
Каретки представляют собой устройства, предназначенные для приема и удержания рельса в барабане в положении «стоя на подошве». Рельс, как заходящий в барабан, так и выходящий из него, катится по роликам каретки как по направляющим.
На секции каретки, расположенные на концах барабана (т.е. на 1-ю и 5-ю), приварены опоры пяты. В эти пяты упираются шатуны толкателей направляющих устройств и приводят каретки, находящиеся на линии выдачи после поворота барабана в вертикальное положение.
3. Направляющих устройств, предназначенных для удержания концов закаленного рельса на линии выдачи.
Нагретый до нужной температуры рельс задающими роликами подается в барабан (в 1-ю каретку).
После того, как задний конец рельса минует ролики, доталкиватель доводит рельс до упора. После поворота барабана включается выталкиватель, который, выталкивая рельс из барабана, доводит передний конец находящегося в 11-й каретке закаленного рельса до выдающих роликов. Эти ролики выдают рельс из барабана на рольганг.
Таблица 1 – Технические данные барабана закалочной машины
| Скорость вращения барабана |
2,6 об/мин |
| Передаточные отношения
|
| Редуктора (
iред
)
|
33,5 |
| Открытой пары (io
.
n
) |
6 |
| Общее (i) |
201 |
| Коэффициенты полезного действия
|
| Редуктора |
0,87 |
| Открытой пары |
0,93 |
| Количество включений в час |
120 |
Кинематическая схема машины приведена на рисунке 1.
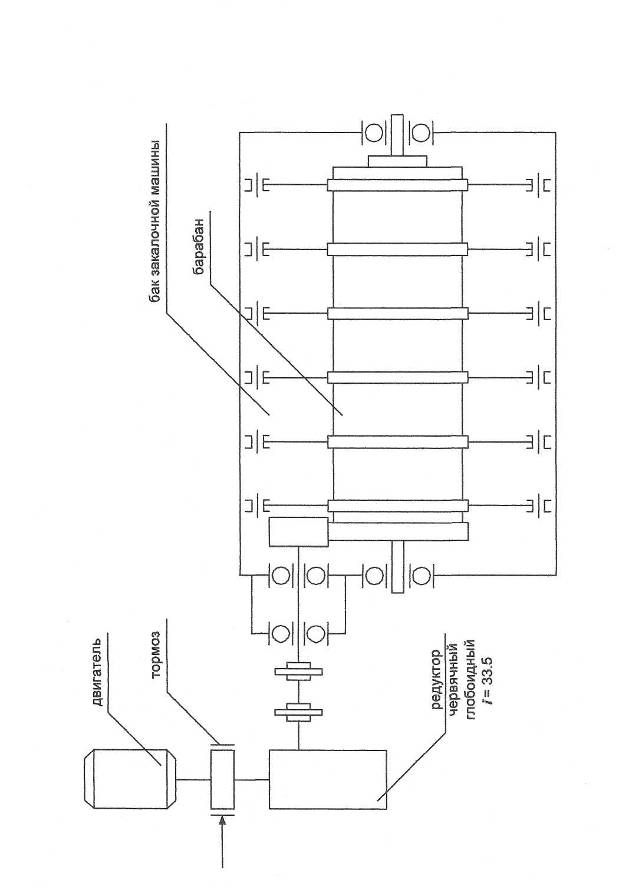
Рисунок 1 – Кинематическая схема машины.
Момент инерции загруженного барабана рельсами:
Моменты инерции всей системы
где Jдв
= 7 – момент инерции двигателя (тип двигателя Д812), кг·м2
;
Jред
= 1,15 - момент инерции редуктора, кг·м2
;
δ= 1,2 – коэффициент, учитывающий момент инерции звеньев редуктора;
ηм
—0,93-0,87-0,81 -коэффициент полезного действия механизма.
1.3 Место проектируемого ЭП в технологическом комплексе
Участок объемной закалки рельсов входит в состав рельсобалочного цеха. Участок предназначен для осуществления объемной закалки производимых в цехе рельсов с целью обеспечения им заданных технологическими процессами качеств. Закаливание осуществляется посредством погружения нагретых рельсов в масло в барабане закалочной машины.
В состав участка входит ряд механизмов и устройств, перечень которых приведен ниже:
- механизм перемещения шлеппера выдачи;
- механизм подъема дорожек шлеппера выдачи;
- охлаждающее устройство дорожек шлеппера выдачи;
- кантователь рельсов;
- рольганг перед закалочной машиной;
- устройство водовоздушной смеси;
- механизм центрирования;
- исчезающий упор перед закалочной машиной;
- гибочные машины;
- клеймитель рельсов;
- механизм вращения задающих роликов;
- механизм прижима задающих роликов;
- доталкиватель рельсов;
- механизм вращения барабана закалочной машины;
- выталкиватель;
- механизм вращения выдающих роликов; - механизм прижима выдающих роликов;
- скребковый транспортер;
- элеватор;
- устройство уборки окалины;
- устройство сброса масла;
- рольганг за закалочной машиной;
- кантователь рельсов за закалочной машиной;
- исчезающий упор за БЗМ.
Механизмы объединены в систему автоматизации, которая позволяет управлять механизмами участка в автоматическом режиме.
1.4 Требования, предъявляемые ТП к ЭП
К приводу БЗМ предъявляются следующие требования:
- система управления должна обеспечить точность останова барабана, равную ±15' (минут), на валу барабана.
- на валу барабана ускорение при пуске и торможении не должно превышать 1,8 рад/сек на тихоходном валу редуктора;
- время перемещения барабана на 30° (разгон, установившееся движение, торможение) не должно превышать 4 сек.
1.5 Обзор систем ЭП механизма по теме
проекта
КТЭ выполняются на номинальные токи от 10 до 5000 А и напряжения 220(230), 440(460), 600(660), 750(825), 930(1050) В. Напряжения питающей сети 0.38, 6, 10 кВ. Номинальный ток возбуждения встроенного возбудителя до 63 А, комплектного – до 1000 А. Номинальное напряжение возбудителя 220, 440 В, коэффициент мощности 0,79-0,86, КПД = 89-97% КТЭ на токи от 10 до 800 А выполняются с естественным воздушным охлаждением. КТЭ на токи от 800 до 4000 А могут выполняться как с естественным, так и с дополнительным воздушным охлаждением (обдуванием). КТЭ на ток 5000 А выполняется с внешним обдуванием.
Состав КТЭ может быть различным и зависеть от типа исполнения и перечня встроенных устройств. КТЭ может состоять из одного или нескольких ТП со встроенными устройствами, расположенными в одном или нескольких шкафах с общим питанием.
В состав КТЭ на токи от 200 до 500 А входит один или два шкафа (шкаф силовой ШС и шкаф встроенных устройств ШВУ) и силовой трансформатор, В случае наличия в составе КТЭ сетевого реактора он устанавливается внутрь одного из шкафов. Шкаф КТЭ и силовой трансформатор монтируются на общей раме. В шкафах, входящих в состав КТЭ, устанавливаются встроенные устройства: САР, контактор, возбудитель, УПТ, УДТ, УВТ. На дверцах шкафов КТЭ размещены приборы, кнопки и переключатели оперативного управления, лампы сигнализации.
КТЭ на токи от 200 до 630 А
а) реакторное исполнение с УДТ б) трансформаторное исполнение в) возбудитель
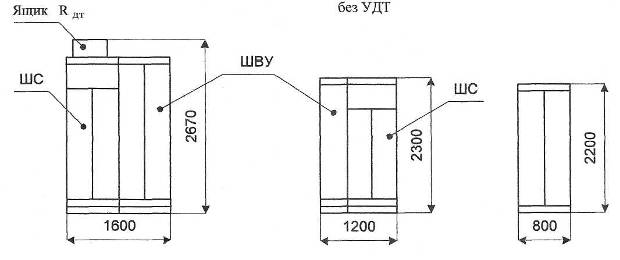
Рисунок 2 -
СЧП - силовая часть ТП; СУ - система управления; СЗС - система защиты и сигнализации; БУ- блок управления; БП - блок питания; БР - блок регулирования; УЗП узел защиты от перенапряжения; УДТ - узел динамического торможения; УНТ - устройство питания электромагнитного тормоза; УВТ - устройство питания ОВ тахогенератора; БВ - возбудитель.
1.6 Разработка функциональной схемы САУ ЭП
Весь рабочий цикл барабана закалочной машины делится на три этапа;
а) разгон до установившейся скорости и движение на этой скорости;
б) торможение и точная остановка барабана в заданном положении;
в) пауза.
В исходном состоянии системы подано напряжение на обмотку возбуждения двигателя, источники питания включены, главные цепи замкнуты.
Сельсин находится в нулевом положении, выходное напряжение задатчика интенсивности 13И равно нулю.
Соответственно регуляторы тока, ЭДС и положения имеют нулевые сигналы на выходе. Привод неподвижен.
При команде на запуск барабана включается реле КЗ (ЯР1) и подает напряжение на вход 13И. Появляется ток в цепи якоря двигателя, который через датчик тока сравнивается с изменяющимся выходом регулятора ЭДС и обеспечивает разгон привода. Разгон продолжается до установившейся скорости, пока сигнал обратной связи по ЭДС на входе РЭ не станет равным сигналу с 13И. Выход РЭ уменьшается до величины, которая обеспечит ток двигателя, равный статической нагрузке.
На этом завершается разгон, и привод движется на установившейся скорости. После того, как узел вычисления начала торможения УВНТ подаст сигнал на торможение, снимается напряжение задания, и замыкается контур положения (обесточивается реле КЗ (ЯР1). Выход фазовыпрямительного устройства ФВУ-1 подключается к 13И. Начинается торможение барабана с заданной интенсивностью и установка в исходном положении. При точной установке барабана в исходном положении, выходное напряжение ФВУ-1 должно быть равно 0±03в» Тормоз накладывается после того, как барабан находится в зоне исходного положения не менее 0.5 сек. Эта выдержка предотвращает преждевременное затормаживание до полного окончания переходных процессов. После этого происходит закорачивание РТ и РЭ.
Функциональная схема системы изображена на рисунке 3:

Рисунок 3 – Функциональная схема системы
Раздел 2. ВЫБОР СИЛОВОГО ЭЛЕКТРООБОРУДОВАНИЯ
2.1
Исходные данные к расчету нагрузок и режимов работы
Данные для расчета статических нагрузок
Для упрощения расчетов будем рассматривать статический момент при установившемся режиме работы барабана загруженного рельсами Р-75, т.к. он является основным.
Диаграмма предоставлена на рисунке 4.
Данные для расчета динамических нагрузок
Приведенный к валу двигателя момент инерции системы
J
∑ПР
= 9,809 кгм2
.
Допустимое ускорение барабана
εбар.доп
 0,3 с-1 0,3 с-1
Данные для расчета тахограммы
Зададимся величиной ускорения барабана εбар
(удовлетворяющего требованию εбар.
εбар.доп
) рассчитаем ωбар
(t)
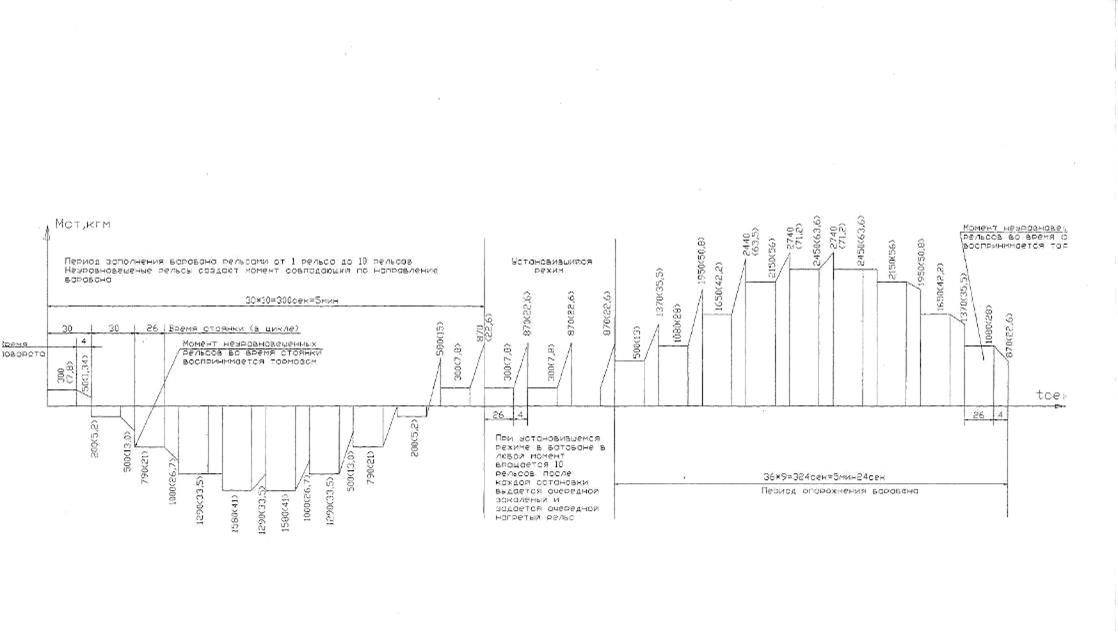
Рисунок 4 - График изменения статического момента Мс в зависимости от времени.
2.2 Расчет статических и динамических нагрузок
1. Определимся с ускорением барабана. По техническим требованиям необходимо выполнение условия εбар.доп
0,3 с-1
.
Выбираем εбар.доп
= 0,3 с-1
что удовлетворяет техническим требованиям.
2. Рассчитываем время разгона барабана
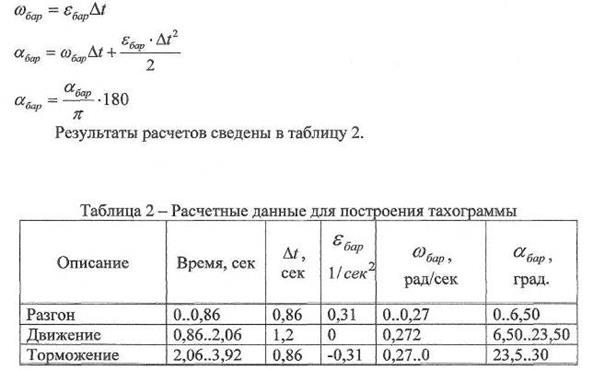
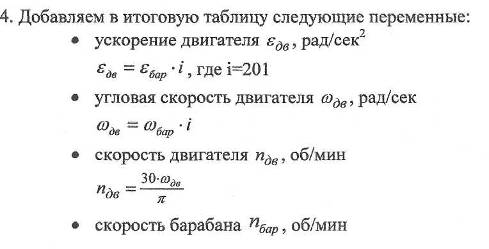
3. Разбиваем весь цикл движения на участки и описываем каждый участок. Для расчета используются следующие формулы:
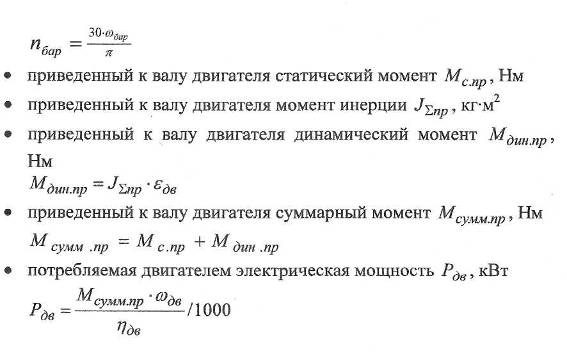
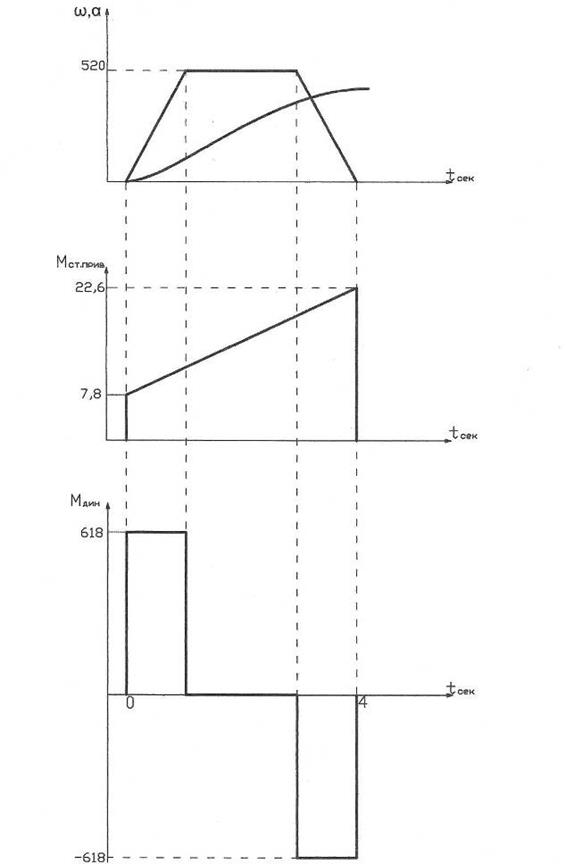
РРисунок 4 – Диаграмма зависимостей ωдв
(t), Мс.пр
(t), Mдин.пр.
(t), ά(t).
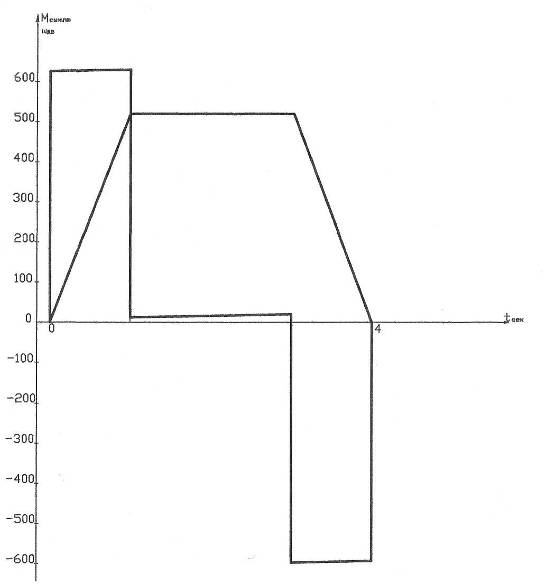
Рисунок 5 – диаграммы зависимостей ωдв
(t), Мс.пр
(t).
2.2
Проверка двигателя
Паспортные данные используемого двигателя с независимым возбуждением (Д812) приведены в таблице 3:
Таблица 3. Паспортные данные двигателя типа Д812
| Номинальное линейное напряжение, В |
440 |
| Номинальная активная мощность, кВт |
70 |
| Номинальный ток, А |
176 |
| Номинальная скорость, об/мин |
520 |
| Номинальная продолжительность включения, % |
40 |
| Момент инерции, кг м2
|
7 |
| Напряжение возбуждения, В |
220 |
| Кратность максимального тока |
2,1 |
| Максимальный момент, Нм |
2750 |
Считая, что двигатель, рассчитанный на ПВ=40%, работает именно в таком режиме, проверим двигатель на нагрев:
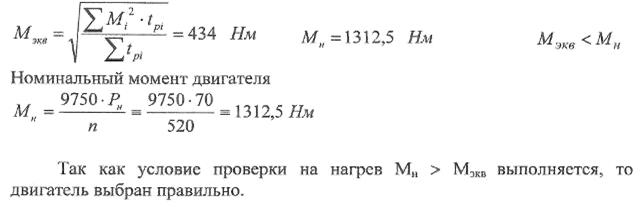
Раздел 3. РАСЧЕТ ПАРАМЕТРОВ РЕГУЛЯТОРОВ САУ.
3.1 Расчет параметров регуляторов САУЭП
Контур регулирования тока
Контур регулирования тока предназначен для Формирования тока в переходных и установившихся режимах. Контур тока включат в себя цепь якоря электродвигателя Д, тиристорный преобразователь ТП, шунт Ш, датчик тока ДТ и регулятор тока РТ. На вход РТ поступает сигнал, соответствующий действительному значению тока якоря от датчика тока и сигнал, соответствующий заданному значению тока, от регулятора ЭДС. Величина выходного напряжения РТ определяет угол открывания тиристоров преобразователя и, соответственно, величину напряжения якоря. Контур тока является внутренним (подчиненным) контуром по отношению к контуру ЭДС. Структурная схема изображена на рис.6.


Рис. 7. Структурная схема контура ЭДС
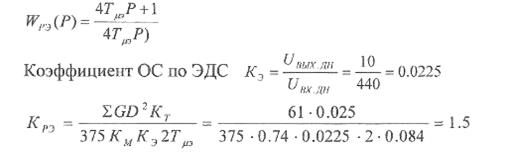
Контур включает в себя регулятор ЭДС, датчик ЭДС ДЭ, замкнутый контур регулирования тока. Регулятор ЭДС является ПИ - регулятором. Передаточная функция разомкнутого контура ЭДС, настроенного но "симметричному оптимуму", имеет вид:

Наличие форсирующего звена (1 + Тμэ
Р) компенсируется апериодическим звеном A3, имеющим передаточную функцию:

Действительное значение скорости двигателя определяется путем изменения ЭДС. двигателя при Ф = const. Вычисление ЭДС осуществляется в соответствии с формулой E=U-IR с помощью датчика ЭДС, на входы которого поступают сигналы, пропорциональные IR - от датчика тока и U от датчика напряжения. На выходе ДЭ снимается сигнал пропорциональный действительному значению ЭДС. Этот сигнал поступает на один из входов РЭ, на другой вход которого приходит сигнал пропорциональный заданному значению ЭДС» В цепи обратной связи РЭ установлен узел ограничения тока якоря. Выходное напряжение регулятора ЭДС является заданием регулятору тока. Передаточная функция РЭ:
Темп задатчика иненсивности
Для расчета параметров регулятора в контуре, содержащем подчиненный замкнутый контур (в рассматриваемом случае — контур тока статора по оси а),
рассматриваем его как апериодическое звено с эквивалентной малой постоянной времени, равной удвоенной малой постоянной времени подчиненного контура. Тогда передаточная функция объекта, по которой рассчитываются параметры сельсина при его повороте. Структурная схема контура положения приведена на рис.8
  
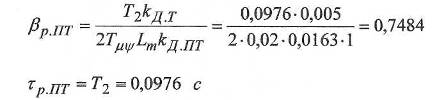

Рис. 8. Структурная схема контура положения
Передаточная функция замкнутого контура положения приведена в [1]. Передаточная функция регулятора положения имеет вид:
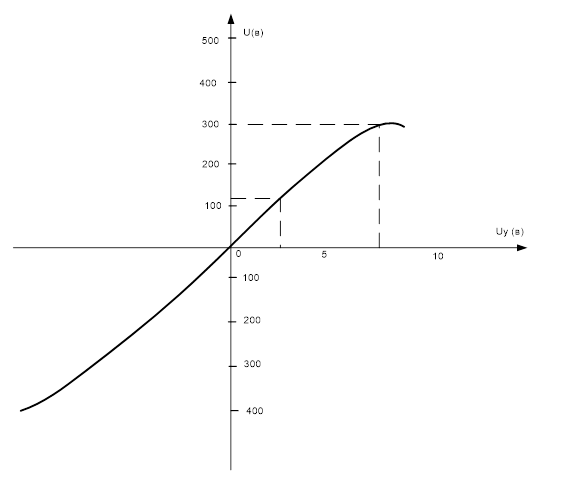
Рисунок 9 – Характеристика тиристорного преобразователя Ua=f(Uy).
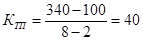
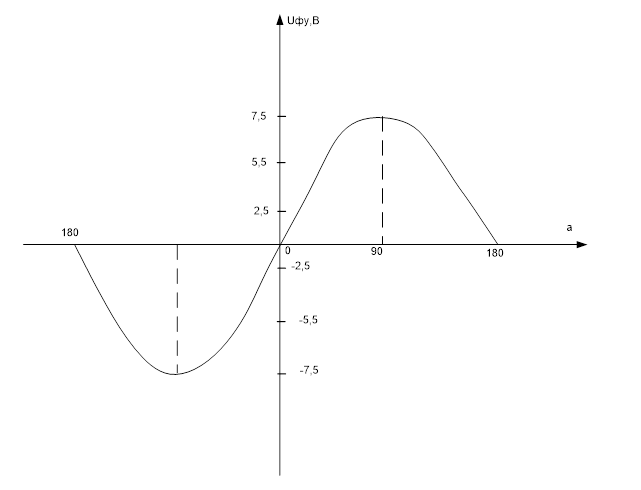

Рисунок 10 – Характеристика датчика положения UфВу
= f (a)
 Рисунок 11 – Входная цепь датчика напряжения Рисунок 11 – Входная цепь датчика напряжения
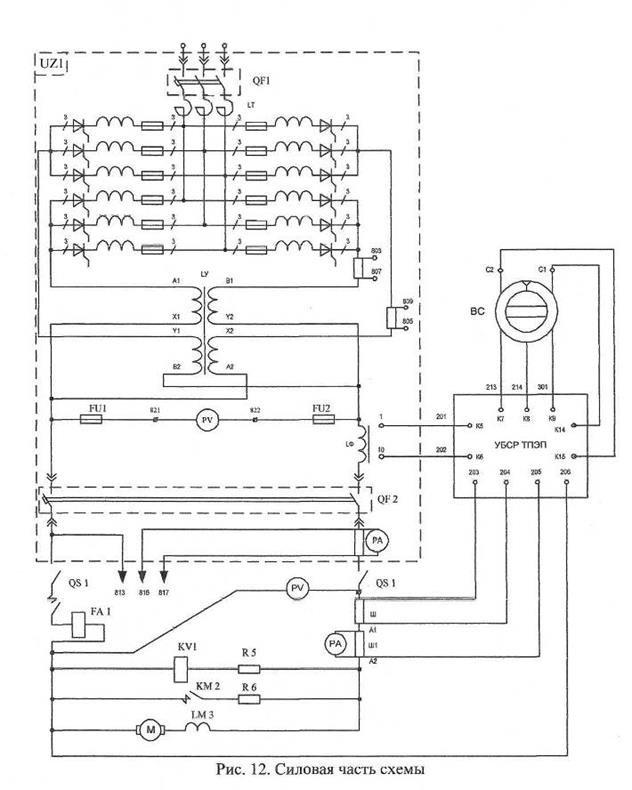
Силовая часть привода выполнена на агрегате типа АТР-320/460-2с. Система автоматического регулирования разработана и выполнена НО ГПИ «Тяжпромэлектропроект». Особенностью данного привода является необходимость точного позиционирования барабана после поворота.
3.2 Разработка принципиальной схема САУЭП и составляющих
ее основных блоков
Весь рабочий цикл барабана закалочной машины делится на три этапа:
а) разгон до установившейся скорости и движение на этой скорости;
б) торможение и точная остановка барабана в заданном положении;
в) пауза.
В исходном состоянии системы подано напряжение на обмотку возбуждения двигателя, источники питания включены, главные цепи замкнуты.
Сельсин находится в нулевом положении, выходное напряжение задатчика интенсивности 13И равно нулю.
Соответственно регуляторы тока, ЭДС и положения имеют нулевые сигналы на выходе. Привод неподвижен.
При команде на запуск барабана включается реле КЗ (ЯР1) и подает напряжение на вход 13И, Появляется ток в цепи якоря двигателя который через датчик тока сравнивается с изменяющимся выходом регулятора ЭДС и обеспечивает разгон привода. Разгон продолжается до установившейся скорости, пока сигнал обратной связи по ЭДС на входе РЭ не станет равным сигналу с 13И. Выход РЭ
уменьшается до величины, которая обеспечит ток двигателя, равный статической нагрузке.
На этом завершается разгон, и привод движется на установившейся скорости. После того, как узел вычисления начала торможения УВНТ подаст сигнал на торможение, снимается напряжение задания, и замыкается контур положения (обесточивается реле КЗ (ЯР1)). Выход фазовьшрямительного устройства ФВУ-1 подключается к 13И. Начинается торможение барабана с заданной интенсивностью и установка в исходном положении. При точной установке барабана в исходном положении, выходное напряжение ФВУ-1 должно быть равно 0±0,Зв. Тормоз накладывается после того, как барабан находится в зоне исходного положения не менее 0.5 сек. Эта выдержка предотвращает преждевременное затормаживание до полного окончания переходных процессов. После этого происходит закорачивание РТ и РЭ
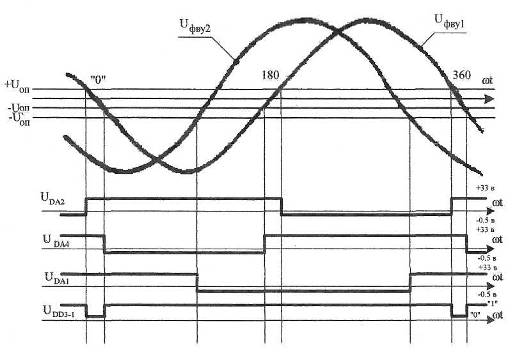
Узел вычисления начала торможения УВНТ
УВНТ предназначен для формирования сигнала в начале торможения барабана. УВНТ состоит из компараторов DA1 и DA3 ячейки ЯК1 и ячейки логики ЯЛ. Индикация осуществляется светодиодом HL3 на панели измерений, Компаратор DA1 управляется выходным напряжением ФВУ-2^ а компаратор ВАЗ выходным напряжением ФВУ1.
Величина опорного напряжения Uon
выбирается из расчета нормального торможения механизма, с дотягиванием до исходного положения, и регулируется резистором R1 ячейки ЯК1.
Превышение сигналом Uфву2
опорного напряжения Uon
вызывает срабатывание компаратора DA1. При этом на его выходе появится сигнал Udai=-0,5 в ("0"). Если ифСУ
2 < Uon
то выходное напряжение Udai=
+ 3,3 в ("1"). Состояние компаратора DA3 меняется согласно полярности сигнала Uфву
1.
Выходной сигнал "0" с ВАЗ является сигналом запрета на срабатывание схемы УВНТ (начало торможения) в зоне 0-180° поворота С Д. Согласно диаграмме на рис.8 в момент времени, когда U<j,By
2
= Uon
и сигнал Uda3 =
"1", на выходе схемы DB7-1 появляется сигнал Udd7-i=
"!"• С появлением этого сигнала, транзистор VT6 открывается, замыкая цепь реле К5, расположенного в ЯР1, и светодиода HL3. Н.о. контакт реле К5 замыкает цепь питания реле К2 (ЗП). Своими н.о контактами реле К2 самоблокируется, а н.з. контактами размыкает цепь питания реле КМ 10. Сигнализация Замыкания контура положения осуществляется светодиодом
HL3 на панели измерения.Рис 10. Индикатор исходного положения ИИП. Диаграмма напряжений.

Рис. 11. Узел вычисления начала торможения УВНТ.
Индикатор исходного положения ИИП
ИИП предназначен для контроля исходного положения барабана закалочной машины. Схема ИИП изображена в приложении Рис 6. ИИП состоит из компараторов DA2, DA4, ячейки ЯК1 и компаратора DA1 ячейки. ЯК2
и ячейки логики ЯЛ* Индикация исходного положения осуществляется светодиодом Д1 на панели измерений.
Компараторы DA4 и DA2 управляются выходным напряжением ФВУ1, компаратор DA1 - выходным напряжением ФВУ2. Характеристики ФВУ и диаграммы работы логики ИИП изображены на рис. 11.
Величины опорных напряжений + Uon
и - Uon
выбираются в зависимости от ширины зоны исходного положения и регулируются резисторами R2 и R4. Превышение сигналом U<j>By
i опорного напряжения + Uon
вызывает срабатывание компаратора DA2. При этом на его выходе появляется сигнал Uda2 =
-0-5 в ("0"), Если ифВУ
1 < +Uon
, то выходное напряжение компаратора UD
a2=
+3,Зв ("1"). Превышение сигналом ифву
1 опорного напряжения - Uon
вызывает срабатывание компаратора DA4. При этом на его выходе появляется сигнал Uda4 = +3,3 в (1). Если ифвУ
1< - Uon
, то выходное напряжение Udai=
**0?5 в ("0").
Состояние компаратора DA1 изменяется соответственно изменению сигнала l^By
2
. Согласно диаграмме на рисЛ, в зоне исходного положения выходной сигнал ИИП Ubd3-i=
"0"- Транзистор VT1 открывается, замыкая цепь светодиода HL1, Тем самым осуществляется сигнализация исходного положения барабана. В зоне 1805
("ложный нуль") выходной сигнал Udd3-i=
«1>>, так как на вход схемы DD3-1 подан сигнал запрета UDA
i= «0» от компаратора DA1. Диаграмма показывает изменение сигнала UD
d3-iза один оборот сельсина.
Выходной сигнал ИИП через логическую схему DD3-3 поступает на вход транзисторов VT2, VT7. Эти транзисторы открываются и замыкают цепь питания реле К1 (ЗП). Роле К1 срабатывает и своими н.з. контактами размыкает цепь питания реле КТ4. После этого накладывается механический тормоз.
3.3 Разработка технологических и защитных блокировок
Разрешается работа привода поворота барабана закалочной машины только в том случае, если:
1. Выталкиватель находится в исходном положении (включено реле 25РВИ);
2. Доталкивателъ находится в исходном положении (включено реле 22РДИ);
3. Направляющие устройства в исходном положении (включены реле 24-1 РНИ и 24-2 РНИ);
4. Не осуществляется задача и выдача рельсов (включено реле 5ФРР и отключено реле 4ФРР);
5. Нет рельса в 11-й каретке барабана (отключено реле НРБ схемы сигнализации).
Если выполняются все эти условия, то собран узел «А», который дает разрешение на поворот барабана.
Для контроля прохождения рельсом определенных технологических зон использованы фотореле в количестве 14-ти штук и три емкостных датчика.
Защита электрооборудования
Схема предусматривает следующие защиты:
1. Максимально-токовая защита двигателя (реле FA1).
2. Реле контроля возбуждения FA2.
3. Превышение максимальной ЭДС двигателя (реле KV1)
4. Сеточная защита преобразователя по переменному току.
5. Сеточная защита преобразователя по постоянному току.
Уставки защит приведены в таблице 4 и протоколах наладки барабана.
Таблица 4
| Вид защиты |
Монтажный символ элемента |
Уставка |
| 1. |
Максимальная токовая защита |
FA1 |
350А |
| 2. |
Контроль тока возбуждения |
FA2
|
Iвт
=4,3А; Iотп
=3,2А |
| 3. |
Превышение максимальной ЭДС |
KV1 |
520 В |
| 4. |
Сеточная защита по переменному току |
БТЗ (АТР) |
600 В |
| 5. |
Сеточная защита по постоянному току |
БТЗ (АТР) |
390 В |
Раздел 4. КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ САУ ЭП
4.1 Математическая модель САУЭП
Моделирование работы системы произведено на основании структурной схемы с помощью математического пакета MatlabSimulink. Модель изображена на рисунке.
Рисунок 13. Модель системы, построенная с помощью математического пакета MatlabSimulink
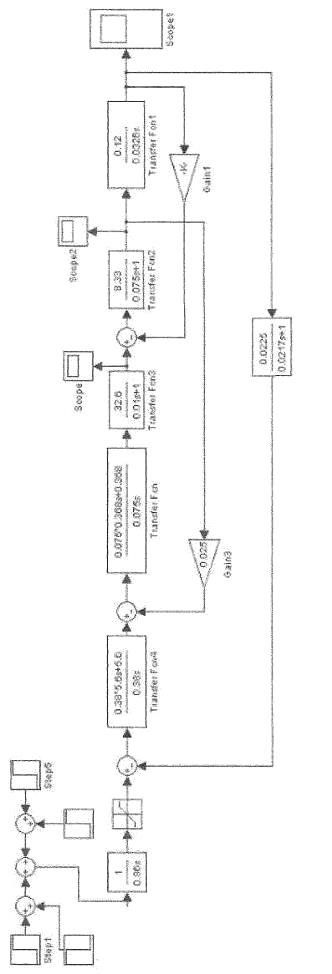
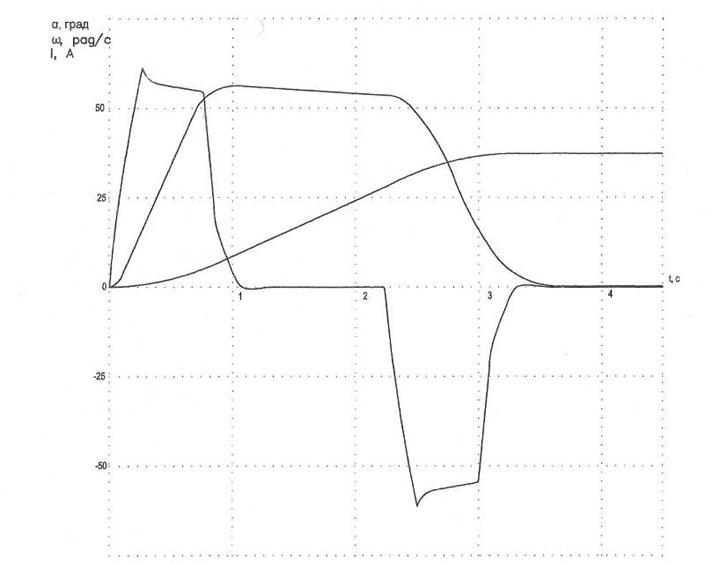
Рисунок 14. Графики переходных процессов скорости, угла поворота барабана и тока
ЗАКЛЮЧЕНИЕ
В настоящее время система автоматизации выполнена на релейно-контакторной базе. Данный вид схем не обеспечивает безаварийной работы, а главное быстрое устранение неполадок в системе, ввиду низкой степени информативности и самодиагностики. В связи с ее громоздкостью и трудностью определения неполадок необходимо осуществить ее перевод на базу программируемого контроллера. Модернизация БЗМ имеет перед собой две основных задачи:
- замена привода вращения БЗМ;
- автоматизация участка ЗМ.
Существует два варианта реализации поставленной задачи. Эти варианты различаются по глубине внедрения в систему.
Первый вариант предусматривает замену только узла автоматики ЗМ и релейной панели управления БЗМ. В этом случае в панели исполнительных механизмов будут выдаваться управляющие сигналы при работе в автоматическом режиме. Ориентировочно для реализации работы системы будет использовано около 130 входных дискретных сигналов и 50 выходных.
Второй вариант предусматривает упрощение релейно-контакторных панелей управления механизмами участка за счет передачи их функций контроллеру. Управление механизмами будет вестись через контроллер как в ручном, так и в автоматическом режимах. Будет обеспечен значительно больший объем информации об оборудовании и лучшее ее представление. Возникает необходимость ввода в контроллер всей информации с органов управления механизмами (ключей, кнопок, командоаппаратов). Ориентировочно для реализации системы по этому принципу потребуется около 300 входных дискретных сигналов и 100 выходных. Число сигналов может уменьшиться за счет ввода части информации через панель оператора.
СПИСОК ИСПОЛЬЗУЕМЫХ ЛИТЕРАТУРНЫХ ИСТОЧНИКОВ
1. Автоматизированный электропривод типовых производственных механизмов и технологических комплексов: Метод. Указ. / С.А. Дружилов, А.К. Мурышкин: СибГИУ. - Новокузнецк, 2007. - 45 с.
2. Егоров В.Ф., Егоров СВ. Электропривод металлургических машин и агрегатов: Учебное пособие / СибГИУ - Новокузнецк, 2002 — 336 с, 125 ил., 31 табл.
3. Бычков В.П. Электропривод и автоматизация металлургического производства. Учеб. пособие для вузов. Изд. 2-е, перераб. и доп. М., «Высш. школа», 1977
4. Инжиниринг электроприводов и систем автоматизации: учеб. пособие для студ. высш. учеб. заведений / [М.П.Белов, О.И. Зементов, А.Е. Козярук и др.]; под ред. В.А. Новикова, Л.М. Чернигова. - М.: Издательский центр «Академия», 2006. - 368 с.
5. Островлянчик В. Ю. Автоматический электропривод постоянного тока горно-металлургического производства: учеб. пособие [для студентов вузов, обучающихся по спец. «Электропривод и автоматика пром. установок», «Математическое обеспечение и применение ЭВМ в металлургии»]/ В. Ю. Островлянчик. - Новокузнецк: СибГИУ,2004. - 383 с.


|